абразивное воздействие — это… Что такое абразивное воздействие?
- абразивно-струйный перфоратор
- абразивное действие
Смотреть что такое «абразивное воздействие» в других словарях:
абразивное [истирающее] воздействие — — [А.С.Гольдберг. Англо русский энергетический словарь. 2006 г.] Тематики энергетика в целом EN abrasive action … Справочник технического переводчика
Воздействие — – явление, вызывающее внутренние силы в элементах конструкций (от неравномерных деформаций основания, от деформаций земной поверхности в районах влияния горных выработок и в карстовых районах, от изменения температуры, от усадки и… … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие аварийное — Воздействие аварийное – как правило, кратковременное интенсивное воздействие, имеющее небольшую вероятность возникновения в течение расчетного срока эксплуатации.

Воздействие геотехническое — – воздействие, передаваемое на конструкцию от грунта, от засыпки или от грунтовой воды. [НСР ЕН 1990 2011] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие динамическое — – воздействие, которое приводит к существенному ускорению всей конструкции или ее элементов. [EN 1990] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие землетрясения — – сейсмическое воздействие, вызванное естественными причинами. [ГОСТ 26883 86] Рубрика термина: Общие термины Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие квазистатическое — – динамическое воздействие, представленное эквивалентной статической нагрузкой в статической расчетной модели.
 [НСР ЕН 1990 2011] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
[НСР ЕН 1990 2011] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материаловВоздействие окружающей среды — – не силовое воздействие на бетон в конструкции или сооружении, вызванное физическими, химическими, физико химическими, биологическими или иными проявлениями, приводящими к изменению структуры бетона или состояния арматуры. [ГОСТ 31384… … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие простое — – воздействие, которое, является статистически независимым во времени и пространстве относительно любого другого воздействия. [НСР ЕН 1990 2011] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование,… … Энциклопедия терминов, определений и пояснений строительных материалов
Воздействие Р-Δ — – воздействие второго порядка, вызываемое дополнительным моментом, обусловленным сильным смещением и нагрузкой от собственного веса.
 [ИСО 30103 2015] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование … Энциклопедия терминов, определений и пояснений строительных материалов
[ИСО 30103 2015] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование … Энциклопедия терминов, определений и пояснений строительных материаловВоздействие свободное — – воздействие, которое может иметь различные пространственные распределения на конструкции. [НСР ЕН 1990 2011] Рубрика термина: Теория и расчет конструкций Рубрики энциклопедии: Абразивное оборудование, Абразивы, Автодороги … Энциклопедия терминов, определений и пояснений строительных материалов
Абразивная стойкость
На абразивную стойкость влияет множество различных факторов. Результаты научных исследований этого процесса зачастую противоречивы. Причиной таких расхождений является тот факт, что испытания проводятся в различных условиях и по различным методикам. Кроме того, порой такая противоречивость вызвана отличиями в методиках отбора и кондиционирования образцов. Не смотря на это, по результатам проведенных исследований составлено обобщенное описание того, как различные факторы влияют на абразивную стойкость тканей.
Абразивное разрушение, как правило, можно разделить на три отдельные стадии, описанные ниже:
На 1-й стадии ткань подвергается небольшому износу и из полотна начинают выступать микроволокна. На 2-й стадии износ увеличивается и волокна начинают отрываться и расслаиваться Выступающие волокна называются «пух». На 3-й стадии ткань подвергается полному износу, при этом концы разрушенных волокон спутываются. На этой стадии износ ткани становится очевидным.
Важно помнить, что повышение абразивной стойкости может повлиять на другие параметры тканей, включая воздухопроницаемость, коэффициент драпировки, приятность на ощупь, возможность переработки для повторного использования, стоимость, толщину, массу и сжимаемость. Таким образом, для получения качественных тканей требуется соблюсти тонкий баланс каждого из этих показателей.
Испытания абразивной стойкости
Существует множество методик испытания абразивной стойкости, при этом корреляция между ними зачастую практически отсутствует.
- Типом абразивного воздействия – на плоской поверхности, изгибанием или истиранием по кромке
- Типом абразивного материала – различной жесткости и типом воздействия
- Приложенным давлением – от очень высокого до очень низкого. Имеется сложное соотношение между давлением и степенью истирания. Удвоение давления не всегда приводит к удвоению степени истирания
- Скоростью — от очень высокой до очень низкой. Такое же сложное соотношение между скоростью и степенью истирания. Удвоение скорости не всегда приводит к удвоению степени истирания.
- Натяжением – натяжение ткани должно быть воспроизводимым
- Направлением абразивного воздействия – вдоль основы либо утка, либо в различных направлениях.
Важно понимать, что абразивное воздействие имитирует естественный износ образцов и результаты испытаний нескольких образцов показывают воспроизводимые результаты.
В результате испытаний степень абразивного воздействия оценивается по изменению массы, измерению снижения прочности ткани либо по изменению внешнего виа ткани.
Основные испытания на абразивную стойкость
На рынке имеется множество типов оборудования для испытания на абразивную стойкость. Все это оборудование предназначено для имитации абразивных воздействий различных типов.
Абразиметр Мартиндейла обеспечивает управляемое абразивное воздействие на поверхность тканей, после чего степень истирания определяется путем визуальной оценки изменения ткани после выполнения заданного количества циклов истирания либо определения количества циклов, по выполнении достигается требуемая степень износа ткани. На следующем видео вы можете посмотреть на прибор для изменения абразивной стойкости по методике Мартиндейла:
Абразивный материал и давление можно легко отрегулировать. Испытание по методике Мартиндейла вошло в большинство международных стандартных методик испытаний, хотя изначально было разработано для испытания образцов шерсти.
Другим прибором, применяемым для определения абразивной стойкости, является Ускоритель Accelerotor. Образцы помещаются в барабан с абразивным материалом, после чего расположенные внутри барабана лопасти обеспечивают перемешивание образцов и абразива в барабане. Полученные результаты хорошо коррелируют с результатами износа при низкоскоростных воздействиях, свойственных износу, стирке и химчистке изделий из текстиля. Кроме того, в результате такого испытания образцы подвергаются относительно однородному истирающему воздействию.
Образцы помещаются в барабан с абразивным материалом, после чего расположенные внутри барабана лопасти обеспечивают перемешивание образцов и абразива в барабане. Полученные результаты хорошо коррелируют с результатами износа при низкоскоростных воздействиях, свойственных износу, стирке и химчистке изделий из текстиля. Кроме того, в результате такого испытания образцы подвергаются относительно однородному истирающему воздействию.
Другим часто используемым прибором является абразиметр Табера, в котором образец истирается между двух дисков. Он схож по принципу действия с абразиметром Мартиндейла, однако обеспечивает более быстрый износ.
Дороги России XXI века 02 (2019)
Дороги России | № 2 (110) | 2019
9
Но в государственном стандарте адгезия присут-
ствует только в опосредованном виде и только для
дорожных эмалей как «адгезия к стеклу, в бал-
лах», что для разметочных материалов не имеет
большого практического значения.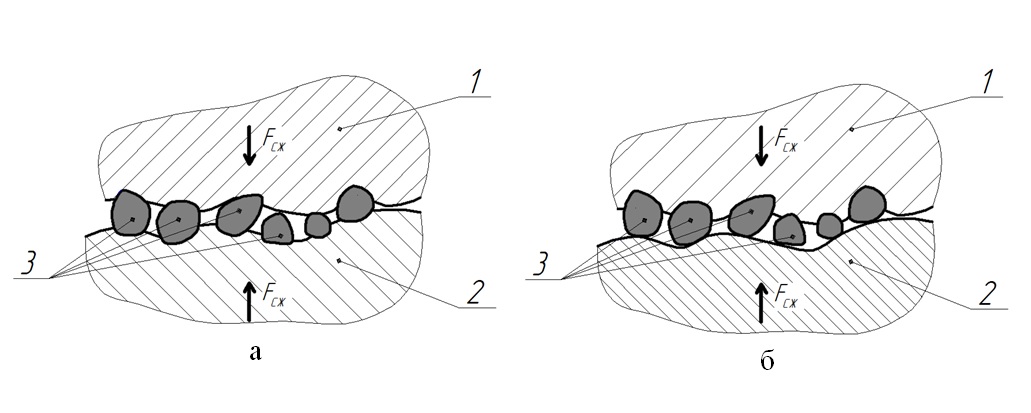
В настоящее время фактическая адгезия пла-
стиков к асфальтобетонному полотну составляет
не менее 1 МПа (испытания проводились на адге-
зиметре Elcometer 106/6 на образцах диаметром
58 мм, толщиной 3 мм, при скорости нагружения
меньше 0,1 МПа/с и температуре окружающего
воздуха 21,2 °C). Уже применяются пластики с ад-
гезией 1,2 МПа.
Если величина адгезии так важна для долго-
вечности, то, конечно, чем выше фактическая
адгезия разметки и дорожного полотна, тем бо-
лее качественным следует признать разметоч-
ный материал. Есть одно «но»: приведенные зна-
Есть одно «но»: приведенные зна-
чения идентичны прочности асфальтобетонов
при той же температуре. Тогда в чем резон повы-
шать адгезию до значений, превосходящих проч-
ность самого асфальтобетона? Функциональная
долговечность разметки не увеличится, а вот
стоимость материала из-за такого улучшения
качества, несомненно, повысится. На рис. 1 пред-
ставлен когезионный отрыв холодного пластика
от цементобетона.
Функциональная долговечность разметки опре-
деляется в том числе скоростью износа (разру-
шения). Известны два типа износа: истирание
и скалывание. Устойчивость к истиранию —
Устойчивость к истиранию —
одна из характеристик, отсутствующих в стан-
дарте на разметочные материалы, но сегодня ее
используют многие производители материалов
для оценки качества. Чем жестче разметочный
материал, тем устойчивее он к истиранию.
Какие внешние факторы вызывают истирание
разметки? Это абразивное воздействие, когда
абразивом выступают песок, используемый при
содержании дорог в зимнее время, и раститель-
ный грунт, который выносится на проезжую часть
с примыкающих газонов и обочин или колесами
автомобилей. Ускорителем, катализатором ис-
тирания разметки также выступают антиголо-
ледные реагенты, используемые в зимнее время.
Но самое сильное воздействие оказывают шипо-
ванные шины транспортных средств.
Чтобы повысить сопротивляемость разметки
истиранию, необходимо повышать твердость ма-
териала за счет использования минеральных на-
полнителей мелких фракций. С этой точки зрения
идеально вещество, в качестве минерального на-
полнителя которого применяется только пигмент.
В теории это был бы очень жесткий и очень яркий
материал. Но, увы, его стоимость будет на поря-
док выше стоимости современных разметочных
материалов. Да и не так всё просто с мелкодис-
персными наполнителями.
Если заменить в рецептуре крупные фракции
на более мелкие, сохранив при этом процентное
содержание каждого минерала, то материал по-
теряет текучесть и нанести его будет невозмож-
но. Потребуется перекомпоновка состава, прежде
всего увеличение содержания вяжущих компо-
нентов — самого непрочного и самого дорогого
составляющего рецептуры. Поэтому для обеспече-
ния технологических (в первую очередь реологи-
ческих) характеристик придется жертвовать проч-
ностью материала. И всё вернется на круги своя.
Следующий тип разрушения — скалывание —
возникает, когда адгезия разметки к дорожному
полотну недостаточна, точнее, она отсутствует
или нарушается в процессе эксплуатации. Такой
Такой
тип разрушения разметки сейчас встречается
реже, чем истирание. Но встречается. Сказалось
появление на рынке разнообразных полимерных
Т ЕМА НОМЕ РА
Рис. 1.
Когезионный
отрыв холодного пластика
от цементобетона
Что такое абразивные моющие и чистящие средства
Чтобы кухня и дом были уютными, хозяйка должна поддерживать чистоту. Именно для этого необходимы чистящие средства, которые позволяют поддерживать порядок. Современный рынок предлагает огромный ассортимент продуктов для мытья или чистки кухни, ванной и всего дома. Такие изделия делят на абразивные и безабразивные.
Абразивные средства применяют для чистки трудновыводимых пятен. Они состоят из моющих компонентов и твёрдых частиц (кварцевый песок, сода, бура и т. д.). Все они отличаются степенью абразивности и применяются для разных поверхностей. Список таких продуктов большой, а поэтому их разделяют на сухие, жидкие, дезинфицирующие.
д.). Все они отличаются степенью абразивности и применяются для разных поверхностей. Список таких продуктов большой, а поэтому их разделяют на сухие, жидкие, дезинфицирующие.
Состав абразивных средств
Эти продукты применяют для быстрой чистки грязи, сложных пятен, налёта, твёрдых отложений. Они позволяют быстрее проводить уборку при условии своевременного использования. Единственный минус таких очистителей в том, что через некоторое время на поверхности появляются царапины.
Абразивные чистящие средства поступают в продажу в форме порошка, пасты или суспензии. Они состоят из поверхностно-активных веществ (ПАВ), натриевой соли метакремниевой кислоты, пищевой соды, триполифосфата натрия, дезинфицирующих компонентов с включением хлора или без него.
Для придания приятного аромата используются отдушки. Чтобы проявились абразивные свойства, используют тщательно измельчённый песок, пемзу, мел, буры и т. д.
Степень абразивности чистящих средств отличается: чем крупнее частички, тем оно абразивнее, чем мельче, тем деликатнее. Сухие и жидкие продукты содержат жиры, которые смягчают агрессивное действие частичек. В группу абразивов входят следующие инструменты: губки, скребки, камни и т. д.
Сухие и жидкие продукты содержат жиры, которые смягчают агрессивное действие частичек. В группу абразивов входят следующие инструменты: губки, скребки, камни и т. д.
Абразивный эффект реализуется за счёт разнообразных компонентов. Чистка облегчается благодаря кремнезёму, полевым шпатам и другим минералам. Кроме того, загрязнения удаляются с помощью тонкой проволоки, меди, нейлона, меламина.
В состав пастообразных средств входит пемза, которая гарантирует мягкий абразивный эффект. Кроме того, они содержат следующие компоненты: вода, глицерол, этандиол-1,2. Благодаря этим ингредиентам паста медленнее высыхает, смягчает кожу на руках после попадания на неё химических веществ.
При использовании моющего средства с абразивными частицами повышается вероятность возникновения царапин. Фарфоровая и эмалевая поверхность становится тусклой, а при злоупотреблении абразивов на нержавеющей стали повреждается полировка.
Не рекомендуется агрессивные очистители применять для чистки стекла, мрамора или ламината. В таких случаях лучше отдать предпочтение мягким средствам. Если же пятна не исчезнут, то можно попробовать деликатные абразивы. В любом случае перед применением чистящих продуктов следует тщательно изучить инструкцию по применению.
В таких случаях лучше отдать предпочтение мягким средствам. Если же пятна не исчезнут, то можно попробовать деликатные абразивы. В любом случае перед применением чистящих продуктов следует тщательно изучить инструкцию по применению.
Применение сухих и жидких абразивов
Популярностью пользуются порошкообразные абразивные средства. Их часто используют перед полировкой различных поверхностей. Изделия созданы на основе мелких минеральных частичек известкового шпата, полевых шпатов, кремнезёма и т. д.
Порошковые средства для мытья посуды тоже включают ПАВ для устранения жирных пятен. Также порошки используют, когда отмывают посуду от остатков продуктов питания, напитков или плесени. Эти изделия содержат отбеливающие вещества, что позволяет удалить стойкие загрязнения на посуде.
С помощью абразивных порошков удаляют ржавчину. В состав таких чистящих продуктов входит этандиовая кислота или бисульфит натрия. Входящие в состав жидких изделий абразивные частички более мягкие, чем в порошках.

По этой причине они обеспечивают деликатный абразивный эффект. Для сильных загрязнений и старых пятен они не подходят.
Чистящие инструменты
В группу абразивных продуктов входят очищающие инструменты, которые давно применяются в домашнем использовании. Наиболее популярный продукт из этой категории – это губки. Чаще всего хозяйки применяют губки с покрытием из тонкой металлической проволоки, которая реализует абразивный эффект.
Ими чистят стальные поверхности перед полировкой. Для удаления загрязнений применяют губку, а также моющее средство на основе мыла. Однако этот метод чистки применяют при крайней необходимости, в противном случае поверхность быстро портится.
Для изготовления чистящих губок используют износостойкие материалы: медную сетку, проволоку из нержавейки или нейлона. Такие инструменты применяют без моющих средств, они созданы для механического удаления загрязнений.
Абразивными губками с цветовым кодированием проводят чистку разных поверхностей. Как их ещё называют, скребки, применяют во время строительных работ. В состав инструментов входят синтетические волокна, абразивные материалы, смола. Их используют для простой или сложной уборки.
Как их ещё называют, скребки, применяют во время строительных работ. В состав инструментов входят синтетические волокна, абразивные материалы, смола. Их используют для простой или сложной уборки.
Губки голубого и белого цвета применяют для деликатной чистки стекла, керамики, хромированного металла. Изделия зелёного и чёрного цвета используют для устранения трудновыводимых пятен (чистка нагара на сковороде, старого жира в духовке и т. д.).
В последнее время стали популярными меламиновые губки, этот материал используют для звуковой или теплоизоляции. Изделие качественно очищает поверхности без применения моющих средств. Единственный их минус в том, что они быстро стираются.
При изготовления такой губки меламиновая смола проникает в поры, вследствие чего она становится очень жёсткой. Её сравнивают с тонкой наждачкой, которая с лёгкостью удаляет пятна. Благодаря полой микроструктуре изделие впитывает грязь, которая остаётся между нитями меламина.
Очищающие средства для дезинфекции
Абразивное средство применяют не только для устранения загрязнений, но и для уничтожения болезнетворных микроорганизмов на поверхности. В их состав кроме моющих веществ и абразивных частиц входят противомикробные химические компоненты.
В их состав кроме моющих веществ и абразивных частиц входят противомикробные химические компоненты.
Кроме того, в таких продуктах находится масло сосны, четвертичные аммониевые соли, натриевая соль хлорноватистой кислоты (бытовой отбеливатель).
Дезинфицирующими составами моют полы, их используют для уборки кухни или ванной. Перед их применением рекомендуется ознакомиться с инструкцией на абразивных средствах.
Область применения абразивных продуктов
Для чистки керамических раковин применяют абразивный порошок или пасту с деликатным действием. Средствами обрабатывают поверхность, чистят, тщательно промывают и протирают насухо. После этого раковина станет чистой, блестящей.
Поверхности из нержавеющей стали очищают безабразивными средствами, которые не содержат хлор, вызывающий коррозию. Если пятно не выводится, то на загрязнённом участке применяют абразивный очиститель. Если после его использования отсутствуют видимые повреждения, то разрешено почистить всю поверхность.
Стеклянные раковины чистят моющими средствами без абразивных частиц. Чугунные и акриловые ванны чистят изделиями с абразивами только в крайних случаях. Эмалированные поверхности под воздействием абразивов тоже разрушаются, становятся тусклыми и шершавыми.
Для чистки унитазов используют деликатные абразивные очистители, а его детали из металла или пластика моют жидкими безабразивными продуктами. Таким же образом очищают смесители, которые после устранения загрязнений полируют чистой салфеткой.
Эмалированную посуду очищают абразивными средствами только при наличии стойких загрязнений, гари, копоти, накипи. Продукты с абразивными частицами подходят для чистки кафеля в ванной и на кухне.
Таким образом, абразивные моющие средства – это эффективные продукты для очистки поверхностей от стойких загрязнений. Главное правильно подбирать очистители для разных видов поверхностей и перед применением изучить инструкцию. Так вы достигнете кристальной чистоты во всём доме и не повредите поверхности.
Процедура Clin Pro (денти кюрр) в клинике «Натадент» З этапа процедуры Clinpro
- Удаление над и поддесневого зубного налета
- Удаление налета на обнаженных поверхностях корней зубов
- Удаление поддесневого налета в пародонтальном кармане глубиной до 5 мм
- Уменьшение бактериального обсеменения пародонтальных карманов
- Уменьшение глубины пародонтального кармана
- Удаление зубного налета под ортодонтическими конструкциями
- Удаление экзогенного внешнего дисколорита разной степени интенсивности.
- Профессиональная чистка и полировка зубов в ходе комплексной процедуры профессиональной гигиены полости рта.

- Моментальное снижение чувствительности на длительный срок Защитное покрытие после абразивных процедур.
З этапа процедуры Clin Pro
Мы очень рады, что теперь можем предоставить Вам возможность заказать в нашей клинике – процедуру Clin Pro. Процедура Clin Pro состоит из 3 этапов. 1 этап. Проведение воздушно-абразивной чистки зубов порошком Prophy Clinpro™Powder Prophy Clinpro™Powder — низкоабразивный порошок для воздушно-абразивной обработки зубов. В отличие от обычных порошков на основе соды и кальциевых соединений, в основе порошка Clinpro™ Prophy Powder лежит глицин, оказывающий более низкое абразивное воздействие на поверхность эмали и оголенный дентин. Это позволяет удалять налет без потери зубной ткани, поэтому чистку с использованием порошка Clinpro™ Prophy Powder можно проводить чаще, чем два раза в год, что противопоказано при чистках порошками на основе соды и кальциевых соединений. Материал можно использовать не только для стандартной обработки наддесневой поверхности зубов, но он также эффективен при чистке поддесневых областей. Кроме того процедура clinpro и используемый в ней порошок эффективен при удалении налета и патогенных бактерий из зубодесневого кармана на глубину до 5 мм. Оказывает минимальное абразивное воздействие на эмаль и дентин благодаря составу на основе глицина. Имеет приятный вкус, что делает процедуру чистки комфортной для пациента. Может безопасно использоваться при наличии ортодонтических конструкций , не повреждая их.
Кроме того процедура clinpro и используемый в ней порошок эффективен при удалении налета и патогенных бактерий из зубодесневого кармана на глубину до 5 мм. Оказывает минимальное абразивное воздействие на эмаль и дентин благодаря составу на основе глицина. Имеет приятный вкус, что делает процедуру чистки комфортной для пациента. Может безопасно использоваться при наличии ортодонтических конструкций , не повреждая их.Процедура clinpro назначается для:
- Удаления над и поддесневого зубного налета.
- Удаления налета на обнаженных поверхностях корней зубов Удаление поддесневого налета в пародонтальном кармане глубиной до 5 мм
- Уменьшения бактериального обсеменения пародонтальных карманов
- Уменьшения глубины пародонтального кармана
- Удаления зубного налета под ортодонтическими конструкциями
 Для поддержания здоровья зубов, в линейке материалов для профессиональной гигиены и профилактики представлена абразивная паста Clinpro™ Prophy Paste. Паста разработана специально для использования совместно с порошком Clinpro™ Prophy Powder в рамках одной процедуры для удаления интенсивного дисколорита от пищевых красителей. Паста выделяет фтор во время чистки для противокариозного действия и снижения чувствительности, которая может возникнуть во время чистки. Формула материала создана специальным образом для минимизации разбрызгивания пасты в процессе чистки. Также как и порошок Clinpro™ Prophy Powder, паста Clinpro™ Prophy Paste обладает приятным вкусом. Паста Clinpro™ Prophy Paste содержит в своем составе вулканическую породу – пемзу и представлена в 3 зернистостях: мелкая, средняя и крупная. В зависимости от клинического случая и уровня интенсивности дисколорита, вы можете выбрать ту пасту, которая справится с ним наилучшим образом. Паста выделяет фтор во время чистки для противокариозного действия и снижения чувствительности, которая может возникнуть во время чистки.
Для поддержания здоровья зубов, в линейке материалов для профессиональной гигиены и профилактики представлена абразивная паста Clinpro™ Prophy Paste. Паста разработана специально для использования совместно с порошком Clinpro™ Prophy Powder в рамках одной процедуры для удаления интенсивного дисколорита от пищевых красителей. Паста выделяет фтор во время чистки для противокариозного действия и снижения чувствительности, которая может возникнуть во время чистки. Формула материала создана специальным образом для минимизации разбрызгивания пасты в процессе чистки. Также как и порошок Clinpro™ Prophy Powder, паста Clinpro™ Prophy Paste обладает приятным вкусом. Паста Clinpro™ Prophy Paste содержит в своем составе вулканическую породу – пемзу и представлена в 3 зернистостях: мелкая, средняя и крупная. В зависимости от клинического случая и уровня интенсивности дисколорита, вы можете выбрать ту пасту, которая справится с ним наилучшим образом. Паста выделяет фтор во время чистки для противокариозного действия и снижения чувствительности, которая может возникнуть во время чистки. Формула материала создана специальным образом для минимизации разбрызгивания пасты в процессе чистки. Также как и порошок Clinpro™ Prophy Powder, паста Clinpro™ Prophy Paste обладает приятным вкусом.
Формула материала создана специальным образом для минимизации разбрызгивания пасты в процессе чистки. Также как и порошок Clinpro™ Prophy Powder, паста Clinpro™ Prophy Paste обладает приятным вкусом.Назначение
Удаление экзогенного внешнего дисколорита разной степени интенсивности. Профессиональная чистка и полировка зубов в ходе комплексной процедуры clinpro и профессиональной гигиены полости рта. 3 этап фторсодержащее покрытие с трикальцийфосфатом Clinpro White Varnish Clinpro White Varnish cодержит и выделяет фтор, кальций и фосфаты. Простое и быстрое нанесение. Отличная текучесть позволяет материалу, растекаясь покрывать апроксимальные поверхности. Cодержит 22,600 ppm фтора и уникальный ингредиент- трикальций фосфат, благодаря которому способен выделять фосфаты и кальций. Процедура clinpro касаемая фторирования, занимает всего несколько секунд. Не требует идеального высушивания зубов (зубы должны быть влажными). После нанесения покрытие образует на зубах незаметную окружающим пленку.
Назначение
Моментальное снижение чувствительности на длительный срок. Защитное покрытие после абразивных процедур.Абразивный и гидроабразивный износ (Словарь «КТтрон») — Техинформатор
Износ – изменение размеров, формы, массы или состояния поверхности изделия или конструкции вследствие разрушения (изнашивания) поверхностного слоя.
Абразивный износ – разрушение поверхности твердыми зернами абразива. Возможны два вида воздействия зерен абразива на поверхность.
