Как делать притирку клапанов правильно и что для этого нужно
Притирка клапанов своими руками — несложная процедура при условии, что автовладелец до этого имел опыт выполнения ремонтных работ. Для проведения притирки седел клапанов понадобится ряд инструментов и материалов, среди которых притирочная паста, устройство для демонтажа клапанов, дрель (шуруповерт), керосин, пружина, по диаметру проходящая в отверстие седла клапана. По времени притирка клапанов двигателя — процедура достаточно затратная, поскольку для ее выполнения необходимо произвести демонтаж головки блока цилиндров.
Содержание
Что такое притирка и для чего она нужна
Притирка клапанов — это процесс, обеспечивающий идеальное прилегание впускного и выпускного клапана в цилиндрах двигателя на их посадочных местах (седлах). Обычно притирка выполняется при замене клапанов на новые, или же после выполнения капитального ремонта двигателя. В идеале притертые клапана обеспечивают максимальную герметичность в цилиндре (камере сгорания). Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Это, в свою очередь, обеспечивает высокий уровень компрессии, коэффициент полезного действия мотора, его нормальную работу и технические характеристики.
Другими словами, если не притереть новые клапана, то часть энергии сгоревших газов, будет безвозвратно потеряна вместо того, чтобы обеспечить должную мощность двигателю. При этом наверняка увеличится расход топлива, а мощность мотора однозначно уменьшится. Некоторые современные автомобили оборудованы системой автоматического контроля за формой клапанов. Она попросту стачивает клапан, поэтому необходимость в ручной притирке отпадает.
Что необходимо для притирки
Процесс притирки выполняется при демонтированной головке блока цилиндров. Поэтому кроме инструментов для притирки клапанов автовладельцу также понадобится инструмент для демонтажа ГБЦ. Как правило, это обычные слесарные ключи, отвертки, ветошь. Однако также желательно иметь и динамометрический ключ, который понадобится на этапе обратного монтажа головки на место. Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Необходимость в нем возникает, поскольку крепежные болты, держащие головку на ее посадочном месте, должны быть закручены с определенным моментом, который как раз и можно обеспечить лишь при помощи динамометрического ключа. В зависимости от того, какой будет выбран способ притирки клапанов — ручной или механизированный (о них немного позже), отличается и набор инструментов для работы.
Непосредственно для выполнения притирки клапанов автовладельцу понадобится:
- Ручной держатель клапана. В автомагазинах или автомастерских имеются в продаже уже готовые такие изделия. Если вы по каким-либо причинам не хотите или не можете купить подобный держатель, то его можно изготовить самостоятельно. Как его сделать, рассказано в следующем разделе. Ручной держатель клапана используется при ручной притирке клапанов.
- Паста для притирки клапанов. В большинстве случаев автовладельцы покупают уже готовые составы, поскольку в настоящее время этих средств в автомагазинов достаточно много, в том числе по разным ценам.
 В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки.
В крайнем случае можно сделать подобный состав и самостоятельно из абразивной стружки. - Дрель или шуруповерт с возможностью реверса (для выполнения механизированной притирки). Как правило, притирка выполняется в обе стороны вращения, поэтому дрель (шуруповерт) должна вращаться как в одну, так и в другую стороны. Также можно воспользоваться ручной дрелью, которая сама по себе может вращаться в одном и другом направлении.
- Шланг и пружинка. Эти устройства необходимы для выполнения механизированной притирки. Пружинка должна иметь невысокую жесткость, и диаметр на два-три миллиметра больше диаметра стержня клапана. Аналогично и шланг, чтобы его можно было впритык надеть на стержень. Также для его закрепления можно воспользоваться маленьким хомутом. Еще необходим какой-нибудь недлинный металлический стержень по диаметру аналогичный стержню поршня, чтобы он также впритирку подходил для резинового шланга.
- Керосин.
 Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки.
Его используют в качестве очистителя и впоследствии для проверки качества выполненной притирки. - «Шарошка». Это специальное приспособление, предназначенное для снятия поврежденного металла в посадочном гнезде клапана. Такие приспособления продаются в готовом виде в автомагазинах. В настоящее время в автомагазинах можно найти эту деталь практически для любого двигателя (тем более для распространенных автомобилей).
- Ветошь. Впоследствии с ее помощью нужно будет вытереть насухо обработанные поверхности (заодно и руки).
- Растворитель. Нужен для очистки рабочих поверхностей.
- Скотч. Является нужной составляющей при выполнении одного из методов механизированной очистки.
Приспособление для притирки клапанов
Если у автовладельца нет возможности/желания покупать заводское приспособление для притирки клапанов своими руками (вручную), аналогичное устройство можно сделать самостоятельно с помощью подручных средств. Для этого понадобится:
Для этого понадобится:
- Металлическая трубка с полостью внутри. Ее длина должна составлять около 10…20 см, а диаметр внутреннего отверстия трубки должен быть на 2…3 мм больше, чем диаметр стержня клапана двигателя.
- Электродрель (или шуруповерт) и сверло по металлу диаметром 8,5 мм.
- Контактная или газовая сварка.
- Гайка и болт диаметром 8 мм.
Алгоритм изготовления устройства для притирки клапанов будет следующим:
- С помощью дрели на расстоянии около 7…10 мм от одного из краев необходимо просверлить дырку указанного выше диаметра.
- С помощью сварки необходимо приварить гайку ровно над просверленным отверстием. При этом работать нужно аккуратно, чтобы не повредить резьбу на гайке.
- Вкрутить болт в гайку так, чтобы его край достал внутренней поверхности противоположной от отверстия стенки трубки.
- В качестве рукоятки для трубки можно либо загнуть противоположный кусок трубы под прямым углом, либо же доварить еще один кусок трубы или любой другой металлической детали, похожей по форме (прямой).

- Выкрутить болт обратно, а в трубку вставить стержень клапана, и с помощью болта зажать его крепко с помощью гаечного ключа.
В настоящее время подобное приспособление заводского изготовления можно найти во многих интернет-магазинах. Однако проблема заключается в том, что цена на них явно завышена. Но если автовладелец не хочет выполнять процедуру изготовления самостоятельно — можно вполне купить приспособление для притирки клапанов.
Методы притирки клапанов
Способов притирки клапанов на самом деле существует два — ручной и механизированный. Однако ручная притирка — процесс трудоемкий и затратный по времени. Поэтому лучше пользоваться так называемым механизированным методом, с использованием дрели или шуруповерта. Однако разберем один и другой метод по порядку.
Вне зависимости от выбранного метода притирки в первую очередь необходимо выполнить демонтаж клапанов из головки блока цилиндров (она должна быть также предварительно демонтирована). Чтобы извлечь клапана из направляющих втулок головки блока цилиндров необходимо снять пружины клапанов. Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Для этого пользуются специальным приспособлением, после чего вынуть из тарелок пружин «сухари».
Ручной метод притирки
Чтобы выполнить притирку клапанов двигателя автомобиля, необходимо следовать приведенному ниже алгоритму:
- После демонтажа клапана необходимо хорошенько очистить его от нагара. Для этого лучше воспользоваться специальными чистящими средствами, а также абразивной поверхностью с тем, чтобы тщательно убрать с поверхности налет, смазку, грязь.
- Нанести на фаску клапана сплошной тонкий слой притирочной пасты (для начала используют крупнозернистую пасту, а потом — мелкозернистую).
- В случае, если используется описанное выше самодельное приспособление для притирки, то его необходимо вставить клапан в его седло, перевернуть головку блока цилиндров, и надеть держатель на стоящий в клапанной втулке и смазанный притирочной пастой клапан. Далее нужно закрутить болт с тем, чтобы закрепить клапан в трубе как можно крепче.
- Потом нужно вращать притирочное приспособление вместе с клапаном попеременно в обе стороны на половину оборота (примерно на ±25°).
 Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически.
Через одну-две минуты необходимо поворачивать клапан на 90° по или против часовой стрелки, повторять обратно-поступательные движения по притирке. Клапан необходимо притирать, периодически прижимая его к седлу, а потом отпуская, повторять процедуру циклически. - Ручную притирку клапанов необходимо выполнять до появления на фаске матово-серого ровного однотонного пояска. Его ширина составляет около 1,75…2,32 мм для впускных клапанов, и 1,44…1,54 мм для выпускных клапанов. После притирки матово серый поясок соответствующего размера должен появиться не только на самом клапане, но и на его седле.
- Другим признаком, по которому можно косвенно судить, что притирку можно заканчивать, является изменение звука процедуры. Если в начале притирания он будет чисто «металлическим» и громким, то ближе к концу звук будет более приглушенным. То есть, когда трется не металл по металлу, а металл по матовой поверхности. Обычно процесс притирки занимает 5…10 минут (зависит от конкретной ситуации и состояния клапанного механизма).

- Обычно притирку выполняют с использованием паста разной зернистости. Сначала используют крупнозернистую пасту, а потом — мелкозернистую. Алгоритм их использования одинаковый. Однако вторую пасту можно использовать лишь после того, как будет хорошо зашлифована и затвердеет слой первой пасты.
- После выполнения притирки необходимо тщательно протереть непосредственно клапан и его седло чистой ветошью, а также можно промыть поверхность клапана с тем, чтобы удалить с его поверхности остатки притирочной пасты.
- Проверить качество притирки путем проверки концентричности расположения тарелки клапана и его седла. Для этого необходимо нанести на фаску головки клапана тонкий слой графита карандашом. Далее помеченный клапан нужно вставить в направляющую втулку, слегка прижать к седлу, после провернуть. По полученным следам графита можно судить о концентричности расположения клапана и его седла. Если притирка хорошая, то от одного поворота клапана все нанесенные черточки сотрутся.
 Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже.
Если этого не произошло — притирку необходимо повторить до выполнения указанного условия. Однако полную проверку выполняют другим методом, описанным ниже. - По завершении выполнения притирки клапанов все рабочие поверхности деталей промывают керосином с целью удаления остатков притирочной пасты и грязи. Ножку клапана и втулку смазывают моторным маслом. Далее клапана устанавливают на их посадочные места в головке блока цилиндров.
В процессе притирки клапанов необходимо избавиться от следующих типов дефектов:
- Нагар на фасках, не приведший к деформации фаски (клапана).
- Нагар на фасках, приведший к деформации. В частности, на их конической поверхности появилась ступенчатая поверхность, а сама фаска стала круглой.
Обратите внимание, что если в первом случае клапан можно просто притереть, то во втором нужно обязательно выполнить его проточку. В некоторых случаях притирка выполняется в несколько этапов. Например, грубая притирка проводится до тех пор, пока на поверхности обрабатываемой детали не будут удалены все раковины и царапины. Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Зачастую для притирки используют пасту с разным уровнем зернистости. Крупный абразив предназначен для удаления значительных повреждений, а мелкий — для доводки. Соответственно, чем более мелкий абразив применяется — тем качественнее считается притирка клапанов. Обычно пасты имеют номера. Например, 1 — чистовая, 2 — черновая. Нежелательно попадание абразивной пасты на другие элементы клапанного механизма. Если же она попала туда — смойте ее керосином.
Притирка клапанов дрелью
Притирка клапанов с помощью дрели — наиболее оптимальный вариант, с помощью которого можно сэкономить время и силы. Его принцип аналогичен ручной притирке. Алгоритм его выполнения следующий:
- Взять подготовленный металлический стержень и надеть на него резиновый шланг подходящего диаметра. Для лучшего закрепления можно воспользоваться хомутом соответствующего диаметра.
- Упомянутый металлический стержень с прикрепленным резиновым шлангом закрепить в патроне электродрели (или шуруповерта).

