Дефектация деталей и узлов электрических машин.
При дефектации производят визуальный осмотр улов и деталей машины, а также проводят необходимые измерения и испытания.
Рассмотрим общие правила дефектации электрических машин мощностью до 100 кВт.
Дефектация необмотанного статора.
Визуально проверяют наличие трещин,
сколов и деформаций корпуса, состояние
резьбовых отверстий, крепление сердечника
в корпусе, наличие распушения крайних
листов и выгорания отдельных листов
сердечника, наличие коррозии. Плотность
сборки сердечника проверяют щупом
толщиной 0,2 мм, который под давлением
руки должен входить между листами
сердечника не более чем на 2…3 мм.
Распушение листов проверяют,
измеряяштангенциркулем длину сердечника
по дну пазов и по верхней части зубцов.
В сердечнике длиной до 100 мм допускается
распушение до 2 мм, а при длине 101-150 мм
допускается распушение — 3 мм.
Необмотанный статор бракуется и не подлежит ремонту при наличии откола более двух лам, наличиии сквозных трещин в корпусе, выгорании одного или нескольких зубцов на длину более 50 мм или 1/3 длины сердечника, увеличении воздушного зазора более чем на 15 % (25% — для двухполюсных машин) и при значительном повреждении сердечника.
Дефектация необмотанного якоря
(ротора).Перед дефектацией должны
быть отремонтированы центральные
отверстия вала. Якорь (ротор) устанавливают
шейками вала на призмы и производят его
внешний осмотр, а также измеряют диаметр
сердечника для дальнейшего расчета
воздушного зазора, посадочные места
шеек вала под подшипники и вентилятор,
измеряют биение шеек вала и сердечника,
проверяют состояние шпоночных пазов и
выходного конца вала.
Якорь бракуется и не подлежит ремонту, если имеется излом вала в любом сечении или незначительный износ сердечника ( в результате коррозии, абразивного износа и пр.) Для короткозамкнутых роторов асинхронных машин признаком брака является также обрыв литого стержня обмотки.
Дефектация подшипниковых щитов. Визуально проверяют наличие трещин и изломов, состояние резьбовых отверстий и приливов. Измеряют посадочные места под подшипник и замок для посадки в корпус. Поверхности под посадку подшипников должны иметь допуск Н6…Н7. Признаками брака являются трещины и отколы в щите и на посадочных поверхностях, а также откол крепежных приливов.
Дефектация вентилятора и его кожуха.
Визуально проверяют целостность
поверхностей, отсутствие изломов и
вмятин и других механических повреждений.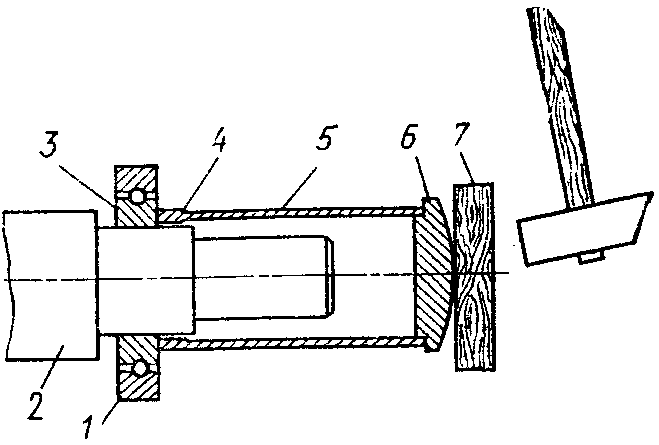 У вентиляторов проверяют размер
посадочной поверхности под вал, который
должен иметь допуск по Н6…Н9.
У вентиляторов проверяют размер
посадочной поверхности под вал, который
должен иметь допуск по Н6…Н9.
Дефектация деталей и узлов электрических машин
При дефектации производят визуальный осмотр узлов и деталей машины, а также проводят необходимые измерения и испытания. Здесь рассматриваются общие правила дефектации электрических машин мощностью до 100 кВт.
Дефектация необмотанного статора.Визуально проверяют наличие трещин, сколов и деформаций корпуса, состояние резьбовых отверстий, крепление сердечника в корпусе, наличие распушения крайних листов и выгорания отдельных листов сердечника, наличие коррозии. Плотность сборки сердечника проверяют щупом толщиной 0,2 мм, который под давлением руки должен входить между листами сердечника не более чем на 2… 3 мм. Распушение листов проверяют, измеряя штангенциркулем длину сердечника по дну пазов и по верхней части зубцов. В сердечниках длиной до 100 мм допускается распушение до 2 мм, а при длине 101. .. 150 мм — до 3 мм. В двух взаимно перпендикулярных плоскостях производят измерение диаметров внутренней поверхности сердечника и замков корпуса, служащих для посадки подшипниковых щитов, В машинах общепромышленного исполнения точность обработки замков должна находиться в пределах 7… 9 квалитетов.
.. 150 мм — до 3 мм. В двух взаимно перпендикулярных плоскостях производят измерение диаметров внутренней поверхности сердечника и замков корпуса, служащих для посадки подшипниковых щитов, В машинах общепромышленного исполнения точность обработки замков должна находиться в пределах 7… 9 квалитетов.
Необмотанный статор бракуется и не подлежит ремонту при наличии откола более двух лап, наличии сквозных трещин в корпусе, выгорании одного или нескольких зубцов на длину более 50 мм или 1/3 длины сердечника, увеличении воздушного зазора более чем на 15 % (25 % — для двухполюсных машин) и при значительном повреждении сердечника.
Дефектация необмотанного якоря (ротора).Перед дефектацией должны быть отремонтированы центральные отверстия вала. Якорь (ротор) устанавливают шейками вала на призмы и производят его внешний осмотр, а также измеряют диаметр сердечника для дальнейшего расчета воздушного зазора, посадочные места шеек вала под подшипники и вентилятор, измеряют биение шеек вала и сердечника, проверяют состояние шпоночных пазов и выходного конца вала. Осматривают коллектор и контактные кольца для выявления подгаров, поджогов, оплавлений и неравномерной выработки, измеряют их биение относительно шеек вала. Измеряют сопротивление изоляции коллектора и контактных колец.
Осматривают коллектор и контактные кольца для выявления подгаров, поджогов, оплавлений и неравномерной выработки, измеряют их биение относительно шеек вала. Измеряют сопротивление изоляции коллектора и контактных колец.
Поверхности под посадку подшипников должны иметь допуск k4.,.k6, под посадку вентилятора — h6…h20,под посадку коллектора — к6… к8. Дефектация сердечника ротора проводится так же, как сердечника статора.
Якорь бракуется и не подлежит ремонту, если имеется излом вала в любом сечении или значительный износ сердечника (в результате коррозии, абразивного износа и пр.). Для короткозамкнутых роторов асинхронных машин признаком брака является также обрыв литого стержня обмотки.
Дефектация подшипниковых щитов.Визуально проверяют наличие трещин и изломов, состояние резьбовых отверстий и приливов, Измеряют посадочные места под подшипник и замок для посадки в корпус. Поверхности под посадку подшипников должны иметь допуск Н6…Н7, под посадку щита на корпус — h6. ..h9. Признаками брака являются трещины и отколы вщите и на посадочных поверхностях, а также откол крепежных приливов.
..h9. Признаками брака являются трещины и отколы вщите и на посадочных поверхностях, а также откол крепежных приливов.
Дефектация щеточного узла.Визуально проверяют состояние щеткодержателей, пружин, выводных проводов (кабелей) и канатиков щеток. Зазор между щеткой и щеткодержателем не должен превышать 0,3… 0.5 мм. Проверяется давление пружин на щетки, которое должно быть одинаковым у всех щеток и соответствовать заданному. Измеряют сопротивление изоляции между щеткодержателем и корпусом.
Дефектация вентилятора и его кожуха.Визуально проверяют целостность поверхностей, отсутствие изломов и вмятин и других механических повреждений. У вентиляторов проверяют размер посадочной поверхности под вал, который должен иметь допуск по Н6…Н9.
Дефектация крепежных деталей.Путем осмотра крепежных деталей (болты, шпильки, гайки) проверяют наличие трещин, надрывов возле головок болтов, деформации шпилек, состояние резьбы и наличие защитных покрытий. Качество резьбы проверяют резьбовыми кольцами. Признаками брака являются повреждение более 20% ниток резьбы, трещины и надрывы у головок болтов, уменьшение диаметра шпилек и болтов из-за коррозии более чем на 10%.
Признаками брака являются повреждение более 20% ниток резьбы, трещины и надрывы у головок болтов, уменьшение диаметра шпилек и болтов из-за коррозии более чем на 10%.
Контрольные вопросы
1.Какие требования предъявляются к ремонту электрических машин?
2. Назовите типовой объем текущего ремонта электрических машин.
3. Назовите типовой объем капитального ремонта электрических машин.
4. Каков типовой объем предремонтных испытаний?
5.Поясните последовательность снятия подшипников и подшипниковых щитов электрических машин.
6. Как снять детали, установленные по посадке с натягом?
7. Перечислите способы извлечения из пазов обмоток из круглого провода и поясните последовательность извлечения.
8.Как работают станки по извлечению из пазов обмоток из круглого провода?
9.Поясните процесс извлечения из пазов обмоток из прямоугольного провода.
10.Объясните, зачем детали подвергают мойке и каковы правила техники безопасности при этой операции.
11.Опишите процесс механизации мойки.
12.В чем заключается процесс дефектации отдельных узлов и деталей электрических машин?
13.При каких повреждениях статора (ротора), корпуса и подшипниковых щитов они не подлежат ремонту?
ГЛАВА 9
При дефектации производят визуальный осмотр узлов и деталей машины, проводят необходимые измерения и испытания определяют целость отдельных деталей и сборочных единиц, состояние рабочих поверхностей для установления объема необходимого ремонта. Если сборочная единица не имеет повреждений, ее разборку не производят. Разборка должна производиться с использованием специального инструмента, чтобы не повредить детали и сборочные единицы.
Дефектация необмотанного статора. При дефектации визуально проверяют наличие трещин, сколов и деформаций корпуса, состояние резьбовых отверстий, крепление сердечника в корпусе, наличие распушения крайних листов и выгорания отдельных листов сердечника, наличие коррозии. Необмотанный статор бракуется и не подлежит ремонту при наличии откола более двух лап, сквозных трещин в корпусе, выгорании одного или нескольких зубцов на длину более 50 мм или 1/3 длины сердечника, увеличении воздушного зазора более чем на 15% (25%- для двухполюсных машин) и при значительном повреждении сердечника. Дефектация необмотанного якоря(ротора). Перед дефектацией должны быть отремонтированы центральные отверстия вала.
подшипники и вентилятор, измеряют биение шеек вала и сердечника, проверяют состояние шпоночных пазов и выходного конца вала. После этого осматривают коллектор и контактные кольца для выявления подгаров, поджогов, оплавлений и неравномерной выработки, измеряют их биение относительно шеек вала, а также сопротивление изоляции коллектора и контактных колец. Поверхности под посадку подшипников должны иметь допуск к4 .к6, под посадку вентилятора-h…h20, под посадку коллектора-к…к8. Дефектация сердечика ротора проводится также, как сердечника статора. Якорь бракуется и не подлежит ремонту, если имеется излом вала в любом сечении или значительный износ сердечника (результате коррозии, абразивного износа и пр.) Для короткозамкнутых роторов асинхронных машин признаком брака является также обрыв литого стержня обмотки. Дефектация подшипниковых щитов. В этом случае визуально проверяют наличие трещин и изломов, состояние резьбовых отверстий и приливов, измеряют посадочные места под подшипник и замка для посадки в корпус. Поверхности под посадку подшипников должны иметь допуск h…h7, под посадку щита на корпус- h…h9. Признаками брака являются трещины и откол крепежных приливов. Дефектация щеточного узла. В ходе дефектации визуально проверяют состояние щеткодержателей, пружин, выводных проводов (кабелей) и канатиков щеток. Зазор между щеткой и щеткодержателем не должен превышать 0,3…0,5 мм. Проверяется давление пружин на щетки, которое должно быть одинаковым у всех щеток и соответствовать заданному. Кроме того, измеряют сопротивление изоляции между щеткодержателем и корпусом. Дефектация вентилятора и его кожуха. В этом случае визуально проверяют целость поверхностей, отсутствие изломов, вмятин и других механических повреждений. Дефектация крепежных деталей. Путем осмотра крепежных деталей (болты, шпильки, гайки) проверяют наличие трещин, надрывов возле головок болтов, деформации шпилек, состояние резьбы и наличие защитных покрытий. Качество резьбы проверяют резьбовыми кольцами. Признаками брака являются повреждение более 20% ниток резьбы, трещин и надрывы у головок болтов, уменьшение диаметра шпилек и болтов из-за коррозии более чем на 10%
II.ПМ 03.Организация деятельности производственного подразделения Перечень основного оборудования
Расчет амортизационных отчислений основного оборудования
Основные фонды – это средства предприятия, которое многократно учувствуют в производственном процессе, сохраняя свою натуральную форму длительное время. Перенос стоимости основных средств на себестоимость называется амортизацией. Расчет амортизационных отчислений основных фондов осуществляется по следующей формуле: А=Фоф х На/ 100 Где: А – сумма амортизационных отчислений; Фоф – стоимость основных фондов; На – норма амортизации. На=1/Тнх100% Таблица № 2.1.1 Расчет амортизационных отчислений
Не нашли то, что искали? Воспользуйтесь поиском гугл на сайте: |
 Плотность сборки сердечника проверяют щупом толщиной 0,2 мм, который под давлением руки должен входить между листами сердечника не более чем на 2-3 мм. Распушение листов проверяют путем измерения штангенциркулем длины сердечника по дну пазов и по верхней части зубцов. В сердечниках длиной до 100 мм. допускается распушение до 2 мм, а при длине 101…150 мм –до 3 мм. В двух взаимно перпендикулярных плоскостях производят измерение поверхности сердечника и замков корпуса, служащих для посадки подшипниковых щитов. В машинах общепромышленного исполнения точность обработки замков должна находиться в пределах 7…9 квалитетов.
Плотность сборки сердечника проверяют щупом толщиной 0,2 мм, который под давлением руки должен входить между листами сердечника не более чем на 2-3 мм. Распушение листов проверяют путем измерения штангенциркулем длины сердечника по дну пазов и по верхней части зубцов. В сердечниках длиной до 100 мм. допускается распушение до 2 мм, а при длине 101…150 мм –до 3 мм. В двух взаимно перпендикулярных плоскостях производят измерение поверхности сердечника и замков корпуса, служащих для посадки подшипниковых щитов. В машинах общепромышленного исполнения точность обработки замков должна находиться в пределах 7…9 квалитетов. Якорь(ротор) устанавливают шейками вала на призмы и производят его внешний осмотр, а также измеряют диаметр сердечника для дальнейшего расчета воздушного зазора, измеряют посадочные места шеек вала под
Якорь(ротор) устанавливают шейками вала на призмы и производят его внешний осмотр, а также измеряют диаметр сердечника для дальнейшего расчета воздушного зазора, измеряют посадочные места шеек вала под







 А их стоимость переносится на себестоимость выпускаемой продукции частями по мере снашивания.
А их стоимость переносится на себестоимость выпускаемой продукции частями по мере снашивания.Разборка и дефектация электрических машин
- Подробности
- Категория: Эксплуатация и ремонт электрооборудования
При ремонте электр. машины разбирают: при снятии каждой детали или сборочной единицы производят их мойку и дефектацию (определение целостности деталей, а также состояние сборочных и рабочих поверхностей), определяют предполагаемый объем ремонта.
машины разбирают: при снятии каждой детали или сборочной единицы производят их мойку и дефектацию (определение целостности деталей, а также состояние сборочных и рабочих поверхностей), определяют предполагаемый объем ремонта.
При этом определяется допустимый износ каждой детали и сборочной единицы. Особое внимание необходимо обратить на дефектацию обмоток.
Разборка производится с использованием специальной оснастки, при этом детали и узлы маркируются. А разборку так, чтобы исключить повреждения узлов и деталей в особенности обмоток, которые предполагаются использовать еще раз. Например разборка АД мощностью до 100 кВт производят в следующей последовательности: снимают кожух вентилятора и сам вентилятор, выворачивают болты из подшипниковых щитов и помещают их в специальные демонтажные отверстия и производится плавный его отжим.
Далее необходимо вывести ротор из расточки статора. Данная операция является крайне ответственной, на машинах малой мощности осуществляется вручную, большой − при помощи специальных приспособлений.
Перед снятием шкивов, полумуфт, шестерен, подшипников поворачиваются стопорные винты, выбиваются шпонки, места посадки заливаются керосином и снимаются при помощи ручных или гидравлических съемников. В некоторых случаях для снятия деталей с посадкой в натяг производят местный подогрев. Подогрев осуществляется либо токами высокой частоты, либо при помощи горелок. При этом места не подлежащие воздействию пламени оборачиваются асбестовой тканью, смоченной в воде.