При первом виде зерна абразива воздействуют на поверхности, попадая между трущимися между собой изделиями или частями конструкции.
При втором — зерна абразива переносятся потоком газа или жидкости. Разрушение поверхности происходит в результате срезания, выкрашивания, выбивания и многократного пластического деформирования его поверхностных микрообъемов.
Износ поверхности зернами абразива, принесенными потоком газа называют газоабразивным износом.
Для нас, как специалистов по гидроизоляции и ремонту бетонных и железобетонных конструкций, особый интерес вызывает износ, вызываемый абразивными частицами, переносимыми потоком жидкости.
Гидроабразивный износ (от греч. hydro — вода и лат. abrasion стирание, снашивание, выкрашивание) — изменение размеров, формы, массы или состояния поверхности материала под воздействием движущейся жидкости с распределенными по ее объему включениями твердого вещества.
Интенсивность гидроабразивного износа зависит от качества изнашиваемого материала, размера, формы, твёрдости, плотности твёрдых частиц гидросмеси, её концентрации, плотности, вязкости, коррозионной активности жидкой среды, скорости перемещения частиц относительно изнашиваемой поверхности, угла набегания на поверхность и др.
При выполнении работ материалами КТ ТРОН следует предусматривать последствия как абразивного, так и гидроабразивного износа в процессе дальнейшей эксплуатации отремонтированных объектов.
Примеры:
При нанесении слоя обмазочной гидроизоляции, например «КТтрон-10 2К», на полы, его следует защитить от возможного абразивного износа при проходе людей. Для этого поверх слоя гидроизоляции устраивают стяжку или укладывают плитку.
При ремонтных работах на подводящих лотках водоканала, следует учитывать гидроабразивный износ отремонтированных поверхностей от взвешенного в потоке жидкости песка и других твердых включений. Для этого при ремонте используют более прочные ремонтные составы, например, вместо «КТтрон-3» можно применить «КТтрон-3 Т500», вместо «КТтрон-3 Л400» можно применить «КТтрон-3 Л600». А нанесенные слои гидроизоляции и отремонтированную поверхность следует защитить четырьмя – пятью слоями «КТпротект Э-01».
Абразивный Испытание — Энциклопедия по машиностроению XXL
Зайцева, модель A СССР (1925) Трение трёх цилиндрических образцов торцами о плоскую поверхность или трение друг О друга двух плоских колец. Момент трения записывается на диаграмму. Испытание может производиться при смазке и без неё Диаметр кольца трения внешний 52 лж, внутренний 34 мм Числа оборотов в минуту 200 — 500. Нагрузка—до 50/сг [12. 2] Применялась для исследования влияния наклёпа на износ стали [7] и для абразивных испытаний стали [9]
[c.205]
Момент трения записывается на диаграмму. Испытание может производиться при смазке и без неё Диаметр кольца трения внешний 52 лж, внутренний 34 мм Числа оборотов в минуту 200 — 500. Нагрузка—до 50/сг [12. 2] Применялась для исследования влияния наклёпа на износ стали [7] и для абразивных испытаний стали [9]
[c.205]
Для оценки надежности многих машин характерно применение стендов для испытания гидроагрегатов — насосов, плунжерных и золотниковых пар и других элементов. Упрощенная схема такого стенда приведена на рис. 158, е [132 ]. Основная идея стенда — исследование надежности гидроагрегатов при загрязнении рабочей жидкости. Для обеспечения неизменной концентрации загрязнителя, а также для сохранения работоспособности самого стенда его гидросистема разделена на две части — одна работает на чистой, а другая на загрязненной жидкости. Части изолированы друг от друга и насос, создающий давление в системе, а также другие гидроагрегаты, защищены от попадания абразивного загрязнителя.
 [c.495]
[c.495]Ужесточение условий при испытании как материалов, так и изделий часто используют для ускорения получения необходимой информации, особенно о стойкости материалов. Например, при испытании материалов на абразивное изнашивание применяют подачу абразивной смеси в зону прения (при сухом трении) или производят погружение образцов в ванну со смазкой, в которой находится во взвешенном состоянии абразив. Это значительно ускоряет износ (кривая 1, рис. 161, д). Наибольшее абразивное воздействие на материал происходит при его трении об абразивную шкурку при постоянном изменении зоны контакта (метод испытания на абразивный износ проф. М. М. Хрущова) [2171. [c.507]
При ускоренных испытаниях на абразивное изнашивание не образцов, а отдельных узлов и механизмов часто создают условия для более легкого попадания абразива на поверхность трения. Например, при испытании автомобильных и тракторных двигателей специально загрязняют масло или снимают воздухоочиститель, агрегаты очистки и охлаждения масла, В процессе испытания производят подачу в определенной концентрации пыли в засасываемый воздух и в масло. В результате испытания определяется износ гильз цилиндров, поршневых колец и других сопряжений.
[c.507]
В результате испытания определяется износ гильз цилиндров, поршневых колец и других сопряжений.
[c.507]
Покрытия не несут самостоятельной механической нагрузки и их разрушение происходит лишь попутно с разрушением изделия. Поэтому на первый взгляд прочность покрытий не представляет особого интереса. Однако по прочности покрытий можно судить об их стойкости против абразивного и эрозионного износа. Поскольку испытания на износ сложнее и длительнее, чем определение прочности, а их результаты часто бывают недостаточно надежными, прочность покрытий, служаш их для заш иты изделий от износа, можно считать одной из важнейших характеристик. Следует также учесть, что процесс напыления применяется не только для нанесения покрытий, но и для изготовления корковых деталей, получаемых путем напыления материала на удаляемую модель. Для таких изделий прочность напыленных материалов имеет большое значение и поэтому желательно располагать надежным методом ее определения.
[c. 62]
62]
Исследование работоспособности покрытий при высоких удельных нагрузках проводили на установке по методике ЦНИИТМАША [7 ] при возвратно-поступательном движении образца между двумя неподвижными образцами со скоростью Q.2 м/мин. После прохождения пути трения в 1м на профилографе-профилометре М-201 определяли глубину максимального задира на образце по результатам обработки профилограмм, снятых в трех сечениях, перпендикулярных направлению перемеш ения. Контактирующие поверхности образцов перед испытанием притирали на абразивной шкурке до шероховатости Яд=0.25—0.125 мм. [c.214]
Группа Испытания на изнашивание объединяет шесть основных методик. Многообразие испытательного оборудования и схем нагружения не позволяет охватить все вопросы поведения покрытий при изнашивании в парах трения, под действием абразивных частиц, при комбинированном воздействии и т. д. Поэтому в главе 6, посвященной износостойкости, основное внимание уделяется особенностям исследования прежде всего малоизученных и слабо освещенных в литературе видов изнашивания покрытий разновидностям абразивного и фреттинг-коррозии. [c.19]
[c.19]
ЛИЙ, работающих в экстремальных условиях (например, при —50°С), при форсированных режимах динамического, статического и циклического нагружений, при наложении абразивного изнашивания, при воздействии агрессивных сред и т. д. Поэтому наряду с традиционными испытаниями необходимо комплексно использовать такие методы исследования, как акустическая эмиссия, количественный анализ продуктов изнашивания, непрерывная регистрация структурных изменений в зоне контакта металла с покрытием при работе в паре трения с учетом воздействия окружающей среды на разрушение. Для изучения структуры композиции покрытие — основной металл следует шире привлекать стереологию, рентгеноспектральный микроанализ, ядерный гамма-резонанс, радиоспектроскопию. Принципы механики разрушения должны применяться не только для оценки трещиностойкости, но и для вычисления величины износа при абразивном изнашивании, а также учитываться при расчетах при теоретическом прогнозировании прочности соединения покрытия с основным металлом. [c.193]
[c.193]
ГОСТ 17367—71. Металлы. Метод испытания на абразивное изнашивание при трении о закрепленные абразивные частицы.— Введ. 01.01.73. [c.201]
ГОСТ 23.207—79. Обеспечение износостойкости изделий. Метод испытаний машиностроительных материалов на ударно-абразивное изнашивание.— Введ. 01.01.81. [c.201]
Из рис. 114 также видно, что только снятие поверхностного слоя, (и то не любым способом) может исключить вредное действие шлифовки на усталостную прочность. Установлено, что при принятых режимах абразивной шлифовки для восстановления усталостной прочности до уровня прочности точеных образцов с ручной полировкой необходимо снять поверхностный слой толщиной около 0,1 мм [171]. Действенность восстановления усталостной прочности после шлифовки снятием поверхностного слоя была проверена резонансными испытаниями реальных турбинных лопаток (длиной более 600 мм), изготовленных из того же сплава типа ВТ5 (табл. 34). [c.179]
[c.179]
Стандартным методом подготовки образцов металлов без защитных пленок к испытаниям является очистка их поверхности абразивным материалом и обезжиривание. Химическая очистка поверхности не рекомендуется. [c.116]
Испытания на микротвердость получили в последние десятилетия широкое распространение и стали совершенно необходимыми в исследовательских работах по изучению механических свойств металлов и неметаллов в микрообъемах как при комнатных, так и при высоких температурах. Определение микротвердости применяется для оценки прочности и пластичности металлов, соединений, твердых абразивных материалов, полупроводников, ионных кристаллов, стекол, минералов и др. [11, 46, 50, 51, 64, 66,67,110,111, 116,124, 126, 128, 132, 133, 135, 170, 191-193, 2111. [c.63]
Интегральный метод вынужденных колебаний применяют для определения модуля упругости материала по резонансным частотам продольных, изгибных или крутильных колебаний образцов простой геометрической формы, вырезанных из изделия, т.
 е. при разрушающих испытаниях. Последнее время этот метод используют для неразрушающего контроля небольших изделий абразивных кругов, турбинных лопаток. Появление дефектов или изменение свойств материалов определяют по изменению спектра резонансных частот. Свойства, связанные с затуханием ультразвука (изменение структуры, появление мелких трещин), контролируют по изменению добротности колебательной системы. Интегральный метод свободных колебаний используют для проверки бандажей вагонных колес или стеклянной посуды по чистоте звука.
[c.102]
е. при разрушающих испытаниях. Последнее время этот метод используют для неразрушающего контроля небольших изделий абразивных кругов, турбинных лопаток. Появление дефектов или изменение свойств материалов определяют по изменению спектра резонансных частот. Свойства, связанные с затуханием ультразвука (изменение структуры, появление мелких трещин), контролируют по изменению добротности колебательной системы. Интегральный метод свободных колебаний используют для проверки бандажей вагонных колес или стеклянной посуды по чистоте звука.
[c.102]Ударное изнашивание деталей машин и инструментов в натурных условиях происходит при ударе по монолитному и незакрепленному абразиву, по абразивной массе и при соударении двух металлических поверхностей, когда между ними нет абразива. В отдельных случаях удар по абразиву совершается при наличии в зоне контакта жидкости. Эта специфика условий работы натурных деталей и инструмента учитывалась нами при выборе принципиальных схем испытания на изнашивание в условиях удара. [c.37]
[c.37]
Установка снабжена приспособлением, позволяющим регулировать толщину абразивного слоя на наковальне и устройством для перемещения наковальни после каждого цикла испытаний. [c.41]
На установке можно проводить одновременно испытания на ударно-абразивное изнашивание образца и наковальни, что позволяет подбирать износостойкую пару для условий соударения двух контактируемых поверхностей, имеющих между собой абразивную прослойку. [c.42]
| Рис. 12. Установка У-1-АЛ для испытания на изнашивание при ударе по абразивной ленте |
 [c.47]
[c.47]Ударно-абразивное изнашивание характеризуется бй-лее высокой стабильностью, поэтому продолжительность испытания можно ограничить 10 мин полное развитие ударно-гидроабразивного изнашивания проходит за более длительный промежуток времени, поэтому продолжительность испытаний в этом режиме была принята равной 20 мин. [c.49]
Прямым подтверждением этого служит зависимость, характеризуюш,ая изменение микротвердости испытанных образцов при различных значениях удельной энергии удара (рис. 15). Кроме того, уменьшение скорости изнашивания при высоких значениях удельной энергии удара связано с дроблением абразивных частиц. [c.51]
При этом методе испытаний на изнашивание образец совершает последовательные удары по абразивной массе, размещенной в стакане, дном которого является плоское основание наковальни. После каждого цикла испытаний абразивная масса обновляется. [c.56]
Для проведения испытания на изнашивание при ударе по абразивной массе использовали машину, показанную на рис. 16. При испытании на изнашивание по абразивной массе механизм подачи абразива снимали. Образец, ударяя по массе, углубляется в нее — создается кратер. Высота засыпки абразивной массы в среднем остается постоянной и уменьшается лишь со степенью дробления частиц. Для получения абразивной массы использовали породы, из которых изготовляли блоки для испытания стали при ударе по монолитному абразиву. Куски породы подвергали дроблению, а полученную массу рассеивали. Для методически х опытов использовали массу с крупностью зерна 0,63 мм (для удобства сравнения с ранее полученными результатами износа стали по абразивному слою).
[c.57]
16. При испытании на изнашивание по абразивной массе механизм подачи абразива снимали. Образец, ударяя по массе, углубляется в нее — создается кратер. Высота засыпки абразивной массы в среднем остается постоянной и уменьшается лишь со степенью дробления частиц. Для получения абразивной массы использовали породы, из которых изготовляли блоки для испытания стали при ударе по монолитному абразиву. Куски породы подвергали дроблению, а полученную массу рассеивали. Для методически х опытов использовали массу с крупностью зерна 0,63 мм (для удобства сравнения с ранее полученными результатами износа стали по абразивному слою).
[c.57]
Условия испытания по абразивному слою отличаются от условий испытания по массе тем, что у частиц, составляющих массу, больше степеней свободы, чем у частиц, насыпанных ровным слоем на металлическое основание. Чтобы это отличие проявилось полностью, глубина насыпанной массы долл[c.57]
Изменение износа во времени. Одной из основных задач исследования износа при ударе по абразивной массе являлось изучение кинетики изнашивания во времени при постоянной массе абразива. Общий вид зависимости скорости изнашивания от времени испытания приведен на рис. 18. Наиболее интенсивно изнашивание идет в первые 3 мин, затем скорость изнашивания резко снижается и при продолжительных испытаниях достигает минимума. Такой характер зависимости связан с
[c.57]
Общий вид зависимости скорости изнашивания от времени испытания приведен на рис. 18. Наиболее интенсивно изнашивание идет в первые 3 мин, затем скорость изнашивания резко снижается и при продолжительных испытаниях достигает минимума. Такой характер зависимости связан с
[c.57]
При удельной энергии удара до 5 Дж/см изнашивание протекает медленно, а при удельной энергии удара более 25 Дж/см происходит интенсивное разрушение поверхностного слоя. Выбор удельной энергии,удара в интервале 5—24 Дж/см необходим для сопоставления результатов испытания, полученных при ударно-абразивном изнашивании сталей. [c.61]
Как сообщалось, электроосаждение осмия из снльиощелочных электролитов основано на использовании анионного комплекса, образованного в результате реакции между четырехокисью осмия к сульфаминовой кислотой. Нет информации об отсутствии дефектов в таком покрытии, однако, по-вндимому, это покрытие может иметь высокое сопротивление механическому износу, так как сопоставление при специальных абразивных испытаниях показало, что оно уменьшается приблизительно на одну четверть по сравнению с толщиной твердого. хромового покрытия. Как ирридий, так и осмий имеют очень высокую температуру плавления и высокие рабочие характеристики, которые делают возможным применение таких покрытий для вольфрамовых запирающих устройств (в электронных лампах), чтобы предотвратить вторичную электронную эмиссию. Однако в этом случае применение обоих металлов ограничено из-за высокой стоимости и небольших запасов этих металлов.
[c.457]
хромового покрытия. Как ирридий, так и осмий имеют очень высокую температуру плавления и высокие рабочие характеристики, которые делают возможным применение таких покрытий для вольфрамовых запирающих устройств (в электронных лампах), чтобы предотвратить вторичную электронную эмиссию. Однако в этом случае применение обоих металлов ограничено из-за высокой стоимости и небольших запасов этих металлов.
[c.457]
Испытания на абразивное изнашивание проводят по ГОСТ 17,367—71 при трении о закрепленные абразивные частицы (рис. 49, в). В этом случае трение ист>п у-емого и эталонного образцов осуществляют об абразивную шкурку при статнческсл [c.76]
Как показывают результаты испытаний при абразивном изнашивании, а также при трении с малыми давлениями, без смазочного материала показатель т близок к единице при трении без смазочного материала со значительными давлениями т-=. .. 2, в среднем 1,5 при полужид-костной смазке гп около 3.
[c. 17]
17]
Известно также, что параметры шероховатости поверхности оказывают существенное влияние на сопротивление усталости. В общем случае предел усталости повышается с улучшением качества поверхностного слоя. Кроме того, на них влияет направление следов обработки при их совпадении с действием главного напряжения предел усталости выше. Финишная обработка поверхности, которая в основном определяет конфигурацию микроскопических рисок и механические свойства поверхностного слоя, существенно влияет н а предел выносливости даже при одинаковом классе шероховатости. Например, в работе [127] приведены результаты испытаний на выносливость образцов из сталей Р18, 9ХМФИ9Х, обработанных алмазным и обычным шлифованием. Сопротивляемость усталостному разрушению при шлифовании кругами из синтетических алмазов повышается на 20—45% при контактных нагрузках и до 30% при изгибе. Это связано с характеристикой рельефа поверхности, когда число царапин на единицу поверхности и их глубина значительно меньше при алмазном шлифовании, чем при абразивном, а рельеф становится более гладким (см. также рис. 150). Проведенные исследования позволили повысить стойкость валков для станов холодной прокатки вследствие правильного выбора технологического процесса.
[c.439]
также рис. 150). Проведенные исследования позволили повысить стойкость валков для станов холодной прокатки вследствие правильного выбора технологического процесса.
[c.439]
Проведена сравнительная оценка эрозионностойких покрытий, нанесенных газопламенным и плазменным методами. Газопламенным методом наносились Мо и керметы. Испытания показали, что лучшей стойкостью к абразивному износу обладают карбид вольфрама с кобальтом и РЭЛИТ с кобальтом. [c.226]
Образцы имели размеры 1 X 4 X 40 мм. Поверхность образцов после шлифования абразивным порошком из карбида бора с величиной зерна 40 мкм подвергалась электрополировке в 14%-ном растворе КэзР04. Скорость перемещения нагружающего траверса при испытаниях составляла 0.2 мм/мин, расстояние между опорами было равно 28.9 мм. [c.60]
Для испытаний покрытий в условиях гидроабразивного износа использовалась специальная установка абразивное кольцо , представляющая собой замкнуты контур, состоящий из участков труб, на внутреннюю поверхность которых были нанесены исследуемые варианты покрытий.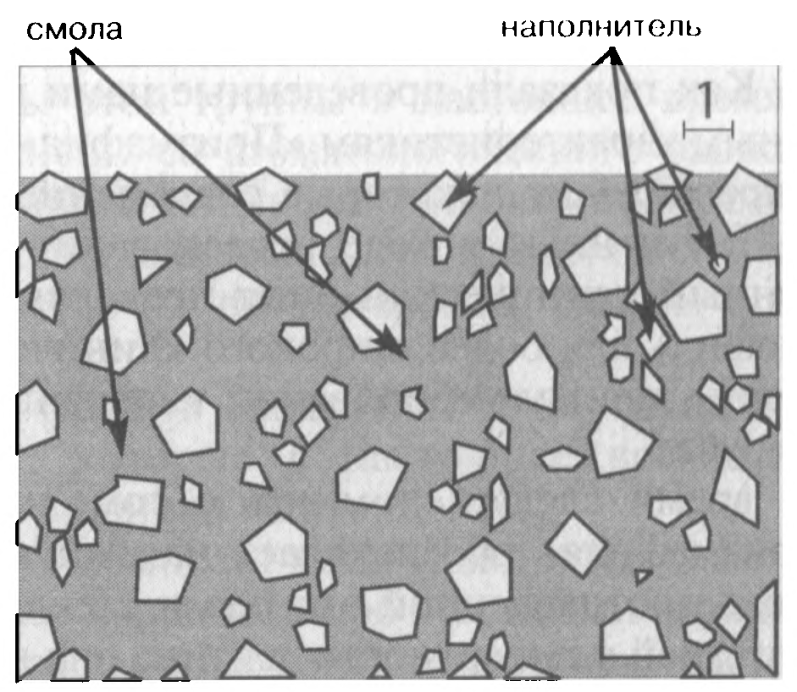 Помимо прямых, испытывались изогнутые образцы (колена). Образцы имели фланцы, с по.мощью которых они были соединены в кольцевой трубопровод. Внутри прямых трубчатых образцов устанавливались в двух взаимно перпендикулярных плоскостях плоские образцы с теми же покрытиями размером 80 X Х80х1мм. По трубопроводу со скоростью 2—3 м/с перекачивалась рабочая жидкость — пресная вода с абразивными частицами (речной песок) размерами до 1 мм в количестве 6 г/л. После 250—270 ч испытаний производилась разборка установки, обмер и взвешивание образцов с целью оценки износостойкости покрытий. Оценка износостойкости производилась по коэффициентам ку и к. .
[c.44]
Помимо прямых, испытывались изогнутые образцы (колена). Образцы имели фланцы, с по.мощью которых они были соединены в кольцевой трубопровод. Внутри прямых трубчатых образцов устанавливались в двух взаимно перпендикулярных плоскостях плоские образцы с теми же покрытиями размером 80 X Х80х1мм. По трубопроводу со скоростью 2—3 м/с перекачивалась рабочая жидкость — пресная вода с абразивными частицами (речной песок) размерами до 1 мм в количестве 6 г/л. После 250—270 ч испытаний производилась разборка установки, обмер и взвешивание образцов с целью оценки износостойкости покрытий. Оценка износостойкости производилась по коэффициентам ку и к. .
[c.44]
Когда изнашивание приводит к большим изменениям размеров деталей, о величине линейного износа судят по разности размеров до и после испытаний. В качестве мерительного инструл1ента могут применяться концевые меры длины, оптические инструментальные микроскопы, микрометры и т. д. Приборы, позволяющие определять размеры с точностью до 1 мкм, дают возможность оценить. линейный износ с точностью не менее 5 мкм. Увеличение погрешности связано с наличием деформации, неточностью установки инструмента, непостоянством температуры измерений.- С помощью микрометрирования можно найти лишь конечную величину износа без оценки его динамики. Увеличение количества замеров связано с еще большими погрешностями из-за необходимости дополнительных разборок-сборок. Износ покрытий при изнашивании о закрепленные абразивные частицы рекомендуется [159] оценивать методом микрометрирования, измеряя длину пальчиковых образцов с точностью не менее 0,01 мм.
[c.95]
линейный износ с точностью не менее 5 мкм. Увеличение погрешности связано с наличием деформации, неточностью установки инструмента, непостоянством температуры измерений.- С помощью микрометрирования можно найти лишь конечную величину износа без оценки его динамики. Увеличение количества замеров связано с еще большими погрешностями из-за необходимости дополнительных разборок-сборок. Износ покрытий при изнашивании о закрепленные абразивные частицы рекомендуется [159] оценивать методом микрометрирования, измеряя длину пальчиковых образцов с точностью не менее 0,01 мм.
[c.95]
Схемы и описания установок даны в [183, 184]. Для всех методов испытаний был выбран единый цилиндрический образец. В работах Г. М. Сорокина показано, что механизм разрушения при ударно-абразивном изнашивании определяется большим количеством факторов энергией удара, физико-механическими характеристиками абразива, составом и свойствами испытуемого материала, степенью закрепленности абразивных частиц и т. д. [183—185]. Общепринятые характеристики прочности и пластичности (предел текучести, предел прочности, твердость, относительное удлинение, относительное сужение, ударная вязкость) неоднозначно влияют на износостойкость при ударно-абразивном изнашивании. Повышение прочности или пластичности сказывается благоприятно только до определенного порогового уровня. Дальнейшее увеличение этих характеристик приводцт к возрастанию износа, но причины понижения износостойкости различны. Если рост прочности сопровождается повышен115м вязкохрупкого перехода, то износ увеличивается за счет интенсификации хрупкого выкрашивания. Значительное повышение пластич-. ности приводит к падению износостойкости из-за активного пластического течения и сопутствующего наклепа. По-видимому, максимальной износостойкостью обладают сплавы, находящиеся На границе хрупкого и вязкого разрушения.
[c.109]
д. [183—185]. Общепринятые характеристики прочности и пластичности (предел текучести, предел прочности, твердость, относительное удлинение, относительное сужение, ударная вязкость) неоднозначно влияют на износостойкость при ударно-абразивном изнашивании. Повышение прочности или пластичности сказывается благоприятно только до определенного порогового уровня. Дальнейшее увеличение этих характеристик приводцт к возрастанию износа, но причины понижения износостойкости различны. Если рост прочности сопровождается повышен115м вязкохрупкого перехода, то износ увеличивается за счет интенсификации хрупкого выкрашивания. Значительное повышение пластич-. ности приводит к падению износостойкости из-за активного пластического течения и сопутствующего наклепа. По-видимому, максимальной износостойкостью обладают сплавы, находящиеся На границе хрупкого и вязкого разрушения.
[c.109]
Для проведения испытаний на абразивное изнашивание предложено несколько типов оборудования, реализуюш его различные схемы воздействия абразива на образцы [165, 1921.
 Общий вид установки для испытаний на изнашивание при трении о нежестко закрепленные частицы абразива изготовленной в Лаборатории ИГД СО АН СССР, представлен на фото 8. Принцип действия ее заключается в том, что к испытуемому образцу прижимается резиновый ролик, который при вращении захватывает частицы абразива, поступающего из бункера, и протягивает их по поверхности образца, С целью равномерного поступления абразива в зону контакта используется дозирующее устройство, состоящее из бункера типа воронки, нижняя часть которой находится на определенном расстоянии от медленно вращающегося диска. Изменяя величину зазора между воронкой и диском, регулируют расход абразива. Отсекатель, находящийся на некотором расстоянии от бункера, направляет абразив в лоток, ншп-няя часть которого находится у зоны контакта ролика с образцом.
