когда и как ее проводят?
В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня, благодаря компании «Моденжи», они доступны не только крупным предприятиям, но и всем автовладельцам.
Колоссальные нагрузки и экстремально высокие температуры в процессе работы двигателя оказывают разрушительное воздействие на основные детали цилиндро-поршневой группы – цилиндры и поршни.
В результате постоянного контакта данная пара испытывает трение, сила которого увеличивается при недостаточной смазке, слишком малых зазорах и деформационных изменениях элементов.
При первичном возникновении проблем в работе поршневой группы ограничиваются, как правило, заменой колец. Сами поршни могут прослужить намного дольше (2-3 таких замены), однако рано или поздно они также потребуют обновления. Вместе с этим обычно производится расточка цилиндров в целях восстановления их правильной геометрии.
Далее рассмотрим, какие элементы поршня больше других подвержены износу, как определить его степень и предотвратить нежелательные последствия.
Виды износа конструктивных элементов поршня
Тяжелые условия работы цилиндро-поршневой группы сказываются, прежде всего, на состоянии поршневых колец, юбки поршня и отверстия под палец.
Износ колец
Наибольшему трению о внутреннюю поверхность цилиндра подвергаются поршневые кольца, которые изнашиваются по наружному диаметру и по высоте вследствие трения о торцы канавок.
Быстрее других изнашивается первое кольцо и первая канавка поршня, так как они работают в условиях самых высоких температур и нагрузок, испытывают влияние абразивов и недостаток смазки. В результате внутренних напряжений кольца теряют свою упругость и разрушаются.
В канавках прежде всего изнашивается нижний торец, почти постоянно контактирующий с кольцами (за исключением такта всасывания) и подвергающийся усиленному давлению с их стороны.
Неравномерный износ и деформация канавок вызывает сильную вибрацию поршневых колец, повышенный расход масла и прорыв картерных газов.
Забитые дренажные отверстия в нижней канавке вызывают угорание масла.
При замене поршневых колец канавки восстанавливают на токарном станке – для улучшения прилегания элементов. Если этого не делать, новые кольца в изношенном цилиндре будут деформироваться значительно быстрее старых из-за несоответствия форм и неравномерного распределения удельного давления.
Износ юбки
Об износе юбки поршня свидетельствует появление на ней многочисленных задиров, из-за которых зазор между нижней частью юбки и стенками цилиндра увеличивается. Двигатель при этом начинает работать более шумно.
Пределом износа считается образование зазора, составляющего около 0,5 % диаметра цилиндра. То есть для цилиндров диаметрами 50, 70, 80 мм предельный зазор составляет соответственно 0,25; 0,35; 0,4 мм.
Величину зазора измеряют с помощью щупа или индикаторного нутрометра в разных частях цилиндра – сначала в нижней, менее изношенной, затем в средней.
Износ бобышек
С внутренней стороны юбки имеются приливы (бобышки), в которых просверлены отверстия для поршневого пальца. Оба его конца работают внутри бобышек, а средняя часть – в верхней головке шатуна.
Для проверки износа бобышек измеряется их диаметр. Величина фактического зазора между бобышками и пальцем, а также диаметр последнего в местах сопряжения с отверстиями должны соответствовать определенным нормам. Если допустимые пределы нарушены, поршень и палец подлежат замене.
Отверстия в бобышках из-за неравномерного износа со временем становятся овальными. Если их размер при этом не превышает установленную норму, форму исправляют разверткой.
Если при осмотре поршней на днище и жаровом поясе наблюдаются царапины, трещины и другие повреждения, вызванные чаще всего нарушением процесса сгорания топливно-воздушной смеси, поршни нуждаются в замене.
Что следует учитывать при выборе новых поршней?
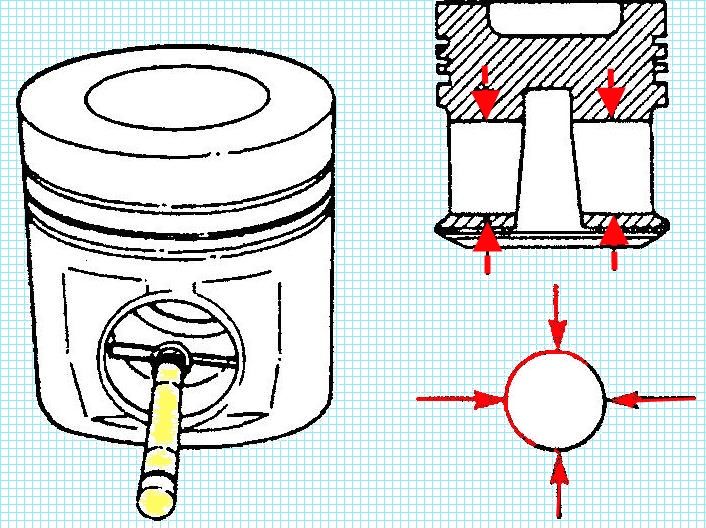
При подборе новых поршней необходимо обязательно проверять их форму: диаметр верхней части (на участке рядом с кольцами) должен быть меньше диаметра нижней. При нагреве поршней, который происходит неравномерно (больше всего на днище, меньше – на юбке) конус превращается в правильный цилиндр.
Степень конусности поршней зависит от типа двигателей и их теплового режима – чем он выше, тем конусность больше.
На днище поршней указан их диаметр в районе колец. Однако при выборе новых деталей лучше ориентироваться на другую, наибольшую величину – диаметр нижней части юбки. Зазор между ней и стенками цилиндра должен составлять от 0,05 до 0,1 мм (более точные значения указаны в мануале).
Проверить правильность зазора несложно: после нагрева поршня и цилиндра до 150 °С поршень опускают в гильзу и следят за его прохождением.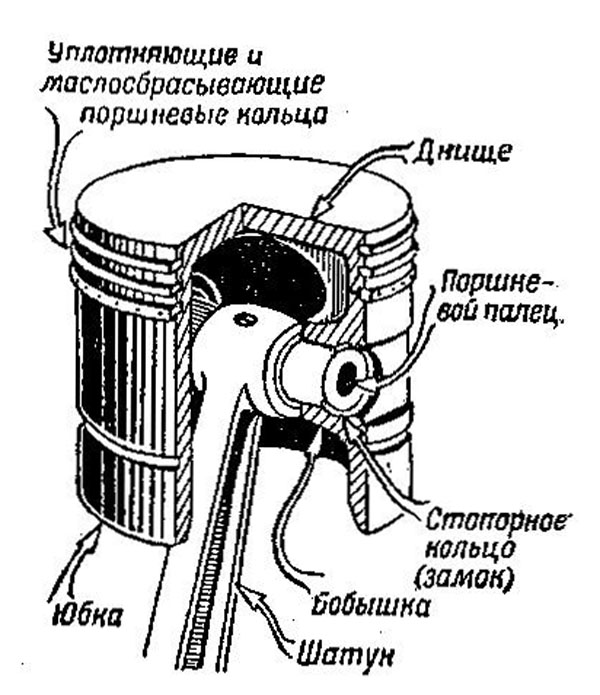 При нужном зазоре он плавно опускается под тяжестью собственного веса – не заклинивает и не падает.
При нужном зазоре он плавно опускается под тяжестью собственного веса – не заклинивает и не падает.
Выбирая поршневые комплекты, следует обязательно обращать внимание на фирму-производителя и материал. Дешевые алюминиевые детали неизвестных марок вряд ли прослужат долго. Недорогие сплавы с отсутствием кремния не обладают высокой прочностью и не имеют должного теплового расширения.
Отличные рабочие характеристики двигателя и увеличение межсервисных интервалов обеспечивают только поршни из качественных износостойких материалов.
В целях повышения прочности и ресурса поршней многие производители обрабатывают их юбки специальными антифрикционными материалами. Сегодня они доступны не только крупным предприятиям, но и всем автовладельцам. Антифрикционные твердосмазочные покрытия выпускает российская компания «Моденжи».
Для работы с двигателем в их линейке существует специальный аэрозольный состав – MODENGY Для деталей ДВС с дисульфидом молибдена и графитом.
После нанесения на юбки поршня связующие вещества, входящие в состав покрытия, полимеризуются, а твердые смазочные частицы равномерно распределяются по трущимся поверхностям, образуя прочную протекторную пленку. Она предотвращает появление задиров и снижает фрикционный износ поршней.
Сбалансированная аэрозольная упаковка позволяет наносить покрытие быстро и равномерно. При комнатной температуре состав высыхает за 12 часов, при нагреве до +170 °C – за 20 минут.
MODENGY Для деталей ДВС может использоваться не только на юбках поршней, но и в дроссельных заслонках, вкладышах распределительных и коленчатых валов, шлицевых соединениях, штоках клапанов.
Перед использование покрытия обязательна предварительная подготовка поверхностей. Отличную адгезию и долгий срок службы покрытия гарантирует Специальный очиститель‑активатор MODENGY. Он выпускается как отдельно, так и в наборе с покрытием, что позволяет не только добиться наилучшего результата, но и сэкономить.
Как поменять поршни самостоятельно?
Проверить состояние цилиндро-поршневой группы и диагностировать возможные неисправности можно самостоятельно, без снятия двигателя. Однако для этого потребуются определенные знания и навыки.
- Для начала слейте имеющееся внутри ГБЦ масло. После демонтажа головки проанализируйте состояние прокладки, если оно вызывает опасения – удалите ее полностью
- Обязательно снимите нагар с верхней части цилиндра, в противном случае вытащить поршень и оценить его исправность будет проблематично
- Замеряйте диаметр цилиндра при помощи нутромера.
 Прокручивая коленвал, убедитесь, что на гильзе имеются расточки – глубокие риски, расположенные в вертикальном положении
Прокручивая коленвал, убедитесь, что на гильзе имеются расточки – глубокие риски, расположенные в вертикальном положении - Демонтируйте поддон, слейте остатки масла и осмотрите дно на предмет наличия металлических обломков (колец, успокоителей цепи и пр.). Тщательно осмотрите масляной пленку – если на свету она не искрится – вкладыши изношены и требуют замены
- Аккуратно достаньте поршень вместе с шатуном и кольцами, проверьте их состояние. Если на юбке имеются глубокие задиры, наблюдается прогорание днища и поверхности в зоне первого компрессионного кольца, износ верхней канавки больше допустимого – необходимы дальнейшие действия по разборке поршня, а также его замене вместе с пальцем и бронзовой втулкой верхней головки шатуна
- Чтобы отделить поршень от шатуна, удалите из отверстий в бобышках стопорные кольца, с помощью пресса достаньте поршневой палец и шатун. В случае необходимости тем же прессом снимите бронзовую втулку
- Перед сборкой комплекта «поршень-палец-шатун» убедитесь, что маркировка на этих элементах выполнена краской одного цвета – то есть они имеют одинаковые диаметры отверстий
- Соедините поршень с шатуном, проверив параллельность осей с помощью контрольного приспособления с индикаторными головками
- Запрессуйте палец в отверстия бобышек поршня и верхней головки шатуна, затем вставьте в канавки бобышек стопорные кольца
- В качестве заключительного шага установите поршни с шатунами в гильзы цилиндров.
Износ ЦПГ и причины выхода из строя – Земес Авто
1. ЮБКА
1.1. Зазоры при сборке — Перегрев из-за неправильного сгорания
Признаки:
В зоне юбки поршня — сильный фрикционный износ со следами заедания со стороны как высокого, так и низкого давления. Эти места выглядят глянцевыми, как-будто отполированными, и концентрируются, главным образом, по направлению к нижнему краю юбки. Пояс колец и кольца поршня — в хорошем состоянии.
Причины и следствия:
При механической обработке поршню придан такой профиль, что при рабочей температуре юбка опирается на стенку цилиндра по всей длине. Если, например, заедание начинается от края юбки и происходит по обеим несущим сторонам (высокого и низкого давления), то из этого можно сделать вывод, что зазоры при сборке были слишком малыми. Перегрева из-за неправильного сгорания можно избежать, если на верхней поверхности нет никаких задир, следов эрозии или оплавления материала (см. также 1.3 и 2.2).
также 1.3 и 2.2).
Зазоры при сборке
Такие повреждения случаются после непродолжительной эксплуатации (новый автомобиль), поскольку тепловому расширению препятствуют недостаточные зазоры. Причиной недостаточных зазоров может также быть перегрев мотора из-за дефекта системы охлаждения (недостаток воды, неисправный клапан радиатора). (Тепловое расширение алюминиевого поршня вдвое больше, чем чугунного цилиндра). Если при недостатке воды обработка холодной водой происходит слишком быстро, это также может быть причиной недостаточных зазоров, поскольку цилиндр быстро сжимается из-за чрезмерной скорости охлаждения, в то время как поршень остаётся горячим. Если следы заедания распределены неравномерно по периферии поршня, причиной таких следов, то есть заедания поршня, может быть деформация цилиндра. Так называемые «блестящие пятна» (локальные полированные зоны) также являются показателем этого. В этом случае следует сделать вывод, что после переборки двигателя диаметр отверстия цилиндра оставлен слишком малым.
Меры:
Точные размеры цилиндра должны быть выдержаны при любых условиях. Пользуясь размерами диаметра юбки и зазоров, приведенными на головке поршня, можно вычислить точный диаметр цилиндра, который необходимо проверить перед установкой поршня.
1.2. Недостаток смазочного масла — Заедание с одной стороны юбки
Признаки:
На иллюстрации представлена в развёрнутом виде рабочая поверхность поршня с чёткими следами одностороннего заедания юбки поршня. Хорошо видны следы износа этого поршня со стороны низкого давления.
Причины и следствия:
Та сторона поршня, которая несёт более высокую ударную нагрузку, то есть сторона высокого давления, испытывает недостаток смазки во время хода (такта) сверху вниз. Недостаток смазки между поршнем и цилиндром приводит к локальным контактам металл-металл с дальнейшим перегревом и оплавлением материала (точки заедания), в результате чего вскоре схватывается вся несущая поверхность. Причиной этого может быть чрезмерное снятие масла маслосъёмным кольцом, недостаточный уровень смазки или смыв масла из-за конденсации горючего. В случае таких повреждений, вызванных недостатком горючего, поршень, очевидно, работает нормально до того, как оно происходит.
Причиной этого может быть чрезмерное снятие масла маслосъёмным кольцом, недостаточный уровень смазки или смыв масла из-за конденсации горючего. В случае таких повреждений, вызванных недостатком горючего, поршень, очевидно, работает нормально до того, как оно происходит.
Недостаток смазочного масла
Рисунок износа, который виден на стороне низкого давления, внешне выглядит нормально, на поршне нет следов перегрева. Недостаток смазки колец поршня приводит к их заеданию — это можно определить по «исцарапанным» или «смятым» рабочим поверхностям. Если причиной заедания поршня является заедание колец (см. также 2.1), то признаком этого обычно являются более значительные следы заедания на поясе колец.
Меры:
Пользуйтесь только рекомендованными типами маслосъёмных колец (см. также 2.1). Следите за тем, чтобы уровень масла был достаточным — между отметками щупа. Соблюдайте рекомендации производителя относительно качества масла и особенно его вязкости. Проверяйте давление масла. Причиной недостаточного давления масла может быть изношенный маслонасос, засорение масляного фильтра, неисправный предохранительный клапан или смыв масла. Очень важна тщательность при сборке; следует особенно внимательно проследить за тем, чтобы маслопроводы не имели протечек, и чтобы ток масла в них был свободным. Необходимо также, чтобы автоматическая воздушная заслонка карбюратора (а также, например, стартер запуска двигателя в холодном состоянии — в двигателях с впрыском горючего) была в рабочем состоянии, и чтобы срок её эксплуатации не был слишком продолжительным (см. также 1.8 «Повреждения из-за перелива горючего»).
Причиной недостаточного давления масла может быть изношенный маслонасос, засорение масляного фильтра, неисправный предохранительный клапан или смыв масла. Очень важна тщательность при сборке; следует особенно внимательно проследить за тем, чтобы маслопроводы не имели протечек, и чтобы ток масла в них был свободным. Необходимо также, чтобы автоматическая воздушная заслонка карбюратора (а также, например, стартер запуска двигателя в холодном состоянии — в двигателях с впрыском горючего) была в рабочем состоянии, и чтобы срок её эксплуатации не был слишком продолжительным (см. также 1.8 «Повреждения из-за перелива горючего»).
1.3. Перегрев — Заедание в верхней зоне юбки и в поясе колец
Признаки:
Признаками повреждения вследствие перегрева является задиры на верхней поверхности поршня или в поясе колец и верхней зоне юбки. Проектный профиль обработки поршня и соответствующий размер зазора предусматривают эксплуатацию при нормальных рабочих температурах. Перегрев, сопровождаемый увеличением диаметра, является причиной заедания верхней поверхности поршня. В случае, приведенном в данном пособии, оплавление верхней поверхности и пояса колец является следствием неправильного сгорания, приводящего к повышению уровня температуры.
Перегрев, сопровождаемый увеличением диаметра, является причиной заедания верхней поверхности поршня. В случае, приведенном в данном пособии, оплавление верхней поверхности и пояса колец является следствием неправильного сгорания, приводящего к повышению уровня температуры.
Перегрев
Причины и следствия:
Большинство случаев местного перегрева вследствие неправильного сгорания, таких как детонация или преждевременное зажигание с осадком слишком обеднённой горючей смеси. Горючего со слишком низким октановым числом, свечи зажигания с несоответствующим термическим коэффициентом, неправильная установка угла опережения зажигания или неисправное охлаждение могут быть вызваны не только излишним увеличением диаметра, но также и оплавлением материала поршня. Такие повреждения не зависят от продолжительности эксплуатации двигателя. В отличие от повреждений в результате недостаточного зазора, в данном случае повреждения имеют вид сплющенной (вогнутой) поверхности, с задирами на ней.
Заклинивание (заедание)
Нарушения нормальной работы, например, движение поршня с перекосом, недостаточный зазор между поршнем и поршневым пальцем или втулкой головки шатуна и поршневым пальцем, могут также приводить к местным жёстким контактам поршня и цилиндра (см. также 1.5). Это может нарушить движение колец и уплотнение, которое начнёт пропускать горячие газы, что приведёт не только к сильному нагреву поршня, но и к сгоранию плёнки масла на стенке цилиндра. Такая же ситуация может создаться в период приработки двигателя, если горячие газы будут проходить через кольца, ещё не обеспечивающие достаточного уплотнения (см. 2.1). Следствием этого являются задиры на поясе колец и в верхней зоне юбки.
Меры:
Проверьте исправность карбюратора, правильность установки зажигания и впрыска бензина, а в дизельных двигателях — правильность установки угла опережения зажигания и количества горючего. Не применяйте низкокачественного горючего, а если приходится им пользоваться, уменьшите нагрузку на двигатель. Проверьте зазоры между поршневым пальцем и втулкой шатуна, угловое расположение поршней, шатунов и кривошипа. Особенно необходимо купить новые шатуны и заменить старые, в случае повреждения двигателя (схватывание, задиры): если же это не будет сделано, необходимо с большой тщательностью измерить их угловое положение до начала дальнейшей эксплуатации. Проверьте охлаждающую систему двигателя, замените водяной насос и термостат, если они повреждены, и клиновидной ремень, если он проскальзывает. Удалите осадок жёсткой воды с блока двигателя. Будьте осторожны в случаях, если применяются дополнительные детали, закрывающие радиатор (например: дополнительные фары).
Проверьте зазоры между поршневым пальцем и втулкой шатуна, угловое расположение поршней, шатунов и кривошипа. Особенно необходимо купить новые шатуны и заменить старые, в случае повреждения двигателя (схватывание, задиры): если же это не будет сделано, необходимо с большой тщательностью измерить их угловое положение до начала дальнейшей эксплуатации. Проверьте охлаждающую систему двигателя, замените водяной насос и термостат, если они повреждены, и клиновидной ремень, если он проскальзывает. Удалите осадок жёсткой воды с блока двигателя. Будьте осторожны в случаях, если применяются дополнительные детали, закрывающие радиатор (например: дополнительные фары).
1.4. Зазор между поршневым пальцем и поршнем или пальцем и шатуном — Заедание в диагональном направлении в зоне отверстия поршневого пальца
Признаки:
Поршень на рис. 1 — с заглублёнными бобышками — имеет задиры только в зоне сопряжения этих углублений и юбки. Все задиры имеют только диагональное направление. В направлениях высокого и низкого давления следы заедания юбки практически отсутствуют.
В направлениях высокого и низкого давления следы заедания юбки практически отсутствуют.
Заедание в диагональном направлении (рис. 1)
Непосредственно рядом с задирами можно видеть сильно отполированные зоны. Шатун можно провернуть вокруг оси пальца только с усилием. В отверстии пальца видны следы заедания, особенно по бокам.
Причины и следствия:
Эти повреждения имеют место только в случаях, если палец закрепляется в шатуне и двигается только в поршне. Из-за сильного ограничения колебательного движения шатуна , а, следовательно, и пальца, условия смазки являются чрезвычайно важными. Просверленные отверстия, радиальные или осевые пазы для смазки обеспечивают поступление масла при нормальной работе двигателя.
Проблемы возникают, однако, при обкатке нового двигателя, когда при недостатке смазки возникает трение между поршневым пальцем и стенками отверстия. Заедание поверхности отверстия пальца часто случается до того, как масло проникнет в зазор между нею и пальцем. Образующееся при этом дополнительное тепло вызывает избыточное расширение поршня в зоне отверстия пальца.
Образующееся при этом дополнительное тепло вызывает избыточное расширение поршня в зоне отверстия пальца.
Большая нагрузка на цилиндр возникает, особенно в тех случаях, когда поршень имеет жёсткий корпус, что приводит к образованию на юбке «полированных» зон около отверстия поршневого пальца. Если при этом нагрузка двигателя возрастает, то разрушается слой смазки на стенке цилиндра, следствием чего является заедание. Горячая посадка поршневого пальца и головки шатуна также может представлять опасность, приводя к тому, что палец деформируется и принимает овальную форму. В случае «плавающего» поршневого пальца при слишком малой прессовой посадке между втулкой шатуна и пальцем могут возникнуть движения, подобные тем, которые возникают при горячей посадке шатуна. Однако в этом случае можно ожидать даже более опасного трения между пальцем и поршнем, поскольку при прессовой посадке «плавающего» пальца задаются меньшие размеры (см. также 4.3).
Меры:
При горячей посадке шатуна следует всегда смазывать палец и отверстие пальца перед их подгонкой и сборкой. Если этот узел не будет сразу установлен в двигатель, тщательно смажьте отверстия ещё раз перед сборкой двигателя. Избегайте касания пальца и шатуна (рекомендуется 18-30 мм). После завершения сборки поршня, поршневого пальца и шатуна убедитесь в том, что поршень двигается на пальце совершенно свободно.
Если этот узел не будет сразу установлен в двигатель, тщательно смажьте отверстия ещё раз перед сборкой двигателя. Избегайте касания пальца и шатуна (рекомендуется 18-30 мм). После завершения сборки поршня, поршневого пальца и шатуна убедитесь в том, что поршень двигается на пальце совершенно свободно.
1.5. Перекос — Ассиметричный износ в направлении оси пальца
Признаки:
На фото приведен поршень в развёрнутом виде с зоной перегрузки стенки цилиндра с одной стороны. Над одним отверстием пальца верхняя поверхность почернела от нагара (на левом и правом краях фотографии), в то время как над отверстием пальца в центре рисунка она относительно чистая из-за контакта с цилиндром. Следы износа скошены и асимметрично смещены. Несмотря на овальность поршня, он соединяется с нижним краем юбки с одной стороны — под отверстием пальца (что видно на краях приведенного рисунка).
Причины и следствия:
Перекос поршня может происходить по следующим причинам: ось поршневого пальца расположена под неправильным углом к шатуну, или шатун неверно отрегулирован, или коленвал неправильно закреплён в подшипниках. Это приводит к различным последствиям: в таких условиях поршневые кольца не прирабатываются в достаточной степени, что приводит к потерям компрессии и энергии. Кроме того, горячий рабочий газ может прорываться сквозь кольца, разрушая плёнку масла на стенке цилиндра, что приводит к работе всухую и заеданию поршня. Перекос поршня вызывает вибрации (флаттер) колец во время ударов, что создаёт эффект насоса с высоким расходом масла, а также осевое воздействие на поршневой палец. Стопорное кольцо поршневого пальца может подвергаться износу или даже быть выдавлено (выбито), последствия чего описаны в разделе 4.5. Благодаря тому, что в процессе производства осуществляется многократный контроль качества, возможность неправильного взаимного расположения осей поршня и пальца исключена.