Смотрите также:
Дефектация узлов электрических машин — Технологии
5.4.3 Дефектация статора вспомогательных машин асинхронного типа
Для дефектации этого типа электрических машин необходимо выполнить следующие работы:
— осмотреть станину статора, проверить наличие трещин в корпусе и в сварных швах, а также качество приварки всех деталей;
— измерить диаметры горловины станины под подшипниковые щиты.
— проверить визуально станину на наличие задиров и раковин на посадочных поверхностях горловины под подшипниковые щиты;
— проверить все проходные и резьбовые отверстия в станине. Резьбовые отверстия проверить калибрами с полем допуска резьбы 7Н по ГОСТ 2016-86;
— проверить резьбу рым-болта;
При осмотре обмотки статора проводятся следующие работы:
— измерить сопротивление изоляции обмотки статора, которое должно быть не менее 1,0 МОм;
— проверить размеры частей обмотки, крепление лобовых частей катушек между собой; местные повреждения изоляции и дефекты крепления в лобовых частях;
— проверить плотность посадки катушек и крепления клиньев в пазах статора;
— осмотреть выводные кабели;
— измерить сопротивление фаз обмотки постоянному току. Активное сопротивление обмоток статора должно соответствовать приведённым в приложениях У, Ф настоящего Руководства;
— проверить состояние пакета листов сердечника статора.
ВНИМАНИЕ: Выжиги, коррозия, распушение листов статора не допускаются.
5.4.4 Дефектация короткозамкнутого ротора вспомогательных машин асинхронного типа
Для дефектации короткозамкнутого ротора необходимо:
— ротор осмотреть на специальном стенде с проверкой целостности стержней короткозамкнутой обмотки;
— проверить состояние короткозамыкающих колец ротора, вентиляционных крыльев беличьей клетки;
— проверить плотность посадки пакета железа на валу;
— проверить центровые отверстия вала. Резьба в торцах вала должна соответствовать полю допуска резьбы 7Н по ГОСТ 2016-86.
— проконтролировать ширину шпоночного паза вала ротора. Допускается уширение шпоночного паза с непараллельными гранями до 1,0 мм.
Требования к ТР-3 электрических машин
ТР-3 электрических машин
5.6.1 Разборка электрических машин
5.6.2 Ремонт корпуса остова (статора) и полюсов
5.6.2.1 После очистки и продувки сухим сжатым воздухом давлением 200-300 кПа, произвести осмотр и освидетельствование электрической и механической частей остова (статора).
5.6.4 Ремонт якоря и ротора
5.6.4.26 При обрыве стержней ротора асинхронных электродвигателей или расщепителей фаз электровозов разрешается производить их ремонт с расчисткой пазов и заплавкой их сплавом в соответствии с чертежами.
5.6.4.27 В каждом случае после замены или заварки стержней должна выполняться динамическая балансировка ротора.
При осевом перемещении верхней «беличьей клетки» уплотнение последней должно производиться рихтовкой торцевых колец.
5.6.4.28 При ремонте статоров асинхронных электродвигателей должна производиться проверка крепления обмоток в пазах, а также к специальным кольцам, если они предусмотрены конструкцией.
ВНИМАНИЕ: Выпуск электродвигателей с ослаблением статорных обмоток в пазах или в креплениях их лобовых частей запрещается.
5.6.6 Пропитка и сушка изоляции электрических машин
Перед пропиткой якорь, остов, статор с обмоткой, снятые полюсные катушки очистить от загрязнений, продуть, сушить, затем пропитать в электроизоляционных лаках или компаундах.
В качестве исключения, допускается пропитка Пропитка обмоток якорей и остовов (без демонтажа полюсных катушек) электрических машин должна осуществляться ультразвуковым методом согласно инструкции по пропитке и руководствам по эксплуатации на оборудование.
методом окунания и покрытие обмоток эмалью с последующей сушкой по утвержденной технологии.
Пропитанные якоря и катушки не должны иметь воздушных мешков. Пропитка должна быть сквозной, без скопления непросохшего лака. Для стекания излишков лака до сушки якорь должен выдерживаться в вертикальном положении. После пропитки и сушки якорь и катушки должны покрываться эмалью марки, указанной в чертеже.
Пропиточные изоляционные лаки и покровные эмали, используемые для пропитки должны соответствовать классу нагревостойкости примененных изоляционных материалов и требованиям чертежей.
Находящиеся в баках пропиточный лак или компаундная масса ежедневно перед применением, а также после добавления составляющих компонентов, должен контролироваться по внешнему виду с проверкой вязкости лака и температуры размягчения компаунда.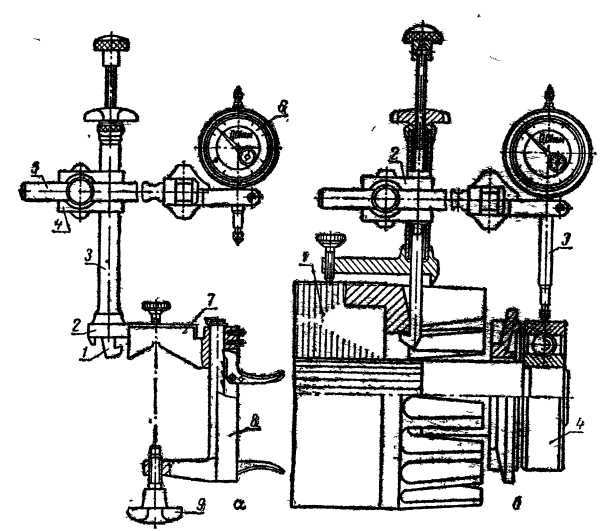
Дефектация машин и деталей — Энциклопедия по машиностроению XXL
Дефектация машин и деталей 137 [c.137]Для оценки приспособленности машин к капитальному ремонту проводят пробный его ремонт на ремонтном предприятии, при котором определяют путем хронометрирования затраты времени на разборку-сборку и трудоемкость разборочно-сборочных работ, возможность использования ремонтно-технологической оснастки, приспособлений и оборудования, имеюш,егося на ремонтном предприятии, приспособленность сборочных единиц и деталей к очистке и мойке, разборке, дефектации, восстановлению, комплектовке, сборке, обкатке и испытанию. [c.273]
Затраты времени на разборку машин и станков можно сократить широким и рациональным применением подъемнотранспортных средств и различных других приспособлений и устройств, механизирующих разборочные операции.
 Важнейшим слагаемым скоростного проведения ремонтов является также правильное распределение работы внутри бригады по заранее продуманному плану, в котором учтены продолжительность каждой работы и квалификация каждого рабочего. Время можно экономить уже на промывке деталей, если ее производить в специальных установках, на дефектации деталей, когда она выполняется с большим вниманием и в станке случайно не остаются негодные детали, наличие которых выявляется уже только при испытании агрегата. Намного сокращается длительность ремонта, если заранее подготовляются чертежи на изготовление отсутствующих на складе сменных деталей и заблаговременно составляется технологический процесс обработки этих деталей и всех других, подлежащих ремонту.
[c.365]
Важнейшим слагаемым скоростного проведения ремонтов является также правильное распределение работы внутри бригады по заранее продуманному плану, в котором учтены продолжительность каждой работы и квалификация каждого рабочего. Время можно экономить уже на промывке деталей, если ее производить в специальных установках, на дефектации деталей, когда она выполняется с большим вниманием и в станке случайно не остаются негодные детали, наличие которых выявляется уже только при испытании агрегата. Намного сокращается длительность ремонта, если заранее подготовляются чертежи на изготовление отсутствующих на складе сменных деталей и заблаговременно составляется технологический процесс обработки этих деталей и всех других, подлежащих ремонту.
[c.365]Для установления возможности дальнейшего использования деталей ремонтируемой машины производится их дефектация. Дефектация является весьма ответственной операцией общего технологического процесса ремонта машины и производится после обмывки деталей. При этом последние тщательно осматриваются и измеряются их рабочие элементы.
[c.428]
При этом последние тщательно осматриваются и измеряются их рабочие элементы.
[c.428]
Капитальный ремонт, выполняемый по ремонтной документации (табл. 16) для восстановления исправности и полного или близкого к полному восстановления ресурса машины предусматривает полную разборку машины, дефектацию, восстановление и замену деталей, сборку, регулирование и испытание. [c.388]
Время, отведенное на фактический ремонт станка, уменьшают за счет усовершенствования технологии и организации процесса разборки машин, промывки их деталей и дефектации, ремонта и изготовления новых деталей, пригонки деталей по месту, сборки, испытания, регулировки и окраски оборудования. [c.239]
Ремонтные простои во время планово-предупредительных ремонтов, связаны обычно с полной и частичной разборкой машин и их механизмов, дефектацией, заменой или восстановлением изношенных деталей и узлов, сборкой, регулировкой и отладкой
[c. 87]
87]
В справочнике изложены основные положения планово-предупредительной системы ремонта и технического обслуживания путевых машин, основы организации и технологии ремонта, периодичность и объемы работ по ремонту и техническому обслуживанию машин. Рассмотрены вопросы технологии ремонта подготовки машин к ремонту, порядок разборки машин и узлов, дефектация деталей и сборочных единиц, методы ремонта и восстановления узлов и деталей. Вопросы технологического обслуживания и ремонта путевых машин изложены учетом опыта передовых ремонтных предприятий. [c.2]
Сортировка дефектных деталей и сборочных единиц. Предельный износ — износ, при котором дальнейшая эксплуатация машины, сборочной единицы становится экономически нецелесообразной. Допустимый износ — износ, при котором не нарушается работоспособность соединения и наработка будет равна не менее одного межремонтного периода.
 Допустимый размер — размер детали, имеющей допустимый износ, а допустимый зазор — зазор в сопряжении двух деталей, имеющих допустимые износы. После промывки сборочных единиц и деталей проводят их дефектацию, т. е. контроль их технического состояния. Дефектацию обычно проводят в два этапа. При контроле сборочных единиц замеряют боковые и радиальные зазоры в зубчатых передачах, зазоры между сопряженными деталями, измеряют сопротивление изоляции электрических машин и т. п. Пос.че дефектации сборочные единицы разбирают и проводят дефектацию деталей.
[c.39]
Допустимый размер — размер детали, имеющей допустимый износ, а допустимый зазор — зазор в сопряжении двух деталей, имеющих допустимые износы. После промывки сборочных единиц и деталей проводят их дефектацию, т. е. контроль их технического состояния. Дефектацию обычно проводят в два этапа. При контроле сборочных единиц замеряют боковые и радиальные зазоры в зубчатых передачах, зазоры между сопряженными деталями, измеряют сопротивление изоляции электрических машин и т. п. Пос.че дефектации сборочные единицы разбирают и проводят дефектацию деталей.
[c.39]Использование альбомов чертежей при дефектации ремонтируемой машины. Как уже было сказано, конструктор, прорабатывая ведомость дефектов, выбирает из альбомов запасных частей данной машины чертежи деталей, подлежащих замене или восстановлению. На чертежах новых деталей, на которых указаны допуски на определенных поверхностях, конструктор уточняет размеры согласно сопрягаемой детали данной ремонтируемой машины. При необходимости создать ремонтный чертеж конструктор берет чертеж из альбома, сверяет его с натурой и вносит в него изменения, вытекающие из переделки его в ремонтный. Соответственно он дополняет индекс чертежа условными обозначениями. При отсутствии в альбоме чертежа нужной детали конструктор создает новый чертеж, дополняя им альбом.
[c.145]
Соответственно он дополняет индекс чертежа условными обозначениями. При отсутствии в альбоме чертежа нужной детали конструктор создает новый чертеж, дополняя им альбом.
[c.145]
Технологические процессы ремонта содержат указания о порядке, режимах и нормативах времени на демонтаж и разборку объекта ремонта, дефектацию, ремонт деталей и сборочных единиц, сборку и испытания отремонтированной машины или ее составных частей. [c.36]
Дефектацию деталей проводят с целью определить их техническое состояние деформацию и износ поверхностей, целость материала, изменение свойств и характеристик рабочих поверхностей, сохранность формы. Дефектацию деталей осуществляют в соответствии с таблицами дефектации технических условий или требований на ремонт машин. [c.68]
Ремонтируемое на заводах объединения оборудование подвергается наружному осмотру, промывается в моечных машинах, разбирается на сборочные единицы и детали, вторично промывается, сушится и подвергается дефектации (составляются ведомости дефектов). Большинство изношенных деталей отбраковывается, часть из них восстанавливается, а остальные заменяются новыми. Восстановленные корпусные детали поступают на сборку.
[c.273]
Большинство изношенных деталей отбраковывается, часть из них восстанавливается, а остальные заменяются новыми. Восстановленные корпусные детали поступают на сборку.
[c.273]
Уменьшают простои станка в ремонте применением прогрессивной технологии и предельно четкой организацией процесса ремонта па всех его стадиях. Разборка машины или станка, промывка деталей, дефектация, производство собственно ремонтных работ, включая изготовление новых деталей и пригонку деталей по месту, сборка, испытание, регулировка, окраска отремонтированного оборудования — все без исключения этапы процесса ремонта и каждый этап в отдельности должны быть согласованы так, чтобы ни одна минута не расходовалась непроизводительно. Останавливать станки на ремонт нужно только после изготовления новых деталей. [c.76]
Исследованиями установлено, что при плохой очистке поверхностей деталей современных машин ресурс их снижается на 20…50%. Полное удаление всех загрязнений в значительной степени улучшает качество дефектации, восстановление деталей, снижает появление брака и на 6. ..8% повышает производительность труда на разборочных и сборочных операциях.
[c.132]
..8% повышает производительность труда на разборочных и сборочных операциях.
[c.132]
Промытые и очищенные соединения и детали поступают на рабочее место, расположенное непосредственно за последним этапом очистки деталей. Рабочее место должно быть обеспечено необходимым измерительным инструментом и техническими требованиями на дефектацию деталей и соединений по машине каждой марки. [c.156]
В технических требованиях указаны марка и наименование машины или агрегата, чертеж, наименование и номер детали по каталогу по каждому соединению приведены нормальные, допускаемые и предельные зазоры или натяги, а по каждой детали показаны поверхности, подвергаемые износу перечислены возможные дефекты и указаны способы и средства их выявления приведены нормальные и ремонтные размеры, а также размеры, допускаемые в соединении с деталями, бывшими в эксплуатации, и новыми приведены условия на выбраковку деталей.
 При дефектации все детали и соединения разделяют на годные без ремонта, требующие ремонта и негодные. Сортируют их на пять групп и каждую группу маркируют соответствующей краской годные — зеленой годные в соединении с новыми или отремонтированными до номинальных размеров деталями — желтой подлежащие ремонту на данном предприятии — белой подлежащие ремонту на специализированных предприятиях — синей негодные (выбракованные в утиль) — красной.
[c.156]
При дефектации все детали и соединения разделяют на годные без ремонта, требующие ремонта и негодные. Сортируют их на пять групп и каждую группу маркируют соответствующей краской годные — зеленой годные в соединении с новыми или отремонтированными до номинальных размеров деталями — желтой подлежащие ремонту на данном предприятии — белой подлежащие ремонту на специализированных предприятиях — синей негодные (выбракованные в утиль) — красной.
[c.156]Разборка и дефектация деталей. Перед снятием переднего моста с машины регулируют подшипники ступицы и замеряют зазор между втулкой и шкворнем. В грузовых автомобилях этот зазор определяют прибором, разработанным научно-исследовательским институтом автомобильного транспорта (НИИАТ). Индикатор 3 прибора (рис. 125) закрепляют струбцинами 2 на передней оси 1 автомобиля. При установке натяга индикатора переднюю ось поднимают так, чтобы колесо не касалось земли. Измерительный стержень индикатора подводят к нижней части опорного тормозного диска и устанавливают с натягом в три-четыре оборота стрелки. При медленном
[c.303]
При медленном
[c.303]
Основные операции ремонта подъемно-транспортных машин разборка машины на узлы, а узлов на детали очистка, мойка и дефектация деталей [c.285]
Дефектация деталей и нормы выбраковки типовых деталей подъемно-транспортных машин [c.295]
Машины поступают в ремонт с различной степенью износа деталей и с различными видами дефектов (повреждений). Установление степени пригодности деталей для дальнейшей работы в машине принято называть дефектацией деталей. [c.295]
Для многих машин (электровозы, автомобили и др.) такие технические требования на дефектацию и ремонт деталей разработаны и применяются при ремонте машины. [c.295]
Основные требования и нормы к дефектации и выбраковке типовых деталей подъемно-транспортных машин необходимо рассмотреть более подробно. [c.299]
В ведомости дефектов подробно перечисляются дефекты станка в целом, каждой детали в отдельности, подлежащей восстановлению и упрочнению. При дефектации важно знать и уметь назначать величины предельных износов для различных деталей оборудования. Однако точно установить величины предельных износов для всех многочисленных видов деталей в станках и машинах самых разнообразных типов и назначений, исходя из предъявляемых к ним специфических требований, — задача трудная.