[c.113]
Общий вид установки для испытаний на изнашивание при трении о нежестко закрепленные частицы абразива изготовленной в Лаборатории ИГД СО АН СССР, представлен на фото 8. Принцип действия ее заключается в том, что к испытуемому образцу прижимается резиновый ролик, который при вращении захватывает частицы абразива, поступающего из бункера, и протягивает их по поверхности образца, С целью равномерного поступления абразива в зону контакта используется дозирующее устройство, состоящее из бункера типа воронки, нижняя часть которой находится на определенном расстоянии от медленно вращающегося диска. Изменяя величину зазора между воронкой и диском, регулируют расход абразива. Отсекатель, находящийся на некотором расстоянии от бункера, направляет абразив в лоток, ншп-няя часть которого находится у зоны контакта ролика с образцом.
[c.113]ГОСТ 23.208—79. Обеспечение износостойкости изделий. Метод испытания материалов на и,эносостойкость при трении о нежестко закрепленные абразивные частицы.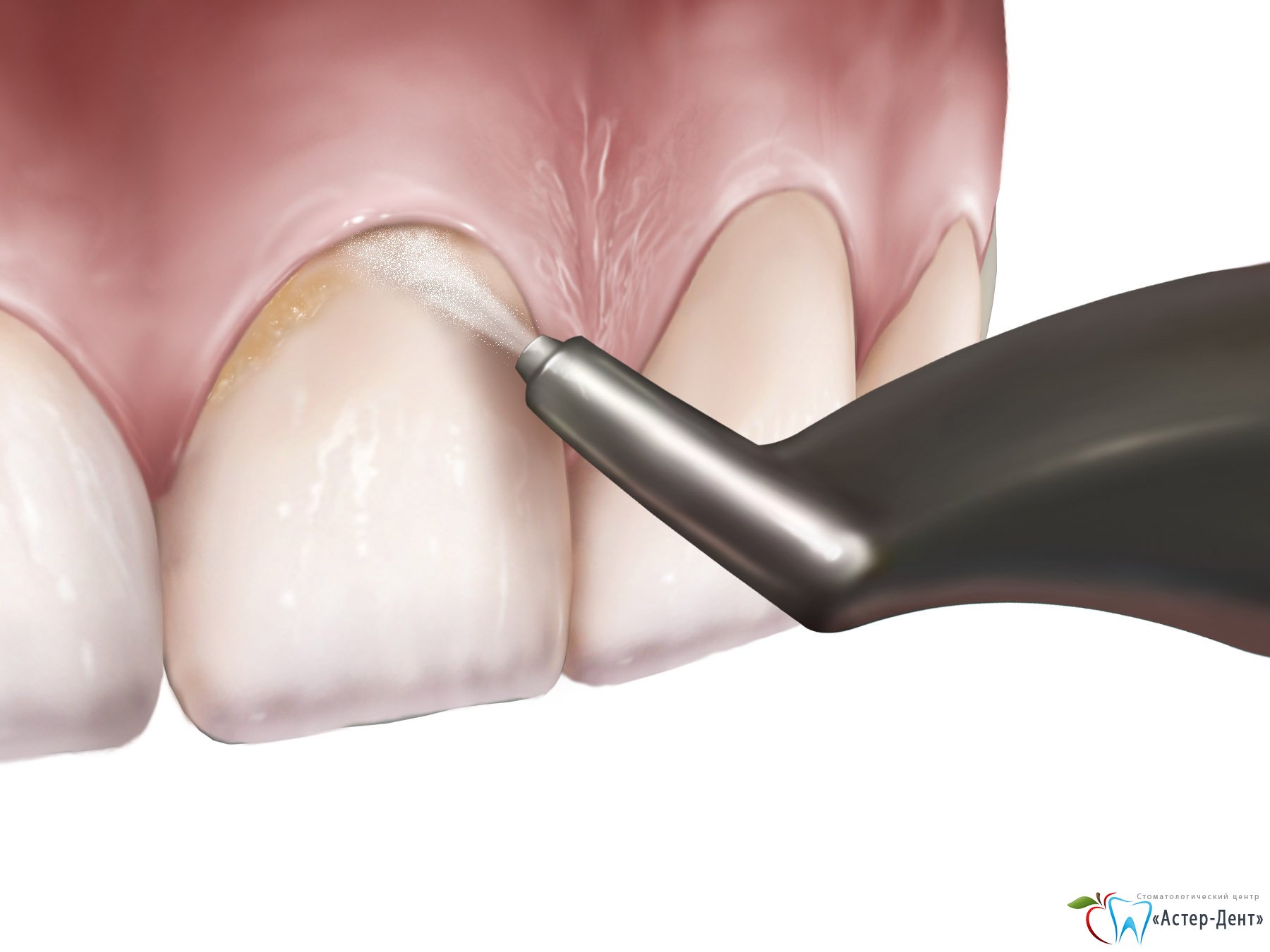 — Введ. 01.03.81.
[c.201]
— Введ. 01.03.81.
[c.201]
Исследование причин снижения усталостной прочности после абразивной шлифовки провели Л.А. Гликман и Л. М.Фейгин [171]. Испытания вели круговь)м изгибом гладких цилиндрических образцов сплава Т1—4,5 % А1 (типа ВТБ) диаметром рабочей части 7,5 мм. Часть образцов на конечной стадии изготовления шлифовали на воздухе или в аргоне кругом ЭБ60СМ1К при скорости 2000 об/мин и подаче 0,1 мм за проход, охлаждение было минимальнь)м (для исключения коробления образцов). Другую часть образцов изготавливали точением с тщательной полировкой наждачной бумагой да 8-го класса шероховатости. Шлифованна)е образцы по партиям подвергали дополнительной обработке с целью снятия остаточных напряжений или тонкого поверхностного слоя. В каждом варианте испытывали по несколько партий образцов с целью проверки однозначности получаемых данных. Результаты исследования представлены на рис. 114. Видно, что усталостная прочность шлифованных образцов на 25 % ниже, чем точеных и полированных. Защита зоны шлифовки аргоном не оказала положительного влияния, следовательно, основная причина снижения усталостной прочности после шлифовки сос-
[c.178]
Защита зоны шлифовки аргоном не оказала положительного влияния, следовательно, основная причина снижения усталостной прочности после шлифовки сос-
[c.178]
В табл. 13 приведены результаты испытания фенольных композитов с высоким содержанием различных наполнителей стеклянных микросфер, абразивных частиц АЬОз для шлифовальных кругов и песка, применяемого в литейном производстве. Во всех случаях в смолу методом интегрального смешения вводилось очень небольшое количество аппрета. О-силан оказался эффективным по отношению ко всем трем наполнителям, способствуя сохранению прочности во влажном состоянии. Благодаря применению силанового аппрета в фенольных композитах различных назначений, например при изготовлении литейных форм, содержание смолы может быть значительно снижено (табл. 14). Удовлетворительные отливки могут быть получены с фенольной смолой, взятой в количестве менее 1% и с добавкой только 0,025% силана в расчете на содержание песка. Применение аминосодержащих силанов в фенольных композитах описано в патентной литературе ). [c.156]
[c.156]
Экспериментальные основы современных представле- ий о природе абразивного изнашивания при скольжении в условиях истирания образца об абразивное полотно даны в работах М. М. Хрущова и М. А. Бабичева. С учетом этого при разработке новых методов испытания на изнашивание при ударе в одном из них необходимо было сохранить вид абразива, применяемый в исследованиях М. М. Хрущова, что дало возможность результаты испытаний на изнашивание при прямом внедрении абразивных частиц сравнить с результатами, полученными ранее при исследовании изнашивания тех же материалов при микрорежущем действии абразива и таким образом показать специфику изнашивания при ударе. [c.37]
Прерывистая подача ленты осуществляется храпо—вым механизмом 9 синхронно с движением шпинделя. В момент удара образца по наковальне абразивная лента неподвил[c.46]
Особенностью этого метода является испытание материалов на изнашивание путем последовательных многократных ударов по монолиту абразива [10]. Удар образца в течение одного цикла испытаний происходит все время по одному месту абразива, поскольку в результате разрушения породы ее абразивная способность самообновляется. Для применения этого метода создана установка У-1-АМ (рис. 16). Основание установки /, представляющее собой стол с размещенным на нем узлом крепления блока горной породы, жестко соединен с колонной. Привод, состоящий из двигателя 2, редуктора 5 со сменными шестернями и шкивами 3, 6 п шпиндель 13 укреплены на массивной траверсе 4, которая может подниматься и опускаться по колонне с помощью гайки 7.
[c.52]
Удар образца в течение одного цикла испытаний происходит все время по одному месту абразива, поскольку в результате разрушения породы ее абразивная способность самообновляется. Для применения этого метода создана установка У-1-АМ (рис. 16). Основание установки /, представляющее собой стол с размещенным на нем узлом крепления блока горной породы, жестко соединен с колонной. Привод, состоящий из двигателя 2, редуктора 5 со сменными шестернями и шкивами 3, 6 п шпиндель 13 укреплены на массивной траверсе 4, которая может подниматься и опускаться по колонне с помощью гайки 7.
[c.52]
Определение продолжительности испытания. Все существующие методы испытания материалов на абразивное изнашивание при ударе по шкурке или слою обра-зива предусматривают периодическую смену абразива. В данном случае это методическое требование также было учтено, но при взаимодействии с монолитом абразива смена зоны контакта после каждого удара нецелесообразна. Это можно объяснить прежде всего тем, что механизм разрушения абразивных частиц, закрепленных в монолите связки, отличается от механизма разрушения частиц, насыпанных слоем на жестком основании или закрепленных на ленте. [c.54]
[c.54]
Abrasive Particle — обзор
30.3 Органические добавки
Стабильность абразивных частиц является важным критерием для CMP, поскольку осаждение или агрегация частиц часто приводит к образованию царапин на поверхности пластины после полировки [13,84–86] . Хотя фильтрующие устройства могут удалять некоторые из более крупных частиц до того, как они достигнут полировальной подушки, примерно агрегация на месте часто происходит во время процесса CMP. Чтобы обойти эти недостатки, многие исследователи сосредоточились на органических добавках (поверхностно-активных веществах и полимерах) для стабилизации неорганических абразивных частиц посредством электростатического отталкивания, стерических препятствий или того и другого [87,88].
Добавление окислителей, ингибиторов и комплексообразователей к суспензиям для металлического ХМП создает раствор с высокой ионной силой, который обычно приводит к осаждению коллоидных частиц за счет электростатического экранирования. Чтобы избежать этого, были исследованы различные поверхностно-активные вещества в качестве добавок для придания коллоидной стабильности суспензиям, где электростатическая стабилизация и другие методы диспергирования не работают должным образом [89–92]. В принципе, большинство ионных поверхностно-активных веществ имеют тенденцию образовывать двойной слой вокруг коллоидных частиц за счет гидрофобных цепных взаимодействий.Многие обычные ионные поверхностно-активные вещества, которые не имеют определенного полимерного компонента, имеют тенденцию стабилизировать суспензии, адсорбируясь на поверхности частицы и впоследствии увеличивая ее поверхностный заряд, вызывая электростатическое отталкивание. Например, катионное поверхностно-активное вещество C 12 TAB (додецилтриметиламмонийбромид) использовалось для предотвращения агломерации в суспензиях кремнезема [93,94]. Однако суспензии CMP с высокой ионной силой создают условия, при которых поверхностный заряд, индуцированный адсорбированным поверхностно-активным веществом, экранируется ионами в суспензии, и в конечном итоге абразивы осаждаются.
Чтобы избежать этого, были исследованы различные поверхностно-активные вещества в качестве добавок для придания коллоидной стабильности суспензиям, где электростатическая стабилизация и другие методы диспергирования не работают должным образом [89–92]. В принципе, большинство ионных поверхностно-активных веществ имеют тенденцию образовывать двойной слой вокруг коллоидных частиц за счет гидрофобных цепных взаимодействий.Многие обычные ионные поверхностно-активные вещества, которые не имеют определенного полимерного компонента, имеют тенденцию стабилизировать суспензии, адсорбируясь на поверхности частицы и впоследствии увеличивая ее поверхностный заряд, вызывая электростатическое отталкивание. Например, катионное поверхностно-активное вещество C 12 TAB (додецилтриметиламмонийбромид) использовалось для предотвращения агломерации в суспензиях кремнезема [93,94]. Однако суспензии CMP с высокой ионной силой создают условия, при которых поверхностный заряд, индуцированный адсорбированным поверхностно-активным веществом, экранируется ионами в суспензии, и в конечном итоге абразивы осаждаются.
И наоборот, неионогенные поверхностно-активные вещества имеют тенденцию быть полимерными по своей природе и стабилизируют суспензии, адсорбируясь на поверхности частиц, что приводит к стерическому отталкиванию. Однако большинство неионных поверхностно-активных веществ не адсорбируются в значительной степени на коллоидных поверхностях, что препятствует их использованию в нынешнем виде [95–97]. В этом контексте было доказано, что смеси неионных и ионных поверхностно-активных веществ являются полезными, поскольку синергизм поверхностно-активных веществ часто приводит к усиленным эффектам, таким как стабилизация суспензии. Палла и соавторы экспериментально продемонстрировали это, используя седиментационные тесты [86] для суспензий, содержащих 0.1 M нитрат железа (Fe [NO 3 ] 3 ) (окислитель) и некоторые их данные показаны на Рисунке 30.5. В их отчете поведение при осаждении определяется как отношение объема диспергированной суспензии в любой момент времени к начальному объему суспензии, и это соотношение находится в диапазоне от 1,0 для стабильных суспензий с полностью диспергированными частицами до почти 0,1 для нестабильных суспензий. Данные, представленные Palla et al. показывает, что суспензии без добавленных стабилизаторов поверхностно-активных веществ осаждаются через 3 часа с фракционным объемом дисперсии, равным всего 0.3. Комбинация катионного поверхностно-активного вещества, такого как бромид цетилтриметиламмония (CTAB) и Tween ™ 80 (T80), который является неионогенным поверхностно-активным веществом на основе полисорбата, дает некоторую стабилизацию. Замена неионогенного поверхностно-активного вещества на Synperonic A7, который представляет собой этоксилат спирта с более низкой молекулярной массой, чем T80, увеличивает стабильность, но лучшие результаты наблюдаются при комбинациях анионных и неионных поверхностно-активных веществ. В частности, синергетическая комбинация анионного поверхностно-активного вещества, такого как додецилсульфат натрия (SDS) и Tween ™ 80, приводит к полностью стабилизированной суспензии.Интересно, что использование A7 с SDS ухудшает стабильность, а смесь катионных и анионных поверхностно-активных веществ приводит к дестабилизации суспензий с фракционным объемом дисперсии, меньшим, чем у исходной суспензии без ПАВ [86].
Данные, представленные Palla et al. показывает, что суспензии без добавленных стабилизаторов поверхностно-активных веществ осаждаются через 3 часа с фракционным объемом дисперсии, равным всего 0.3. Комбинация катионного поверхностно-активного вещества, такого как бромид цетилтриметиламмония (CTAB) и Tween ™ 80 (T80), который является неионогенным поверхностно-активным веществом на основе полисорбата, дает некоторую стабилизацию. Замена неионогенного поверхностно-активного вещества на Synperonic A7, который представляет собой этоксилат спирта с более низкой молекулярной массой, чем T80, увеличивает стабильность, но лучшие результаты наблюдаются при комбинациях анионных и неионных поверхностно-активных веществ. В частности, синергетическая комбинация анионного поверхностно-активного вещества, такого как додецилсульфат натрия (SDS) и Tween ™ 80, приводит к полностью стабилизированной суспензии.Интересно, что использование A7 с SDS ухудшает стабильность, а смесь катионных и анионных поверхностно-активных веществ приводит к дестабилизации суспензий с фракционным объемом дисперсии, меньшим, чем у исходной суспензии без ПАВ [86]. На вставке схемы подробно описана морфология частицы оксида алюминия, которая адсорбирует ионные и цепочечные неионные поверхностно-активные вещества для повышения стабильности суспензии в ионных средах.
На вставке схемы подробно описана морфология частицы оксида алюминия, которая адсорбирует ионные и цепочечные неионные поверхностно-активные вещества для повышения стабильности суспензии в ионных средах.
Рисунок 30.5. График, иллюстрирующий стабильность суспензий коллоидного оксида алюминия при добавлении анионных, катионоактивных и неионных поверхностно-активных веществ.Данные были отобраны из опубликованного исследования Палла с соавторами [86]. Вставка : Схема коллоидного оксида алюминия с адсорбированными анионными и неионогенными поверхностно-активными веществами для иллюстрации длинноцепочечной природы неионогенной добавки (адаптировано из исследования Палла и соавторов [86]).
Из данных, представленных Паллой и соавторами, показанных на рис. 30.5, очевидно, что суспензия без добавленного поверхностно-активного вещества нестабильна в ионной среде. Несмотря на то, что некоторая повышенная стабильность коллоидных частиц обеспечивается ионными поверхностно-активными веществами, максимальная стабильность наблюдается при использовании смеси ионных и полимерных неионных поверхностно-активных веществ. Несколько других исследователей также сообщили о синергетическом эффекте смешанных систем поверхностно-активных веществ в качестве стабилизирующих агентов [98–101]. Например, Xu и соавторы [102] подробно описывают адсорбцию смесей ионных и неионных поверхностно-активных веществ типа полиэтиленоксида (PEO) на каолините. Они показали, что адсорбция полимерного неионогенного поверхностно-активного вещества улучшается за счет углеводородных цепных взаимодействий между ионными и неионными молекулами поверхностно-активного вещества.
Несколько других исследователей также сообщили о синергетическом эффекте смешанных систем поверхностно-активных веществ в качестве стабилизирующих агентов [98–101]. Например, Xu и соавторы [102] подробно описывают адсорбцию смесей ионных и неионных поверхностно-активных веществ типа полиэтиленоксида (PEO) на каолините. Они показали, что адсорбция полимерного неионогенного поверхностно-активного вещества улучшается за счет углеводородных цепных взаимодействий между ионными и неионными молекулами поверхностно-активного вещества.
Следует отметить эффективность полировки с использованием суспензий, модифицированных поверхностно-активными веществами.Хотя качество поверхности пластин, полированных абразивными частицами, модифицированными поверхностно-активными веществами, является оптимальным с минимальной шероховатостью поверхности и деформацией, скорость съема оказалась низкой и, как правило, неприемлемой [103–105]. Сначала предполагалось [103], что мицеллярные агрегаты в суспензии ингибируют взаимодействие частица-пластина, как показано на рис. 30.6. Однако более поздние исследования показали, что сила, действующая на частицу во время полировки, была на несколько порядков больше, чем сила, необходимая для десорбции мицеллярных структур [104].Moudgil с соавторами [104] объяснили снижение скорости удаления эффектом смазки пограничного слоя, который вызван электростатическим взаимодействием между отрицательно заряженной (оксидной) поверхностью пластины и положительно заряженной головной группой поверхностно-активного вещества. Считается, что взаимодействие приводит к снижению трения между частицами и поверхностью пластины, что впоследствии снижает скорость съема материала. Было обнаружено, что добавление соли приводит к конкурентной адсорбции молекул соли на поверхностно-активные вещества, вызывая десорбцию слоев поверхностно-активного вещества, что приводит к более заметным скоростям удаления [106,107].
30.6. Однако более поздние исследования показали, что сила, действующая на частицу во время полировки, была на несколько порядков больше, чем сила, необходимая для десорбции мицеллярных структур [104].Moudgil с соавторами [104] объяснили снижение скорости удаления эффектом смазки пограничного слоя, который вызван электростатическим взаимодействием между отрицательно заряженной (оксидной) поверхностью пластины и положительно заряженной головной группой поверхностно-активного вещества. Считается, что взаимодействие приводит к снижению трения между частицами и поверхностью пластины, что впоследствии снижает скорость съема материала. Было обнаружено, что добавление соли приводит к конкурентной адсорбции молекул соли на поверхностно-активные вещества, вызывая десорбцию слоев поверхностно-активного вещества, что приводит к более заметным скоростям удаления [106,107].
Рисунок 30.6. Схематическое изображение взаимодействий частицы с субстратом в присутствии самоорганизующихся агрегатов поверхностно-активного вещества на поверхности коллоидов кремнезема (на основе литературного отчета Basim et al. [103]).
[103]).
Многие полимерные диспергаторы использовались для придания стабильности коллоидным системам, способствуя адсорбции полимеров на поверхности абразивных частиц и создавая стерические препятствия [108–111]. Хотя при адсорбции полимерных цепей происходит потеря как трансляционной, так и конфигурационной энтропии, общая свободная энергия системы ниже из-за благоприятных взаимодействий цепь-поверхность.Было показано, что полимеры с более высокой молекулярной массой в качестве диспергаторов обычно адсорбируются сильнее, чем неионные поверхностно-активные вещества или полимеры с более низкой молекулярной массой. Муджил и соавторы [103] исследовали эти эффекты, приготовив суспензии, содержащие ПЭО с молекулярной массой 8 × 10 3 Да, и изучили их адсорбцию на поверхности золь-гель кремнезема при значении pH 9,5. Дозировка ПЭО, использованная в их экспериментах, была достаточной для полного покрытия поверхности кремнезема в исследованиях до ХМФ.Хотя адсорбированный полимер приводил к гладким поверхностям пластин после ХМП с приблизительно 10% уменьшением шероховатости поверхности, также наблюдалось значительное снижение скорости удаления [103]. Этот результат был приписан смазыванию поверхностей частиц и подложки слоем адсорбированного полимера и возникновению физического сценария, аналогичного тому, который наблюдается с поверхностно-активными веществами с более низкой молекулярной массой.
Этот результат был приписан смазыванию поверхностей частиц и подложки слоем адсорбированного полимера и возникновению физического сценария, аналогичного тому, который наблюдается с поверхностно-активными веществами с более низкой молекулярной массой.
Данные измерения коэффициента трения с помощью атомно-силовой микроскопии (АСМ) были получены Муджилом и соавторами [103] в отсутствие и в присутствии ПЭО на уровне взаимодействия отдельных частиц с подложкой.Исследователи измерили силу трения между абразивной частицей, прикрепленной к наконечнику АСМ, и поверхностью кремнеземной пластины как функцию нормальной силы, приложенной к наконечнику, которая затем была использована для расчета коэффициента трения с использованием закона Амонтона. Результаты показали значительное снижение почти на 50% коэффициента трения (т.е. с 0,25 до 0,12) в присутствии ПЭО, что было интерпретировано как добавление полимера, приводящее к смазыванию поверхности [103]. Исследования смазки пограничного слоя [112] с использованием АСМ показали, что полимерные смазки, такие как перфторполиэфиры Z15 и ZDOL, приводят к аналогичным результатам на образцах диоксида кремния.
Moudgil и соавторы [103] также исследовали влияние диспергатора PEO на характеристики CMP в присутствии соли (NaCl) для изучения дополнительных эффектов добавления соли и полимера. Они обнаружили, что в присутствии ПЭО скорость удаления материала увеличивалась с добавлением соли, а значения шероховатости поверхности оставались низкими (~ 8 Å), несмотря на увеличение ионной силы суспензии из-за добавления соли. Интерпретируя измерения силы AFM, Moudgil et al. пришел к выводу, что, с одной стороны, посредничество полимера улучшает качество поверхности за счет поверхностной смазки; с другой стороны, это также приводит к снижению скорости съема материала.
абразивный | материал | Британника
Полная статья
абразивный , острый, твердый материал, используемый для истирания поверхности более мягких и менее стойких материалов. В этот термин входят как натуральные, так и синтетические вещества, от относительно мягких частиц, используемых в бытовых чистящих средствах и ювелирных полиролях, до самого твердого известного материала — алмаза.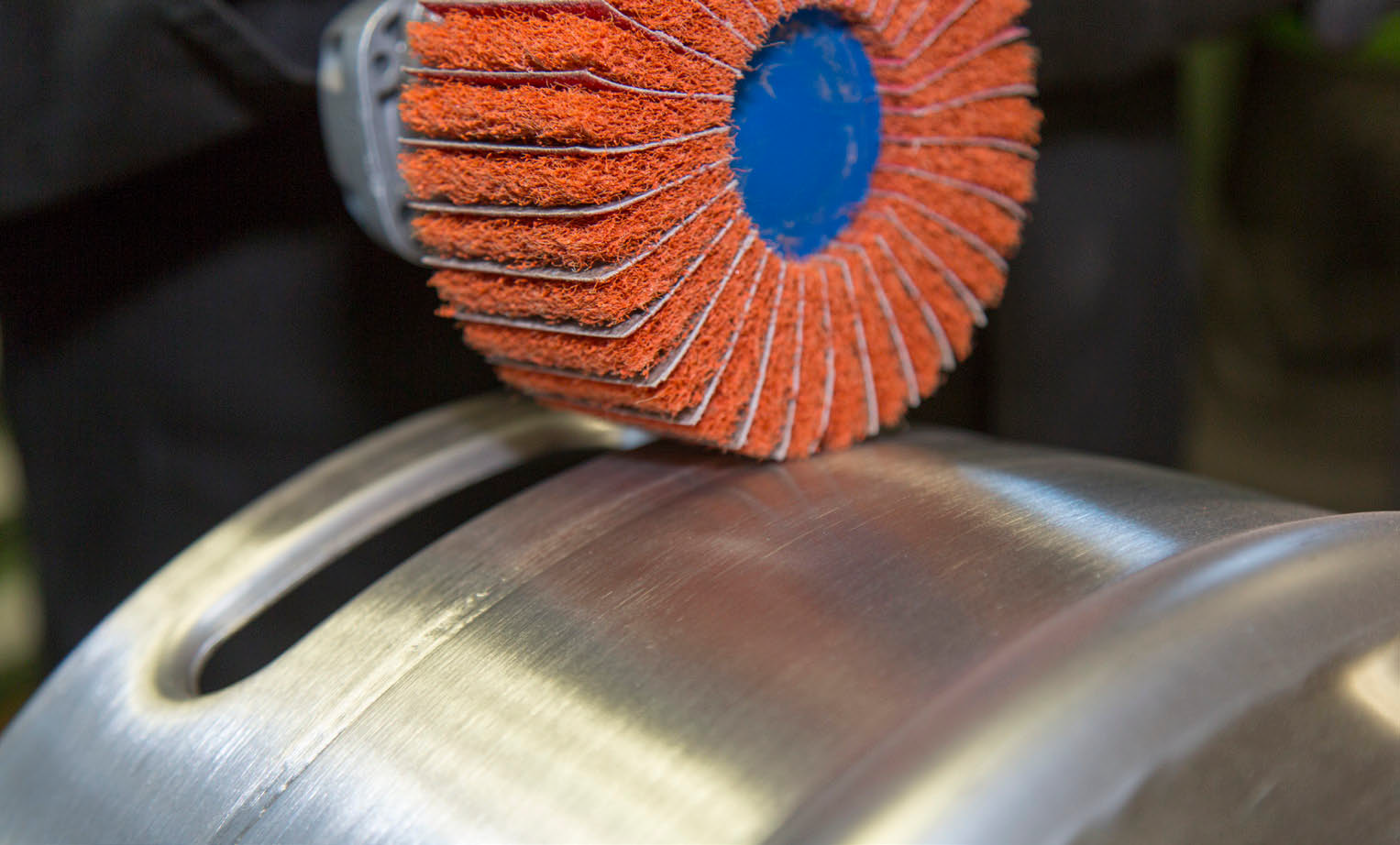 Абразивные материалы незаменимы при производстве практически любого продукта, производимого сегодня.