- Взять клапан и надеть на его стержень пружинку, после чего установить его на посадочное место.
- Немного выдвинув клапан из головки блока цилиндров, нанести на его фаску небольшое количество притирочной пасты по периметру его тарелки.
- Вставить стержень клапана в резиновый шланг. При необходимости также воспользоваться для лучшего крепления хомутом соответствующего диаметра.
- На низких оборотах дрели начать притирать клапан на его посадочном месте. При этом нужно двигать его вперед-назад, в чем, собственно, и будет помогать установленная пружина. После нескольких секунд вращения в одну сторону нужно переключить дрель на реверс, и вращать ее в противоположную сторону.
- Процедуру выполнять аналогично, до появления матового пояска на корпусе клапана.
- По завершении притирки тщательно вытереть клапан от остатков пасты, желательно с помощью растворителя. Причем удалять пасту нужно не только с фаски клапана, но и с его седла.
Притирка новых клапанов
Существует еще один притирки новых клапанов на головке блока цилиндров. Алгоритм его выполнения следующий:
Алгоритм его выполнения следующий:
- С помощью смоченной в растворителе ветоши необходимо удалить грязь и налет на фасках всех новых клапанов, а также на их седлах (посадочных местах). Важно, чтобы их поверхности были чистыми.
- Взять кусочек двустороннего скотча и наклеить его тарелку притираемого клапана (вместо двустороннего скотча можно взять обычный, но предварительно сделав из него кольцо и сжав до плоского состояния, тем самым превратив в двусторонний).
- Смазать кончик стержня машинным маслом, и установить его на посадочное место, где предполагается выполнить притирку устройства.
- Взять любой другой клапан аналогичного диаметра и вставить в патрон шуруповерта или дрели.
- Совместить тарелки двух клапанов, чтобы они с помощью скотча склеились между собой.
- Несильно надавливая на дрель или шуруповерт на малых оборотах начать притирку. Электроприбор будет вращать один клапан, а тот, в свою очередь, будет передавать вращательные движения на притираемый клапан.
 Вращение должно быть как прямым, так и реверсным.
Вращение должно быть как прямым, так и реверсным. - Признаки окончания процедуры аналогичны описанным выше.
Обратите внимание, что многие современные автомобильные двигатели не поддаются притирке клапанов. Это связано с тем, что они выполнены из алюминия, и при значительном повреждении элементов двигателя возникает риск частой замены клапанов. Поэтому владельцам современных иномарок имеет смысл дополнительно уточнить эту информацию или лучше обратиться за помощью в автосервис.
Помните, что после притирки нельзя менять клапана местами, поскольку притирка выполняется для каждого клапана индивидуально.
Как проверить притирку клапанов
По окончании выполнения притирки клапанов обязательно нужно выполнить проверку качества притирки. Это можно сделать одним из двух методов.
Метод первый
Описанный ниже способ наиболее является наиболее распространенным, однако он не всегда покажет правильный результат со 100% гарантией. Также его невозможно использовать для проверки качества притирки клапанов у двигателей, оснащенных клапаном EGR.
Так, для выполнения проверки необходимо положить головку блока цилиндров на бок, таким образом, чтобы отверстия колодцев, к которым присоединяются коллекторы, «смотрели» вверх. Соответственно, клапана будут располагаться в горизонтальной плоскости, а их крышки будут расположены вертикально. Перед выполнением проверки выполненной притирки клапанов необходимо с помощью компрессора осушить выходы клапана, чтобы обеспечить наглядность возможного вытекания топлива из-под них (то есть, чтобы вертикальная стенка была сухая).
Далее необходимо в вертикально расположенные колодцы заливать бензин (а еще лучше керосин, поскольку он обладает лучшей текучестью). Если клапана обеспечивают герметичность, то из-под них залитый керосин не будет просачиваться. В случае, если же топливо даже в малых количествах просачивается из-под клапанов — необходимо выполнить дополнительную притирку или другие ремонтные работы (зависит от конкретной ситуации и диагностики). Преимущество этого метода заключается в простоте его выполнения.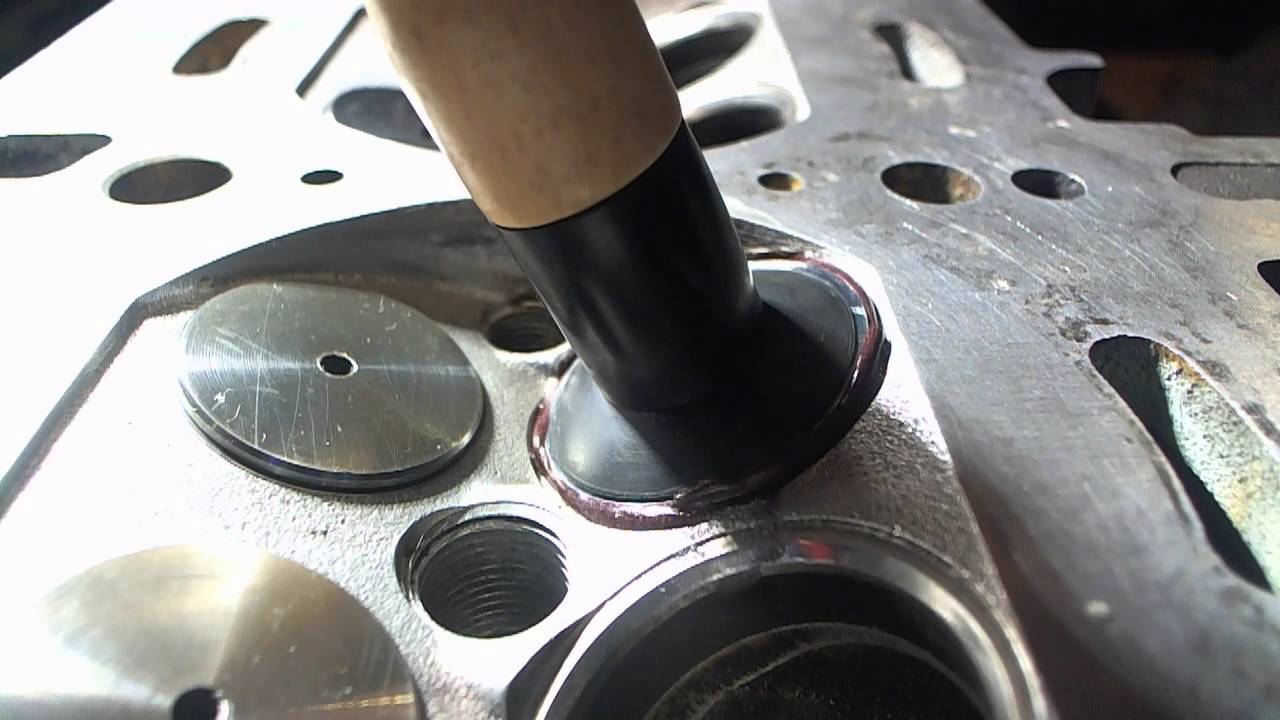
Однако такой метод имеет и свои недостатки. Так, с его помощью невозможно проверить качество притирки клапанов при работе двигателя под нагрузкой (просачивание газов под нагрузкой). Также его нельзя использовать для двигателей, оснащенных клапаном ЕГР, поскольку их конструкция подразумевает наличие в одном или нескольких цилиндрах соответствующих клапанов, через которые топливо и выльется наружу. Поэтому проверить герметичность данным способом не получится.
Метод второй
Второй метод проверки качества притирки клапанов является универсальным и наиболее достоверным, поскольку позволяет проверить прохождения газов через клапана под нагрузкой. Для выполнения соответствующей проверки необходимо расположить головку блока цилиндров «вверх ногами», то есть, таким образом, чтобы выходы (отверстия) клапанов были сверху, а отверстия колодцев коллекторов — сбоку. Далее нужно налить небольшое количество топлива (в данном случае неважно, какое именно, и даже неважно его состояние) в полость выхода клапанов (своеобразная тарелка).
Взять воздушный компрессор и с его помощью подать в боковой колодец струю сжатого воздуха. Причем необходимо подавать сжатый воздух как в отверстие впускного коллектора, так и в отверстие выпускного коллектора. Если притирка клапанов была выполнена качественно, то из-под них не будут выходить пузырьки воздуха даже под нагрузкой, которую обеспечивает компрессор. Если же имеют место воздушные пузырьки — значите, герметичности нет. Соответственно, притирка была выполнена некачественно, и необходимо выполнить доработку. Описанный в данном разделе метод является чрезвычайно эффективным и универсальным, его можно использовать для любых двигателей.
Заключение
Притирка клапанов — несложная процедура, с которой может справиться большинство автовладельцев, особенно имеющих навыки ремонтных работ. Главное при этом иметь соответствующие инструменты и материалы. Пасту для притирки можно сделать самостоятельно, или же купить уже готовую. Однако второй вариант предпочтительнее. Для проверки качества выполненной притирки желательно использовать воздушный компрессор, обеспечивающий проверку просачивания газов под нагрузкой, это более качественный подход.
Спрашивайте в комментариях. Ответим обязательно!
Притирка клапанов своими руками: методы, выбор пасты
Диагностика и ремонт21 июля 2019
Чтобы притереть клапана, не обязательно ставить свою машину на долгий ремонт в автомастерскую, и надеется, что, мастера сделают всё на «отлично», а не спустя рукава. Эту процедуру можно проделать самостоятельно при наличии желания и необходимого инструмента. Более того, большинство настоящих автолюбителей, предпочитают делать ремонт и настройку механизмов (агрегатов) своими руками. Это гарантирует качество работ и доставляет моральное удовлетворение водителю.
Что такое притирка клапанов и для чего она нужна?
В большинстве отечественных автомобилей, особенно старого образца, 1970–1991 годов, стоят четырёхцилиндровые, восьми клапанные двигатели. То есть, на каждый цилиндр приходится по два клапана – впускной, впускающий в камеру сгорания горючую смесь, и выпускной, выбрасывающий отработанные выхлопные газы в коллектор.
Клапан автомобиля, похож на гвоздь с широкой шляпкой, которой он и затыкает отверстие в камере сгорания. Шляпка или правильнее – тарелка клапана плотно прилегает своим краем (фаской) к седлу – кромке отверстия, в которое он установлен. Чем чище и ровнее края тарелки и седла, тем лучше клапан закрывает отверстие, а значит мощность двигателя, без потерь, направляется на движение поршней.
Со временем, края тарелки и седла покрываются копотью и нагаром, что нарушает герметичность камеры сгорания. Это отрицательно сказывается на мощности и экономичности двигателя, увеличивается расход масла.
Если не чистить регулярно клапана, то раскалённые выхлопные газы, рано или поздно расплавляют саму тарелку, приводя клапана в негодность, а следовательно и весь двигатель.
Так как процедура снятия головки двигателя довольно трудоёмкая, имеет смысл объединять работы, проводимые с её узлами и деталями. Например, при замене прокладки головки двигателя, можно заодно поменять маслосъёмные кольца на поршнях и почистить клапана.
Необходимость чистки определить визуально трудно, но есть простой способ понять насколько это необходимо. Нужно налить в камеры сгорания, прямо на тарелки клапанов, керосин или бензин и оставить их так на 12 часов. Если жидкость за это время вытекла, то это означает что она просочилась между тарелкой и седлом, а значит чистка и притирка необходимы.
В целом же, считается, что клапана нужно чистить и притирать каждые 50000 км пробега. Но и эта цифра неточная, так как играет роль манера использования двигателя, ведь он может работать при сильных, спортивных нагрузках, а может и в щадящем режиме на хорошем, чистом топливе.
Что необходимо для притирки?
Притирать клапана можно несколькими способами, в зависимости от выбранного понадобится и соответствующий инструмент. Это может быть обычная электродрель, специальный пневматический инструмент или ручная фреза. Соответственно понадобится специальная притирочная паста, состав которой аналогичен тому, что применяется ювелирами для шлифовки металлов.
Способы притирки
Существует несколько способов притирки. Каждый имеет свои особенности, которые описаны ниже.
Ручные фрезы
Ручная фреза представляет собой палочку с присоской на конце. Процедура проста, как добывание огня. Резиновая присоска устанавливается на тарелку клапана, фаска тарелки и седло предварительно обрабатываются специальной притирочной пастой и начинается вращение полоски между ладонями – влево, вправо. На нормальный клапан, обычно уходит от 15, до 20 минут.
Применяют такой способ самые настоящие ценители раритетных авто, получая от этого процесса моральное удовольствие. При таком способе притирки невозможно испортить саму тарелку, шток клапана или седло. Визуально, после обработки фаска тарелки становится матовой, как и седло.
Станки
Существуют специальные мобильные станки для притирки клапанов. Применяют их профессиональные автослесари, в своих мастерских. Это устройства типа: VM1150, VM1200, VM1350, VM1500 или VM1600. Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.
Отличаются они размерами обрабатываемых тарелок и глубиной погружения. Есть также специальные стенды для притирки клапанов, типа Р-23.74, они способны обрабатывать сразу по 8 клапанов, и рассчитаны на самые разные модели автомобилей – от легковых до большегрузов.
Верстак и трубка с Т-образной ручкой
Трубка с Т-образной ручкой – ещё одно устройство используемое для бережной притирки клапанов раритетных авто. В данном случае на конце трубки имеется крепление для стержня, а за ручку производится вращение клапана в седле. Способ не терпит спешки и силы. Он снимает минимальный слой с хрупкой и тонкой тарелки клапана. Но времени при таком способе затрачивается довольно много.
Использование дрели
Использование электрической дрели – самый спорный способ в среде профессиональных автомастеров. При этом способе шток клапана зажимается в самом патроне дрели или через гибкий резиновый шланг. Дрель при этом должна быть реверсивной, с возможностью вращать шток в обе стороны на сверхмалых скоростях. Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.
Несомненно, данный способ значительно сокращает время на притирку – на один клапан уходит от 1 до 2 минут. Но есть риск поцарапать тарелку или седло, оставить на них глубокие царапины или вообще, сломать шток клапана.
Важно! Выполнять притирку с помощью электрической дрели могут только профессионалы, на глаз способные определить качество и обладающие твёрдой рукой, привычной к работе с данным инструментом.
Какую притирочную пасту использовать?
На заре автомобилестроения для притирки клапанов использовалась пыль от алмазных кругов, смешанная с машинным маслом. На сегодняшний день данные смеси заменяются разнообразными пастами для притирки. Отличаются они содержанием абразивных элементов, размеров фракций и соответственно ценой.
Выбирается паста в зависимости от степени загрязнения, качества и марки металла клапанов, года выпуска и модели двигателя. Также имеет значение способ притирки – ручной или механический.
Немаловажный фактор выбора пасты – это опыт мастера. К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
К примеру, новичок, используя крупнозернистую пасту, может легко испортить клапан или седло. Поэтому для начинающих мастеров рекомендуется применять мелкозернистую пасту, при этом на притирку таким средством времени уходить будет больше.
В автомобильных магазинах для первичной притирки продается крупнозернистая паста под названиями «Классическая» или «Алмазная». Для финишной притирки используется паста «ФАБО» – финишная антифрикционная безабразивная обработка. Эта паста продаётся в комплекте из двух тюбиков, с крупными фракциями и шлифовочная.
Существуют и многофункциональные пасты типа «ABRO Grinding Paste GP-201». Ей можно не только шлифовать клапана, но и очищать металлические детали от ржавчины и даже использовать для заточки режущих инструментов, например, рубанков. Её цена намного ниже специальной «ФАБО», так что, как говорится, в хозяйстве пригодится.
Пасты «PERMATEX» или «Done Deal» используются также для полировки хромовых деталей, так как в их составе не технический алмаз, а карбид кремния.
Важно! Перед покупкой пасты, нужно внимательно прочитать её состав и спектр применения.
Если ремонт застал водителя без пасты, а притирку отложить невозможно – двигатель уже разобран, можно смешать с маслом абразив счищенный с обычной, мелкой шкурки, а для финишной полировки использовать пасту Государственного Оптического Института или более известную под названием, паста ГОИ.
Проверка качества притирки
Как уже упоминалось, только профессионал сможет на глаз понять, насколько качественна была проведена притирка клапанов. Но даже они, проверяют притирку тарелки с седлом с помощью керосина, бензина или просто солярки. Для этого головка цилиндров устанавливается строго горизонтально на ровной поверхности, а в цилиндры наливается жидкость. Если через 12 часов в одном из цилиндров уровень керосина значительно уменьшился, придётся повторить притирку обоих клапанов ещё раз. Если клапанов в цилиндре 4, то есть 2 впускных и 2 выпускных, то притирку надо будут повторить на всех 4.
Есть мнение, что притирку клапанов, нужно делать не только после 50000-60000 км пробега, но и на новых автомобилях. Понятно, что процедура не требуется на бюджетных седанах или других обычных машинах. Но она обязательна, на спортивных болидах, так как там, играет роль, каждый кПа компрессии, каждая лошадиная сила. Так что, при подготовке спортивного автомобиля к гонкам, без притирки клапанов не обойтись. И вот тут проверка заключается не только в визуальном или керосиновым тесте, но и на гоночном треке.
Как притереть клапана своими руками + видео работ в домашних условиях на ВАЗ
В ходе ремонта двигателя любой из классических моделей ВАЗа, у автовладельца, привыкшего всё делать своими руками, возникает вопрос о том, как притереть клапана к сёдлам головки блока цилиндров. Данная проблема известна владельцам других авто, разработанных советским автопромом. Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Новые отечественные и зарубежные машины не позволяют освоить этот процесс, так как посадочные места клапанов: либо идеально притёрты на заводе, либо притираются автоматически в ходе работы.
Зачем необходима притирка клапанов
Одним из ключевых показателей стабильной работы двигателя является наличие на такте сжатия в камерах сгорания компрессии достаточного уровня. На данный показатель влияют такие факторы:
- состояние поршня, поршневых колец и гильзы цилиндра;
- качество уплотнения прокладки между блоком и головкой БЦ;
- степень герметичности запирания впускным и выпускным клапаном просветов.
Кроме того, что компрессия должна соответствовать определённым параметрам, её показатель для всех цилиндров должен быть одинаковым. Элементы поршневой группы изнашиваются примерно одинаково, и оказать влияние на разность компрессии в цилиндрах могут клапана.
Для того, чтобы каждый клапан максимально надёжно перекрывал канал в закрытом состоянии, проводится притирка рабочей поверхности на его тарелке к посадочному седлу.
Указанную процедуру следует проводить каждый раз при замене головки блока или клапанов.
Как правильно притереть клапана – ручная притирка
Для того, чтобы выполнить притирку тарелок клапанов, можно использовать несколько способов. Самый простой, доступный, но очень трудоёмкий – ручная притирка. Для работы необходимо обзавестись специальным приспособлением в виде трубки, на одном конце которой имеется Т-образная рукоятка, в отверстие с противоположной стороны должен входить стержень клапана.
Для удержания клапана в боковой стенке трубки выполняют отверстие, нарезают резьбу и вкручивают болт, которым зажимают стержень. Другим важным компонентом процесса является притирочная паста. Это смесь смазочных материалов с мелким абразивом, которая наносится периодически на притираемые поверхности.
Порядок притирки клапанов ручным способом:
- головка блока цилиндров в разобранном виде укладывается на верстак и закрепляется;
- на штатное место вставляется клапан и на его конце закрепляется приспособление;
- на клапан в месте контакта с седлом наносится небольшое количество пасты по всей окружности;
- удерживая приспособление за рукоятку, следует потянуть клапан на себя до закрытия просвета и выполнять круговые движения вправо и влево, насколько позволяют возможности кистевого сустава;
- после нескольких движений клапан проворачивается на 180 градусов, открывается, обновляется паста и повторяется притирка;
- притирать следует до тех пока на тарелке клапана и седле не появится однородная матовая полоса шириной не менее 1,5 мм.