[c.20]
При дефектации важно знать и уметь назначать величины предельных износов для различных деталей оборудования. Однако точно установить величины предельных износов для всех многочисленных видов деталей в станках и машинах самых разнообразных типов и назначений, исходя из предъявляемых к ним специфических требований, — задача трудная.
[c.20]
Научная организация труда направлена на отыскание оптимального варианта, позволяющего максимально сократить сроки ремонта без его удорожания. Это может быть осуществлено за счет I) тщательной дефектации намечаемой к ремонту машины с максимальным выявлением деталей, подлежащих замене при предстоящем ремонте, и подготовкой чертежей на эти детали 2) выявления деталей, подлежащих восстановлению при ремонте, и определения процессов восстановления [c.93]
Ремонтную ведомость (акт) составляют до начала текущего ремонта грузоподъемного крана. По результатам осмотра и дефектации узлов и деталей, а также на основе опроса ремонтного персонала в эту ведомость вносят дефекты узлов и деталей, подлежащих ремонту, учитывая все предварительные данные, подробно перечисляют дефекты грузоподъемного крана в целом, каждого узла и каждой восстанавливаемой детали в отдельности, а также детали, поцлежащие замене новыми. Ремонтная ведомость, составленная на каждую машину, поступившую в ремонт, является основным документом, поэтому результаты ремонта прямо зависят от качества ее составления. Правильно и достаточно подробно составленная ремонтная ведомость является существенным дополнением к технологическим процессам на ремонт. Составлением ремонтных ведомостей должны заниматься работники, имеющие высокую квалификацию и значительный практический опыт по ремонту и эксплуатации грузоподъемных кранов.
[c.337]
Ремонтная ведомость, составленная на каждую машину, поступившую в ремонт, является основным документом, поэтому результаты ремонта прямо зависят от качества ее составления. Правильно и достаточно подробно составленная ремонтная ведомость является существенным дополнением к технологическим процессам на ремонт. Составлением ремонтных ведомостей должны заниматься работники, имеющие высокую квалификацию и значительный практический опыт по ремонту и эксплуатации грузоподъемных кранов.
[c.337]
I. Изложите порядок сдачи машины и ее частей в ремонт. 2. Каковы особенности разборки машин в мастерских общего назначения и в специализированных предприятиях 3. Какое оборудование применяют для подъема и транспортирования машин, сборочных единиц и деталей 4. Какое оборудование применяют для разборки неподвижных соединений 5. Какими способами удаляют концы обломанных шпилек и болтов 6. Каковы основные принципы и приемы разборки машин 7. Изложите особенности разборки дизелей. 8. Что такое дефектация На какие группы сортируют детали и как их маркируют при дефектации на ремонтных предприятиях 9. Как составляют ведомость дефектов при необезличенном и обезличенном ремонтах 10. Какими средствами измеряют износ и искажение формы деталей 11. Изложите основные способы выявления скрытых дефектов деталей. 12. Как дефектуют шестерни 13. Как дефектуют подшипники качения 14. Изложите сущность дефектации пружин и резьбовых соединений.
[c.162]
8. Что такое дефектация На какие группы сортируют детали и как их маркируют при дефектации на ремонтных предприятиях 9. Как составляют ведомость дефектов при необезличенном и обезличенном ремонтах 10. Какими средствами измеряют износ и искажение формы деталей 11. Изложите основные способы выявления скрытых дефектов деталей. 12. Как дефектуют шестерни 13. Как дефектуют подшипники качения 14. Изложите сущность дефектации пружин и резьбовых соединений.
[c.162]
Общими процессами при ремонте всех машин, независимо от их конструкции и вида ремонта (кроме междусменного), являются разборка машины на узлы и узлов на детали очистка, мойка и дефектация деталей восстановление деталей [c.425]
При проведении текущих ремонтов важно правильно провести дефектацию деталей и узлов. При отсутствии руководстша по ремонту машины, включающее раздел Дефектация изделия в собранном виде (ГОСТ 2.602-—68 Ремонтные документы ), можно пользоваться нижеследующими рекомендациями по дефектации. [c.182]
[c.182]
Независимо от марки двигателя направляющие втулки клапанов, втулки коромысел, палец промежуточной шестерни в сборе, втулки распределительного вала, шпильки корпусных деталей, клапаны масляного насоса и фильтров, а также узлы топливной аппаратуры, счетчик моточасов, центрифугу и некоторые другие снимают и разбирают только после очистки и дефектации. Эти детали и узлы могут оказаться годными для дальнейшей работы без ремонта, и лишняя разборка усложнит общий процесс ремонта машины. [c.155]
Магнитопорошковым способом выявляют наружные трещины в сплошных деталях, изготовленных из ферромагнитных металлов (сталь, чугун). Сущность способа заключается в том, что деталь намагничивают и затем посыпают ферромагнитным порошком или поливают магнитной суспензией (50 г магнитного порошка на 1 л дизельного топлива или керосина). Предварительно дегаль смазывают трансформаторным или машинным маслом. Частицы порошка концентрируются по краям трещины, как у полюсов магнита, и указывают место ее расположения и конфигурацию. Если деталь подлежит ремонту, ее после дефектации размагничивают помещают в соленоид переменного тока и медленно выводят оттуда или постепенно уменьшают ток до нуля. На ремонтных предприятиях применяют стационарные магнитные дефектоскопы М-217, ЦНВ-3, УМД-900 и переносные 77ПМД-ЗМ, ПДМ-68 и др. Магнитным способом нельзя дефектовать детали из цветных металлов, так как они не обладают магнитными свойствами.
[c.158]
Частицы порошка концентрируются по краям трещины, как у полюсов магнита, и указывают место ее расположения и конфигурацию. Если деталь подлежит ремонту, ее после дефектации размагничивают помещают в соленоид переменного тока и медленно выводят оттуда или постепенно уменьшают ток до нуля. На ремонтных предприятиях применяют стационарные магнитные дефектоскопы М-217, ЦНВ-3, УМД-900 и переносные 77ПМД-ЗМ, ПДМ-68 и др. Магнитным способом нельзя дефектовать детали из цветных металлов, так как они не обладают магнитными свойствами.
[c.158]
При агрегатном (сменно-узловом) методе ремонта (рис. 187) детали ремонтируемой машины в процессе дефектации делятся на пять групп годные требующие непродолжительного ремонта требующие продолжительного ремонта простые детали, требующие еамены сложные детали, требующие замены. Несложные детали могут быть отремонтированы или изготовлены заново в период ремонта машины, не влияя существенно на его продолжительность. Ремонт и изготовление сложных деталей (зубчатых колес, барабанов) неизбежно удлинят продолжительность ремонта всей машины. Такие работы необходимо выполнять в межремонтный период, что допустимо только в случае замены деталей, т. е. вместо деталей, снятых с ремонтируемой машины (№ п), будут установлены такие же детали, предварительно изготовленные или снятые с однотипной машины (№ п — 1). В свою очередь, сложные детали, снятые с машины № п, после их ремонта и изготовления будут использованы при ремонте однотипной машины (№ л + 1). Таким образом, при агрегатном методе ремонта создается оборотный фонд отремонтированных и изготовленных деталей и собранных узлов (редукторов, тормозов, лебедок идр.). При этом создаете я обезличивание деталей и узлов, входящих в оборотный фонд. Однако при полной взаимозаменяемости деталей и узлов и их одинаковом качестве такое обезличивание (обезличенный ремонт) не влияет на качество ремонта машин.
[c.288]
Такие работы необходимо выполнять в межремонтный период, что допустимо только в случае замены деталей, т. е. вместо деталей, снятых с ремонтируемой машины (№ п), будут установлены такие же детали, предварительно изготовленные или снятые с однотипной машины (№ п — 1). В свою очередь, сложные детали, снятые с машины № п, после их ремонта и изготовления будут использованы при ремонте однотипной машины (№ л + 1). Таким образом, при агрегатном методе ремонта создается оборотный фонд отремонтированных и изготовленных деталей и собранных узлов (редукторов, тормозов, лебедок идр.). При этом создаете я обезличивание деталей и узлов, входящих в оборотный фонд. Однако при полной взаимозаменяемости деталей и узлов и их одинаковом качестве такое обезличивание (обезличенный ремонт) не влияет на качество ремонта машин.
[c.288]
При дефектации важно знать и уметь назначать величины предельных износов для различных деталей оборудования. Однако точно установить величины предельных износов для всех мно1 о-численных видов деталей в станках и машинах самых разнообразных типов и назначений,- исходя из предъявляемых к ним специфических требований, — задача трудная.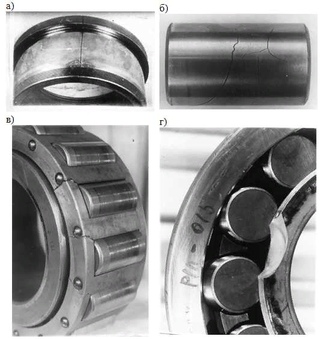 [c.16]
[c.16]
Лабораторная работа №1 Разборка и дефектация асинхронного короткозамкнутого двигателя при ремонте
ФГОУ ВПО Ставропольский государственный аграрный университетКафедра «Электроснабжение и эксплуатация электрооборудования»
ЛАБОРАТОРНАЯ РАБОТА №1
Разборка и дефектация асинхронного короткозамкнутого двигателя
при ремонте
г. Ставрополь, 2008 г.
Лабораторная работа №1
Разборка и дефектация асинхронного короткозамкнутого двигателя при ремонте
Цель работы: Освоить методику разборки и дефектации асинхронного двигателя. Научится работать на стенде ОР 9174, а также определять состояние обмотки статора с помощью прибора ЕЛ-15.
Содержание работы и порядок ее выполнения
Дефектация электрических машин при ремонте проводится для определения характера и объёма ремонта или возможности списания машины. Все неисправности механической и электрической частей записываются в специальную ведомость, которая служит основой для выдачи нарядов на выполнение ремонтных работ.
Содержание работы и порядок ее выполнения, а также дефектировочной ведомости заносятся в тетрадь.
Порядок выполнения работы
1. Осмотреть электродвигатель и записать его паспортные данные.
2. Провести дефектацию электродвигателя до его разборки.
3. Разобрать электродвигатель.
4. Выполнить дефектацию электродвигателя после разборки.
5. Заполнить дефектировачную ведомость.
Требования безопасной работы
Работа выполняется с соблюдением инструкции по технике безопасности в лаборатории кафедры «Электроснабжение и эксплуатация электрооборудования». Кроме того необходимо соблюдать следующие требования:
для присоединения мегаомметра к измеряемым цепям применять изолированные провода, имеющие на концах изолирующие рукоятки с зажимами;
измерения мегаомметром проводят 2 человека, один из которых вращает ручку мегаомметра, а другой подключает аппарат к измеряемым участкам схемы;
любые переключения схемы проводить после отключения её от сети.
Методика определения неисправностей двигателя, его деталей и узлов
Краткие сведения об устройстве асинхронного короткозамкнутого двигателя.
Электродвигатели служат преобразователями электрической энергии в механическую и составляют основу электропривода большинства механизмов. Наибольшее распространение в сельском хозяйстве имеют асинхронные двигатели с короткозамкнутым ротором различных серий. С 1970 года выпускаются новые двигатели серии 4А, имеющие лучшие технико-экономические показатели по сравнению с двигателями А2/АО2/ и предназначенные для их замены. Серия 4А охватывает диапазон номинальных мощностей от 0,6 до 400 кВт, имеет 17 высот оси вращения от 50 до 355 мм. Предусмотрено 3 исполнения по степени механической защиты (IР44, IР23, IР54).
В серию 4А входят двигатели специализированного исполнения для сельского хозяйства (высота оси вращения 50-180мм), с мощностью до 30 кВт с частотой вращения 3000, 1500, 1000 мин-1 на напряжение 380 В. Двигатели сельскохозяйственного назначения могут длительно работать при пониженном до 90 и 80% напряжении от номинального значения со снижением мощности соответственно на 5 и 15 %.
Асинхронный двигатель состоит из неподвижного статора и вращающегося ротора (рисунок1). Станина статора 6, представляющая собой литое изделие из чугуна или алюминиевого сплава в зависимости от исполнения двигателя, лапами или фланцем крепится к фундаменту или к другой конструкции. В станине жестко закреплён сердечник статора 8. Магнитопровод асинхронного двигателя для увеличения передаваемой электромагнитной мощности выполнен из листовой электротехнической стали. В листах, из которых собирается сердечник статора, выштампованы пазы, куда укладывается статорная обмотка 5 из медного изолированного провода. Обмотка изолирована от сердечника электроизоляционным материалом.
На корпусе установлена коробка выводов 18, имеющая внутри зажимы для подключения выводов обмотки и присоединения двигателя к сети. Сверху на корпусе расположен грузовой болт 7 для подъёма двигателя, а сбоку болт 21 для подключения заземления.
Рисунок 1 — Асинхронный электродвигатель серии 4А с короткозамкнутым ротором и со степенью защиты IP44: 1, 3 — наружная и внутренняя крышки подшипников; 2, 16 — подшипники качения; 4 — замыкающее кольцо ротора с вентиляционной лопаткой; 5, 8 — обмотка и сердечник статора; 6 – станина; 7 — рым-болт; 9 — сердечник ротора; 10 — балансировочный груз; 11 – вал; 12, 21 – болты; 13 — подшипниковый щит; 14 – кожух; 15 — наружный вентилятор; 17 — втулка вентилятора; 18 — коробка выводов; 19 — стопорные винты; 20 — скоба.
Второй основной частью магнитной цепи является сердечник ротора 9, собранный из круглых листов электротехнической стали, с выштамповаными пазами для роторной обмотки. Обмотка ротора образуется заливкой алюминия в пазы и соединения залитых в пазы частей в единую короткозамкнутую систему кольцом.
Сердечник ротора напрессован на цельнометаллический вал 11, который при помощи подшипников крепится в подшипниковые щиты 13, отлитые из чугуна или алюминиевого сплава. Рабочий конец вала служит для соединения двигателя с приводным механизмом, на другом конце размещён вентилятор 15 для охлаждения двигателя. Вентилятор закрыт кожухом 14.
Помимо асинхронных короткозамкнутых двигателей выпускаются электродвигатели с фазным ротором. Они используются для привода механизмов с большим моментом при пуске, а также при необходимости регулирования частоты вращения в небольших пределах. В фазном роторе в пазах укладывают трёхфазную обмотку, соединённую обычно в звезду. Свободные концы у такой обмотки подведены к контактным кольцам, на которые накладываются щётки, позволяющие присоединить к вращающемуся ротору реостат, используемый для плавного пуска двигателя и регулирования его частоты вращения.
Принцип действия асинхронного двигателя основан на законе электромагнитной индукции. При подключении двигателя к сети трёхфазного переменного тока в обмотке статора образуется вращающееся магнитное поле, под действием которого в роторе индуктируется ЭДС и протекает ток. Взаимодействие тока ротора с полем статора создаёт вращающий момент, под действием которого ротор приходит во вращение.
Разборка электродвигателя
Перед проведением ремонта электродвигатель отключают от сети и принимают меры по предупреждению’ случайной подачи напряжения. Электродвигатель очищают от пыли и грязи, снимают крышку коробки выводов, отсоединяют кабель питания, а также отсоединяют провод заземления. Разъединяют электродвигатель и рабочую машину, снимают его с фундамента и транспортируют на участок ремонта.
Разборку электродвигателя начинают со съёма шкива, полумуфты или звёздочки с вала. При этом используются ручные винтовые съёмники для электродвигателей малых или средних габаритов или гидравлические съёмники для электродвигателей больших габаритов.
Снимается кожух вентилятора (у электродвигателей закрытого обдуваемого исполнения) и снимается вентилятор.
Отвёртывают болты, которыми прикреплён к станине задний (расположенный со стороны противоположной приводу) и передний подшипниковые щиты. Снимают задний щит лёгкими ударами молотка по надставке из дерева, алюминия или меди. Вынимают ротор из статора, стараясь не повредить лобовых частей обмотки (между ротором и статором рекомендуется проложить лист картона). Выемку ротора машин малой мощности производят вручную, для машин средней и большой мощности используют специальные подъёмные приспособления.
Снимают передний щит с подшипника ротора лёгкими ударами молотка по надставке.