Это приводит к различным последствиям: в таких условиях поршневые кольца не прирабатываются в достаточной степени, что приводит к потерям компрессии и энергии. Кроме того, горячий рабочий газ может прорываться сквозь кольца, разрушая плёнку масла на стенке цилиндра, что приводит к работе всухую и заеданию поршня. Перекос поршня вызывает вибрации (флаттер) колец во время ударов, что создаёт эффект насоса с высоким расходом масла, а также осевое воздействие на поршневой палец. Стопорное кольцо поршневого пальца может подвергаться износу или даже быть выдавлено (выбито), последствия чего описаны в разделе 4.5. Благодаря тому, что в процессе производства осуществляется многократный контроль качества, возможность неправильного взаимного расположения осей поршня и пальца исключена.
Меры:
Убедитесь в том, что детали привода правильно подогнаны во время сборки. Проверьте угловое расположение шатунов. После сборки проверьте зазор в направлении поршневого пальца с помощью щупа (калибра). Тщательно проверьте, чтобы длинные шпильки цилиндров были затянуты с равным усилием, особенно в одноцилиндровых двигателях с воздушным охлаждением.
Тщательно проверьте, чтобы длинные шпильки цилиндров были затянуты с равным усилием, особенно в одноцилиндровых двигателях с воздушным охлаждением.
1.6. Деформация цилиндра — Заедание только в нижней зоне юбки
Признаки:
Чётко локализованная зона заедания в нижнем конце юбки с несколькими «cмазанными» пятнами, частично — лоснящимися, без глубоких следов заедания. На цилиндре виден блестящий кольцевой пояс на уровне резинового уплотнения.
Причины и следствия:
Этот случай связан с местным уменьшением зазора, что особенно характерно для двигателей со вставными гильзами, где при влажных гильзах цилиндра из-за неверных диаметров посадки или слишком толстых резиновых уплотнений может произойти сужение (образование шейки) цилиндра.
Заедания в нижнем конце юбки
Дефекты такого типа могут случаться и в двигателях блочного типа со встроенными гильзами. Очевидно, что в этом случае в процессе механической обработки происходит смещение, например, при сверлении блока или обточке наружного диаметра гильзы, что и приводит к сужению гильзы. Местные задиры могут образоваться из-за деформированных в результате неправильной установки цилиндров или неодинаковой затяжки шпилек цилиндров (что особенно опасно в оребрённых цилиндрах с воздушным охлаждением).
Местные задиры могут образоваться из-за деформированных в результате неправильной установки цилиндров или неодинаковой затяжки шпилек цилиндров (что особенно опасно в оребрённых цилиндрах с воздушным охлаждением).
Меры:
Вставьте влажные гильзы цилиндра сначала без уплотнений, чтобы убедиться в отсутствии деформаций (отсутствие зазора). При затягивании шпилек головки цилиндра соблюдайте инструкцию. Неравномерный износ хонинговальных брусков при обработке цилиндров для двигателей блочного типа может привести к тому, что нижние части цилиндров получатся уже, поэтому всегда измеряйте внутренний диаметр цилиндра в нескольких уровнях. Недостаточная, плоскопараллельность блока цилиндров или головки цилиндра, или неправильные прокладки цилиндров также могут быть причиной деформации цилиндров.
1.7. Износ, связанный с загрязнением — Сильный износ юбки с образованием шероховатой, матовой поверхности
Признаки:
Часто жалуются на большой расход масла, сильные картерные загрязнения в результате конденсации топлива в масле, снижение КПД и плохую работу стартера, особенно в холодную погоду. На обеих рабочих поверхностях поршня видны широкие матовые следы износа. Контуры механической обработки стёрты. Отдельные небольшие царапины как бы вдавлены. Кольца имеют большой зазор, на них виден радиальный износ с бритвенно-острыми краями колец. Направляющие фаски маслосъёмных колец (рис. 1) полностью истёрты. Поверхности колец со стороны пазов тоже имеют сильный осевой износ. Юбка поршня и другие изношенные зоны имеют тускло-серую матовую поверхность с истёртым контуром механической обработки.
На обеих рабочих поверхностях поршня видны широкие матовые следы износа. Контуры механической обработки стёрты. Отдельные небольшие царапины как бы вдавлены. Кольца имеют большой зазор, на них виден радиальный износ с бритвенно-острыми краями колец. Направляющие фаски маслосъёмных колец (рис. 1) полностью истёрты. Поверхности колец со стороны пазов тоже имеют сильный осевой износ. Юбка поршня и другие изношенные зоны имеют тускло-серую матовую поверхность с истёртым контуром механической обработки.
Причины и следствия:
Тусклая поверхность свидетельствует о сильно загрязнённом масле. В большинстве случаев всё же возможно определить, привнесены ли загрязнения смазкой или всасываемым воздухом. Если кольца больше изношены со стороны головки поршня, особенно в осевом направлении, то грязь, безусловно, была привнесена через воздухозаборник. С другой стороны, если больше изношены нижние кольца (особенно маслосъёмное кольцо, как показано на рис. 1), и на юбке также видны следы сильного износа, то в этом случае причиной является загрязнённое масло.
Износ вследствие загрязнения (рис. 1)
Особенно чётким доказательством этого является износ поршневого пальца. Если на поршне видны только вертикальные царапины, а матовые поверхности отсутствуют, и если при этом на кольцах виден, главным образом, радиальный износ меньше осевого износа верхнего кольца, то причина — в обработке цилиндров. Либо канал цилиндра не был тщательно промыт после хонингования, или частицы материала («железные опилки») после хонингования осели на поверхность, в дальнейшем разрушая её. Ещё одним последствием также могут быть сработанные кольца.
Меры:
Производите сборку с большой тщательностью (в соответствии с указаниями производителя). Регулярно прочищайте или заменяйте фильтры воздухозаборника, в соответствии с концентрацией загрязнений в условиях эксплуатации двигателя, пользуйтесь новыми прокладками, проверяйте, не даёт ли протечек воздухозаборник. Пользуйтесь хонинговальными брусками, которые оставляют чистую поверхность. Тщательно очищайте каналы цилиндров после обработки.
Тщательно очищайте каналы цилиндров после обработки.
1.8. Износ, вследствие попадания топлива — Износ стенок в зонах попадания топлива
Признаки:
На поршне видны узкие бороздки, преимущественно с одной стороны, с чёткими следами истирания по всей длине юбки поршня. На кольцах имеются царапины, а также, до определённой степени, и задиры. В дизельных двигателях на юбке видны небольшие (размером 0,1-0,2 мм) яркие пятнышки.
Причины и следствия:
Попадающее топливо смывает плёнку масла на стенке цилиндра. Поршень и кольца работают всухую. Первые следы истирания, а позднее задиры образуются в зоне наибольшей нагрузки. Карбюраторные двигатели Причиной избытка горючего часто может быть неправильная работа карбюратора. Может быть, автоматический дроссель переключается слишком поздно, или ручной дроссель оставляется открытым слишком надолго. Другими причинами могут быть также дефектная система впрыска топлива (устройство обогащения для запуска холодного двигателя), или отказ системы зажигания из-за неисправных свечей в отдельных цилиндрах, что приводит к осаждению топлива на стенке цилиндра. А оно, в свою очередь, смывает смазку, и увеличение нагрузки на двигатель приводит к серьёзным повреждениям поршня. Дизельные двигатели топливо, несгоревшее из-за позднего зажигания или отказов системы зажигания, смывает плёнку смазочного масла на стенке цилиндра. Последствие — отсутствие смазки — вызывает истирание юбки и сильный износ колец. «Осколки», то есть полированные частицы материала поршня, которые были оторваны с одной его части и осели на другой, являются ясным показателем смыва смазочного масла.
А оно, в свою очередь, смывает смазку, и увеличение нагрузки на двигатель приводит к серьёзным повреждениям поршня. Дизельные двигатели топливо, несгоревшее из-за позднего зажигания или отказов системы зажигания, смывает плёнку смазочного масла на стенке цилиндра. Последствие — отсутствие смазки — вызывает истирание юбки и сильный износ колец. «Осколки», то есть полированные частицы материала поршня, которые были оторваны с одной его части и осели на другой, являются ясным показателем смыва смазочного масла.
Износ вследствие попадания топлива
Меры:
Карбюраторные двигатели Правильно отрегулируйте автоматическую дроссельную заслонку; что же касается ручной, то поднимайте её только на краткий промежуток времени при запуске и на нескольких первых километрах движения. Избегайте «накачивать» педаль акселератора, т.к. топливо при этом впрыскивается в карбюратор через насос акселератора. Особенно большому риску при этом подвергается холодный двигатель, ещё не разогретый до рабочей температуры. Избегайте разогрева двигателя на холостом ходу. Не прокручивайте двигатель стартером слишком долго, в то же время, открывая дроссельную заслонку по несколько раз, и не делайте слишком много попыток запустить двигатель. Проверьте карбюратор — правильно ли работают поплавок и клапан иглы поплавка, поскольку затруднения с запуском будут означать, что топливо начинает заливать двигатель. В системах впрыска бензина особенно внимательно убедитесь в том, что устройство обогащения топлива для запуска холодного двигателя правильно отрегулировано. Проверьте, не смывается ли смазка (образование мелких пузырьков на щупе). Дизельные двигатели, в случае продолжительной, постоянной детонации, которая не прекращается после холодного запуска двигателя, проверьте устройство впрыскивания топлива, особенно форсунки. Измерьте компрессию.
Избегайте разогрева двигателя на холостом ходу. Не прокручивайте двигатель стартером слишком долго, в то же время, открывая дроссельную заслонку по несколько раз, и не делайте слишком много попыток запустить двигатель. Проверьте карбюратор — правильно ли работают поплавок и клапан иглы поплавка, поскольку затруднения с запуском будут означать, что топливо начинает заливать двигатель. В системах впрыска бензина особенно внимательно убедитесь в том, что устройство обогащения топлива для запуска холодного двигателя правильно отрегулировано. Проверьте, не смывается ли смазка (образование мелких пузырьков на щупе). Дизельные двигатели, в случае продолжительной, постоянной детонации, которая не прекращается после холодного запуска двигателя, проверьте устройство впрыскивания топлива, особенно форсунки. Измерьте компрессию.
2. ПОЯС КОЛЕЦ
2.1. Нарушение нормальной работы (смятие) — Износ колец и перекос (ассиметричный износ)
Признаки:
По всей окружности колец видны полосатые царапины, кое-где имеющие цвет накалявшегося металла. Поршень на приведенной фотографии демонстрирует в районе кольцевого пояса следы одностороннего жесткого трения об поверхность цилиндра в направлении поршневого пальца.
Поршень на приведенной фотографии демонстрирует в районе кольцевого пояса следы одностороннего жесткого трения об поверхность цилиндра в направлении поршневого пальца.
Износ колец и перекос
Причины и следствия:
Кольца, защемленные вследствие перекоса поршня, не в состоянии обеспечивать необходимый уплотнительный эффект. Раскаленные газы могут прорываться за кольца, уничтожая масляную пленку на зеркале цилиндра. Таким образом, кольца работают всухую и частично клинят в цилиндре. Выделяемое при этом тепло раскаляет кольца, на них в последствии остаются участки с характерной окраской.
Постепенно процесс разрушения переходит на кольцевой пояс и верхнюю часть юбки поршня, т.к. зона выгорания масляной пленки увеличивается по мере истирания колец. Защемление колец с аналогичными последствиями может быть вызвано также попаданием под кольца сажи или грязи и даже (в случае небрежной сборки) металлических опилок. Поврежденные кольца или их посадочные места — еще одна возможная причина защемления колец .
Меры:
Перед сборкой поршня проверьте, могут ли кольца свободно вращаться. Проверьте угловое положение шатуна перед сборкой, или по завершении сборки, проверьте зазор поршня в направлении пальца. С помощью калибра для измерения зазоров в верхней и нижней мёртвых точках.
2.2. Стёртые кольца — Износ колец и заедание юбки
Признаки:
По всему периметру компрессионных колец имеются задиры — они «стёрты». Стенки канала цилиндра тоже пострадали — на них имеются продольные царапины. В результате заедание поршня может произойти в нижнем поясе колец или верхней зоне юбки.
Причины и следствия:
Такое заедание колец начинается из-за отсутствия смазки на стенке цилиндра по различным причинам. Тонкая плёнка смазки, которая в нормальных рабочих условиях остаётся на рабочей поверхности цилиндра, может быть полностью соскоблена кольцами, что приводит к местным контактам металла по металлу и отдельным оплавлениям из-за теплоты трения и неровности рабочей поверхности.-1200x900.jpg) В конечном счете, в материале образуются трещины. Повреждения такого рода особенно характерны для стадии обкатки («вырабатывания»), если двигатель несёт большую нагрузку, поскольку кольца к этому времени ещё не достигли полного уплотняющего эффекта. Далее рабочие газы, образующиеся в результате сгорания топлива, проникают сквозь уплотнение и сжигают плёнку смазки на стенке цилиндра. Затем они могут нагревать юбку поршня, результатом чего — вследствие «стёртых» колец — легко может произойти также заедание поршня. Перегрев из-за преждевременного зажигания, слишком бедная смесь или дефекты системы охлаждения (из-за неправильно отрегулированных или забитых форсунок) также создают большую опасность заедания колец.
В конечном счете, в материале образуются трещины. Повреждения такого рода особенно характерны для стадии обкатки («вырабатывания»), если двигатель несёт большую нагрузку, поскольку кольца к этому времени ещё не достигли полного уплотняющего эффекта. Далее рабочие газы, образующиеся в результате сгорания топлива, проникают сквозь уплотнение и сжигают плёнку смазки на стенке цилиндра. Затем они могут нагревать юбку поршня, результатом чего — вследствие «стёртых» колец — легко может произойти также заедание поршня. Перегрев из-за преждевременного зажигания, слишком бедная смесь или дефекты системы охлаждения (из-за неправильно отрегулированных или забитых форсунок) также создают большую опасность заедания колец.
Перегрев вызывает образование нагара в пазах, ещё более затрудняя движение колец. Они теряют свои уплотняющие свойства, и плёнка смазки нарушается.
Стёртые кольца
Меры:
Во избежание неисправностей зажигания проверьте, правильно ли отрегулирован двигатель. Что касается конфигурации колец, то верхнее компрессионное кольцо, обычно хромированное или, что ещё лучше, покрытое молибденом, создаёт благоприятные условия для предупреждения «стирания» колец. Поэтому конфигурацию колец, рекомендованную производителем двигателя, НЕ СЛЕДУЕТ изменять. Высоких нагрузок на двигатель в период обкатки («прирабатывания»), например, при полной нагрузке на больших скоростях двигателя, или, что даже более опасно, при работе под большой нагрузкой на малых скоростях двигателя, следует всемерно избегать. Слишком гладкие стенки цилиндров так же опасны, как и слишком шероховатые. Задача — добиться оптимальной разницы высот пика и впадины в пределах 0,6-1,2 мкм. Следует также избегать следов расточки («железных опилок»), поскольку из-за них смазка становится неравномерной и приводит к ещё большему износу колец.
Что касается конфигурации колец, то верхнее компрессионное кольцо, обычно хромированное или, что ещё лучше, покрытое молибденом, создаёт благоприятные условия для предупреждения «стирания» колец. Поэтому конфигурацию колец, рекомендованную производителем двигателя, НЕ СЛЕДУЕТ изменять. Высоких нагрузок на двигатель в период обкатки («прирабатывания»), например, при полной нагрузке на больших скоростях двигателя, или, что даже более опасно, при работе под большой нагрузкой на малых скоростях двигателя, следует всемерно избегать. Слишком гладкие стенки цилиндров так же опасны, как и слишком шероховатые. Задача — добиться оптимальной разницы высот пика и впадины в пределах 0,6-1,2 мкм. Следует также избегать следов расточки («железных опилок»), поскольку из-за них смазка становится неравномерной и приводит к ещё большему износу колец.
2.3. Маслосъёмные кольца — Износ колец и заедание юбки
Признаки:
На кольцах видны типичные задиры (следы истирания), такие же следы, кроме того, видны и стенке цилиндра, а состояние поршня нормальное. Следов перегрева (остатков масла на нижнем поясе колец и верхней зоне юбки) обычно нет.
Следов перегрева (остатков масла на нижнем поясе колец и верхней зоне юбки) обычно нет.
Причины и следствия:
Истирающее действие излишнего масла, например, в случаях, когда меняют одну конфигурацию колец и вставляют трёхслойное стальное кольцо или кольцо с цилиндрической (винтовой) пружиной, оказывающее сильное «сдирающее» действие, — приводит к недостаточной смазке стенки цилиндра, и, как результат, к стиранию колец. Если кольца заменяют, а цилиндр не обрабатывают, для периферии колец, которые ещё не приработались и поэтому опираются на стенку цилиндра только своими внешними краешками, оказывается недостаточно смазки на слишком гладкой поверхности стенки цилиндра.
Износ колец
Меры:
Не вносите по собственному усмотрению никаких изменений в хорошо испытанную и рекомендованную конфигурацию колец с целью уменьшить расход масла. Когда устанавливаются новые кольца (проверьте зазор), цилиндр следует расточить и хонинговать, чтобы обеспечить достаточную шероховатость для приработки и устранить следы износа, образовавшиеся верхним кольцом.
Следы износа
Однако в большинстве случаев цилиндр бывает повреждён царапинами до такой степени, что только его замена (в двигателях со вставными гильзами) или расточка до следующего, большего размера позволяют добиться надёжной и продолжительной эксплуатации двигателя. Перед установкой поршня в цилиндр убедитесь, что кольца свободно двигаются в пазах.
2.4. Повреждения поршневых колец — Пояс колец, поврежденный сломанным кольцом
Признаки:
Направляющие фаски или верхняя поверхность на рис. 1 «ободраны», то есть, выбиты до образования желобка. Поверхности этих задир отполированы — они чистые и гладкие. Кольцо в «ободранном» пазу сломано. Края паза развальцованы наружу и истёрты сильным трением о цилиндр, из-за чего их края заострились. На рис. 2 также показан отполированный излом. После более долгой эксплуатации, однако, верхняя поверхность также разрушилась, и отдельные обломки забиты в пространство между поршнем и головкой цилиндра.
Направляющие фаски поршневого кольца (рис. 1)
1)
Причины и следствия:
Задиры — результат воздействия сломанных колец. Поломка колец может произойти вследствие неправильной установки, недостаточного зазора кольца. Причиной этой вибрации могут быть силы инерции движение поршня при эксплуатации двигателя на чрезмерных скоростях или если осевой зазор колец увеличивается износа поверхности колец или пазов. Это часто приводит к тому, что кольца разламываются на мелкие кусочки, которые затем разбивают паз из-за воздействующих на них сил инерции или, как показано на рис. 2, даже проламывают верхнюю поверхность насквозь.
Отполированный излом поршневого кольца (рис. 2)
В результате из-за обломков, достигающих камеры сгорания, могут произойти значительные повреждения двигателя. В двухтактных двигателях, где вращению кольца препятствуют упоры, такие воздействия особенно часты около упоров. Причина — обломанные концы колец. Это происходит, когда кольца с недостаточным зазором или стыкующимися концами с силой прижимаются к упорам, или если концы конец обламываются при установке. Износ паза увеличивается вследствие перегрева пояса колец, поскольку горячие рабочие газы могут прорываться сквозь сломанные кольца или уже образовавшиеся повреждения (задиры). В результате, во-первых, увеличивается износ перегретого поршня, поскольку понижается прочность материала, а во-вторых, возникает опасность заедания поршня, поскольку плёнка смазки сгорает.
Износ паза увеличивается вследствие перегрева пояса колец, поскольку горячие рабочие газы могут прорываться сквозь сломанные кольца или уже образовавшиеся повреждения (задиры). В результате, во-первых, увеличивается износ перегретого поршня, поскольку понижается прочность материала, а во-вторых, возникает опасность заедания поршня, поскольку плёнка смазки сгорает.
Меры:
Производите сборку с большой тщательностью (пользуйтесь кольцевым фиксатором поршня и не вбивайте кольцо в паз). Если сомневаетесь, проверьте еще раз зазор кольца.
2.5. Износ колец и пазов
Признаки:
Кольца имеют слишком большой осевой зазор из-за сильного износа, особенно в верхнем пазу. Во многих случаях кольца также подвергаются сильному радиальному износу с увеличением зазора до нескольких мм. Диаграммы сторон пазов (рис. 1) свидетельствуют об износе. Затемнённые места — зоны полного износа материала поршня. Обычно такие поршни удаляют из-за высокого расхода масла или низкой мощности двигателя.
Износ колец и пазов (рис. 1)
Причины и следствия:
Помимо обычного износа после продолжительного периода эксплуатации, который здесь не рассматривается, существует несколько иных причин износа. С одной стороны, это дефекты смазки из-за её смыва (растворения), что приводит к сильному износу колец. Главным образом, радиальный износ (без повреждений поршневого пальца), а также сильный износ юбки. С другой стороны, если изношен также и поршневой палец, то причиной следует считать воздействие грязи или инородных частиц, попавших с всасываемым воздухом из-за повреждённых или не замененных вовремя фильтров. В случаях резкого увеличения радиального износа совместно с радиальным износом верхнего паза, особенно по сравнению с маслосъёмным кольцом, можно предположить недостаточную работу фильтров. Однако если больше изношено маслосъёмное кольцо по сравнению с верхним кольцом, то причина износа — загрязнённое масло. Чётким указанием на то, что причина износа — грязь, является матовая, серая поверхность изношенных зон поршня и поршневого пальца. Если имеется только осевой износ, причиной вполне может быть завышенная температура сгорания, а значит, и температура поршня, совместно со слишком высокими скоростями двигателя. В этом случае силы инерции могут «расклепать» стороны пазов. Вибрация при слишком высоких скоростях двигателя может также приводить к сильному износу сторон пазов и усилению вибрации. Разбитые пазы вызывают вибрацию колец даже при малых скоростях двигателя. Износ постепенно усиливается.
Если имеется только осевой износ, причиной вполне может быть завышенная температура сгорания, а значит, и температура поршня, совместно со слишком высокими скоростями двигателя. В этом случае силы инерции могут «расклепать» стороны пазов. Вибрация при слишком высоких скоростях двигателя может также приводить к сильному износу сторон пазов и усилению вибрации. Разбитые пазы вызывают вибрацию колец даже при малых скоростях двигателя. Износ постепенно усиливается.
Меры:
Проверьте, не слишком ли высок расход топлива и не растворяется ли масло (образование мелких пузырьков на маслоизмерительный щупе). Регулярно обслуживайте воздушный фильтр. Проверьте , не протекает ли система всасывания топлива. Обеспечьте наличие достаточного количества масла, особенно в случае фильтров — отстойников, и чаще обслуживайте их при высокой запылённости. Избегайте чрезмерных скоростей двигателя при движении вниз во избежание вибрации колец.
2.6. Износ многослойных маслосъёмных колец — Наличие царапин на многослойных маслосъемных кольцах (кольца 3S)
Признаки:
Хромовое покрытие рабочей поверхности изношено до основного металла; на металле заметны гребнеобразные полосы, расположенные параллельно направлению движения, увеличение в 50 раз.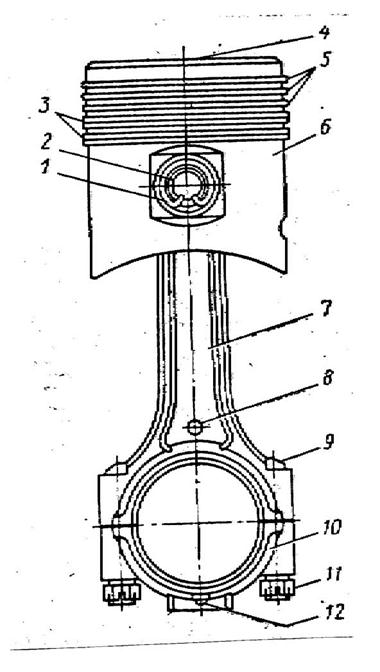 Если два стальных ребра маслосъёмного кольца приложить друг к другу, видно, что гребни на обоих ребрах совпадают.
Если два стальных ребра маслосъёмного кольца приложить друг к другу, видно, что гребни на обоих ребрах совпадают.
Причины и следствия:
Эти гребнеобразные полосы возникают из-за канавок на зеркале цилиндра. На кромках канавок действует высокое радиальное и осевое контактное давление, т.к. составные кольца, в силу особенностей своей конструкции, не могут вращаться так же легко, как обычные маслосъемные кольца. За пределами канавок хромовое покрытие колец практически не изнашивается, т.к. небольшие царапины, постепенно появляющиеся на хромовом покрытии, в последствии совершенно лишают кольцо возможности вращения. Канавки на зеркале цилиндра могут возникать по ряду причин. К примеру, неадекватная расточка цилиндров может оставить старые канавки, возникшие в процессе предыдущей эксплуатации. Если в цилиндры при установке попадает грязь, канавки могут появиться уже в процессе эксплуатации. Зеркало цилиндра могут повредить и изношенные кольца. Недостаток масла приводит к изнашиванию колец. Но если неровности на кольцах при улучшении смазки стираются, то на стенках цилиндров они остаются. В последствии они повреждают маслосъёмные кольца, что увеличивает расход масла.