Таким образом, зная, как притереть клапана самостоятельно, можно сэкономить значительную суму на оплате услуг моториста. Ручной способ, хотя и приводит к утомлению, но он считается наиболее правильным, так как контроль качества притирки производится постоянно, а человек через тактильные ощущения контролирует правильность прижима, не допуская скачков и ударов.
Как правильно притереть клапана с использованием средств механизации
Для тех, кто желает ускорить процесс притирки клапанов, есть способ, позволяющий при значительном уменьшении физического труда сократить и время работы. Для этого необходимо обзавестись механической или электрической дрелью, которые должны отвечать определённым критериям: возможность реверсного вращения; регулирование количества оборотов патрона. С использованием дрелей притирка возможна двумя способами: со стороны камеры сгорания или сверху.
Рассмотрим, как правильно притереть клапана первым способом:
- для работы необходимо изготовить металлические пятаки по размеру меньше, чем диаметр тарелки клапана, в центре которых делается прорезь, как на головках винтов под отвёртку;
- расплавив немного битума, пятаки приклеиваются на тарелку клапана;
- после этого ГБЦ укладывается камерами сгорания вверх, вставляется клапан и смазывается место притирки пастой;
- в патрон дрели вставляется металлический стержень, который на конце расплющен, как конец отвертки;
- вставляя конец стержня в разрез пятака, начинаем притирать клапан, вращая его дрелью.
 Обороты должны быть небольшими;
Обороты должны быть небольшими; - после проворачивания около 10 раз в одном направлении, необходимо обновить пасту и притирать в обратном направлении;
- перед установкой клапана на его стержень надевают пружину, которая будет поднимать его, но при этом её сопротивление должно быть незначительным;
- снять пятак можно, если нагреть клапан;
- остатки битума смываются бензином или растворителем.
Способ второй по технологии не отличается от ручной притирки, с той лишь разницей, что вращение производится также дрелью. Для этого необходимо в патрон дрели вставить стрежень, который по диаметру схож с диаметром стержня клапана, а также подобрать отрезок резиновой трубки длинной около 10 см., который можно надеть на клапан и стрежень на патроне. Для надёжности концы трубки обжимаются хомутами.
Несколько секретов правильной притирки клапанов
Освоить процесс притирки клапанов абсолютно не сложно. После того, как на тарелке первого клапана появится заветная полоса, вопросов больше не возникнет. Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Современные средства коммуникации позволяют обратиться за помощью к специалистам, ведь о том, как притереть клапана видео ролики, размещенные в сети Интернет, насчитываются тысячами.
Принимаясь за ремонт ГБЦ, в частности за притирку клапанов, следует неукоснительно соблюдать определённые правила:
- у каждого клапана своё место, после притирки клапаны местами менять нельзя;
- в работе следует использовать разные по абразивности пасты: от самой крупной до самой мелкой;
- после притирки обязательно необходимо тщательно промыть головку и клапаны для удаления абразивных частиц.
Перед установкой головки блока собранные клапаны проверяются на герметичность, для чего в каналы заливают небольшое количество керосина, который не должен просачиваться в камеру сгорания.
Инструменты
Для притирки вам потребуется подготовить металлический стержень.
На данный стержень нужно надеть резиновый шланг, диаметром равным диаметру клапана. Это будет ваш основной и единственный инструмент.
Правда, если захотите ускорить процесс ремонта, то его можно заменить дрелью.
Основные правила и секреты
Для осуществления процесса нужно снять головку блока цилиндров.
- Чтобы извлечь клапана из втулок, которые их направляют, надо предварительно убрать пружины клапанов. Для этого можно применять инструменты для клапанов, доступные в специализированных магазинах.
- Обычно на стержень приспособления надевают резиновый шланг и хомуты. Вместо этого можно использовать наконечник со сквозным резьбовым отверстием в боковой стенке. В это отверстие вворачивается болт, фиксирующий стержень клапана.
- Перед притиркой осмотрите клапана. Если на них есть следы деформации (погнутости и трещины) – такие изделия использовать нельзя. Замените их новыми. Имеется нагар? Очистите его — для этого можно применять жёсткую щётку.
Способы притирки
Так как правильно притереть клапана можно разными способами, стоит ознакомиться с каждым из них. Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Разница между упомянутыми далее способами существенная: использование станка даёт наиболее точный результат, тогда как вручную притирать клапана достаточно сложно и долго, а качество выполненных работ наименее высокое.
Станки
Максимальной точности нарезки и сопряжения седла и фаски клапана можно добиться только посредством жёсткой центровки детали, и без станка в данном случае не обойтись. В итоге профиль качественно нарезается и отличается высокой точностью. Дополнительные манипуляции при такой процедуре не нужны, кроме сборки ГБЦ и предварительной промывки клапанов.
Ручные фрезы
Так как притереть клапана в домашних условиях можно и без высокоточного станка, стоит рассмотреть метод с использованием ручной фрезы. Диаметр такого инструмента может быть разным, а подбирать его следует с учётом конкретной модели двигателя. Необходимо на сёдлах вырезать три фаски под углом в 60, 45 и 30 градусов. Помните, что данный метод применим исключительно для обработки старых деталей.
Верстак и трубка с Т-образной ручкой
Рассматриваемый метод принято считать наиболее трудоёмким и долгим, зато он способен обеспечить достойный уровень качества. Рассмотрим этапы процесса:
- Подготовьте трубку с ручной Т-образной формы и отверстием, куда стержень клапана без проблем войдёт.
- Сбоку конструкции создайте отверстие и нарежьте резьбу, вкрутите болт. Клапан должен фиксироваться максимально прочно и надёжно.
- Разберите ГБЦ, установите на верстак. Не забывайте о надёжности фиксации.
- Вставьте клапан в отведённый для него участок и закрепите собранную ранее конструкцию на другом его конце.
- Пасту на данном этапе следует применить для обработки области соприкосновения с седлом.
- Воспользуйтесь сконструированным приспособлением для перемещения клапана, чтобы просвет исчез полностью.
- Периодически меняйте направление круговых движений, параллельно дополнительно обрабатывайте зону клапана абразивной пастой.
- О высоком качестве выполненной работы будет свидетельствовать полоса с матовой поверхностью, которую вы найдёте на главных составляющих элементах клапана.
 Ширина дорожки должна ориентировочно составлять 1,5 мм.
Ширина дорожки должна ориентировочно составлять 1,5 мм.
Использование дрели
Применение дрели для реализации рассматриваемой процедуры также допустимо и считается наиболее распространённым вариантом. В идеале инструмент должен располагать функцией реверса. Шуруповёрт также подойдёт. Сам процесс притирки состоит из следующих этапов:
- Рассухарьте клапана и снимите их. На данном этапе целесообразно заменить при необходимости маслосъёмные колпачки. (читайте больше о замене маслосъёмных колпачков).
- Используйте растворитель для обезжиривания седла и клапана.
- Нанесите пасту на рабочую клапанную фаску. Абразивное вещество не должно попасть на шток клапана, иначе он будет повреждён, маслосъёмные колпачки изживут своё намного быстрее, а масло будет расходоваться в большем количестве. Наденьте на шток войлочный лоскут, чтобы защитить его.
- Зафиксируйте клапан на своём месте, а шток должен располагаться в патроне выбранного вами электроинструмента.
 Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон.
Для повышения удобства работы воспользуйтесь отрезком шланга: один край наденьте на шток, а второй — в патрон. Отдельные мастера предпочитают зажать шток сразу в патрон. - Для притирки активируйте минимальную скорость дрели. Если клапанная тарелка прижата к седлу определёнными зонами, воспользуйтесь утолщённой резинкой, но обычно в этом нет необходимости.
- При оттягивании электроинструмента на себя наблюдается прижимание. Вращательные движения необходимо выполнять в разные стороны поочередно. Процедура занимает около 2 минут.
- Для окончательной обработки на завершающем этапе повторите все действия, но вместо абразивной пасты используйте смешанную с моторным маслом пасту ГОИ. Предыдущую притирочную пасту следует предварительно удалить.
- Как только работы будут завершены, тщательно очистите бензином обработанные пастой детали.
- Чтобы убедиться в достойном уровне выполненной работы, можно ориентироваться как на матовую дорожку, так и на другие методы проверки качества притирки.
 Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Это может быть способ с заливанием бензина или керосина, используемый для определения необходимости выполнять притирку.
Результат проделанной работы может вас разочаровать, в некоторых случаях это будет вполне логично. Например, если ранее сёдла были криво прирезаны или на рабочих фасках заметны существенные дефекты.
Убедиться в том, что процедура не увенчалась успехом, можно по той же матовой полоске, она будет неровной или даже прерываться. Приобретение новых деталей станет единственным решением проблемы.
Инструменты для притирочных работ
Собрать прибор для проведения притирки клапанов можно своими руками, использовав для этого сверло, дрель, шланг и два хомута. На конец сверла крепится шланг, место соединения перетягивается хомутом, а само сверло вставляется в патрон дрели. К стержню клапана прикрепляется второй конец шланга.
Дрель с хомутами и шлангом — эконом-вариант инструмента для притирки клапанов
Заменить такой инструмент можно специальной присоской, крепящейся к тарелке клапана и вставляющейся в патрон дрели. При выборе такого инструмента проверяется качество материала, из которого он изготовлен, поскольку при некачественном исполнении работа может постоянно прерываться.
Притирку клапанов и сёдел проводят при соблюдении определённых условий:
- Процесс осуществляют в обе стороны.
- Чтобы не допускать перегрев поясков и сёдел, скорость вращения патрона дрели выставляют в пределах 500 оборотов в минуту.
Притирка клапанов своими руками: порядок действий
1. Разбираем силовой агрегат.
- Первым делом снимаем навесное оборудование, которое служить помехой при работе с головкой цилиндра. Затем крепим в верхнюю мертвую точку поршень первого цилиндра, сливаем охлаждающую жидкость. После чего осуществляем демонтаж выпускного и впускного коллектора. Получив доступ к головке, демонтируем сразу воздушный фильтр, а затем и крышку клапанов, только не забудьте предварительно зафиксировать шкив распредвала. Чтобы это сделать, можно взять отвертку и упереть ее в специальную шпильку.
 Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
Далее снимаем со шкива ремень ГРМ, то есть откручиваем болт и шайбу крепления шкива и снимаем последний с распределительного вала. Теперь выкручиваем болты крепления и снимаем головку блока цилиндров. Но делать это нужно так, чтобы один из концов распредвала обязательно вышел за границы крышки ремня газораспределения.
2. Осуществляем демонтаж клапанов.
3. Промываем клапана и их седла бензином.
4. Наносим на промытые седла притирочную (она же алмазная) пасту и устанавливаем клапан на свое место. Делаем это следующим образом.
Надеваем на клапан подготовленный металлический инструмент (если притирка будет делаться с использованием дрели, то клапан ставят в ее патрон) и, очень аккуратно поворачивая его во все стороны, прижимаем его к седлу.
При этом очень важно во время данной работы отслеживать цвет кромки клапана и его седла. К концу притирки он должен стать равномерно серым.
Перед тем как завершить работу, клапан следует опять промыть бензином, полностью удалив остатки притирочной пасты. В противном случае герметичность работы клапана очень быстро выйдет из строя.
В противном случае герметичность работы клапана очень быстро выйдет из строя.
Кстати, проверка герметичности клапана является последним этапом работы по притирке клапанов своими руками. Для проведения этой проверки налейте керосин в камеру сгорания. Если на протяжении трех минут из последней не будет сочиться никакая жидкость, значит, герметичность клапана в порядке. Ну, а если керосин все же будет проступать, следовательно, притирку нужно продолжать.
Как выполнить своими руками правильно
Притирать клапана можно несколькими способами. Оптимальный вариант — использование станков и фрез, но они не всегда есть рядом. В таком случае лучше прибегнуть к ручному варианту.
Инструменты для притирочных работ
Приспособления для притирки подразделяются на 2 группы.
- Зажимающие клапан сверху, фиксирующиеся на стержне. На одной из сторон располагается ручка. Для достижения результата её нужно тянуть и вращать.
- «Присоски». Фиксируются на тарелке клапана, также оснащаются ручкой.
 Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Для использования надо прижать клапан к тарелке и вращать приспособление в разные стороны.
Инструмент для притирки клапанов: зажимающая сверху модель
При отсутствии инструмента подойдут шуруповёрт или дрель.
Вне зависимости от выбранного инструмента вам понадобятся следующие приспособления:
- абразивная или алмазная паста;
- пружина — такая, чтобы можно было без труда сжать руками и надеть на клапан;
- керосин.
Нет возможности раздобыть абразивную пасту? Приготовьте её! Для этого понадобится наждачная бумага с мелким зерном или стружка наждачного камня. Снимите с неё камни и смешайте их с солидолом или аналогичным веществом в пропорции 2 к 1. По консистенции смесь должна напоминать шампунь. В крайнем случае в качестве основы сгодится и стандартное моторное масло.
Важный этап притирки клапанов: нанесение абразивной пасты
Притирка своими руками на ВАЗ 2109 с помощью пасты
- Возьмите клапан в руки и наденьте на него пружину.
 Верните клапан на место, обратно в машину.
Верните клапан на место, обратно в машину. - Подожмите его пальцами и установите на ножку заранее подготовленный инструмент.
- Винтом зафиксируйте инструмент на клапане.
- Нанесите на притирочную плоскость тарелки абразивную пасту.
- Вращайте клапан в обе стороны, выполняя притирку. Нужно выполнить около 5 движений, после чего следует поднять изделие, перевернуть его на 90 градусов и повторить действия.
- Выполняйте процедуру, пока на тарелке и седле головки не появится матовое кольцо серого цвета.
- По завершении работ со всеми клапанами протрите их керосином и тщательно вытрите ветошью.
Так должен выглядеть клапан после притирки
Как притереть на станке
Если есть доступ к станку, лучше воспользоваться им.
- Зажмите клапан в специальном фиксаторе, включите станок. Шлифовальный круг быстро вращается в одну сторону, клапан — в другую, медленнее. Аккуратно подводите изделие к кругу и притирайте его.
- Не шлифуйте изделие слишком сильно.
 Прекратите обработку, как только процесс шлифовки станет непрерывным.
Прекратите обработку, как только процесс шлифовки станет непрерывным. - Остановите агрегат, снимите клапан и протрите его керосином.
- После этого нужно осмотреть головку блока цилиндров. Изучите седла, запрессованные в головке. Притирать их можно только при отсутствии повреждений. Если на сёдлах имеется прогар, обработайте его шарошкой — пока серое кольцо не возникнет по всему кругу.
Чтобы обработать седла, нужна вот такая шарошка
Когда делать притирку
Традиционно целесообразно выполнять рассматриваемую процедуру после выполнения полноценного ремонта мотора или при замене поршневых колец. Следующая поэтапная инструкция позволит понять, пришло ли время притереть клапана.
- Снимите ГБЦ и установите её так, чтобы тарелки были направлены вверх. Поверхность должна быть максимально ровной.
- Налейте керосин или бензин в камеры сгорания.
- Измерьте уровень и оставьте ГБЦ в таком состоянии на 12 часов.
- Через 12 часов проведите повторный замер, и если уровень залитого вещества не изменился за этот период, притирать клапана не нужно.