Снимают подшипники качения с вала. Для этой цели используются ручные съёмники или стенд для разборки электрических машин ОР 9174. При его использовании ротор устанавливается в тиски, так чтобы концы вала расположились по возможности симметрично относительно оси поворота стола и закрепляется специальным ключом, входящим в комплект стенда. При этом необходимо обеспечить соосность вала ротора и головки съёмника. Каретка съёмника вручную перемещается до положения, обеспечивающего ввод захватов съёмника за внутренний торец наружного кольца подшипника. Вращением гайки и рукоятки захваты заводятся в зацепление. Включается выключатель гидропривода. Поворотом рукоятки крана управления создаётся рабочий ход гидроцилиндра съёмника. После окончания рабочего хода гидроцилиндра он переключается на обратный ход, разъединяются захваты, и удаляется снятый подшипник. Выключается гидропривод. Стол поворачивается на 180 градусов. В описанном порядке снимается второй подшипник.
Разборка двигателя закончена.
Дефектация асинхронного двигателя
В ремонтной практике о состоянии двигателя судят по результатам осмотра и измерения некоторых параметров. К исправному двигателю предъявляются следующие основные требования:
1. Он должен быть укомплектован всеми деталями и узлами;
2. На станине, подшипниковых щитах, корпусе и крышке вводного устройства, кожухе вентилятора не должно быть трещин, сколов и вмятин, а также повреждений лакокрасочного покрытия;
3. Недолжно быть осевого обгорания контактных болтов клеммой панели вводного устройства;
4. Должны иметь правильную маркировку выводные концы обмотки;
5. Не должно быть осевого смещения ротора и обрыва его стержней;
6. Сопротивление изоляции обмотки одной фазы относительно другой и относительно станины должно быть при рабочей температуре не менее 0,5 Мом;
7. Не должно быть замыкания обмотки на станину и между фазами, обрыва и межвиткового замыкания;
8. Сила тока основного хода должна составлять 30…60% от номинального, а неравномерность токов в отдельных фазах не должна превышать 5% от их среднего арифметического значения;
9. Отклонения между наибольшим и наименьшим воздушным зазором от среднего арифметического значения воздушного зазора не должно, превышать 10%
При проведении дефектации двигателя в целом и его отдельных частей ориентируются на характерные неисправности, наиболее часто встречающиеся в ремонтной практике. Перечень их приведён ниже.
Перечень возможных дефектов и вид ремонта
Трещины и сколы на лапах, корпусе, подшипниковых щитах (трещины более длины корпуса, отбито более 2 лап — двигатель в ремонт не принимается), трещины и сколы в посадочных местах — капитальный ремонт.
Износ и срыв резьбовых соединений (резьба имеет более 2 сорванных ниток, смяты головки болтов, болты искривлены — текущий ремонт).
Обгорание или обугливание обмоток статора или других его частей — капитальный ремонт.
Нарушение лакового покрова лобовых частей обмотки статора -капитальный ремонт.
Обрыв, ослабление или потеря механической прочности бандажами лобовых частей, ослабление или выпадение пазовых клиньев — текущий ремонт.
Повреждение изоляции выводных проводов — текущий ремонт.
Увлажнение обмотки- статора (сопротивление изоляции менее 4 МОм при 15° С — текущий ремонт, сушка; если после сушки сопротивление изоляции менее 4 МОм — капитальный ремонт).
8. Следы подгорания, трещины на клеммной коробке – текущий ремонт.
Коррозия, вмятины на активной стали статора и ротора — текущий ремонт (зачистка поверхности, покрытие лаком).
Ослабление шихтовки статора и ротора, повреждение листов (тонкое лезвие ножа входит между листами, при постукивании молотком дребезжание и выделение пыли красного цвета — капитальный ремонт).
Повреждение подшипников (разрушение сепараторов, шариков, выкрашивание металла на дорожках качения, большой радиальный зазор, сколы и трещины на кольцах сепараторах или шариках, забоины или вмятины на поверхности дорожек качения, цвета побежалости на поверхности колец, сепараторов, шариков, царапины или риски, расположенные поперёк пути качения шариков, стук и неустраняемый после промывки шум в подшипниках, чёткие отпечатки шариков на дорожках качения — текущий ремонт подшипников).
Износ шеек вала в местах посадки подшипника — капитальный ремонт.
Ослабление посадки шкива или полумуфты на валу ротора — капитальный ремонт.
Износ поверхностей боковых стенок шпоночной канавки — текущий ремонт.
Изгиб лопаток вентилятора, вмятины и трещины на корпусе — текущий ремонт.
Повреждение окраски — текущий ремонт.
Вмятины или искривления вала двигателя — капитальный ремонт.
а) б)
Рисунок 2 – Статор асинхронного электродвигателя без обмотки а) и стальной лист статора б)
Рисунок 3 – Короткозамкнутые роторы асинхронных электродвигателей: а) – со сварной обмоткой «беличья клетка»; б) – с литой обмоткой.
Более сложно решается вопрос определения неисправностей обмотки статора и стержней ротора. В обмотках статора электродвигателей чаще всего наблюдаются следующие неисправности: обрыв цепи, замыкание между фазами и обмотки на корпус, витковые замыкания.
Отмеченные неисправности выявляются следующим образом:
— в собранной или разобранной машине обрыв в цепи обмотки определяется контрольной лампой или мегаомметром. Для определения обрыва обмотки фазы мегаомметр присоединяют к её выводам, выполняют измерения. При наличии обрыва мегаомметр покажет значение близкое к бесконечности;
— замыкание обмотки фазы на станину или другую фазу выявляют при измерении сопротивления изоляции мегаомметром. При наличии замыкания стрелка прибора будет находиться на нуле. Измерения выполняются для всех фаз;
— для проверки наличия витковых замыканий используется аппарат ЕЛ-15, электронное устройство, применяемое при производстве и ремонте электрических машин. В приборе генератор импульсов вырабатывает импульсы испытательного напряжения частотой 100 Гц, амплитуда которых плавно регулируется. Импульсы подаются в испытываемые обмотки и в блок развёртки луча. Импульсы, прошедшие через обмотку, сравниваются на экране электронно-лучевой трубки. Если одна из обмоток имеет дефект, то импульсы, прошедшие через неё, уменьшаются по амплитуде и на экране будет наблюдаться раздвоение.
На передней панели ЕЛ-15 зажимы «ВЫХОДНЫЕ ИМПУЛЬСЫ» служат для присоединения последовательно соединённых испытываемых обмоток, зажим «СИГНАЛ ЯВЛЕНИЯ» — для соединения средней точки проверяемых обмоток. Выключатель В6 «СЕТЬ» предназначен для подключения аппарата (при включении загорается светодиод VD 5). Выключатель В5 «МАСШТ.» предназначен для измерения масштаба развёртки луча. Ручка «АМПЛИТУДА» обеспечивает амплитуду напряжения импульса, подаваемого на проверяемые обмотки. Ручка «ФОКУС» — для фокусировки луча на экране трубки. Ручка «СМЕЩЕНИЕ» — для смещения изображения на экране трубки в вертикальной плоскости. Выключатели В2, ВЗ, В4 предназначены для устранения возможной естественной ассимметрии проверяемых обмоток, а ВПП — для переключения на работу с приспособлением.
Порядок исследования обмоток статора с использованием аппарата ЕЛ-15 заключается в следующем:
— после подключения аппарата к сети включить выключатель «СЕТЬ» и выдержать не менее одной минуты, пока прогреется электронно-лучевой индикатор. Поворотом ручки «ФОКУС» вправо или влево сфокусировать луч так, чтобы на экране он был чётким. Ручкой «СМЕЩЕНИЕ» перевести луч на экране в удобное для наблюдения положение.
Две проверяемые обмотки присоединяют к аппарату как показано на рисунке 4, 5. Если три фазы обмотки соединены в звезду, то зажим «ВЫХОДНЫЕ ИМПУЛЬСЫ» присоединяют к выводам двух фаз, а левый зажим «СИГНАЛ ЯВЛЕНИЯ» к нулевой точке.
Если фазы обмоток соединены в треугольник, то левый зажим «СИГНАЛ ЯВЛЕНИЯ» нужно присоединить к третьему выводу.
После присоединения обмоток поворотом ручки «АМПЛИТУДА» устанавливают амплитуду импульса такой величины, чтобы на экране была кривая удобная по масштабу для наблюдения. Небольшое раздвоение кривых компенсируется одним из переключателей «СИММЕТР.».
При наличии витковых замыканий на экране будут наблюдаться две синусоиды.
Испытав две фазы обмотки, необходимо поменять одну из них с обмоткой третьей фазы и провести проверку. Если после этого на экране будет одна кривая а не две, то дефектной обмоткой является заменённая.
Содержание отчёта
Описать и проанализировать неисправности асинхронного двигателя. Результаты представить в виде дефектовочной ведомости (таблица 1).
Паспортные данные:
Таблица1 — Результаты осмотра двигателя
| Наименование узлов и деталей двигателя | Обнаруженные неисправности | Рекомендуемый способ ремонта |
| Станина | ||
| Подшипниковые щиты | — | |
| И т.д. |
Общее заключение.
(PDF) Мониторинг состояния и диагностика неисправностей электрических двигателей — обзор
728 IEEE TRANSACTIONS ON ENERGY CONVERSION, VOL. 20, NO. 4, ДЕКАБРЬ 2005 г.
[36] Б.Г. Гайдон, «Инструмент для обнаружения дефектов в цепи ротора асинхронного двигателя
путем измерения колебаний скорости», в Proc. Electric Test Mea-
контрольно-измерительные приборы — Testmex Conf. Статьи, 1979, стр. 5–8.
[37] Дж. Пенман, М. Н. Дей, А. Дж. Тейт и У. Э. Брайан, «Мониторинг состояния электрических приводов», Proc.Inst. Избрать. Англ. В, т. 133, нет. 3, pp.
142–148, май 1986 г.
[38] К. Р. Чо, Дж. Х. Ланг и С. Д. Уманс, «Обнаружение сломанных стержней ротора
в асинхронных двигателях с использованием оценки состояния и параметров», IEEE Trans.
Ind. Appl., Vol. 28, вып. 3. С. 702–709, май / июн. 1992.
[39] Ф. Филиппетти, Дж. Франческини, К. Тассони и П. Вас, «Де-
в асинхронных машинах: Сравнение между подходом к спектру тока
и подходом к оценке параметров», в Proc.IEEE Industry
Applications Soc. Ежегодная конференция, т. 1, Денвер, Колорадо, 1994, стр.
95–102.
[40] М. Хаджи и Х. А. Тольят, «Распознавание образов — метод обнаружения поломки стержня ротора индукционных машин
», IEEE Trans. Energy Convers.,
т. 16, нет. 4, стр. 312–317, декабрь 2001 г.
[41] Дж. Ф. Бангура и Н. А. Демердаш, «Сравнение характеристик и диагностики сломанных стержней / концевых соединителей и воздушного зазора
Эксцентриситет асинхронных двигателей в ASD, использующие метод связанных конечных элементов
пространства состояний », IEEE Trans.Energy Convers., Vol. 15, вып. 1,
pp. 48–56, Mar. 2000.
[42] JF Bangura, RJ Povinelli, NAO Demerdash, RH Brown,
«Диагностика эксцентриситета и поломок соединителя стержня / концевого кольца в
полифазе. асинхронные двигатели с помощью комбинации данных временных рядов
добычи и методов временного шага, связанных FE-state-space », IEEE
Trans. Ind. Appl., Vol. 39, нет. 4. С. 1005–1013, июл. / Авг. 2003.
[43], «Диагностика неисправностей, связанных с поломкой стержня и концевого кольца в многофазных асинхронных двигателях
, с помощью нового двойного трека анализа данных временного ряда
и моделирования пространства состояний с пошаговым управлением по времени», IEEE
Пер.Energy Convers., Vol. 17, нет. 1, стр. 39–46, март 2002 г.
[44] AM Trzynadlowski и E. Ritchie, «Сравнительное исследование среды di-
для индукционной машины: случай неисправности сепаратора ротора», IEEE
Trans . Ind. Electron., Vol. 47, нет. 5, pp. 1092–1099, Oct. 2000.
[45] И. Керзенбаум и К. Ф. Ланди, «Существование больших токов между стержнями
в трехфазных двигателях с короткозамкнутым ротором и / или
. кольцевые неисправности », IEEE Trans.Power App. Syst., Т. ПАС-103, вып. 7, pp.
1854–1862, июль 1984 г.
[46] RF Walliser и CF Landy, «Определение эффектов межблочного тока
при обнаружении сломанных стержней ротора в асинхронных двигателях с короткозамкнутым ротором»,
IEEE Пер. Energy Convers., Vol. 9, вып. 1, стр. 152–158, март 1994 г.
[47], «Существование больших токов между шинами в трехфазных двигателях с короткозамкнутым ротором
с повреждениями стержня ротора и / или концевых колец», IEEE Trans .Энергия
Конверс., Т. 9, вып. 1, стр. 159–164, март 1994 г.
[48] Г. Х. Мюллер и К. Ф. Лэнди, «Новый метод обнаружения сломанных стержней ротора
в асинхронных двигателях с короткозамкнутым ротором при наличии межблочных токов
», IEEE Trans . Energy Convers., Vol. 18, нет. 1, pp. 71–79, Mar.
2003.
[49] J. Milimonfared, HM Kelk, S. Nandi, A. Der Minassians и HA
Toliyat, «Новый подход к обнаружению поломки стержня ротора. в клетке в клетке
тяговые двигатели », IEEE Trans.Ind. Appl., Vol. 35, нет. 5, pp. 1000–1006,
сен. / Окт. 1999.
[50] Дж. Пенман и А. Ставру, «Сломанные стержни ротора: их влияние на рабочие характеристики асинхронных машин», в Proc. IEEE Electric Power
Applications, vol. 143, ноябрь 1996 г., стр. 449–457.
[51] Б. Хеллер, В. Хамата, Эффекты гармонического поля в индукции Ма-
-хайн. Нью-Йорк: Elsevier, 1977.
[52] Дж. Р. Камерон, У. Т. Томсон и А. Б. Доу, «Мониторинг вибрации и тока
для обнаружения эксцентриситета воздушного зазора в больших асинхронных двигателях»,
Proc.Inst. Избрать. Англ. В, т. 133, нет. 3, pp. 155–163, May 1986.
[53] А. Барбур и У. Т. Томсон, «Исследование методом конечных элементов паза ротора де-
знаков в отношении текущего контроля для обнаружения статического эксцентриситета воздушного зазора в асинхронный двигатель с короткозамкнутым ротором », Тр. IEEE Industry Ap-
plations Soc. Ежегодная конференция, Новый Орлеан, Луизиана, 5–8 октября 1997 г.,
, стр. 112–119.
[54] DG Dorrell, WT Thomson и S. Roach, «Анализ потока в воздушном зазоре,
тока, вибрационных сигналов как функция комбинации статического и
динамического эксцентриситета воздушного зазора в трехфазных асинхронных двигателях», IEEE Trans.
Ind. Appl., Vol. 33, нет. 1. С. 24–34, янв. / Февр. 1997.
[55] С. Нанди, С. Ахмед и Х. А. Тольят, «Обнаружение паза ротора и
других гармоник, связанных с эксцентриситетом, в трехфазном асинхронном двигателе
с различными обоймами ротора», IEEE Trans. Energy Convers., Vol. 16, нет. 3,
pp. 253–260, Sep. 2001.
[56] A. Ferrah, PJ Hogben-Liang, KJ Bradley, GM Asher, and MS
Woolfson, «Влияние конструкции ротора на бессенсорную оценку скорости.
с использованием гармоник паза ротора, идентифицированных с помощью адаптивной цифровой фильтрации с использованием метода максимального правдоподобия
», в Proc.IEEE Industry Applications-
Соц. Анну. Конференция конференции, Новый Орлеан, Луизиана, 5–8 октября 1997 г., стр.
128–135.
[57] С. Нанди, Р. М. Бхарадвадж и Х. А. Толият, «Анализ производительности трехфазного индукционного двигателя
в условиях начальной микс-децентриситета»,
IEEE Trans. Energy Convers., Vol. 17, нет. 3, pp. 392–399, Sep. 2002.
[58] П. Л. Алджер, Природа индукционных машин. Нью-Йорк: Gordon and
Breach, 1965.
[59] G.Крон, Эквивалентные схемы электрических машин. Нью-Йорк: Wiley,
,, 1951.
,[60] М. М. Лившиц, «Гармоники поля в асинхронных двигателях», Trans. Амер.
Инст. Избрать. Англ., Т. 61, pp. 797–803, Nov. 1942.
[61] Х. А. Тольят, М. С. Арефин и А. Г. Парлос, «Метод динамического моделирования
эксцентриситета воздушного зазора в асинхронных машинах», IEEE Trans.
Ind. Appl., Vol. 32, нет. 4. С. 910–918, июл. / Авг. 1996.
[62] А. Дж.М. Кардосо и Э. С. Сараива, «Компьютерное обнаружение эксцентриситета воздушного зазора
при работе трехфазных асинхронных двигателей с использованием подхода Парка с вектором
», IEEE Trans. Ind. Appl., Vol. 29, нет. 5, pp. 897–901, сен / окт.
1993.
