Кузовной ремонт автомобиля своими руками
Кузов — основной элемент автомобиля, обеспечивающий его исправную работу. Этот компонент имеет сложную конструкцию, и периодически подвергается высоким нагрузкам. По этому возникают проблемы требующие вмешательства. Кузовной ремонт позволяет восстановить повреждения и вернуть рабочее состояние автомобиля.
Виды повреждений и диагностика состояния кузова
Причинами ремонта выступают два фактора:
- технический;
- человеческий.
Самым распространенным проявлением первого фактора является износ. Большинство повреждений кузов получает в результате естественного процесса. Этот компонент имеет эксплуатационный период, после которого показатели прочности снижаются, и он становится уязвимым. Самая распространенная причина износа — коррозия.
Иногда причиной проблем с кузовом становится несоблюдение правил хранения авто, или неправильное использование. Данные действия относятся к человеческому фактору.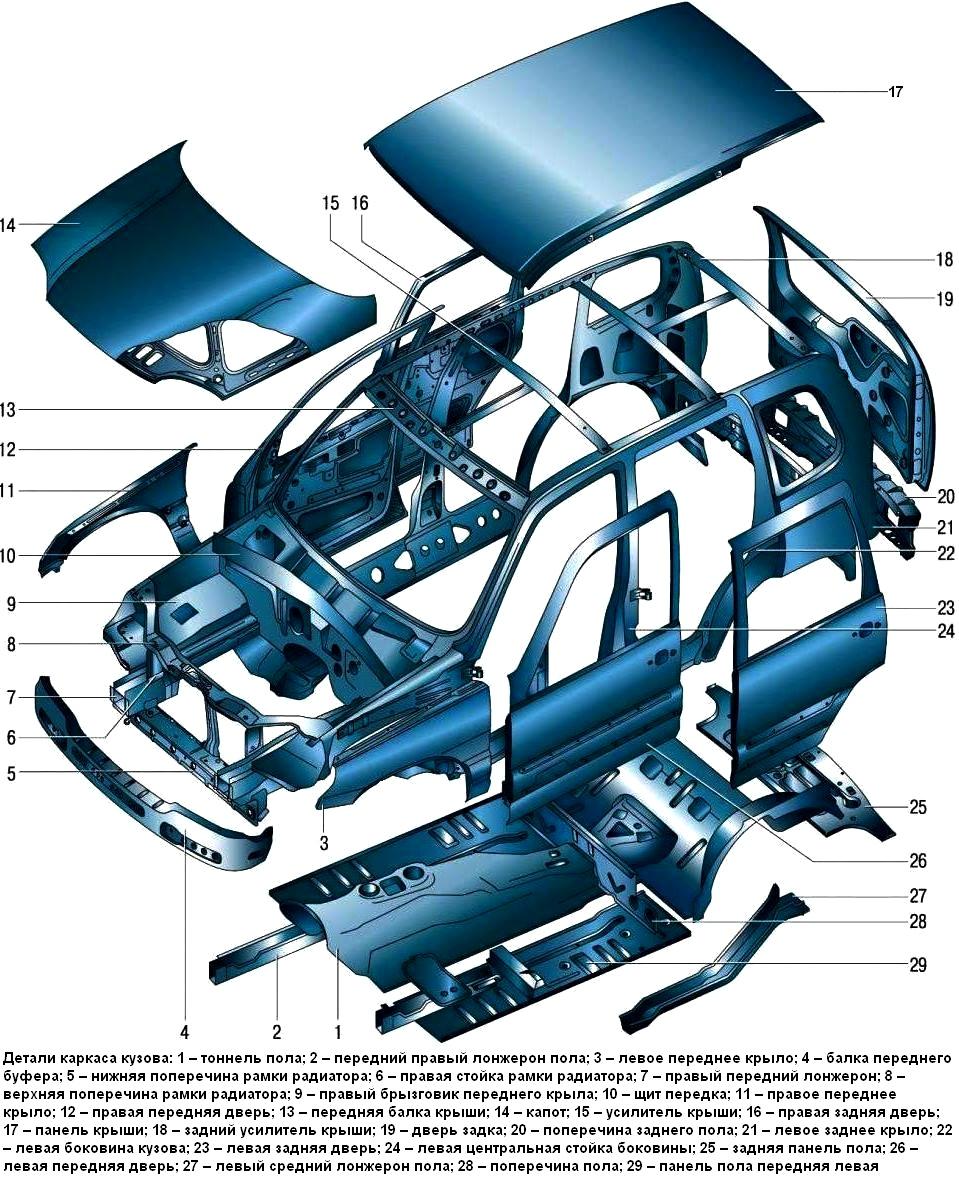 Также в эту категорию входят:
Также в эту категорию входят:
- конструктивные недоработки, допущенные производителем;
- неисправности дефектов, возникающие при сборке машины;
- повреждения в результате низкокачественного ремонта.
К человеческому фактору относятся ДТП. Больше 50% аварий сопровождаются нанесением ущерба кузовной части автомобиля.
Общие неисправности кузова:
- эксплуатационные;
- конструктивные;
- технологические.
К повреждениям кузова относятся нарушения изначального состояния элемента, от незначительных царапин до крупных вмятинам или заломов.
Организация технологического процесса работы по восстановлению автомобиля начинается с диагностики.
Диагностика определяет наличие всех неисправностей, их особенности и характер. Благодаря этому проще выбрать способ ремонта кузова. Диагностика выполняется в три этапа:
- Осматривается лакокрасочное покрытие машины на наличие дефектов.
- Дается оценка геометрии кузова — при наличии неровностей достаточно осмотра без специального оборудования.

- Проводится экспертиза качества, позволяющая определить, в каком состоянии находятся сварные швы и крепежные элементы. Эта задача требует внимания и опыта, поскольку основная нагрузка распределяется на эти элементы.
После выявления неисправностей составляется план ремонтных работ.
Что такое кузовной ремонт
Кузовной ремонт — комплекс технологических действий, направленных на восстановление кузова. Основа этого процесса предполагает устранение повреждений любого характера.
Выделяются два вида кузовного ремонта:
- полный — применяется при устранении ущерба большого размера. Чаще всего его используют при восстановлении легкового автомобиля после аварии;
- локальный — используется при обнаружении царапин, сколов и других незначительных повреждений.
Технология ремонта кузова автомобиля зависит от уровня неисправностей. При высоком уровне с использованием полного восстановления требуется специальное оборудование.
Внешний ремонт
Этот тип восстановления кузова можно осуществить в домашних условиях. Ремонт локального типа не требует трудоемких действий, и применяется при устранении незначительных повреждений. В кузовной ремонт входит восстановление:
Ремонт локального типа не требует трудоемких действий, и применяется при устранении незначительных повреждений. В кузовной ремонт входит восстановление:
- царапин и сколов;
- вмятин небольшого размера;
- ранней стадии ржавчины металла.
Внешний ремонт кузова выполняется с применением:
- стандартного набора инструментов для кузовного ремонта;
- полироли;
- краски.
Устранить габаритные повреждения элементов внешний ремонт не может. Дополнительно могут потребоваться инструменты для аэрографии и обработка стеклотканью.
Капитальный ремонт
Восстановление кузова капитальным способом в большинстве случаев нельзя выполнить самостоятельно. Для его осуществления требуется наличие профессионального оборудования и специальных навыков. Этот тип восстановительных работ предполагает разбор авто. Его цель — обнаружение всех дефектов и небольших повреждений. Выполняя реставрацию, снимаются даже незначительные элементы.
Чтобы обнаружить скрытые дефекты рассверливают зоны контактной сварки.
Сварочные работы проводятся при обнаружении:
- коррозии деталей;
- трещин в конструкции кузова;
- глубокой деформации деталей.
Капитальный ремонт не обходится без замены поврежденных элементов конструкции.
Выравнивание геометрии
Основным инструментом, используемым для восстановления кузова автомобиля — стапель. Этот инструмент сконструирован с высокими показателями прочности, достаточными для силовых работ. Основное действие при выравнивании является перетяжка. Она предполагает использование системы креплений, воздействующих на точки конструкции, при давлении на которые кузовная деталь приобретает изначальную форму. Эта задача предполагает высокий уровень сложности, справиться с которым при отсутствии опыта непросто.