Но если неровности на кольцах при улучшении смазки стираются, то на стенках цилиндров они остаются. В последствии они повреждают маслосъёмные кольца, что увеличивает расход масла.
Износ многослойных маслосъёмных колец
Меры:
При сборке избегайте попадания в цилиндр грязи. Сильно изношенные и поврежденные цилиндры следует расточить на размер больше. Не давайте холодному двигателю полную нагрузку, избегайте высоких оборотов и больших нагрузок на малых оборотах.
2.7. Смыв масла несгоревшим топливом — Сильный радиальный износ колец
Признаки:
На кольцах виден значительный радиальный износ, в некоторых случаях отдельные участки сильно истерты. Осевой износ колец и канавок небольшой. Сам поршень в районе посадочного места кольца может иметь зоны абразивного износа. Поверхность покрыта царапинами, но без признаков задира. На юбке поршня также видны глубокие царапины, а в некоторых местах — небольшие задиры и повреждения без ярко выраженного износа поверхности.
Причины и следствия:
Основная причина такого износа — некачественная смазка. К этому также могут привести неправильная регулировка карбюратора, неполадки в работе воздушной заслонки, чрезмерная амплитуда заслонки, продолжительная работа двигателя (особенно непрогретого) на холостом ходу, эксплуатация на небольших расстояниях (холодный старт, небольшой пробег, остановка), отсутствие искры в одном из цилиндров, попадание паров топлива в масло. Последнее отрицательно влияет на масляную пленку и ускоряет изнашивание. В неправильно отрегулированных дизельных двигателях с поздним или пропадающим воспламенением несгоревшее топливо может отлагаться на стенках цилиндра, а затем попадать в масло. Потертая поверхность поршня — характерный признак дизельных двигателей. Несгоревшее топливо может также стать причиной произвольного возгорания в цилиндре. При осмотре неудовлетворительно работающих или чрезмерно расходующих масло компрессоров (стационарных или применяемых в автомобильных пневматических тормозах), часто обнаруживаются повреждения колец, изображённые на рис. Причина этого — конденсат, образующийся в результате пропускания неплотно прилегающим клапаном сжатого воздуха. Вода в виде эмульсии значительно снижает смазочный эффект масла. Последствия — сильный износ колец и цилиндров.
Причина этого — конденсат, образующийся в результате пропускания неплотно прилегающим клапаном сжатого воздуха. Вода в виде эмульсии значительно снижает смазочный эффект масла. Последствия — сильный износ колец и цилиндров.
Радиальный износ колец
Меры:
Если двигатель расходует топливо сверх нормы, проверьте его регулировку. Проверьте наличие топлива в масле (запах и пузырьки на указателе уровня масла). При стуках в дизельном двигателе, которые не прекращаются после прогрева, проверьте давление и топливные форсунки. В карбюраторных двигателях следует немедленно устранять неисправности зажигания (не забывая о возможных проблемах с катализатором). Убедитесь в безупречности хонингования. Перед сборкой тщательно очищайте картер и цилиндры.
2.8. Повреждения, вызываемые механической перегрузкой — Поломки направляющих
Признаки:
На рис. 1 кромка посадочного места первого кольца разрушена на треть своей протяженности. На фотографии хорошо видно направление излома — сверху вниз. Признаков неправильного сгорания топлива нет.
Признаков неправильного сгорания топлива нет.
Поломки направляющих (рис. 1)
Причины и следствия:
Поршень, изображённый на рис. 1, прослужил довольно недолго. Двигатель был «настроен» на спортивный режим. Результатом высокой мощности двигателя и перегрузок стало предельно высокое давление, разрушившее вскоре кольцевой пояс поршня. Излом проходит в направлении действия нагрузки.
Излом только второго посадочного места могут вызвать те же причины. Если верхнее кольцо не обеспечивает достаточного уплотнения, газы воспламененной горючей смеси беспрепятственно прорываются к следующему кольцу, чрезмерно увеличивая нагрузку на кромки его посадочного места. Перегородка под этим кольцом может сломаться, при этом верхняя перегородка останется целой. В поршне, где направление излома идет сверху вниз.
В поршнях излом, у которых с низу в верх. Основная причина подобных повреждений — некачественная сборка, когда кольца устанавливаются неправильно, без применения соответствующих специальных инструментов, или когда поршень не вставляется, а «забивается» в цилиндр. Посадочные места поршневых колец ломаются и разрушаются в работе. В процессе подобной сборки могут быть повреждены и кольца.
Посадочные места поршневых колец ломаются и разрушаются в работе. В процессе подобной сборки могут быть повреждены и кольца.
Причиной разрушения посадочных мест в первом из описанных случаев могут быть также и удары верхнего кольца об истертую кромку цилиндра при прохождении верхней мёртвой точки. Подобный же эффект можно наблюдать в тех случаях, когда цилиндр не был расточен перед заменой поршня; когда поршень ударяется об головку блока цилиндров или неверно подобранную прокладку, а также при сильном износе шатунных вкладышей. Разрушение посадочного места кольца может быть также следствием его износа, из-за чего кольца начинают вибрировать. Гидроудар также может повредить посадочное место кольца.
Меры:
Не устанавливайте поршни с новыми кольцами без тщательного осмотра цилиндров. Устанавливайте только испытанные марки поршней, которые соответствуют требованиям конструкции. При установке поршней пользуйтесь кольцевым фиксатором и не заколачивайте поршни в цилиндр.
2.9. Повреждения, вызываемые неправильным сгоранием — Разрушение посадочных мест поршневых колец вследствие неправильного сгорания топлива
Признаки:
На рис. 1 видно, что излом проходил сверху вниз. Рисунки 1 и 2 наглядно показывают следы разрушения вследствие неправильного сгорания топлива. Разъеденный край головки поршня хорошо виден на фотографии, сделанной с помощью электронного микроскопа.
Повреждения, вызываемые неправильным сгоранием (рис. 1)
Причины и следствия:
Для ясности отрицательные факторы, действующие в двигателях с искровых зажиганием и дизельных двигателях, рассмотрены отдельно.
Двигатели с искровым зажиганием. Ударная детонация приводит к резкому возрастанию давления до 300 бар на 1 градус поворота коленвала (в то время, как нормальная величина составляет 3-5 бар на 1 градус поворота) и к вибрациям, близким к ультразвуковым, а также к резкому перегреву в результате нестабильного сгорания. Под действием высоких температур и вибраций, в перегородках между кольцами (для которых предусмотрены нормальные условия эксплуатации) появляются трещины, а затем и изломы, идущие сверху вниз.
Особенно опасна ударная детонация при работе двигателя на высоких оборотах, когда сильно перегревается головка поршня. Причиной неправильного сгорания может быть раннее зажигание, бедная горючая смесь, бензин со слишком низким октановым числом или повышение давления из-за отложений в камере сгорания (в городском цикле езды). Высокая температура всасываемого воздуха (неправильный предварительный подогрев воздуха) тоже могут привести ударной детонации в двигателе. В этом случае рекомендуется использовать бензин с большим октановым числом. Обычно следы эрозии, особенно в области верхнего держателя кольца или по краям головки поршня, свидетельствуют о проблемах в сгорании топлива, то есть о раннем зажигании или детонации.
Дизельные двигатели. В дизельных двигателях, в противоположность двигателям с искровым зажиганием, ударная детонация возникает вследствие чрезмерной задержки воспламенения. При этом поршневые кольца подвергаются сильным механическим перегрузкам. Причиной этого может быть неправильная синхронизация инжектора (слишком ранний или запоздалый впрыск), нарушение подачи топлива пусковым устройством или неподходящая марка дизельного топлива (слишком низкое цетановое число).
Причиной этого может быть неправильная синхронизация инжектора (слишком ранний или запоздалый впрыск), нарушение подачи топлива пусковым устройством или неподходящая марка дизельного топлива (слишком низкое цетановое число).
Меры:
В двигателях с искровым зажиганием используйте не детонирующее топливо с рекомендуемым октановым числом. При отложениях в камере сгорания после длительной эксплуатации автомобиля на коротких дистанциях, дайте двигателю возможность «размяться», давая полную нагрузку лишь после первых 100 километров. Это поможет избежать особенно опасной детонации на высоких оборотах. Не изменяйте регулировку карбюратора (форсунок) и не пытайтесь экономить топливо, отрегулировав его на создание бедной смеси. Не выставляйте слишком раннее зажигание. В дизельных двигателях выставляйте режим впрыска топлива и угол опережения зажигания в соответствии с характеристиками двигателя. Следите за состоянием топливных форсунок
3. ГОЛОВКА ПОРШНЯ
3.
 1. Неправильное сгорание или прогары в карбюраторных и дизельных двигателях — Прожженная головка поршня в двигателе
1. Неправильное сгорание или прогары в карбюраторных и дизельных двигателях — Прожженная головка поршня в двигателеПризнаки:
Головка поршня на рис. 1 имеет впадину, напоминающую след от пули. Поверхность, окружающая головку поршня, обычно покрыта оплавленным материалом поршня. На рис. 2 верхняя поверхность сожжена, и пояс колец имеет сквозные прожиги или разрушения. Поршень дизельного двигателя на рис. 3 имеет оплавления в сторону юбки.
Впадина на головке поршня (рис. 1)
Причины и следствия:
По положению повреждений головки поршня можно определить, что причиной этих повреждений являются свечи зажигания, форсунки инжектора (для дизельных двигателей), выходные отверстия предкамеры или вихрекамеры. Однако основной причиной является неправильное сгорание. Начальным этапом перед прожиганием является деформация головки поршня, обусловленная давлением при сгорании на материал, ослабленный перегревом.
Прожженная головка поршня в двигателе (рис.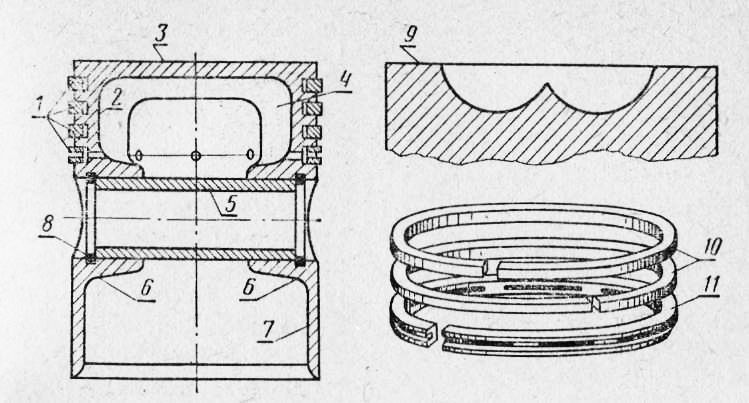 2)
2)
Карбюраторный двигатель Свеча зажигания со слишком низким температурным коэффициентом явилась причиной повреждения поршня, изображенного на рис. 1. Преждевременное зажигание, возникшее из-за перегрева дна изолятора свечи, привело к местному перегреву материала поршня и оплавлению головки. Повреждения свечи зажигания могут также быть следствием детонации, аналогично преждевременному зажиганию. Повреждение, изображенное на рис. 2, в основном вызывается преждевременным зажиганием, которое является следствием поврежденной из-за детонации прокладки головки цилиндра. Причинами детонации с последующим преждевременным зажиганием являются: раннее появление искры, слабое смешивание воздуха с топливом, дефектное оборудование впрыскивания, низкооктановое топливо. Преждевременное зажигание также приводит к тем же повреждениям, что и последствия детонации, обусловленной остаточными продуктами сгорания. Дизельный двигатель Повреждение, изображенное на рис. 3, вызвано нарушениями в системе впрыскивания топлива. Как излишнее количество впрыскиваемого топлива, так и истечение топлива из форсунок после подачи приводит к слабому завихрению. В результате возникают нарушения, приводящие к образованию температурных пиков, прожигающих отверстия в поршне.
Как излишнее количество впрыскиваемого топлива, так и истечение топлива из форсунок после подачи приводит к слабому завихрению. В результате возникают нарушения, приводящие к образованию температурных пиков, прожигающих отверстия в поршне.
Поршень дизельного двигателя (рис. 3)
Меры:
В карбюраторном двигателе проверить правильность регулировки карбюратора и системы впрыскивания, а также убедиться в отсутствии протекания в системе питания. Используйте свечи с правильным калильным числом.
Проверьте угол опережения зажигания и устройства опережения зажигания (центробежный и вакуумный регуляторы). В дизельном двигателе замените форсунки, из которых вытекает топливо после подачи (неравномерный шум работы), и проверьте инжекторный насос. Используйте топливо с соответствующими антидетонационными свойствами.
3.2. Оплавление в карбюраторных двигателях — Оплавление головки поршня и ее верхней поверхности в карбюраторных двигателях
Признаки:
На рис. 1 изображены три поршня, которые иллюстрируют развитие процесса оплавления. Правый и средний поршни имеют небольшие участки оплавления на кромке головки. У левого поршня зона головки полностью оплавлена. Аналогично рисунку 1, на рис. 2 показана следующая стадия разрушения. Отверстие в прокладке головки цилиндра на рис. 3 деформировано и прижато к части окружности кромки стенки цилиндра.
1 изображены три поршня, которые иллюстрируют развитие процесса оплавления. Правый и средний поршни имеют небольшие участки оплавления на кромке головки. У левого поршня зона головки полностью оплавлена. Аналогично рисунку 1, на рис. 2 показана следующая стадия разрушения. Отверстие в прокладке головки цилиндра на рис. 3 деформировано и прижато к части окружности кромки стенки цилиндра.
Процесс оплавления поршня (рис. 1)
Причины и следствия:
Неконтролируемое преждевременные зажигание, обусловленное тлением продуктов сгорания. Клапаны, перегретые вследствие несоответствующего зазора и неверно установленной или поврежденной прокладки головки цилиндра, приводят к пикам высокой температуры, достигающей температуры плавления материала поршня, около 577°С.
Следующая стадия разрушения поршня (рис. 2)
Слишком бедная смесь воздуха и топлива вследствие неправильной регулировки карбюратора, нарушений приборов контроля образования горючей смеси или в форсунках впрыска (загрязнение) топлива, а также неправильное октановое число и слишком раннее зажигание приводят к неправильному сгоранию. Как следствие, преждевременное зажигание приводит к описанным типам повреждений.
Как следствие, преждевременное зажигание приводит к описанным типам повреждений.
Отверстие в прокладке головки цилиндра (рис. 3)
Меры:
Используйте рекомендованное топливо (октановое число). Проверьте правильность регулировок зажигания, карбюратора и устройств впрыскивания топлива. Не подвергайте автомобиль, который в течение долгого времени использовался для коротких поездок, полной нагрузке на автостраде. Если герметичные поверхности на головке или блоке цилиндров вскрывались, установите более толстую прокладку, или — для поршней завышенного габарита — обеспечьте меньшее расстояние от днища поршня до оси поршневого пальца.
3.3. Оплавление в дизельных двигателях — Оплавление головки поршня и ее верхней поверхности в дизельных двигателях
Признаки:
Верхняя поверхность на рис. 1 частично оплавлена над вставкой колец. На рис. 2 изображено продолжение процесса оплавления по всей ширине верхней поверхности головки поршня.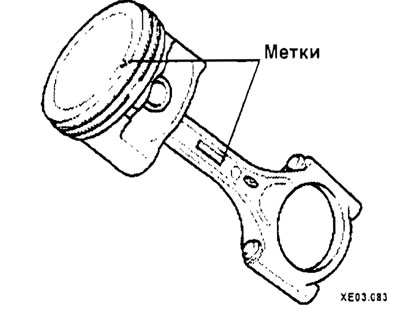 В обоих случаях вставка колец разломана. На рис. 3 головка и верхняя поверхность полностью разрушены.
В обоих случаях вставка колец разломана. На рис. 3 головка и верхняя поверхность полностью разрушены.
Верхняя поверхность головки поршня (рис. 1)
Причины и следствия:
Несгоревшее топливо из-за запаздывания зажигания и нарушений искры осаждается в зазоре между верхней поверхностью и цилиндром. С одной стороны, это приводит к повышенному износу колец, с другой стороны, накопленное топливо возгорается без контроля.
Местами создается температура, превышающая температуру плавления материала поршня ( 577°С). Впоследствии оплавления, показанные на рис. 1 и 2, могут привести к полному разрушению поршня рис. 3.
Продолжение процесса оплавления (рис. 2)
Причинами такого неправильного сгорания являются слишком низкая компрессия (вследствие износа, большого зазора или неправильной установки угла опережения зажигания), нарушения устройств впрыскивания топлива (форсунки, забитые углеродистыми отложениями, или излишнее количество введенного топлива).
Разрушенные головка и верхняя поверхность поршня (рис. 3)
Оплавления краев камеры сгорания и кромки головки можно объяснить излишним количеством впрыскиваемого топлива. Поврежденные форсунки или неправильное время срабатывания насоса инжектора (для повышения эффективности) приводят к превышению температуры.
Меры:
Убедитесь, что количество впрыскиваемого топлива и опережение впрыска отрегулированы в соответствии с предписанием производителя двигателя. Проверьте давление впрыска и герметичность форсунок.
Обеспечьте рекомендованный зазор после обработки головки блока или цилиндра, при необходимости смонтируйте поршни с меньшим расстоянием от днища поршня до оси поршневого пальца.
3.4. Ударная нагрузка на клапаны и головку цилиндра — Повреждение головок поршня и цилиндра клапанами
Признаки:
Головка поршня, изображенного на рис. 1, носит следы удара головки клапана. Ясно видно, что сдвинутый материал поршня возвышается вокруг места приложения удара. На рис. 2 головка поршня была деформирована примерно на 5 мм и приняла форму камеры сгорания головки цилиндра.
Следы удара головки клапана (рис. 1)
Кромка головки поршня дизельного двигателя на рис. 3 была деформирована, и верхняя поверхность имела сильный контакт с цилиндром.
Причины и следствия:
В случае соударения головки с клапаном, очевидно, что причина не в поршне. Повреждение такого рода обусловлено неправильной установкой момента открытия клапана (установка распредвала), поломкой пружин клапанов, углеродными отложениями (нагаром) на штоке клапана, неправильным зазором клапанов.
Во втором случае, возможно, что из-за ослабления болта шатуна, ход поршня увеличился, и поршень ударил в головку цилиндра.
Деформация головки поршня на 5 мм (рис. 2)
Сначала материал поршня был перемещен в камеру сгорания, а затем — в область теплоотвода, пояс колец был сбит вниз к юбке поршня. Разрушение поршня в этом случае было предотвращено только прочностью кованого материала поршня. Сильный контакт верхней поверхности происходит именно с поршнями дизельных двигателей с прямым впрыском. Отложение углерода масла (нагар) на головке поршня, слой которого толще верхнего зазора, приводит к удару поршня по головке цилиндра.
Таким образом, кромка верхней поверхности будет деформироваться и сильно давить на стенку цилиндра. Самым серьезным результатом такого давления может стать заклинивание, и даже разрушение поршня.
Деформированная кромка головки (рис. 3)
Жидкости (масло или топливо), которые, например, в V-образных двигателях или двигателях с горизонтально расположенными цилиндрами собираются в нижнем «углу» камеры сгорания после выключения глохнущего двигателя, могут также привести к перемещению материала такого рода.
Меры:
При сборке двигателя проверьте, чтобы контролируемые детали были правильно установлены. Проверьте верхний зазор между головкой поршня и цилиндра, а также выступание или углубление поршней всех цилиндров. В случаях, когда двигатель издает резкий звук при работе, проверьте его до того, как появятся серьезные повреждения.
3.5. Деформация головки
Признаки:
Головка поршня прогибается внутрь. Следы удара отсутствуют.
Деформированная головка
Причины и следствия:
Неправильное сгорание (преждевременное зажигание) приводит к чрезмерной температуре без локализованных участков перегрева. Прочность материала ослабляется этим перегревом, в результате головка поршня больше не в состоянии противостоять давлению сгорания и принимает вогнутую форму. При дальнейшем нагреве в головке поршня образуется отверстие.
Меры:
Предотвращайте установку карбюратора на слишком бедную смесь путём проведения регулярных проверок, а в случае бензиновых двигателей с впрыскиванием топлива, убедитесь в правильном составе смеси.
3.6. Инородные частицы на поверхности головки поршня
Признаки:
Удары по головке цилиндра привели к образованию частиц, впрессованных головку поршня (рис. 1).
Частицы, спресованные в головку поршня (рис. 1)
Причины и следствия:
Разрез в увеличенном виде (рис. 2) иллюстрирует, что материал частицы — серый термообработанный литейный чугун, который, очевидно, попал в камеру сгорания снаружи, либо из сёдел клапанов, поскольку поршневые кольца не повреждены. Если в этом случае только свободное движение колец затруднено или стенка цилиндра повреждена, но при этом частицы не проникают в головку поршня, повреждение такого рода не сразу становится явным. Часто оно проявляется только тогда, когда происходит существенное повреждение и двигатель выходит из строя.
Разрез в увеличенном виде (рис. 2)
Меры:
При сборке двигателя или при ремонте открытого двигателя уделить серьёзное внимание предотвращению попадания инородных частиц в привод или камеру сгорания.
3.7. Нагрузки на поверхность — Повреждения верхней поверхности
Признаки:
Верхняя поверхность была разломана силовым воздействием. Поршень не носит следов предшествующего перегрева.
Причины и следствия:
Поршень двухтактного карбюраторного двигателя сломался в результате неправильной сборки. При установке поршня в цилиндр первое кольцо спружинило в выходной канал цилиндра. Неловкая сборка повлекла за собой трещину в верхней поверхности. После запуска двигателя на короткое время произошла поломка.
Меры:
При установке поршней всегда используйте фиксаторы поршневых колец. В двухтактном двигателе проверяйте направление установки (просветы колец не к выходному отверстию) и не поворачивайте в процессе установки. Никогда не прикладывайте силу (сильные удары и т.п.) при установке поршней.
3.8. Износ верхней поверхности, вызванное нагаром (углеродистые отложения ) в двигателе — Износ кромок головок или верхней поверхности поршня
Признаки:
На поршне карбюраторного двигателя рис. 1, кромка верхней поверхности выглядит «объеденной». На рис. 3, видно, что это не оплавление, а абразивный износ. На рис. 2 показан поршень дизельного двигателя, материал которого перемещён к кромке камеры сгорания.
«Объеденная» кромка поршня (рис. 1)
Причины и следствия:
На обоих повреждённых двигателях образование нагара на фаске канала цилиндра привело к износу кромки головки поршня. Нагар также может наслаиваться на кромке прокладки в зоне охлаждения головки цилиндра. Избыточное трение здесь приводит к перемещению материала и к абразивному износу, слой углерода увеличивается по мере износа поршня. Преждевременное зажигание может привести к оплавлению кромки поршня, тем самым, ускоряя износ. В случае дизельных двигателей с завихрителями, отложения, в особенности нагар и продукты сгорания, оседают на горячей обратной стороне входа вихревой камеры; затем поршень ударяет по этим отложениям. В большинстве случаев перенос материала происходит из-за избыточного трения цилиндра. В лабораторных исследованиях материал поршня не обнаруживает следов оплавления.
Поршень дизельного двигателя (рис. 2)
Меры:
Не растачивайте верхнюю кромку канала цилиндра слишком сильно. Убедитесь, что прокладка головки цилиндра соответствующего типа.
Абразивный износ поршня (рис. 3)
3.9. Эрозионные поверхностные повреждения края головки
Признаки:
Поршни на рис. 1, имеют поверхностные эрозионные повреждения в зоне верхней поверхности. На рис. 2 этот эффект виден только на кромке камеры сгорания, а на рис. 3, кроме того, и на головке.
Поверхностные эрозионные повреждения в зоне верхней поверхности (рис. 1)
Причины и следствия:
Для чёткости изложения карбюраторные и дизельные двигатели будут рассмотрены отдельно. Карбюраторные двигатели (рис. 1). Высокочастотные компрессионные вибрации с быстровоспламеняющейся топливно-воздушной смесью (низкое октановое число) вместе с возрастающими температурами приводят к эрозионным поверхностным повреждениям края головки, верхней поверхности и верхней кромки верхнего паза кольца вследствие детонации. Дизельные двигатели Эрозия кромки головки, верхней поверхности поршня и верхнего края паза. Излишнее количество впрыскиваемого топлива или топливо с недостаточными характеристиками зажигания (цетановое число) приводят к повреждению с эффектом вторичной камеры сгорания. Эрозия кромки камеры сгорания (рис. 2) Брызги топлива из-за неисправных форсунок воспламеняются на горячей поверхности кромки камеры сгорания и приводят к эрозии частиц материала. Эрозия головки поршня. В этом случае, так же, как и в предыдущем, излишнее топливо воспламеняется и создает вторичную камеру сгорания. Это происходит под выпускным клапаном.