[63] Х. А. Толият и Н. А. Аль-Нуайм, «Новый метод моделирования эксцентриситета динамического воздушного зазора dy-
в синхронных машинах, основанный на модифицированной теории функций обмотки
», IEEE Trans. Energy Convers., Vol. 13, вып.2,
pp. 156–162, Jun. 1998.
[64] М. Хаджи и Х. А. Тольят, «Обнаружение неисправности эксцентриситета ротора двигателя постоянного тока
», in Proc. Конференция Общества промышленной электроники, Денвер, Колорадо,
ноября29 – дек. 2, 2001, стр. 591–596.
[65] Х. Мешгин-Келк, Дж. Милимонфаред и Х. А. Тольят, «Комплексный метод расчета коэффициентов индуктивности канальных машин с клеткой
», IEEE Trans. Energy Convers., Vol. 18, нет. 2, стр.
187–193, июнь 2003 г.
[66] Р. Р. Обейд, Т. Г. Хабетлер и Д. Д. Гриттер, «Упрощенный метод для
обнаружения механических неисправностей с использованием тока статора в малых индукционных двигателях
торможения» в Proc. . Промышленные приложения IEEE Annu. Конференция конференции, Рим,
Италия, 8–12 октября 2000 г., стр. 479–483.
[67] М.Э. Бенбузид и Э. Хашеми, «Обзор асинхронных двигателей.
Анализ сигнатуркак средство обнаружения неисправностей», IEEE Trans.Инд.
Электрон., Т. 47, нет. 5, pp. 984–993, Oct. 2000.
[68] М. Э. Бенбузид и Г. Б. Климан, «Какой метод обработки тока статора —
следует использовать для диагностики неисправностей ротора асинхронного двигателя?», IEEE
Trans. Energy Convers., Vol. 18, нет. 2, стр. 238–244, июнь 2003 г.
[69] Н. Артур и Дж. Пенман, «Мониторинг состояния индукционной машины с помощью спектров более высокого порядка
», IEEE Trans. Ind. Electron., Vol. 47, нет. 5, pp.
1031–1041, Oct.2000.
[70] Д. Дж. Т. Сиямбалапития и П. Г. Макларен, «Повышение надежности
и экономические преимущества он-лайн систем мониторинга для больших индукционных машин», IEEE Trans. Ind. Appl., Vol. 26, вып. 6, pp. 1018–1025,
Nov./Dec. 1990.
[71] Ф. Филиппетти, Дж. Франческини и К. Тассони, «Нейронные сети, помогающие
в онлайн-диагностике неисправностей асинхронных двигателей», в Proc. IEEE Industry
Applications Soc. Ежегодное собрание конф., т. 1, Торонто, Онтарио, Канада,
1993, стр. 316–323.
[72] Дж. Пенман и К. М. Инь, «Возможность использования обучения без учителя,
искусственных нейронных сетей для мониторинга состояния электрических машин», Proc. Inst. Избрать. Англ., Эл. Power Appl., Vol. 141, нет. 6, pp.
317–322, Nov.1994.
[73] П. Вас, Электрические машины и приводы на основе искусственного интеллекта:
Приложения нечетких, нейронных, нечетко-нейронных и генетических алгоритмов
Техники.Нью-Йорк: Oxford Univ. Press, 1999.
[74] Ф. Филиппетти, Дж. Франческини, К. Тассони и П. Вас, «Последние разработки
асинхронных двигателей для диагностики неисправностей с использованием методов искусственного интеллекта»,
IEEE Trans. Ind. Electron., Vol. 47, нет. 5, pp. 994–1004, Oct. 2000.
[75] К. Ким, А. Г. Парлос, Р. М. Бхарадвадж, «Бессенсорная диагностика неисправностей
асинхронных двигателей», IEEE Trans. Ind. Electron., Vol. 50, нет. 5,
pp. 1038–1051, Oct. 2003.
[76] K.Ким и А.Г. Парлос, «Диагностика неисправностей асинхронных двигателей на основе предсказателей neu-
и обработки вейвлет-сигналов», IEEE / ASME Trans. Mecha-
tronics, vol. 7, вып. 2, стр. 201–219, июнь 2002 г.
[77] М.Ю. Чоу, Методологии использования нейронной сети и нечеткой логики
Технологии обнаружения неисправностей в двигателе, Сингапур: World Sci-
enti fc, 1997.
Анализ сигнатур отказов машин
Целью данной статьи является представление последних достижений в области анализа сигнатур отказов машин с особым вниманием к анализу вибрации.Различные типы неисправностей, которые могут быть идентифицированы с помощью анализа сигнатуры вибрации, включают, например, неисправность шестерни, неисправность подшипника качения, неисправность опорного подшипника, неисправность гибкой муфты и неисправность электрической машины. Авторы не намерены пытаться предоставить подробный охват всех неисправностей, в то время как детальное рассмотрение дается предмету анализа сигнатур неисправностей подшипников качения.
1. Введение
Проблемы с машинами обширны источники высоких затрат на техническое обслуживание и нежелательных простоев во всех отраслях.Основная задача отдела технического обслуживания — сохранить машины и оборудование. оборудование в хорошем рабочем состоянии, что предотвращает выход из строя и производство потеря. Если отдел организует программу профилактического обслуживания, эта цель а также может быть достигнута экономическая выгода, в то время как точная информация правильное время — важный аспект поддерживающего режима [1]. Основанный на условиях стратегия технического обслуживания используется для непрерывного производственного процесса в отрасли.Техническое обслуживание по состоянию (CBM) состоит из непрерывного оценка состояния контролируемой машины и, таким образом, успешная выявление неисправностей до того, как произойдет катастрофическая поломка. Многочисленные состояния мониторинг (см) и методы диагностики используются для выявления неисправности машины, чтобы принять меры по их устранению. Идентификация неисправности машины может быть выполняется с использованием различных методик, таких как анализ сигнатуры вибрации, сигнатурный анализ, сигнатурный анализ шума и мониторинг температуры, с использование соответствующих датчиков, различного преобразования сигналов и анализа инструменты.
Анализ сигнатуры вибрации методы идентификации машинных неисправностей являются самыми популярными среди других техники. Мониторинг вибрации основан на том принципе, что вся система производит вибрацию. Когда машина работает правильно, вибрация небольшой и постоянный, однако, когда развиваются неисправности и некоторые динамические При изменении процесса в машине будут наблюдаться изменения в спектре вибрации. После обзора предыдущих опубликованных работ делается вывод, что неисправность шестерни, неисправность подшипника и неисправность муфты изучаются с целью исследования неисправности сигнатурный анализ.В большинстве промышленных машин используются шарики или тела качения. подшипники (РЭБ). Сигналы вибрации, полученные от подшипника сборки содержат обширную информацию о состоянии подшипников. Большинство из исследователи использовали методы анализа сигнатуры вибрации для прокатки идентификация дефекта подшипника элемента при единичном дефекте подшипника составные части. Были применены методы анализа вибрации во временной и частотной областях. проверено, но эффективная идентификация состояния подшипника, однако, не так простой.Несколько исследователей использовали искусственный интеллект методы, а также анализ частотно-временной области и разработанный эксперт система диагностики для выявления неисправностей подшипников с использованием искусственного нейронного сеть, нечеткая логика, вейвлет-преобразование и гибридные методы. В этой статье, обзор необходимости и различных методов анализа сигнатур неисправностей машин Обсуждаются. Особый упор делается на дается для анализа сигнатур вибрации подшипников качения, а другие также описаны техники.Эта бумага разделен на разные разделы, каждый из которых посвящен различным аспектам предмет. Он начинается с краткого изложения необходимости диагностики неисправностей машины, за которым следует посредством общего обзора многочисленных средств сигнатурного анализа.
2. Необходимость выявления неисправности машины
Неисправность машины может быть определена как любая изменение детали или компонента оборудования, из-за которого он не может работать его функция удовлетворительная, или это может быть определено как прекращение готовность предмета выполнять свою функцию.Знакомые этапы до окончательная неисправность — это начальная неисправность, бедствие, ухудшение и повреждение, все из них в конечном итоге делают деталь или компонент ненадежными или небезопасными для продолжение использования [2]. Классификация причин отказов следующая: (i) внутренняя слабость материала, проектирование и производство; (ii) неправильное использование или приложение напряжения в нежелательное направление; (iii) постепенное ухудшение из-за износ, разрыв, усталостное напряжение, коррозия и т. д. Выход из строя подшипников качения — это основной фактор выхода из строя вращающегося оборудования.Дефекты подшипников качения могут относиться к категории локализованных и распространяемых. К локализованным дефектам относятся: трещины, ямки и сколы, вызванные усталостью на поверхностях качения. Распределенный Дефект включает шероховатость поверхности, волнистость, несоосность дорожек и нестандартные размеры. тела качения. Эти дефекты могут возникать в результате изготовления и абразивного износа. [3].
Современные производственные предприятия очень сложный. Сбой процесса оборудование и приборы увеличили эксплуатационные расходы и привели к потеря производства.Необнаруженные или неисправленные неисправности могут вызвать сбои в связанном оборудовании и, в крайних случаях, может привести к катастрофическому несчастные случаи. Раннее обнаружение неисправностей в машинах может сэкономить миллионы долларов на стоимость аварийного обслуживания и производственных потерь. Коробка передач и подшипники неотъемлемые части многих механизмов [4]. Раннее обнаружение дефектов, следовательно, имеет решающее значение для предотвращения повреждения и вторичного повреждения другие части машины или даже полный отказ связанной большой системы может срабатывать [5].
Есть определенные цели идентификация неисправностей машины: (i) предотвращение будущих отказов; (ii) обеспечение безопасности, надежность и ремонтопригодность оборудования.
отказы машин выявляют цепочка реакций причины и дефекта. Конец цепочки обычно недостаточная производительность, обычно называемая симптомом, проблемой или просто проблема. Анализ сигнатуры неисправности машины работает в обратном направлении, чтобы определить элементы цепочки реакции, а затем переходит к связыванию наиболее вероятных причина отказа, основанная на анализе отказа с первопричиной существующей или Потенциальная проблема.Точный и полный необходимо знание причин, вызывающих поломку машины. инженеру, точно так же, как знание проблемы со здоровьем для врач. Врач не может гарантировать длительного излечения, если не знает, что лежит в основе беда, и будущая полезность машины часто зависит от правильного понимание причин неудач. Правильное обслуживание может производиться только после того, как станет известна первопричина отказа.
Эдвардс и др. [6] представить обзор по диагностике неисправностей вращающегося оборудования, чтобы обеспечить широкий обзор состояния искусства в методах диагностики неисправностей. Раннее обнаружение неисправностей и диагностика позволяет проводить профилактическое обслуживание и техническое обслуживание по состоянию. для машины во время запланированного периода простоя, вызванного обширные системные сбои, улучшающие общую доступность, производительность и снижает стоимость обслуживания. Для проблемы диагностики неисправностей это не только для обнаружения неисправности в системе, а также для локализации неисправности и определения ее причины.
3. Техническое обслуживание по состоянию
Техническое обслуживание представляет собой комбинацию наука, искусство и философия. Рационализация обслуживания требует глубокое понимание того, что такое обслуживание на самом деле. Эффективное обслуживание — это вопрос иметь нужные ресурсы в нужном месте в нужное время. Обслуживание можно определить как совокупность действий, выполненных с целью восстановления или обновления Изделие в рабочем состоянии, если есть неисправность. Техническое обслуживание также определяется как комбинация действий, выполняемых для возврата элемента или восстановления его в приемлемое состояние.Классификация обслуживания по срокам Действия по техническому обслуживанию показаны в Таблице 1.
| |||||||||||||||
Каждый компонент машины ведет себя как физическое лицо.Отказ может произойти раньше или позже, чем рекомендуется, в случае профилактическое обслуживание. Его можно улучшить с помощью технического обслуживания по состоянию. Dileo et al. [7] представляют обзор классические подходы к техническому обслуживанию, а затем сравнить их с техническим обслуживанием по состоянию (CBM).
Предотвращение потенциального повреждения оборудование необходимо для безопасной и надежной работы технологических установок. Отказ предотвращение может быть достигнуто путем тщательной спецификации, выбора, обзора и процедуры аудита дизайна.Когда случаются сбои, точное определение корня причина является абсолютной предпосылкой для предотвращения будущих сбоев [2].
По условию техническое обслуживание определяется как «ремонтные работы, инициированные в результате знания состояния предмета при плановой или постоянной проверке ». Несут выход из строя в ответ на существенное ухудшение состояния устройства, на что указывает значок изменение контролируемого параметра состояния или производительности агрегата. Условие отчеты возникают в результате наблюдений, проверок и испытаний, проведенных людьми, или из фиксированных приборов. или системы сигнализации, сгруппированные под названием «мониторинг состояния».Именно здесь можно использовать профилактическое обслуживание, используя технику, называемую сигнатурой анализ. Метод сигнатурного анализа предназначен для постоянного мониторинга исправность оборудования путем регистрации систематических сигналов или полученной информации от вида механических колебаний, шумовых сигналов, акустических и тепловых выбросы, изменение химического состава, запах, давление, относительное смещение и т. д. [8]. Mann et al. [9] представить статью исследует преимущества профилактического обслуживания по состоянию по сравнению с традиционными подход статистической надежности.Нанди и Тольят [10] представляют обзор мониторинга состояния. и диагностика неисправностей электрических машин. Маркус [11] предложил техническое обслуживание по состоянию на рельсовый транспорт для более эффективного обслуживания.
Различия в обслуживании по состоянию как от неисправного обслуживания, так и от срочной замены. Это требует мониторинг некоторых параметров, указывающих на состояние обслуживаемого агрегата. Это контрастирует с обслуживанием отказов, которое подразумевает, что успешное мониторинг состояния проводится и с фиксированной заменой, которая на основе статистических данных об отказах для определенного типа агрегата.В общем, на основе состояния обслуживание более эффективно и адаптируемо, чем любой другой действия по техническому обслуживанию. При появлении признаков износа это устройство может быть запланировано для останова во время, выбранное до отказа, но если производство политика диктует, что агрегат может работать до отказа. В качестве альтернативы, количество ненужная профилактическая замена может быть уменьшена, а если последствия отказов достаточно серьезны, мониторинг состояния может быть использован для указать на возможный надвигающийся отказ задолго до того, как он станет значительным вероятность.Метод мониторинга тенденций для одной или группы аналогичных машин возможно при наличии достаточного количества данных контролируемых параметров. Это связывает состояние машины (ов) непосредственно с контролируемыми параметрами. На с другой стороны, метод проверки условий используется для широкого диапазона приборы диагностики помимо человеческих чувств. Некоторые из недавних разработки в форме CBM ориентированы на упреждающее обслуживание и надежность. техническое обслуживание (RCM) и полное производственное обслуживание (TPM).
4. Мониторинг состояния машины
При возникновении неисправности некоторые параметры машины могут быть изменены. Изменение в параметры машины зависят от степени неисправности и взаимодействия с другими параметрами. В большинстве случаев более одного параметра подвергаются изменение в ненормальном состоянии. Мониторинг состояния может выполняться, когда оборудование находится в эксплуатации, что называется онлайн, или когда оно находится в автономном режиме, что означает, когда он не работает, а не работает.Находясь в сети, критические параметры, которые можно контролировать: скорость, температура, вибрация и звук. Их можно постоянно контролировать или делать периодически. Автономный мониторинг выполняется, когда машина не работает на по какой-то причине. Мониторинг в таком случае будет включать обнаружение трещин, тщательная проверка центровки, состояния балансировки, поиск контрольных сигналов признаки коррозии, точечной коррозии и т. д.
Международные стандарты Технический комитет 108 организации (ISO / TC108) разрабатывает стандарты в зона контроля механической вибрации, ударов и состояния машин.Подкомитет 5 ISO / TC108 (ISO / TC108 / SC5) сосредоточился на стандартах для мониторинг состояния и диагностика машин. Этот подкомитет опубликовал ISO 13374-1: 2003, который устанавливает общие руководящие принципы для программного обеспечения спецификации, связанные с обработкой данных, передачей и представлением мониторинг состояния машины и диагностическая информация. Этот стандарт определяет обработка данных и информационный поток, необходимый между блоками обработки в системы мониторинга состояния.Состояние машины мониторинг (MCM) — жизненно важный компонент профилактического и диагностического обслуживания программы, которые стремятся снизить затраты и избежать незапланированных простоев. MCM также способствует здоровью и безопасности, распознавая неисправности, которые могут привести к загрязнение или опасность для здоровья, а также указание на начинающиеся неисправности, которые может создать опасные условия. Установки MCM включают измерительное оборудование и программное обеспечение, которое принимает и интерпретирует сигналы, генерируемые машиной, контролируется.Под мониторингом состояния понимается использование передовых технологий для определения состояния оборудования и прогнозирования потенциала отказ. Он включает, помимо прочего, такие технологии, как визуальные осмотр, измерение и анализ вибрации, мониторинг температуры, акустико-эмиссионный анализ, анализ шума, анализ масла, анализ остатков износа, сигнатурный анализ тока двигателя и неразрушающий контроль.