С помощью стапельной установки обеспечиваются измерения, необходимые для точного проведения ремонтных работ. Выравнивание геометрии осуществляется поэтапно:
Выравнивание геометрии осуществляется поэтапно:
- Зафиксировать транспортное средство на стапельной платформе.
- После вычисления точек на машины, к ним прикрепляется оснастка.
- Запустить стапельную установку.
После запуска стапель и оснастка автоматически вытягивают повреждения по нужной форме. Оборудование предполагает использование вычислительной программы, рассчитывающий необходимый уровень усилий и показатель замера стойки.
Преимущество стапельной установки заключается в том, что она не нарушает качество металла в зонах неисправностей при их устранении.
Устранение вмятин
Кузовной ремонт вмятин автомобиля своими руками осуществляется тремя способами:
- При помощи клея. Рихтовка или правка выполняется с применением набора Pops-a-Dent. В него входят термопистолет, силиконовый клей, специальные стержни. После нанесения клея и крепления стержней необходимо дождаться застывания. Затем осторожно вытянуть вмятины вместе со стержнями.
- С использованием вакуума. Основным специальным инструментом выступает вакуумная присоска. Она крепится к поверхности вмятины, создавая вакуум. После этого вмятину можно вытянуть без риска нанести повреждения поверхности покрытия. Использование вакуумных присосок — беспокрасочный способ устранения вмятин.
- По технологии PDR. С помощью специальных рычагов, которые вводятся через технологические отверстия автомобиля, можно добраться до больших вмятин и устранить их выдавливанием.
Последний способ не рекомендуется выполнять своими руками. По технологией PDR работают те, у кого имеются хорошие навыки использования профессионального оборудования.
Установка заплаток и сварка
Если стандартный локальный ремонт кузова не помог, используются заплатки. Они применяются что бы заделать дыры в кузове автомобиля. Заплатка позволяет отремонтировать и сквозные ржавчины, если диаметр отверстия не превышает 8-10 сантиметров. В противном случае деталь заменяется полностью.
Перед креплением заплатки обрабатываются края отверстия. Сама заплатка должна иметь диаметр, превышающий размеры повреждения (приваривается внахлест). Для ее изготовления используется тонкий металл. Для крепления используется сплошной шов. Рекомендуется применять сварочные аппараты полуавтоматического типа.
Устранение царапин и сколов
Царапины и сколы убираются при помощи мелкого кузовного ремонта. Он предполагает использование покраски и полироли. Дополнительно можно нанести грунтовку. Поверхность шлифуется, затем наносится защитное покрытие. Новые технологии обеспечивают шлифовку, после которой потертости видно не будет. Косметический тип ремонта легко выполняется в домашних условиях.
Краска должна иметь цвет покрытия кузова. Иначе поверхность машины будет выглядеть непрезентабельно.
Покраска и полировка
Для покраски в соответствии с технологией ремонта автомобилей, нужно использовать только вещества, предназначенные для покрытия поверхности автомобиля. В некоторых случаях требуется несколько стадий окраски. После ремонта кузова и покраски поверхность поверхность тщательно промывается.
В некоторых случаях требуется несколько стадий окраски. После ремонта кузова и покраски поверхность поверхность тщательно промывается.
Окрашенная машина полируется. Шлифовка выполняется при помощи абразивов мягкого типа только после полного высыхания краски.
Кузовные запчасти. Критерии выбора — база знаний Kuzovnoy.Ru
Как известно, кузовной ремонт может включать в себя замену тех или иных элементов кузова. Иногда намного проще заменить, например, капот или крыло, нежели проводить сложные действия по восстановлению детали. Тут-то и возникает задача выбора необходимой запасной части. Кто-то рекомендует покупать только оригинал, где то можно услышать мнение, что выгодней взять Тайвань. Какими критериями руководствоваться при покупке?
Оригинал
Для изготовления оригинальных деталей, которые поставляются для сборки автомобиля, используется определенная технология. Благодаря этому производятся детали, соответствующие всем конструкционным особенностям конкретного автомобиля и техническим требованиям, заложенным конструкторами.
Кроме того, металлические оригинальные детали подвергаются специальной антикоррозийной обработке, которая надежно защищает деталь от появления коррозии.
Цена душевного покоя
Приобретая оригинальную деталь, вы можете быть уверены в том, что при ее установке зазоры на автомобиле будут соответствовать заводским стандартам. Именно нарушения геометрии бывают причиной отказа некоторых мастеров от работы с неоригинальными запчастями. Для их подгонки может потребоваться определенное время и силы. Однако и цена на оригинальные элементы кузова в разы может превосходить стоимость аналогов.
Неоригинал
Неоригинальные детали до сих пор вызывают некое недоверие к качеству. А возникло оно в тот момент, когда российский рынок переполнили дешевые и некачественные китайские товары.
Понятие «неоригинал» стало именем нарицательным и звучало как синоним к слову «китай». Однако в последние годы отношение к неоригинальным кузовным деталям кардинально изменилось.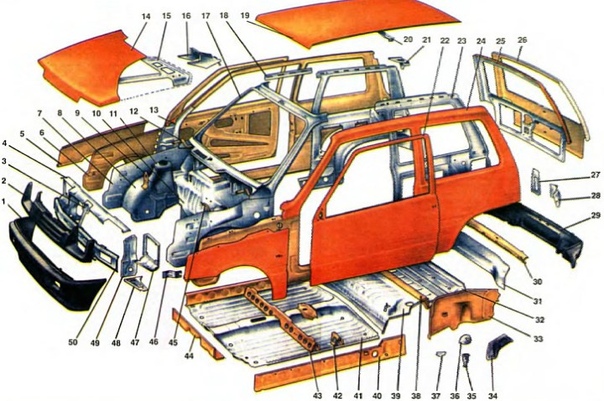
Мифы и заблуждения
Технологический процесс изготовления оригинальных и неоригинальных деталей не отличается. Ведь для производства необходимо получить соответствующие сертификаты и разрешения. Однако может использоваться разное сырье.
Часто можно услышать, что неоригинальные кузовные запчасти быстрее ржавеют. Из этого делается вывод, что в таких деталях металл тоньше. Но дело совсем в другом. Как уже было сказано, при изготовлении оригинальных деталей происходит очень эффективная антикоррозийная обработка. При изготовлении аналоговых деталей антикоррозийная обработка не проводится.
Далеко не все мастера добросовестно относятся к своей работе. Часто осуществляют покраску детали прямо поверх того самого транспортировочного грунта. Детали покрываются лакокрасочным покрытием только с внешней стороны. А с внутренней происходит беспрепятственное воздействие окружающей среды на всю площадь детали. Вот и получается: зиму отъездил, а крыло все ржавое.
Такие «мастера» часто пеняют на некачественный неоригинал, хотя причина была в неправильной и некачественной обработке исходной детали при проведении ремонта.
Несомненно, бывают случаи, когда запасная часть значительно не подходит по размерам. Причиной попадания бракованного изделия под реализацию является недостаточный контроль за качеством продукции (этим грешат малоизвестные бренды).
Основные производители аналогов на Российском рынке
Наилучшее качество показывают такие производители как Klokkerholm (Германия), AKG (Германия), R2A (Италия), Seima (Италия).
Хорошим качеством обладают детали производства Capat (Италия), ARS (США), API (Тайвань), APR (Тайвань), TYG (Тайвань), Cryomax (Тайвань), AKSTE (Литва).
К деталям удовлетворительного качества можно отнести Aragon (Испания), ARP (Турция), ATL (Китай), TECHRAD (Китай).
Также встречаются компании, которые закупают готовые детали и переупаковывают их под своим брендом. Поставщиками для них являются, в основном, китайские и тайваньские производители (хотя присутствуют и европейские бренды типа Klokkerholm или Capat). К таким компаниям относятся, в частности, «Signeda» и «Polcar». Среди ассортимента этих брендов можно встретить запчасти как хорошего, так и плохого качества.
Заключение:
Среди производителей неоригинальных запчастей есть главное различие — это качество продукции. Выбирая неоригинальные запчасти, помните, в погоне за ценой легко забыть о качестве детали. Это может значительно осложнить ремонт автомобиля.