Эрозия кромки камеры сгорания (рис. 2)
Меры:
Карбюраторные двигатели Используйте только топливо с рекомендованным октановым числом. Регулярно проверяйте карбюратор или устройство впрыскивания, а также угол опережения зажигания. Дизельные двигатели: прочистите или замените форсунки и убедитесь в том, что они правильно установлены и что количество впрыскиваемого топлива и время впрыска точно выставлены. Используйте топливо с соответствующими характеристиками зажигания (цетановое число).
Поверхностные эрозионные повреждения в зоне верхней поверхности и головки (рис. 3)
3.10. Перегрев поршня — Трещины в головке поршня
Признаки:
На рис. 1 изображен поршень двигателя спортивного автомобиля с трещиной в направлении пальца. На рис. 2 трещина располагается в направлении усилия, т.е. под прямым углом к оси поршневого пальца. На рис. 3 головка поршня имеет сеть трещин.
Поршень двигателя спортивного автомобиля с трещиной в направлении пальца (рис. 1)
Причины и следствия:
Карбюраторные двигатели (рис. 1). Очень высокие механические нагрузки на двигатели спортивных и гоночных автомобилей в сочетании с сильным нагревом головки приводят к поломкам с прожигами. Линии излома располагаются в направлении поршневого пальца. Дизельные двигатели. Поршень двигателя с вихрекамерой, изображенный на рис. 2, был подвергнут особенно высокой тепловой нагрузке в зоне головки в районе канала впрыска. Затрудненное тепловое расширение из-за разницы температур в головке привело к пластическим деформациям у поверхности и, как результат, к образованию трещин при остывании. Давление газов вызывает деформации головки, особенно перпендикулярно оси пальца, и способствует развитию трещин с наружной стороны головки. Это может привести к полному разрушению головки. В случае поршня двигателя с предкамерой рис. 3 струя пламени попадает в центр неглубокой камеры сгорания. Чрезмерные температурные перегрузки в дальнейшем приводят к образованию трещин в головке. Трещины головки, вызываемые инородными частицами или ударами о головку блока.
Поршень двигателя с вихрекамерой (рис. 2)
Меры:
Карбюраторные двигатели. Для спортивных целей приобретайте соответствующие поршни, например, изготовленные из кованых высокопрочных заготовок.
Дизельные двигатели. Если мощность двигателя повышается посредством увеличения количества впрыскиваемого топлива или чрезмерного завышения установки инжекторного насоса, это приводит к температурным перегрузкам поршня. Поэтому всегда регулируйте двигатель в соответствии с указаниями завода-изготовителя.
3.11. Перегрев кромки камеры сгорания — Трещины в кромке камеры сгорания
Признаки:
Кромка полости сгорания обоих поршней дизельных двигателей прямого впрыска, изображенных здесь, имеет трещины. На рис. 1 кромка, которая подрезана из-за сферической формы полости, имеет глубокие трещины. Трещины в кромке полости поршня на рис. 2 короткие, но широкие.
Трещины в кромке полости сгорания (рис. 1)
Причины и следствия:
Сильные температурные нагрузки на поршни дизельных двигателей и, как результат, большая разница температур между кромкой полости сгорания и материалом под ней, приводят к затрудненному тепловому расширению и к сжимающим напряжениям кромки полости в пределах и за пределом текучести, тем самым вызывая пластическую деформацию материала. При остывании материал, перемещенный такими перепадами, «теряется», и возникают напряжения растяжения, приводящие к трещинам. Кромки полости, заостренные и подрезанные, и пересекающиеся края углублений клапанов на кромке полости, подвержены особенному риску.
Трещины в кромке полости поршня (рис. 2)
При оценке трещин их расположение — самый важный фактор. Трещины в кромке полости в направлении пальца или вырезов клапанов приводят к поломке поршня до бобышки в течение очень короткого времени. Мелкие трещины, распространяющиеся в направлении высокое-низкое давление способствуют «разгрузке». Они могут также возникать под нормальной нагрузкой после очень долгой эксплуатации без нарушений функционирования поршня.
Меры:
Устанавливайте количество впрыскиваемого топлива и время впрыска точно. Чрезмерная тяга, вследствие, например, увеличения скорости двигателя ( чрезмерные установки инжекторного насоса), увеличивает тепловую нагрузку и приводит к трещинам. Устанавливайте параметры в соответствии с указаниями завода-изготовителя.
4. ПЕРЕГРУЗКА ОТВЕРСТИЙ ПОРШНЕВОГО ПАЛЬЦА
4.1. Растрескивание бобышек, начинающееся от кромки отверстия
Признаки:
Начавшись от бобышки поршневого пальца, трещина дошла до верхней поверхности (рис. 1). На рис. 2 трещина дошла до головки поршня и прошла ее насквозь. На рис. 3 гнездо бобышки треснуло.
Трещина на поршневом пальце (рис. 1)
Причины и следствия:
В случаях, когда поршень перегружен, например, при увеличении мощности без замены поршня, поперечные сечения кромок бобышек поршневых пальцев также подвергаются перегрузкам. Далее формируются трещины, начиная от внутренней верхней кромки отверстия поршневого пальца или с отверстий подвода масла в бобышке, вследствие дополнительного увеличения температуры из-за перегрузок. В отличие от трещин в кромке полости сгорания или головке, такие трещины развиваются, соответственно нагрузкам, в направлении головки поршня. Поршень может сделаться «хрупким» (хрупкие трещины). Как следствие, головка может быть прожжена насквозь, что может сопровождаться заеданием (вследствие чрезмерного теплового расширения и недостатка масла). Поперечные трещины в гнездах бобышек возникли из-за высокой температуры и давления зажигания во время гонок. При увеличении этих трещин поршень может полностью разрушиться. Поршневой палец может также быть причиной трещины. Палец с недостаточной толщиной стенки при перегрузке становится излишне сплющенным и может вызвать повреждения, показанные на рис. 1.
Трещина на головке поршня (рис. 2)
Ударная нагрузка на головку цилиндра из-за отложений углерода масла (нагара) или неправильного зазора между головкой поршня и цилиндра, приводят к перегрузкам отверстия поршневого пальца, а в дальнейшем — к образованию трещин в бобышке или даже к хрупкому растрескиванию. Ударное воздействие жидкости (воды, попавшей через поврежденную прокладку цилиндра) может иметь такие же последствия.
Треснутое гнездо бобышки (рис. 3)
Меры:
Для спорта и гонок используйте только поршни, разработанные под высокие нагрузки. Нe уменьшайте сечение поршневого пальца с целью снизить инерционные силы. Избегайте перегрузок, связанных с неправильной установкой зажигания или времени впрыска для дизельных двигателей.
4.2. Перегрузка отверстия поршневого пальца — Растрескивание бобышек
Признаки:
На рис. 1 изображены трещины, которые не достигают кромки отверстия поршневого пальца или не начинаются с нее. Сечение поршня на рис. 2 ещё яснее демонстрирует это.
Трещины, не достигающие кромки (рис. 1)
Причины и следствия:
Эти трещины в бобышке, которые встречаются, как правило, только в дизельных двигателях, начинаются в нескольких миллиметрах от внутренней кромки отверстия поршневого пальца. Трещины образуются при высоком уровне температуры в бобышке и при высоком давлении зажигания. Обычно их можно наблюдать только после продолжительного периода эксплуатации, и они могут достигать пояса колец и камеры сгорания.
Сечение поршня (рис. 2)
Меры:
Избегайте перегрузок двигателя. Проверьте точность установок времени и количества впрыскиваемого топлива.
4.3. Недостаток смазки в отверстии поршневого пальца — Заедание в отверстии поршневого пальца
Признаки:
Фотография разреза поршня демонстрирует следы заедания в отверстии пальца, особенно в зоне несущей стенки. Поскольку поршень не имеет паза для стопорного кольца, палец зафиксирован в шатуне, например, с помощью фиксатора или горячей посадкой.
Причины и следствия:
Два типа поршневых пальцев, распространённых сегодня (палец свободно плавает или зафиксирован в малой головке шатуна), описаны ниже каждый отдельно. Шатун, закрепленный фиксатором или горячей посадкой в этой широко распространенной конструкции палец зафиксирован в шатуне. В результате движение возможно только между пальцем и поршнем. Такое колебательное движение с отклонением в несколько градусов, в отличие от плавающего пальца, выдвигает более серьезные требования к смазке. Поэтому необходимо обеспечить специальные устройства для смазки, такие как масляные канавки и отверстия для подачи необходимого количества масла в отверстие пальца. В изображенном случае недостаточная смазка была не единственной причиной. Судя по расположению заусенцев на пальце в зоне несущей стенки, можно предположить, что зазор между поршнем и пальцем был слишком мал. Недостаточный зазор и последующий недостаток смазки привел к заеданию в отверстии поршневого пальца.
Плавающий палец, Если при такой конструкции этого узла палец, который должен свободно вращаться в поршне и шатуне, в действительности двигается только в поршне — из-за недостаточного зазора или заклинивания в шатуне, то указанный зазор в поршне становится недостаточным, то же самое обычно касается и подачи масла.
Как следствие, возникают заклинивания в отверстиях пальцев. Выделение тепла может привести к заклиниванию юбки, как описано в п. 1.4.
Заедание в отверстии поршневого пальца
Меры:
Перед началом сборки проверьте зазор между втулкой шатуна и поршневым пальцем и сравните его размер с тем, который рекомендован производителем, или проверьте, могут ли части свободно двигаться (зазор должен быть около 1-2% от диаметра пальца). Особенно в случае фиксированного пальца, хорошо смажьте палец и отверстия перед сборкой, а после сборки проверьте, могут ли поршень и палец свободно вращаться друг относитель
4.4. Свободные или сломанные стопорные кольца поршневых пальцев (дефектная сборка) — Износ стенки поршня в зоне отверстия пальца
Признаки:
Зоны над и под отверстиями пальцев изношены и находятся в состоянии выработки. Поверхность отполирована ярко и гладко. Участок рабочей поверхности цилиндра также подвергался воздействию поврежденного участка поршня. Вследствие инерционных сил, имеющих место при периодическом движении поршня, материал поршня «выкрашивается» оторвавшимися частицами поршневого стопорного кольца, и каверны, они возможно увеличатся и достигнут пояса колец, в этом случае даже кольца могут быть полностью сработаны.
Износ стенки поршня в зоне отверстия пальца
Причины и следствия:
Причины повреждения стопорных колец могут быть различными. Чрезмерная деформация при установке может либо привести к растрескиванию стопорного кольца, либо создать предварительное напряжение, после чего кольцо станет слишком малым. Инерционные силы, действующие на кольцо, ведут к его поломке или к потере натяжения и постепенному ослаблению, втрамбовыванию или даже выпрыгиванию. Осевое усилие пальца на стопорное кольцо также может привести к его износу или к расширению паза кольца. Повреждение этого типа вызывается перекосом поршня вследствие нарушений в приводе. Как только кольцо выдавливается из паза либо ломается, фактически не остаётся никаких ограничений для возможных повреждений. Отломанные куски, или даже один кусок, могут причинить такие повреждения, что цилиндр невозможно будет снова расточить до допустимого размера внутреннего диаметра.
Когда это случается, небольшие отломанные частицы могут проникнуть сквозь внутренний канал пальца и причинить подобные повреждения также на противоположной стороне (даже если стопорное кольцо на этой стороне в правильном положении).
Меры:
При установке стопорного кольца используйте подходящие плоскогубцы, чтобы избежать его перенапряжения. Когда стопорное кольцо установлено, поверните его, чтобы убедиться, что положение и натяжение правильны. Проверьте привод измерением люфта поршня, чтобы убедиться, что нет перекоса.
Устанавливайте правильный вид стопорного кольца в соответствии с пазом (кольца круглого сечения для круглых пазов, кольца Зегера для прямоугольных пазов). При вталкивании пальца внутрь не нажимайте сильно на стопорное кольцо, которое уже установлено как стопор. Во избежание влияния инерционных сил стопорное кольцо не должно устанавливаться таким образом, чтобы его разрыв был направлен в стороны (горизонтально).
4.5. Деформация стенки поршня, вызываемое осевой нагрузкой от поршневого пальца — Деформация стенки поршня в зоне отверстия пальца
Признаки:
Вокруг отверстия пальца стенка поршня выломана наружу, начиная от основания паза для стопорного кольца. Стопорное кольцо не было выдавлено наружу пальцем при работе двигателя, и дальнейшего повреждения не произошло.
Причины и следствия:
Посадка поршневого пальца в поршень часто выполняется с натягом. Чтобы вставить палец, необходимо нагреть поршень примерно до 80-100°С. Если это сделано неаккуратно, или если при установке возникли трудности из-за, к примеру, невозможности найти втулку шатуна, и поршень остыл, а сборка была продолжена, то, когда вставляли палец с усилием, стенка поршня на противоположной стороне выдавливается наружу или повреждается настолько, что ломается во время работы двигателя.
В описанном случае так называемой «плавающей» посадки, палец двигался с усилием, возможно, из-за неправильного угла шатуна или несоосности при сборке. Это привело к прижиму уже установленного на противоположную сторону стопорного кольца к внешней стенке паза кольца. В результате стенка поршня растрескалась вокруг отверстия поршневого пальца. Затем эта часть материала отломалась во время работы двигателя.
Приведенный на рисунке пример повреждения показывает, что его причина возникла на этапе установки. Если бы палец был прижат к кольцу во время работы двигателя, таким образом приведя к поломке, стопорное кольцо также было бы выдавлено из гнезда, и результатом могло быть более серьезное повреждение.
Меры:
В случаях посадки пальца с натягом, нагревайте поршень до указанной температуры и затем быстро вставляйте палец; в идеале, используйте направляющий штырь. Если посадка свободная — вталкивайте палец аккуратно. Ни при каких обстоятельствах не применяйте силу для установки пальца.
4.6. Перегрузка пальцев — Поломки поршневого пальца
Признаки:
Поршневой палец треснул поперек; короткий левый кусок имеет продольную трещину. Ясно, что начальная точка трещины находится на пересечении двух плоскостей излома. В этой точке, где видны следы работы, представляющие точку сдвига между бобышкой и втулкой шатуна, слой поверхностного упрочнения также разрушен. После поломки пальца бобышка была разрушена.
Причины и следствия:
Точка излома на пересечении двух плоскостей лежит в наиболее нагруженной области пальца. Две плоскости излома возникли из-за различных типов нагрузки; поперечный излом возник из-за сдвига, продольная трещина возникла вследствие овальной деформации, возникшей из-за изгиба пальца. Две эти трещины привели к перегрузке пальца.
Причиной этого может быть поршневой палец со слишком тонкими стенками по сравнению с первоначально установленным пальцем (например, при подгонке двигателя под требования заказчика), либо перегрузка стандартного пальца при такой подгонке. «Гидравлический удар» также должен быть исключен.
Меры:
Проверьте, нет ли повреждений или трещин в герметичных поверхностях блока и головки цилиндров. Затяните или перезатяните болты головки цилиндров в соответствии с рекомендациями. Не меняйте стандартные пальцы на облегчённые тонкостенные.
5. ЦИЛИНДРЫ
5.1. Эрозия гильзы цилиндра вследствие кавитации — Впадины на внешней поверхности стенки цилиндра
Признаки:
Внешняя поверхность гильзы цилиндра имеет мельчайшие углубления, которые образуются в первую очередь в двигателях с мокрыми гильзами в области верхней и нижней мертвых точек. Гильзы, плотно закреплённые обоймами в области верхней мёртвой точки, демонстрируют это явление только в зоне нижней мёртвой точки рис. 1. Как правило, кавитация возникает в направлениях тяги и против тяги, часто только вдоль тяги. Чтобы опознать наличие кавитации и отличить ее от обычной коррозии, необходимо иметь в виду, что кавитация проникает глубоко в стенку гильзы и размер углубления увеличивается по мере проникновения в стенку гильзы (рис. 2). Напротив, нормальная коррозия развивается только на поверхности и не имеет вышеупомянутых увеличивающихся в глубину выемок. Фактически, и кавитация, и коррозия наблюдаются одновременно, и это означает, что кавитация сопровождается и усугубляется коррозией.
Причины и следствия:
Кавитация на стенке цилиндра обусловлена вибрацией, порождаемой биением поршня о гильзу, особенно в районе мёртвой точки поршня. Это приводит к вибрации водяной рубашки охлаждения. Когда стенка цилиндра подаётся в процессе вибрации, в воде на короткое время образуется вакуум, и возникают пузырьки. При отдаче толщи воды эти пузырьки лопаются. Вода воздействует на поверхность металла и вызывает эрозию. Кавитация часто возникает в моторах, работающих при относительно низкой температуре (50-70°С).
Внешняя поверхность гильзы цилиндра (рис. 1)
Двигатели, работающие при температуре 90-100°С, менее подвержены кавитации, поскольку пузырьки реже образуются при большем давлении воды в закрытой системе охлаждения. Конструктор двигателя способен предотвратить кавитацию до некоторой степени при помощи соответствующих мер. Во-первых, он может подобрать соответствующую толщину стенки гильзы цилиндра или использовать подходящую охлаждающую жидкость. Кроме того, интенсивность ударов поршня может быть снижена установкой точного зазора, что предотвращает вибрацию.
Меры:
Не пытайтесь растачивать канал нижней обоймы гильзы в блоке двигателя с корродированной поверхностью, если только не используются гильзы большего размера. Строго проверяйте указанный зазор (люфт) поршня; избегайте увеличения диаметра гильзы или установки использованных поршней или поршней такого же диаметра. Увеличивайте канал до ближайшего большего размера и используйте поршни соответственно большего размера или новый набор гильз и поршней.
Размер углубления (рис. 2)
Используйте рекомендованные антифриз и антикоррозионную охлаждающую жидкость или подходящие добавки, например, эмульсию для расточки или резки. Не заливайте в систему агрессивную или кислотосодержащую воду. Дистиллированная вода также не подходит. Проверьте герметичность системы охлаждения под давлением (слишком низкое избыточное давление/давление в системе охлаждения, не способствующее кавитации).
5.2. Перегрузка обоймы гильзы — Впадины на внешней поверхности стенки цилиндра
Признаки:
Поломка обоймы гильзы и гильзы. Поршень также распался на несколько частей, но не имеет следов заедания, как показано на рис. 1. Трещина начинается с радиуса под обоймой и наклонно продолжается вверх. Огнезащитный бандаж отполирован примерно на половину длины окружности и не покрыта отложениями продуктов сгорания.
Причины и следствия:
Причиной поломки обоймы является перегрузка изгибающим моментом в держателе обоймы. В нормальном состоянии прокладка головки цилиндра зажата между головкой цилиндра и обоймой гильзы. При превышении указанного момента затяжки или при использовании неправильной (слишком тонкой) прокладки головка цилиндра прижимается к огнезащитной кромке. Также, частицы грязи на держателе или слишком большой радиус после обработки посадочного места гильзы приводит к перекосу держателя и создает изгибающий момент.
В случае ломкого чешуйчатого чугуна цилиндра (GGL) изгибающий момент приводит к трещинам в промежутке от обоймы гильзы до центра цилиндра. Увеличение изгибающего момента определяется силой герметизации, прикладываемой на болты головки цилиндра. Это примерно в 2,5-3 раза больше максимального давления в цилиндре (от 40 до 50 т для стандартного двигателя грузового автомобиля). В большинстве случаев просто приложение силы на огнезащитный бандаж гильзы приводит к немедленной поломке обоймы и последующему проникновению воды внутрь. В особенно серьезных случаях результатом может быть разрушение блока двигателя, если повреждение распространяется так, как показано на рис. 1.
Меры:
Используйте указанную в руководстве прокладку (дешевые нестандартные прокладки несколько тоньше и сжимаются вместе плотнее). Моменты затяжки и углы вращения, указанные изготовителем, должны соблюдаться. Тщательно очищайте поверхность гильзы, вставляемой в блок двигателя.
Проверьте угловое положение и ровность поверхности повторно обработанных гильз. Выполните радиус в углу держателя обоймы меньшим, чем фаска обоймы гильзы. Выполните скос на переходе от держателя к центру или обточите его цилиндрически. Обратите внимание на выступание гильзы в соответствии с указаниями завода изготовителя
5.3. Поврежденные уплотняющие кольца (О-кольца) — Просачивание воды в моторное масло сквозь уплотнение гильзы
Признаки:
В двигателях с «мокрыми» гильзами цилиндров вода в цилиндрах появляется после коротких промежутков работы. После разборки гильз кольца уплотнения имеют повреждения как на рис. 1, 2, 3.
Повреждения кольца уплотнения (рис. 1)
Повреждения кольца уплотнения (рис. 2)
Причины и следствия:
Повреждения колец уплотнения на рис. 1 и 2 появились в результате смятия между кромкой паза О-кольца и центром гильзы. Причиной этого стало выдавливание гильзы после завершения правильной сборки при повороте коленвала, например, для затяжки болтов шатуна. При этом О-кольца могут выйти из паза в блоке двигателя и смяться в центре гильзы после установки гильзы без проверки положения в пазе кольца уплотнения.
Посторонние частицы на кольце уплотнения (рис. 3)
Появившиеся при этом прорезы позволяют проникать охлаждающей жидкости в моторное масло. Посторонние частицы и грязь в пазах колец уплотнения (см. рис. 3) также приводят к протеканию. Растворение моторного масла охлаждающей водой существенно понижает смазываемость и сопротивляемость старению (максимальная температура образования нагара). Последствие — среди прочих — серьезный износ цилиндра, поршневого кольца, поршня.
Меры:
Тщательно очищайте пазы поршневых колец. Перед установкой колец уплотнения вставьте гильзу и убедитесь, что она свободно двигается и правильно установлена. После установки колец уплотнения (используйте смазку) осторожно вставьте гильзу, чтобы избежать смятия колец уплотнения.
Если при установке возникают трудности, замерьте диаметр цилиндра в области колец уплотнения, чтобы обнаружить местные сужения из-за смятия колец уплотнения. Обеспечьте положение гильзы в собранном состоянии посредством удобных крепежных башмаков или кронштейнов, чтобы избежать выдавливания при повороте коленвала.
Проведите проверку герметичности рубашки охлаждения перед окончательной сборкой или запуском двигателя.