- Если количество вещества частично уменьшилось, остаётся определить пропускающий клапан. Поможет обнаружение очагов влаги и сырости в одном из коллекторов.
Другой способ проверки предполагает установку головки в боковое положение, течь оценивается со стороны тарелок. В остальном процедура аналогична.
Также советуем внимательно изучить статью нашего эксперта, в которой рассказывается об обслуживании двигателя ВАЗ-2112 на 16 клапанов.
Проверка качества выполненных операций
Проверить качество выполненной работы можно несколькими средствами:
- керосином;
- воздухом;
- карандашом.
Самый эффективный способ проверки — применение вакуум-тестера, который имитирует процессы, проходящие в двигателе автомобиля. Пропускаемый газ вырывается через возможные щели.
Проверку ГБЦ вакуум-тестером лучше осуществлять в специализированном сервисе, приобретение тестера достаточно накладно
Со стороны как впускного, так и выпускного коллекторов подключается прибор, в результате чего образуется вакуум. При плохой притирке клапанов манометр будет фиксировать минимальный уровень давления, поскольку через щели проходит воздух, чего в норме не должно быть.
Ещё один способ проверки — использование керосина. ГБЦ располагается таким образом, чтобы камера сгорания была направлена вверх, а поверх наливают керосин. Бытует мнение, что за ночь керосин при неправильно проведённой притирке должен вытечь, однако на деле это не совсем так и названный метод не является достаточно эффективным.
Проверка герметичности ГБЦ керосином — не самый достоверный метод контроля
Равномерность распределения специального маркирующего вещества — ещё один вариант проверки. По всей окружности клапанного седла рисуются радиальные риски, после чего деталь вставляется на место, прижимается и прокручивается. Затем её вынимают и осматривают сложившийся узор. Если риски были стёрты и всё основание седла прокрасилось равномерно, то клапан можно пускать в эксплуатацию. В противном случае притирку проводят ещё раз.
Притирка клапанов — необходимая процедура, обеспечивающая нормальное функционирование ГБЦ автомобиля. Проводить её, несмотря на всю простоту работы и доступность материалов, лучше всего при помощи специалистов: это гарантирует длительный срок эксплуатации не только клапанов, но и двигателя машины в целом.
Притирка клапанов своими руками, видео, фото, используемые приспособления и инструменты
Такая операция, как притирка клапанов входит в перечень работ по капитальному ремонту двигателя.
Направлена она на обеспечение как можно плотной посадки тарелки клапана к седлу, тем самым по максимуму снижая возможность пропускания топлива в цилиндры или прорыв выхлопных газов.
Про нагар
После длительной эксплуатации автомобиля на поверхностях фаски клапана и седла оседает нагар, появляются микрораковины, задиры.
В итоге пятно контакта между поверхностями уменьшается, клапан неплотно прилегает к седлу, из-за чего он начинает пропускать и у двигателя снижается компрессия.
Для удаления нагара, раковин, задиров и применяется притирка клапанов, вследствие чего восстанавливается пятно контакта между клапаном и седлом.
Помимо выполнения данной операции в рамках капитального ремонта притирку клапанов проводят еще в ряде случаев.
Так, данные работы проводят:
- При подгорании клапана или седла;
- При прогорании тарелки клапана;
- При замене их в случае повреждения, в общем, всегда, когда возникли проблемы с данными элементами.
Требуемый инструмент
Работы по притирке клапанов не особо сложные, но выполнение их занимает длительное время, особенно, если делать это своими руками.
На автомобиле выполнить их невозможно, придется частично разбирать силовую установку, а именно снимать головку блока цилиндров.
Поэтому при решении произвести притирку клапанов сразу следует позаботиться о наличии новой прокладки ГБЦ.
Из инструментов для выполнения этой операции понадобится:
- Набор ключей и головок;
- Приспособление для разсухаривания клапанов;
- Приспособление для выполнения притирки;
- Пасты для притирки;
- Ветоши;
- Керосин.