4.1. Визуальный осмотр
визуальный контроль иногда может обеспечивают прямую индикацию состояния машины без необходимости дальнейший анализ.Доступные методы могут варьироваться от использования простых увеличительное стекло или маломощный микроскоп. Другие формы визуального мониторинга включать использование пенетрантов красителя, чтобы обеспечить четкое определение любых трещин возникающих на поверхности машины, а также использование термочувствительных или термографические краски. Состояние многих компонентов трансмиссии может быть легко изменено. проверяться визуально. Например, износ поверхностей зубьев шестерни дает много информации. Проблемы перегрузки, усталостного разрушения, износа и плохого смазку можно отличить от внешнего вида зубов.
4.2. Анализ вибрации
Современные методы мониторинга состояния охватывают множество разных тем; одним из самых важных и информативных является анализ вибрации вращающихся машин. Используя анализ вибрации, состояние машины может быть под постоянным наблюдением и может быть проведен подробный анализ состояния здоровья машина и любые неисправности, которые могут возникнуть или уже возникли. Очень часто оборудование выходит из строя проявляется в вибрации или изменении характера вибрации.Вибрация Таким образом, анализ является мощным инструментом диагностики и устранения неисправностей. технологическое оборудование.
Мониторинг под нагрузкой может выполняться в основном тремя способами. (I) Периодические измерения поля с портативные инструменты; этот метод предоставляет информацию о долгосрочных изменениях в состоянии завода. Портативные инструменты используются с высоким коэффициент нагрузки и часто может быть передан на попечение только одному человеку. Использование жизни кривые и подход LEO помогают в принятии решений.(ii) Непрерывный мониторинг с постоянным установленные инструменты; Это используется, когда известно, что отказы машины происходят быстро и когда результаты такого отказа совершенно неприемлемы, как в случае с турбиной. генераторные установки. (iii) Сигнатурный анализ: научный сбор информации, сигналов или подписей, диагностика и обнаружение неисправности путем тщательного анализа этих сигнатур на основе знаний приобретенные ранее в полевых условиях, и оценка серьезности ошибок для принятия решения все вместе взятые, называется сигнатурным анализом.Техника предполагает использование электронных приборов, специально разработанных для различная мощность, режимы применения и особенности конструкции. универсальные параметры в методах мониторинга состояния машин. Периодический вибрационные проверки показывают, есть ли неисправности или есть надвигающиеся. Вибрация сигнатурный анализ показывает, какая часть машины неисправна и почему. Хотя ряд вибрационных анализов для этой цели были разработаны методы, но есть еще много возможностей чтобы достичь стадии экспертизы.
4.3. Контроль температуры
Контроль температуры состоит из измерение рабочей температуры и температуры компонентов поверхности. Мониторинг рабочей температуры можно рассматривать как подмножество операционные переменные для мониторинга производительности. Мониторинг было установлено, что температура компонентов связана с износом, происходящим в элементах машины, особенно в опорных подшипниках, где смазка недостаточна или отсутствующий.Методы контроля температуры компонентов машины могут включают использование оптических пирометров, термопар, термографии и термометры сопротивления.
4.4. Анализ акустической эмиссии
Акустическая эмиссия относится к генерация переходных волн во время быстрого высвобождения энергии из локализованных источники в материале. Источник этих выбросов тесно связан с дислокацией, сопровождающей пластическую деформацию и инициирование или расширение усталостных трещин в материале под напряжением.Другие источники акустического выбросы — плавление, фазовые превращения, термическое напряжение, трещинообразование при остывании, и разрушение связок и волокон в композитных материалах. Акустическая эмиссия измеряются пьезоэлектрическими преобразователями, установленными на поверхности испытываемая конструкция и нагружая конструкцию. Датчики подключены к структура с помощью жидкой связки или адгезивных соединений. Выход каждого пьезоэлектрический датчик усиливается через малошумящий предусилитель, фильтруется до удалите любой посторонний шум и обработайте подходящим электронным оборудование.
Традиционно акустическая эмиссия метод был ограничен мониторингом дорогостоящих конструкций из-за к расходам на оборудование для мониторинга. Однако, поскольку оборудование стоит неуклонно падают, диапазон жизнеспособных приложений быстро расширяется. Olsson et al. настоящее время рама для диагностики неисправностей промышленных роботов с помощью акустических сигналов и аргументация на основе конкретных случаев [12]. В этой рамочной работе используется случай на основе обоснование идентификации неисправности на основе звукозаписи неисправности робота диагноз.Wue et al. разработали экспериментальную установку для онлайн-неисправностей обнаружение и анализ современной водогидравлической системы [13], и предложены что включение вейвлет-преобразования в анализ акустических эмиссия открывает двери для будущих исследований, которые могут оказаться очень относится к мониторингу состояния. Choe et al. [14] работали над нейронным паттерном выявление неисправностей колесных подшипников по звуковым сигналам путем сравнения БПФ, непрерывного вейвлет-преобразования (CWT) и дискретных вейвлетов преобразовать (DWT) функции.
4.5. Анализ шума
Шумовые сигналы используются для мониторинга состояния из-за шума сигналы, измеренные в областях, близких к внешней поверхности машин может содержать важную информацию о внутренних процессах и может предоставлять ценные информация о рабочем состоянии машины. Когда машины в хорошем состоянии В таком состоянии частотные спектры шума имеют характерный вид. Как неисправности начинают развиваться, частотные спектры меняются.Каждый компонент частоты спектр может быть связан с конкретным источником в машине. Это фундаментальная основа для использования измерения и анализа шума в условиях мониторинг. Иногда сигнал, который необходимо отслеживать, погружается в какой-то другой сигнал, и он не может быть обнаружен простой временной историей или спектральный анализ. В этом случае используются специальные методы обработки сигналов. должны быть использованы.
4.6. Анализ остатков износа
Невозможно проверить работоспособность. части сложной машины под нагрузкой, а также неудобно разбирать машина.Однако масло, которое циркулирует в машине, уносит с собой свидетельства о состоянии встречающихся деталей. Экспертиза масла, любое частицы, которые он унес с собой, позволяет контролировать машину под нагрузкой или неисправность. Применяется ряд методов, некоторые из них очень простые, другие включают кропотливые испытания и дорогое оборудование. В настоящее время доступная смазка методы отбора проб или мониторинга, такие как роторный отсадочный аппарат (RPD), спектрофотометр программа анализа масла (SOAP), феррографический анализ масла и новейшее программное обеспечение используются используемые методы, позволяющие отличить поврежденный мусор от обычного носить мусор.Каждая машина, когда-либо созданная, подвергается износу в процессе эксплуатации. эксплуатации, но при этом доступна батарея современных методов мониторинга состояния контролировать этот процесс и запускать процедуры профилактического обслуживания, которые зависеть от выявления любой проблемы, прежде чем она получит шанс развиться до точка окончательной поломки. Недавно инженеры смогли расширить их знание условий в работающем оборудовании путем изучения частицы металлического мусора, которые могут быть найдены в смазочном масле из двигателей, коробок передач, бортовых передач и трансмиссий или в гидравлической жидкости, и запись количества, размера и типа этих фрагментов мусора.
4.7. Анализ сигнатуры тока двигателя
Сигнатура тока мотора анализ (MCSA) — это новый диагностический процесс для мониторинга состояния электромеханическое оборудование с приводом от двигателя (насосы, приводная арматура, компрессоры и технологическое оборудование). Процесс MCSA определяет, характеризует и изменяет динамику мгновенных изменений нагрузки механическое оборудование для диагностики изменения состояния оборудование. Он отслеживает мгновенные изменения (содержание шума) в электрический ток, протекающий через мощность, приводит к электродвигателю, который приводит в движение оборудование.Таким образом, сам двигатель действует как преобразователь, считывающий большие и малые, долгосрочные и быстрые, изменения механической нагрузки и преобразование их в изменения индуцированного тока, генерируемого в двигателе обмотки. Эта шумовая характеристика тока двигателя обнаруживается, усиливается и далее обрабатывается по мере необходимости для изучения его временной и частотной области (спектральные) характеристики. Корде [15] демонстрирует, что спектральный анализ сигналов тока и напряжения двигателей может, следовательно, обнаруживать различные неисправности. без нарушения его работы с помощью преобразования БПФ.
4.8. Неразрушающий контроль
Принцип неразрушающего контроля (NDT) заключается в возможности использования компоненты или структура после осмотра. Проверка не должна влиять на объект должен быть неразрушающим. NDT включает в себя множество разные технологии, каждая из которых подходит для одного или нескольких конкретных проверок задачи, в которых множество различных дисциплин пересекаются или дополняют другие. Таким образом, лучший метод (-ы) для любого приложения должен быть выбран специалистом. экспертные вихретоковые испытания, испытание на электрическое сопротивление, утечку магнитного потока испытания, магнитные испытания, пенетрантные испытания, радиографические испытания, резонансные тестирование, термографическое тестирование, ультразвуковое тестирование и визуальное тестирование — вот некоторые различных методов неразрушающего контроля.
5. Анализ сигнатуры вибрации
Слово «сигнатура» придумано для обозначают образцы сигналов, которые характеризуют состояние или состояние системы из которых они приобретены. Подписи широко используются в качестве диагностических инструмент для механической системы. Во многих случаях требуется некоторая обработка сигналов. предпринимаемые по этим сигналам, чтобы усилить или извлечь определенные особенности такие сигнатуры вибрации. Очень важно учитывать тип и ассортимент. датчиков, используемых в качестве датчика для улавливания сигнала вибрации.На основе подписи диагностика широко использует методы обработки сигналов, включающие один или больше методов для решения проблемы улучшения отношения сигнал / шум соотношение.
Методы мониторинга на основе вибрации широко используются для обнаружения и диагностики дефектов подшипников для нескольких десятилетия. Эти методы традиционно применялись раздельно по времени и частотные области. Анализ во временной области в основном сосредоточен на статистических данных. характеристики сигнала вибрации, такие как пиковый уровень, стандартное отклонение, асимметрия, эксцесс и пик-фактор.Подход частотной области использует Фурье методы для преобразования сигнала временной области в частотную область, где дальнейший анализ проводится, условно используя амплитуду колебаний и спектры мощности. Следует отметить, что использование любого домена неявно исключает прямое использование информации, представленной в другом. Эти методы были в целом классифицируется по трем направлениям, а именно по следующим.
5.1. Анализ во временной области
Под временной областью понимается отображение или анализ данных вибрации как функции времени.Основным преимуществом этого формата является то, что данные практически не передаются. утерян до осмотра. Это позволяет провести очень подробный анализ. Однако недостатком является то, что данных часто бывает слишком много, чтобы четкая диагностика неисправностей. Анализ сигналов вибрации во временной области может быть подразделяются на следующие категории: анализ формы сигнала во времени, форма сигнала во времени индексы, синхронное по времени усреднение, отрицательное усреднение, орбиты и вероятность моменты плотности.
5.2. Частотная область
Частотная область относится к отображению или анализу данных вибрации как функция частоты. Сигнал вибрации во временной области обычно обрабатывается в частотную область путем применения преобразования Фурье, обычно в форме алгоритма быстрого преобразования Фурье (БПФ). Главное преимущество этого формат заключается в том, что повторяющийся характер вибросигнала явно отображается в виде пиков в частотном спектре на частотах, где повторение имеет место.Это учитывает сбои, которые обычно вызывают определенные характерные частотные характеристики, которые необходимо выявить на ранней стадии, точно диагностировать, и тренд на сверхурочную работу по мере ухудшения состояния. Однако недостаток частотного анализа заключается в том, что значительный объем информации (переходные процессы, неповторяющиеся компоненты сигнала) могут быть потеряны во время процесс трансформации. Эта информация не подлежит восстановлению, за исключением случаев, когда сделана запись необработанного вибросигнала.Различные методы анализ сигнатуры вибрации в частотной области — анализ полосы пропускания, удар импульс (энергия пика), огибающий спектр, спектр сигнатуры и каскады (графики водопада).
5.3. Домен Quefrency
Валюта — это абсцисса для кепстра, который определяется как спектр логарифм спектра мощности. Он используется для выделения периодичностей, которые появляются в спектре так же, как спектр используется для выделения периодические компоненты, возникающие во временной области [16].Один из способов специалиста Система определяет тональные сигналы пеленга, глядя на спектр спектра. Этот процесс называется кепстр-анализом, «кепстр» — это игра на слово «спектр».
6. Обнаружение неисправностей на основе анализа вибрации
Ренвик и Бэбсон [1] демонстрируют, что профилактическое обслуживание с использованием анализа вибрации позволило достичь значимых результатов. приводит к успешной диагностике проблем с оборудованием. Преимущества таких программы включают не только очевидные рентабельные преимущества, такие как сокращение простоев оборудования и производственные потери, но также и более тонкие долгосрочные рентабельности, которые может быть результатом точного планирования технического обслуживания.
Идентификация источника и неисправность обнаружение по сигналам вибрации, связанным с предметами, которые связаны с вращением движение, такое как шестерни, роторы и валы, подшипники качения, шейка подшипники, упругие муфты и электрические машины зависят от нескольких факторы: (i) скорость вращения предметов, (ii) уровень фонового шума и / или вибрации, (iii) расположение контрольного преобразователя, (iv) характеристики распределения нагрузки элемента и (v) динамическое взаимодействие между предметом и другими предметами, контактирующими с ним.
Основные причины механического вибрация — это дисбаланс, несоосность, неплотность и деформация, дефектный подшипники, зубчатые передачи и муфты в точности, критические частоты вращения, различные формы резонанс, плохие приводные ремни, силы возвратно-поступательного движения, аэродинамические или гидродинамические силы, масляный вихрь, фрикционный вихрь, перекосы ротора / статора, изогнутые валы ротора, дефектные стержни ротора и т. д. Некоторые из наиболее распространенных неисправностей, которые могут быть обнаруженные с помощью анализа вибрации сведены в Таблицу 2 [17].
| |||||||||||||||||||||||||||||||||||||||||||
Weqerich et al.разработал метод непараметрического моделирования по интеллектуальному сигналу и демонстрация использования этот подход к обнаружению неисправностей во вращающемся оборудовании с помощью извлеченных признаков от вибросигналов [18]. Lei et al. [19] настоящий подход к диагностике повреждений использование анализа временных рядов сигналов вибрации для определения состояния конструкции проблема с контрольным показателем мониторинга.
Зон и Фаррар [20] представили процедура обнаружения и локализации повреждений в механической системе исключительно на основе анализа временных рядов данных о вибрации.Sahinkaya et al. [21] работали над обнаружением неисправностей и устойчивостью в синхронном контроле вибрации системы магнитных подшипников ротора. Был разработан простой и эффективный алгоритм. разработан для встраивания в адаптивное управление синхронной вибрацией гибких роторов без обратной связи поддерживаются или оснащены магнитными подшипниками.
Lebold et al. [22] представили обзор методов виброанализа для диагностики и прогнозирования коробки передач.В этом обзоре перечислены некоторые из наиболее традиционных функций, используемых для машин. диагностики и представил некоторые параметры обработки сигналов, которые влияют на их чувствительность.
Верма и Балан [23] представляют фундаментальное исследование вибрационного поведения статоров электрических машин с использованием анализ экспериментальной модели и предположил, что уровень вибрации даже при резонанс можно уменьшить, разработав электромагнитные силы так, чтобы круговой режим, связанный с соответствующим резонансом.Окак и Лопаро [24] представлены алгоритмы оценки скорости вращения и шпонки подшипника. частоты асинхронного двигателя с использованием данных о вибрации, которые можно использовать для обнаружение и диагностика отказов. Plenge et al. [25] разработан оптический методы контроля для вибрационного анализа и выявления дефектов на железной дороге.
Вибрационные сигналы от коробок передач и роликовые подшипники обладают многими общими характеристиками. Во-первых, сигналы обычно шумно. Это связано с тем, что акселерометры для сбора сигналов установлены на внешней поверхности коробки передач.Сигналы, полученные от этих акселерометров включают вибрации от зубчатых колес, подшипников и многих других части. Во-вторых, симптомы неисправных подшипников очень похожи на симптомы неисправности подшипников. неисправные шестерни. Например, периодические импульсы могут указывать на трещины на зубах. шестерен или поврежденных колец или роликов роликовых подшипников. Такие периодические импульсы, однако, не могут быть легко обнаружены с помощью частотного спектра из-за сильного шума, распространенного в низкочастотной области [4].
Lin et al. [4] получили отличные результаты для обнаружения механических неисправностей на основе вейвлет-шумоподавления техника. Этот метод отлично зарекомендовал себя при использовании для шумоподавления механических вибросигналы с низким отношением сигнал / шум.