Выбирая неоригинальные запчасти, помните, в погоне за ценой легко забыть о качестве детали. Это может значительно осложнить ремонт автомобиля.
ДЕТАЛИ КУЗОВА ИЗ ПЛАСТИЧЕСКИХ МАТЕРИАЛОВ
Пластические материалы находят очень широкое применение в машиностроении. Кузова автомобилей из пластика производятся редко, но некоторые широко распространенные модели имеют наружные детали из пластика.
Если говорить о кузовах, полностью изготовленных из слоистых пластиков, они состоят из элементов, собранных между собой, так как форма кузова очень сложная, чтобы ее можно было сформовать целиком. Кузова из слоистого пластика не являются несущими, они устанавливаются посредством разъемного соединения на стальную раму, несущую механические узлы. Изготовление деталей осуществляется формовкой.
Изготовление пластической детали кузова автомобиля
Чтобы изготовить деталь, нужна по меньшей мере одна форма, которая может быть охватываемой или охватывающей. Форма должна иметь уклон для извлечения из нее готового изделия. Качество поверхности формуемой детали будет тем выше, чем лучше отполирована форма.
При формовке детали выполняют следующие подготовительные работы. Внутреннюю поверхность формы покрывают веществом, способствующим выемке готовой детали из формы.
Исходя из сопротивления действующим нагрузкам и внешнего вида, выбирают соответствующую стеклоткань для армирования изготовляемой детали. Готовят шаблон из плотной бумаги, размечают и вырезают по шаблону стеклоткань.
Далее выбирают полиэфирную смолу соответствующего качества и характеристиками, необходимыми для последующей эксплуатации детали. В смолу вводят красители. Существует множество разновидностей смол, отличающихся различным химическим составом. Каждая из них соответствует определенному назначению. Смола, предназначенная для нанесения первого слоя на форму, получила название
В серийном производстве
применяют другой вид стекловолокна: резаные волокна, которые имеют длину волокон, аналогичную стекловойлоку или несколько меньшую. Их применяют для изготовления основы.Формирование детали кузова
Формовать детали кузова можно различными способами, но в любом случае они должны обеспечивать следующее:
– правильное размещение ткани в форме;
– полную пропитку ткани полиэфирной смолой без малейшего пузырька воздуха;
– достаточно высокую производительность, необходимую для серийного производства.
Для ознакомления с технологией производства рассмотрим формование на одной форме, или контактное формование. Это самый простой способ. При этой технологии уменьшается количество используемого материала, но требуется большее количество рабочей силы. Качество готовых деталей зависит от умения и от аккуратности исполнителей. Способ применим для изготовления одной детали, нескольких идентичных деталей или малой серии. Формы могут быть самыми различными, в том числе и очень больших размеров. Как уже говорилось, форма может быть охватываемой или охватывающей – в зависимости от желания получить хороший внешний вид внутренней или наружной поверхности детали.
Форма должна быть очень жесткой. Уклоны формы должны составлять не менее 3–5°. Если деталь, подвергаемая формовке, имеет обратный уклон, то форму выполняют из нескольких точно подогнанных частей.
Материал формы зависит от типа производства, который она должна обеспечить. Так, например:
– гипсовая форма удовлетворяет производству одной детали;
– стальная форма обеспечивает ее максимальное использование при формовании нескольких тысяч деталей;
– при изготовлении деталей мелкими сериями наиболее простым является изготовление модели, с которой затем снимают слепок формы. В этом случае форма получается из слоистого пластика (стекловолокно + полиэфирная смола). Усиление формы осуществляется посредством погружения в слоистый пластик профилированного картона или деревянных пластинок, что создает образование нервюр. Такого типа форма обеспечит изготовление многих сотен деталей.
При подготовительной работе обращается особое внимание на следующее. После вырезки полотен их помещают во влажное помещение и так, чтобы их можно было взять в порядке нанесения слоев. Среди различных по составу веществ, способствующих разделению изделия и формы, необходимо выбрать то, которое соответствует материалу формы. После сушки разделительного покрытия надо, по возможности, нанести первый закрывающий слой специальной окрашенной смолы (в некоторых случаях с наполнителем), который скрывает волокна стеклоткани, делая их незаметными на поверхности детали. Толщина слоя должна быть в пределах 0,3–0,4 мм. Если слой очень толстый, то впоследствии возникнут трещины.
Если наличие видимых волокон стеклоткани на поверхности детали не имеет значения, тогда нет необходимости накладывать закрывающий слой. В этом случае можно сразу нанести достаточно толстый слой смолы.
Чтобы избежать подтеков на вертикальных стенках, в смолу добавляют наполнитель. После нанесения первого слоя его высушивают до студнеобразного состояния перед наложением последующих слоев.
Студнеобразное состояние слоя определяют по легкому прилипанию при касании. В течение перерыва следует приготовить смолу, которая будет использоваться при формовке. Приготовление смолы осуществляют в два этапа: добавляют ускоритель полимеризации и смешивают его со всей предназначенной для использования смолой, а в случае необходимости подкрашивают. Дозирование и смешивание катализатора полимеризации является следующим этапом и производится по мере необходимости, т. е. в расчете на количество смолы, которая может быть использована в течение последующих 15 минут. Разделяют смолу, предназначенную на половину рабочего дня, на две равные порции. В одну емкость помещают полное количество ускорителя, в другую – полное количество катализатора. По мере необходимости готовят смесь равными порциями в третьей емкости. Такой способ позволяет избежать повторяющегося приготовления небольших количеств смолы и катализатора.
Дозировать смолу можно либо взвешиванием на весах, либо применением емкости, в которую помещается определенная масса смолы. Дозирование ускорителя и катализатора полимеризации производится с помощью мензурок очень маленькими дозами.
Как только покрывающий слой или первый слой смолы стал студенистым, накладывают первый слой стекловолокна. При этом можно применить легкий стекловойлок (300 г/м2). При наложении первого слоя стекловолокна, как, впрочем, и при наложении последующих слоев, необходимо следить, чтобы стекловолокно ложилось в форму постепенно и ровно, особенно в местах закруглений, без образования воздушных карманов. (Карманы образуются в результате либо очень поспешного прижатия, либо неплотного сопряжения острого угла). Затем уложенное стекловолокно пропитывается. Для этого каждый рабочий снабжается банкой, содержащей количество смолы, рассчитанное на 12 мин применения, и инструментом для нанесения смолы. В качестве инструмента используют кисточки или валики. Если применяют кисточку, то лучше похлопывать концом кисти по поверхности стеклоткани, как это делается при крашении, чем растягивать слой.
После окончания пропитки не следует пытаться отделить стекловолокно, так как при этом волокна приподнимаются и вырываются. Затем, не дожидаясь загустения, укладывают слой стеклоткани. Для обеспечения высокой механической прочности можно укладывать поочередно слой стекловойлока и слой стеклоткани. Последним укладывают стекловойлок или отделочную стеклоткань (300 г/м2).
При выполнении этой работы необходимо соблюдать следующие правила:
– использовать только чистые полиэтиленовые или металлические банки;
– полностью использовать смолу, содержащуюся в банке, перед заполнением ее новой порцией;
– не поддающиеся устранению воздушные пузыри нужно убрать, надрезая их лезвием бритвы;
– сразу же после применения промыть кисти, валики ацетоном или трихлорэтиленом. Промывку нужно производить до того, как произойдет полная полимеризация оставшейся и подлежащей удалению смолы;
– чтобы избежать прямого контакта смолы с кожей, работать необходимо в резиновых перчатках;
– работать можно только в вентилируемом помещении, так как пары полистирола вызывают раздражение глаз и слизистой оболочки;
– нельзя тереть глаза, так как случайно попавшие на кожу стеклянные волокна проникают в нее и могут травмировать глаза;
– помещение, в котором производится работа, должно быть защищено от холода, влажности и прямого солнечного света. Температура должна быть не ниже 20 °C;
– нельзя курить и перемещать смолы перед пламенем, так как смолы являются огнеопасными;
– выемку изделия следует производить через 12 часов. Это время можно сократить, если применить сушку в сушильной камере (температура не выше 60 °C) или нагрев инфракрасными лучами;
– после выемки изделия необходимо обрезать и загладить края;
– при желании окрасить деталь, ее зачищают шлифовальной шкуркой, а затем наносят полиуретановую краску;
– если большое количество деталей подвергается сборке склеиванием, необходимо сделать шероховатыми контактные поверхности, промыть их ацетоном, а затем склеить либо специальным клеем, либо тесьмой, пропитанной полиэфирной смолой.