Поршневые бобышки смазка — Энциклопедия по машиностроению XXL
Поршневой палец предназначен для шарнирного соединения поршня с шатуном и является осью колебательного движения шатуна. Во время работы поршневой палец подвергается воздействию переменных по величине и направлению нагрузок, носящих большей частью ударный характер. Вследствие высоких температур в бобышках поршня и благодаря переменному вращению поршневой палец работает в условиях полужидкостного трения, что в свою очередь вызывает повышение температуры, ухудшение смазки и повышенный износ трущихся пар (палец — бобышки поршня и палец — верхняя головка шатуна). [c.167]Поршневые пальцы и отверстия для них обрабатывают с очень высокой точностью, с минимально необходимыми для обеспечения смазки зазорами. Поскольку зазоры в бобышках алюминиевого поршня при его нагревании увеличиваются, поршневой палец устанавливают при сборке в холодный поршень с небольшим натягом при нагревании поршня бобышки расширяются, и натяг превращается в зазор. [c.170]
В бобышках поршня допускают меньшие удельные давления, чем Б поршневой головке шатуна, что объясняется более высокой их температурой и худшими условиями смазки. [c.171]
На наружной поверхности в верхней цилиндрической части поршня имеются канавки для поршневых колец, служащих для уплотнения цилиндра от прорыва газов и попадания смазки из картера в камеру сгорания. Нижняя часть поверхности поршня служит направляющей. Верхнюю часть поршня обычно называют головкой, а направляющую (тронковую) часть — юбкой. На внутренней поверхности юбки поршня имеются бобышки с отверстиями для установки поршневого пальца. Юбка поршня нагружается нормальной силой. [c.85]
Поршневые пальцы плавающего типа. В холодном состоянии соединение пальца со втулкой верхней головки шатуна характеризуется зазором в несколько микрометров, а с бобышками поршней — небольшим натягом. Поршневые пальцы для сохранения точных посадок подбирают к поршням и шатунам методом селективной сборки. Так как поршневой палец работает в особо тяжелых условиях (высокие тепловые нагрузки, передача больших сил и затрудненность смазки), чистота его рабочей поверхности обычно самая высокая по сравнению с чистотой поверхностей других деталей двигателя. Палец фиксируется в поршне двумя стопорными кольцами. [c.213]
Поршень имеет две бобышки с отверстиями, в которые устанавливают поршневой палец. В каждой бобышке имеются косые отверстия от канавки верхнего маслосъемного кольца для смазки пальца. [c.42]
Подобранные поршни соединяют с шатунами, предварительно заменив втулки верхних головок шатунов. При замене втулки в ней сверлят отверстие для смазки и разворачивают разверткой отверстие номинального размера под поршневой палец. Последний должен плавно входить под нажимом пальца руки в отверстие втулки после его развертывания. При соединении шатуна с поршнем последний нагревают в масляной или водяной ванне до температуры 75—80° С. При этом поршневой палец должен плавно входить в отверстие бобышки поршня. [c.223]
Система смазки двигателя автомобиля КамАЗ показана на рис. 29. Из поддона масло через маслоприемник засасывается двумя секциями масляного насоса. Через канал в правой стенке масло из нагнетательной секции насоса подается в корпус полнопоточного фильтра, где оно очищается, проходя через два фильтрующих элемента, и поступает в главную масляную магистраль. Из главной масляной магистрали масло по каналам в перегородках блока подводится к коренным подшипникам коленчатого вала, к подшипникам распределительного вала, втулкам коромысел и по каналу в штангах клапанов — к толкателям. К шатунным подшипникам коленчатого вала масло подается по каналам в коленчатом валу. Масло, снимаемое со стенок цилиндров маслосъемным кольцом, через отверстия в канавке кольца и сверления в поршне отводится внутрь него и смазывает опоры поршневого пальца в бобышках порш ня и верхней головке шатуна. Из канала в задней стенке блока масло поступает под давлением по трубке к подшипникам компрессора. Из канала в передней стенке блока — для смазки подшипников топливного насоса высокого давления. Из главной масляной магистрали масло под давлением подается к термосиловому датчику, который расположен в переднем торце блока и управляет работой гидромуфты привода вентилятора в зависимости от температуры жидкости в системе охлаждения. [c.53]
Стуки в двигателе появляются при поломке клапанных пружин и заеданий клапанов задирах на поверхностях гильз и поршней увеличенных зазорах между стержнями клапанов и носками коромысел износе поршневых пальцев, отверстий для них в бобышках поршней и во втулках верхних головок шатунов износе шатунных и коренных подшипников. Для устранения неисправностей двигателя удаляют нагар, регулируют зазоры, а также заменяют отдельные детали. Повышенный пропуск газов поршневыми кольцами, падение давления масла в системе смазки ниже нормы, стуки в двигателе указывают на необходимость ремонта. [c.234]
В связи с этим к поршневому пальцу предъявляются следующие требования сопротивляемость ударной нагрузке сопротивляемость износу прочность и жесткость минимальный вес минимально возможные зазоры в бобышках поршня и верхней головке щатуна достаточная смазка. [c.151]
Поршневой палец 13 плавающего типа в бобышках поршня он фиксируется с двух сторон пружинными замками. Смазка пальца производится разбрызгиванием наружный диаметр пальца 38 мм. [c.173]
На наружной поверхности в верхней цилиндрической части поршня имеются канавки для поршневых колец, служащих для уплотнения цилиндра от прорыва газов и предотвращающих попадание смазки из картера в камеру сгорания. Нижняя часть поверхности поршня является направляющей. Верхнюю часть поршня называют обычно головкой, а направляющую (тронковую) часть — юбкой. На внутренней поверхности юбки поршня имеют бобышки с отверстиями для установки поршневого пальца. Юбка поршня нагружается нормальной силой. Для увеличения общей жесткости в некоторых поршнях бобышки соединяются с днищем и боковыми стенками ребрами. Оребрение делается иногда и на юбке поршня. [c.69]
При плавающем креплении пальца верхняя головка шатуна изготовляется цельной и в нее запрессовывают втулку 12 из латуни или бронзы. Для удержания смазки и распределения ее по поверхности поршневого пальца на внутренней поверхности втулки сделаны винтовые канавки, а для подвода масла служат кольцевая канавка на наружной поверхности втулки и в верхней головке шатуна и одно или несколько сверлений в стенке втулки. Длина верхней головки шатуна делается на 2—4 мм меньше расстояния между бобышками поршня для предотвращения перекосов при сборке, возможных из-за неточностей изготовления и вследствие удлинения деталей при нагревании во время работы. [c.41]
Трение скольжения в канавках для поршневых колец, юбки поршня и в бобышках поршневого кольца частично в условиях недостаточной смазки [c.62]
I — загрузка чушек 2 — плавление 3 — отливка в кокиль 4 — отрезка литников 5 — загрузка контейнеров с поршнями 6 — термическая обработка 7 — хранение задела-накопителя 8 — возврат контейнеров 9 — обработка базы 10— черновая расточка и зацентровка 11 — мер новая обточка 12 — фрезерование горизонтальной прорези 13 — сверление смазочных отверстий 14 — чистовая обточка 15 — разрезка юбки поршня и срезание центровой бобышки 16 — подгонка по весу 17 — чистовая бесцентровая шлифовка 18 — мойка 19 — хранение задела накопителя 20 — окончательная обработка отверстия под поршневой палец (расточка, прорезка стопорных канавок развертывание) 21 — мойка и сушка 22 — контроль н сортировка по наружным размерам 23 — контроль и сортировка по размерам отверстия под поршневой палец 24— смазка 25 — завертка в пергаментную бумагу 26 — комплектация и упаковка в коробки. [c.525]
При засорении радиатора или повышенной вязкости масла перепускной клапан 5 открывается и масло не поступает в фильтр трубой очистки и масляный радиатор, а идет непосредственно в канал 8, откуда по поперечным горизонтальным каналам направляется к коренным подшипникам. Из коренных подшипников масло поступает к шатунным и далее по каналам (сверлениям) 9 в стержнях шатунов к поршневым пальцам для смазки трущихся поверхностей пальца и бобышки поршня. [c.29]
Чаще всего поршневые пальцы смазываются масляными брызгами, которые попадают на палец через зазор а и сверления б vi в (фиг. 184). Для смазывания поршневых бобышек смазка также подводится по сверлениям из маслосборочной канавки. Для лучшего распределения масла по бобышке в ней иногда фрезеруются канавки (фиг. 182, в). В поршнях двигателя [c.589]
После реконструкции, проведенной с целью устранения недостатков, выявившихся при эксплуатации, завод-автомат выполняет автоматически в определенной последовательности следующие стадии производственного процесса на позициях / — загрузка чушек алюминиевого сплава 2—плавление, рафинирование и очистка сплава от шлака 3 — кокильная отливка 4 — отрезка литников и возврат их в плавильную печь для переплавки 5 — загрузка контейнеров поршнями 6—термическая обработка 7 — автоматический бункер 8 — возврат контейнеров 9 — обработка базовых поверхностей (одновременно у двух деталей) 10 — черновое растачивание и зацентровка (одновременно четырех деталей) 11 — черновое обтачивание (одновременно четырех деталей) 12 — фрезерование горизонтальной прорези (одновременно у четырех деталей) 13 — сверление десяти смазочных отверстий в каждой детали (одновременно у четырех деталей) 14 — чистовое обтачивание (одновременно четырех деталей 15 — разрезание юбки и срезание центровой бобышки (одновременно у четырех деталей) 16 — подгонка веса поршней (одновременно у двух деталей) путем удаления лишнего мет 1лла на внутренней стороне юбки 17 — окончательное шлифование на автоматическом бесцентрово-шлифовальном станке (одновременно четырех деталей) 18 — мойка 19 — автоматический бункер 20 — обработка отверстий под поршневой палец (тонкое растачивание отверстий растачивание канавок под стопорные кольца развертывание отверстий) 21 —мойка 22 — контроль диаметров и конусности юбки и сортировка на размерные группы 23 — контроль формы и размеров отверстий под палец и сортировка на размерные группы 24 — покрытие поршней антикоррозийной смазкой (консервация) 25 — завертывание в водонепроницаемую бумагу (пергамент) 26 — набор комплекта поршней, формирование картонной коробки, заклейка ее и выдача. [c.467]
Смазка поршневого пальца может осуществляться 1) подводом масла, разбрызгиваемого кривошипным механизмом,через отверстия в верхней головке шатуна и сверления в бобышках поршня, 2) через отверстия маслосъёмного кольца и 3) по трубке или сверлению в теле шатуна. [c.119]
ДОЛЖНЫ перекрещиваться (фиг. 142, в — концентрация напряженнй в узлах). Применявшиеся прежде концентрические ребра (фиг. 142, а) способствовали повышенной отдаче тепла головке шатуна и ухудшали смазку поршневого пальца.I Поскольку больше всего тепла отводится от дншца через боковые стенки поршня и поршневые кольца в стенки цилиндра, целесообразнее применять ребра, изображенные на фиг. 142, б. Бобышки [c.604]
Поверхностп в сочленении пальца с бобышками п втулкой поршневой головки проверяют на условное давление, влияющее на выдавливание смазки и износ этих поверхностей. [c.432]
Поршневые пальцы. На дизели устанавливают пальцы двух типов с жестким закреплением в бобышках поршня или вставки и плаваю-шие. Плавающие пальцы имеют меньших износ и, что более существенно, износ по окружности пальца распределяется равномерно. В поршне двигателя Д50 палец плавающего типа. Бронзовая втулка головного подшипника шатуна имеет кольцевую канавку в средней части и четыре сверления для подвода смазки к подшипнику шатуна. Смазка пальца в бобышках производится изнутри. В осевом направлении палец фиксируется заглушками, которые стопорятся цилиндрическими штифтами. На двигателях 2ДЮ0 установлены пальцы, жестко закрепленные в бобышках вставки. Палец фиксируется шпильками крепления вставки к поршню. В поршнях дизелей ЮДЮО и 5Д49 палец плавающий (см. рис. 5.25 и 5.26), фиксируется от осевого перемещения стопорными кольцами 4. [c.105]
О достоинствах плавающей посадки поршневого пальца
Технологический процесс сборки является заключительным этапом изготовления изделия. От качества сборки зависит ресурс изделия в целом. Некачественная сборка даже деталей, изготовленных с соблюдением всех технических требований, неминуемо приведет к снижению ресурса узла. Примером некачественной сборки могут быть: перекос собираемых деталей, снижение величины натяга, повреждение сопрягаемых поверхностей, что в конечном итоге приводит к повышенному шуму и вибрациях при работе и снижению долговечности узла. В статье приводится обзор двух методов посадки поршневого пальце в бобышках поршня и втулке верхней головки шатуна:
1) Посадка, при которой палец запрессован в бобышки, свободно вращается во втулке.
2) Плавающая посадка, при которой палец свободно вращается как в бобышках, так и во втулке
Также будет сравнен ресурс данного соединения при сборке этими методами.
Описание конструкции узла, его служебного назначения, особенностей сборки, показателей точности деталей
В статье объектом рассмотрения является соединение поршневого пальца с поршнем и шатуном двигателя Иж Планета 5. Общий вид силового агрегата представлен на рисунке 1:
Рис. 1. Общий вид силового агрегата
Двигатель Иж Планета 5 имеет следующие технические характеристики:
– Тип двигателя двухтактный одноцилиндровый
– Диаметр цилиндра, мм 72
– Ход поршня, мм 85
– Степень сжатия 8,2–8,7
– Рабочий объем: 346 см3
– Максимальная мощность двигателя, л.с. 22 при 4850 об/мин
Поршневой палец служит для соединения поршня с шатуном. Данное соединения представлено на рисунке 2:
Рис. 2. Соединение поршня с шатуном
Поршневой палец (1) устанавливается в бобышки поршня (2) и во втулку (4) верхней головки шатуна (3). Палец фиксируется в бобышках с помощью стопорных колец (5). Существует 3 способа сборки данного соединения:
1) Палец установлен с натягом в бобышках поршня, с зазором во втулке шатуна
2) Палец установлен с зазором в бобышках поршня, но с натягом во втулке шатуна
3) Плавающая посадка, при которой палец установлен с зазором как в бобышках поршня, так и во втулке шатуна
В данном двигателе палец установлен с натягом в бобышках поршня, с зазором во втулке верхней головки шатуна.
Сборка пальца, который имеет посадку с натягом, имеет некоторые недостатки. Во-первых, для сборки будет необходим нагрев охватывающей детали, так как применение холодной запрессовки крайне нежелательно (возможно повреждение шатуна). Во-вторых, при посадке с натягом, у пальца неравномерно изнашивается рабочая поверхность, что приводит к снижению ресурса соединения.
Этих недостатков лишена плавающая посадка пальца, при которой палец устанавливается в бобышки поршня и во втулку шатуна от усилия руки, отпадает необходимость в использовании термического метода сборки. Также при такой посадке, палец имеет возможность проворачивания, при этом рабочая поверхность равномерность изнашивается.
Эксперимент
В эксперименте использованы два двигателя Иж Планета 5, приобретены 2 комплекта запасных частей производства ОАО Ижмаш- поршней первого ремонта, поршневых колец, поршневых пальцев, стопорных колец. Произведена:
1) Расточка цилиндра с тепловым зазором 0,05 мм
2) Замена втулок верхних головок шатуна, с последующими доработками развертыванием
3) Установка зазора в замке поршневых колец 0,3 мм
4) Доработка бобышек поршня из 2 комплекта развертываем для обеспечения посадки пальца с зазором
Произведено измерение микрометром, штангенциркулем размеров и проведен анализ показателей качества собираемых деталей, который представлен в таблице 1.
Таблица 1
Анализ показателей качества деталей
Таким образом, размеры находятся в пределах поля допуска, что позволяет судить о качестве собираемых деталей.
Произведена сборка двух двигателей, произведена обкатка с соблюдением рекомендаций завода-изготовителя в течение 2000 км, посторонний стуков не выявлено.
Условия работы двигателей
Мотоциклы эксплуатируются в одинаковых условиях:
– Мотоциклы эксплуатируются преимущественно по дорогам с асфальтовым покрытием
– Крейсерская скорость мотоциклов на шоссе 80–90 км/ч, обороты двигателя при этом составляют 2800–3200 об/мин, городском цикле диапазон оборотов составляет 2000–2500 км/ч. Для двигателя Иж Планета 5 такой режим эксплуатации является наиболее оптимальным с точки зрения ресурса
– Расход топлива для обоих двигателей составил 4–4.5 литра на 100 км пробега, что показывает отличное общее техническое состояние двигателей
– Угол опережения выставлен 3,25 мм до ВМТ
– Смазка двигателей осуществляется смесью бензина АИ 92 с маслом Лукойл 2T в пропорции 1:25
– Техническое обслуживание каждые 5000 км пробега (замена масла в КПП, чистка и регулировка карбюратора, очистка наружных поверхностей двигателей от загрязнений)
Результаты эксперимента
Через 20000 км произведена разборка двигателей с последующей дефектовкой:
Двигатель № 1(посадка пальца с натягом в бобышках)
При эксплуатации обнаружен легкий металлический стук при работе холодного двигателя, при прогреве стук пропадал. Позволяет косвенно судить о начальном износе соединения палец-втулка. Произведено 4 измерения пальца и втулки. Результаты показаны в таблице 2.
Таблица 2
Деталь | №измерения | Поле рассеяния размера | |||
1 | 2 | 3 | 4 | ||
Палец | 14,856мм | 14,944мм | 14,953мм | 14,663мм | 0,088мм |
Втулка | 15,102мм | 15,354мм | 15,283мм | 15,424мм | 0,322мм |
Выводы: показатели точности превышают допустимые пределы, достаточно большое поле рассеяния размеров, что позволяет судить о неравномерном износе деталей.
Двигатель № 2 (плавающая посадка пальца)
При эксплуатации посторонний стуков не обнаружено. Произведено 4 измерения пальца, втулки и бобышек. Результаты показаны в таблице 3.
Таблица 3
Деталь | №измерения | Поле рассеяния размера | |||
1 | 2 | 3 | 4 | ||
Палец | 15,002 | 15,002 | 15,003 | 15,001 | 0,002 |
Втулка | 15,01 | 15,012 | 15,011 | 15,01 | 0,002 |
Бобышки | 15,025 | 15,025 | 15,024 | 15,025 | 0,001 |
Выводы: показатели точности находятся в пределах поля допуска, имеется незначительное поле рассеяния размеров.
Заключение
Таким образом, анализируя результаты эксперимента, выявили следующие достоинства плавающей посадки поршневого пальца, по сравнению с посадкой с натягом:
– Простота технологического процесса сборки
– Равномерный износ рабочей поверхности деталей
– Больший ресурс работы
Литература:
- К. П. Быков, П. В. Грищенко; ред. Т. А. Шленчик. Мотоцикл «Иж». Эксплуатация, ремонт, каталог деталей: пособие по ремонту. — Чернигов: ПКФ «Ранок», 2000. — 208 с.
- Тамаркин М. А., Давыдова И. В., Тищенко Э. Э. Технология сборочного производства. — Ростов-на-Дону: Феникс, 2007. — 270 с.
Основные термины (генерируются автоматически): бобышка поршня, палец, верхняя головка шатуна, втулка шатуна, поршневой палец, втулка, двигатель, плавающая посадка, некачественная сборка, общий вид.
Поршень,поршневые кольца и пальцы
Категория:
Тракторы-2
Публикация:
Поршень,поршневые кольца и пальцы
Читать далее:
Поршень,поршневые кольца и пальцы
Поршень. При рабочем ходе поршень воспринимает и передает через палец шатуну силу давления газов и, нагреваясь, отводит от них теплоту через кольца в стенки цилиндра. При вспомогательных тактах с помощью поршня создается разрежение в цилиндре для впуска воздуха или горючей смеси, сжимается этот воздух (или смесь) и выталкиваются из цилиндра отработавшие газы. В двухтактных двигателях поршень, кроме того, открывает и закрывает окна газораспределения.
Работая в условиях высоких температур и больших давлений, поршень испытывает также значительные нагрузки от сил инерции, вызванные переменной скоростью движения. К тому же трущиеся поверхности поршня и колец нельзя обильно смазывать во избежание попадания масла в камеру сгорания.
Изготавливают поршень из легкого, но прочного алюминиевого сплава, обладающего высокой теплопроводностью и небольшим коэффициентом трения. Различают четыре части поршня: днище А, головку Б, юбку В и бобышки Г.
Рекламные предложения на основе ваших интересов:
Днище поршня карбюраторных двигателей плоское, поэтому проще в изготовлении и меньше нагревается при работе. Днище поршня двухтактных двигателей для лучшей продувки цилиндров выпуклое. В днище поршня дизелей имеется выемка — часть камеры сгорания. Форма выемки способствует лучшему перемешиванию воздуха с поступающим в цилиндр топливом и более полному его сгоранию. Для улучшения смесеобразования камеру сгорания смещают от оси поршня на 1…3 мм в сторону форсунки, а для увеличения прочности и улучшения отвода теплоты днище поршня делают массивным и с внутренними ребрами.
Головка поршня имеет четыре (в дизелях) или три (в карбюраторных двигателях) канавки под кольца. Вместе с кольцами она служит уплотняющей частью поршня. В нижней канавке и под ней просверлены отверстия 5 для отвода масла, снимаемого кольцом со стенок цилиндра. В головке поршня дизелей СМД-62, КамАЗ-740, СМД-18Н, Д-245 имеется чугунная или стальная вставка под верхнее поршневое кольцо. Она в 2…3 раза уменьшает изнашивание канавки по высоте.
В приливах под головкой поршня (бобышках) сделаны отверстия под поршневой палец и для подвода масла к нему, а также кольцевые канавки для стопорных колец. У поршней некоторых Двигателей с наружной стороны бобышек выполнены неглубокие выемки — холодильники. В них накапливается масло, охлаждающее бобышки.
Рис. 1. Поршень и его сечения: 1 — маслосбрасывающая кромка; 2 — канавка для маслосъемного кольца; 3 — канавка для стопорного кольца; 4 — сверление для подвода масла к поршневому пальцу; 5 — сверление для стока масла; 6 — канавки для компрессионных колец; 7 — выемка; 8— утолщение
Юбка поршня направляет движение поршня в цилиндре. В дизелях А-41, Д-240, ЯМЗ-240Б и Д-144 на ней проточена канавка для пятого поршневого кольца. Иногда нижний торец юбки выполнен в виде скребка, счищающего масло с зеркала цилиндра. Нижняя утолщенная часть придает ей жесткость.
Юбка поршня некоторых дизелей под бобышками укорочена. Благодаря этому снижается масса, а щеки коленчатого вала не задевают за поршень. Юбку делают конусной или бочкообразной, овальной в сечении, а у карбюраторных автомобильных двигателей еще и с разрезами. Это позволяет получить наименьший зазор между ней и стенками цилиндра в холодном двигателе и предупредить заклинивание поршня при его нагревании.
У нагревшегося во время работы поршня форма юбки приближается к цилиндрической, а зазор становится минимальным. Разрез юбки несколько ослабляет ее прочность, поэтому при установке поршня в цилиндр разрез нужно расположить со стороны наименьшего давления на цилиндр.
Некоторые конструктивные особенности. Для свободного перемещения поршня в цилиндре между ними имеется зазор, который выбирают так, чтобы расширяющийся от нагревания поршень не заклинило в цилиндре и было обеспечено образование масляной пленки. Излишне большой зазор может вызвать стук поршня о стенку цилиндра. Так как верхняя часть поршня нагревается больше нижней, вверху диаметр его несколько меньше, чем внизу.
Поверхность поршня нередко покрывают тонким слоем олова, чтобы улучшить его приработку и уменьшить изнашивание в первоначальный период работы. По массе, диаметрам юбки и отверстия под поршневой палец поршни делятся на несколько групп. Метки группы проставлены на днище поршня. На двигатель ставят поршни и цилиндры одинаковых групп. На некоторых поршнях имеются стрелки или иные обозначения, указывающие правильное расположение поршня в цилиндре.
Поршневые кольца. От их состояния зависят работоспособность и длительность нормальной работы двигателя. На поршне установлено от трех до пяти колец (рис. 2).
Компрессионные кольца установлены в верхней части поршня и нужны для уплотнения между цилиндром и поршнем. Они свободно входят в канавки поршня, но не пропускают газы из надпоршневого пространства в картер, и передают теплоту от нагретого поршня охлаждаемым стенкам цилиндра.
Кольца отливают из специального чугуна. Наружный диаметр кольца, имеющего вырез в стыке (замок), больше внутреннего диаметра цилиндра и свободно входит в канавку поршня. При установке поршня с кольцами в цилиндр за счет выреза их сжимают. Силой упругости, а также давлением газов, проникающих в канавку поршня, кольцо плотно, без просвета, прижимается к зеркалу цилиндра по всей окружности.
Рис. 2. Поршневые кольца и схема их действия: а — сечения колец; б — детали сборного кольца; в — распределение давления газов на поршневые кольца; г — схема насосного действия колец; д—схема действия маслосъем-ного кольца; 1…8 — сечения компрессионных колец; 9…14 — сечения маслосъемных колец
В сечении поршневые кольца имеют разную форму. Верхнее кольцо наиболее нагружено от давления газов, сильно нагревается и работает при недостаточном смазывании. Оно прямоугольного сечения и прижимается к зеркалу цилиндра всей рабочей поверхностью. Чтобы эта поверхность кольца истиралась меньше, ее покрывают тонким пористым слоем хрома. Хром стоек против истирания, а его поры заполняются маслом. Кольцо тоже прямоугольного сечения, но с внутренней выточкой или фаской. Сопротивление изгибу такого кольца в верхней части уменьшается благодаря выточке. Поэтому при установке в цилиндр кольцо «скручивается» и прижимается к зеркалу цилиндра нижней кромкой. При этом края его торца упираются в верхнюю и нижнюю плоскости канавки, чем устраняется осевое перемещение кольца в ней, а его уплотняющее действие улучшается.
Кольцо — прямоугольное, но с небольшим наклоном рабочей поверхности. Рабочая поверхность кольца 4 бочкообразной формы и хромирована, поэтому лучше скользит по масляной пленке зеркала цилиндра; соприкасающиеся поверхности изнашиваются меньше.
Рабочая поверхность кольца наклонена под углом от 30’ до 90’, поэтому кольцо называется «минутным». У кольца наклон рабочей поверхности больше (до 10°). При движении поршня вверх масляная пленка, имеющаяся на зеркале цилиндра, подобно клину отжимает такое кольцо от поверхности трения, а при движении поршня вниз кольцо счищает масло с этой поверхности.