Абразивные материалы незаменимы при производстве практически любого продукта, производимого сегодня.
Абразивы используются в виде шлифовальных кругов, наждачных бумаг, хонинговальных брусков, полиролей, отрезных кругов, галтовочных и вибрационных масс для чистовой обработки, пескоструйной обработки, пульпы, шаровых мельниц и других инструментов и изделий. Только за счет использования абразивов промышленность может производить высокоточные компоненты и сверхгладкие поверхности, необходимые при производстве автомобилей, самолетов и космических аппаратов, механических и электрических устройств и станков.
В этой статье рассматриваются основные материалы, используемые в абразивных материалах, свойства этих материалов и их переработка в промышленные продукты.Большинство абразивных изделий изготовлено из керамики, в которую входят одни из самых твердых известных материалов. Истоки твердости (и других свойств) керамических материалов описаны в статье о составе и свойствах керамики.
История
Использование абразивов восходит к тому, что самые ранние люди терли один твердый камень о другой для придания формы оружию или инструменту. В Библии упоминается камень под названием шамир , который, скорее всего, был наждаком — природным абразивом, который до сих пор используется.Древние египетские рисунки показывают, что абразивные материалы используются для полировки ювелирных изделий и ваз. Статуя скифского раба под названием «Точильщик» в галерее Уффици во Флоренции изображает натуральный точильный камень неправильной формы, используемый для точения ножа.
Получите подписку Britannica Premium и получите доступ к эксклюзивному контенту. Подпишитесь сейчас Песок и кусочки гибкой кожи были наждачной бумагой древних людей. Позже мастера пытались закрепить абразивные зерна на гибких основах с помощью грубого клея. В китайском документе 13-го века описывается использование натуральных камедей для прикрепления кусочков морской ракушки к пергаменту. Примерно два столетия спустя швейцарцы начали наносить покрытие на бумажную основу из дробленого стекла.
Примерно два столетия спустя швейцарцы начали наносить покрытие на бумажную основу из дробленого стекла.
Ранним абразивам для песка и стекла не хватало остроты, и к 19 веку ранние абразивные изделия, такие как природный песчаник, из которого был сформирован «шлифовальный круг», больше не отвечали потребностям развивающейся промышленности. В 1873 году Свен Пульсон, работающий в компании Norton and Hancock Pottery Company, Вустер, штат Массачусетс, США, выиграл кувшин пива, поспорив, что сможет сделать шлифовальный круг, соединив наждак с гончарной глиной и обожгнув их в печи.Пульсон преуспел с третьей попытки; Этот инцидент означал конец неудовлетворительного производства продуктов на клеевой и силикатной связке и рождение керамического шлифовального круга.
Незадолго до начала 20-го века, когда природные абразивы наждак, корунд и гранат не соответствовали требованиям промышленности, американский изобретатель Эдвард Г. Ачесон открыл метод получения карбида кремния в электрических печах, и ученые из Ampere Электрохимическая компания в Ампере, Нью-Джерси, США, развитый глинозем. В 1955 году компания General Electric преуспела в производстве синтетических алмазов. Как и другие искусственные абразивы, синтезированный алмаз оказался во многих случаях лучше натурального продукта, который использовался в шлифовальных кругах с 1930 года.
В 1955 году компания General Electric преуспела в производстве синтетических алмазов. Как и другие искусственные абразивы, синтезированный алмаз оказался во многих случаях лучше натурального продукта, который использовался в шлифовальных кругах с 1930 года.
Когда-то абразивные материалы использовались только тогда, когда требовались точная размерная точность и гладкие поверхности, но теперь они стали широко применяемым промышленным инструментом. Более высокая скорость шлифовального круга, более мощные шлифовальные станки и улучшенные абразивные материалы постоянно увеличивают их роль.
Абразивные материалы: их состав и свойства
Материалы, используемые для изготовления абразивов, можно в широком смысле классифицировать как натуральные или синтетические. Природные абразивы включают алмаз, корунд и наждак; они встречаются в естественных месторождениях и могут быть добыты и переработаны для использования с небольшими изменениями. Синтетические абразивы, с другой стороны, являются продуктом значительной переработки сырья или химических прекурсоров; они включают карбид кремния, синтетический алмаз и оксид алюминия (синтетическая форма корунда). Большинство природных абразивов были заменены синтетическими материалами, потому что почти все промышленные применения требуют постоянных свойств. За исключением природного алмаза, большинство природных абразивов слишком разнообразны по своим свойствам.
Большинство природных абразивов были заменены синтетическими материалами, потому что почти все промышленные применения требуют постоянных свойств. За исключением природного алмаза, большинство природных абразивов слишком разнообразны по своим свойствам.
Одно из важнейших свойств абразивного материала — твердость. Проще говоря, абразив должен быть тверже материала, который нужно шлифовать, полировать или удалять. Твердость различных абразивных материалов можно измерить по ряду шкал, включая испытание на твердость по Моосу, испытание на твердость по Кнупу и испытание на твердость по Виккерсу.Шкала Мооса, впервые описанная в 1812 году, измеряет устойчивость к вдавливанию, исходя из того, какой материал поцарапает другой. Эта шкала, которая присваивает номера природным минералам, получила широкое распространение и используется минералогами. В испытаниях на твердость по Кнупу и Виккерсу используются пирамидальные устройства для алмазного вдавливания и измеряют вдавливание, выполненное алмазами в данном исследуемом материале. Тест Виккерса был разработан в первую очередь для металлов. Однако с помощью теста Кнупа можно измерить твердость чрезвычайно хрупких материалов, включая стекло и даже алмазы, без повреждения индентора или образца.
Тест Виккерса был разработан в первую очередь для металлов. Однако с помощью теста Кнупа можно измерить твердость чрезвычайно хрупких материалов, включая стекло и даже алмазы, без повреждения индентора или образца.
Характеристики вязкости или прочности корпуса также важны для абразивной функции. В идеале отдельная абразивная частица заточена сама собой за счет разрушения тупой режущей или рабочей кромки, которая обнажает другую режущую кромку внутри той же частицы. В синтетических абразивах можно достичь некоторой степени контроля над этим свойством, изменяя форму зерна во время операции дробления или калибровки, изменяя чистоту абразива, легируя абразивы и контролируя кристаллическую структуру внутри абразивных зерен.Таким образом, абразивные материалы могут быть разработаны для соответствия условиям эксплуатации в различных областях применения.
Взаимодействие между абразивом и шлифуемым материалом препятствует использованию одного абразива в качестве универсальной среды.
В таблице перечислены известные природные и синтетические абразивные материалы. В таблице приведены ссылки на дополнительную информацию о материалах и шкалах твердости.
| абразивные материалы | твердость | |||
|---|---|---|---|---|
| Шкала Мооса | Шкала Виккерса | Шкала Кнупа | ||
| природные абразивы | промышленный алмаз | 10 | 10 000 | 8 000 |
| корунд | 9 | 2200 | 1,600–2,100 | |
| Эмери | 7–9 | 1,600 | 800–1 800 | |
| гранат | 7–8 | 1 100–1 300 | 1 300–1 350 | |
| кремень | 7 | 900–1 100 | 700–800 | |
| кварц | 7 | 1,100 | 700–800 | |
| пемза | 5–6 | — | 430–560 | |
| тальк | 1 | — | — | |
| синтетические абразивы | синтетический алмаз | 10 | 10 000 | 8 000–10 000 |
| нитрид бора (кубический) | 10 | 7 300–10 000 | 4 700–10 000 | |
| карбид бора | 9–10 | 3 300–4 300 | 2 200–5 100 | |
| Карбид кремния | 9 | 2 800–3 300 | 2 000–3 700 | |
| глинозем | 9 | 2200 | 2 000–2 600 | |
Абразивное влияние фарфора и никель-хромового сплава на износ эмали человека и влияние газированных напитков на скорость износа
Цель: Это исследование было проведено для определения абразивного воздействия фарфора и сплава Ni-Cr на износ эмали человека и влияния газированных напитков на скорость износа.
Материалы и методы: Образцы зубов были подготовлены путем заливки 48 недавно извлеченных первых премоляров нижней челюсти в акрил. Двадцать четыре из этих образцов истирали против Ni-Cr, а остальные 24 — против фарфора в искусственной слюне и газированных средах для напитков, соответственно (n = 12), на специально разработанной машине для испытаний на абразив при постоянной нагрузке 40 Н с 6 амплитуда мм на 15000 циклов.Высота бугров образцов зубов измерялась как до, так и после истирания с помощью профильного проектора. Отшлифованные литые образцы подвергали профилометрии для расчета шероховатости поверхности; абразивную среду подвергали атомно-абсорбционной спектрофотометрии для анализа уровней ионов Ni и Cr. Полученные данные были проанализированы статистически.
Полученные результаты: Образцы фарфора в среде газированного напитка вызывали наибольший износ образцов зубов. Самый низкий износ образцов зубов был у образцов Ni-Cr в среде искусственной слюны. Газированный напиток вызывал значительно больший износ образцов зубов при трении с Ni-Cr и образцами фарфора, чем искусственная слюна. Средняя количественная шероховатость поверхности образцов из фарфора была значительно выше, чем у образцов из Ni-Cr, независимо от среды, в которой проводились испытания на истирание. Статистически значимой разницы между концентрациями ионов Ni, высвобождаемых в искусственной слюне и газированных средах для напитков, не было.Также не было статистически значимой разницы между концентрациями ионов Cr, высвобождаемых в искусственной слюне и средах для газированных напитков.
Самый низкий износ образцов зубов был у образцов Ni-Cr в среде искусственной слюны. Газированный напиток вызывал значительно больший износ образцов зубов при трении с Ni-Cr и образцами фарфора, чем искусственная слюна. Средняя количественная шероховатость поверхности образцов из фарфора была значительно выше, чем у образцов из Ni-Cr, независимо от среды, в которой проводились испытания на истирание. Статистически значимой разницы между концентрациями ионов Ni, высвобождаемых в искусственной слюне и газированных средах для напитков, не было.Также не было статистически значимой разницы между концентрациями ионов Cr, высвобождаемых в искусственной слюне и средах для газированных напитков.
Выводы: Износ человеческой эмали был значительно выше в присутствии газированного напитка, чем искусственной слюны, и против фарфора по сравнению с Ni-Cr. Было обнаружено, что шероховатость поверхности фарфора в присутствии газированного напитка была самой высокой, и газированный напиток не влиял на выделение Ni и Cr.
Ударно-абразивная обработка | SpringerLink
- Яссер М. Али
- Джун Ван
Первый онлайн:
- 8 Цитаты
- Бег 2,2 км Загрузки
Реферат
Ударно-абразивная обработка — это широкий класс производственных процессов, которые включают очистку поверхности, удаление окалины, удаление заусенцев, пескоструйную очистку, дробеструйную обработку, микромеханическую обработку абразивной водой или воздушной струей, а также гидроабразивную резку, фрезерование, токарную обработку. , и бурение.Эта глава, начиная с основных принципов механики жидкости и твердого тела, описывает основные физические процессы и механизмы, влияющие на формирование струи и удаление материала, и приводит к практическому обсуждению факторов, влияющих на производительность процесса. Объясняется адаптация основного процесса резки к таким операциям, как фрезерование, токарная обработка, микрообработка, очистка поверхности или обработка поверхности; обсуждаются различные средства улучшения процесса. Повсюду основное внимание уделяется резке AWJ как общему универсальному процессу, из которого все остальные процессы рассматриваются как особые случаи.Эта глава подходит для практикующих инженеров и исследователей и включает обширный список ссылок для дальнейшего изучения.
Объясняется адаптация основного процесса резки к таким операциям, как фрезерование, токарная обработка, микрообработка, очистка поверхности или обработка поверхности; обсуждаются различные средства улучшения процесса. Повсюду основное внимание уделяется резке AWJ как общему универсальному процессу, из которого все остальные процессы рассматриваются как особые случаи.Эта глава подходит для практикующих инженеров и исследователей и включает обширный список ссылок для дальнейшего изучения.
Ключевые слова
Ударная обработка Абразивы Микрообработка Абразивные водяные струи Моделирование процессаЭто предварительный просмотр содержания подписки,
войдите в, чтобы проверить доступ.
Список литературы
1.
Хатчингс И.М. (1992) Трибология: трение и износ конструкционных материалов. Эдвард Арнольд, Лондон
Google Scholar2.
Ludema KC (1996) Трение, износ, смазка: учебник по трибологии. CRC Press, Boca Raton
Google Scholar3.
Rabinowicz E (1995) Трение и износ материалов. Wiley-Interscience, Нью-Йорк
Google Scholar4.
Stachowiak GW, Batchelor AW (2005) Инженерная трибология. Эльзевьер Баттерворт-Хайнеманн, Амстердам
Google Scholar5.
Блазынски Т.З. (1983) Сварка взрывом, формование и уплотнение.Прикладная наука, Лондон
Google Scholar6.
Эзра А.А. (1973) Принципы и практика взрывной обработки металлов. Industrial Newspapers, London,
Google Scholar7.
Ritter JE (1992) Эрозия керамических материалов. Trans Tech Pub., Цюрих
Google Scholar8.
Клейс И., Кулу П. (2008) Эрозия твердыми частицами: возникновение, прогнозирование и контроль. Springer, London
Google Scholar9.
Энгель П.А. (1976) Ударный износ материалов. Эльзевир, Амстердам
Google Scholar10.
Springer GS (1976) Эрозия в результате воздействия жидкости.
Google Scholar Scripta Pub., Вашингтон
Scripta Pub., Вашингтон11.
Preece CM (1979) Erosion. Academic Press, New York
Google Scholar12.
Melosh HJ (1989) Кратер от удара. Oxford University Press, Нью-Йорк
Google Scholar13.
Качмарек Дж. (1976) Принципы обработки резанием, истиранием и эрозией.П. Перегринус, Стивенидж, Англия
Google Scholar14.
Маринеску И.Д., Роу В.Б., Димитров Б., Инасаки И. (2004) Трибология процессов абразивной обработки. Уильям Эндрю, Норвич
Google Scholar15.
Маринеску И.Д., Роу В.Б., Димитров Б., Инасаки И. (2007) Справочник по обработке шлифовальными кругами. CRC, Boca Raton
Google Scholar16.
Malkin S, Guo C (2008) Технология шлифования: теория и применение обработки абразивами.Industrial Press, New York
Google Scholar17.
Shaw MC (1996) Принципы абразивной обработки. Clarendon Press, Oxford
Google Scholar18.

Flow International.
http://www.flowcorp.com/. По состоянию на 7/2009
19.
Haskel Pumps.
http://www.haskel.com.au/. Доступ 7/2009
20.
Hashish M (2009) Анализ тенденций и затрат на эксплуатацию AWJ при давлении 600 МПа.J Press Vessel Technol Trans ASME 131: 021410: 1-7
Google Scholar21.
Labus TJ (2001) Оборудование и системы высокого давления. В: Лабус Т.Дж., Саваник Г.А. (ред.) Обзор основ и приложений гидроабразивной резки, 5-е изд. Технологическая ассоциация Waterjet, Сент-Луис
Google Scholar22.
Waterjets.Org.
http://www.waterjets.org/. Дата обращения 7/2009
23.
Справочник по водоструйной очистке.
http: // www.waterjettingdirectory.com/waterjet.htm. Доступ 7/2009
24.
WaterJet Technology Association.
http://www.wjta.org/. Доступ 7/2009
25.
Water Jetting Association.
http://www.waterjetting.org.uk/
. Доступ 7/2009
26.
Аль-Обейд Ю.Ф. (1995) Механика дробеструйной обработки: экспериментальный и теоретический анализ. Mech Mater 19: 251–260
Google Scholar27.
Кобаяши М., Мацуи Т., Мураками Ю. (1998) Механизм создания сжимающих остаточных напряжений дробеструйной обработкой. Int J Fatigue 20: 351–357
Google Scholar28.
Wang S, Li Y, Yao M, Wang R (1998) Остаточное напряжение сжатия, вызванное дробеструйной обработкой. J Mater Process Technol 73: 64–73
Google Scholar29.
Рамулу М., Кунапорн С., Арола Д., Хашиш М., Хопкинс Дж. (2000) Гидроабразивная обработка и упрочнение металлов. J Press Vessel Technol Trans ASME 122: 90–95
Google Scholar30.
Кунапорн С., Рамулу М., Хашиш М. (2005) Математическое моделирование гидроабразивной обработки под сверхвысоким давлением. J Eng Mater Technol Trans ASME 127: 186–191
Google Scholar31.
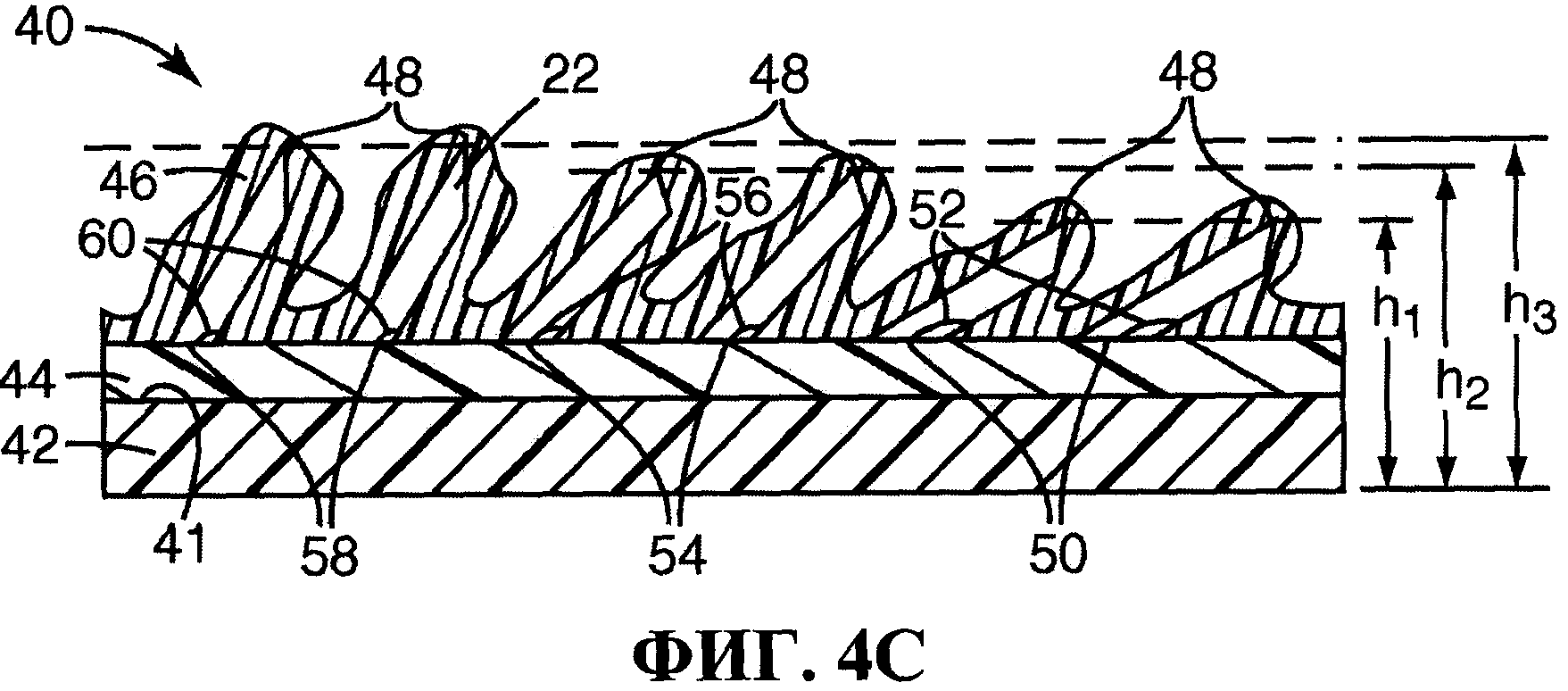
Ellermaa RRR (1993) Прогнозирование эрозии чистых металлов и углеродистых сталей. Wear 162–164: 1114–1122
Google Scholar32.
Объединенная ассоциация производителей абразивных материалов.
http://www.uama.org/. Дата обращения 7/2009
33.
FEPA.
http://www.fepa-abrasives.org/. Доступ 7/2009
34.
Британская федерация абразивов.
http://www.thebaf.org.uk/. Доступ 7/2009
35.
Abrasive Engineering Society.
http://www.abrasiveengineering.com/. Доступ 7/2009
36.
Fox RW, McDonald AT, Pritchard PJ (2009) Введение в механику жидкости, 7-е изд. Wiley, Hoboken
Google Scholar37.
Момбер А.В., Ковачевич Р. (1998) Принципы абразивной гидроабразивной обработки. Springer, London
zbMATHGoogle Scholar38.
Коробкин А. (2004) Аналитические модели воздействия воды. Eur J Appl Math 15: 821–838
zbMATHMathSciNetGoogle Scholar39.
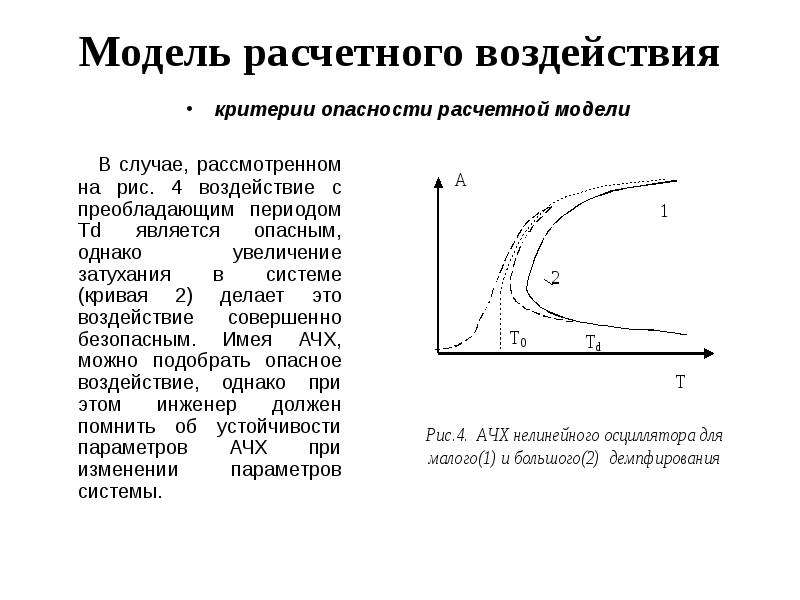
Коробкин А.А. (1997) Асимптотическая теория удара жидкость-твердое тело. Philos Trans R Soc A Math Phys Eng Sci 355: 507–522
zbMATHMathSciNetGoogle Scholar40.
Коробкин А.А., Пухначов В.В. (1988) Начальная стадия воздействия воды.Annu Rev Fluid Mech 20: 159–185
Google Scholar41.
Баттистин Д., Яфрати А. (2003) Гидродинамические нагрузки при входе в воду двумерных и осесимметричных тел. J Fluids Struct 17: 643–664
Google Scholar42.
May A, Woodhull JC (1950) Виртуальная масса шара, входящего в воду вертикально. J Appl Phys 21: 1285–1289
Google Scholar43.
May A, Woodhull JC (1948) Коэффициенты сопротивления стальных сфер, входящих в воду вертикально.J Appl Phys 19: 1109–1121
Google Scholar44.
Шиффман М., Спенсер, округ Колумбия (1945) Сила удара о сферу, ударяющуюся о поверхность воды, Отчет AMP 42. 2R. AMG-Нью-Йоркский университет, Нью-Йорк
Google Scholar45.
Chow C-Y (1979) Введение в вычислительную механику жидкости. Wiley, New York,
zbMATHGoogle Scholar46.
Nguyen T, Shanmugam DK, Wang J (2008) Влияние свойств жидкости на стабильность абразивной гидроабразивной струи.Int J Mach Tools Manuf 48: 1138–1147
Google Scholar47.
Лабус Т.Дж., Нойзен К.Ф., Альбертс Д.Г., Горс Т.Дж. (1991) Факторы, влияющие на гранулометрический состав в абразивной гидроабразивной струе. J Eng Ind Trans ASME 113: 402–411
Google Scholar48.
Виджай М.М. (2001) Гидравлическая механика струй. В: Лабус Т.Дж., Саваник Г.А. (ред.) Обзор основ и приложений гидроабразивной резки, 5-е изд. Waterjet Technology Assoc., Сент-Луис
Google Scholar49.
Момбер А.В., Ковачевич Р. (1999) Энергетический баланс высокоскоростной абразивной водоструйной эрозии. Proc Inst Mech Eng Part J J Eng Tribol 213: 463–472
Google Scholar50.
Whiting CE, Graham EE, Ghorashi B (1990) Оценка параметров в уравнении жидкостной резки.
Google Scholar J Eng Ind Trans ASME 112: 240–244
J Eng Ind Trans ASME 112: 240–24451.
Младший М.Б. (1981) Аналитические решения проблем соударения капель жидкости. Proc R Soc A Math Phys Eng Sci 377: 289–308
MathSciNetGoogle Scholar52.
Pack DC, Evans WM (1951) Проникновение высокоскоростных («Манро») струй: I. Proc Phys Soc B 64: 298–302
Google Scholar53.