Описанная технология – это практически единственный способ, с помощью которого кузовщик может по заказу клиента изготовить из слоистого пластика какие-либо детали кузова.
Познакомимся также с формовкой деталей в мешке. Работа выполняется так же, как описано выше, после чего на изделие в форме оказывают давление либо с помощью раздувающегося эластичного пузыря, помещенного в закрытую форму, либо посредством создания разрежения между гибкой мембраной и слоистым покрытием, нанесенным на форму. Полученные таким образом детали имеют наилучшее качество, так как обеспечивается более равномерная концентрация смолы. Этот способ применим для среднесерийного производства.
Чтобы обеспечить хороший внешний вид и высокое качество готового изделия, формовка во входящих друг в друга формах может производиться либо со слабым сжатием, либо без него. Способ применим в среднесерийном производстве.
Формовка под давлением во входящих друг в друга формах может производиться укладкой стекловолокна, а затем отмеренного количества смолы на форму. Сжатие позволяет обеспечить равномерное распределение смолы в детали. Обычно формы подогревают, что дает возможность применить этот способ в крупносерийном производстве, а также при производстве с первоначальным изготовлением основы будущей детали.
Обрезанные стеклянные волокна за счет разрежения прижимаются к поверхности формы, выполненной из перфорированного листа. В этом состоянии волокна пропитывают смолой из краскопульта. Форму с нанесенной на нее основой детали помещают на несколько минут в камеру для сушки. Затем полуфабрикат отделяют от формы, помещают в окончательную форму, покрывают отмеренным количеством смолы и сжимают с одновременным подогревом весь комплект в течение нескольких минут. Деталь готова. Этот способ применяют в серийном производстве кузовных деталей.
Ремонт кузова из слоистого пластика осуществляют только с наружной поверхности детали. Порядок таков. Если повреждение незначительное, поврежденную зону зашлифовывают, затем зачищенное место заполняют полиэфирной шпатлевкой. После затвердевания шпатлевку зашлифовывают, а затем красят.
Если поврежденная часть расколота со значительным количеством более или менее измельченных осколков, пилой вырезают поврежденную зону. По краям отверстия снимают фаски. Фаски должны быть очень пологими и шириной, равной как минимум трем толщинам. Ремонт можно производить как снаружи, так и изнутри детали. Фаску снимают с той стороны, откуда будет производиться ремонт. По форме ремонтируемого участка детали готовят металлический лист. Он предназначен для частичной замены исходной формы. Если ремонт производится снаружи, то лист помещают с внутренней поверхности детали. При проведении ремонта с внутренней стороны детали лист-форма должен быть расположен с наружной стороны, поверхность которой имеет лучшую отделку.
Фаску и ее края промывают ацетоном. Лист-форму покрывают разделительным веществом. Если ремонтируемая деталь по меньшей мере в одном направлении прямолинейная, то разделительное покрытие можно не наносить или помещать между листом и деталью лист полиэтилена или хлорвинила. Из стеклоткани вырезают кусочки для ремонта (заплаты) различного размера. Самый большой должен соответствовать внутренней форме поверхности фаски. Далее готовят смолу и выполняют работу так, как это описано в предыдущем разделе. Ремонт заканчивают шлифованием и покраской.
Если деталь сильно повреждена, необходимо ее заменить целиком. Поврежденную деталь вырезают как можно ближе к соединительному шву. Вырезку, а также опиливание производят с помощью инструментов, применяемых для обработки легких сплавов. Контактные поверхности зачищают опиливанием (если сборка осуществлялась склеиванием с уплотнителем) или частичным высверливанием заклепок (соединение специальными заклепками). Поверхности, подвергаемые склеиванию, протирают ацетоном. Прикладывают новую деталь. Если деталь подходит, то производят сборку. Сборку осуществляют следующими способами.
Склеивание: склеиваемые поверхности делают шероховатыми, а затем промывают ацетоном. Следует применять клей, указанный изготовителем автомобиля, с соблюдением указанных условий применения. Склеиваемые поверхности покрывают клеем, прижимают их друг к другу и удерживают, слегка прижимая, до затвердевания клеевого стыка.
Второй способ – клепка. Новую деталь закрепляют на месте с помощью тисочных зажимов или струбцин, прокладывая между губками зажимов деревянные пластинки, чтобы не поломать пластик в местах зажима губками. Сверление отверстий под заклепки осуществляется либо встречным сверлением, если на опорной поверхности имеются отверстия, либо сквозным сверлением детали и опорной поверхности, если нет ни одного отверстия. Затем разделяют предварительно скрепленные детали. Очищают поверхности от стружки и пыли. Контактные поверхности покрывают герметизирующей мастикой, снова прикладывают и закрепляют детали, совмещая их установкой стержней в отверстия. Вставляют заклепки и расклепывают. При необходимости устанавливают накладку.
Несколько слов о работе с термопластичными материалами. Эти пластики поставляются в виде полуфабрикатов: тонких листов, пластин, труб и прутков для сварки. Наиболее широкое применение среди них имеют:
– полихлорвинил, который из-за высокой химической стойкости применяется для изготовления устройств или деталей, работающих в коррозионной среде;
– метилполиметакрилат, который, будучи прозрачным, применяется в качестве задних стекол в некоторых моделях легковых автомобилей;
– плексиглас – также прозрачный материал, имеет такое же применение, что и метилполиметакрилат, а также используется для других застекленных частей кузовов, небольших фургонов, пассажирских автоприцепов.
Для разметки пластиков применяют обычный карандаш или чернильный с тонким грифелем. Тонкие листы (толщиной до 1,5 мм) можно резать ножницами. Листы толщиной 2 мм и более разрезают пилами.
Для зачистки пластиков используют станки с бесконечной абразивной лентой с крупным зерном. При зачистке необходимо быть осторожным, чтобы не вызвать нагрева пластических материалов.
Опиливают пластики напильниками с насечкой в виде свиной кожи. Если такого напильника нет, можно применять рашпиль по дереву с тонкой насечкой.
Пластик гнут следующим образом. Готовят деревянную форму со скругленными углами для создания опоры. Затем нагревают линию сгиба до температуры 120–130 °C. Нагревать можно пламенем горелки, находящейся на некотором удалении, или посредством струи нагретого воздуха, создаваемого сварочной горелкой. На предприятиях нагрев осуществляется инфракрасным излучением. Нагревают обе поверхности пластины. При достижении заданной температуры нагретая зона становится гибкой, как резина. Пластик вставляют в форму и удерживают до момента, когда температура при охлаждении достигнет 50–60 °C. Охлаждение можно ускорить путем протирки нагретого участка ветошью, смоченной в холодной воде. Если гибка выполнена не совсем так, как было задумано, то снова нагревают место изгиба, что приводит к выпрямлению пластины, затем опять производят гибку.
Нельзя перегревать место сгиба, так как это приводит к обугливанию пластика.
При необходимости объемной гибки операцию производят так же, как и предыдущую, нагревая более широкую зону и придавая ей форму цилиндра или конуса.
Сварка пластика. Для этой операции нужен вентилятор-обогреватель, снабженный устройством нагрева посредством электричества или газа. Устройство нагрева нагревает змеевик, в котором прогоняется воздух регулируемого объема. Из сопла вентилятора выходит поток воздуха, нагретого до температуры около 300 °C.
Для стыковой сварки со свариваемых деталей снимают фаски под углом 60° независимо от толщины пластика. Затем устанавливают свариваемые части и придерживают их на гладкой опоре из твердого дерева. В качестве присадки используют пруток из того же материала, что и свариваемые детали. Запиливают конец прутка приблизительно под углом 30° и устанавливают его в место сопряжения фасок перпендикулярно к поверхности деталей. Подносят горелку и наклоняют сопло под углом приблизительно 45° так, чтобы выдуваемый горячий воздух вызывал одновременное размягчение деталей и сварочного прутка. Пруток прижимают сверху вниз. При достижении достаточного размягчения сварочный пруток под действием усилия сплющивается и соединяется с деталью. Горелке сообщают движение подачи с возвратом в направлении прутка для размягчения базы.