В кольце имеется проточка на нижней рабочей поверхности. Так образуется скребок для лучшего снятия масла с зеркала цилиндра. Сечение кольца представляет собой одностороннюю трапецию с наклоном к центру кольца. Трапециевидные кольца лучше прилегают к зеркалу и при появлении нагара в канавках не заклинивают в них.
Во время движения поршня кольца прижимаются то к верхним, то к нижним плоскостям канавок и создают этим необходимое уплотнение, препятствующее прорыву газов в картер через канавки. Однако при этом компрессионные кольца могут перекачивать в камеру сгорания масло, снимаемое ими со стенок цилиндра: когда поршень движется вниз, масло собирается в зазоре между кольцом и нижней плоскостью канавки, а когда перемещается вверх, это масло выдавливается в зазор между кольцом и верхней плоскостью канавки. Разрежение в цилиндре при такте впуска тоже способствует этому.
Маслосъемное кольцо установлено ниже компрессионных и необходимо для предотвращения чрезмерного поступления масла в камеру сгорания. Оно направляет снятое со стенок цилиндра масло в картер. Масло будет сниматься больше,
если увеличить удельное давление кольца на зеркало цилиндра. Для этого сечение кольца коробчатое. Сила упругости этого широкого кольца передается зеркалу цилиндра через две узкие рабочие кромки, между которыми имеется проточка и сквозные щели для отвода масла в картер.
В некоторых двигателях давление кольца на стенку цилиндра повышают установкой в канавку пружинящего радиального расширителя А в форме многогранника. Вместо одного кольца коробчатого сечения в канавку ставят два кольца 10 скребкового типа, иногда с общим радиальным расширителем.
В качестве радиального расширителя используют также упругую витую пружину Б с пропущенной в нее стальной проволокой.
Маслосъемное кольцо — сборное, состоит из двух тонких с хромированными рабочими кромками разрезных колец В, распираемых осевым Г и радиальным А расширителями. Вместо двух расширителей А и Г иногда ставят один тангенциальный расширитель Д.
В замках поршневых колец, вставленных в цилиндр, должен быть зазор для их расширения (удлинения) при нагревании. Чтобы Затруднить прорыв газов через этот зазор, его делают как можно меньшим, а замки соседних колец разводят в противоположные стороны по окружности, но так, чтобы они не оказались против бобышек поршня. На каждом изучаемом двигателе имеется свой набор поршневых колец (форма их сечения рассматривается на лабо-раторно-практических занятиях).
Поршневые пальцы шарнирно соединяют поршни с шатунами. Палец стальной, для облегчения пустотелый. Наружную его поверхность цементуют на глубину 1…2 мм, а затем шлифуют и полируют. Поэтому его трущаяся поверхность — твердая и износостойкая, а сердцевина остается вязкой и выдерживает большие ударные нагрузки. Во втулку головки шатуна палец вставляют с небольшим зазором, а в бобышки поршня — без зазора. Во время работы двигателя между нагретыми бобышками и пальцем появляется зазор, тогда палец может свободно поворачиваться и в шатуне, и в бобышках, поэтому его называют плавающим. От продольного смещения в бобышках палец удерживается двумя пружинящими стопорными кольцами.
Рекламные предложения:
Читать далее: Шатуны трактора
Категория: — Тракторы-2
Главная → Справочник → Статьи → Форум
Повреждения деталей ЦПГ и их причины
При работе ДВС в системе поршень-гильза происходят обратно-поступательные движения с высокими значениями скоростей, а также огромными нагрузками. Ненадлежащее техническое обслуживание может привести к ускоренному износу элементов и вызвать частичную техническую неисправность двигателя или вовсе полный отказ.
В большинстве случаев диагностика позволяет выявить лишь малую часть проблем. Определить техническое состояние и причины поломки можно при осмотре отдельных компонентов, что поможет сделать приведенная ниже информация.
Повреждения гильзы цилиндра
Деформация цилиндра
- Неравномерная или ненадлежащая затяжка головки блока
- Ненадлежащее состояние поверхностей головки и блока
- Грязная или повреждённая резьба крепежа головки блока
- Несоответствующая прокладка головки блока
- Отложения в системе охлаждения
- Некачественная посадка бурта гильзы, несоответствующее выступание гильзы, ненадлежащее состояние нижнего посадочного места гильзы
- При сухих гильзах слишком слабая посадка гильзы так же вредна, как и слишком тугая
- В посадочных местах блока при сухих гильзах возникает контактная коррозия, посадочное место должно быть тщательно обработано для обеспечения прилегания гильзы по всей площади.
- Отдельно стоящие цилиндры воздушного охлаждения должны быть строго параллельны блоку и головке, при единой головке цилиндры должны быть одинаковой высоты, очень важна исправность воздуховодов.
Отрыв бурта гильзы цилиндра
- Некачественно обработано посадочное место гильзы в блоке
- Не соблюдены предписанные порядок и моменты затяжки
- Применены прокладки несоответствующей толщины
Кавитация
- Не соблюдён зазор поршень/цилиндр (установлены б/у поршни)
- Ненадлежащая посадка гильзы в блоке
- Пониженное давление в системе охлаждения
- Ненадлежащее качество охлаждающей жидкости
Повреждения поршня
Эрозия материала на днище поршня (дизельный двигатель)
- Неисправная форсунка
- Неисправный нагнетательный клапан в топливном насосе высокого давления
- На форкамерных двигателях — дефект форкамеры
Эрозия на днище и жаровом поясе поршня (бензиновый двигатель)
Качество топлива не соответствует степени сжатия двигателя, бензин в дизельном топливе, масло в камере сгорания
- Ненадлежащий угол опережения зажигания Негерметичные выпускные клапаны
- Значительное количество нагара в камере сгорания
- Слишком высокая температура впускного воздуха, общий перегрев
Прихват от перегрева, в основном на головке поршня
- Эксплуатация необкатанного двигателя с высокими нагрузками
- Повышенная температура в камере сгорания из-за неисправности системы питания
- Неисправность системы охлаждения
Разрушение перемычек между канавками поршневых колец (дизельный двигатель)
- Неисправная форсунка
- Низкая компрессия в цилиндре
- Дефект форкамеры
- Неправильное или чрезмерное пользование пусковыми средствами
- Цилиндр при неработающем двигателе заполнился водой или топливом (гидроудар)
Трещины на днище и вокруг камеры сгорания в поршне
- Неисправность системы питания
- Дефект форкамеры
- Перегрев двигателя
- Неисправность моторного тормоза
Износ поверхностей из-за избытка топлива в камере сгорания
- Избыток топлива в камере сгорания в дизеле из-за неисправности топливной системы
- Пониженная компрессия
- На дизелях ненадлежащий зазор между поршнем и головкой
Задиры при недостаточном зазоре между поршнем и цилиндром
- Ненадлежащая обработка блока при ремонте — диаметр цилиндра меньше допустимого размера
- Головка блока перетянута или затянута неравномерно, повреждена или загрязнена резьба на элементах крепления головки к блоку цилиндров, не смазаны опорные места для гаек и болтов в головке
- Имеются повреждения привалочных поверхностей блока цилиндров и головки блока
- Некачественная прокладка головки блока
- Деформация цилиндров из-за неравномерного охлаждения — накипь или грязь в системе охлаждения
- Не подготовлены посадочные места для гильз в блоке
- Нагружение двигателя без предварительного прогрева
Задиры на боковой поверхности поршня рядом с бобышками
- Нагружение двигателя без предварительного прогрева
- Деформация цилиндра при перегреве двигателя
- Недостаточный зазор между пальцем и бобышкой поршня
Сухой прихват на юбке (недостаток масла)
- Неисправность системы смазки или полное отсутствие масла в двигателе
- Недостаточное разбрызгивание масла из-за малого зазора в шатунных вкладышах
Задиры на поршне только с одной стороны
- Воздушные и паровые пробки в системе охлаждения из-за выхода из строя термостата или водяного насоса, а также загрязнения в полости охлаждения в блоке, приводят к местному перегреву и прекращению охлаждения
Задиры на боковой поверхности (сухой прихват)
- Неисправности системы охлаждения
Информация взята из открытого источника www.info-parts.ru
Efficiency checking of use of stiffening ribs for piston skirt of a low-sized diesel engine | Putintsev
The study actuality is connected with a problem of high mechanical losses due to friction in naturally aspirated high-speed low-cylinder four-stroke diesel engines. The research aims to check the efficiency of application of an experimental piston with rigid skirt that according to preliminary data provides the decrease of mechanical losses in the cylinder-piston group. The check method consists in comparison of benchmarks of a serial piston and an experimental one. Following indices are accepted as benchmarks: the piston friction force and mechanical losses formed by its work; the temperatures in characteristic zones of the piston; the temperatures of cylinder wall and motor oil caused by the piston friction; the moment of resistance to turning of crankshaft of installation with piston in the cylinder. The comparison is made by means of both modeling and experiments on a model installation designed on the base of 1Ch 85/80 (TMZ-450D) low-sized diesel engine. The comparison objects are a serial piston of diesel engine and an experimental piston with improved rigidity of skirt provided by special stiffening ribs joining the skirt wall with piston bosses. The results of modeling show the advantage of the experimental piston over serial one by signs of decrease of mechanical losses by 4%, of skirt wear by 33%, of temperatures of combustion chamber center and piston top edge accordingly by 5 and 10%. The experimental check allows to establish that the experimental piston with other equal conditions of turning without compression, combustion and cooling provides the decrease in the moment of resistance to turning by 3%, in temperatures of cylinder wall by 9% and motor oil by 6%. The results of comparative modeling and experiment highlight the certain prospect of substitution of serial piston for the experimental one, which is caused by possibility of significant decrease of temperature of the piston top and mechanical losses.
Введение Проблема деформации под действием внешних нагрузок тонкостенной юбки поршня и снижения в связи с этим ее гидродинамической несущей способности поставлена и обсуждена в исследовании [1]. В выводах этой работы указывалась актуальность поиска технических решений для повышения жесткости юбки поршня и сохранения ее рационального профиля во время работы двигателя. Представляемый ниже материал содержит описание и результаты оценки эффективности применения одного из возможных вариантов решения данной проблемы. Цель исследования Цель исследования состоит в разработке конструкции поршня с жесткой юбкой с последующей проверкой ее эффективности по показателям механических потерь. Для достижения цели в работе поставлены и решены следующие задачи: 1) разработка технического решения поршня с жесткой юбкой при условии минимизации изменений, вносимых в конструкцию серийного изделия; 2) предварительная расчетная оценка (прогнозирование на основе моделирования) механических потерь и теплового состояния сравниваемых серийного и опытного вариантов конструкции; 3) проектирование и изготовление опытного образца поршня; 4) сравнение результатов тестирования серийного и опытного поршней. В качестве объекта исследования, как и в работах [2-4], выбран поршень быстроходного дизеля с воздушным охлаждением 1Ч 85/80 (ТМЗ-450Д) производства АК «Туламашзавод». Материалы и методы При проведении расчетного сравнения эффективности серийной и опытной конструкций поршня применен метод математического моделирования условий смазки, трения и износа поршня на базе программы Piston-DHT [5]. Теплонапряженность поршня оценивали моделированием теплового напряженно-деформированного состояния (ТНДС) в средe SolidWorks 2016. Эффективность по снижению механических потерь поршней определяли экспериментально на основе контроля температур стенки цилиндра и моторного масла в картере при прокручивании коленчатого вала от внешнего источника без сжатия и сгорания в цилиндре макетной установки [2], а также измерения момента сопротивления прокручиванию. Методика проведения исследования предусматривала сравнение контрольных показателей серийного и опытного вариантов конструкции поршня путем расчетов и экспериментов, подробное изложение последовательности которых можно найти в работах [5, 2, 3]. Все результаты моделирования и экспериментов получены для конструкции дизеля 1Ч 85/80 (ТМЗ-450Д) при номинальном режиме работы, эффективной мощности 7 кВт и частоте вращения 3600 мин-1. Результаты и их обсуждение Основная задача разработки опытного поршня — снижение механических потерь и износа нагруженной поверхности юбки за счет конструкционного повышения ее жесткости и сопутствующей этому минимизации искажений профиля юбки силами реакции со стороны цилиндра. Анализ известных конструкций показал, что в основном повышение жесткости юбок современных поршней достигается в рамках перехода от обычной к Т-образной форме поршня (рис. 1). Как видно из рис. 1, жесткость юбки Т-образного поршня повышается в результате того, что боковая поверхность обычной юбки, расположенная в зоне отверстия под поршневой палец, трансформируется в своеобразное ребро жесткости, связывающее стенку юбки с бобышками, — стенка юбки опирается на бобышки. Однако при этом существенная часть смазываемой поверхности юбки поршня не участвует в создании гидродинамической несущей способности, которая, как известно, отвечает за обеспечение надежного разделения ползуна и опоры (в данном случае поршня и цилиндра). Анализ, основанный на положениях классической теории гидродинамической смазки, показывает, что при прочих равных условиях сокращение площади опорной поверхности юбки приводит к пропорциональному снижению ее гидродинамической несущей способности. Компенсация этой потери, способной привести не только к повышению механических потерь и износа, но и к возникновению задира поршня, может быть достигнута благодаря изменению условий его работы, а именно повышению скорости движения поршня в цилиндре. Неслучайно поршни с Т-образными юбками находят наиболее эффективное, без риска износа и задира, применение в основном в быстроходных и сверхбыстроходных автомобильных бензиновых двигателях внутреннего сгорания. Для поршней, предназначенных для работы в средне- и быстроходных дизелях, сокращение площади юбки нежелательно. Учитывая это, снижение искажения профиля юбки поршня дизеля-объекта было решено осуществить за счет введения ребер жесткости между внутренней поверхностью юбки поршня и бобышками без каких-либо изменений формы и площади наружной смазываемой поверхности юбки. Как видно из сопоставления форм внутренней поверхности серийного и опытного поршней (рис. 2), юбка последнего [6] имеет четыре ребра жесткости, расположенных параллельно направлению действия реакции со стороны цилиндра (боковой силы поршня) и создающих замкнутый контур со стенкой юбки, которая опирается непосредственно на бобышки в зоне их торцевой поверхности. Благодаря этому достигается повышение жесткости юбки поршня именно в тех местах, где под действием механического и термического нагружений происходит вспучивание ее профиля, приводящее к образованию аномального контактирования юбки с цилиндром в форме так называемой рамки [7] (рис. 3). Выполненный с применением программы Piston-DHT расчет силы трения для серийного и опытного поршней подтвердил правомерность прогнозирования снижения трения в сопряжении «юбка поршня — цилиндр» при повышении жесткости юбки (рис. 4, а). При этом достигнутое снижение силы трения в случае опытного поршня логично объясняется соответствующим ростом минимальной толщины слоя масла на его юбке (рис. 4, б), что обусловлено, как отмечено в работе [1], поддержанием более высокого уровня гидродинамической несущей способности жесткой юбки по сравнению с обычной деформируемой. Из табл. 1, в которой дано сравнение полученных с помощью программы Piston-DHT расчетных значений механических потерь и износа для серийного и опытного поршней, следует, что применение ребер жесткости юбки поршня может способствовать не только значимому снижению механических потерь на трение, но и (в гораздо большей мере) снижению изнашивания юбки поршня. Таблица 1 Расчетные значения мощности механических потерь и максимального износа сравниваемых поршней Параметр Серийный поршень Опытный поршень Относительная разница d, % Мощность механических потерь Nm , Вт 790 758 -4 Максимальный износ hю , мкм 6,9 4,6 -33 Примечание: d — относительное изменение сходственного контрольного параметра опытного поршня по сравнению с серийным с округлением до целых значений процента; hю определен для наработки 1000 ч. Наличие ребер жесткости, выполненных из аналогичного поршневому материала и соединяющих наиболее нагретую часть поршня (огневой пояс и бобышки) с менее нагретой юбкой, могло бы способствовать интенсификации теплопередачи внутри поршня, что снизило бы теплонапряженность его камеры сгорания и днища. Это предположение приводит к мысли о целесообразности сравнительной проверки теплового состояния серийного и опытного поршней. Расчетное моделирование ТНДС сравниваемых конструкций поршней с помощью программного комплекса SolidWorks 2016, использующего метод конечных элементов, подтвердило высказанную гипотезу. Так, из сопоставления данных рис. 5 и табл. 2 следует, что температуры центра камеры сгорания и внешней кромки днища опытного поршня при прочих равных условиях оказались ниже соответственно на 5 и 10% по сравнению с температурами этих же зон серийного поршня, при этом температуры собственно юбок сравниваемых поршней в сходных точках отличались незначительно (на величину не более 1%). Таблица 2 Температуры характерных зон сравниваемых поршней по результатам моделирования ТНДС Зона Температура, °С Относительная разница d, % Серийный поршень Опытный поршень Центр камеры сгорания 278,9 251,1 -10 Верхняя кромка днища 203,2 192,5 -5 Верхняя кромка юбки 156,4 154,2 -1 Нижняя кромка юбки 129,9 130,2 0 Попытки изготовить пробные экземпляры опытного поршня с внутренними ребрами жесткости юбки, выполненными как одно целое с поршнем, по существующей технологии изотермической штамповки, которая применяется в настоящее время при производстве поршней для дизелей АК «Туламашзавод» [4], привели к трудноразрешимой проблеме отсутствия нужной матрицы для штампа. Поскольку изготовление весьма дорогостоящей матрицы экономически оправданно только при условии серийного производства, получение единичного экземпляра опытного поршня для экспериментальной проверки было решено осуществить путем модернизации серийного поршня. Четыре ребра жесткости были изготовлены из тонкостенной (3 мм) дюралюминиевой полосы по шаблонам, точно повторяющим контур внутренней полости юбки. Ребра механически фиксировались в требуемом положении относительно стенки юбки и бобышек серийного поршня. После этого ребра приваривали алюминием к поверхностям прилегания, причем во время сварки были приняты специальные меры для недопущения перегрева и термической деформации (увода) размеров посадочных отверстий, проточек и профиля юбки поршня. Для сравнительных испытаний на макетной установке, выполненной на базе дизеля 1Ч 85/80 [2], были подготовлены серийный поршень и его опытный аналог, отличающийся наличием установленных внутри юбки при помощи сварки алюминием четырех ребер жесткости между стенкой юбки и бобышками (рис. 6). Цель испытаний состояла в оценке механических потерь в цилиндро-поршневой группе (ЦПГ) при использовании при прочих равных условиях серийного и опытного поршней. Испытания носили краткосрочный характер, поэтому измерение износа поршней не производилось. Поскольку прогнозировалось малое (от 2 до 7%) изменение механических потерь, использовался ранее апробированный метод измерения установившихся температур стенки цилиндра и моторного масла при прокручивании коленчатого вала на постоянной частоте вращения без сжатия, сгорания и охлаждения [2]. Дополнительно к температурам, обусловленным трением, контролировался момент сопротивления прокручиванию. Согласно подходу и методике, изложенным в работе [2], все три названных контрольных показателя однозначно, но с разной степенью чувствительности характеризуют уровень потерь на трение в ЦПГ. Поэтому снижение при прочих равных условиях контрольных параметров на определенную величину, превосходящую погрешность измерения, указывало на факт уменьшения трения в ЦПГ, и наоборот. Поршни устанавливались в цилиндр с одним и тем же комплектом поршневых колец, включающим два компрессионных и одно маслосъемное кольцо. Смазочный материал, использованный при испытаниях, — рекомендованное заводом-изготовителем дизелей ТМЗ минеральное моторное масло М-10Г2К (SAE 30 API CC) производства компании «Ойлрайт» (Россия). В каждом случае испытаний коленчатый вал установки, соединенный упругой муфтой с валом балансирной машины, раскручивали до требуемой частоты вращения, после чего регистрировали значения трех контрольных показателей: среднюю температуру стенки цилиндра в центральном по высоте поясе (в зоне достижения максимальной скорости поршня), температуру моторного масла в картере и момент сопротивления прокручиванию коленчатого вала. Температуры определяли с помощью термопар класса Х-К, спаи которых были установлены в сверления стенки цилиндра на расстоянии 0,5 мм от его внутренней поверхности и на масломерном щупе. Обработка сигналов термопар производилась с помощью двухканальных измерителей марки «Овен» 2ТРМОА (класс точности 0,5). Момент сопротивления прокручиванию оценивали по показаниям весового устройства балансирной машины марки MEZ Vsetin DS 546-4/V мощностью 26 кВт с диапазоном частоты вращения до 8000 мин-1, тормозного момента до 80 Н·м при цене деления шкалы 0,1 Н·м. Измерения велись до стабилизации значений указанных показателей в пределах доверительного интервала погрешности измерений каждой из этих величин. Анализ погрешностей показал, что доверительные интервалы относительной погрешности измерения для температур и момента сопротивления примерно равны между собой и составляют величину, не превышающую 1%. В среднем стабилизация значений контрольных показателей наступала по истечении 15-20 мин с начала выхода установки на требуемый номинальный скоростной режим 3600 мин-1. Из табл. 3, где приведены итоговые результаты сравнительных экспериментов, видно, что замена в цилиндре установки серийного поршня на опытный позволила снизить значения всех трех контрольных показателей. Так, в относительном выражении в условиях прокручивания при частоте вращения 3600 мин-1 температура стенки цилиндра снизилась на 9%, температура моторного масла в картере — на 6%, момент сопротивления — на 3%. Таблица 3 Сравнение контрольных показателей, характеризующих механические потери в ЦПГ макетной установки при испытаниях поршней в условиях прокручивания без сжатия, сгорания и охлаждения Контрольный показатель Серийный поршень Опытный поршень Относительная разница d, % Средняя температура стенки цилиндра в центральном по высоте поясе, °С 81 74 -9 Температура моторного масла в картере, °С 65 61 -6 Момент сопротивления прокручиванию, Н·м 8,6 8,3 -3 Сопоставление приведенных в табл. 3 значений показывает, что, как отмечалось в работе [2], в случае малых изменений механических потерь метод оценки обусловленной трением температуры деталей и смазочного материала оказывается не менее чем в 2 раза чувствительнее метода измерения момента сопротивления при прокручивании. Обнаруженные в данном эксперименте относительные изменения каждого из трех контрольных показателей при переходе от серийного поршня к опытному заведомо превышали доверительные интервалы относительной погрешности измерения, поэтому оценивались как значимые. Заключение Приведенные результаты сравнительного расчетного моделирования и эксперимента указывают на определенную перспективу применения ребер жесткости юбки поршня, связанную с возможностью значимого снижения температуры днища поршня и механических потерь в ЦПГ.
- Путинцев С.В., Агеев А.Г. Результаты моделирования деформации юбки поршня быстроходного дизеля от действия гидродинамического давления масла // Двигателестроение. 2015, №3(261). С. 18-21.
- Путинцев С.В., Агеев А.Г. Экспериментальная оценка малых изменений механических потерь в условиях стендовых моторных испытаний // Известия вузов. Машиностроение. 2014, №7(652). С. 1-7.
- Путинцев С.В., Аникин С.А., Агеев А.Г. Применение принципа трибоадаптивности для профилирования юбки поршня быстроходного дизеля // Известия вузов. Машиностроение. 2015, №5(662). С. 18-24.
- Николаенко А.В., Калпин Ю.Г., Басюк Т.С. и др. Комплексный подход к созданию и организации производства поршней дизельных двигателей из быстрозакристаллизованных заэвтектических силуминов // Известия ТулГУ. Технические науки. 2013, №3. С. 603-617.
- Путинцев С.В., Аникин С.А., Иванов О.В. Моделирование параметров динамики, гидродинамики и трибологии поршня двигателя внутреннего сгорания // Вестник МГТУ им. Н.Э. Баумана. Серия: Машиностроение. 2007, спецвыпуск. С. 150-156.
- Путинцев С.В., Агеев А.Г. Поршень для двигателя внутреннего сгорания. Патент РФ на полезную модель №159529, 2016.
- Гинцбург Б.Я., Васильченко Г.Я., Судойский Н.С. и др. Профилирование юбок поршней. М.: Машиностроение, 1973. 88 с.
Cited-By
Article Metrics
Refbacks
- There are currently no refbacks.
Что такое поршень с распоркой?
Трение плохое, прочность критична. Конструкция юбки поршня для мощности — это тонкий баланс обоих. Мы исследуем дизайн юбки как средство создания идеального поршня для работы.
Все дело в трении. Это свидетельство быстро суммирует преимущества конструкции поршня с коробчатой стойкой, разработанной Wiseco Pistons.«У вас юбка меньшего размера, поэтому скольжение по стенке цилиндра меньше, — говорит Ник Д’Агостино, менеджер по продажам автомобилей в Wiseco.«Вы собираетесь сделать больше власти».