Wood B (2001) Применения для очистки для гидроабразивных машин. В: Лабус Т.Дж., Саваник Г.А. (ред.) Обзор основ и приложений гидроабразивной резки, 5-е изд. Waterjet Technology Assoc., Сент-Луис
Google Scholar54.
Саммерс Д.А. (1995) Технология гидроабразивной резки. E & FN Spon, Лондон
Google Scholar55.
Гашиш М. (1994) Наблюдения за износом материалов для абразивно-струйных сопел. J Tribol-Trans ASME 116: 439–444
Google Scholar56.
Li HZ, Wang J, Fan JM (2009) Анализ и моделирование скоростей частиц в микроабразивной воздушной струе.
Google Scholar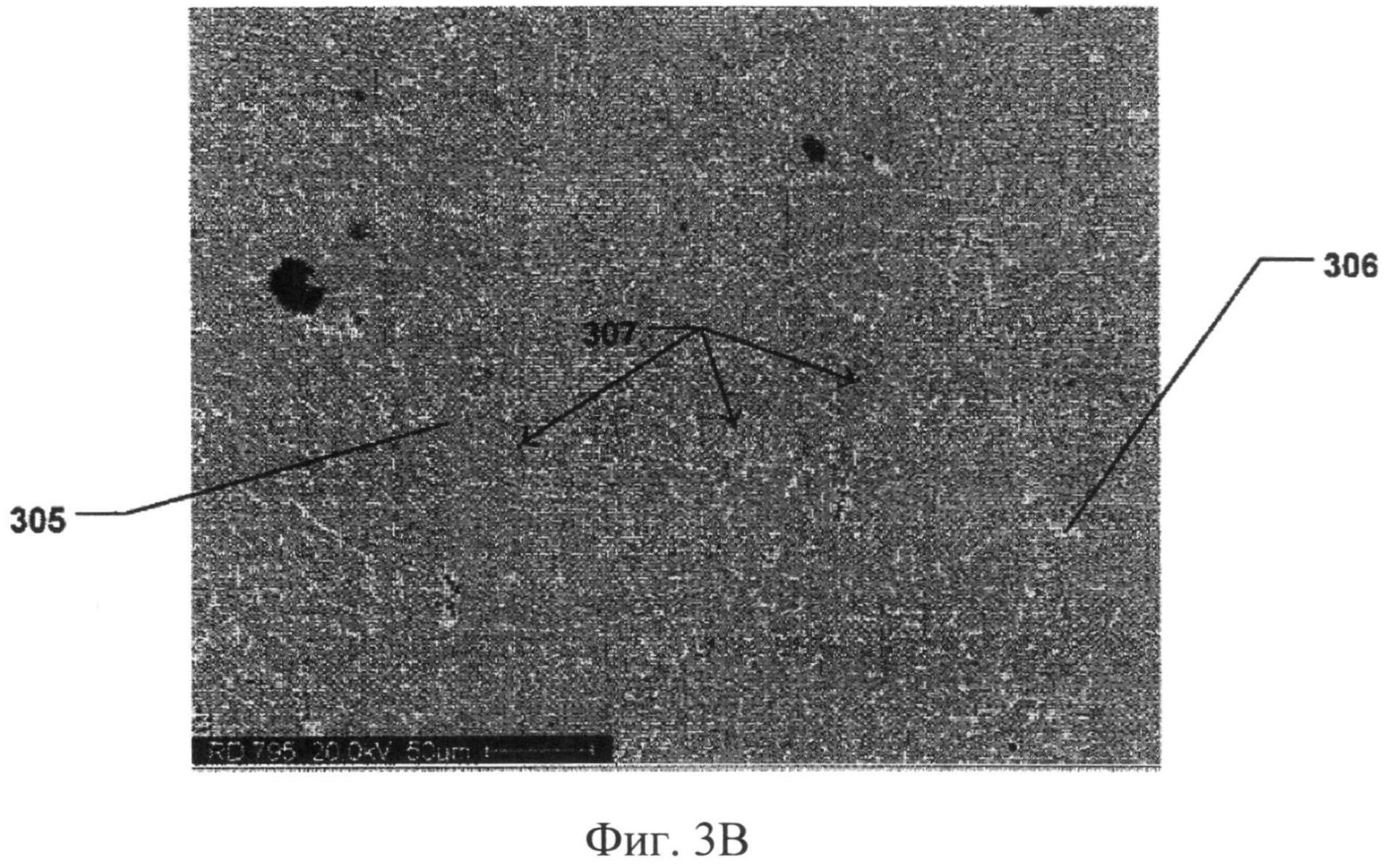 Int J Mach Tools Manuf 49: 850–858
Int J Mach Tools Manuf 49: 850–85857.
Shimizu S, Wu Z-L (1996) Ускорение абразивных частиц в сопле с предварительно смешанной абразивной струей воды. JSME Int J 39: 562–567
Google Scholar58.
Tazibt A, Parsy F, Abriak N (1996) Теоретический анализ процесса ускорения частиц при абразивной гидроабразивной резке. Comput Mater Sci 5: 243–254
Google Scholar59.
Ван Дж. (2003) Абразивная гидроабразивная обработка конструкционных материалов. Trans Tech Publications, Uetikon-Zuerich, Швейцария
Google Scholar60.
Лю Х., Ван Дж., Келсон Н., Браун Р.Дж. (2004) Исследование характеристик абразивной гидроабразивной резки с помощью моделирования CFD.J Mater Process Technol 153–154: 488–493
Google Scholar61.
Ван Дж. (2009) Модели скорости частиц для абразивных гидроабразивных струй сверхвысокого давления. J Mater Process Technol 209: 4573–4577
Google Scholar62.

Prisco U, D’Onofrio MC (2008) Трехмерное моделирование CFD двухфазного потока внутри абразивно-водоструйной режущей головки. Int J Comp Meth Eng Sci Mech 9: 300–319
zbMATHGoogle Scholar63.
Йе Дж, Ковачевич Р. (1999) Турбулентный поток твердого вещества и жидкости через сопло предварительно смешанных систем абразивной гидроабразивной резки.Proc Inst Mech Eng B J Eng Manuf 213: 59–67
Google Scholar64.
Yong Z, Kovacevic R (1997) Моделирование хаотического движения частиц в струйном потоке, насыщенном частицами, и применение для абразивной гидроабразивной обработки. J Fluids Eng Trans ASME 119: 435–442
Google Scholar65.
Johnson KL (1985) Контактная механика. Cambridge University Press, Cambridge
zbMATHGoogle Scholar66.
Галин Л.А. (1961) Контактные задачи теории упругости.Кафедра математики, Государственный колледж Северной Каролины, Роли
Google Scholar67.

Гладуэлл GML (1980) Контактные задачи классической теории упругости. Sijthoff & Noordhoff, Alphen aan den Rijn, Нидерланды
zbMATHGoogle Scholar68.
Hamilton GM (1983) Явные уравнения для напряжений под скользящим сферическим контактом. Proc Inst Mech Eng C 197: 53–59
Google Scholar69.
Sackfield A, Hills D (1983) Примечание к проблеме контакта Герца: корреляция стандартных формул.J Strain Anal 18: 195–197
Google Scholar70.
Neilson JH, Gilchrist A (1968) Эрозия потоком твердых частиц. Wear 11: 111–122
Google Scholar71.
Finnie I (1960) Эрозия поверхностей твердыми частицами. Wear 3: 87–103
Google Scholar72.
Bitter JGA (1963) Исследование явлений эрозии, часть I. Wear 6: 5–21
Google Scholar73.
Bitter JGA (1963 г.) ) Исследование явлений эрозии, Часть II.Износ 6: 169–190
Google Scholar74.

Beckmann G, Gotzmann J (1981) Аналитическая модель интенсивности взрывного износа металлов, основанная на общей схеме абразивного износа. Wear 73: 325–353
Google Scholar75.
Боуден Ф. П., Филд Дж. Э. (1964) Хрупкое разрушение твердых тел при ударе жидкости, твердом теле и ударе. Proc R Soc A Math Phys Eng Sci 282: 331–352
Google Scholar76.
Шелдон Г.Л., Финни И. (1966) Механизм удаления материала при эрозионной резке хрупких материалов.J Eng Ind Trans ASME 88: 393–400
Google Scholar77.
Wiederhorn SM, Lawn BR (1977) Снижение прочности стекла в результате удара сферой. J Am Ceram Soc 60: 451–458
Google Scholar78.
Evans AG, Wilshaw TR (1977) Динамическое повреждение хрупких материалов твердыми частицами: оценка. J Mater Sci 12: 97–116
Google Scholar79.
Evans AG, Gulden ME, Rosenblatt M (1978) Ударное повреждение хрупких материалов в режиме упруго-пластической реакции.
Google Scholar Proc R Soc A Math Phys Eng Sci 361: 343–365
Proc R Soc A Math Phys Eng Sci 361: 343–36580.
Hashish M (1984) Исследование моделирования резки металла с помощью абразивной гидроабразивной резки. J Eng Mater Technol Trans ASME 106: 88–100
Google Scholar81.
Hashish M (1989) Модель для абразивно-водоструйной обработки (AWJ). J Eng Mater Technol Trans ASME 111: 154–162
Google Scholar82.
Финни И., Макфадден Д.Х. (1978) О зависимости скорости эрозии пластичных металлов твердыми частицами при малых углах падения.Износ 48: 181–190
Google Scholar83.
Lemma E, Deam R, Chen L (2005) Максимальная глубина резания и механика эрозии при колебательном резании AWJ пластичных материалов. J Mater Process Technol 160: 188–197
Google Scholar84.
Пол С., Хугстрат А.М., Ван Латтервельт, Калифорния, Калс Х.Дж. (1998) Аналитическое и экспериментальное моделирование абразивной гидроабразивной резки пластичных материалов.
Google Scholar J Mater Process Technol 73: 189–199
J Mater Process Technol 73: 189–19985.
Эль-Домиати А.А., Шабара М.А., Абдель-Рахман А.А., Аль-Сабих А.К. (1996) О моделировании абразивной гидроабразивной резки. Int J Adv Manuf Technol 12: 255–265
Google Scholar86.
Несс Э., Зиббелл Р. (1996) Истирание и эрозия твердых материалов, связанные с износом при абразивной гидроабразивной струе. Wear 196: 120–125
Google Scholar87.
Эль-Домиати А.А., Абдель-Рахман А.А. (1997) Модель гидроабразивной резки хрупких материалов на основе механики разрушения.Int J Adv Manuf Technol 13: 172–181
Google Scholar88.
Zeng J, Kim TJ (1996) Модель эрозии поликристаллической керамики при абразивной гидроабразивной резке. Wear 193: 207–217
Google Scholar89.
Hashish M (1988) Визуализация процесса абразивно-гидроабразивной резки. Exp Mech 28: 159–169
Google Scholar90.
Hashish M (1991) Характеристики поверхностей, обработанных водоструйной абразивной обработкой.
Google Scholar J Eng Mater Technol Trans ASME 113: 354–362
J Eng Mater Technol Trans ASME 113: 354–36291.
Chen L, Siores E, Wong WCK (1996) Характеристики пропила при абразивной гидроабразивной резке керамических материалов. Int J Mach Tools Manuf 36: 1201–1206
Google Scholar92.
Chen FL, Wang J, Lemma E, Siores E (2003) Механизмы формирования полос на поверхности струйной резки. J Mater Process Technol 141: 213–218
Google Scholar93.
Wang J, Wong WCK (1999) Исследование абразивной гидроабразивной резки листовой стали с металлическим покрытием.Int J Mach Tools Manuf 39: 855–870
Google Scholar94.
Ван Дж. (1999) Исследование обрабатываемости композитов с полимерной матрицей с использованием технологии абразивной гидроабразивной резки. J Mater Process Technol 94: 30–35
Google Scholar95.
Ван Дж. (1999) Абразивная гидроабразивная обработка композитов с полимерной матрицей — производительность резания, эрозионный процесс и прогнозные модели.
Google Scholar Int J Adv Manuf Technol 15: 757–768
Int J Adv Manuf Technol 15: 757–76896.
Wang J, Guo DM (2002) Модель прогнозируемой глубины проникновения для абразивной гидроабразивной резки композитов с полимерной матрицей. J Mater Process Technol 121: 390–394
Google Scholar97.
Ван Дж. (2007) Прогнозирующая глубина струйного проникновения моделей для абразивной гидроабразивной резки глиноземной керамики. Int J Mech Sci 49: 306–316
Google Scholar98.
Ковачевич Р. (1991) Текстура поверхности при абразивной гидроабразивной резке. J Manuf Syst 10: 32–40
Google Scholar99.
Ковачевич Р., Фанг М. (1994) Моделирование влияния параметров гидроабразивной резки на глубину резания на основе нечетких правил. Int J Mach Tools Manuf 34: 55–72
Google Scholar100.
Hashish M (1993) Влияние угла луча при абразивно-гидроабразивной обработке. J Eng Ind Trans ASME 115: 51–56
Google Scholar101.

Шанмугам Д.К., Ван Дж., Лю Х. (2008) Минимизация конусов пропила при абразивной гидроабразивной обработке керамики из оксида алюминия с использованием метода компенсации.Int J Mach Tools Manuf 48: 1527–1534
Google Scholar102.
Xu S, Wang J (2006) Исследование абразивной гидроабразивной резки глиноземной керамики с контролируемым колебанием сопла. Int J Adv Manuf Technol 27: 693–702
Google Scholar103.
Wang J (2009) Целенаправленный обзор повышения производительности абразивной гидроабразивной резки за счет использования контролируемых колебаний сопла. Key Eng Mater 404: 33–44
Google Scholar104.
Wang J, Guo DM (2003) Режущие характеристики при многопроходной абразивной гидроабразивной обработке промышленной керамики. J Mater Process Technol 133: 371–377
Google Scholar105.
Wang J, Zhong Y (2009) Увеличение глубины резания при абразивной гидроабразивной резке глиноземной керамики с помощью многопроходной резки с колебанием сопла.
Google Scholar Mach Sci Technol 13: 76–91
Mach Sci Technol 13: 76–91106.
Ковачевич Р., Мохан Р., Бердсли Х.Э. (1996) Мониторинг распределения тепловой энергии при абразивной гидроабразивной резке с использованием инфракрасной термографии.J Manuf Sci Eng Trans ASME 118: 555–563
Google Scholar107.
Охади М.М., Ансари А.Л., Хашиш М. (1992) Распределение тепловой энергии в заготовке во время резки с помощью абразивной гидроабразивной резки. J Eng Ind Trans ASME 114: 67–73
Google Scholar108.
Fowler G, Pashby IR, Shipway PH (2009) Влияние твердости и формы частиц при абразивной водоструйной фрезеровке титанового сплава Ti6Al4V. Wear 266: 613–620
Google Scholar109.
Hashish M (1998) Фрезерование на контролируемой глубине структур из решеток с AWJ. J Manuf Sci Eng Trans ASME 120: 21–27
Google Scholar110.
Hocheng H, Tsai HY, Shiue JJ, Wang B (1997) Технико-экономическое обоснование абразивно-гидроабразивного фрезерования армированных волокном пластиков.
Google Scholar J Manuf Sci Eng Trans ASME 119: 133–142
J Manuf Sci Eng Trans ASME 119: 133–142111.
Paul S., Hoogstrate AM, Van Luttervelt CA, Kals HJJ (1998) Экспериментальное исследование фрезерования прямоугольных карманов струей абразивной воды.J Mater Process Technol 73: 179–188
Google Scholar112.
Hashish M (1989) Исследование фрезерования абразивно-водяной струей. J Eng Ind Trans ASME 111: 158–166
Google Scholar113.
Feng YX, Huang CZ, Wang J, Hou RG, Lu XY (2007) Экспериментальное исследование фрезерования керамики Al2O3 с помощью абразивной гидроабразивной резки. Key Eng Mater 339: 500–504
Google Scholar114.
Цзэн Дж., Ким Т. Дж. (1996) Модель эрозии для абразивного гидроабразивного фрезерования поликристаллической керамики.Wear 199: 275–282
Google Scholar115.
Axinte DA, Stepanian JP, Kong MC, McGourlay J (2009) Абразивная гидроабразивная токарная обработка — эффективный метод профилирования и правки шлифовальных кругов.
Google Scholar Int J Mach Tools Manuf 49: 351–356
Int J Mach Tools Manuf 49: 351–356116.
Ману Р., Бабу Н.Р. (2009) Основанная на эрозии модель для абразивной гидроабразивной токарной обработки пластичных материалов. Wear 266: 1091–1097
Google Scholar117.
Ансари А.И., Хашиш М., Охади М.М. (1992) Исследование макромеханики абразивно-гидроабразивной токарной обработки методом визуализации потока.Exp Mech 32: 358–364
Google Scholar118.
Ансари А.И., Хашиш М. (1995) Влияние параметров гидроабразивной струи на тенденции удаления объема при токарной обработке. J Eng Ind Trans ASME 117: 475–484
Google Scholar119.
Чжун З. В., Хан З. З. (2002) Токарная обработка стекла с помощью абразивной гидроабразивной резки. Mater Manuf Process 17: 339–349
Google Scholar120.
Ван Дж, Нгуен Т., Панг К.Л. (2009) Механизмы образования микроотверстий на стеклах струей абразивной суспензии.J Appl Phys 105 (4): 044906.
Google Scholar 1–044906.4
1–044906.4
Информация об авторских правах
Авторы и аффилированные лица
- 1. Школа машиностроения и производственной инженерии Университет Нового Южного Уэльса, Сидней, Австралия,
(PDF) Влияние абразивных свойств по трехкомпонентному истиранию сталей и твердых металлов под высоким напряжением
В. Ратиа и др .: Влияние абразивных свойств на трехкомпонентное истирание сталей и твердых металлов под высоким напряжением
17
TRIBOLOGIA — Finnish Journal трибологии 1 том 32/2014
[5] А.А. Торранс, «Влияние зернистости
и затупления неровностей на абразивный износ»,
Wear 253 (2002) 813–819.
[6] М. Вольдман, Э. Ван Дер Хейде, Т.
Тинга и М.А. Масен, «Влияние размеров абразивного материала
на износ единичных неровностей
», Износ 301
(2013) 76 –81.
[7] Дж. Дж. Коронадо и А. Синатора, «Влияние
размера абразива на износ металлических материалов
и его взаимосвязь с
морфологией и износом микрочипов
микромеханизмов: Часть 1», Wear 271
(2011 ) 1794–1803 гг.
[8] Д. А. Келли и И. М. Хатчингс, «Новый метод измерения абразивности частиц
», Wear 250 (2001)
76–80.
[9] Г. Б. Стаховяк и Г. В.
Стаховяк, «Влияние характеристик частиц
на трехкомпонентный абразивный износ
», Wear 249 (2001) 201–207.
[10] Д. В. Де Пеллегрин и Г. В.
Стаховяк, «Резкость абразивных частиц и поверхностей
», Wear 256
(2004) 614–622.
[11] GW Stachowiak, «Угловатость частиц
и ее связь с абразивным и
эрозивным износом», Wear 241 (2000) 214–
219.
[12] М. Петрика, Э. Бадиш и T. Peinsitt,
«Механизмы абразивного износа и их связь
со свойствами горных пород», Wear 308
(2013) 86–94.
[13] М. Петрика, М. Пайнси, Э. Бадиш и
Т. Пейнситт, «Механизмы износа на
мартенситных сталях, создаваемые
различных типов горных пород в двухчастичных условиях
», Трибол.Lett. 53 (2014)
607–616.
[14] J. Terva, T. Teeri, V.-T. Куоккала, П.
Сиитонен и Й. Лииматайнен, «Абразивный износ стали
по гравию с
различных комбинаций горной породы и стали»,
Wear 267 (2009) 1821–1831.
[15] М. Кёлер, У. Майдл и Л. Мартак,
«Абразивность и износ инструмента в щите
проходка туннелей в почве / Abrasivität und
Werkzeugverschleiß beim
Schildvortrieb im Lockerchgestein,
0004».Тунн. 4 (2011) 36–54.[16] Р. Плиннингер, Х. Кеслинг, К. Туро,
и Г. Спаун, «Условия испытаний и геомеханические свойства
, влияющие на значение
индекса абразивности CERCHAR
(CAI)», Int. J. Rock Mech. Мин.
Sci. 40 (2003) 259–263.
[17] Р. Дж. Плиннингер и У. Рестнер,
Дж. Плиннингер и У. Рестнер,
«Испытания на абразивность, Quo Vadis? — A
Обзор методов испытаний на абразивность
с комментариями, Geomech. und
Tunnelbau 1 (2008) 61–70.
[18] К. Туро и Х. Кеслинг,
«Классификация абразивности
почвы и горных пород», Геомех. und
Tunnelbau 2 (2009) 179–188.
[19] Х. Кеслинг и К. Туро, «Определение абразивности горных пород
в лаборатории», в:
Международный симпозиум ISRM —
EUROCK 2010, 2010, 4 стр.
[20] Р. Фауэлл и М. А. Бакар, «Обзор
методов измерения абразивности породы Cerchar и LCPC
», в:
11-й Конгресс Международного общества механиков горных пород
, 2007, стр.
155–160.
[21] Ф. Даль, А. Бруланд, П. Д. Якобсен, Б.
Нильсен и Э. Гров, «Классификация свойств
, влияющих на буримость горных пород
, на основе теста NTNU / SINTEF
метод », Tunn. Undergr. Sp. Technol.
28 (2012) 150–158.
[22] В. А. Голованевский, Р. А.
Бирман, «Испытание на абразивное истирание при строжке для испытания на абразивность горных пород
», Междунар. Дж. Майнер.
Процесс. 85 (2008) 111–120.
[23] М. Альбер, «Зависимость от напряжений индекса абразивности
Cerchar (CAI) и его влияние
на износ выбранных инструментов для горных работ
», Tunn. Undergr. Sp. Technol. 23
(2008) 351–359.
[24] П. Кулу, Р. Тарбе, Х. Керди и Д.
Гольяндин, «Изучение абразивности и измельчаемости
минеральных руд», Wear 267
(2009) 1832–1837.
Влияние концентрации абразива на ударные характеристики абразивного водоструйного дробления бетона
Было обнаружено, что ударные характеристики водяной струи могут изменяться в зависимости от ее свойств, которые включают давление, присадку и режим струи.Таким образом, абразивная водоструйная очистка (AWJ) была разработана как новый метод. Однако существует мало исследований о влиянии концентрации абразива на ударные характеристики абразивных струй. Таким образом, метод SPH используется для создания модели абразивного гидроабразивного дробления бетона для изучения влияния концентрации абразива на ударную силу, внутреннюю энергию бетона, распределение абразивных частиц, глубину дробления, а также эффективность разрушения и дробления при различных значениях прочности бетона на сжатие и абразивные плотности.Результаты показывают, что существует незначительное влияние концентрации абразива на пиковую силу удара при различных значениях прочности на сжатие и плотности абразива, в то время как средняя сила удара имеет тенденцию линейно увеличиваться с концентрацией абразива. Внутренняя энергия бетона постепенно увеличивается с концентрацией абразива при различной прочности на сжатие и плотности абразива. Концентрация 10% ~ 20% — это стадия быстрого увеличения. Глубина дробления и эффективность повреждения максимальны при концентрации 20% при различных значениях прочности на сжатие и плотности абразива.После того, как бетон подвергся воздействию воды из водяной струи, он разделяется на отскакивающие и вторгающиеся частицы.
Таким образом, метод SPH используется для создания модели абразивного гидроабразивного дробления бетона для изучения влияния концентрации абразива на ударную силу, внутреннюю энергию бетона, распределение абразивных частиц, глубину дробления, а также эффективность разрушения и дробления при различных значениях прочности бетона на сжатие и абразивные плотности.Результаты показывают, что существует незначительное влияние концентрации абразива на пиковую силу удара при различных значениях прочности на сжатие и плотности абразива, в то время как средняя сила удара имеет тенденцию линейно увеличиваться с концентрацией абразива. Внутренняя энергия бетона постепенно увеличивается с концентрацией абразива при различной прочности на сжатие и плотности абразива. Концентрация 10% ~ 20% — это стадия быстрого увеличения. Глубина дробления и эффективность повреждения максимальны при концентрации 20% при различных значениях прочности на сжатие и плотности абразива.После того, как бетон подвергся воздействию воды из водяной струи, он разделяется на отскакивающие и вторгающиеся частицы. Чем больше навязчивых частиц, тем легче разрушить и повредить бетон.
Чем больше навязчивых частиц, тем легче разрушить и повредить бетон.
1. Введение
Водоструйная технология широко применяется в машиностроении, гражданском строительстве, дренаже газа и очистных операциях, особенно в горнодобывающей промышленности и бурении нефтяных месторождений [1]. Разрушение бетона с помощью инструментов достигается за счет водяных струй, которые не только уменьшают контакт между режущими инструментами и бетоном, но и увеличивают свободную поверхность вокруг удара бетона за счет использования инструментов для превосходного разрушения.
С одной стороны, многие исследования были сосредоточены на ударных характеристиках струй чистой воды. Резка материала струей чистой воды показана на Рисунке 1 (а). Озчелик и др. [2, 3] сосредоточились на обработке поверхности камня струями воды и пришли к выводу, что применение струи воды при обработке поверхности позволило получить поверхность с необходимой шероховатостью при сохранении эстетического вида камня. Деххода и Худ [4, 5] наблюдали способность импульсных водяных струй создавать внутренний пробой, а также относительный вклад длительности импульса и частоты пульсаций на поверхность и подповерхностное повреждение, вызванное импульсной струей воды на каменные объекты.
Деххода и Худ [4, 5] наблюдали способность импульсных водяных струй создавать внутренний пробой, а также относительный вклад длительности импульса и частоты пульсаций на поверхность и подповерхностное повреждение, вызванное импульсной струей воды на каменные объекты.