7. Анализ неисправности REB и его вибрации
Каждый из используемых подшипников качения в отраслях промышленности состоит из двух колец, одно внутреннее, а другое внешнее. Набор из внутри этих колец вращаются шарики или тела качения, размещенные на дорожках качения.Четный при правильном применении и обслуживании подшипник все равно будет подвергаться одна из причин выхода из строя, усталость материала подшипника. Усталость — это результат напряжения сдвига, циклически прикладываемые непосредственно под несущими поверхностями и наблюдается как отслаивание поверхностного металла. Однако усталость материала не единственная причина выкрашивания. Есть причины преждевременного выкрашивания. Так, хотя наблюдатель может идентифицировать скалывание, он должен уметь различать скалывание произведено в нормальном конце срок службы подшипника и это вызвано причинами, указанными в трех основных классификация преждевременного выкрашивания на смазку, механическое повреждение и дефекты материала.Большинство отказов подшипников может быть отнесен к одной или нескольким из следующих причин как неисправный подшипник посадочные места на валах и в корпусах, несоосность, неправильная практика монтажа, неправильная посадка вала и корпуса, недостаточная смазка, неэффективное уплотнение, и вибрация, пока подшипник не вращается, прохождение электрического тока через подшипник [2]. Как одна из самых важных частей во вращении Подшипники качения машин часто подвергаются высоким нагрузкам и работают в тяжелых условиях, их целостность становится особенно важной проблемой в ключевом оборудовании.Машина может быть серьезно повреждена, если подшипники качения в процессе эксплуатации [5]. Новый подход к категоризация неисправностей подшипников была введена Stack et al. [26]. Общий способ классификации неисправностей подшипников в зависимости от местонахождения неисправность (неисправность внутреннего кольца / внешнего кольца / шара / клетки). В этом исследовании дефекты подшипников были сгруппированы в одну из двух категорий: точечные дефекты. и обобщенная шероховатость.Единственные точечные дефекты определяются как видимые дефекты. которые появляются на дорожках качения, телах качения или сепараторе.
Одноточечный дефект приводит к одному из четыре характеристики частоты неисправностей в зависимости от того, какая поверхность подшипник содержит неисправность. Несмотря на название, подшипник может обладать множественные одноточечные дефекты. Другая группа неисправностей подшипников, обобщенная шероховатость относится к нездоровому подшипнику, повреждение которого не очевидно для невооруженный глаз.Пример этого режима отказа включает деформацию или коробление тела качения или дорожки качения и общая шероховатость поверхности из-за нагрева, загрязненная смазка или электроэрозионная обработка. Произведенные эффекты по этому режиму отказа трудно предсказать, и нет никаких характеристик частоты отказов с этим типом неисправности.
В отказе подшипника качения Анализ, низкочастотное явление — это удар, вызванный дефектом несущий.Высокочастотная несущая представляет собой комбинацию собственных частот соответствующего элемента качения или даже машины [27]. Есть ряд факторов, которые способствуют усложнению подписи подшипника. Во-первых, изменение геометрии подшипника и его сборки делают невозможным точно определить несущие характеристики частот. Во-вторых, расположение дефекты подшипников вызывают различное поведение в переходных процессах сигнал, который легко скрывается в широкой полосе частот и зашумленных сигналах.В-третьих, сигнатуры выглядят очень разными с одним и тем же типом дефекта на разные стадии повреждений, степени тяжести. Наконец, рабочая скорость и нагрузки на вал сильно влияет на способ и количество вибрации машины.
Несколько исследователей работали над предмет обнаружения и диагностики дефектов подшипников качения с помощью анализ вибрации. Во временной области, в частотной области, на основе частотно-временной области кратковременное преобразование Фурье (STFT) и вейвлет-преобразование, а также расширенные реализованы и протестированы методы обработки сигналов.Область времени анализ фокусируется на работе непосредственно с формой волны вибрации во временной области. сигналы. Индексы RMS, пиковое значение и пик-фактор часто используются для количественно оценить сигнал времени. Статистические параметры, такие как эксцесс и значения асимметрии устойчивы к изменяющимся условиям эксплуатации подшипников и являются хорошими индикаторы зарождающихся дефектов. Однако недостатком является то, что дефект распространяется по опорным поверхностям, значения этих параметров падают вернуться в нормальное состояние [28].
Частотная область, спектр сигнал вибрации выявляет частотные характеристики вибрации. Если частоты появления импульса близки к одному из подшипников характеристические частоты, такие как частота внутреннего бега шарика, проход шарика частота внешней гонки, частота вращения шариков, это может указывать на неисправность, связанную с неисправность подшипника. Быстрое преобразование Фурье используется в обычной частотной области. методы сигнатурного анализа для преобразования сигнала временной области в частотную сигнал.Обычно используются другие методы частотной области: спектральной плотности мощности, полосовой анализ, анализ огибающей. В Эффективность метода полосового анализа зависит от правильного выбора узкополосного частоты около выбранного резонанса. При анализе огибающей сигналы фильтруется через полосовой фильтр, а отфильтрованный сигнал демодулируется с помощью с помощью двухполупериодного выпрямления или с помощью преобразования Гильберта, а затем спектра проанализированы. Методы анализа полосы пропускания и огибающей полезны для обнаружения неисправности подшипников качения, когда сигналы зашумлены из-за серьезности неисправности или из-за сопутствующего шума от других источников, таких как несоосность вала, дисбаланс, и рыхлость.
Быстрое преобразование Фурье имеет недостаток, когда сигнал нестационарный или зашумленный, даже при БПФ, временная информация потерян. Многие исследователи использовали кратковременное преобразование Фурье (STFT) для преодолеть проблему информации о времени, но проблема с низким разрешением существует в STFT. Преобразование вейвлетов в настоящее время используется для преодоления временного информация и проблемы с низким разрешением. Главное преимущество вейвлетов преобразование заключается в том, что этот метод может отображать локальные особенности сигналов и учтите, как энергия распределяется по частотам, изменяющимся от одного мгновенно к следующему.
Уверенность в диагностике неисправностей подшипников можно улучшить, используя ряд индикаторов отказов, включая производительность индексы, анализ масла, термография и показания тока двигателя вместе с анализом вибрации. Эти показатели обычно усваиваются и анализируется специалистом-человеком, но вычислительной экспертной системой, основанной на нейронных сеть, нечеткая логика и логика на основе правил, а также гибридные методы содержащий элементы всех трех методов, используется и постоянно совершенствуется, чтобы автоматизировать процесс.
Технология нейронных сетей является привлекательным дополнением к традиционному анализу вибрации благодаря потенциал нейронных сетей для работы в режиме реального времени и обработки данные, которые могут быть искажены или зашумлены [29]. Нейронные сети доказали свою способность в области классификации нелинейных образов и может правильно идентифицировать различные причины вибрации подшипников [30]. Нечеткая логика доказала свою способность в имитации человеческих решений, и проблема диагностики неисправностей подшипников обычно решает опытный инженер.Нечеткая логика многообещающа для автоматизации в области диагностики вибрации подшипников, если исходные данные хорошо обрабатывается [31]. Преимущества подхода нечеткой логики включают возможность превращать лингвистические правила в решения, копируя процедура и мышление человека-анализатора. Правила, включающие неопределенность и неточность заменяются числами, описывающими серьезность или вероятность неисправности. Правила и функции принадлежности можно настроить, чтобы найти хорошая чувствительность диагностической системы.
8. Расширенные методы обработки сигналов в анализе вибрации
С развитием мягких вычислений такие методы, как искусственная нейронная сеть (ИНС) и нечеткая логика, существует растущий интерес к применению этих подходов в различных областях техники. Эти системы приобрели популярность по сравнению с другими методами, так как они свободны от моделей. оценщики, способные синтезировать нелинейные и зашумленные системы. Нечеткая логика был разработан как средство для представления, манипулирования и использования неопределенных информация (информация, которая обычно выражается в лингвистических терминах).В недавний всплеск интереса к объединению или объединению NN и нечеткой логической системы в функциональную систему для преодоления их индивидуальных слабостей.
Вейвлет-анализ — новая область математики, которая предоставила новый инструмент и алгоритмы для типа проблемы, возникающие при мониторинге процесса. Вейвлет-преобразование (WT) — это математический подход, который разлагает сигнал во временной области на различные частотные группы. Алгоритмы вейвлетов обрабатывают данные в разных масштабах и разрешения
Мониторинг и диагностика техника — это устоявшаяся дисциплина, но предстоит еще многое сделать сделано в автоматизации диагностики, а также в разработке недорогих надежных технологии, которые можно экономически эффективно применять в большинстве производственная среда.Разработки в области микротехнологий и искусственного Интеллект привел к тенденции к более обширной бортовой диагностике. Последние системы полагались на методы искусственного интеллекта для усиления надежность систем диагностики. Были применены четыре искусственных метода. широко применяется как экспертная система, нейронные сети, нечеткая логика и модельно-ориентированная системы [9]. Стали использоваться различные методы искусственного интеллекта. часто используется при диагностике неисправностей и мониторинге состояния.Например, нечеткая логика и нейронные сети использовались при моделировании и принятии решений в схемы диагностики. Классификации на основе нейронных сетей используются в диагностика подшипников качения.
Шикари и Садивала работали над автоматизацией в зависимости от условий техническое обслуживание с использованием анализа вибрации [32]. В этой работе важность ориентирована интеллектуальная система в CBM. Дайк [33] описывает пример применение экспертной системы автоматизированной диагностики DLI engineering ExpertAlert для успешной диагностики станка проблемы с подшипником шпинделя.Сима [34] предлагает строго нейронную экспертную систему. архитектура, которая позволяет автоматически создавать базу знаний учимся на примерах умозаключений. Bandyopadhya et al. [35] разработали экспертная система мониторинга состояния в реальном времени с использованием анализа вибрации для подшипник турбины. Пойхонен и др. [36] применили классификацию опорных векторов. диагностике неисправностей электрической машины.
Женя и др. предложил многослойный прямой сетевой метод идентификации состояния машины.Они представляют определенная нечеткая взаимосвязь между симптомами неисправности и ее причинами, с весьма нелинейность между входом и выходом сети [37]. Прокатка сигналы несущих элементов исследуются в соответствии с принципом, что вейвлет может извлечь огибающую сигнала Джун и Ляо. Самоинформация на основе вейвлетов был применен метод извлечения конверта, применение метода демонстрирует что метод эффективен для извлечения огибающей сигнала подшипника качения и полезен для анализа неисправностей подшипников [27].
Четыре подхода, основанные на биспектральном и вейвлет-анализ вибрационных сигналов исследуются как обработка сигналов. методы применения ряда тел качения асинхронного двигателя несущие разломы Ян и др. [38]. Общая методология поиска неисправностей оборудования Диагностика с помощью метода распознавания образов разработана Sun et al. [28], это включает в себя сбор данных, извлечение признаков, отображение для слияния признаков, и кусочно-линейная классификация и диагностика.Они заключают, чтобы увеличить чувствительность и надежность распознавания образов, рекомендуется включить как можно больше параметров функции, не заботясь об избыточности или числовые особенности.
Сатиш и Шарма [39] демонстрируют новый и экономичный подход к диагностике и прогнозированию неисправностей подшипников в малых и средних асинхронных двигателях. В этой работе нечеткое обратное распространение сеть была разработана путем объединения нейронной сети с нечеткой логикой для идентификации текущее состояние подшипника и оценить оставшийся срок службы мотор.
Фан и Цзо [40] предложили эффективный метод извлечения модулирующего сигнала и обнаружения неисправности ранней передачи. В этом новый метод обнаружения неисправностей, комбинация преобразования Гильберта и вейвлет-пакета преобразование. Как смоделированные сигналы, так и реальные сигналы вибрации собранные с симулятора динамики коробки передач, были использованы для проверки предложенных метод
Duraisamy et al. [41] описали сравнительное исследование функций принадлежности для проектирования неисправностей нечеткой логики система диагностики однофазного асинхронного двигателя.
Интеллектуальные системы охватывают широкий набор методов, относящихся к точным наукам, таких как моделирование и управление теория и мягкая наука, такая как искусственный интеллект. Разумный системы, включая нейронные сети, нечеткую логику и вейвлет-методы, использовать концепции биологических систем и когнитивных способностей человека. Эти три системы были признаны надежными и альтернативными некоторым из классические методы моделирования и управления [24].
9. Выводы
В данной статье авторам представлен краткий обзор искусства обнаружение неисправностей оборудования, различные традиционные и новейшие методы были обсуждается для анализа сигнатуры неисправности машины с особым вниманием к диагностика неисправностей подшипников качения с помощью анализа вибрации. После обзора литературы по При анализе сигнатур неисправности машины делаются следующие выводы: (i) Предотвращение возможного отказа требуется для надежной и безопасной работы оборудования и предотвращения катастрофического отказа может быть выполнено соответствующим обслуживанием.На основе состояния техническое обслуживание — лучший способ избежать нежелательных футуристических отказов через мониторинг состояния или анализ сигнатур для ротации механизмы. Анализ сигнатуры вибрации — лучший подходящий метод доступны для идентификации неисправностей. (ii) Среди всех компонентов машины Подшипник качения требует большего внимания к анализу сигнатур. Большой объем возможностей доступен для анализа сигнатур неисправностей подшипников через данные о вибрации для нескольких точек или обобщенных неисправностей.(iii) Аналоговый сигнал вибрации может быть преобразованы в дискретные данные для дальнейшего исследования и во временной области и функции частотной области могут быть использованы для дальнейших исследований. В Преобразование Гильберта и вейвлетов имеют огромное значение для сигнатуры неисправностей машин. анализ. (iv) Экспертная система на основе ИНС и нечеткой может быть разработана логика для надежной категоризации неисправностей с использованием извлеченные признаки из сигнала вибрации.
Эти выводы мотивируют в дальнейшем исследование для включения других параметров и симптомов в функции вибрации разработать более надежные экспертные системы для сигнатурного анализа неисправностей машин.
Благодарности
Авторы рады выражаем признательность за поддержку Института технологии и науки Мадхава (MITS), Гвалиор, Индия, для обеспечения возможности обзора литературы. Особая благодарность доктору С. Вадхвани, преподаватель кафедры электротехники, MITS Gwalior, Индия, для мотивация на протяжении всего обзора литературы.
Патент США на обнаружение неисправностей на основе анализа текущей сигнатуры для генератора Патент (Патент № 8,994,359, выдан 31 марта 2015 г.)
УРОВЕНЬ ТЕХНИКИВарианты осуществления изобретения в целом относятся к мониторингу состояния электромеханической машины.В частности, варианты осуществления изобретения относятся к способу и системе для мониторинга состояния системы трансмиссии и подшипника электромеханической машины на основе анализа сигналов тока (CSA).
Обычно мониторинг механических отклонений в электромеханических системах в основном выполняется с помощью сигналов вибрации. Было замечено, что механические неисправности в трансмиссии вызывают вибрации при радиальном движении ротора, которые, в свою очередь, вызывают колебания крутящего момента на механической частоте вращения ротора.Контроль и изучение механической частоты вращения ротора может привести к обнаружению механических неисправностей, связанных с системой трансмиссии. Однако мониторинг состояния с использованием сигналов вибрации имеет множество недостатков, таких как фоновый шум сигнала из-за движения внешнего возбуждения, чувствительность к положению установки и их инвазивный характер измерения.
Другие методы мониторинга состояния основаны на наблюдении, что колебания момента нагрузки вызывают фазовую модуляцию тока статора, в результате чего сигнатура тока статора анализируется для обнаружения механических возмущений из-за неисправности.Таким методам текущего контроля уделяется все больше и больше внимания при обнаружении механических неисправностей в электрических машинах, поскольку они обеспечивают значительную экономию и простоту реализации. Например, в случае обнаружения дефектов подшипников в электромеханических машинах отказы подшипников можно разделить на точечные дефекты или общие дефекты шероховатости. Одноточечные дефекты были обнаружены с помощью анализа сигналов тока двигателя (MCSA) с характеристиками механических частот подшипников и путем рассмотрения этих типов аномалий как неисправности из-за эксцентриситета.Однако для общих дефектов шероховатости характерные частоты отказов подшипников не наблюдаются или могут не существовать, особенно на ранней стадии. Кроме того, независимо от типа неисправности, признаки неисправности подшипника обычно неуловимы по сравнению с доминирующими компонентами в выбранном токе статора, такими как основные гармоники питания, гармоники эксцентриситета и гармоники паза. В отличие от мониторинга вибрации подшипников, для которого отраслевые стандарты были разработаны на основе многолетнего полевого опыта, полевой опыт мониторинга тока статора ограничен, и существуют значительные трудности.Например, величина признаков неисправности подшипника может варьироваться в различных приложениях, учитывая, что признаки неисправности подшипника в токе статора уже незаметны. Кроме того, мониторинг редуктора с использованием анализа токового сигнала статора предлагался редко, хотя редукторы широко используются в промышленных приложениях.