При сварке толстых листов горелку перемещают мелкими последовательными шагами (по способу дуговой сварки). По окончании сварки по краям сварочного шва образуются наплывы затвердевшей не обгоревшей пены.
Более производительные способы сварки применяются в серийном производстве.
Соединения на клею. Детали, подлежащие соединению, должны быть точно подогнаны, обезжирены, иметь шероховатые поверхности контакта. Две склеиваемые поверхности покрывают тонким слоем клея, прижимают их друг к другу с небольшим усилием и удерживают до высыхания.
Обращаем внимание: необходимо применять именно тот клей, который предназначен для склеивания используемого пластика. Клей, который хорошо склеивает полихлорвинил, может не склеивать плексиглас или любой другой пластический материал.
Формообразование деталей из пластика осуществляется вытяжкой. Независимо от выбранного способа вытяжки необходимо, по меньшей мере, изготовить форму. Пластина, подвергающаяся вытяжке, нагревается до размягчения в печи либо инфракрасными лучами. Затем она кладется на форму. Формуют деталь следующими способами:
– с помощью пуансона, как при вытяжке металла;
– давлением воздуха – шайба прижимает пластину по контуру формы, а сжатый воздух прижимает размягченный лист пластика к стенкам формы;
– посредством вакуума – лист крепится к форме, внутри которой создается разрежение. Размягченный лист втягивается и прижимается к стенкам формы.
Пластические материалы могут подвергаться сверлению и нарезке резьбы инструментами, применяемыми для обработки легких сплавов. Трубы можно сгибать, наполнив их сухим песком или вставляя внутрь валики. Быстро соединять трубы из пластика можно с помощью муфт, тройников, которые приклеивают к трубам.
Пластические материалы могут также применяться для выравнивания поверхности кузова, в частности, для этого используется пластмасса ТПФ-37.
Для получения покрытия на основе пластмассы ТПФ-37 необходима тщательная подготовка металлической поверхности – обезжиривание и зачистка для создания требуемой шероховатости и хорошего сцепления пластмассы с металлом. Поверхность готовят не ранее чем за 8 часов до нанесения пластмассы. Порошок пластмассы перед использованием подсушивают при температуре 70–75 °C в течение 2,5 часов, перемешивая через каждые 30 минут. Во время сушки толщина слоя порошка не должна превышать 50 мм. Высушенный материал хранят в герметичной таре, оберегая его от увлажнения.
Для нанесения пластмассы на поверхность кузова можно применять установки газопламенного напыления марок УПН-4 или УПН-6–63 со специальными горелками. В них подается очищенный от влаги и масла воздух под давлением 0,5–0,6 МПа и ацетилен под давлением 0,06–0,07 МПа.
Перед нанесением пластмассы поверхность металла нагревают пламенем горелки до появления золотисто-желтого цвета побежалости, соответствующего температуре 200–220 °C. Расстояние от головки горелки до поверхности должно быть в пределах 100–150 мм. При нагреве недопустимо образование окалины (синих цветов побежалости) на поверхности металла. Подачу порошка через распылительную горелку необходимо отрегулировать так, чтобы порошок от пламени горелки расплавлялся и изменял цвет от светло-серого до черного.
После прогрева металла полным пламенем наносят первый слой пластмассы толщиной не более 0,8 мм, последующие слои наносятся при меньшем пламени. Головка распылительной горелки должна располагаться по возможности перпендикулярно к поверхности металла и находиться от нее на расстоянии 100–300 мм. На тонкий слой пластмассы черного цвета накладывают основной слой. При этом не следует касаться пластмассы пламенем горелки. Пластмасса не должна перегреваться и вскипать, при появлении на поверхности вздутия его быстро снимают деревянной лопаточкой и производят повторное напыление.
Готовый слой пластмассы уплотняют металлическим катком и лопаточкой. Для предотвращения прилипания катка к пластмассе его смачивают водой. Затем пластмассу охлаждают до температуры окружающей среды. Охлажденную поверхность обрабатывают до получения поверхности необходимой формы фибровым диском с зерном № 40. Для труднодоступных мест применяют шабер. Могут применяться и специальные рихтовочные пилы. После рихтовки на поверхности пластмассы допускается незначительная пористость.
Современные термопластичные материалы позволяют изготовить кузовные детали для разных целей. Они применяются в серийном производстве принадлежностей и деталей кузова, могут применяться для ремонта кузовов при выполнении жестяных работ на автомобилях.
Химики разработали виды пластика для изготовления кузовов, обладающие высокой прочностью и не повреждаемые при сильных ударах. На некоторых из них нельзя даже сделать царапину. Однако их серийное производство и изготовление таких кузовов на заводах пока осложнено такими проблемами, как себестоимость, которая растет вместе с увеличением прочности, и горючесть пластиковых материалов.
Удаление поврежденных элементов кузова | Кузов автомобиля
Разметка
Технология удаления не подлежащих ремонту панелей кузова зависит от способа их крепления к корпусу. В цельнометаллических кузовах сварной конструкции панели соединены между собой, как правило, с помощью сварки (контактной, электродуговой или газовой).
Панели, являющиеся частью всего корпуса кузова сварной конструкции, вырубают ручным или пневматическим зубилом, вырезают пилами, ножницами либо газовыми резаками.
Перед выполнением работ по удалению поврежденных элементов кузова размечают границы удаляемого участка. Разметку выполняют после предварительной установки сопряженных поверхностей деталей или в соответствии с допустимыми зазорами в исходное положение.
Линии разметки наносят:
- по отсчету от базовых точек
- по шаблону
- по размерам ремонтной детали
Перед началом разметки любым из способов визуально определяют и наносят мелом границы заменяемого участка.
Разметку по отсчету от базовых точек осуществляют в следующем порядке. Базовые точки отсчета принимают на пересечении характерных линий деталей или на расстоянии, удобном для измерения от пересечения характерных линий детали. По расстоянию от базовых точек находят координаты точек, определяющих линию отреза поврежденного участка. Намеченные точки соединяют в линии с помощью гибкой металлической линейки, мелованного шнура или клейкой ленты.
Разметку по шаблону выполняют в случаях, когда предприятия по ремонту кузовов специализируются на определенных моделях автомобилей, а повреждения кузовов при всем своем разнообразии предопределяют деление панелей на две-три ремонтируемые зоны. Для разметки удаляемых поврежденных зон используют шаблоны, которые изготавливают из старых панелей или картона.
Разметку по ремонтной детали производят после удаления поврежденного участка и установки на его место готовой ремонтной детали, размеры которой несколько превышают границы удаленного участка. Линию разметки наносят на оставшуюся часть панели или детали кузова по кромке наложенной ремонтной детали.
Рубка
Удаление поврежденных элементов кузова вырубкой выполняют вручную с помощью зубила или пневматических резаков с набором специальных насадок.
Режущая кромка зубила должна быть прямолинейной и заточенной под углом 60″. Вырубаемые детали укладывают на металлическую массивную незакаленную опору. Рубку осуществляют путем нанесения ударов по головке зубила молотком, перемещая режущую кромку в направлении вырубаемой части. При каждом перемещении зубила режущую кромку сдвигают на 1/4 ее длины по линии предыдущего реза. После правки киянкой линию реза обрабатывают напильником или шлифовальным кругом. Зубило используют для прямолинейной рубки деталей из тонких листов, для обрезания фасок на толстых металлических листах, при отсутствии шлифовальной машинки, а также для рубки металлических прутков и т. п.
Механическую вырубку производят пневматическими пистолетами, оснащенными набором специальных насадок. Пистолет удерживают за рукоятку, в которую вмонтирована кнопка управления клапаном подачи сжатого воздуха. Воздух подается к золотнику, установленному в крайней части корпуса пистолета. В цилиндрической полости корпуса помещен плавающий поршень. Под давлением сжатого воздуха поршень перемещается в направлении зубила и ударяет по его торцу. Зубило возвращается в исходное положение под действием пружины, установленной на корпусе пистолета. Отработанный после каждого хода воздух стравливается через боковое отверстие в корпусе. Возврат поршня в рабочее положение осуществляется либо в результате обратного удара зубила по поршню и воздействия пружины, либо подачей сжатого воздуха в противоположную часть цилиндрической полости, разделенной поршнем. Зубило имеет специальную конструкцию, обеспечивающую его надежное закрепление в пистолете. Рабочая часть зубила имеет форму тонкого лезвия.