С другой стороны, были изучены вспомогательные характеристики водяных струй при разрушении горных пород с помощью инструментов. Инструменты, режущие материал с помощью водяной струи, показаны на рисунках 1 (b) –1 (d), которые включают дисковый резак, сверло и конический инструмент. Чикку и Гроссо [7] занимались проблемами помощи дисковым фрезам с помощью высокоскоростных водяных струй для увеличения скорости выемки грунта и улучшения условий работы, уделяя особое внимание износу. Ян и др. [6] изучили характеристики износа лезвий из цементированного карбида при бурении известняка водяной струей, сделав вывод, что скорость износа уменьшается с увеличением диаметра сопла в буровом долоте.Чикку и Гроссо [8] провели экспериментальное исследование, направленное как на изучение процессов, посредством которых улучшается механическая выемка грунта, так и на количественную оценку прироста рабочих параметров выемки с помощью водяных струй. В этой статье струя воды была направлена перед инструментом. Лю и др. [9–13] провели численное моделирование и эксперименты для изучения характеристик разрушения горных пород при различных режимах конфигурации конических инструментов с помощью струй воды.
В этой статье струя воды была направлена перед инструментом. Лю и др. [9–13] провели численное моделирование и эксперименты для изучения характеристик разрушения горных пород при различных режимах конфигурации конических инструментов с помощью струй воды.
После долгих исследований исследователи обнаружили, что ударные характеристики водяных струй можно изменить, изменив их свойства.Свойства водяных струй включают давление, добавку (абразивная струя) и режим струи (импульсная струя). Таким образом, с развитием водоструйной техники, абразивная водная струя (AWJ), как новый метод, была разработана при механической резке и бурении твердых горных пород [14]. Selvam et al. [15] наблюдали абразивную водоструйную обработку композитных ламинатов экспериментально для различных параметров резания с точки зрения средней шероховатости поверхности и конуса пропила. Путем создания модели поверхности отклика экспериментальные значения, полученные для качественных характеристик, были эмпирически связаны со значениями параметров резания. Wong et al. [16] указали, что конусность пропила и расслоение являются нежелательными геометрическими дефектами, присущими абразивной водоструйной обработке (AWJM) слоистых армированных волокном полимерных композитов, и описали экспериментальное исследование по минимизации дефектов для гибридных армированных волокном полимерных композитов.
Wong et al. [16] указали, что конусность пропила и расслоение являются нежелательными геометрическими дефектами, присущими абразивной водоструйной обработке (AWJM) слоистых армированных волокном полимерных композитов, и описали экспериментальное исследование по минимизации дефектов для гибридных армированных волокном полимерных композитов.
Все вышеперечисленные исследователи проводили экспериментальные исследования абразивных водяных струй. На самом деле, исследовать механизм разрушения материала мишени с помощью абразивных водяных струй в экспериментах сложно из-за высокой скорости и высокого давления водяных струй и непрозрачности большинства целевых материалов.А дробление целевого материала струей воды — это процесс нелинейной динамики удара, который за короткое время содержит множество проблем, таких как соединение жидкости и твердого тела, высокая скорость деформации и большая деформация. Как очень важный метод в современных научных исследованиях, технология моделирования имеет преимущества высокой надежности и низкой экономической стоимости. Отечественные и зарубежные исследователи использовали эту технологию для проведения многих численных расчетов процесса абразивной гидроабразивной резки и дробления материалов.
Отечественные и зарубежные исследователи использовали эту технологию для проведения многих численных расчетов процесса абразивной гидроабразивной резки и дробления материалов.
Для моделирования абразивного дробления материалов струей воды разные ученые используют разные методы. Ученые обычно используют методы CFD для исследований, когда сосредотачиваются на проблемах поля течения абразивных струй. Лю и др. [17, 18] исследовали характеристики поля течения абразивной водяной струи с помощью метода CFD. Модель CFD была создана на основе трехфазного (воздух, вода и частицы) турбулентного потока. Были предсказаны и обсуждены вероятные характеристики потока, а также скорость и траектория частиц при различных входных условиях.Мощная программа вычислительного гидродинамического анализа (CFD) Fluent была применена для численного моделирования двухфазного течения жидкость-твердое тело в твердосплавном сопле различной длины цилиндрического сечения при определенных условиях [19]. Meng et al. [20] использовали программное обеспечение Fluent для получения изотермического, несжимаемого, установившегося поля потока из погружного абразивного водоструйного сопла посредством численного моделирования с различными размерами частиц и различным ограничивающим давлением в условиях погружения. Deepak et al.В работе [21] было проведено обтекание струей через сопло AWJ с различной геометрией сопла с использованием вычислительного анализа.
[20] использовали программное обеспечение Fluent для получения изотермического, несжимаемого, установившегося поля потока из погружного абразивного водоструйного сопла посредством численного моделирования с различными размерами частиц и различным ограничивающим давлением в условиях погружения. Deepak et al.В работе [21] было проведено обтекание струей через сопло AWJ с различной геометрией сопла с использованием вычислительного анализа.
Эти исследования представляют собой жизнеспособный метод моделирования сцепления жидкости и твердого вещества воды и абразивов в абразивных струях. Однако этот метод не может имитировать процесс резки абразивными струями. Иными словами, целевой материал не может быть включен в установленную имитационную модель, а ударные характеристики абразивной струи не могут быть изучены.
При моделировании материалов для струйной абразивной резки целевой материал обычно устанавливается с использованием метода лагранжевых конечных элементов (МКЭ).Чтобы связать установленную модель абразивной струи с моделью материала и имитировать большие деформационные характеристики воды, используется метод ALE для создания моделей воды, абразива и воздуха. Gong et al. [22] использовали LS-DYNA для моделирования абразивного дробления материалов водяной струей и проанализировали влияние скорости движения и давления на глубину резания и эрозию. Шахверди и др. [23] использовали LS-DYNA для численного моделирования абразивно-водоструйного дробления низкоуглеродистой стали с использованием метода ALE.
Gong et al. [22] использовали LS-DYNA для моделирования абразивного дробления материалов водяной струей и проанализировали влияние скорости движения и давления на глубину резания и эрозию. Шахверди и др. [23] использовали LS-DYNA для численного моделирования абразивно-водоструйного дробления низкоуглеродистой стали с использованием метода ALE.
Хотя метод ALE может эффективно моделировать абразивные струи, он все же не может полностью имитировать реальный процесс дробления. Например, процесс разбрызгивания после того, как вода попала на материал, и дискретные свойства абразивных частиц не могут быть смоделированы. С этой целью исследователи начали использовать метод гидродинамики гладких частиц (SPH) для моделирования абразивных струй. Лю и др. [1] и Jiang et al. [24] использовали метод SPH для создания чистой непрерывной водяной струи и прерывистой струи для изучения характеристик гидроабразивной резки породы соответственно.Feng et al. [25] использовали метод конечных элементов, связанный со SPH, в котором частицы SPH использовались для моделирования высокоскоростной водяной струи, чтобы адаптировать их чрезвычайно большую деформацию, а метод конечных элементов применялся для моделирования дискретных абразивных частиц, режущей головки и заготовки. Однако с помощью этого метода изучался только процесс ускорения одиночной абразивной частицы. По сравнению с этим методом Wang et al. [26] и Guo et al. [27] использовали SPH для одновременного моделирования абразива и воды, реализовали случайное распределение абразивных частиц в воде с помощью случайного алгоритма и изучили режущие характеристики стали для струйной абразивной резки.
Однако с помощью этого метода изучался только процесс ускорения одиночной абразивной частицы. По сравнению с этим методом Wang et al. [26] и Guo et al. [27] использовали SPH для одновременного моделирования абразива и воды, реализовали случайное распределение абразивных частиц в воде с помощью случайного алгоритма и изучили режущие характеристики стали для струйной абразивной резки.
Вышеупомянутый метод SPH может эффективно моделировать струи воды или даже абразивные струи, режущие и ударяющие по материалам, но все же есть некоторые недостатки. Во-первых, мало исследовано влияние концентрации абразива на ударные характеристики абразивных струй. И диапазон изученных концентраций абразива недостаточно исчерпывающий. Например, Xue et al. [28] сравнивали только глубину концентрации 6% и 12% абразивной струи, ударяющей по углю. Ли и др. [29] провели имитационный анализ и экспериментальное исследование влияния различных концентраций абразива (2%, 4%, 6% и 8%) на качество абразивного потока. Му и Ронг [30] изучали влияние концентрации абразива, и концентрацию выражали количеством абразива (1 частица, 2 частицы и 3 частицы). Во-вторых, при изучении метода SPH большинство ученых пренебрегли изучением взаимодействия и распределения между водой и абразивными частицами после дробления. Таким образом, в этой статье метод SPH был использован для создания модели абразивного гидроабразивного дробления бетона для изучения влияния концентрации абразива на силу удара, внутреннюю энергию бетона, распределение абразивных частиц, глубину дробления, а также эффективность повреждений и дробления при различных условиях. прочность бетона на сжатие и плотность абразива.
Му и Ронг [30] изучали влияние концентрации абразива, и концентрацию выражали количеством абразива (1 частица, 2 частицы и 3 частицы). Во-вторых, при изучении метода SPH большинство ученых пренебрегли изучением взаимодействия и распределения между водой и абразивными частицами после дробления. Таким образом, в этой статье метод SPH был использован для создания модели абразивного гидроабразивного дробления бетона для изучения влияния концентрации абразива на силу удара, внутреннюю энергию бетона, распределение абразивных частиц, глубину дробления, а также эффективность повреждений и дробления при различных условиях. прочность бетона на сжатие и плотность абразива.
2. Методология
В этой статье использовалась компьютерная программа LS-DYNA, программа конечных элементов для моделирования геоматериалов. Численная модель дробления бетона с использованием абразивной водяной струи показана на рисунке 2.
Водяная струя и абразив впервые были созданы с помощью набора SPH-частиц. Затем, извлекая ряд чисел SPH-частиц, установленные SPH-частицы были разделены на группу частиц воды и группу абразивных частиц в соответствии с соотношением абразива к воде, и группа абразивных частиц была случайным образом распределена в частице воды. group, как показано на рисунке 2.Набор частиц SPH показан в рамке, длина 12 мм. Ширина водяной струи 1,2 мм. Скорость водяной струи 280 м / с. Различные концентрации абразива 5%, 10%, 20% и 30% и различные плотности абразива 2000 кг / м 3 , 3000 кг / м 3 , 4000 кг / м 3 и 5000 кг / м Установлено 3 .
Затем, извлекая ряд чисел SPH-частиц, установленные SPH-частицы были разделены на группу частиц воды и группу абразивных частиц в соответствии с соотношением абразива к воде, и группа абразивных частиц была случайным образом распределена в частице воды. group, как показано на рисунке 2.Набор частиц SPH показан в рамке, длина 12 мм. Ширина водяной струи 1,2 мм. Скорость водяной струи 280 м / с. Различные концентрации абразива 5%, 10%, 20% и 30% и различные плотности абразива 2000 кг / м 3 , 3000 кг / м 3 , 4000 кг / м 3 и 5000 кг / м Установлено 3 .
Если бы координата частицы была в начальное время, она была бы в момент времени. Таким образом, положение этой частицы зависело от начальной координаты, а именно.В гидромеханике следующие уравнения часто использовались для описания движения и состояния жидкости, когда задачи гидродинамики решались с помощью метода SPH [1, 25–27].
Уравнение положения частицы:
Уравнение сохранения массы частицы:
Уравнение сохранения импульса частицы:
Уравнение сохранения энергии частицы: где — плотность частицы, — масса частицы (кг) , — тензор напряжений (Па), — скорость частицы (м / с), — энергия, приходящаяся на единицу массы частицы (Дж), — сила искусственной вязкости (Н), — искусственный тепловой поток (Дж / с ), — ядерная функция частицы.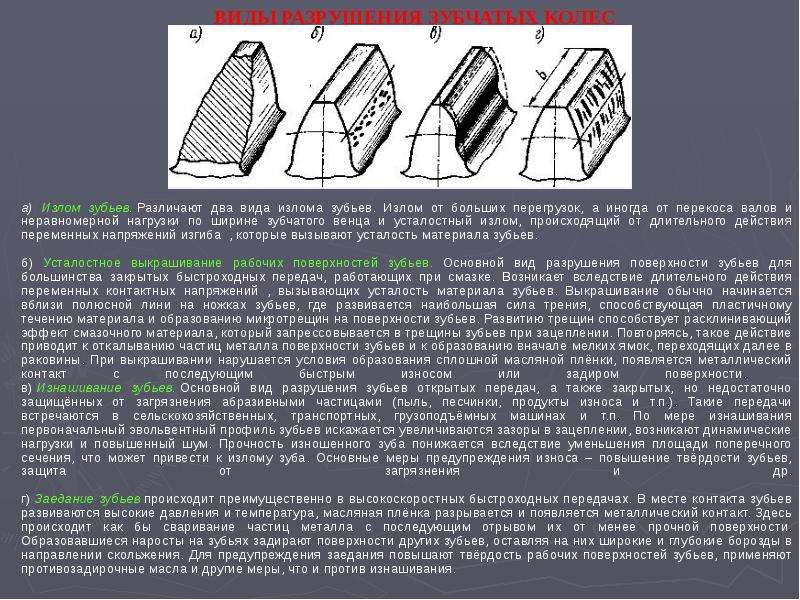
Водяная струя описывалась с помощью MAT_NULL и уравнения состояния GRUNEISEN (EOS) для реакции на давление. Его плотность составляла 1000 кг / м 2 3 , динамическая вязкость 0,001 Па · с, коэффициент Пуассона 0,5 [1, 27]. Абразив также был описан с помощью модели MAT-NULL. EOS_GRUNEISEN задается следующим уравнением для описания его зависимости давления и объемной деформации: где — точка пересечения кривой, — внутренняя энергия единицы объема (Дж), — наклон кривой, — коэффициент EOS_GRUNEISEN, и поправочный коэффициент о соотношении между и объемом.
Модель бетона также была создана методом SPH. Размер бетона составлял 12 × 24 мм. К основанию бетона были применены ограничения смещения X и Y . Для эффективного моделирования деформации и напряжения бетона, подвергающегося воздействию абразивной водяной струи, для описания бетонного материала был использован материал «Бетон Джонсона – Холмквиста». Конститутивная модель широко используется для моделирования бетона, подверженного большим деформациям, высоким скоростям деформации и высоким давлениям. Были установлены различные значения прочности бетона 20 МПа, 40 МПа, 60 МПа и 80 МПа. Параметры приведены в Таблице 1.
Были установлены различные значения прочности бетона 20 МПа, 40 МПа, 60 МПа и 80 МПа. Параметры приведены в Таблице 1.
| ||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||||
 0
0 Для определения точности модели материала были проверены прочность на сжатие и предел прочности бетонного материала.Модель испытания и результаты показаны на рисунке 3. Размер бетона составляет 50 × 100 мм. Ограничение смещения в направлении Y, применяется к нижней части бетона, а нагрузка смещения Y применяется к верхней части. Согласно повторным испытаниям, величина нагрузки мало влияет на результаты прочности бетона. Результаты испытаний показывают, что прочность на сжатие четырех материалов составляет 20 МПа, 40 МПа, 60 МПа и 80 МПа, а прочность на разрыв составляет около 4 МПа, 4 МПа, 5 МПа и 6 МПа, что в основном удовлетворяет требованиям Прочность на растяжение составляет около 1/20 ~ 1/10 прочности на сжатие для бетона.Таким образом, параметры модели можно использовать для моделирования бетона от 20 МПа до 80 МПа.
Согласно повторным испытаниям, величина нагрузки мало влияет на результаты прочности бетона. Результаты испытаний показывают, что прочность на сжатие четырех материалов составляет 20 МПа, 40 МПа, 60 МПа и 80 МПа, а прочность на разрыв составляет около 4 МПа, 4 МПа, 5 МПа и 6 МПа, что в основном удовлетворяет требованиям Прочность на растяжение составляет около 1/20 ~ 1/10 прочности на сжатие для бетона.Таким образом, параметры модели можно использовать для моделирования бетона от 20 МПа до 80 МПа.
3. Результаты и обсуждение
3.1. Влияние концентрации абразива при различных значениях прочности на сжатие
Для изучения влияния концентраций абразива на ударные характеристики струи абразивной воды при различных значениях прочности на сжатие концентрации абразива составляли 5%, 10%, 20% и 30% в соответствии с существующими стандартами. литература о том, что концентрация абразива колеблется от 3% до 30%; прочность бетона на сжатие была установлена на уровне 20 МПа, 40 МПа, 60 МПа и 80 МПа; скорость струи была установлена 280 м / с; а плотность абразива была установлена на уровне 3000 кг / м 3 . По мере увеличения концентрации абразива начальная кинетическая энергия абразивной струи увеличивается. Начальная кинетическая энергия абразивной водяной струи с различной концентрацией абразива показана в таблице 2.
По мере увеличения концентрации абразива начальная кинетическая энергия абразивной струи увеличивается. Начальная кинетическая энергия абразивной водяной струи с различной концентрацией абразива показана в таблице 2.
| ||||||||||||||||||||||||||||||||||||
3.
 1.1. Влияние на силу удара
1.1. Влияние на силу удараУвеличение начальной кинетической энергии струи приведет к увеличению силы удара струи.Чтобы изучить влияние концентраций абразива на силу удара струи при различных значениях прочности на сжатие, направленная сила Y стесненных частиц на Фигуре 2 извлекается как сила удара струи, показанная на Фигуре 4 (а). Влияние концентраций абразива на пик и среднее значение ударной силы струи при различных значениях прочности на сжатие показано на рисунках 4 (b) и 4 (c), соответственно. Пик силы удара струи — это сила «гидроудара», возникающая при непосредственном контакте струи с бетоном, а средняя сила удара — это среднее значение силы удара от 5.2 e — от 6 с до 4,0 e — 5 с.
Из рисунка 4 (b) видно, что, хотя пиковая сила удара абразивной струи значительно улучшена по сравнению со струей чистой воды, изменение концентраций абразива при различных значениях прочности на сжатие мало влияет на пик сила удара. Особенно при 20 ~ 60 МПа испытанный пик ударной силы колеблется между 40 и 45 Н. Это в основном связано с количеством абразивов, впервые контактирующих с бетоном.Из рисунка 2 видно, что количество абразивов в 5%, 10%, 20% и 30% абразивной струе, впервые контактирующей с бетоном, составляет 4, 2, 8 и 5 соответственно. При 20 МПа и 60 МПа пик ударной силы сначала показывает тенденцию к снижению, а затем увеличивается и уменьшается при изменении концентрации абразива с 5% до 30%. Пиковое усилие, особенно при концентрации 10%, является самым низким при различных значениях прочности на сжатие. Кроме того, ударная сила увеличивается с увеличением прочности на сжатие при различных концентрациях абразива, что указывает на то, что ударная сила также связана с разрушением бетона.Бетон с высокой прочностью с большей вероятностью будет передавать ударную силу непрерывно, а дробление бетона приведет к прерывистой передаче ударной силы.
Это в основном связано с количеством абразивов, впервые контактирующих с бетоном.Из рисунка 2 видно, что количество абразивов в 5%, 10%, 20% и 30% абразивной струе, впервые контактирующей с бетоном, составляет 4, 2, 8 и 5 соответственно. При 20 МПа и 60 МПа пик ударной силы сначала показывает тенденцию к снижению, а затем увеличивается и уменьшается при изменении концентрации абразива с 5% до 30%. Пиковое усилие, особенно при концентрации 10%, является самым низким при различных значениях прочности на сжатие. Кроме того, ударная сила увеличивается с увеличением прочности на сжатие при различных концентрациях абразива, что указывает на то, что ударная сила также связана с разрушением бетона.Бетон с высокой прочностью с большей вероятностью будет передавать ударную силу непрерывно, а дробление бетона приведет к прерывистой передаче ударной силы.
Из рисунка 4 (c) можно увидеть, что средняя сила удара при различных значениях прочности на сжатие имеет тенденцию линейно увеличиваться с концентрацией абразива, и скорость увеличения в основном одинакова. Кривые 60 МПа и 80 МПа в основном совпали, что свидетельствует о постепенном сходе средней ударной силы с увеличением прочности на сжатие.
Кривые 60 МПа и 80 МПа в основном совпали, что свидетельствует о постепенном сходе средней ударной силы с увеличением прочности на сжатие.
3.1.2. Влияние на внутреннюю энергию бетона
С точки зрения энергии, процесс дробления бетонным материалом струей воды — это в основном процесс преобразования кинетической энергии водяной струи в кинетическую энергию и внутреннюю энергию бетонного материала. Так называемая кинетическая энергия бетонного материала включает кинетическую энергию разбрызгиваемых частиц, спрессованных частиц и бетонного блока из-за трещин, как показано на рисунке 5. Поскольку кинетическая энергия бетонных частиц была относительно низкой, соответствующие статистические данные исследования не проводились.
Внутренняя энергия бетона в основном относится к энергии деформации из-за его выдавливания, которая может в определенной степени характеризовать повреждение. Поэтому изучение внутренней энергии бетона имеет большое значение. На рисунке 6 (а) показана временная кривая внутренней энергии бетона при прочности на сжатие 20 МПа и концентрации абразива 20%. Видно, что внутренняя энергия бетона линейно увеличивается за время воздействия струи (5 e — 6 с∼4 e — 5 с).Через 5 e — 5 с удар струи завершается, и внутренняя энергия бетона практически не изменяется.
Была подсчитана конечная внутренняя энергия бетона, и влияние концентраций абразива на внутреннюю энергию бетона при различных значениях прочности на сжатие показано на рисунке 6 (б). Внутренняя энергия бетона ступенчато увеличивается с концентрацией абразива при различной прочности на сжатие. Так называемая ступенчатая тенденция роста означает, что внутренняя энергия бетона увеличивается на 5% по сравнению с энергией струи чистой воды, в то время как рост на 10% медленнее, чем на 5%, и он значительно увеличивается на 20%, в то время как рост снова замедляется с 20% до 30%.За счет увеличения прочности на сжатие повышается устойчивость бетона к повреждениям. Внутренняя энергия уменьшается с увеличением прочности на сжатие при одинаковых концентрациях абразива, и амплитуды уменьшения при разных значениях прочности на сжатие не сильно различаются.
3.1.3. Влияние на глубину дробления и повреждение бетона
Сила удара и внутренняя энергия бетона могут в определенной степени отражать ударные характеристики абразивной струи, но цель удара — вызвать раздавливание и повреждение бетона.Таким образом, раздавливание и повреждение бетона — более важный критерий для измерения ударных характеристик абразивной струи. Раздавливание и повреждение бетона при различных значениях прочности на сжатие и концентрации абразива, полученные с помощью численного моделирования, показаны на Рисунке 7.
Из Рисунка 7 видно, что частицы бетона разбрызгиваются и выдавливаются, образуя яму дробления под воздействием струя воды, и неповрежденная часть повреждается экструзией. Яма дробления и зона повреждения постепенно увеличиваются по мере увеличения концентрации абразива при различных значениях прочности на сжатие.Помимо ямы дробления и повреждений, в бетоне одновременно возникают трещины с небольшой прочностью на сжатие, и трещины становятся все более очевидными по мере увеличения концентрации абразива.
По этой причине раздавливание и повреждение бетона является более важным критерием для измерения ударных характеристик струи, и количественная статистика была взята на глубину дробления и повреждение. Метод показан на рисунке 8. Глубина дробления — это максимальная координата частиц струи в направлении — Y , а зона повреждения характеризуется количеством частиц, извлеченные значения напряжения которых близки к 0.
Влияние концентрации абразива на глубину дробления и повреждение при различных значениях прочности на сжатие показано на рисунках 9 (a) и 9 (b), соответственно.
Из рисунка 9 (а), глубина дробления при различных значениях прочности на сжатие показывает тенденцию к увеличению с концентрацией абразива, но тенденция изменения отличается. Для 20 МПа и 40 МПа глубина дробления изменяется линейно с концентрацией абразива от 0% до 20%, в то время как скорость роста от 20% до 30% замедляется.При 60 МПа и 80 МПа струя абразивной воды мало влияет на увеличение глубины дробления при изменении концентрации абразива от 5% до 10%. Глубина сильно увеличивается, пока концентрация не достигнет 20%, а при превышении 20% глубина дробления увеличивается медленно или даже почти не увеличивается.
Из рисунка 9 (b), тенденции повреждения с концентрацией абразива в основном одинаковы при различных значениях прочности на сжатие, и все они показывают ступенчатую тенденцию к увеличению. Так называемый ступенчатый тренд аналогичен изменению конкретной внутренней энергии (рис. 6 (б)).Видно, что конкретная внутренняя энергия действительно может в определенной степени отражать ущерб. Разница в том, что повреждение уменьшается с увеличением прочности на сжатие, а уменьшающаяся амплитуда постепенно увеличивается с увеличением концентрации абразива, что указывает на то, что легче увеличить повреждение путем увеличения концентрации абразива для бетона с небольшой прочностью на сжатие.
Для дальнейшего анализа ударных характеристик абразивной струи введены два показателя эффективности глубины дробления и эффективности повреждения, которые представляют собой отношение глубины дробления h и повреждения N к начальной кинетической энергии абразивная струя E s .Влияние концентрации абразива на эффективность глубины дробления и эффективность повреждения при различных значениях прочности на сжатие показано на рисунках 10 (a) и 10 (b), соответственно.
Из рисунка 10 (а), эффективность глубины дробления сначала увеличивается, а затем уменьшается с концентрацией абразива при различных значениях прочности на сжатие и достигает пиков при концентрации 20%. Это означает, что эффективность глубины дробления не увеличится, а уменьшится, когда концентрация абразива превышает 20%.По сравнению со струей чистой воды, степень увеличения эффективности дробления 20% -ной струи увеличивается с увеличением прочности на сжатие, что указывает на то, что абразивная струя более эффективна для повышения эффективности глубины дробления для бетона с высокой прочностью на сжатие. Кроме того, хотя эффективность глубины дробления является наибольшей, когда концентрация абразива составляет 20% для различных значений прочности на сжатие, тенденция изменения различна. Например, разница в эффективности глубины дробления невелика между концентрациями абразива 10% и 20% для бетона 20 МПа, а струя с концентрацией абразива 10% удовлетворяет требованиям по эффективности глубины дробления.Однако для бетона 80 МПа существует большая разница в эффективности глубины дробления между концентрациями абразива 10% и 20%. И концентрации должны достигать 20% для достижения более высокой эффективности глубины дробления.