Box strutted — это адаптация конструкции «скользящей юбки», которую инженеры внедрили в гоночные двигатели пару десятилетий назад. Цели заключались в том, чтобы облегчить поршень, уменьшить пятно контакта со стенкой цилиндра и обеспечить зазор между днищами юбок поршня и противовесами коленчатого вала при использовании ходовых механизмов.
Хотя это может выглядеть как ковка коробки, это не так. На самом деле это цельнокруглая поковка с удаленной нижней полосой.В дополнение к сокращению расстояния от низа юбки до площадок для колец, новая стратегия требовала сужения пространства между выступами булавок для запястий. Другими словами, переместите опоры пальцев внутрь и от стенки цилиндра. Из-за изменения положения бобышек поршню требуется более короткий штифт для запястья; что, в свою очередь, помогает уменьшить возвратно-поступательную массу. Этот шаг также позволяет инженерам исключить площадь поверхности юбки, которая ранее была важна для поддержки более широких мест расположения выступов на запястье.
Wiseco разработала множество стилей ковки, подходящих для различных уличных и гоночных нужд.«Это действительно симфония элементов дизайна, — поясняет Д’Агостино. «Форма юбки и ее связь со стенкой цилиндра. Затем мы возвращаемся к самой стойке и тому, как она соотносится с башней булавки на запястье. Чем больше угол наклона стойки, тем шире юбка. На более высоких уровнях гонок, где будет больше обслуживания, вы увидите более прямую стойку и гораздо меньшее пятно контакта в области юбки.”
Традиционные полноповоротные поршни отличаются стабильностью и долговечностью, а также простотой по конкурентоспособной цене. Поршень с коробчатой стойкой разработан для определенных гоночных применений, особенно для двигателей без наддува, где мощность увеличивается за счет снижения трения, а меньшая масса может быть подтверждена на динамометрическом стенде.
«С точки зрения бюджета идти по этой дороге дороже», — советует Д’Агостино. «Обычно это работа на заказ, но значительная часть полочного инвентаря Wiseco производится с использованием ковки с подпорками.”
Головка поршня и площадь контакта с кольцом поршня с коробчатой распоркой ничем не отличаются от традиционного полнокруглого поршня. А вот перевернуть коробку с поршневой стойкой вверх дном и контрасты конструкции вполне очевидны.
Поршень слева представляет собой поковку полного цикла, а правый — поршень с распорками, изготовленный из заготовки.«Традиционная конструкция стойки предусматривает две стойки, отходящие от опор штифтов под углом, идущим к юбке», — поясняет Д’Агостино.«Затем вы можете добавить распорки между башнями и стойки на внешней стороне башен, которые переходят к нижней стороне кольцевых площадок, чтобы создать конструкцию с коробчатыми стойками».
В зависимости от длины и угла наклона опорных стоек инженеры по разработке поршней могут добиться эффекта, аналогичного более длинному штифту для запястья. Дополнительная устойчивость подвесных стоек особенно ценна при увеличении диаметра посадочного отверстия.
«Например, если у вас отверстие диаметром 4,185 дюйма или 4,155 дюйма и 2-дюймовый штифт на запястье, нам необходимо повысить стабильность оси штифта», — говорит Д’Агостино.«В идеале для структуры вам понадобится максимально длинный штифт. Причина, по которой вы отказываетесь от них, — это экономия веса — попытка получить как можно более легкий узел возвратно-поступательного движения ».
Обратите внимание на то, как распорки выступают от юбки (с левой стороны) до выступа булавки для запястья. Подтяжки (передние) — это внешняя форма опоры конструкции.Даже при дополнительном фрезеровании под короной и механической обработке карманов вокруг стоек реальная поршневая конструкция с коробчатыми стойками может быть тяжелее, чем ее полнопрофильный аналог.
«Но это все сила. Он определенно более жесткий из-за расположения стоек », — объясняет Д’Агостино, отмечая, что в сочетании с более коротким штифтом на запястье общий вес сопоставим, если не меньше, с полноразмерной версией. «Кроме того, благодаря добавленной структуре вы можете фрезеровать ее значительно больше, чем полукруглую, и при этом сохранять структурную целостность вокруг коронки».
Поршни с подкосами коробки передач хорошо работают в одних ситуациях с высокими нагрузками, но не так хорошо в других.
«Это может быть высокоскоростное приложение, в котором вы не хотите носить с собой пин 2,750. Но вы можете носить с собой штырь 2,250. Опять же, вы можете сконструировать поршень, чтобы имитировать более длинный палец на запястье и обеспечить большую целостность оси пальца », — говорит Д’Агостино. «Там, где вы не видите, что они используются очень часто, так это на море, на улице или в приложениях для суммирования мощности. В этот момент мы говорим о долговечности ».
При установке штока с направляемым поршнем внутренняя часть выступа пальца кисти должна быть идеально ровной и более узкой, чем у обычного поршня (показан).Плотный зазор между буртиком штока и выступом штифта помогает удерживать шток в вертикальном положении, позволяя снимать вес с коленчатого вала.В дрэг-рейсингах и кольцевых гонках, где производители двигателей гоняются за малейшим весом и трением, конструкции с коробчатыми стойками хорошо вписываются в стратегию трансмиссии. И есть еще одно возможное преимущество в том, чтобы сблизить выступы штифтов.
«Вы можете делать штоки с поршневыми направляющими», — говорит Д’Агостино.«Вы не можете сделать что-то подобное в традиционном полном раунде».
Шатуны направляются либо коленчатым валом, либо поршнем. Для большинства автомобильных двигателей шатуны спроектированы и рассчитаны таким образом, чтобы направляющие силы управлялись коленчатым валом на большом конце. Это одна из причин, по которой боковой зазор штока является важным измерением при сборке двигателя.
Другими факторами, связанными с боковым зазором штока, конечно же, являются трение и смазка. Если зазора недостаточно, штоки не будут свободно вращаться на шейке штока, или поток масла через подшипники может быть ограничен.При слишком большом зазоре излишки масла начнут разлетаться по картеру, и штоки могут начать ударять по ходам коленчатого вала и участкам галтеля. Такое движение также передаст нагрузку на маленький конец шатуна, что может привести к его заеданию на штифте.
Эти два поршня очень похожи, однако один имеет внешнюю распорку, а другой — нет. Решение о применении внешних распорок принимается на 100% на основании заявки.Перейдя на шток с поршневыми направляющими, инженеры могут разработать более тонкие шатуны для снижения веса. Им не нужно подбирать большой конец, чтобы обеспечить надлежащий боковой зазор. Вместо этого критический зазор находится между башнями пальца запястья и сторонами маленького конца шатуна.
«Вообще говоря, вам нужен зазор от 0,005 до 0,010 дюйма от внешнего размера ширины штока до внутренней стороны отверстий под штифт. Это довольно маленький зазор, но именно он направляет стержень.”
Штоки с поршневыми направляющими используются во многих приложениях, включая мотоциклы и промышленность, но только недавно стали реальным вариантом для американских автомобильных двигателей, когда инженеры NASCAR адаптировали эту стратегию.
«Некоторые живут и клянутся этим», — говорит Д’Агостино. «Эта тенденция стала расти, когда из Буша вышли подержанные двигатели, которые были сняты спортсменами-гонщиками. Теперь наши телефоны звонят ребятам, у которых есть SB2 в качестве двигателей для дрэг-рейсинга, и замечают, что у них штоки с поршневыми направляющими.Таким образом, использование боксов — единственный путь, по которому мы можем пойти, потому что нам нужно захватить узкое пространство в один дюйм или меньше ».
Хотя поршень коробчатого или распорного типа может казаться тоньше, чем цельнокруглая поковка (справа), обычно он тяжелее. Преимущество в весе объясняется значительным уменьшением длины булавки на запястье. Шатуныпредназначены для использования с поршневыми направляющими, поэтому производитель двигателей и Wiseco должны знать это при заказе поршней.
«В некоторых случаях расстояние 1,2 или 1,3 дюйма на обычном поршне, даже некоторые стойки коробки передач широкие, например, 1,100 дюйма», — говорит Д’Агостино. «Итак, если у меня есть 1-дюймовый малый конец, это совершенно другое обсуждение. Возможно, мне придется перейти на заготовку или другую поковку коробчатой стойки. Говоря о штоках с поршневыми направляющими, следует учитывать множество факторов ».
Для любого варианта инженерам все еще необходимо спроектировать башни штифтов для правильного зацепления штифта на запястье.
«Нам нужно захватить 50 или более процентов длины булавки на запястье между двумя сторонами», — отмечает Д’Агостино.
Коробчатые стойкидоступны для различных применений и из сплавов 4032 и 2618. Некоторые двигатели для бездорожья предпочтут 4032 из-за преимущества в весе, в то время как другие приложения с высокими нагрузками требуют более прочного сплава 2618. Кроме того, для некоторых приложений с экстремальной мощностью может потребоваться масляный распылитель для охлаждения поршня. В конце концов, меньше материала поршня для передачи тепла стенке цилиндра. Но именно поэтому вы идете быстрее!
Анализ смазки поршневого пальца с учетом эффектов деформации конструкции и кавитации
4.1 Анализ основных характеристик смазки
Еще одним важным эффектом при моделировании подшипников с пальцами является масляное голодание или кавитация, поскольку большинство подшипников с пальцами обычно поставляются с разбрызгиваемым маслом. У них нет подачи масла из отверстий и канавок в направлении скольжения. Подшипники пальца могут получать масло только в осевом направлении за счет эффекта всасывания, который вызывается повышением давления ниже окружающей среды, когда две опорные поверхности разделяются. Затем поток масла уравновешивается боковой утечкой из-за эффекта сжатия.В данном исследовании область кавитации с масляной пленкой определяется с использованием алгоритма квазистатической кавитации. Для проверки модели смазочные характеристики, такие как минимальная толщина масляной пленки (MOFT), максимальная толщина масляной пленки (MOFP), гидродинамическая сила трения и мощность трения неровностей, рассчитанные с кавитацией, сравниваются с традиционной моделью (уравнение. (6)). Новое уравнение кавитации записывается как
((22))
где коэффициент заполнения.
Фиг. 12a и 12b представлены MOFT и MOFP, рассчитанные с помощью различных моделей. Результат показывает, что тенденции MOFT и MOFP почти одинаковы. Однако MOFT, рассчитанный с помощью традиционной модели, сильно отличается от результата модели кавитации (рис. 12a). Модель кавитации MOFT появляется в одном цикле при 384 ° CA со своим значением 0,63 мкм, и MOFT начинает проявляться при небольшом значении при 82 ° CA и заканчивается при 636 ° CA в течение всего цикла. MOFT традиционной модели за весь цикл составляет 483 ° CA, что равно 0.74 мкм. На рис. 12b представлены расчетные значения MOFP выступа штифта для различных моделей. Результат показывает, что MOFP почти такой же на стадии приема. Однако в других вариантах исполнения MOFP больше по сравнению с традиционной моделью.
Фиг.12Смазочные характеристики подшипника под палец
а) МОФТ; (б) MOFP; c) мощность гидродинамического трения; (d) Неровность силы трения
Фиг.12c и 12d представлены мощность гидродинамического трения и мощность трения неровностей, рассчитанные с помощью этих различных моделей. Результаты показывают, что максимальная мощность гидродинамического трения для кавитационной модели составляет 31 Вт, что примерно на 49 Вт меньше, чем у традиционной модели. Они также возникают при угле поворота коленвала 375 ° CA. Однако максимальная мощность трения неровностей для модели кавитации составляет 380 Вт, а неровности контакта начинаются с 80 ° CA и заканчиваются при 685 ° CA. Для традиционной модели мощность трения неровностей составляет 315 Вт, контакт неровностей начинается от 330 ° CA и заканчивается при 645 ° CA.Это также показано на рис. 12c и 12d видно, что мощность гидродинамического трения для обеих моделей намного ниже, чем мощность трения неровностей. Общая сила трения подшипника с внутренним диаметром пальца в основном определяется трением неровностей.
Чтобы найти причины различий в вышеизложенном и получить представление о распределении масляной пленки, перечислены и сравниваются давления при некоторых типичных углах поворота коленчатого вала. На рис. 13 представлено распределение давления масляной пленки при некоторых типичных углах поворота коленчатого вала, таких как 30, 375, 420 и 630 ° CA.Когда угол поворота кривошипа составляет 30 ° CA, давление падает в нижнюю часть со стороны стопорного кольца. Максимальное его значение — 5 МПа. Когда поршень движется к кривошипно-шатунному механизму, распределение давления будет наклоняться к другой стороне подшипника под палец, но по-прежнему будет находиться на дне отверстия под палец до 75 ° CA (как показано стрелкой на рис. это явление также необходимо объединить с рис. 6b, чтобы проанализировать сумму сил, которая определяет направление силы). Это из-за деформации, вызванной начальной силой.Поршень все еще движется по кривошипно-шатунному механизму. Однако давление будет наклоняться к верхней стороне выступа штифта из-за деформации штифта, которая также вызвана изменением направления инерционной силы. На рис. 13b показано распределение масляной пленки при 375 ° CA. Результат показывает, что при деформации пальца, как показано на рис. 7, давление масляной пленки наклоняется в одну сторону, и положение поддержки основной нагрузки находится на верхней стороне подшипника. Его максимальное значение — 116.9 МПа, что проявляется в точке 350,9 °. На рис. 13c показано распределение масляной пленки при 420 ° CA. Распределение масляной пленки аналогично рис. 13б. Максимальное значение масляной пленки составляет 31,7 МПа, она также находится под углом 350,9 °, а положение A также выдерживает небольшую нагрузку. Когда угол поворота коленчатого вала составляет 630 ° CA, давление масляной пленки начинает перемещаться в область 90–270 °. Его максимальное значение составляет 5,4 МПа, что соответствует 42,4 °.
Фиг.13Распределение давления масляной пленки при некоторых типичных углах поворота коленчатого вала (традиционная модель) ( л — ширина подшипника)
(а) 30 ° (б) 375 ° CA; (c) 420 ° CA; (г) 630 ° CA
Чтобы исследовать причину отличия от традиционной модели, также перечислены распределения давления, рассчитанные с помощью модели кавитации при 30, 375, 420 и 630 ° CA (рис.14). На рис. 14а представлено распределение давления масляной пленки при 30 ° CA по сравнению с традиционной моделью (рис. 13а). Области C и D не уплотняют нагрузку из-за разрыва масляной пленки, и их максимальное значение составляет 6,5 МПа, что больше, чем у традиционной модели. Причина в том, что меньшая область уплотняет ту же нагрузку. Распределение масла при 375 ° CA почти такое же, как у традиционной модели, но его максимальное значение составляет 118,4 МПа. По сравнению с распределением давления традиционной модели при 420 ° CA и 630 ° CA (как показано в положениях A и B ), положения E и F не уплотняют груз.Их максимальные значения составляют 28,3 и 5,5 МПа, а их положения — 354 ° и 69,6 ° соответственно.
Фиг.14Распределение давления масляной пленки при некоторых типичных углах поворота коленчатого вала (кавитационная модель)
(а) 30 ° СА; (б) 375 ° СА; (c) 420 ° CA; (г) 630 ° CA
Как известно, масляная пленка может быть разделена на две зоны: зону кавитации и зону полного заполнения. При гидродинамической смазке масляная пленка всегда будет разрываться или восстанавливаться.На рис. 15 представлена плотность масляной пленки при некоторых типичных углах поворота коленчатого вала. В сочетании с результатом, показанным на фиг. 14, результат показывает, что область уплотнения нагрузки под нагрузкой соответствует области уплотнения под давлением масляной пленки. Плотность этих областей равна ρ c (отношение плотностей Λ = ρ c / ρ , где ρ — плотность масла) из-за сжимаемости масляной пленки. Плотность, расположенная в этой области, которая меньше ρ c , является зоной кавитации масляной пленки из-за разрыва масляной пленки.
Фиг.15Анализ зоны кавитации при некоторых типичных углах поворота коленвала
(а) 30 ° СА; (б) 375 ° СА; (c) 420 ° CA; (г) 630 ° CA
4.2 Влияние профиля отверстия под палец на смазку
Чтобы избежать контакта с неровностями при смазке, профиль отверстия под палец обычно проектируется квадратным, параболическим или конусообразным. Чтобы исследовать влияние профиля пальца на смазку, сравниваются характеристики смазки, рассчитанные для этих видов профиля отверстия пальца (рис.16).
Фиг.16Различные профили отверстий под пальцы
На рис. 17 представлена сила трения неровностей подшипников с тремя различными профилями отверстия под палец. Результаты показывают, что наибольшая сила трения неровностей возникает в подшипнике с отверстием расточного пальца, где значительный контакт с неровностями появляется на переходе между прямой и конической частью отверстия под палец. Отверстие под палец с профилем параболы обеспечивает наименьшую силу трения неровностей, поскольку в этом случае контактное давление между пальцем и отверстием под палец распределяется более равномерно.
Фиг.17Неровность силы трения под разными профилями подшипника пальца
На рис. 18 представлено распределение давления масляной пленки и контактное давление неровностей при 380 ° CA. Когда профиль квадратный, давление масляной пленки явно наклоняется в одну сторону из-за деформации пальца, что приводит к небольшому зазору на этой стороне отверстия под палец и перекосу шейки. Это также приводит к максимальному давлению масляной пленки в этой области, равному 347.9 ° по окружности и 1,684 мм по ширине, что составляет 118,2 МПа. При p L = 0 = 0 масло схлопнется около края. Несоосность шейки также приводит к неровному контакту на краю подшипника отверстия под палец. Его расположение составляет 24,2 ° по окружности, а максимальное контактное давление неровностей — 61,2 МПа. Несоосность также приводит к максимальному контактному давлению неровностей, и максимальное давление масляной пленки появляется в разных местах.При параболическом профиле отверстия под палец максимальное давление масляной пленки составляет 3,4 мм, 350,9 °, а его максимальное значение составляет 106 МПа. Однако контакт неровностей отличается от квадратного профиля. Здесь два пика появляются при 0,8 мм и 5,9 мм, а значения составляют 38,9 МПа и 46,0 МПа соответственно. Контактное давление неровностей явно меньше по сравнению с приведенными выше результатами. Причина в том, что зазор меньше на переходе профиля (показано как позиция A 1 на рис.18б) из-за деформации штифта. Вот почему неровность контакта также появляется в этом месте, и это хорошо для образования гидродинамической смазки, подходящей для изменения зазора в случае параболического профиля (показано как положение A 2 на рис. 18b) . Однако существует еще одна пиковая неровность контактного давления из-за большой деформации пальца, которая превышает прогиб отверстия пальца. На рис. 18c показано распределение давления масляной пленки и распределение контактного давления неровностей при 380 ° CA, когда профиль является развальцованным.Результат показывает, что пиковое давление масляной пленки составляет 278,6 МПа при 3,4 мм по ширине. Максимальное контактное давление шероховатости составляет 200 МПа, что также составляет 3,4 мм по ширине, и износ концентрируется в небольшом месте. Причина этого явления заключается в том, что когда профиль отверстия пальца расширяется, зазор в позиции B 1 меньше, чем в любом другом месте (рис. 18c), поэтому пиковое давление масляной пленки и пиковая неровность соприкасаются с здесь возникает давление. Гидродинамическая смазка слабая из-за более высокого градиента зазора, и неровности контакта также появляются в области B 2 .Фактически, когда давление масляной пленки и контакт неровностей исчезают, момент, создаваемый этими силами, также исчезает, что увеличивает износ подшипника.
Фиг.18Давление масляной пленки и распределение контактного давления неровностей при перекосе шейки
(а) Квадратный профиль; (б) Профиль параболы; (c) Профиль развальцовки
Из-за сложности проведения эксперимента с поршневым пальцем мы проверили наши результаты на основе характера износа и области износа.Был проведен настоящий эксперимент с двигателем для шарнира поршневого пальца, и когда мы обнаружили проблему износа, мы провели моделирование и обнаружили хорошее соответствие с характером износа (как показано в областях A и B на рис.19) .
Фиг.19Проверка характера износа отверстия под палец при испытании двигателя на горячие истирание: формы износа для квадратного (а) и параболического (b) профилей отверстия под палец; Распределение контактного давления неровностей для параболического (c) и цилиндрического (d) профиля отверстия под палец
4.3 Влияние жесткости пальца на смазку
Существуют различные способы изучения влияния жесткости пальца на смазку: (1) изменение материала поршневого пальца и (2) изменение диаметра полой части. В этом исследовании штифт рассчитан на три режима с тремя различными полыми диаметрами. На рис. 20 представлены твердотельная модель и модели конечных элементов с различными полыми диаметрами.
Фиг.20Различные конструкции штифтов с разной жесткостью
Рис.21 представлена сила трения подшипников с различным внутренним диаметром пальца. Это показывает, что более высокая сила трения неровностей появляется в подшипнике пальца с меньшим внутренним диаметром пальца, особенно во время рабочего хода. Однако значения четырех кривых мало отличаются во время трех других ходов из-за того, что значительный прогиб штифта в основном происходит во время рабочего хода.
Фиг.21Неровность трения при разном диаметре полостей пальца
Рис.22 представлено распределение давления масляной пленки при различных диаметрах полостей. При диаметре полости 12 мм жесткость меньше d = 11 мм. Отклонение в том же положении явно больше (рис. 22а).
Фиг.22Распределение давления и контактное давление неровностей при разном диаметре отверстий: (a) д = 12 и 11 мм, (б) д = 10 и 11 мм, и (c) д = 5 и 10 мм
Максимальное давление масляной пленки 123.8 МПа, которое появляется при (1,7 мм, 347,9 °), контактное давление шероховатости появляется при (0, 24,2 °), а его максимальное значение составляет 70,47 МПа. Он явно больше 61,2 МПа в приведенном выше примере, поэтому слишком большой диаметр полости приведет к увеличению износа подшипника. Когда d = 10 мм, прогиб будет меньше. Максимальное давление масляной пленки составляет 113,7 МПа, которое проявляется при (1,684 мм, 347,9 °), контактное давление неровностей появляется при (0, 24,2 °). Максимальное его значение — 55,3 МПа. Другая модель жесткости со штифтом d = 5 мм также сравнивается с указанной выше моделью.Результат показывает, что максимальное давление масляной пленки составляет 101,8 МПа, что соответствует (4,2 мм, 350,9 °). Контактное давление неровностей появляется при (5,895 мм, 51,4 °). Максимальное его значение — 45,7 МПа. Однако происходит интересное явление. Контакт с пиковыми неровностями появляется на краю подшипника, когда d = 5 мм. В реалистичной конструкции пальца, чтобы избежать высокого начального усилия поршневой системы и удовлетворить требования к надежности пальца, уменьшение массы пальца и надежности является проблемой компромисса, так как u i Дизайн стола полого диаметра очень важен.
4.4 Влияние термической деформации на смазочные и динамические характеристики
Чтобы получить матрицу деформации отверстия под палец, проводится структурный анализ для получения тепловой деформации с применением распределения температуры из термического анализа поршня. Его деформация усугубляется проблемой смазки за счет добавления профиля отверстия под палец к толщине масляной пленки. Термическая деформация отверстия под палец показана на рис. 23, где деформации масштабированы в 200 раз.
Фиг.23Термическая деформация отверстия пальца (в 200 раз)
На рис. 24 представлен профиль отверстия под палец, который вносит радикальную деформацию в конструкцию. Результат показывает, что верхняя поверхность стенки днища поршня подвергается более высокой температуре, чем нижняя поверхность. Следовательно, большее тепловое расширение на верхней поверхности приводит к изгибу стенки днища поршня к нижней стороне, что впоследствии вызывает отклонение выступа пальца к внутренней стороне.Реальное угловое смещение составляет 0,073 ° при термической деформации. Можно ожидать, что влияние термической деформации на подшипник ступицы пальца будет столь же значительным, как и влияние механической деформации.
Фиг.24Профиль выступа штифта с учетом термической деформации
На рис. 25 (стр. 460) представлена мощность трения подшипников с учетом и без учета теплового прогиба отверстия под палец. Максимальная сила трения неровностей (возникающая около ВМТ) ниже, если учесть тепловое отклонение, потому что отклонение изгиба пальца под действием газовой нагрузки согласуется с тепловым отклонением отверстия пальца.Таким образом, концентрированное контактное давление (возникающее в районе ВМТ) на внутренней кромке отверстия под палец уменьшается.