Детали, подвергаемые механической рубке, на наковальни не устанавливают. Поверхность реза обычно располагают на весу. Рубку листа осуществляют зубилом, установленным под углом к обрабатываемой поверхности. При рубке зубило прижимают к вырезаемой детали. Буртик зубила при установке в пистолет устанавливают с зазором между корпусом и пружиной.
Механическую рубку широко используют для удаления поврежденных участков кузовов, срезания точек сварки, гаек, крепежных хомутов и т. п.
Рис. Механическая рубка пневматическим пистолетом
Распиливание
Распиливание независимо от способа выполнения операции заключается в раз делении металла на части путем образования узких прорезей посредством снятия стружки. Распиливание осуществляется вручную или с помощью механических пил. Ручное распиливание производится ручными пилами (ножовками), а механическое распиливание – стационарными или портативными пилами. Стационарные пилы устанавливаются неподвижно на фундаменте и в зависимости от направления движения рабочего инструмента бывают поступательного и вращательного типа.
Переносные электрические ножовки представляют собой устройства, снабженные электродвигателем и механической передачей.
Резка
Резка металла может осуществляться ножницами, отрезными машинками и газовой сваркой.
При резке ножницами два ножа из твердой закаленной и подверженной отпуску стали с отшлифованными плоскостями перемещаются с небольшим трением относительно друг друга так, чтобы их режущие кромки постепенно пересекались.
Рис. Схема резки ножницами:
1 – подвижный нож; 2 – неподвижный нож
Листовой металл располагают между ножами перпендикулярно к плоскости трения и по мере окончания резки одним резом его перемещают в этой плоскости.
В зависимости от привода механизма резания ножницы бывают с ручным или электромеханическим приводом. Электромеханические ножницы подразделяются на переносные и стационарные.
Все большее применение для резки металла, находят переносные отрезные машинки, которые можно использовать также для удаления ржавчины, старой краски и т. д. Такая машинка состоит из электродвигателя, углового редуктора и отрезного круга. Частота вращения вала редуктора 10…11 тыс. об/мин. Благодаря высокой частоте вращения вала отрезные машинки высокопроизводительны, после работы с ними не требуется зачистка и выправление металла. Их недостаток – частая смена дорогих отрезных кругов.
Кислородная газовая резка основана на сгорании железа в чистом кислороде. Для резки сталей производят местный нагрев до красного цвета с помощью пламени специальными нагревательными устройствами. Если в разогретую докрасна зону подать под давлением струю кислорода, то железо сгорит. Перемещение нагревательного пламени и струи кислорода создает в разрезаемом металле прорезь. Сгоревший металл или окалина вылетает в виде искр в направлении, обратном направлению реза.
Кислородную резку осуществляют резаками. При этом используют ацетилен, пропан, бутан, метан или бытовой газ. Кислород, выполняющий роль окислителя, соединяясь с горючим газом нагревательного пламени, осуществляет его сгорание и обеспечивает местное сгорание металла.
Газовая резка обладает рядом недостатков: пламя разрушает противокоррозионную защиту, приводит к изменению структуры металла и как следствие к снижению прочности и жесткости кузова. В связи с этим газовую резку при ремонте легковых автомобилей применяют крайне редко.
кузов, двигатель, шасси, трансмиссия, ходовая часть и тормозная система
Общее описание
Чтобы механическое устройство можно было назвать автомобилем, в его конструкцию должны входить определенные элементы, системы и механизмы.
Основные элементы автомобиля (показаны на рисунке 3.1):
- Кузов
- Двигатель
- Шасси
Рисунок 3.1 Основные элементы автомобиля
Кузов
Если конструкцией предусмотрено, что кузов является несущим элементом, то на него устанавливаются остальные детали и агрегаты. В моторный отсек устанавливают двигатель с коробкой передач, по бокам подсоединяют (непосредственно или через подрамник – подробнее об этом в главе 6) подвеску, а к ней — колеса, на которые опирается автомобиль. Пространство для пассажиров оборудуют элементами облицовки, устанавливают приборную панель, руль, сиденья, обшивают все это кожей (в зависимости от стоимости комплектации автомобиля).
Двигатель
Это сердце всего автомобиля. Внутри двигателя происходит превращение энергии сгораемого топлива во вращение, которое далее, через трансмиссию, передается на колеса, а они в свою очередь, отталкиваясь от дороги, предают движение всему автомобилю. На автомобилях используют преимущественно двигатели внутреннего сгорания (ДВС), которые различают по тому, какое топливо используется для получения заветного преобразования энергии, а именно: дизельные, бензиновые или газовые. Также на автомобиль может быть установлен ДВС вместе с электромотором, в таком случае о машине говорят, что она с гибридной силовой установкой. ДВС и электромотор на таких транспортных средствах работают по очереди или одновременно, в зависимости от режима движения. Бывает и такое, что устанавливается исключительно электромотор, питаемый от аккумуляторных батарей.
Шасси
Это набор агрегатов, элементов и систем управления автомобилем. Он включает в себя ходовую часть (подвеску), трансмиссию, тормозную систему и рулевое управление.
К сведению
То и дело от разных специализированных СМИ слышим: «Автомобиль построен на платформе такой-то…» или «В основе лежит такая-то платформа…». Понятие «платформа» довольно-таки широкое, в двух словах можно сказать, что это днище кузова, поперечина, отделяющая моторный отсек от салона, все силовые элементы и наплывы кузова под установку и крепление элементов подвески и силового агрегата (двигатель + коробка передач). В более широком смысле слова, платформа — это совокупность базовых элементов, комплектующих, конструктивных и технологических решений автомобиля.
Набор компонентов, которые включены в платформу, не стандартизирован, поэтому у разных производителей может отличаться (но базовый набор практически всегда остается неизменным – см. выше). В современном мире появились так называемые модульные платформы. Так, каждая платформа состоит из нескольких модулей, которые можно сочетать с иными модулями, при этом не тратя сотни миллионов для разработки чего-то нового.
Рисунок 3.2 Пример унифицированной платформы кузова, предназначенной для нескольких моделей.
Откуда взялась вообще эта «платформа»? Дело в том, что несущий кузов — это самый сложный и дорогостоящий в разработке элемент конструкции автомобиля. Это обусловлено тем, что кузов должен сочетать в себе несочетаемое, а именно: быть легким, чтобы мощности двигателя хватало для его транспортировки и довольно прочным, чтобы при аварии сохранить жизни пассажирам и водителю, кроме того, он должен быть определенной формы, содержания и назначения. Поэтому, чтобы хоть как-то удешевить себестоимость автомобиля, при его проектировании и изготовлении, фирмы-производители придумали нижнюю часть кузова — эту самую платформу —использовать в качестве «клонируемой» детали, то есть на одной платформе может быть создано несколько моделей.
Рисунок 3.3 Пример унифицированной платформы кузова с элементами шасси и двигателем.
Так, нынче одна платформа может лежать в основе двух и более автомобилей различных классов – от гольф-класса до кроссовера. Дожили до того, что некоторые фирмы заключают договоры и партнерские соглашения с тем, чтобы использовать уже готовые платформы для производства моделей под различными именами. С одной стороны кажется надувательством, но с другой стороны – это вполне оправданная попытка максимально унифицировать автомобили и, как следствие, удешевить их производство и последующее обслуживание. Однако, если говорят, что два автомобиля созданы на одной платформе, это еще не значит, что машины идентичны конструктивно – конструкция подвески и геометрические параметры могут отличаться в корне.
Трансмиссия
Это набор элементов и механизмов, которые передают вращение от двигателя к колесам. Она включает в себя сцепление, коробку передач, приводные валы и главную передачу с дифференциалом.
Ходовая часть
Это набор элементов, посредством которых колесо крепится к кузову, он включает в себя упругий (например, пружина) и демпфирующий/гасящий (амортизатор) элемент.