Приспособления для выполнения работ, пасты для притирки
Пройдемся по приспособлениям для клапанов.
Для вытаскивания сухарей, которыми удерживается головка клапана в посадочной тарелке, есть специальные приспособления.
Конструкций их много, описывать все не будем. Отметим только, что все они действуют по одному принципу.
Этим приспособлением пружины клапана сжимаются, тарелка крепления клапана опускается вниз, высвобождая сухари, и они извлекаются.
Но можно поступить и простым методом. Потребуется отрезок трубки, по диаметру чуть меньше тарелки крепления.
Эту трубку наставляют на тарелку резко по ней бьют молотком. Из-за удара пружины сжимаются, тарелка проседает и сухари выскакивают.
При этом лучше отверстие с той стороны, по которой будет наноситься удар, чем-нибудь закрыть, чтобы через него не вылетели сухари.
Теперь о приспособлении для притирки.
Его можно приобрести, обычно такое приспособление состоит из гаечного зажима, штанги и воротка.
Но можно сделать его и самому. Для этого понадобится стержень диаметром, равным диаметру клапана. К нему приваривается вороток так, чтобы получилась Т-образная конструкция.
С другой от воротка стороны на стержень одевается отрезок резиновой трубки.
1 – металлический стержень диаметром 5 – 8 мм, в зависимости от диаметра стержня клапана, 2 – резиновая трубка, 3 – зажимные хомуты.
Внутренний диаметр трубки нужно выбирать такой, чтобы она плотно садилась на стержень.
Понадобится также еще один хомут, им будет зажиматься край резиновой трубки, который будет одеваться на стержень клапана.
Пасты.
Для притирки клапанов одних приспособлений мало, так как данная операция производится с применением специальных паст.
Найти их несложно, можно приобрести как дешевые притирочные пасты, так и весьма дорогие.
Для притирки лучше приобретать комплекты, состоящие из двух паст или же просто две пасты – для первичной черновой обработки и для вторичной чистовой.
Возможно также понадобиться применение шарошки. Она представляет собой конусную головку для дрели с вставленными в нее резцами по металлу.
Используют ее для того, чтобы обработать поврежденную поверхность седла.
Процесс притирки
Вначале снимаем с двигателя головку. Далее с головки снимается распредвал, регулировочные шайбы или гидрокомпенсаторы.
Следующим этапом является разсухаривание клапанов. Для этого применяют либо приспособление, либо же они выбиваются проставкой.
После этого снимаются крепежные тарелки и пружины. Сам клапан извлекается из головки для оценки его состояния и состояния седла.
Если он не имеет следов подгорания и не изогнут его стержень, то менять его необязательно, он подойдет и для дальнейшего использования.
Седло тоже нужно осмотреть на наличие следов подгорания. Если следы подгорания седла имеются, его поверхность вначале обрабатывается шарошкой.
После удостоверения, что подгорания на поверхностях нет, начинают процесс притирки.
Для этого на фаску клапана наносится немного пасты для первичной обработки.
Далее он ставится на место, а на его стержень надевается приспособление для притирки. Если оно самодельное, то резиновую трубку на стержне нужно зажать хомутом.
Затем приспособлением клапан поджимается к седлу и начинается притирка.
Для этого за вороток клапан проворачивается на 180 град., после проворачивается в обратную сторону. Такими движениями и производиться притирка.
На обработку поверхности одним типом пасты уходит примерно 5-7 мин. времени.
Периодически положение клапана меняется. То есть, его нужно провернуть примерно на 90 град. от крайнего положения при притирке, после чего снова продолжается процесс с проворотом его на 180 град. и возвратом обратно.
Механизировать процесс путем использования дрели с насадкой на стержень клапана не желательно.
Дрели обычно имеют большие обороты, поэтому при притирке ею существует вероятность перегрева седла и фаски клапана.
В таком случае лучше подойдет шуруповерт. Но круговое движение, которое будет обеспечиваться дрелью или шуруповертом, при притирке не рекомендуется, данную операцию лучше производить путем полуоборота клапана с последующим проворотом в обратную сторону, то есть ручную притирку.
После притирки черновой пастой, поверхности тщательно очищаются ветошью, чтобы удалить остатки пасты.
Затем на фаску клапана наноситься паста для чистовой обработки и процесс притирки повторяется.
Успешным результатом проведенной притирки будет являться равномерный серый матовый цвет притираемых поверхностей без каких-либо следов раковин или царапин.
Так по одному притираются все клапаны как впускные, так и выпускные. Особой разницы в том, на каком двигателе автомобиля выполняется данная операция — нет.
Процесс притирки клапанов одинаков как для ВАЗ-2106, так и для ВАЗ-2109 и более поздних моделей.
Разницу в сложности работ у этих авто может составлять разве что процесс снятия ГБЦ, подготовка к притирке, ну и удобства доступа приспособлением к клапанам из-за несколько отличающихся форм головки блока цилиндров.
Проверка качества притирки
После притирки всех клапанов рекомендуется провести проверку плотности прилегания их к седлам.
Для этого сначала нужно все клапаны установить на место, установить пружины с крепежными тарелками и засухарить их.
Вот здесь уже без приспособления для разсухаривания не обойтись.
Далее головка устанавливается на ровную поверхность тарелками клапанов вверх.
В камеры сгорания наливается керосин, поскольку он обладает высокой текучестью. Уровень его замеряется и ГБЦ оставляется на сутки.
Если по прошествии времени уровень керосина не снизился или снизился очень незначительно – притирка выполнена хорошо и можно двигатель собирать.
Также читайте по каким причинам на двигателях гнет клапана.
Если же замечена утечка керосина, операция по притирке клапанов производится еще раз, но только тех, на которых отмечена утечка.
голос
Рейтинг статьи
Как правильно притереть клапана своими руками
Ремонт двигателя со снятием ГБЦ зачастую требует притирки клапанов. Что это за процедура, каким способом определить ее необходимость и как притереть клапана в домашних условиях – читайте ниже.
Зачем нужно притирать клапана
Немного теории. Клапаны открывают и закрывают каналы подачи топливно-воздушной смеси и отвода отработавших газов. Чем надежнее запирает клапан канал, тем полноценнее в моторе проходит газообмен. Двигатель работает в штатном режиме и выдает номинальную мощность.
Контактная поверхность клапана с головкой блока выполнена в виде кольцевой фаски с углом наклона от 30 до 60 градусов по отношению к плоскости соединения ГБЦ с блоком цилиндров. В заводских условиях эти две поверхности прирабатываются индивидуально для каждой контактной пары. В итоге клапан в закрытом состоянии настолько плотно прилегает к посадочной поверхности в головке блока (седлу), что полностью исключает прорыв газов.
Со временем седла в головке блока и рабочие поверхности на клапанах перестают плотно прилегать друг к другу. На них появляются раковины, сажевые и маслянистые отложения. Из-за этого клапаны не обеспечивают полную изоляцию камеры сгорания, происходит частичный прорыв газов. Это снижает мощность и КПД двигателя, повышает расход топлива и ускоряет загрязнение и износ мотора.
Притирка клапанов в большинстве случаев восстанавливает плотность закрытия клапанов. Создание полной герметичности в камере сгорания на любом такте и есть та единственная цель, которую преследует эта процедура.
Как понять, что клапана нуждаются в притирке
Первичная проверка проводится без демонтажа головки блока цилиндров. На недостаточную плотность прилегания клапанов к седлам косвенно указывают следующие признаки:
- снижение мощности ДВС;
- неровная работа двигателя, чрезмерная вибрация и шумность;
- низкая компрессия с большой разницей по цилиндрам;
- повышенный расход топлива.

Все эти признаки не говорят однозначно о проблемах в клапанной системе. Подобные явления наблюдаются и при общем износе поршневой группы. Однако вышеперечисленные признаки указывают как минимум на необходимость проверки ГРМ и КШМ.
Следующий этап диагностики проходит после демонтажа ГБЦ. До рассухаривания клапанов можно проверить их на герметичность с помощью любой проникающей жидкости (растворителя, бензина, ацетона и т. д.). Укладываем головку блока на бок и заливаем в окна жидкость. Если на поверхности клапанов появляется жирный след от прошедшей между седлом и клапаном жидкости – требуется притирка. Если жидкость проливается заметным потоком – велика вероятность, что клапан прогорел. Прогоревший клапан притереть не выйдет. Потребуется его замена.
После рассухаривания осматриваем фаски на клапанах и седлах. Рабочая фаска должна иметь по всей окружности матовый оттенок. Причем толщина фаски с плотным прилеганием не имеет большого значения. Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Главное – чтобы она была непрерывной. Это указывает на плотность закрытия клапана.
Если фаска на клапане и блоке испещрена раковинами и нагаром – клапан нужно притереть. Обычно практикуется такой подход: даже если один клапан нуждается в притирке – профилактически прорабатывается вся головка.
Собираем все необходимое для притирки
Притирка клапанов в домашних условиях не требует специфичных навыков, специализированного инструмента и крупных вложений. Ниже приведен перечень необходимого инвентаря и материалов.
- Притирочная паста. Продается или в однокомпонентном варианте, или более профессиональном, двухкомпонентном (для грубой и чистовой притирки). Если нет опыта в этом вопросе – выбираем самую дешевую однокомпонентную пасту.
- Любой нежирный растовритель.
- Чистая, безворсовая ветошь.
- Инструмент для притирки.
Инструмент для притирки можно изготовить из подручных материалов. Для начала смотрим на тарелку клапана. У некоторых двигателей в ней выполняется проточка для упрощения притирки. Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
Если проточка есть – притирать будем с внутренней стороны ГБЦ. В качестве приспособления для притирки ищем любой подходящий под эту проточку инструмент (отвертку, биту шуруповерта, стамеску и т.д.). Вставляем подходящий инструмент в проточку и с легким нажатием будем вращать клапан в седле с периодическим изменением направления.
В случае если тарелка клапана гладкая – будем изготавливать инструмент для притирки из подручных материалов.
Проще всего притирать клапаны с использованием дрели или шуруповерта. В патрон электроинструмента вставляем биту или сверло, диаметр которого максимально близок к диаметру стержня клапана. Далее ищем небольшой кусок шланга (обычно подходит обычный шланг от топливопровода) длиной 7-10 см и два хомута, подходящие по диаметру. Насаживаем шланг на сверло (биту) и зажимаем хомутом с хорошим усилием, чтобы вручную снять его было невозможно. Вторую сторону шланга будем крепить на стержне клапана аналогичным способом, с использованием хомута.
Читайте также: Хонингование цилиндров двигателя. Что это и зачем его делают?
Ручной инструмент для притирки работает по такому же принципу. Нужно из стального прута (или толстой медной жилы) с диаметром, сопоставимым с толщиной стержня клапана, выгнуть некое подобие стержня с ручкой. Закрепляем шланг на конце прута хомутом. Второй конец шланга соединяем со стержнем клапана.
Вместо шланга можно использовать кусок трубки из мягкого материала (например, меди или алюминия). Один конец трубки заклепываем или зажимаем хомутом на сверле или прутке, а на втором конце делам несколько разрезов вдоль оси. Это позволит надежно закреплять трубку на стержне хомутом и быстро переставлять инструмент на другой клапан.
Как правильно притирать клапана
После рассуханивания внимательно осматриваем клапан на наличие прогаров. Прогоревший клапан притирать нет смысла, его проще заменить. Также проверяем осевое биение стержня во втулке. Если клапан болтается, то смотрим на его стрежень. Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Заметная глазом выработка на стержне также недопустима. Если же стержень целый, но люфт есть, то дополнительно потребуется заменить втулки. Притирка клапанов с разбитыми втулками не имеет смысла.
Перед началом притирки очищаем поверхности фасок от нагара по максимуму. После этого наносим на фаску клапана небольшой слой притирочной пасты. Вставляем клапан во втулку на головке блока и с обратной стороны соединяем стержень с нашим инструментом. Делаем небольшой натяг и начинам вращать клапан в головке блока. Не нужно создавать большое прижимное усилие: можно прорезать в седле слишком глубокую фаску.
Важный момент: притирку нужно обязательно проводить в две стороны. Если работаете электроинструментом, то менять направление вращения нужно не реже, чем раз в 7-10 секунд. Иначе можно переточить фаску. При ручной притирке просто проворачивайте клапан на 90-180 градусов и периодически перехватывайте инструмент.
Нельзя притирать фаску только в каком-то одном положении. Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Клапан должен надежно приживаться к седлу при любом угле поворота. Дело в том, что при работе ГРМ клапаны постоянно проворачиваются в седле. И если притирку делать без периодического поворачивания, то капаны будут прилегать плотно и обеспечивать герметичность только в каком-то одном положении.
Как долго притирать? Однозначного ответа на этот вопрос нет. Все зависит от изначального повреждения фасок, зернистости пасты, силы прижатия и интенсивности процесса. Общие рекомендации таковы:
- каждые 2-3 минуты останавливайтесь, очищайте клапан и блок от пасты и проверяйте состояние фасок;
- если заметны раковины на обрабатываемых поверхностях – наносим свежую пасту и продолжаем работать еще 2-3 минуты;
- после появления матовой фаски по всему периметру клапана притирку можно считать оконченной.
В среднем весь процесс притирки одного клапана занимает от 5 до 15 минут. В некоторых случаях, при наличии на фасках глубоких борозд и раковин, один клапан придется притирать до часа.
В конце процедуры обязательно тщательно промойте головку и клапан от пасты.
Видео:
Понравилась статья? Поделитесь в соц. сетях:
Притирка клапанов — устаревшая технология, которая вредит двигателю
Притирка клапанов — устаревшая технология, которая вредит двигателю
Мастера в мелких мастерских и некоторые самоучки часто после ремонта ГБЦ выполняют притирку клапанов своими руками и убеждают автовладельцев, что это обязательная процедура. Со стороны притирка клапанов действительно выглядит логичным завершением работы — соединение получается герметичным и теоретически не дает маслу попадать в камеру сгорания или в выхлопную систему. Но на практике притирка — это нарушение техпроцесса, двигатель с такими клапанами работает неправильно. В статье рассказываем, что происходит с клапаном после притирки и как правильно обработать контактные поверхности.
В статье рассказываем, что происходит с клапаном после притирки и как правильно обработать контактные поверхности.
Как работает классическая (неправильная) притирка клапанов
Поверхности притирают в процессе ремонта ГБЦ, если выявляют нарушение герметичности соединения. Для этого блок переворачивают, заливают в цилиндры керосин и следят за уровнем — жидкость убывает там, где соединение негерметично. В этих цилиндрах проводят притирку клапанов. Технология максимально простая, поэтому на притирку клапанов своими руками цена небольшая. Порядок работ:
Подготовка. Перед обработкой пастой снимают слой нагара с фасок тарелки клапана и седла, удаляют слой поврежденного металла. На поверхности не должно остаться подгоревших участков, трещин, деформаций.
Нанесение пасты. Используют абразивную пасту для грубой и тонкой шлифовки. Средство наносят только на контактную поверхность.
Притирка. Стержень вставляют посадочное место, захватывают с обратной стороны специальным приспособлением для притирки клапанов.
 Инструмент может быть ручным, но иногда чтобы закончить поскорее, выполняют притирку клапанов дрелью. Механик прижимает клапан к седлу и крути его, пока не раздастся характерный «металлический» звук.
Инструмент может быть ручным, но иногда чтобы закончить поскорее, выполняют притирку клапанов дрелью. Механик прижимает клапан к седлу и крути его, пока не раздастся характерный «металлический» звук.Удаление абразива. Пасту смывают с обеих поверхностей.
Проверка. Герметичность обычно проверяют тем же способом — заливают в блок керосин. Если соединение притерто недостаточно хорошо, процедуру повторяют.
Обратите внимание — эта технология устарела, так притирают клапана только когда нет профессионального оборудования для обработки поверхностей. Притирка вредит двигателю, приводит к неправильной работе и ускоренному износу деталей. В современных сервисных центрах так уже не делают.
Чем опасно классическое притирание
1. Шаржирование фаски седла. Часть абразива вдавливается клапаном в более мягкий материал седла и остается в нем. По-научному эффект называется шаржирование — такая технология используется в промышленной притирке, но только при раздельной доводке, а не на детали, которая будет участвовать в дальнейшей работе узла. В результате седло становится абразивным инструментом и ускоряет износ клапана.
В результате седло становится абразивным инструментом и ускоряет износ клапана.
2. Изменение углов рабочих поверхностей. В новом двигателе угол наклона фаски тарелки на полградуса больше угла фаски в седле. Конструкторы не зря сделали такую разницу — во время температурного расширения диаметр тарелки увеличивается и клапан более плотно прилегает к посадочной поверхности. Если притереть соединение с абразивной пастой, угол теряется — когда мотор прогревается, тарелка прижимается к седлу только одной точкой плоскости. В результате — ускоренный износ, снижение герметичности.
Процедура с использованием абразивных паст не применяется в профессиональных сервисных центрах, такую технологию не рекомендуют производители. Сегодня притирают клапана только от безысходности — когда нет подходящего профессионального инструмента.
Как правильно подогнать клапан и седло
Точно выполнить фаски рабочих поверхностей можно только на специальном оборудовании, с использованием точных инструментов:
Станок для шлифовки тарелки клапана под определенным углом.