Фиг.25Влияние термической деформации на силу трения неровностей
На рис. 26 представлено распределение давления и контактного давления неровностей с учетом термической деформации. Результат показывает, что с учетом тепловой деформации максимальное значение составляет 122,5 МПа, и оно появляется при (1.7 мм, 347,9 °). Максимальное значение контактного давления неровностей составляет 118,1 МПа, которое проявляется при (0, 18,2 °), где одно сечение м = 5, n = 1:20 (рис. 26b) ( м — номер ячейки конечного элемента по окружности, n — номер ячейки по ширине). Результат показывает, что давление P L = 0–8 больше, а давление P L = 9–16 меньше, если учесть тепловую деформацию.Причина в том, что если учесть тепловую деформацию, весь профиль будет наклоняться к верхней стороне поршня. Однако деформация другой стороны отверстия для штифта меньше. Чтобы соответствовать окружности отверстия под штифт, динамическое движение пальца изменяется, смещение увеличивается за счет анализа орбиты, что усиливает износ на краю подшипника, поэтому очень важно учитывать влияние теплового деформация смазки.
Фиг.26Распределение давления и контактное давление неровностей с учетом термической деформации
(a) Распределение давления и контактное давление шероховатости при 380 ° CA; (б) Сравнение масляной пленки на одном участке
Поршень | Borderlands Wiki | Фэндом
Поршень
Поршень — первый NPC, встреченный в Mr.Кампания кровавой бойни Торга . Он занимает первое место в рейтинге «Крутой» в таблице лидеров, но также считается мошенником и трусом. Он выглядит как крупный грубый мужчина с двумя плазменными пушками, прикрепленными к его рукам, и блоком двигателя на спине.
Участие
Поршень — главный антагонист кампании Мистера Торга Резня . Как нынешний обладатель места номер один крутой в таблице лидеров Torgue, Пистон сделает все, чтобы сохранить свое звание.После встречи с Охотниками за Убежищами он предлагает стать их спонсором, чтобы они могли подняться в рейтинге. Однако после того, как они завершили свой первый матч, Поршень наполняет арену газом Хармстронга, нокаутировав их. Затем он утверждает, что Охотники за Убежищами сбежали, в результате чего Мистер Торг заклеймил их как трусов. Однако вскоре после этого г-н Торг показывает, что он только навсегда согласился с ложью.
На протяжении всей кампании Поршень постоянно насмехается над Охотниками за Убежищами, пытаясь запугать их.Тем не менее, он остается на заднем плане, дергая за ниточки, пока они не сражаются с Flyboy, после чего он убивает Flyboy и вторгается в битву на своем личном дирижабле. После того, как дирижабль разбит и разбивается, Поршень выживает и отступает на арену. Когда Охотники за Убежищем приходят, чтобы прикончить его, Поршень оказывается пилотом массивного транспортного средства, известного как Бадассазавр, и использует его для борьбы с ними. После того, как он тоже будет разрушен, он вынужден сражаться с Охотниками за Убежищами пешком. После его смерти Пистон выполняет свою роль «Абсолютного Труса», поскольку его кровь открывает хранилище на арене.
Дирижабль, который он использует во время битвы с Флайбоем, можно увидеть в Кратере Беда Беда до и после боя. После первого удара он повреждается и горит, но все еще летает.
Появления
Стратегия
- Основная статья: Долгий путь к вершине
Цитаты
- Мои грудки смеются над тобой! * имитирует смех грудных мышц * Вы слышите это ?!
- Сколько у вас грудных мышц? 2? У меня 13!
- Это не обман, это тактика!
Примечания
Проектстального поршня аддитивного производства для высокопроизводительного двигателя на JSTOR
AbstractСовременные высокопроизводительные двигатели обычно характеризуются высокой плотностью мощности, что приводит к высоким механическим и тепловым нагрузкам, действующим на компоненты двигателя.В этом случае алюминий не может быть лучшим выбором для производства поршней, а сталь может рассматриваться как приемлемая альтернатива. В этой статье представлена методология оптимизации конструкции поршня двигателя внутреннего сгорания. В частности, предварительно исследуется стратегия проектирования, направленная на замену стандартного алюминиевого поршня, обычно производимого путем ковки или литья, на альтернативный, сделанный из стали и изготовленный с помощью процесса аддитивного производства.Для настройки оптимизации топологии используются три различных режима нагрузки. Затем результаты оптимизации интерпретируются, и различные конструктивные особенности стального поршня рассчитываются, исходя из контурных графиков распределения плотности. Наконец, готовятся различные термомеханические модели с использованием конечных элементов для корректировки и проверки спроектированной геометрии.
Информация о журналеМеждународный журнал двигателей внутреннего сгорания (SAE) — это научный рецензируемый исследовательский журнал, посвященный науке и технике по двигателям внутреннего сгорания.Журнал освещает инновационные и архивные технические отчеты по всем аспектам разработки двигателей внутреннего сгорания, включая исследования, проектирование, анализ, контроль и выбросы. Стремясь стать всемирно признанным исчерпывающим источником для исследователей и инженеров в области исследований и разработок двигателей, журнал публикует только те технические отчеты, которые считаются имеющими значительное и долгосрочное влияние на разработку и конструкцию двигателей
Информация для издателейSAE International — это глобальная ассоциация, объединяющая более 128 000 инженеров и технических экспертов в аэрокосмической, автомобильной и коммерческой промышленности.Основные направления деятельности SAE International — обучение на протяжении всей жизни и разработка добровольных согласованных стандартов. Благотворительным подразделением SAE International является SAE Foundation, который поддерживает множество программ, включая A World In Motion® и Collegiate Design Series.
Поршневой палец, поршневой палец, поршневой палец или бобышка для них, патенты и заявки на патенты (класс 29 / 888.05)
Номер патента: 6402484
Abstract: Изобретение относится к компрессору хладагента с блоком цилиндров (1), пластиной клапана (4), трубой, соединяемой или соединяемой с глушителем всасывания, крышкой (2), закрывающей пластину клапана (4), первым уплотнение (3) между крышкой и тарелкой клапана и второе уплотнение (5) между тарелкой клапана и блоком цилиндров.При сборке компрессора хладагента необходимо обеспечить максимальное снижение гидравлического сопротивления всасываемого газа. Для этого каждую из следующих пар элементов накрывают. (2) и труба (29), труба (29) и тарелка клапана (4), тарелка клапана (4) и блок цилиндров (1) имеют выравнивающее устройство для своих элементов, по крайней мере, с двумя направляющими элементами, и что эти элементы (2, 29, 4, 1) собираются в направлении, которое по существу параллельно направляющим элементам.
Тип: Грант
Подано: 12 сентября 2001 г.
Дата патента: 11 июня 2002 г.
Цессионарий: Danfoss Compressors GmbH
Изобретателей: Мортен Свендсен, Фрэнк Холм Иверсен
Обслуживание поршней и пальцев (автомобиль)
20.11.
Обслуживание поршней и пальцев Состояние поршня. Нормальный износ поршня проявляется в равномерном вертикальном износе упорных поверхностей и небольшом расшатывании верхнего кольца в канавке (рис. 20.75). Поршень этого типа обычно можно отремонтировать для повторного использования.
Тепловое повреждение. Некоторые из ненормальных условий из-за теплового повреждения — это отверстия в поршнях, обгоревшие участки, сильно поврежденные контактные площадки колец и задиров. Следует установить точный характер отклонений, чтобы можно было принять меры по исправлению, чтобы свести к минимуму возможность повторного повреждения.
Детонация или детонация воспламенения приводит к прожиганию края поршня от головки вниз за кольцами, как показано на рис. 20.76. Это горение обычно происходит в месте, наиболее удаленном от
Рис. 20.75. Нормальный износ юбки поршня.
Рис. 20.76. Поршень поврежден нагреванием.
свеча зажигания, где горячие газы быстро выделяют свою тепловую энергию посредством детонации. В некоторых случаях пробивает головку поршня. Предварительное воспламенение является результатом нескольких фронтов пламени, которые создают температуру и давление в начале цикла сгорания.Высокая температура размягчает поршень, позволяя прожигать давление сгорания, обычно около середины головки поршня (рис. 20.77).
Рис. 20.77. Отверстие в головке поршня.
Рис. 20.78. Юбка поршня с потертостями.
Рис. 20.79. Задиры поршневых колец.
A. Увеличенный рисунок переноса кольцевого металла на стенку цилиндра.
B. Зазор на поверхности поршневого кольца. C. Задиры на стенке цилиндра.
Задиры — еще одна форма теплового повреждения, аналогичная изображенной на рис.20,78. Это повреждение возникает, когда из-за чрезмерного нагрева поршень расширяется до тех пор, пока он не станет плотно прилегающим к отверстию цилиндра. Смазка выдавливается из стенки цилиндра, так что происходит контакт металла с металлом. Неисправность системы охлаждения, а также аномальное сгорание могут привести к чрезмерному нагреву.
Горячие точки образуются на поршневых кольцах из-за отсутствия смазки, высоких температур сгорания или неэффективных систем охлаждения. Металл из горячих точек кольца переносится на стенку цилиндра, задирая кольцо и поршень (рис.20,79).
Рис. 20.80. Поршневые кольца застряли в канавках.
Изношенные поршневые кольца позволяют горячим газам сгорания обдуваться поршнем и тем самым позволяют маслу подниматься из картера в камеру сгорания. Горячие дымовые газы контактируют с маслом в области колец, где масло частично сгорает из-за тепла. В результате вокруг колец образуется твердый углерод, из-за чего они застревают в канавках (рис. 20.80). Если это единственная проблема с поршнем, ее можно решить путем тщательной очистки и установки новых поршневых колец.
Коррозионные повреждения. При понижении рабочих температур в масле образуется коррозионная смесь. Этому способствует утечка охлаждающей жидкости в камеру сгорания. Коррозия приводит к образованию пятнистых серых ямок на алюминиевом поршне.
Механическое повреждение. Несоосность шатуна приводит к появлению диагональной картины износа упорной поверхности на юбке поршня, поскольку смещенный поршень не работает прямо в цилиндре (рис. 20.81). Это условие также подтверждает, что кольца не проходят перпендикулярно стенкам, поэтому они не могут плотно прилегать.
Рис. 20.81. Юбка изнашивается из-за смещения шатуна.
Рис. 20.82. Повреждение из-за ослабления стопорного кольца поршневого пальца.
Рис. 20.83. Треснутые юбки на двух поршнях.
Поршень может быть поврежден при отсутствии стопорного кольца поршневого пальца. Замок выходит, если стопорные канавки повреждены, если стопорное кольцо ослаблено или если шток изгибается, вызывая боковую нагрузку на поршневой палец, так что он прижимается к стопорному кольцу.Поршень и, возможно, цилиндр сильно повреждаются, поскольку стопорное кольцо скользит между ними (рис. 20.82), и требуется новый поршень.
Трещина на поршнях обычно возникает на юбке (рис. 20.83) или слышен удар поршневого пальца. Трещины обычно возникают при большом пробеге, из-за перегрузки или из-за неправильной конструкции поршней. Причиной брака становится наличие трещин в поршне.
A Рис. 20.84. Износ поршневой канавки. B
Грязь, попадая в двигатель, увеличивает скорость износа.Грязь царапает и изнашивает поверхность поршневых колец и изнашивает боковые стороны кольца и канавки. Боковой зазор верхнего поршневого кольца
не должен превышать 0,15 мм. Грязь может переноситься воздухом, поэтому она попадает в двигатель через неэффективный элемент воздушного фильтра или через утечку воздуха между фильтром и воздушным рожком карбюратора. Грязь в масле вызывает чрезмерный износ юбок поршней, сторон кольцевой канавки и масляного кольца. Изношенные поршневые кольца необходимо заменить. Боковой износ канавки поршневого кольца обычно неравномерный (рис.20,84). Это приводит к тому, что кольцо ударяется о возвышенности, что приводит к сильным боковым нагрузкам на кольцо при наибольшей инерции кольца. Эти нагрузки могут сломать кольцо, что, в свою очередь, обычно вызывает чрезмерное повреждение поршня, подобное тому, что показано на рис. 20.85. Изношенные юбки поршня вызывают чрезмерный зазор, который позволяет поршню хлопать.
Измерение поршня.
Микрометр используется для точного измерения формы кулачка поршня и конуса юбки. Места для измерения поршня и указанные размеры на типичном поршне показаны на рис.20,86.
На некоторых поршнях трудно измерить конус юбки из-за выпуклой формы юбок. Эллиптическая или кулачковая форма значительно варьируется в зависимости от области применения. Всегда следует обращаться к спецификациям производителя. Поршень следует заменить, если размеры поршня не соответствуют спецификациям. Поршни также следует проверять на наличие задиров, трещин и прожогов. При соблюдении любого из этих условий поршень следует заменить. Если поршень подлежит ремонту, перед установкой новых колец необходимо удалить старые кольца и очистить канавки от нагара.Устройство для очистки кольцевых канавок показано на рис. 20.87.
Рис. 20.85. Повреждение из-за сломанного кольца.
Рис. 20.86. Поршневое измерение.
Рис. 20.87. Очиститель канавок поршневых колец.
Грязь, попадая в двигатель, увеличивает степень износа. Грязь царапает и изнашивает поверхность поршневых колец и изнашивает боковые стороны кольца и канавки. Боковой зазор верхнего поршневого кольца не должен превышать 0,15 мм. Грязь может переноситься воздухом, поэтому она попадает в двигатель через неэффективный элемент воздушного фильтра или через утечку воздуха между фильтром и воздушным рожком карбюратора.Грязь в масле вызывает чрезмерный износ юбок поршней, сторон кольцевой канавки и масляного кольца. Изношенные поршневые кольца необходимо заменить. Боковой износ канавки поршневого кольца обычно неравномерный (рис. 20.84). Это приводит к тому, что кольцо ударяется о возвышенности, что приводит к сильным боковым нагрузкам на кольцо при наибольшей инерции кольца. Эти нагрузки могут сломать кольцо, что, в свою очередь, обычно вызывает чрезмерное повреждение поршня, подобное тому, что показано на рис. 20.85. Изношенные юбки поршня вызывают чрезмерный зазор, который позволяет поршню хлопать.
Микрометр используется для точного измерения формы кулачка поршня и конуса юбки. Места для измерения поршня и указанные размеры на типичном поршне показаны на рис. 20.86.
На некоторых поршнях трудно измерить конус юбки из-за выпуклой формы юбок. Эллиптическая или кулачковая форма значительно варьируется в зависимости от области применения. Всегда следует обращаться к спецификациям производителя. Поршень следует заменить, если размеры поршня не соответствуют спецификациям.Поршни также следует проверять на наличие задиров, трещин и прожогов. При соблюдении любого из этих условий поршень следует заменить. Если поршень подлежит ремонту, перед установкой новых колец необходимо удалить старые кольца и очистить канавки от нагара. Устройство для очистки кольцевых канавок показано на рис. 20.87.
Рис. 20.88. Прецизионная подгонка поршневого пальца.
Для точной посадки штифта должны быть выполнены следующие условия.
(i) Штифт должен быть идеальной круглой формы, без выступов и следов вибрации.
(ii) Отверстие под палец должно быть прямым, без какой-либо конусности, волнистости или раструба, (tii) Бобышки отверстий под палец должны иметь идеальное совмещение.
(iv) Поверхность должна быть правильной, чтобы поддерживать масляную пленку и поддерживать ее.
(v) Масляный зазор должен быть доступен в соответствии с рекомендациями для каждого типа поршня и конструкции штока.
Прецизионная посадка поршневого пальца поддерживает равномерную и непрерывную масляную пленку в ушке штока и бобышках поршня (рис.20,88). Неточная, недопустимая установка штифтов показана на рис. 20.89.
Рис. 20.89. Неприемлемые фитинги поршневого пальца.
Порядок установки поршневого пальца. Хонинговальный станок и калибр для установки пальца используются для установки поршневых пальцев. Поршневые пальцы измеряются, и калибр установки пальца устанавливается на ноль в соответствии со следующей процедурой.
(i) Установите два новых поршневых пальца в зажимное приспособление. Концы штифтов должны прилегать к пластине удерживающего приспособления, а все компоненты должны быть чистыми.Зазор должен составлять около 3 мм между верхним поршневым пальцем и отверстием в крепежной пластине (рис. 20.90).
(ii) Плотно затяните винт с накатанной головкой, надавливая пальцем, а затем отверните винт на 1/8–3 / 4 оборота.
(Hi) Поверните стопорный рычаг против часовой стрелки, чтобы ослабить регулировочный механизм датчика, а затем поверните регулировочную ручку по часовой стрелке, пока измерительный палец не втянется в достаточной степени, чтобы поместиться между установочными блоками.
(iv) Поместите установочное приспособление на манометр так, чтобы латунные кнопки износа касались поверхности манометра, а приспособление в вертикальном положении опиралось на рычаг центратора.
Рис. 20.90. Поршневые пальцы в зажимном приспособлении.
Рис. 20.91. Калибр установочного штифта.
(v) Поверните регулировочную ручку против часовой стрелки до тех пор, пока точки измерения не будут касаться установочных блоков
, на что указывает легкое движение стрелки циферблатного индикатора. (yi) Слегка покачивайте установочное приспособление в каждом направлении и продолжайте расширять измерительные
точек, пока стрелка индикатора не достигнет положения трех часов (рис. 20.91). (vii) Обратно вращайте регулировочную ручку до тех пор, пока она не будет свободно вращаться, чтобы ослабить натяжение регулировочной ручки
, и поверните стопорный рычаг по часовой стрелке, пока он не будет затянут вручную, чтобы заблокировать механизм
.
iviii) Слегка поверните фиксирующее приспособление в каждом направлении, пока не произойдет максимальное движение стрелки индикатора против часовой стрелки, затем ослабьте зажим шкалы и поверните циферблат до тех пор, пока «O» не окажется под стрелкой индикатора. Зафиксируйте зажим шкалы. Положение «O» на шкале индикатора соответствует размеру поршневого пальца. Если для поршневых пальцев требуется зазор от 0,0076 до 0,0127 мм в бобышках поршня, установите ограничительный маркер на 0,0127 мм с помощью внешней лицевой панели шкалы. Отверстие для поршневого пальца следует отшлифовать на хонинговальном станке до тех пор, пока стрелка индикатора не станет между 00076 мм и ограничительный маркер, когда отверстия в бобышках поршня находятся на пальцах манометра. Это обеспечивает указанный зазор между пальцем и поршнем. Точная посадка штифта позволяет штифту свободно скользить по поршню.
Если зазор поршневого пальца недостаточен, палец заедает в обеих бобышках поршня, так что бобышки не могут двигаться наружу в положение расширенного кулачка. Следовательно, происходит расширение на контактных поверхностях юбок поршня, вызывая очень высокое давление между юбкой и стенкой цилиндра.Таким образом, возникающее трение и нагрев вызывают задиры поршня.
Когда зазор между пальцем и бобышкой поршня меньше указанного, бобышки поршня перемещаются наружу в положение расширенного кулачка и плотно прижимаются к штифту, в то время как поршень начинает охлаждаться. Это происходит вскоре после того, как двигатель выключен, а поршень все еще остается в развернутом положении. В этом состоянии поршень вынужден сжиматься в направлении контакта с юбкой, что приводит к необратимой деформации конуса юбки.После деформации юбки становится очевидным чрезмерный шум поршня или удары поршня, а также могут возникать задиры возле выступа пальца из-за недостаточного зазора между поршнем и стенкой цилиндра в этой области.
Если зазор между поршневым пальцем и втулкой штока в поршневом пальце, который зафиксирован на выступе поршня с помощью установочного винта, недостаточен, втулка штока заедает за палец. Затем поршень пытается колебаться вместе со штоком и, следовательно, ломается.
Если зазор поршневого пальца меньше указанного для поршня с полностью плавающим пальцем, палец быстро поглощает тепло от поршня.Это увеличение тепла вызывает чрезмерное расширение штифта, так что штифт заедает во втулке штока, заставляя штифт колебаться вместе со штоком. В результате палец поворачивается в плотно прилегающих бобышках поршня, и поршень сильно перегревается.
Рис. 20.92. Маркировка поршня и шатуна.
Шатун должен быть собран с поршнем в исходном положении. Типичная маркировка поршня и шатуна показана на рис.20.92.
Пресс для пальца может использоваться для установки поршневого пальца в поршень и шатун, если штифт запрессован в шатун. При использовании этого метода убедитесь, что используются правильные инструменты для отвертки и опоры поршня. Нагреватель штока может использоваться для нагрева и расширения проушины штока, так что поршневой палец можно вставить в поршень и шток вручную. Следующая процедура используется для работы со стержневым нагревателем с проушиной.
(i) Поместите поршень в зажим на нагревателе и отцентрируйте штифт в поршне.(«) Прижмите проушину штока к внешней стороне пальца и отцентрируйте проушину между бобышками поршня.
(Hi) Отметьте стержень карандашом непосредственно рядом с краем проушины стержня, обращенным к задней части нагревателя.
(iv) Протолкните штифт через поршень до тех пор, пока карандашная отметка не будет на одном уровне с внутренним краем выступа поршня.
(v) Расположите упор пальца напротив пальца на задней части поршня.
(vi) Вставьте штифт обратно в переднюю втулку штифта и нагрейте проушину стержня в соответствии со спецификациями производителя нагревателя.Время нагрева зависит от размера стержня.
(vii) Снимите стержень с нагревателя и удерживайте стержень в положении между выступами штифта. Убедитесь, что
, что маркировка штока правильная по отношению к маркировке поршня. (viii) Протолкните штифт через поршень и шток с помощью инструмента для вставки штифта, пока штифт не коснется упора, а шток не коснется задней бобышки поршня. Удерживайте стержень в этом положении, пока он немного не остынет и не прижмется к стержню.
Рис. 20.93. Измерение зазора поршневого кольца.
Рис. 20.94. Измерение зазора в канавке поршневого кольца.
Перед установкой колец на поршень необходимо измерить зазор между кольцами с помощью щупа (рис. 20.93). Поместите каждое кольцо в цилиндр и вдавите кольцо в цилиндр с помощью поршня. Если цилиндр не растачивался повторно, кольцо должно быть расположено в нижней части хода кольца.
Если цилиндр переточен, зазор между кольцом можно измерить с помощью кольца в любом месте цилиндра, поскольку конусность цилиндра устранена.Если зазор слишком мал, с концов кольца может быть подтачивание небольшого количества материала. Однако если зазор слишком велик, размер колец не подходит для цилиндра. Зазор кольцевой канавки следует измерить между кольцом и канавкой поршня (рис. 20.94). Если зазор кольцевой канавки превышает спецификации производителя, поршень необходимо заменить.
Рис. 20.95. Установка поршневого кольца на поршень.
Рис. 20.96. Установка бокового рельса масляного кольца.
Рис. 20.97. Установка компрессионных колец с расширителем колец.
Рис. 20.98. Расположение зазоров колец на поршне.
Канавки для поршневых колец должны быть тщательно очищены перед установкой колец на поршень (см. Рис. 20.87 для очистки канавок для колец). Поршневые кольца устанавливаются в канавки для поршневых колец, как показано на рис. 20.95.
Поршневые кольца необходимо устанавливать в следующем порядке: (j) Расширитель масляных колец.
(ii) Боковая направляющая верхнего маслосъемного кольца.
Рис. 20.99. Поршневая и шатунная установка.
(Hi) Боковая направляющая нижнего масляного кольца.
(iv) Пронумеруйте 2 промежуточных кольца, так чтобы слово «верх» было направлено к верхней части поршня.
(v) Верхнее кольцо номер 1.
При установке боковой направляющей с масляным кольцом необходимо следовать процедуре, показанной на рис. 20.96. Для установки компрессионных колец номер 2 и номер 1 можно использовать расширитель колец, как показано на рис. 20.97. Чтобы обеспечить надлежащий контроль масла и минимизировать прорыв, зазоры колец должны быть расположены на поршне, как показано на рис.20,98.
После установки колец на поршень обильно нанесите чистое масло на кольца, поршень, поршневой палец и стенку цилиндра. Для смазки поршня и стенки цилиндра используется моторное масло. Компрессор поршневых колец используется для затягивания колец в канавках поршня. На болты шатуна устанавливаются защитные колпачки, чтобы избежать повреждения коленчатого вала при установке поршня. Шатун кривошипа расположен непосредственно под цилиндром, а поршень установлен в цилиндр.Важно, чтобы поршень и шатун смотрели в исходном направлении. Поршень можно забить в цилиндр деревянной колодкой или рукояткой молотка (рис. 20.99).
Фиг.20.100. Этапы горения клапанной поверхности.
Рис. 20.101. Этапы водостоков торцевых клапанов.
Цапфу шатунной шейки необходимо смазать моторным маслом перед установкой крышки шатуна в исходном направлении (маркировка крышки шатуна см. На рис. 20.92).Болты шатуна должны быть затянуты в соответствии со спецификациями производителя.
Рис. 20.102. Куполообразный клапан (правый клапан сильно купирован).
Игольчатые ролики и сепараторы в сборе для кривошипных и поршневых пальцев
% PDF-1.6 % 2 0 obj > >> эндобдж 5 0 obj > поток application / pdf