Рулевое управление и тормозная система
Это механизмы и системы, предназначенные для управления автомобилем – изменения направления и скорости движения. При выходе из строя какой-либо системы управления запрещается движение автомобиля, разве что на эвакуаторе.
Элементы управления в салоне автомобиля
Садясь в салон любого автомобиля, вы попадаете в пространство, наполненное переключателями, индикаторами, рычагами и деталями, наличие которых характерно для всех легковых транспортных средств.
Рисунок 3.4 Элементы управления в салоне автомобиля.
В этой главе рассмотрим по порядку основные элементы управления, находящиеся в салоне, на примере приведенного рисунка 3.4.
1. Щиток приборов
На щитке приборов отображается информация о состоянии всех систем автомобиля: с какой скоростью движется машина, на каких оборотах работает двигатель, какая передача включена, какова температура охлаждающей жидкости двигателя, уровень топлива в топливном баке и т. д. Если автомобиль оборудован бортовым компьютером, то возможен вывод информации о мгновенном расходе топлива, суточном пробеге, о приблизительном пробеге до следующей заправки, подсказки о техническом обслуживании автомобиля и еще многих полезных данных.
2. Рулевое колесо
Вращение рулевого колеса передается на рулевой механизм, а тот в свою очередь поворачивает в соответствующую сторону управляемые колеса. На современных автомобилях на рулевое колесо устанавливаются кнопки дистанционного управления дополнительными системами автомобиля, как то: мультимедиа (аудиосистема/радио), круиз-контроль, управление бортовым компьютером и т. д., в зависимости от желания покупателя и фантазии автопроизводителя.
3. Замок зажигания или тренд последнего времени – кнопка включения зажигания и пуска/остановки двигателя
Ключ в замке может быть установлен в несколько положений, каждое из которых имеет определенное назначение. В одном положении включается питание всех вспомогательных электросистем, то есть ко всем потребителям подводится электричество – от аудиосистемы до освещения салона и стеклоподъемников (обычно данное положение называется АСС), а также происходит разблокировка рулевого колеса. Если повернуть ключ далее – в положение ON – включится система зажигания двигателя и начнется самодиагностика всех систем автомобиля (это обычно занимает 2-4 секунды).
В отличие от замка, кнопка не имеет фиксированных положений. Зачастую, чтобы включить зажигание, необходимо нажать на кнопку и отпустить в течение 1-2 секунд, а чтобы запустить двигатель надо будет нажать второй раз и удерживать эту же кнопку, пока двигатель не заведется. На автомобилях премиум-сегмента кнопку для пуска двигателя удерживать необязательно, на нее достаточно кратковременно нажать после включения зажигания.
Некоторые производители, отдавая дань спорту, устанавливают отдельно замок зажигания и отдельно кнопку пуска двигателя («привет» от Porsche).
4. Универсальные подрулевые переключатели
Эти переключатели наделены полномочиями по управлению системой внешнего освещения, указателями поворотов, очистителями и омывателями стекол. Иногда на рычагах переключателя появляются и дополнительные функции – все зависит от философии разработчика.
5. Педальный узел
Если коробка передач автоматическая (далее — АКП), то педали две: педаль тормоза (слева) и педаль акселератора (справа). Если коробка передач механическая (далее — МКП), то слева от педали тормоза можно обнаружить еще и педаль сцепления.
6. Центральная консоль
На ней обычно установлена панель облицовки рычага переключения передач (на автомобилях с МКП) или селектора выбора режима работы (на автомобилях с АКП). Центральная консоль также является поверхностью для размещения различных вспомогательных переключателей, дополнительных емкостей, пепельниц, подлокотника и прочего дополнительного оборудования. Иногда на автомобилях с АКП селектор как таковой отсутствует, вместо него на центральной консоли, на самом почетном месте, установлена шайба переключения режимов работы АКП.
Также на консоли может быть установлен рычаг стояночного тормоза (в разговорной речи — «ручник») или кнопка включения тормоза (если стояночный тормоз электромеханический).
Для заметки
Рычаг переключения передач/селектор режимов, в зависимости от конструкции, может располагаться по-разному: на центральной консоли, на центральной панели управления и на приборной панели под рулевым колесом.
7. Центральная панель управления (на сленге – «борода»)
Обычно на данной панели расположены переключатели и регуляторы системы вентиляции, отопления и кондиционирования (если таковой предусмотрен комплектацией). Также, как под копирку, автопроизводители размещают на этой панели головное устройство аудиосистемы (сленговое название — «голова»), со всеми регуляторами и переключателями. Здесь же монтируют экран мультимедийной системы, который по совместительству может выводить информацию системы навигации (в зависимости от комплектации автомобиля).
Металл для ремонта кузова автомобиля
Металл из которого производят автомобили имеет свойство ржаветь. Эта проблема вполне решаема. Нужно лишь вырезать сгнившую деталь или её часть и поставить “заплатку”.
Какой металл подойдет для ремонта?
Для ремонта корпуса важно использовать те стали, которые были рассчитаны и заложены на заводе. Кузов автомобиля является несущим элементом, и проектируется таким образом, чтобы:
- Выдерживать все нагрузки при эксплуатации автомобиля;
- При аварии деформироваться таким способом, чтобы не подвергать пассажиров и водителя угрозе. К примеру, чтобы капот не сдвигался в кабину, а сминался, постепенно снижая силу удара при лобовом столкновении.
Лучше покупать готовые кузовные элементы, или вырезать детали из аналогичных списанных автомобилей. “За” использование кузовного железа говорит тот факт, что металл уже имеет защитное покрытие. И часто оно отличается высоким качеством, ведь нанесено на заводе. Но готовые элементы дороги, а автомобильный кузов модели, аналогичной вашей, редко доступен для раскраивания под сварку. Что же делать?
Листовой металл для ремонта машины
Экономичным материалом для ремонта кузова служит листовой прокат, который можно найти на металлобазе или в строительном магазине. Для ремонта применяют следующие марки стали: 08ПС, 08КП, 10ПС, 08Ю, 01ЮПД, 08ГСЮФ, 08ГСЮТ, 08ЮП, 08ЮПР, 08ФКП, 09Г2С. Среди перечисленных марок наиболее часто встречается листовая сталь 09Г2С.
В различных моделях автомобилей определить конкретную марку стали не так просто. Но существуют общие советы:
- Используемый прокат должен быть холоднокатаным. Такой прокат более однороден по структуре, имеет более высокие параметры прочности, пластичности и упругости, на нем отсутствует окалина.
- Металл должен быть мягким, для придания ему нужной формы.
Толщину используемых для ремонта элементов необходимо выбирать близкую к заводским, чтобы в результате ремонта конструкция работала таким же образом, как запланировано при конструировании. Для неответственных элементов кузова и днища (таких, как листовые панели, двери, капот и т.д.) можно брать листовой металл 09Г2С, толщиной 0,8 – 1 мм. Если необходимо восстановить ответственные несущие элементы кузова (усилители днища, передние стойки кузова, и т.д.), толщину и марку металла лучше всего выбрать аналогичную использованной на заводе. Чаще всего, подойдет лист из стали 09Г2С, с толщиной 1 – 1,5 миллиметра.
Не рекомендуется усиливать конструкцию кузова бездумно. Например, приваривать профильную трубу на место порогов, так как она увеличивает жесткость кузова в месте присоединения. Это может привести к повышенной нагрузке на сварные швы и могут возникнуть деформации (трещины) в швах или околошовных зонах. Такое изменение повлияет и на работу конструкции кузова в целом: изменится поведение кузова при аварии, что абсолютно нежелательно.
Вырезать заплатку лучше ножницами по металлу, для получения ровного края реза. Края свариваемых элементов необходимо зачищать углошлифовальной машинкой, для получения качественного шва.
При восстановлении неответственных элементов для получения сложной формы детали допускается воспользоваться газовой горелкой. Нагревая элемент, мы повышаем его гибкость. Но при восстановлении ответственных элементов этот инструмент лучше не использовать, ведь нагрев меняет параметры стали.