Станок для нарезания профиля седла специальными резцами.
Вакуумная установка для проверки герметичности.
Седло и клапан обрабатывают отдельно на специализированном оборудовании, затем узел собирают и проверяют на герметичность. В сервисном центре «Моторные технологии» используют вакуумный тестер, который подключается к коллектору и точно имитирует давление в цилиндре. Если фаски не совпадают — значит соединение пропускает воздух и нужна повторная обработка. Важно не превышать заводских установок по разреженности, чтобы тарелка не вжималась в посадочное место.
Остались вопросы по ремонту ГБЦ?
Позвоните нашему специалисту по номеру +7 (927) 092-58-95, напишите на электронную почту [email protected] или приезжайте в сервисный центр на ул. Аустрина, 63, к. 13 и получите любую дополнительную информацию.
Как притирка клапанов?
Что такое сжатие? Давление в камере сгорания в конце такта сжатия. Он может стечь через поршневые кольца или через клапанный механизм. В первом случае ремонт подразумевает только замену, а во втором вполне можно обойтись без нее. Рассмотрим такую ситуацию на примере двигателя ВАЗ.
В первом случае ремонт подразумевает только замену, а во втором вполне можно обойтись без нее. Рассмотрим такую ситуацию на примере двигателя ВАЗ.
Прежде всего, следует сказать, что эта процедура называется «притирка клапанов». В процессе эксплуатации на седлах клапанов образуется сажа, которая не позволяет им полностью закрыться.Таким образом, притирка клапанов позволяет избежать этой проблемы. Как определить, что им нужна притирка? Ответ прост. Если вы упали компрессию в цилиндрах, то эта операция просто необходима. Дело в том, что в таких двигателях требуется притирка клапанов, ресурс которых уже немного исчерпан, а агрегат уже не полон энергии.
Изначально между седлом и ремнем клапана образовался зазор из-за износа последнего. Как «хлопок», когда застежка довольно прочная, со временем кромка сбивается и нарушается геометрия.Тогда в зазор попадает несгоревшая смесь, которая попросту расходуется на выступах клапанов, что делает зазор еще больше. Обычно такие проблемы возникают в основном с выпускными клапанами, потому что забор «отполирован» от набегающих потоков. Кроме того, нет никаких препятствий для воздушного потока, и в то время, когда температура самая высокая, клапаны находятся в закрытом состоянии.
Кроме того, нет никаких препятствий для воздушного потока, и в то время, когда температура самая высокая, клапаны находятся в закрытом состоянии.
А теперь как притирка клапанов. ВАЗ категорически запрещает владельцам этих автомобилей выполнять шлифовку дрелью.По их словам, так невозможно произвести нужную силу. Но факт в том, что стресса просто не требуется. Если его сделать, то седло будет носить неравномерно. В этом случае клапан будет неаккуратно центрирован, что приведет к появлению щели с одной стороны. Это чревато перечисленными выше последствиями. И все же притирка клапанов дрелью может оказаться не максимально эффективной при использовании специального набора.
Рекомендуем
Как работает сайлентблок задний переднего рычага и сколько он служит?
Сайлентблок задний переднего рычага — один из составных элементов ходовой части автомобиля.Он относится к направляющим элементам подвески вместе с рычагами, выдерживающим колоссальные нагрузки колесами. Однако с этим товаром их много …
Однако с этим товаром их много …
Расход масла в двигателе. Шесть причин
Вряд ли можно найти автомобилиста, которого бы не волновал повышенный расход масла. Особенно раздражает, когда это происходит с другим новым мотором. Вот наиболее частые причины, которые приводят к расходу масла в двигателе …
Как работает выхлопная система?
Выхлопная система предназначена для удаления продуктов сгорания из двигателя и вывода их в окружающую среду.Также необходимо обеспечить снижение шумового загрязнения до приемлемых пределов. Как и любые другие сложные устройства, эта система состоит из нескольких …
Она состоит из трех этапов. Их последовательность зависит от изменяющейся в процессе зернистости притирочной пасты. Если притирка клапанов в дрели, то зажимается штифт того же диаметра, что и стержень. Один конец шланга надевается на этот штифт, а другой — на клапан. Затем седло и ремень смазываются пастой, после чего выставляется небольшая скорость вращения. Если они слишком маленькие, это не страшно — немного увеличилось время работы.
Если они слишком маленькие, это не страшно — немного увеличилось время работы.
Если они большие, есть риск перегрева и седел, и клапанов. Тогда у них будет отличительная синяя полоса. Это верный признак перегрева. После первоначальной обработки пасту стирают, затем втирают следующую более мелкую зернистость. После нанесения третьей пасты поверхность тщательно очищается керосином. Затем нужно смазать моторным маслом и повторить процедуру притирки, соблюдая «скорость».Обеспечивает плотное закрытие.
Ну после этого компрессия в цилиндрах значительно увеличится. Следует помнить, что двигатели, степень сжатия менее 8, очень к этому чувствительны. Это сильно сказывается на удобстве эксплуатации, поэтому притирку клапанов можно проводить даже между капитальными ремонтами, например, после 20 000 км.
Что такое притирка и определение процесса?
Определение притирки: Термин «притирка» используется для описания ряда различных операций по чистовой обработке поверхности, при которых в качестве шлифовального агента используются рассыпные абразивные порошки при обычно низких скоростях. Это процесс, предназначенный для продуктов, требующих очень жестких допусков плоскостности, параллельности, толщины или отделки.
Это процесс, предназначенный для продуктов, требующих очень жестких допусков плоскостности, параллельности, толщины или отделки.
Определите притирку и как это работает:
Как работает притирка?
Одна или несколько деталей обрабатываются одновременно в периодическом процессе. Абразив обычно смешивают с жидким носителем на масляной или водной основе. Притирочные детали захватываются стопорными кольцами. Подставки, также называемые «держателями», могут использоваться для разделения частей и предотвращения повреждения их краев.Детали протаскиваются по поверхности притирочной пластины, на которую подается абразив.
Притирка — это процесс усреднения, при котором наибольший съем материала происходит там, где высокие точки поверхности детали соприкасаются с плоской притирочной пластиной. Цель состоит в том, чтобы изготавливать детали с однородно гладкой и обычно плоской поверхностью. Притертая поверхность имеет тусклый, неотражающий и разнонаправленный вид. Это состояние называется «матовым» покрытием. На материалах, покрытых абразивом из оксида алюминия очень малого микронного размера, может наблюдаться небольшая отражательная способность.Это особенно верно, если материал относительно твердый, а шероховатость поверхности составляет около 5 (0,127 микрон) микродюймов и ниже.
Это состояние называется «матовым» покрытием. На материалах, покрытых абразивом из оксида алюминия очень малого микронного размера, может наблюдаться небольшая отражательная способность.Это особенно верно, если материал относительно твердый, а шероховатость поверхности составляет около 5 (0,127 микрон) микродюймов и ниже.
На притертых поверхностях видны очень легкие «микроцарапины». Абразив более крупного микронного размера и более твердый состав вызовут больше микроцарапин в дополнение к более глубоким. Большинство микроцарапин, образовавшихся с помощью мелкодисперсного абразива из оксида алюминия, будут иметь глубину менее 0,000001 дюйма (0,025 микрона) и обычно не могут быть измерены профилометром.Микроцарапины не следует путать с более глубокими царапинами, вызванными загрязнением или другими причинами.
Факторы, которые следует учитывать во время притирки
- Тип обрабатываемого материала
За те годы, что Lapmaster Wolters обслуживает промышленность, клиенты просили нас обработать образцы компонентов, включая практически все обычные технические материалы, известные человеку, и некоторые не очень распространенные материалы.
 По мере развития нашей науки и технологий возрастают требования к более точным допускам по размерам, плоскостности и шероховатости поверхности.Многие технологические достижения являются результатом использования новых материалов, а также более экзотических природных материалов. Притирка и полировка — это очень щадящий процесс механической обработки, обеспечивающий низкий уровень напряжений в хрупких и хрупких материалах. Тем не менее, эти операции позволяют обрабатывать самые твердые материалы на Земле. Ниже показан небольшой пример поперечного сечения материалов, обрабатываемых на станках Lapmaster.
По мере развития нашей науки и технологий возрастают требования к более точным допускам по размерам, плоскостности и шероховатости поверхности.Многие технологические достижения являются результатом использования новых материалов, а также более экзотических природных материалов. Притирка и полировка — это очень щадящий процесс механической обработки, обеспечивающий низкий уровень напряжений в хрупких и хрупких материалах. Тем не менее, эти операции позволяют обрабатывать самые твердые материалы на Земле. Ниже показан небольшой пример поперечного сечения материалов, обрабатываемых на станках Lapmaster. - Скорость плиты
В зависимости от соотношения сторон компонента должна быть выбрана скорость притирочного листа, при которой поверхность детали никоим образом не будет колебаться, вибрировать или отклоняться от поверхности притирочного листа.Поверхность, требующая притирки, должна всегда плотно и точно совпадать с поверхностью притирочной или полировальной плиты.
- Давление на заготовку
Величина давления, прилагаемого к притирочным компонентам, может повлиять на результирующую шероховатость поверхности за счет изменения толщины пленки суспензии.
 Чем выше давление (максимум 3 P.S.I. для обычной притирки), тем меньше толщина пленки и выше вероятность «протирания» компонентов о притирочную плиту. При притирке для достижения мелкой шероховатости поверхности рекомендуется не более 2 P.S.I. для наиболее распространенных приложений.
Чем выше давление (максимум 3 P.S.I. для обычной притирки), тем меньше толщина пленки и выше вероятность «протирания» компонентов о притирочную плиту. При притирке для достижения мелкой шероховатости поверхности рекомендуется не более 2 P.S.I. для наиболее распространенных приложений. - Материал плиты
- Размер и тип абразива
Абразивные смеси (плавленый и неплавленый Al2O3; черный и зеленый SiC, B4C, монокристаллический алмаз и поликристаллический алмаз) имеют кристаллическую структуру, которая определяет твердость, форму, количество режущих кромок и хрупкость материала. Хрупкость — это оценка прочности связи кристалла, которая определяет усилие, необходимое для отделения режущих кромок от кристалла.При одинаковых условиях нагрузки PSI более твердые составы (например, SiC) проникают в материал компонента на большую глубину перед сколом кромки, чем более мягкие составы (например, Al2O3), создавая, таким образом, большую текстуру поверхности. Плоская гексагональная форма кристалла имеет меньше острых режущих кромок и проникает или аккуратно бреет материал компонента менее глубоко, чем блочная форма тетраэдра, которая вырезает стружку с большим количеством выступающих режущих кромок.
 Более рыхлые абразивы (например, Al2O3) требуют меньшего усилия для отламывания режущих кромок, чем менее рыхлые абразивы (например,SiC). Другим важным фактором, касающимся хрупкости, является уменьшение размера кристалла по мере отламывания режущих кромок. По мере того, как кристалл становится меньше, он сокращает более мелкие стружки и производит более низкие измерения шероховатости поверхности.
Более рыхлые абразивы (например, Al2O3) требуют меньшего усилия для отламывания режущих кромок, чем менее рыхлые абразивы (например,SiC). Другим важным фактором, касающимся хрупкости, является уменьшение размера кристалла по мере отламывания режущих кромок. По мере того, как кристалл становится меньше, он сокращает более мелкие стружки и производит более низкие измерения шероховатости поверхности. - Отношение абразивного материала к транспортной суспензии
При притирке необходимо использовать правильное соотношение для получения стабильной, повторяемой шероховатости поверхности. Что еще более важно, соотношение является фактором прочности и толщины пленки. Если толщина пленки слишком мала, материал компонента будет иметь тенденцию протираться ближе к притирочной пластине, и большая энергия резания будет передаваться через абразивные частицы материалу компонента, вызывая большее проникновение, более серьезные царапины и более высокие измерения шероховатости поверхности.