Из рисунка 10 (b), тенденция эффективности повреждения такая же, как и тенденция эффективности глубины дробления. И он также достигает пика при концентрации 20%. По сравнению со струей чистой воды, степень увеличения эффективности повреждения струи с концентрацией абразива 20% уменьшается с увеличением прочности на сжатие, указывая на то, что струя абразива более эффективна для повышения эффективности повреждения бетона с низкой прочностью на сжатие.Более того, эффективность разрушения медленно увеличивается с концентрацией абразива от 0 до 10% при различных значениях прочности на сжатие и быстро увеличивается с 10% до 20%. Можно сделать вывод, что необходимо использовать абразивную струю с концентрацией около 20%, чтобы значительно повысить эффективность повреждения.
3.1.4. Влияние на распределение абразивных частиц
После того, как вода из водяной струи ударила по бетону, он разделился на две части. Одна часть — это отскакивающие частицы с более высокой скоростью, а другая часть — это вторгающиеся частицы с более низкой скоростью.Отскакивающие частицы удалялись от бетонной массы с постоянной скоростью после прямого или косвенного взаимодействия с бетоном, обычно образованного внешним краем струи. Интрузивные частицы образовывались в основном в центре струи и в основном способствовали дроблению и повреждению бетона. Чем больше интрузивных частиц, тем больше энергия бетона, на который непосредственно воздействует струя, особенно абразивных интрузивных частиц.
На рисунке 11 показано распределение абразивных частиц после того, как водная струя с концентрацией абразива 20% ударила по бетону 20 МПа.Жиклер разделен на 6 колонн: колонны 1, 2 в центре и колонки 5, 6 на внешнем крае. На рисунке 11 (а) показано распределение всех абразивных частиц после завершения удара. Из рисунков 11 (б) –11 (г) видно, что абразивные интрузивные частицы в основном образованы столбиками 1, 2; как интрузивные частицы, так и отскакивающие частицы образованы колонками 3, 4; а колонны 5, 6 образуют по существу только отскакивающие частицы.
На рис. 12 показано распределение абразивных частиц в струях воды с различной концентрацией абразива, ударяющих по бетону с давлением 20 МПа.Можно видеть, что по мере увеличения концентрации абразива количество интрузивных частиц почти пропорционально увеличивается, что эффективно объясняет тенденцию к увеличению глубины дробления и повреждения.
Однако, как видно на Рисунке 10, пропорциональное увеличение количества интрузивных частиц не приводит к пропорциональному увеличению глубины дробления и повреждения. Это означает, что глубина дробления и повреждение показали тенденцию к медленному росту, особенно для концентрации 10% относительно концентрации 5% и концентрации 30% относительно концентрации 20%.Основная причина заключается в том, что происходит накопление частиц, так что энергия удара буферизуется и расходуется, а должные эффекты дробления и повреждения не достигаются. Как видно из рисунка 12, накопление интрузивных частиц на рисунках 12 (c) и 12 (e) является серьезным по сравнению с таковым на рисунках 12 (b) и 12 (d). Это указывает на то, что интрузивные частицы, которые контактируют с бетоном, сначала образуют водяную подушку, прежде чем столкнутся с более поздними частицами. При ударе более поздние частицы на самом деле находятся в прямом контакте с предыдущими интрузивными частицами, а не с бетоном, так что ранние частицы оказывают буферный эффект на удар более поздних частиц, а эффекты дробления и повреждения не достигаются, как у прямое воздействие.
На рис. 13 показано распределение абразивных частиц в бетоне с различной прочностью на сжатие, на который воздействует струя воды с концентрацией абразива 20%. По мере увеличения прочности бетона на сжатие глубина проникновения частиц струи в бетон постепенно уменьшается. Когда глубина становится меньше, абразивных частиц, окружающих бетонную яму для дробления, становится меньше, что приводит к большему углу отскока и большему отскоку абразивных частиц. Чем больше отскакивающих абразивных частиц, тем меньше абразивных частиц.И глубина будет еще меньше.
3.2. Влияние концентрации абразива при различной плотности абразива
Для изучения влияния концентрации абразива на ударные характеристики струи абразивной воды при различной плотности абразива плотности абразива были установлены как 2000 кг / м 3 , 3000 кг / м 3 , 4000 кг / м 3 и 5000 кг / м 3 ; прочность бетона на сжатие была установлена на уровне 40 МПа; скорость струи по-прежнему составляла 280 м / с.Начальная кинетическая энергия водяной струи с различной концентрацией абразива показана в таблице 3.
| ||||||||||||||||||||||||||||||||||||||||||||||||
3.2.1. Влияние на ударную силу
Увеличение плотности абразива и концентрации абразива увеличивает начальную кинетическую энергию струи, что в то же время приводит к увеличению силы удара струи.Влияние концентрации абразива на пик и среднее значение ударной силы струи при различной плотности абразива показано на рисунках 14 (a) и 14 (b), соответственно. Статистический метод пика и среднего значения ударной силы такой же, как на рисунке 4.
Из рисунка 14 (а) видно, что изменение концентрации абразива при различной плотности абразива мало влияет на пик ударной силы. . Специально для струи с плотностью абразива 2000 кг / м 3 испытанный пик ударной силы колеблется около 40 Н.И при других плотностях наблюдается небольшая тенденция к увеличению. Падение концентрации на 10% также связано с количеством абразивов, впервые контактирующих с бетоном. При одинаковой концентрации абразива пиковое усилие в основном увеличивается равномерно с плотностью абразива, но чем больше концентрация, тем больше увеличение.
Из рисунка 14 (b), средняя сила удара увеличивается линейно с концентрацией абразива при различной плотности абразива. Чем больше плотность абразива, тем больше прибавка.При той же концентрации абразива, как и при тренде пикового усилия, среднее усилие в основном увеличивается равномерно с плотностью абразива, и чем больше концентрация, тем больше увеличение.
3.2.2. Влияние на внутреннюю энергию бетона
На рисунке 15 показано влияние концентрации абразива на внутреннюю энергию бетона при различной плотности абразива. При различной плотности абразива внутренняя энергия бетона ступенчато увеличивается с концентрацией абразива.10% ~ 20% — это стадия быстрого увеличения, и чем больше плотность абразива, тем больше увеличение; в то время как 5% ~ 10% и 20% ~ 30% представляют собой стадии медленного увеличения, и увеличение различных плотностей абразива не сильно отличается. При одинаковой концентрации абразива внутренняя энергия бетона увеличивается равномерно с увеличением плотности абразива, и чем больше концентрация, тем больше увеличение.
3.2.3. Влияние на глубину дробления и повреждение бетона
На рисунке 16 показано дробление и повреждение бетона при различных концентрациях и плотностях абразива.Также была проведена количественная статистика по глубине дробления и повреждению. А влияние концентрации абразива на глубину дробления и повреждение при различной плотности абразива показано на рисунках 16 (b) и 16 (c) соответственно.
Из рисунка 16 видно, что яма дробления и зона повреждения постепенно увеличиваются по мере увеличения концентрации и плотности абразива. И тенденции глубины дробления и повреждения бетона с концентрацией в основном согласуются с тенденцией внутренней энергии, и оба имеют тенденцию к ступенчатому увеличению.10% ~ 20% — это все еще стадия быстрого увеличения, и чем больше плотность абразива, тем больше увеличение. Можно еще раз доказать, что конкретная внутренняя энергия может до некоторой степени отражать ущерб.
Аналогичным образом, для дальнейшего анализа ударных характеристик струи вводятся эффективность глубины дробления и эффективность повреждения. Влияние концентрации абразива на эффективность глубины дробления и эффективность повреждения при различной плотности абразива показано на рисунках 17 (a) и 17 (b) соответственно.
Из рисунка 17, во-первых, эффективность глубины дробления и эффективность повреждения максимальны, когда концентрация абразива составляет 20% при различной плотности абразива, а повышение эффективности неочевидно или даже значительно уменьшается, когда концентрация превышает 20%. ; во-вторых, эффективность концентрации 10% мало чем отличается от эффективности концентрации 5%, которая даже имеет тенденцию к снижению; в-третьих, эффективность глубины дробления и эффективность повреждения при концентрации 20% и плотности 2000 кг / м 3 выше, чем при концентрациях 5% и 10% при всех плотностях абразива.
3.2.4. Влияние на распределение абразивных частиц
Распределение абразивных частиц в струях абразива с различной концентрацией абразива, воздействующих на бетон, было приведено выше и не будет изучаться повторно. На рис. 18 показано распределение абразивных частиц в абразивных струях с различной плотностью абразива, ударяющих по бетону.
По мере увеличения плотности абразива глубина проникновения частиц струи в бетон постепенно увеличивается.Когда глубина становится больше, абразивных частиц, окружающих бетонную яму для дробления, становится больше, что приводит к меньшему углу отскока и меньшему отскоку абразивных частиц. Чем меньше отскакивающих абразивных частиц, тем больше навязчивых абразивных частиц. И глубина будет дальше больше. Более того, глубина постоянно увеличивается, так что проникающие частицы могут непрерывно проникать вниз, что снижает накопление абразивных частиц, а затем и потери энергии удара, а также повышает эффективность удара.
4. Выводы
(1) Концентрация абразива слабо влияет на пиковую ударную силу при различных значениях прочности на сжатие и плотности абразива, в то время как средняя ударная сила имеет тенденцию линейно увеличиваться с концентрацией абразива. Средняя сила удара постепенно сходится с увеличением прочности на сжатие и в основном увеличивается равномерно с увеличением плотности абразива. (2) Внутренняя энергия бетона увеличивается ступенчато с концентрацией абразива при различных значениях прочности на сжатие и плотности абразива.Концентрация 10% ~ 20% — это стадия быстрого увеличения. При одинаковой концентрации абразива внутренняя энергия бетона уменьшается с увеличением прочности на сжатие, и уменьшение амплитуды при разных значениях прочности на сжатие не сильно отличается; в то время как внутренняя энергия увеличивается равномерно с плотностью абразива, и чем больше концентрация, тем больше увеличение. Более того, было доказано, что внутренняя энергия может в некоторой степени отражать повреждение. (3) Эффективность глубины дробления и эффективность повреждения максимальны при концентрации 20% при различных значениях прочности на сжатие.Эффективность глубины дробления при концентрации 10% почти достигла значения концентрации 20% для бетона с небольшой прочностью на сжатие (20 МПа), в то время как концентрация должна достигать 20% для достижения более высокой эффективности дробления для бетона с высокой прочностью на сжатие (80 МПа). Напротив, необходимо использовать абразивную струю с концентрацией около 20%, чтобы значительно повысить эффективность повреждения. По сравнению со струей чистой воды, степень увеличения эффективности глубины дробления и эффективности повреждения 20% -ной концентрированной струи увеличивается и уменьшается с увеличением прочности на сжатие, соответственно, что указывает на то, что абразивная струя более значима для повышения эффективности глубины дробления для бетона с высокой прочностью на сжатие. и эффективность повреждения бетона с низкой прочностью на сжатие.Эффективность глубины дробления и эффективность повреждения максимальны, когда концентрация абразива составляет 20% при различной плотности абразива, а повышение эффективности неочевидно или даже значительно уменьшается, когда концентрация превышает 20%. Эффективность концентрации 10% не сильно отличается от эффективности концентрации 5% и даже имеет тенденцию к снижению. Эффективность концентрации 20% и плотности 2000 кг / м 3 выше, чем у концентраций 5% и 10% при любой плотности абразива.Вывод о том, что наиболее эффективная концентрация составляет 20%, может быть подтверждено экспериментом, приведенным в [31], в котором изучалось влияние концентрации абразива на объемную скорость повреждения, а максимальное значение находится при концентрации около 20%. (4 ) После того, как вода от водяной струи попала на бетон, он разделился на две части. Одна часть представляла собой отскакивающие частицы с более высокой скоростью, образованные внешним краем струи, а другая часть представляла собой интрузивные частицы с более низкой скоростью, образованные центром струи.Чем больше навязчивых частиц, тем легче разрушить и повредить бетон.
Интрузивные частицы почти увеличиваются пропорционально концентрации абразива, что эффективно объясняет тенденцию к увеличению глубины дробления и повреждения. Однако пропорциональное увеличение количества навязчивых частиц не приводит к пропорциональному увеличению глубины дробления и повреждения, что происходит из-за накопления частиц, так что энергия удара накапливается и расходуется, а должные эффекты дробления и повреждения не достигаются.
Интрузивная абразивная частица увеличивается с увеличением плотности абразива и уменьшается с увеличением прочности на сжатие. Чем больше интрузивной абразивной частицы, тем больше глубина дробления. Интрузивные частицы могут непрерывно проникать вниз с постоянно увеличивающейся глубиной, что снижает накопление абразивных частиц, а затем потери энергии удара и повышает эффективность удара.
Доступность данных
Данные, использованные для подтверждения выводов этого исследования, можно получить у соответствующего автора по запросу.
Конфликт интересов
Авторы заявляют об отсутствии конфликта интересов.
Благодарности
Этот проект был поддержан Национальным фондом естественных наук Китая (51705029) и фондами фундаментальных исследований для центральных университетов (300102258302 и 300102258101).
Опасности абразивной очистки исторических зданий
КРАТКИЕ СВЕДЕНИЯ
Неповрежденный исторический кирпич (вверху).Пескоструйный кирпич (внизу). Фото: любезно предоставлено Агентством по охране исторического наследия Иллинойса.
Энн Э. Гриммер
«Химическая или физическая обработка, такая как пескоструйная обработка, которая приводит к повреждению исторических материалов, не должна использоваться. Очистка поверхностей конструкций, если это уместно, должна производиться с использованием самых щадящих средств ».
— Министр внутренних дел по стандартам реабилитации.Абразивные методы очистки наносят значительный ущерб историческим строительным материалам. Чтобы предотвратить неизбирательное использование этих потенциально вредных методов, этот краткий обзор был подготовлен для объяснения методов абразивной очистки, того, как они могут быть физически и эстетически разрушительными для исторических строительных материалов и почему они, как правило, неприемлемы для консервации исторических сооружений. Существуют альтернативные, менее жесткие средства очистки и удаления краски и пятен с исторических зданий. Однако тщательное тестирование должно предшествовать генеральной уборке, чтобы убедиться, что выбранный метод не окажет неблагоприятного воздействия на строительные материалы.Историческое здание незаменимо, и его следует чистить, используя только «самые щадящие средства», чтобы сохранить его наилучшим образом.
Абразивная чистка может нанести непоправимый ущерб исторической ткани, например этой кирпичной стене. Фото: файлы NPS.
Абразивные методы очистки включают в себя все методы физического шлифования поверхности здания для удаления загрязнений, обесцвечивания или покрытий. Такие методы включают использование определенных материалов , которые ударяют или истирают поверхность под давлением, или абразивных инструментов и оборудования .Песок, поскольку он легко доступен, вероятно, является наиболее часто используемым типом песчаного материала. Однако любой из следующих материалов может быть заменен песком, и все они могут быть классифицированы как абразивные вещества: измельченный шлак или вулканический пепел, измельченная (измельченная) скорлупа грецкого ореха или миндаля, рисовая шелуха, измельченные кукурузные початки, измельченная скорлупа кокосовых орехов, измельченная яичная скорлупа, кремнеземная мука, синтетические частицы, стеклянные шарики и микрошарики. Даже вода под давлением может быть абразивным веществом. Инструменты и оборудование, абразивные по отношению к историческим строительным материалам, включают проволочные щетки, вращающиеся колеса, шлифовальные диски с электроприводом и ленточные шлифовальные машины.
Использование воды в сочетании с песком также можно отнести к абразивным методам очистки. В зависимости от способа нанесения вода может смягчить воздействие песка, но вода под слишком высоким давлением может быть очень абразивной. По сути, существует два разных метода, которые можно назвать «мокрой зернистостью», и важно проводить различие между ними. Один из способов заключается в добавлении струи воды в обычную пескоструйную насадку. Это делается в первую очередь для уменьшения количества пыли и очень мало влияет, если вообще имеет, на снижение агрессивности или режущего действия частиц песка.При втором методе в струю воды под давлением добавляется очень небольшое количество песка. Этот метод можно контролировать, регулируя количество песка, подаваемого в поток воды, а также давление воды.
Обычно абразивный метод очистки выбирается как быстрое средство для быстрого удаления многолетних накоплений грязи, неприглядных пятен или порчи строительной ткани или отделки, такой как штукатурка или краска.
Кирпичная кладка рядом с окном была сильно истерта пескоструйной очисткой для удаления краски.Фото: файлы NPS.
Тот факт, что пескоструйная очистка является одним из самых известных и наиболее доступных способов очистки зданий, вероятно, является основной причиной ее частого использования.
Многие кирпичные здания середины 19 века были окрашены сразу или вскоре после завершения, чтобы защитить кирпич низкого качества или имитировать другой материал, например камень. Иногда кирпичные здания окрашивали, чтобы создать то, что считалось более гармоничным, между зданием и его природным окружением.К 1870-м годам кирпичные здания часто оставляли неокрашенными, поскольку механизация кирпичной промышленности привела к более дешевому прессованному кирпичу, а мода внезапно повлекла за собой предпочтение темных цветов. Тем не менее, по-прежнему было принято красить кирпич более низкого качества для дополнительной защиты, которую обеспечивала краска.
Это распространенное заблуждение 20 века, что все исторические каменные здания изначально были неокрашенными. Если цель современной реставрации — вернуть зданию его первоначальный вид, удаление краски может быть не только исторически неточным, но и вредным.Многие старые здания в какой-то момент были окрашены или оштукатурены, чтобы исправить повторяющиеся проблемы технического обслуживания, вызванные неправильными методами строительства, скрыть изменения или в попытке решить проблемы с влажностью. В этом случае удаление краски или штукатурки может вызвать повторение этих проблем.
Еще одна причина удаления краски, особенно в проектах восстановления, — это придать зданию «новый имидж» в ответ на современные тенденции дизайна и привлечь инвесторов или арендаторов.Таким образом, необходимо учитывать цель предполагаемой уборки. Хотя очевидно, что важно удалить неприглядные пятна, сильные налеты грязи, отслаивающуюся краску или другие покрытия поверхности, удаление краски со здания, которое изначально было окрашено, может оказаться нежелательным. Многие исторические здания, на которых видно лишь небольшое количество почвы или обесцвечивания, лучше оставить в том виде, в каком они есть.
Тонкий слой почвы чаще защищает ткань здания, чем вред, и редко ухудшает архитектурный и / или исторический характер здания.Слишком тщательная уборка исторического здания может не только принести в жертву некоторые черты характера здания, но и неправильная уборка может нанести серьезный ущерб ткани исторического здания. Если нет пятен, граффити или грязи и отложений загрязнений, которые разрушают строительную ткань, обычно предпочтительно проводить как можно меньшую очистку или при необходимости перекрашивать. Важно помнить, что историческое здание не обязательно должно выглядеть так, как будто оно было недавно построено, чтобы быть привлекательным или успешным проектом реставрации или реабилитации.
Слева пескоструйная очистка стерла следы вертикальных инструментов от гранита, очень плотного камня. Фото: файлы NPS.
Суть проблемы в том, что абразивная очистка — это всего лишь абразив. Историческое строение, подвергшееся абразивной очистке, может быть повреждено как физически, так и эстетически. Абразивные методы «очищают», разъедая грязь или краску, но в то же время они также имеют тенденцию размывать поверхность строительного материала.Таким образом, абразивная очистка разрушительна и наносит необратимый вред ткани исторического здания. Если ткань кирпичная, абразивные методы удаляют твердую внешнюю защитную поверхность и, следовательно, делают кирпич более восприимчивым к быстрым погодным условиям и разрушению.
Пескоструйная очистка также может увеличить водопроницаемость кирпичной стены. Воздействие частиц песка имеет тенденцию разрушать связь между раствором и кирпичом, оставляя трещины или увеличивая существующие трещины, куда может проникнуть вода.На некоторых типах камня образуется защитная патина или «карьерная корка», параллельная обрабатываемой поверхности (создаваемая движением влаги к внешнему краю), которая также может быть повреждена абразивной очисткой. Скорость последующего выветривания материала зависит от качества обнаженной внутренней поверхности.
Абразивная очистка может разрушить или существенно уменьшить декоративные детали на зданиях, такие как формованная кирпичная кладка или архитектурная терракота, орнаментальная резьба по дереву или камню, а также свидетельства использования старинных ремесленных приемов, такие как следы инструментов и другие текстуры поверхности.
Кроме того, идеально прочные и / или «обработанные» швы из раствора можно стереть абразивными методами. Это не только приводит к потере деталей исторического ремесла, но и требует повторной привязки — шага, требующего значительного времени, навыков и затрат, и в котором, возможно, не было бы необходимости, если бы был выбран более мягкий метод. Эрозия и точечная коррозия строительного материала при абразивной очистке создает большую площадь поверхности, на которой собирается грязь и загрязняющие вещества. В этом смысле строительная ткань «притягивает» больше грязи, и в будущем потребуется более частая чистка.
Сухие абразивные методы очистки не только причиняют физический и эстетический вред исторической ткани, но и оказывают неблагоприятное воздействие на окружающую среду. Из-за трения, вызванного ударами абразивной среды о строительную ткань, эти методы обычно создают значительное количество пыли, которая вредна для здоровья, особенно для операторов абразивного оборудования. Он еще больше загрязняет окружающую среду вокруг стройплощадки и осаждает пыль на соседних зданиях, припаркованных автомобилях, а также на деревьях и кустарниках.Некоторые смежные материалы, не предназначенные для абразивной обработки, такие как дерево или стекло, также могут быть повреждены, поскольку оборудование может быть трудно регулировать.
Влажные методы обработки песка, удаляя пыль, осаждают грязную суспензию на земле или других объектах, окружающих основание здания. В более холодном климате, где существует угроза заморозков, любой процесс влажной уборки исторических каменных конструкций должен производиться в теплую погоду, чтобы стена полностью высохла до наступления холода.Вода, которая остается и замерзает в трещинах и отверстиях на поверхности кладки, со временем может привести к растрескиванию. Влажная чистка под высоким давлением может вызвать попадание чрезмерного количества воды в стены, что повлияет на материалы интерьера, такие как штукатурка или торцы балок, а также на металлические элементы здания внутри стен.
Переменные факторы
Самая большая проблема при разработке практических рекомендаций по очистке любого исторического здания — это большое количество переменных и непредсказуемых факторов.Поскольку эти переменные делают каждый проект по очистке уникальным, в настоящее время сложно установить конкретные стандарты. Это особенно верно в отношении абразивных методов очистки, поскольку присущая им способность вызывать повреждения умножается на следующие факторы:
- тип и состояние очищаемого материала
- размер и острота зерен или механическое оборудование
- давление, с которым абразивные частицы или оборудование прикладываются к поверхности здания
- мастерство и забота оператора, а
- постоянство давления на все поверхности в процессе очистки.
Давление: Разрушающее воздействие большинства переменных факторов, связанных с абразивной очисткой, очевидно. Однако вопрос давления требует дополнительных пояснений. В спецификациях по очистке давление обычно обозначается как «фунт / кв. Дюйм» (фунты на квадратный дюйм), что технически относится к давлению на «наконечнике» или величине давления на сопле взрывного устройства. Иногда «фунты на квадратный дюйм» или давление на манометре (которое может находиться на расстоянии многих футов, на другом конце шланга) используется вместо «фунтов на квадратный дюйм».»Эти термины часто неправильно используются как синонимы.
Несмотря на кажущуюся осторожность, с которой большинство архитекторов и подрядчиков по уборке зданий заботятся о подготовке спецификаций для очистки под давлением, которые не повредят хрупкую ткань исторического здания, очень сложно обеспечить одинаковое давление на все части. здания. Например, если оператор оборудования, работающего под давлением, стоит на земле во время чистки двухэтажного сооружения, величина силы, достигающей первого этажа, будет больше, чем сила удара второго этажа, даже если оператор стоит на строительных лесах или в сборщик вишни из-за «перепада» на расстоянии от источника давления до сопла.Хотя технически можно подготовить спецификации по уборке с жестким контролем, который устранил бы все, кроме небольшой погрешности, может быть нелегко найти профессиональные клининговые фирмы, готовые работать в таких ограничительных условиях. Дело в том, что многие профессиональные клининговые компании не очень понимают, насколько хрупка историческая строительная ткань и чем она отличается от современных строительных материалов. Следовательно, они могут согласиться на проекты по очистке зданий, в которых у них нет опыта.
Бронзовые скульптуры можно аккуратно очистить дробленой скорлупой грецкого ореха. Фото: файлы NPS.
Величина давления, используемого при любом виде очистки, включая давление, будь то сухой или влажный песок, химикаты или просто вода, имеет решающее значение для результата проекта очистки. К сожалению, не было установлено никаких стандартов для определения правильного давления для очистки каждого из многих исторических строительных материалов, которые не причиняли бы вреда.Значительное несоответствие между тем, как индустрия по уборке зданий и консерваторы архитектуры определяют очистку под высоким и низким давлением, играет значительную роль в сложности создания стандартов.
Неисторический / Промышленный: Представитель отрасли по очистке зданий может считать, что для очистки водой под «высоким» давлением давление превышает 5000 фунтов на квадратный дюйм или даже от 10 000 до 15 000 фунтов на квадратный дюйм! Вода под таким давлением может быть необходима для очистки промышленных сооружений или оборудования, но разрушит большинство исторических строительных материалов.В промышленной химической очистке обычно используется давление от 1000 до 2500 фунтов на квадратный дюйм.
Исторический: В отличие от этого, добросовестная сухая или влажная абразивная очистка исторического сооружения будет проводиться в диапазоне от 20 до 100 фунтов на квадратный дюйм и в диапазоне от 3 до 12 дюймов. Очистка при таком низком давлении требует использования очень мелкого зерна размером 00 или 0 меш, пропущенного через сопло с отверстием 1/4 дюйма. Аналогичный, еще более деликатный метод, применяемый консерваторами архитектуры, заключается в использовании микроабразивного зерна на небольших трудноочищаемых участках резного, вырезанного или формованного орнамента на фасаде здания.Первоначально разработанный музейными реставраторами для очистки скульптур, этот метод может использовать стеклянные бусины, микрошарики или другой тип микроабразива, осторожно приводимый в действие под давлением примерно 40 фунтов на квадратный дюйм с помощью очень маленького, почти похожего на карандаш инструмента давления. Хотя на исторических зданиях можно использовать немного более крупный прибор для измерения давления, этот метод все еще имеет ограниченную практическую применимость в крупномасштабном проекте по очистке зданий из-за стоимости и относительно небольшого количества технических специалистов, способных справиться с этой задачей.В целом реставраторы архитектуры определили, что только в строго контролируемых условиях можно абразивно очистить большинство исторических строительных материалов от почвы или краски без заметного повреждения поверхности или профиля основания.