, Стоковые векторные изображения Анимация элементов тела
| Depositphotos®Бизнесмен. Элементы лица и тела. Части тела шаблона для дизайнерских работ и анимации Школьник. Части тела шаблона для проектных работ и анимацииБег и прыгает человек AnimationMan элементы лица набор карикатура иллюстрацииФронт, сбоку, сзади анимированный персонаж. Набор для создания персонажей делового человека с различными взглядами, прическами, эмоциями, позами и жестами.Мультяшный стиль, плоские векторные иллюстрации. Жесты — векторные иллюстрации. Анимированные персонажи. Вид спереди, сбоку, сзади. Студенты мужского и женского пола создают набор с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания женского персонажа с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоский вектор: спереди, сбоку, сзади, 3/4 вида анимированных персонажей. Набор для создания молодых людей с различными взглядами, прическами и жестами.Мультяшный стиль, плоские векторные иллюстрации. Компьютерный вектор. Набор для создания анимированного персонажа. Компьютерный ботаник Мужчина. Полная длина, спереди, сбоку, сзади, аксессуары, позы, эмоции лица, жесты. Изолированные плоский мультфильм иллюстрацииЖенское лицо элементы набор карикатура иллюстрацииOffice Worker Конструктор мультфильм SetFront, сторона, вид сзади анимированные персонажи. Студенты мужского и женского пола создают набор с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж.Набор для создания персонажей девочки-подростка с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Женщина и мужчина-врач-конструктор с различными взглядами, прическами, жестами, синхронизацией губ, позами. Мультяшный стиль, плоские векторные иллюстрации. Мультяшный конструктор офисного работника. Молодой персонаж для ваших сцен. Набор для создания персонажей с различными видами, эмоциями лица, синхронизацией губ, позами и жестами. Части кузова для дизайнерских работ и анимации.Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей девочки-подростка с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Девушка Аватар, векторные иллюстрации, изолированные объекты. Деловая женщина рассказывает и представляет Санта-Клауса. Элементы лица и тела. Части тела шаблона для дизайнерских работ и анимации Школьник. Части тела шаблона для дизайнерских работ и анимации Фэнтезийная птица существо Игровой персонаж Sprite Sheet Передняя, боковая, задняя, 3/4 вид анимированного персонажа.Конструктор женских персонажей с различными взглядами, эмоциями лица, синхронизацией губ, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Ученый человек вектор. Набор для создания анимированного персонажа. Полная длина, спереди, сбоку, сзади, аксессуары, позы, эмоции на лице, прическа, жесты. Изолированные плоские иллюстрации шаржа Аватар мальчик, векторные иллюстрации, изолированные объекты. Мультяшные рукиФронт, сторона, спина, 3/4 вид анимированного персонажа. Конструктор персонажей молодых мужчин и женщин с различными взглядами, эмоциями лица, синхронизацией губ, позами и жестами.Мультяшном стиле, плоские векторные иллюстрации. Девочка стоит в той же позе и держит различные объекты. Вид спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей делового человека с различными взглядами, прическами, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации. Спереди, сбоку, сзади, 3/4 вида анимированного персонажа. Конструктор женских персонажей с различными взглядами, эмоциями лица, синхронизацией губ, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей гика с различными взглядами, эмоциями и жестами.Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей мальчика-подростка с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации. Спереди, сбоку, сзади, 3/4 вида анимированного персонажа. Набор для создания деловой женщины с различными взглядами, прическами, синхронизацией губ, эмоциями и жестами лица. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажа бородатого мужчины с различными взглядами, прическами, эмоциями, позами и жестами.Мультяшном стиле, плоские векторные иллюстрации. Плоский векторный набор символов для анимации. Деловые люди — мужчина и женщина. Анимированные персонажи вида спереди, сбоку, сзади. Анимированные персонажи вида спереди, сбоку, сзади. Создание персонажей деловой женщины и мужчины с различными видами, синхронизацией губ, позами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей-учеников с различными видами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации.Мультяшная рука — дверной звонок — векторные иллюстрации Молодой парень и девушка-конструктор персонажей с различными взглядами, прическами, позами и жестами. Вид спереди, сбоку, сзади. Мультяшном стиле, плоские векторные иллюстрации. Анимированные персонажи, вид спереди, сбоку, сзади. Набор для создания персонажей родителей с различными взглядами и эмоциями лиц. Мультяшный стиль, плоские векторные иллюстрации. Молодой парень и девушка-конструктор персонажей с различными взглядами, прическами, позами и жестами. Вид спереди, сбоку, сзади. Мультяшный стиль, плоские векторные иллюстрации.Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажа бородатого мужчины с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации. Молодой человек-конструктор персонажей с различными взглядами, прическами, позами и жестами. Вид спереди, сбоку, сзади. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей модной девушки с различными взглядами, прическами, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации, вид спереди, сбоку, сзади анимированный персонаж.Набор для создания персонажа молодого парня с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Создание персонажей деловой женщины и мужчины с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации. Маленькая девочка стоит в аналогичной позе и держит различные объекты. Плоский векторный персонаж девушки для ваших сцен. Набор для создания персонажей с различными видами, прическами, эмоциями лица, синхронизацией губ и позами.Части тела шаблона для проектных работ и анимации. Векторный набор символов для анимации. Деловые люди — мужчина и женщина. Анимированные персонажи вида спереди, сбоку, сзади. Анимированные персонажи вида спереди, сбоку, сзади. Набор для создания персонажей делового человека с различными взглядами, прическами, позами и жестами. Мультяшном стиле, плоские векторные иллюстрации. Спереди, сбоку, сзади анимированный персонаж. Набор для создания персонажей дизайнерской женщины с различными взглядами, прическами, эмоциями, позами и жестами. Мультяшный стиль, плоские векторные иллюстрации.Векторные изображения Элемент тела, Стоковые векторные изображения Элемент тела
| Depositphotos®Медицинский и медицинский фонКонцепция человеческого телаЧасти тела.Абстрактный человек Типы женских фигурМедицинские инфографические иконки, медицинский фон векторМедицинский инфографический набор с диаграммами Старый стиль, векторная коллекция.Векторные иллюстрации человеческого тела, человеческие органы, победитель логотип шаблон. Человеческое тело, типы тела. Элементы медицинской инфографики. Человеческое тело с внутренними органами. Набор векторных плоская линия иконы медицины и здоровья Тело мужчины и женщины, скелетная система, набор иконок внутренних органов. Набор элементов плоского графического дизайна. Современные векторные иллюстрации Тонкие линии веб-набор иконок — Спа и красота Повседневная девушка в кепке и татуировках Элементы медицинской инфографики. Человеческое тело с внутренними органами. Символы здоровья. Набор иконок частей мужского тела. Медицинский инфографический набор с диаграммами и другими элементами.Векторные типы телосложения iFemaleОрганическая косметика Элементы дизайна с очерченными формами и рукамиМедицинские инфографические элементыСилуэт человеческих кривыхКрасочные говорящие персонажиТироид. Современная медицинская инфографика. Векторные иллюстрации различных типов формы тела. Абстрактные человеческие фигуры в действии. Набор абстрактных линий человека. Молекулярный человек. Части человеческого тела, различные части тела для обучения. Детали тела, мультфильм плоский дизайн — векторные иллюстрации. Девушка. Части тела шаблона для дизайнерских работ. Печать Счастливый мотивированный человек с поднятыми вверх линейными логотипами. Медицинские и медицинские иконки. Человеческая инфографика.Эко Здоровье зеленый логотип дизайнМедицина, здравоохранение и аптека иконкиНабор векторных плоских иконок медициныЛоготип диагностического центраВекторная иллюстрация элементов моды для женщинАбстрактный медицинский фон с капсулами, EPS 10, человеческая инфографика. Анатомия — Мозг, Легкие, Сердце, Печень, Кишечник Влияние витаминов на телоСтилизованные женщиныЧеловеческое телоНабор женской формы телаЖенские типы телосложенияМедицинские человеческие органы и набор медицинских иконок с человеческим телом в синем Коллекция иконокЧасти тела шаблона для проектных работ. Элементы лица и тела. Набор иконок органов человека Влияние витаминов на тело Концепция человеческого тела: Элемент тела документа — HTML: язык разметки гипертекста
HTML Элемент представляет содержимое HTML-документа. В документе может быть только один элемент .