- Плоскостность плиты
Важно понимать, что плоскостность пластины прихлеста, измеренная по ее диаметру, не обязательно должна совпадать с характеристиками плоскостности готовой детали. Это связано с тем, что компонент соответствует небольшому диапазону геометрического сферического радиуса пластины прихвата. Размах компонента — это его диаметр, если он круговой, или наибольшая длина по поверхности притирки компонентов. Другими словами, деталь диаметром один дюйм будет притираться намного более плоской, чем деталь диаметром четыре дюйма, при использовании той же плиты притирки.Точная плоскостность, необходимая для притирочной пластины, может быть вычислена математически с использованием тригонометрической формулы для определения длины шнура.
- Система подачи
- Способ загрузки и подготовки плиты
- Температура плиты
Фундаментальная теория притирки
Основная теория притирки начинается с того, что компоненты помещаются в пределах ограничивающих колец непосредственно на поверхность вращающейся притирочной плиты, которая покрыта тонким пленочным слоем суспензии. Компоненты никогда не должны напрямую контактировать с поверхностью притирочной пластины. За счет принудительного вращения притирочной пластины свободные и катящиеся абразивные частицы в слое суспензии передают энергию резания своими острыми режущими кромками, проникая в контактную поверхность компонентов, удаляя микроскопические стружки материала. Одновременно абразив воздействует на пластину притирки через контактную поверхность как компонентов, так и кондиционирующих колец, вызывая износ, который при регулировании с помощью регулируемого радиального положения кольца будет влиять на изменение сферической кривизны для поддержания плоского состояния пластины прихвата.
Компоненты никогда не должны напрямую контактировать с поверхностью притирочной пластины. За счет принудительного вращения притирочной пластины свободные и катящиеся абразивные частицы в слое суспензии передают энергию резания своими острыми режущими кромками, проникая в контактную поверхность компонентов, удаляя микроскопические стружки материала. Одновременно абразив воздействует на пластину притирки через контактную поверхность как компонентов, так и кондиционирующих колец, вызывая износ, который при регулировании с помощью регулируемого радиального положения кольца будет влиять на изменение сферической кривизны для поддержания плоского состояния пластины прихвата.
Что происходит в процессе притирки?
- Поверхность модифицирована и обычно улучшается по качественным показателям поверхности и подповерхности (более гладкая)
- Геометрия (плоскостность) обработанной поверхности становится плоской или сферической по контуру в результате притирки
- Некоторое количество материала удалено с притертой поверхности заготовки
Наиболее очевидное различие между притиркой и другими основными операциями обработки заключается в том, что при притирке не используется одно- или многоточечный резец. Притирка сокращает стружку за счет незакрепленного абразива. Один из нескольких различных типов порошка прецизионного микродернистого абразивного компаунда смешивается в определенном соотношении со смазочно-охлаждающей жидкостью и распределяется на вращающуюся притирочную пластину.
Притирка сокращает стружку за счет незакрепленного абразива. Один из нескольких различных типов порошка прецизионного микродернистого абразивного компаунда смешивается в определенном соотношении со смазочно-охлаждающей жидкостью и распределяется на вращающуюся притирочную пластину.
Составной материал, процентный объем смеси, микронный размер абразивных частиц и приложенное давление определяют итоговую скорость съема припуска и шероховатость поверхности. Смесь абразива и смазочно-охлаждающей жидкости называется «суспензией» или «притирочной жидкостью».Разница в типах абразивов, а также в размере и стоимости будет существенно различаться, поэтому важно знать, какой абразив лучше всего подходит для ваших нужд. Притирочный материал определяет тип используемого абразива, а количество удаляемого материала вместе с указанной обработкой поверхности определяет размер абразивного зерна.
Например, для чрезвычайно твердых материалов, таких как сапфир, карбиды и некоторая керамика, требуется алмаз или карбид бора. Материалы средней твердости, в том числе более твердые металлы и некоторые оксиды алюминия, можно шлифовать карбидом кремния.Оксид алюминия широко используется в стекольной и кремниевой промышленности из-за его более мягкой резки и более низкой стоимости. Принимая во внимание, что абразив заряжает поверхности ваших притирочных пластин, почти всегда предпочтительно, чтобы ваши пластины были мягче, чем притирочный материал, в то время как абразив должен быть таким же твердым, как и детали, или тверже.
Материалы средней твердости, в том числе более твердые металлы и некоторые оксиды алюминия, можно шлифовать карбидом кремния.Оксид алюминия широко используется в стекольной и кремниевой промышленности из-за его более мягкой резки и более низкой стоимости. Принимая во внимание, что абразив заряжает поверхности ваших притирочных пластин, почти всегда предпочтительно, чтобы ваши пластины были мягче, чем притирочный материал, в то время как абразив должен быть таким же твердым, как и детали, или тверже.
Основы процесса притирки
- Очень пассивная форма шлифования (низкое давление, низкая скорость, низкая производительность съема)
- Требует использования абразивных частиц микронного размера (не абразивных частиц).
- Требуется некоторое движение со стороны инструмента (притирочной пластины), заготовки или обеих частей
- В большинстве случаев притирка используется на плоских поверхностях, а не на сферических или контурах
- Притирочная пластина обычно мягче, чем заготовка
- кондиционирующий / стопорное кольцо такой же твердость или сложнее, чем Lap Тарелка
- Притирка — почти всегда «мокрый процесс»
- Заготовка никогда не касается пластины прихвата
- Лишь небольшое количество материала (от 5 до 500 микрон) удаляется с каждой стороны изделия
- Притирка — это всегда периодическая загрузка
Лучший инструмент для притирки клапана — Отличные предложения на инструмент для притирки клапана от глобальных продавцов инструментов для притирки клапана
Отличные новости !!! Вы находитесь в нужном месте для инструмента притирки клапана. К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку этот инструмент для притирки верхнего клапана вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инструмент для прижима клапанов на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Но вам, возможно, придется действовать быстро, поскольку этот инструмент для притирки верхнего клапана вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что приобрели инструмент для прижима клапанов на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в приспособлении для прижима клапанов и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам разобраться, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции.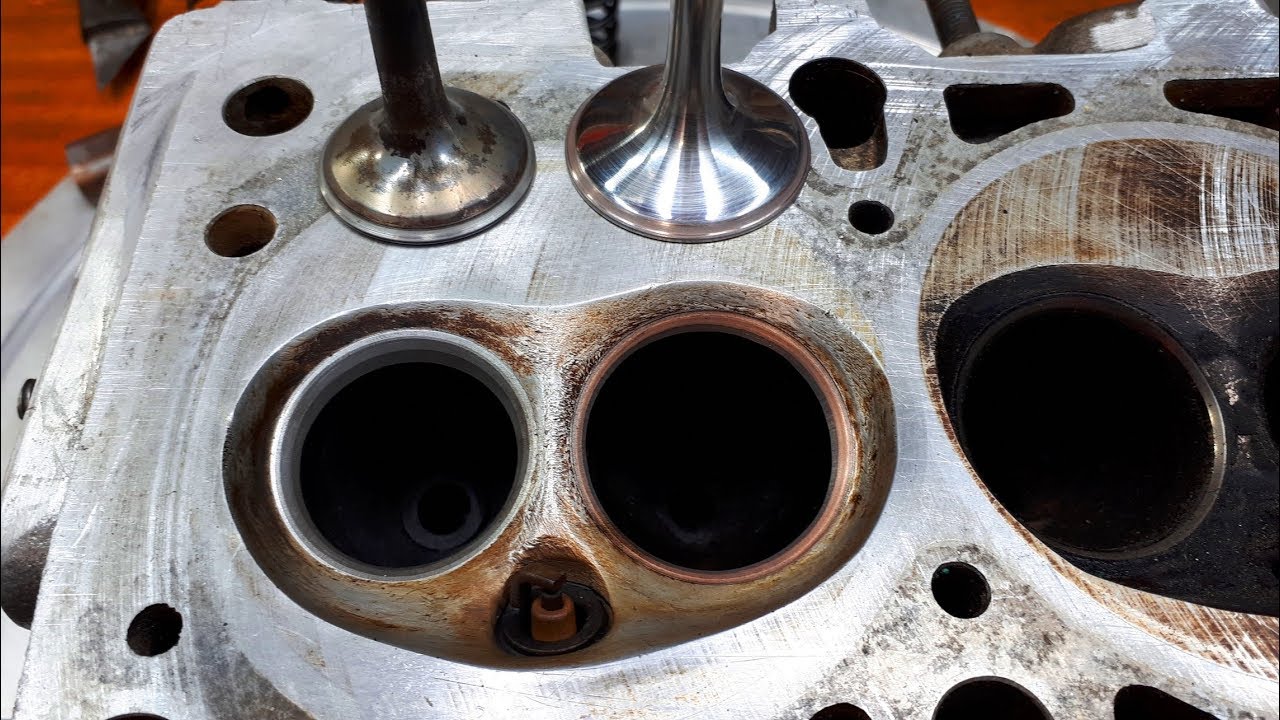 и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг, и предыдущие клиенты часто оставляют комментарии, описывающие свой опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы сможете приобрести valve lap tool по самой выгодной цене в Интернете.
Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, мы думаем, вы сможете приобрести valve lap tool по самой выгодной цене в Интернете.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Что такое клапан? (с рисунками)
Клапан — это устройство, которое можно использовать для управления потоком жидкостей, газов и суспензий. Также известные как регуляторы, клапаны можно найти практически в любой ситуации. Они также сделаны в нескольких различных дизайнах, в зависимости от того, как они используются, и их можно найти в диапазоне размеров от мизинца до гигантских. Клапаны также различаются от очень простых до чрезвычайно сложных. Это одна из старейших механических конструкций, а основные из них используются уже тысячи лет.
Клапаны также различаются от очень простых до чрезвычайно сложных. Это одна из старейших механических конструкций, а основные из них используются уже тысячи лет.
Термин «клапан» может использоваться для обозначения анатомии человека, а также для обозначения механического устройства. Те, которые обнаруживаются по всему телу, регулируют поток крови, кислорода и биологических жидкостей. Они включают чрезвычайно важные сердечные клапаны, которые работают с сердцем, перекачивая кровь по телу. Людям с повреждениями сердца могут быть заменены искусственные, чтобы выполнять эту жизненно важную функцию тела. Многие клапаны в человеческом теле работают вместе, чтобы обеспечить бесперебойную повседневную жизнь человека.
Многие клапаны в человеческом теле работают вместе, чтобы обеспечить бесперебойную повседневную жизнь человека.
Существует множество разновидностей механических модификаций, но следующие являются общими, которые большинство людей, вероятно, видят и используют ежедневно.Самым основным является задвижка, которая имеет два положения: открытое и закрытое. Седельный клапан немного сложнее, он регулирует не только поток жидкости, но и количество, и его еще называют дросселем. Например, большинство кранов имеют такую форму, позволяющую пользователям включить воду и определить, сколько воды будет вытекать. Производители также делают обратные клапаны, предназначенные для ограничения потока вещества только в одном направлении, и предохранительные клапаны, которые могут сбрасывать опасные уровни давления.
Седельный клапан немного сложнее, он регулирует не только поток жидкости, но и количество, и его еще называют дросселем. Например, большинство кранов имеют такую форму, позволяющую пользователям включить воду и определить, сколько воды будет вытекать. Производители также делают обратные клапаны, предназначенные для ограничения потока вещества только в одном направлении, и предохранительные клапаны, которые могут сбрасывать опасные уровни давления.
Этим устройством можно управлять вручную, как кран, или управлять большой системой, как в случае в автомобиле, где они открываются и закрываются, позволяя горючему топливу попасть в цилиндр. В случае предохранительного клапана он может быть настроен на срабатывание при достижении определенного уровня давления или при подаче аварийного сигнала. Обычно такие устройства снабжены небольшими пружинами, которые удерживают их в закрытом состоянии, пока их не нужно будет открыть. В других случаях они могут контролироваться пользователями через компьютерную систему, как в случае с нефте-, газовыми и водопроводами, которые тянутся на многие мили; Технические специалисты в центральном центре управления могут при необходимости открывать и закрывать клапаны дистанционно.
В случае предохранительного клапана он может быть настроен на срабатывание при достижении определенного уровня давления или при подаче аварийного сигнала. Обычно такие устройства снабжены небольшими пружинами, которые удерживают их в закрытом состоянии, пока их не нужно будет открыть. В других случаях они могут контролироваться пользователями через компьютерную систему, как в случае с нефте-, газовыми и водопроводами, которые тянутся на многие мили; Технические специалисты в центральном центре управления могут при необходимости открывать и закрывать клапаны дистанционно.
Для чего нужен пережимной клапан? :: Строительство, эксплуатация и срок службы
Пережимной клапан — это экономичное оборудование, работающее как кран. Он имеет функцию включения / выключения, чтобы отключать, разрешать или контролировать поток любых средств массовой информации, проходящих через него. Пережимной клапан состоит из трех частей:
Он имеет функцию включения / выключения, чтобы отключать, разрешать или контролировать поток любых средств массовой информации, проходящих через него. Пережимной клапан состоит из трех частей:
- Корпус
- Внутренняя резиновая втулка
- Торцевые соединения
Резиновая втулка внутри корпуса клапана — это часть, которая его закрывает.В открытом положении пережимной клапан имеет полный проход. Чтобы закрыть клапан, давление воздуха подается в воздушный ниппель на внешнем корпусе, который затем проходит во внутреннюю часть клапана, давя на резиновую втулку, которая полностью сжимается и плотно закрывается. В пережимных клапанах AKO гильза каждый раз закрывается одним и тем же способом, что обеспечивает более длительный срок службы.
Помимо пережимных клапанов с пневматическим приводом, доступны также механические версии. Есть два варианта управления механическими пережимными клапанами: с помощью маховика или пневматически.Ручная версия просто работает, поворачивая маховик для открытия / закрытия клапана, тогда как механический пережимной клапан с пневматическим приводом работает за счет того, что компрессорные стержни открывают рукав или сдвигаются вместе, чтобы рукава оставалась закрытой. Этот тип клапана работает с механизмом с пружинным возвратом, и клапан удерживается в нормально закрытом положении, если не подается воздух, который раздвигает стержни, чтобы открыть его.
Этот тип клапана работает с механизмом с пружинным возвратом, и клапан удерживается в нормально закрытом положении, если не подается воздух, который раздвигает стержни, чтобы открыть его.
механический пережимной клапан закрытый пережимными стержнями
Пережимной клапан Vs.Обычные клапаны
Если говорить об обычных типах клапанов, то в эту категорию попадают ножевые задвижки, дроссельные заслонки, шаровые краны и мембранные клапаны. Некоторые инженеры еще не знают о пережимном клапане, потому что для них это может быть новая технология. Тем не менее, пережимной клапан оказался самым надежным, экономичным и простым в использовании клапаном на рынке в течение некоторого времени во многих различных областях применения.
Пережимной клапан не имеет каких-либо дополнительных деталей, которые нужно часто заменять, таких как кольца, уплотнения, набивка и т. Д., Что дает пережимному клапану очень хорошую общую стоимость владения.Другие преимущества пережимного клапана:
- Простое и простое обслуживание
- Малый вес
- Нет засоров и мертвых зон
- Компактный, простой, прочный и сквозной
- Очень быстрое время открытия / закрытия
- Меньше потребление воздуха
- Самоочистка
- Постоянное уплотнение с герметичной отсечкой
- Минимальная турбулентность и трение
- Никаких механических частей, подшипников, уплотнений или набивки не требуется.