Тем не менее, некоторые профессиональные клининговые компании, специализирующиеся на очистке исторических каменных зданий, используют химикаты и воду под давлением примерно 1500 фунтов на квадратный дюйм, в то время как другие клининговые компании рекомендуют более низкое давление в диапазоне от 200 до 800 фунтов на квадратный дюйм для аналогичного проекта.После испытаний архитектурный реставратор может решить, что некоторые исторические постройки можно очистить должным образом, используя ополаскивание водой под умеренным давлением (200-600 фунтов на квадратный дюйм) или даже под высоким давлением (600-1800 фунтов на квадратный дюйм). Тем не менее, очистка исторических зданий под таким высоким давлением должна рассматриваться как исключение, а не правило, и потребует очень тщательных испытаний и контроля , чтобы гарантировать, что исторические материалы поверхности выдержат давление без зазубрин, ямок или разрыхления.
Эти различия в величине давления, применяемого уборщиками коммерческих или промышленных зданий и реставраторами архитектуры, указывают на одну из основных проблем при использовании абразивных средств для очистки исторических зданий: неправильное понимание потенциально хрупкой природы исторических строительных материалов. Не существует одной формулы очистки или давления, подходящей для всех ситуаций. Решения относительно правильного процесса очистки исторических построек могут быть приняты только после тщательного анализа строительной ткани и испытаний.
Кирпич и архитектурная терракота: Абразивоструйная очистка не оказывает одинакового воздействия на все строительные материалы. Такие приемы вполне логично наносят больший ущерб более мягким и пористым материалам, таким как кирпич или архитектурная терракота. Когда эти материалы подвергаются абразивной очистке, твердый внешний слой (ближайший к теплу печи) разрушается, оставляя мягкое внутреннее ядро незащищенным и подверженным ускоренному атмосферному воздействию. Глазурованная архитектурная терракота и керамический шпон имеют запекшуюся глазурь, которая также легко повреждается при абразивной очистке.Застекленная архитектурная терракота была разработана для легкого ухода и, как правило, может очищаться с использованием моющих средств и воды; но для удаления более стойких пятен могут потребоваться химические вещества или пар. Большие площади из кирпича или архитектурной терракоты, которые были окрашены, лучше оставить окрашенными или, при необходимости, перекрашивать.
Штукатурка и штукатурка: Штукатурка и штукатурка — это типы отделочных материалов для кирпичной кладки, которые мягче кирпича или терракоты; при абразивной обработке эти материалы просто распадутся.Действительно, когда штукатурка или штукатурка обрабатываются абразивно, обычно это делается с целью удаления штукатурки или штукатурки с любого основного материала или основы, которую они покрывают. Очевидно, что такие абразивные методы нельзя применять для чистки прочной штукатурки или штукатурных стен, а также для декоративных штукатурных поверхностей стен.
Строительные камни: Строительные камни вырезаются из трех основных категорий природных горных пород: плотных вулканических пород, таких как гранит; песчаные осадочные породы, такие как известняк или песчаник; и кристаллические метаморфические породы, такие как мрамор.В отличие от высушенных в печи кладочных материалов, таких как кирпич и архитектурная терракота, строительные камни обычно имеют однородный характер во время строительства здания. Однако, поскольку камень подвергается атмосферным воздействиям и загрязнителям окружающей среды, поверхность может стать рыхлой или может образоваться защитная пленка или патина. Эти внешние поверхности очень подвержены повреждению абразивом или неправильной химической очисткой.
Вода под очень высоким давлением повредила этот гранит.Фото: файлы NPS.
Строительные камни часто разрезают на блоки из тесаного камня или «покрывают» следами инструментов, которые придают поверхности здания специфическую текстуру и вносят свой вклад в его исторический характер так же, как и декоративная резьба по камню. Такие детали легко повредить абразивными методами очистки; рисунок обработки или резки стирается, а четкие линии лепного украшения или резьбы стираются или покрываются ямками.
Иногда можно очистить небольшие участки грубо обработанного гранита, известняка или песчаника с сильным налетом грязи, используя метод «мокрой крошки», при котором небольшое количество абразивного материала впрыскивается в контролируемую струю воды под давлением. .Однако эта техника требует очень тщательного наблюдения, чтобы не повредить камень. Полированный или шлифованный мрамор или гранит никогда не следует обрабатывать абразивно, так как истирание приведет к удалению отделки во многом так же, как стекло будет вытравлено или «заморожено» таким способом. Обычно предпочтительнее проводить недостаточную очистку, так как слишком сильная процедура очистки приведет к эрозии камня, открывая новую увеличенную площадь поверхности для сбора атмосферной влаги и грязи. Удаление краски, пятен или граффити с большинства типов камня может быть достигнуто путем химической обработки, тщательно подобранной, чтобы наилучшим образом справиться с удалением конкретного типа краски или пятен без повреждения камня.(См. Раздел «Самые щадящие средства».)
Дерево: Большинство видов древесины, используемых для строительства, являются мягкими, волокнистыми и пористыми и особенно подвержены повреждениям при абразивной очистке. Поскольку летняя древесина между линиями волокон мягче, чем сама текстура, она стирается абразивно-струйной очисткой или механическими инструментами, оставляя неровную поверхность с приподнятыми волокнами и часто изношенными или «нечеткими». Как только это произошло, почти невозможно снова получить гладкую поверхность, кроме как путем обширного ручного шлифования, что является дорогостоящим и быстро сводит на нет любые затраты, сэкономленные ранее за счет пескоструйной обработки.Такая жесткая очистка также стирает исторические следы инструментов, мелкую резьбу и детали, что исключает ее использование на любых внутренних или наружных деревянных изделиях, которые были вручную строганы, фрезерованы или вырезаны.
Металлы: Металлы, как и камень, представляют собой еще одну группу строительных материалов, которые значительно различаются по твердости и долговечности. Более мягкие металлы, которые используются в архитектуре, такие как олово, цинк, свинец, медь или алюминий, как правило, не следует очищать абразивным способом, так как процесс деформирует и разрушает первоначальную текстуру и внешний вид поверхности, а также приобретенную патину.
Декоративные штампованные металлические детали интерьера и экстерьера не должны подвергаться абразивной очистке. Фото: файлы NPS.
Многие прикладные архитектурные изделия из металла, используемые на исторических зданиях — олово, цинк, свинец и медь — часто довольно тонкие и мягкие, а потому подвержены образованию вмятин и точечной коррозии. Оцинкованный листовой металл особенно уязвим, так как абразивная обработка приведет к стиранию защитного оцинкованного слоя.
В конце 19-го и начале 20-го веков эти металлы часто вырезали, прессовали или иным образом формовали из металлических листов для самых разных практических целей, таких как крыши, водостоки и гидроизоляция, а также украшения фасадов, такие как карнизы, фризы, слуховые окна и т. Д. панели, купола, эркеры и т. д.В архитектуре 1920-х и 1930-х годов в декоративных наружных панелях, оконных рамах и дверных проемах использовались такие металлы, как хром, никелевые сплавы, алюминий и нержавеющая сталь. Жесткая абразивоструйная очистка разрушит исходную поверхность большинства этих металлов и увеличит вероятность коррозии.
Однако специалисты по консервации в настоящее время используют чувствительную технику упрочнения стеклянных шариков для очистки некоторых из более твердых металлов, в частности, больших бронзовых скульптур на открытом воздухе.Очень тонкие (75125 микрон) стеклянные шарики используются при низком давлении от 60 до 80 фунтов на квадратный дюйм. Поскольку эти стеклянные шарики имеют полностью сферическую форму, у них нет острых краев, которые могли бы разрезать поверхность металла. После очистки эти статуи проходят длительный процесс полировки. Наносятся покрытия, защищающие поверхность от коррозии, но их необходимо обновлять каждые 3-5 лет. Подобная деликатная техника очистки с использованием стеклянных шариков использовалась в Европе для очистки исторических каменных конструкций без ущерба.Но в настоящее время этот процесс еще не прошел достаточных испытаний в Соединенных Штатах, чтобы рекомендовать его в качестве меры по сохранению зданий.
Иногда очень мелкий гладкий песок используется при низком давлении для очистки или удаления краски и коррозии с медного покрытия и других металлических компонентов здания. Архитекторы-реставраторы недавно обнаружили, что смесь измельченной скорлупы грецкого ореха и медного шлака под давлением примерно 200 фунтов на квадратный дюйм была единственным способом успешно удалить коррозию с железной крыши, покрытой терном в середине XIX века.Очищенный таким образом металл необходимо немедленно покрасить, чтобы предотвратить быстрое повторение коррозии. Считается, что эти методы «упрочняют» поверхность за счет сжатия внешнего слоя и на самом деле могут быть полезны для поверхности металла. Но чрезвычайно сложный характер и время, необходимое для таких процессов, делают их очень дорогими и непрактичными для крупномасштабного использования в настоящее время.
Чугун можно чистить абразивным способом, но его необходимо немедленно покрасить, чтобы предотвратить ржавчину.Фото: файлы NPS.
Архитектурные элементы из литого и кованого железа можно аккуратно обработать пескоструйным аппаратом или абразивно очистить проволочной щеткой для удаления слоев краски, ржавчины и коррозии. Фактически пескоструйная очистка изначально была разработана как эффективная процедура обслуживания инженерных и промышленных сооружений и тяжелого оборудования — железных и стальных мостов, рам станков, двигателей и железнодорожного подвижного состава — с целью их очистки и подготовки к перекрашиванию. . Поскольку железо твердое, его поверхность, которая от природы несколько неровная, не будет заметно повреждена контролируемым истиранием.Однако такая обработка приведет к небольшому количеству точечной коррозии. Но это небольшое истирание создает хорошую поверхность для окраски, так как железо необходимо немедленно перекрашивать, чтобы предотвратить коррозию. Любая абразивная очистка металлических компонентов здания также удалит конопатку из стыков и вокруг других отверстий. Такие области необходимо быстро закапать, чтобы предотвратить проникновение влаги и ржавчину металла или повреждение другой строительной ткани внутри конструкции.
Промышленные внутренние помещения, не подвергнутые тонкой фрезеровке, в некоторых случаях можно подвергнуть абразивной очистке.Фото: файлы NPS.
По большей части абразивная очистка разрушительна для исторических строительных материалов. Было объяснено ограниченное количество особых случаев, когда может быть уместным под наблюдением опытного реставратора использовать тонкую абразивную технику на некоторых исторических строительных материалах. Тип очистки «мокрой крошкой», который включает небольшое количество песка, впрыскиваемого в поток воды под низким давлением, может использоваться на небольших участках каменной кладки (например, грубо обработанный известняк, песчаник или неполированный гранит), где более мягкие методы очистки не подходят. не удалось полностью удалить вредные отложения грязи и загрязняющих веществ.Такие области могут включать каменные подоконники, вершины карнизов или капители колонн или другие детали фасада.
Это все еще абразивный метод, и без должной осторожности при обращении он может нанести такой же вред поверхности здания, как и любой другой метод абразивной очистки . Таким образом, решение об использовании этого типа процесса «мокрой крошки» следует принимать только после консультации с опытным специалистом по ремонту зданий. Помните, что очень трудоемко и дорого использовать абразивную технику для обработки исторического здания таким образом, чтобы не нанести вред часто хрупким и хрупким строительным материалам. .
В настоящее время и только при определенных обстоятельствах можно использовать абразивные методы очистки для восстановления внутренних пространств складских или промышленных зданий для современного использования.
Внутренние помещения заводов или складских сооружений, в которых каменная или оштукатуренная поверхности не имеют значительного дизайна, деталей, инструментов или отделки, и в которых деревянные архитектурные элементы не обработаны, не отформованы, не обработаны бисером или не обработаны вручную, могут подвергаться абразивной очистке. для удаления слоев краски и промышленных пятен, таких как дым, сажа и т. д.Ожидается, что после такой обработки поверхности кирпича будут шероховатыми и изъеденными, а древесина будет несколько потрепанной или «нечеткой» с рельефной текстурой древесины. Эти незначительные поверхности будут повреждены и будут иметь шероховатую текстуру, но, поскольку они являются элементами интерьера, они не будут подвергаться дальнейшему ухудшению из-за погодных условий.
Декоративные деревянные элементы снаружи и внутри не подлежат абразивной очистке. Фото: файлы NPS.
Были описаны те случаи (в основном промышленные и некоторые коммерческие объекты), когда может быть допустимо использование абразивной обработки внутренней части исторических построек.Но для большинства исторических зданий в Руководстве по реабилитации министра внутренних дел не рекомендуется «изменять текстуру открытых деревянных архитектурных элементов (включая конструктивные элементы) и поверхностей кладки с помощью пескоструйной обработки или использования других абразивных методов для удаления краски, изменение цвета и штукатурка.
Таким образом, неприемлемо абразивная чистка интерьеров исторических жилых и коммерческих объектов, которые имеют законченных внутренних помещений с фрезерованными деревянными элементами, такими как двери, оконные и дверные молдинги, обшивка, балюстрады лестниц и каминные полки.Даже самый скромный исторический интерьер дома, хотя он может и не содержать сложных деталей, содержит штукатурку и изделия из дерева, которые имеют архитектурное значение для первоначального дизайна и функции дома. Абразивная чистка такого интерьера разрушит историческую целостность здания.
Абразивная очистка также нецелесообразна. Шероховатую поверхность деревянных элементов, подвергнутых абразивной очистке, сложно содержать в чистоте. Эти поверхности также трудно герметизировать, красить или поддерживать в хорошем состоянии, поскольку они могут быть осколками и создавать проблемы для жителей здания.Сила абразивно-струйной обработки может привести к тому, что частицы песка застрянут в трещинах деревянных элементов, что будет неприятно, так как абразив разрыхляется под действием вибрации и постепенно отсеивается. Удаление штукатурки снизит теплоизоляционные свойства стен. Внутренний кирпич обычно мягче, чем внешний, и, как правило, более низкого качества. Удаление поверхностной штукатурки с такого кирпича абразивным способом часто обнажает зияющие швы раствора и несоответствующую или отремонтированную кладку, чего никогда не было.Получившаяся голая кирпичная стена может потребовать повторной привязки, что часто бывает трудно сопоставить. Также может потребоваться нанесение прозрачного поверхностного покрытия (или герметика), чтобы предотвратить «пыление» раствора и кирпича. Тем не мение. Герметик может не только изменить цвет кирпича, но и усугубить существующие проблемы с влажностью, ограничивая нормальное испарение водяного пара с поверхности кладки.
«Самые щадящие средства»
Существуют альтернативные способы удаления грязи, пятен и краски с поверхностей исторических зданий, которые можно рекомендовать как более эффективные и менее разрушительные, чем абразивные методы.«Самое щадящее средство» удаления грязи с поверхности здания может быть достигнуто с помощью мойки водой под низким давлением, очистки участков с более стойкой грязью щеткой с натуральной щетиной (не металлической). Очистка паром также может быть эффективно использована для очистки некоторых исторических строительных материалов. Вода или пар под низким давлением смягчат грязь и заставят отложения подниматься на поверхность, где их можно смыть.
Третий метод очистки, который может быть рекомендован для удаления грязи, а также пятен, граффити или краски, включает использование имеющихся в продаже химических чистящих средств или средств для удаления краски, которые при нанесении на кладку ослабляют или растворяют грязь или пятна.Эти чистящие средства можно использовать в сочетании с водой или паром с последующей промывкой чистой водой для удаления остатков грязи и химических чистящих средств с кирпичной кладки. Щетка с натуральной щетиной также может облегчить этот тип очистки с помощью химикатов, особенно на участках с сильными отложениями или пятнами грязи, а деревянный скребок может быть полезен для удаления толстых отложений сажи. Известковый раствор или абсорбирующий тальк, белила или глиняная припарка с растворителем можно эффективно использовать для удаления солей или пятен с поверхности выбранных участков фасада здания.Практически невозможно удалить краску с поверхностей кладки, не повредив кладку, и лучше всего оставить поверхности как есть или при необходимости перекрасить.
Некоторые физики экспериментируют с использованием импульсных лазерных лучей и ксеноновых ламп-вспышек для очистки исторических поверхностей каменной кладки. В настоящее время это медленный и дорогостоящий метод очистки, но его первоначальный успех указывает на то, что в будущем он может играть все более важную роль.
Существует множество химических средств для удаления краски, которые при нанесении на окрашенное дерево смягчают и растворяют краску, так что ее можно соскоблить вручную.Отслаивающуюся краску можно удалить с дерева вручную соскобливанием и шлифованием. Особенно толстые слои краски можно размягчить с помощью теплового пистолета или нагревательной пластины при соблюдении соответствующих мер предосторожности и соскабливании пленки краски вручную. Слишком много тепла, приложенного к одному и тому же месту, может обжечь дерево, а пары, вызванные горящей краской, опасны для вдыхания и могут стать взрывоопасными. Кроме того, горячий воздух от тепловых пушек может вызвать возгорание в полости здания. Таким образом, при использовании теплового пистолета или нагревательной пластины, а также при использовании химического стриппера важна соответствующая вентиляция.Запрещается использовать факел или открытое пламя.
Подготовка к очистке: Трудно переоценить то обстоятельство, что ко всем этим методам очистки следует подходить с осторожностью. При использовании любой из этих процедур, связанных с водой или другими жидкими чистящими средствами на кирпичной кладке, обязательно, чтобы все отверстия были плотно закрыты, а все трещины или стыки были хорошо обозначены, чтобы избежать опасности проникновения воды в фасад здания, что является обстоятельством. что может привести к серьезным проблемам, связанным с влажностью, таким как выцветание и / или субфлоресценция.Каждый раз, когда вода используется для очистки кладки в чистом виде или в сочетании с химическими очистителями, очень важно, чтобы работа проводилась в теплую погоду, когда в течение нескольких месяцев нет опасности заморозков. В противном случае вода, которая проникла в кладку, может замерзнуть, что в конечном итоге приведет к растрескиванию и растрескиванию поверхности здания, что может создать другую проблему консервации, более серьезную для здоровья здания, чем грязь.
Каждый вид кирпичной кладки имеет уникальный состав и по-разному реагирует с различными химическими чистящими веществами.Вода и / или химические вещества могут взаимодействовать с минералами в камне и вызывать немедленное выщелачивание пятен нового типа на поверхность или более постепенное, при замедленной реакции. То, что может быть безопасным и эффективным очистителем для определенных пятен на одном типе камня, может оставить непривлекательные пятна на другом камне или полностью растворить третий тип.
Тестирование: Очистка исторических строительных материалов, особенно кирпичной кладки, является технически сложной задачей, и поэтому ее никогда не следует проводить без консультации и тестирования экспертов.Ни один проект по очистке не должен проводиться без предварительного нанесения предполагаемого чистящего средства на репрезентативную зону тестового участка в незаметном месте на поверхности здания. Тестовое пятно или пятна должны выдерживаться в течение определенного периода времени, предпочтительно в течение полного сезонного цикла, чтобы определить, что на очищаемую область не будет неблагоприятно воздействовать влажная или морозная погода или какие-либо побочные продукты процесса очистки. .
Существуют определенные реставрационные меры, которые могут быть приняты, чтобы помочь сохранить исторический экстерьер здания, который был поврежден абразивными методами.Древесина, подвергнутая пескоструйной очистке, будет иметь потертую или «пушистую» поверхность, или более твердая древесина будет иметь преувеличенную рельефную текстуру. Единственный способ удалить эту шероховатую поверхность или сгладить зерно — это кропотливая шлифовка. Пескоструйная обработка древесины, если она не была тщательно отшлифована, служит пылеуловителем, быстрее выветривается и представляет собой постоянную и постоянно усугубляющуюся проблему технического обслуживания. Такая древесина после шлифовки должна быть окрашена или покрыта прозрачной поверхностью, чтобы защитить древесину и облегчить уход.
Есть несколько успешных консервантов, которые можно применить к наружной кладке, подвергнутой пескоструйной очистке. Более твердый и плотный камень мог иметь только потерю четких краев или следов инструмента или других признаков ремесленной техники. Если камень имеет компактный и однородный состав, он должен продолжать выветриваться с небольшим дополнительным ухудшением. Но некоторые виды песчаника, мрамора и известняка будут выветриваться быстрее после того, как будет удалена их защитная «карьерная корка» или патина.
Более мягкие типы кладки, особенно кирпичная и архитектурная терракота, скорее всего, потребуют некоторой коррекционной обработки, если они были подвергнуты абразивной очистке. Старый кирпич, представляющий собой продукт из мягкой обожженной глины, очень подвержен повышенному износу при удалении твердой внешней оболочки с помощью абразивных методов. Эту проблему можно свести к минимуму, покрасив кирпич. Альтернативой является обработка прозрачным герметиком или поверхностным покрытием, но это придаст кладке глянцевый или блестящий вид.Обычно предпочтительнее красить кирпич, чем наносить прозрачный герметик, поскольку герметики уменьшают транспирацию влаги, позволяя солям кристаллизоваться в виде субфлоресценции, которая в конечном итоге раскалывает кирпич. Если поверхность кирпича была настолько сильно повреждена абразивной очисткой и атмосферным воздействием, что отслоение уже началось, возможно, потребуется покрыть стены штукатуркой, если она прилипнет.
Конечно, нанесение краски, прозрачного поверхностного покрытия (герметика) или штукатурки на разрушающуюся кладку означает, что исторический облик будет принесен в жертву в попытке сохранить исторические строительные материалы.Однако первоначальный цвет и текстура будут изменены уже после абразивной обработки. На этом этапе более важно попытаться сохранить кирпич, и у него нет другого выбора, кроме как защитить его от слишком быстрого «пыления» или растрескивания. В крайнем случае, в случае сильно растрескавшегося кирпича, может не быть другого выхода, кроме как заменить кирпич — сложный, дорогостоящий (особенно если используется изготовленный на заказ воспроизводящий кирпич) и длительный процесс. Как описано ранее, внутренняя кирпичная кладка, подвергнутая пескоструйной очистке, хотя и не подвержена изменениям погоды, может потребовать нанесения прозрачного поверхностного покрытия или окраски в качестве процедуры обслуживания, чтобы удержать рыхлый раствор и кирпичную пыль.(См. Инструкции по консервации № 1 для более подробного обсуждения покрытий.)
Металлы, кроме чугуна или кованого железа, изъеденные ямками и вмятинами в результате абразивно-струйной обработки, обычно нельзя зачистить. Хотя наполнители могут быть удовлетворительными для сглаживания окрашенной поверхности, открытый металл, который был поврежден, обычно необходимо заменять.
Пескоструйная очистка или другие абразивные методы очистки или удаления краски по своей природе разрушительны для исторических строительных материалов и не должны использоваться на исторических зданиях, за исключением нескольких тщательно контролируемых случаев.Есть исключения, когда определенные типы абразивной очистки могут быть допустимы, но только если они проводятся обученным консерватором, и если очистка необходима для сохранения исторической структуры.
Не существует единой формулы, подходящей для очистки всех поверхностей исторических зданий. Несмотря на то, что существует множество доступных коммерческих чистящих средств и методов, невозможно однозначно сказать, какие из них будут наиболее эффективными, не причиняя вреда строительной ткани.Часто бывает трудно определить ингредиенты или их пропорции, содержащиеся в чистящих средствах; следовательно, трудно предсказать, как продукт будет реагировать на очищаемые строительные материалы. Подобные неопределенности влияют на результат других методов очистки, поскольку они применяются к историческим строительным материалам. Дальнейший прогресс в понимании сложной природы многих переменных методов очистки может когда-нибудь предоставить лучшее и более простое решение проблем. Но до этого времени к процессу уборки исторических зданий нужно подходить осторожно, методом проб и ошибок.
Важно помнить, что исторические строительные материалы нельзя ни разрушить, ни возобновить. К ним необходимо относиться ответственно, что может означать минимальную очистку или ее полное отсутствие, если мы хотим сохранить их для будущих поколений. Если его очистка отвечает интересам здания, то это следует делать «самыми щадящими средствами».
Благодарности
Это записка по сохранению была написана Энн Э.Гриммер , историк архитектуры, отдел технической консервации. Ценные предложения и комментарии были сделаны Хью К. Миллером, AIA, Вашингтон, округ Колумбия; Мартин Э. Уивер, Оттава, Онтарио, Канада; Терри Брайант, Даунерс-Гроув, Иллинойс; Дэниел С. Каммер, Маклин, Вирджиния; и профессиональные сотрудники отдела технической консервации. Дебора Куни отредактировала окончательную рукопись.
Иллюстрации для этого брифинга, не цитируемые специально, взяты из файлов Отдела технической консервации.
Настоящая публикация подготовлена в соответствии с Законом о национальном историческом сохранении 1966 года с внесенными в него поправками, который предписывает министру внутренних дел разрабатывать и предоставлять информацию об исторических объектах. Служба технической сохранности (TPS), Служба национальных парков, готовит стандарты, руководства и другие образовательные материалы по ответственным методам сохранения исторических памятников для широкой общественности.
июнь 1979
Ашерст, Джон. Очистка камня и кирпича . Техническая брошюра 4. Лондон: Общество защиты древних построек. 1977.
Асмус, Джон Ф. «Световая очистка: лазерная технология подготовки поверхности в искусстве». Технологии и сохранение . 3: 3 (осень 1978 г.), стр. 14-18.
«Ошибка голого кирпича». Журнал «Старый дом» . I: 2 (ноябрь 1973 г.). п 2.
Американский институт кирпича. Бесцветные покрытия для кирпичной кладки. Технические заметки по кирпичному строительству . Номер 7E (сентябрь / октябрь 1976 г.).
Гилдер, Корнелия Брук. Руководство для владельцев недвижимости по обслуживанию и ремонту каменных построек. Техническая серия / № 5. Олбани, Нью-Йорк: Лига сохранения штата Нью-Йорк, 1977 г.