- Только одна сменная деталь (эластомерная гильза)
После некоторых исследований были написаны тематические исследования, которые показывают дальнейшие примеры, когда инженеры переходили с обычного клапана на пережимной клапан с гораздо более успешными общими характеристиками.
Пережимные клапаны установить и забыть
Термин «установил и забыл» часто используется при использовании пережимных клапанов, потому что пользователи могут просто установить клапан, а затем оставить его в покое, чтобы он выполнял свою работу без каких-либо помех.Для получения дополнительной информации о том, как устанавливать, эксплуатировать и обслуживать пережимные клапаны, обратитесь к технической поддержке.
Срок службы пережимного клапана во многом зависит от области применения и способа эксплуатации клапана. Для получения дополнительной информации см. Правильное использование пережимного клапана.
круг — Викисловарь
Английский [править]
Произношение [править]
Этимология 1 [править]
со среднеанглийского lappe , со староанглийского læppa («юбка или лоскут одежды»), с протогерманского * lappô («ткань; тряпка»), неопределенного происхождения, возможно, протоиндо- Европейский * leb- («свободно висеть»). [1] [2] Аналогично голландскому lap («ткань; тряпка»), немецкому языку Lappen («ткань; мочка; клапан»), исландскому leppur («тряпка; заплатка»).
[1] [2] Аналогично голландскому lap («ткань; тряпка»), немецкому языку Lappen («ткань; мочка; клапан»), исландскому leppur («тряпка; заплатка»).
Существительное [править]
кругов ( множественное число кругов )
- Свободная часть пальто; нижняя часть одежды, которая играет слабо; юбка; фартук.
- Лезвие; граница; подол, как ткань.
- Часть одежды, которая лежит на коленях или бедрах, когда человек садится; эта часть лица покрыла
- (образно) место воспитания и воспитания
- Бедра сидящего человека.
Мальчик сидел на коленях матери .
- (архаичный, эвфемистический) Женская пуденда. [17 век]
- (конструкция) Компонент, который перекрывает или закрывает любую часть самого себя или соседнего компонента.
Производные термины [править]
Переводы [править]
нижняя часть одежды, которая свободно играет
часть, которая лежит на коленях или бедрах, когда человек сидит
бедра сидящего человека
архаичный, эвфемистический: женская пуденда
- Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов, удалив все числа.
 Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Проверяемые переводы
Глагол [править]
круг ( кругов в единственном числе от третьего лица, простое настоящее кругов , причастие настоящего притир.
- (переходный) развернуть; держать как на коленях; лелеять.Робертс, Эдвард А. (2014) Комплексный этимологический словарь испанского языка с семействами слов, основанными на индоевропейских корнях , Xlibris Corporation, → ISBN
Этимология 2 [править]
со среднеанглийского lappen («складывать, оборачивать») с более раннего wlappen («складывать, оборачивать»), с древнеанглийского * wlappan , * wlæppan , * wlappian («оборачивать »), От протогерманского * wlapp- , * wrapp- (« завернуть, сложить, свернуть, повернуть »), от протоиндоевропейского * werb- (« согнуть, повернуть » ). Связать со среднеголландским lappen («оборачивать, обнимать»), диалектным датским vravle («ветер»), старым итальянским goluppare («оборачивать, складывать») (от германского). Дублет обертка . Также относится к envelop , development .
Связать со среднеголландским lappen («оборачивать, обнимать»), диалектным датским vravle («ветер»), старым итальянским goluppare («оборачивать, складывать») (от германского). Дублет обертка . Также относится к envelop , development .
Смысл выражения «опередить (кого-то) на треке» возник в 1847 году по понятию «перекрытие». Существительное, означающее «поворот с дороги» (1861 г.), происходит от этого смысла.
Глагол [править]
круг ( кругов в единственном числе от третьего лица, простое настоящее кругов , причастие настоящего притир.
- (переходный) Сложить; наклоняться и лежать на чем-то.
до внахлест кусок ткани
- (переходный), чтобы обернуть, обернуть, обернуть
до на коленях повязка на палец
- О бумаге […] Я притерла несколько раз тонкой нитью очень черного шелка.

- О бумаге […] Я притерла несколько раз тонкой нитью очень черного шелка.
- (переходный) для обертывания, обертывания
внахлест в роскоши
- (непереходный) на ветер около
- (переходный) Поместить или уложить (одно) так, чтобы перекрывать другое.
Один накатывает черепицы, чтобы вода могла стекать.
- (переходный) Для полировки, например, поверхности до гладкости.
- (непереходный) Повернуть или сложить; частично лечь на что-то или над чем-то; перекрывать.
Ткань нахлестывает назад.
Лодки круг ; края , нахлест .
- 1681 , Нехемия Грю, Musaeum Regalis Societatis
- Верхние крылья непрозрачные […]; на их задних концах, где они перекрывают , прозрачные, как крыло мухи.
- (переходный, спорт, автоспорт) Чтобы обогнать отставшего в гонке, пройдя на один круг больше, чем отставший.

- Для шлифовки или полировки стекла, драгоценных камней, столовых приборов и т. Д.
Производные термины [править]
Переводы [править]
( переходный ) Чтобы разместить или уложить (что-то) так, чтобы перекрыть еще
( переходной ) Для полировки, например, поверхности до гладкости
( непереходный ) Частично лежать на чем-то или над чем-то; перекрывать
спорт, автоспорт: обогнать отставшего в гонке
- Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов, удалив все числа.Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Проверяемые переводы
Существительное [править]
кругов ( множественное число кругов )
- Акт или процесс притирки.
- Та часть любого вещества или приспособления, которая простирается над другой частью, лежит на ней или сбоку от нее.

круг доски
- Состояние или состояние нахождения частично над чем-то другим или рядом с ним; или степень перекрытия.
Вторая лодка провела кругов половинной длины лидера.
- Величина, на которую золотниковый клапан на половине своего хода перекрывает отверстие в седле, равна расстоянию, на которое клапан должен переместиться из своего положения среднего хода, чтобы начать открывать порт. Используемый отдельно, нахлест относится к за пределами круга (см. Ниже).
- (спорт) Один круг вокруг гоночной трассы или один переход вниз, а затем назад на длину бассейна
на двадцать кругов
победа с разницей в три кругов
проплыть два кругов
- 2012 13 мая, Эндрю Бенсон, «Пастор Мальдонадо команды Williams одерживает знаковую победу на Гран-при Испании», в BBC Sport [2] :
- Второе место Алонсо ставит его вничью по очкам и возглавляет чемпионат с Себастьяном Феттелем, который был шестым в своем Red Bull, обгоняя Баттона, затем Хэмилтона и, наконец, гонщика Mercedes Нико Росберга в быстрой последовательности на последних кругах .

- Второе место Алонсо ставит его вничью по очкам и возглавляет чемпионат с Себастьяном Феттелем, который был шестым в своем Red Bull, обгоняя Баттона, затем Хэмилтона и, наконец, гонщика Mercedes Нико Росберга в быстрой последовательности на последних кругах .
- В карточных играх и других играх — количество набранных очков превышает количество, необходимое для завершения игры; — так называются, когда они засчитываются в счете следующей игры.
- Лист, слой или бита из хлопкового волокна, подготовленные для чесальной машины.
- Кусок латуни, свинца или другого мягкого металла, используемый для удерживания режущего или полировального порошка для резки стекла, драгоценных камней и т. Д. Или для полировки столовых приборов и т. Д. Обычно он имеет форму круга или диска, который вращается на вертикальная ось.
Производные термины [править]
Переводы [править]
часть, которая простирается над другой частью
величина, на которую золотник на половине своего хода перекрывает отверстие в седле
состояние частично расширенного над чем-то еще
спорт: один круг вокруг гоночной трассы
очка выиграно сверх количества, необходимого для завершения игры
лист, слой или бита из хлопкового волокна, подготовленные для чесальной машины
- Приведенные ниже переводы необходимо проверить и вставить выше в соответствующие таблицы переводов, удалив все числа.
 Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Числа не обязательно совпадают с числами в определениях. См. Инструкции в Викисловаре: Макет статьи § Переводы.
Проверяемые переводы
Этимология 3 [править]
из среднеанглийского lappen , из древнеанглийского lapian , из протогерманского * lapōną , * lapjaną («лизать; колени»), из подражательного протоиндоевропейского * leh₂b- ( «Лапать, лизать»); сродни древневерхненемецкому laffen («лизать»), древнескандинавскому lepja , датскому labe , старосаксонскому lepil , немецкому Löffel («ложка»).Познакомьтесь с латинским lambere («лизать»). Французский lamper — заимствованное из немецкого языка. Сравните датский leffe , диалект немецкого läffeln .
Глагол [править]
круг ( кругов в единственном числе от третьего лица, простое настоящее кругов , причастие настоящего притир.
- (переходный, непереходный) Взять (жидкость) в рот языком; лизать быстрым движением языка.
Не на коленях вот так суп, ты похож на собаку.
- 1610–1611 , Уильям Шекспир, «Буря», в Комедии, истории и трагедии г-на Уильяма Шекспира: опубликованы в соответствии с подлинными копиями оригинала (Первый фолио), Лондон: [… ] Исаак Яггард и Эд [уорд] Блаунт, опубликовано 1623, OCLC 606515358 , [Акт II, сцена i]:
Они примут предложение, как кошка выпивает молока.
- 1644 , Кенелм Дигби, Два трактата
- Собаки у реки Нил, испытывая жажду, пробегают в спешке […], бегая по берегу.
- (непрозрачный, водяной) Для мытья полов со звуком разбрызгивания; рубить.
Производные термины [править]
Переводы [править]
для приема жидкости в рот языком
для мытья полов со звуком брызг
Дополнительная литература [править]
Этимология 4 [править]
Существительное [править]
кругов ( множественное число кругов )
- (медицина, разговорная речь) Вырезание лапароскопии .

Прилагательное [править]
круг ( не сопоставимо )
- (медицина, разговорное) Отсечение лапароскопическое .
Анаграммы [править]
африкаанс [править]
Этимология [править]
Из голландцев круг , из среднего голландца круг , из старого голландца круг .
Произношение [править]
Существительное [править]
коленях ( множественное число лаппе , уменьшительное лаппи )
- Нашивка, тряпка, кусок ткани.
- Участок, урочище (земли).
Производные термины [править]
албанский [править]
Этимология [править]
Из протоалбанского * lapa . Звукоподражательное слово, родственное греческому λάπτω (lápto, «лизать
.