Следовательно, существует потребность в улучшенном способе и системе для мониторинга состояния системы трансмиссии, в частности коробки передач и подшипника, с использованием текущего сигнатурного анализа.
КРАТКОЕ ОПИСАНИЕВ соответствии с вариантом осуществления изобретения предоставляется способ обнаружения механических неисправностей в генераторе. Способ включает получение электрических сигналов, представляющих рабочее состояние генератора. Метод также включает в себя нормализацию электрических сигналов для извлечения спектральной информации. Способ дополнительно включает в себя обнаружение неисправности на основе анализа спектральной информации.
В соответствии с другим вариантом осуществления изобретения предоставляется система для обнаружения и обнаружения неисправности генератора.Система включает в себя один или несколько датчиков для сбора электрических сигналов, представляющих рабочее состояние генератора. Система также включает в себя контроллер для нормализации электрических сигналов для извлечения спектральной информации. Система дополнительно включает в себя модуль блока обнаружения неисправностей для обнаружения одной или нескольких неисправностей в коробке передач на основе анализа извлеченной спектральной информации.
ЧЕРТЕЖИЭти и другие особенности, аспекты и преимущества настоящего изобретения станут более понятными, когда следующее подробное описание будет прочитано со ссылкой на прилагаемые чертежи, на которых одинаковые символы представляют одинаковые части на всех чертежах, на которых:
ИНЖИР.1 представляет собой схематическое представление примерного варианта осуществления электромеханической машины (EMM) согласно варианту осуществления изобретения.
РИС. 2 — блок-схема примерной конфигурации системы обнаружения неисправностей в соответствии с одним вариантом осуществления.
РИС. 3 — блок-схема примерной конфигурации системы обнаружения неисправностей в соответствии с одним вариантом осуществления.
РИС. 4 — блок-схема примерной конфигурации системы обнаружения неисправностей в соответствии с одним вариантом осуществления.
РИС. 5 — блок-схема примерной конфигурации системы обнаружения неисправностей в соответствии с одним вариантом осуществления.
РИС. 6 — схематическое изображение конфигурации подшипника EMM в соответствии с одним вариантом осуществления.
РИС. 7 — схематическое представление примерной формы волны выходного тока статора EMM на фиг. 1 в частотной области в соответствии с вариантом осуществления изобретения.
РИС. 8 — схематическое изображение конфигурации шестерни коробки передач EMM в соответствии с одним вариантом осуществления.
РИС. 9 — схематическое представление примерной формы сигнала выходного тока статора EMM на фиг. 1 в частотной области в соответствии с вариантом осуществления изобретения.
РИС. 10 — блок-схема, представляющая этапы, включенные в примерный способ обнаружения неисправностей в генераторе ветряной турбины.
РИС. 11 — блок-схема, представляющая этапы, включенные в примерный способ обнаружения неисправностей в электромеханической машине (EMM) в соответствии с одним вариантом осуществления изобретения.
РИС. 12 — блок-схема, представляющая этапы, включенные в примерный способ обнаружения неисправностей в электромеханической машине (EMM) в соответствии с другим вариантом осуществления изобретения.
ПОДРОБНОЕ ОПИСАНИЕВ данном документе описывается метод разделения электрического многофазного дисбаланса для высокочувствительного обнаружения неисправностей в электромеханической машине (EMM), включая неисправности трансмиссии и неисправности подшипников. Методика обеспечивает дифференциацию ухудшенного состояния компонента EMM от нормальных или допустимых условий на основе возможных незначительных изменений в величине сигнатур неисправности.Доминирующими компонентами в токе статора типичной электромеханической машины являются основная гармоника питания и гармоники, гармоники эксцентриситета, щелевые гармоники, гармоники насыщения и другие компоненты из неизвестных источников, включая шум окружающей среды. Поскольку такие доминирующие компоненты существуют до и после наличия неисправности подшипника, большая часть информации, которую они несут, не связана с неисправностью подшипника. В этом смысле они, по сути, являются «помехой» для проблемы обнаружения неисправностей EMM.Для сравнения, компоненты, возникающие из-за неисправности трансмиссии в токе статора, имеют гораздо меньшую величину, чем эти доминирующие компоненты. Таким образом, чувствительность обнаружения страдает даже при использовании лучших инструментов и методов анализа, которые в основе своей основаны на индивидуальном фазовом анализе.
Частоту доминирующих компонентов обычно можно определить по частоте питания, скорости ротора и конструкции машины. Если признаки неисправности трансмиссии рассматриваются как сигнал, а эти доминирующие компоненты рассматриваются как шум, то проблема обнаружения неисправностей трансмиссии по существу является проблемой низкого отношения сигнал / шум.Кроме того, поскольку частота сигнала может быть непредсказуемой, сигнал и шум могут иметь идентичные частоты. Таким образом, для обнаружения сигнатуры неисправности целесообразно удалить компоненты шума. Таким образом, доминирующие компоненты, не связанные с неисправностями трансмиссии в токе статора, оцениваются и затем отменяются их оценками в режиме реального времени. Таким образом, остальные компоненты (то есть ток статора с шумоподавлением) больше связаны с неисправностями трансмиссии.
Один вариант осуществления изобретения предусматривает систематическое и динамическое устранение вкладов симметричных или полезных компонентов электрического сигнала многофазной системы, таких как ток, напряжение или мощность.Такое устранение позволяет выделить в спектре переменного тока «искажения» электрических сигналов, вызванные асимметрией машины и / или неисправностью, и тем самым значительно упростить их обнаружение. Более конкретно, метод включает возведение в квадрат мгновенных значений электрического сигнала (тока, напряжения, мощности и т. Д.) Каждой из нескольких фаз и их суммирование. Возведение в квадрат мгновенных значений электрического сигнала «складывает» или добавляет все симметричные или сбалансированные (и обычно полезные) составляющие в эквивалентный сигнал постоянного тока.В результате только несимметричные компоненты в сигнале, если таковые имеются, указывающие на асимметрию или неисправность, будут отображаться как величины переменного тока с удвоенной частотой. Таким образом, за счет такого исключения всех симметричных элементов эффекты отклонений, будь то внутренняя асимметрия машины, неисправность обмотки статора, неисправность трансмиссии или неисправность главного подшипника, выделяются в спектре переменного тока, поскольку они не должны конкурировать с полезные или симметричные компоненты. Таким образом, результирующий спектр переменного тока, который можно приписать только ненормальному состоянию, анализируется с гораздо более высоким уровнем чувствительности.
Ссылаясь на фиг. 1 электромеханическая машина (EMM), такая как трехфазный генератор, сконфигурирована для выработки энергии. Узел EMM , 100, включает в себя узел ротора , 110, , основной подшипник , 120, , главный вал , 130, , коробку передач , 140, , электрические датчики (не показаны) и многофазный генератор 150 . . Узел EMM , 100, также включает в себя контроллер для контроля и управления работой многофазного генератора , 150, в ответ на условия отказа генератора.Контроллер включает в себя процессор для обнаружения неисправного состояния различных компонентов, включая систему трансмиссии и подшипник, в узле EMM , 100, . Контроллер будет описан более подробно со ссылкой на фиг. 2. Датчики электрического сигнала могут быть датчиками тока и напряжения для сбора данных о токе и напряжении, относящихся к многофазному генератору , 150, . Например, датчик тока воспринимает текущие данные от одной или нескольких фаз многофазного генератора.Более конкретно, в случае трехфазного индукционного генератора датчики тока и напряжения определяют данные о токе и напряжении от трех фаз трехфазного индукционного генератора. Хотя некоторые варианты осуществления настоящего изобретения будут описаны в отношении многофазного генератора, другие варианты осуществления настоящего изобретения могут быть применены к другим многофазным электромеханическим машинам.
В одном варианте осуществления изобретения датчики тока и напряжения соответственно определяют данные тока статора от многофазного генератора 150 .Данные о токе статора и напряжении, полученные от датчиков, передаются в контроллер для дальнейшей обработки и анализа. Анализ включает выполнение текущего сигнатурного анализа (CSA) для обнаружения неисправностей в EMM, включая неисправности трансмиссии и подшипников. Согласно варианту осуществления изобретения контроллер сконфигурирован так, чтобы исключить вклады симметричных или полезных компонентов электрического сигнала, так что только несбалансированные компоненты в сигнале, относящемся к неисправности, будут отображаться как величины переменного тока в спектре переменного тока.В частности, контроллер запрограммирован на удаление таких симметричных или полезных компонентов, не связанных с неисправностями, путем возведения в квадрат мгновенных значений текущих данных для каждой из нескольких фаз и суммирования возведенных в квадрат значений. В результате симметричные компоненты, не связанные с неисправностью, преобразуются в величины постоянного тока, в то время как асимметричные компоненты сигнала тока, связанные с неисправностью, проявляются в спектре переменного тока с удвоенной частотой.
Теперь обратимся к фиг. 2 показана подробная блок-схема контроллера.Как указано в отношении фиг. 1, контроллер , 170, включает в себя процессор , 180, и блок , 190, метода разделения электрического многофазного дисбаланса (eMIST). Блок eMIST , 190, подключен к банку датчиков , 160, и принимает данные о токе и напряжении статора для каждой фазы многофазного генератора , 150, и подготавливает данные о токе и напряжении для обработки процессором 180 . Функции блока , 190, eMIST будут описаны более подробно со ссылкой на фиг.3, 4 и 5 . Хотя модуль eMIST , 190, показан как отдельный компонент, также понятно, что функции модуля eMIST , 190, могут выполняться процессором , 180, .
Процессор 180 функционирует как система разделения дисбаланса, которая систематически и динамически устраняет вклады симметричных или полезных компонентов электрического сигнала многофазной системы, таких как ток, напряжение или мощность.Такое устранение позволяет «искажениям» электрических сигналов, вызванным асимметрией и / или неисправностью машины 100 , выделяться в спектре переменного тока. Другими словами, процессор , 180, сконфигурирован так, чтобы обрабатывать компоненты основной частоты как шум, а остальные частотные компоненты как компоненты, связанные с неисправностями. Динамическое устранение шумовых составляющих из непрерывно измеряемых составляющих тока статора дает чисто связанные с неисправностями компоненты, которые вводятся в ток статора из-за электромеханических повреждений.Например, процессор , 180, может быть запрограммирован на исключение основной частоты (например, 60 Гц) и низкочастотных гармоник (особенно составляющей основной частоты) из измеренных данных тока статора. Удаление основной частоты из измеренных данных тока статора может значительно улучшить разрешение аналого-цифрового преобразования и отношение сигнал / шум, поскольку основная частота 60 Гц имеет большую величину в частотном спектре токового сигнала.
Процессор , 180, может быть запрограммирован для дальнейшего анализа тока статора с шумоподавлением.В частности, порог может быть вычислен таким образом, чтобы частота измерения, выходящая за пределы порогового значения, указывала на ухудшенное / ненормальное состояние компонента EMM. Один из подходов к вычислению порога может заключаться в нахождении наивысшего уровня сигнатур неисправностей в нормальных условиях и установке этого значения как фиксированного порога.
Ссылаясь на фиг. 3, в примерном варианте осуществления изобретения блок eMIST , 190, обеспечивает шумоподавление в токе статора и изоляцию сигнала неисправности в нем.Чтобы обеспечить точное подавление шума в токе статора, блок eMIST , 190, сконфигурирован так, чтобы динамически устранять не связанные с неисправностью сбалансированные компоненты, то есть составляющие шума в токе статора. Чтобы динамически устранять компоненты шума в спектре тока статора, блок eMIST , 190, сконфигурирован так, чтобы возводить в квадрат мгновенные значения электрического сигнала (ток, напряжение, мощность и т. Д.) Каждой из нескольких фаз и суммировать возведенные в квадрат мгновенные значения в соответствии с уравнениями (1) и (2), так что симметричные или сбалансированные (и обычно полезные) компоненты преобразуются в эквивалентную величину постоянного тока, а любые несбалансированные, связанные с неисправностями компоненты появляются с удвоенной частотой в спектре переменного тока .
I = Ia 2 + Ib 2 +. . . + In 2 (1)
V = Va 2 + Vb 2 +. . . + Vn 2 (2)
В результате только члены с любой асимметрией проявляются как величины переменного тока в спектре переменного тока для I и V. Таким образом, за счет этого эффективного исключения всех симметричных членов эффекты отклонений, будь то внутренняя асимметрия машины или компонент трансмиссии, или неисправность подшипника, выделяются в спектре переменного тока как величины переменного тока.Таким образом, результирующий спектр переменного тока, который можно приписать только ненормальному состоянию, анализируется на предмет неисправности трансмиссии или состояния подшипника с гораздо более высоким уровнем чувствительности. Процессор , 180, выполняет анализ неисправностей по результатам уравнений (1) и (2) и обнаруживает неисправность при наличии любой связанной с неисправностью величины переменного тока в спектре переменного тока.
Следует отметить, что механические неисправности, связанные с узлом EMM 100 , могут также включать неисправности в узле 110 ротора.В случае неисправностей, возникающих в узле ротора , 100, , измерение тока статора не поможет обнаружить неисправность, связанную с ротором, так как любая неисправность, возникающая в роторе, создаст одинаковую модуляцию во всех n-фазах многофазной сети. фазовый генератор, где n — количество фаз. Для обнаружения неисправностей в узле ротора блок eMIST , 190, сконфигурирован для вычисления базовых измерений, как показано на фиг. 4, а затем вычислить «гибридные» данные по току статора, как показано на фиг.5. Базовые измерения данных по току и напряжению статора — это данные по току и напряжению, связанные с исправными компонентами трансмиссии и подшипников и полученные во время исправных условий работы узла EMM 100 . Базовые данные о токе статора, связанные с исправной трансмиссией и состояниями подшипников, могут включать в себя набор данных о токе статора для каждой из множества фаз, которые собираются вскоре после установки узла EMM 100 , включая подшипник и трансмиссию. составные части.В примере базовые электрические сигналы статора получают во время начальной работы узла 100 EMM, то есть при первом запуске узла 100 EMM после установки узла 100 EMM. Полученные таким образом данные о токе статора гарантируют, что в ток статора не будет включен компонент, связанный с неисправностью трансмиссии или подшипника. Обращаясь к фиг. 4, в примере, блок eMIST 190 принимает данные о токе и напряжении из банка датчиков 160 и вычисляет базовые измерения для тока и напряжения в соответствии с уравнениями (3) и (4) ниже,
I базовый уровень = Ia — базовый уровень 2 + Ib — базовый уровень 2 +.. . + In — базовый уровень 2 (3)
V базовый уровень = VA — базовый уровень 2 + Vb — базовый уровень 2 +. . . + Vn -baseline (4)
Где
Ibaseline — это базовые данные по току статора, измеренные в нормальных условиях машины
Ia-baseline — базовые данные по току статора для первой фазы
Ib-baseline — базовые данные по току статора для вторая фаза
In-baseline — это базовые данные по току статора для n-й фазы
Vbaseline — базовые данные напряжения статора, измеренные в нормальных условиях машины
Va-baseline — базовые данные напряжения статора для первой фазы
Vb-baseline — базовые данные напряжения статора для второй фазы
Vn-baseline — это базовые данные напряжения статора для n-й фазы.
Таким образом, данные базового тока (I) и напряжения (V) представляют собой сумму квадратов мгновенных значений сигнала тока и напряжения каждой из нескольких фаз. Блок eMIST , 190, дополнительно сконфигурирован для выполнения быстрого преобразования Фурье (БПФ) базовых значений тока и напряжения статора в соответствии с уравнениями (5) и (6), чтобы разложить компоненты, не связанные с неисправностью, в токе. сигнал (I) в эквивалентную величину постоянного тока при отображении компонентов, связанных с неисправностью, в спектре переменного тока с удвоенной частотой в частотной области.Поскольку все компоненты тока статора в исправном состоянии подшипников являются шумовыми, информация о неисправностях не включается в спектр переменного тока во время базовых измерений. Следовательно, при развитии неисправности в спектре переменного тока с удвоенной частотой появляются только компоненты шума.
FFT ( I ) = 2 * f baseline I (5)
FFT ( V ) = 2 * f baseline V (6)
В идеальной ситуации, если предположить, что Узел EMM 100 работает нормально, без механических неисправностей, результирующие данные по току и напряжению статора будут иметь компоненты, не связанные с неисправностями, т.е.е., сбалансированные компоненты исключены и не содержат компонентов, связанных с неисправностями, в спектре переменного тока. Полученные в результате данные о токе и напряжении статора образуют базовые данные во время обнаружения неисправности. Процессор , 180, может сохранять базовые измерения в памяти , 185, для использования во время анализа и обнаружения неисправностей ротора , 110, .
Далее, как показано на фиг. 5, модуль eMIST , 190, принимает данные о токе и напряжении от группы датчиков 160 и вычисляет данные о токе гибридного статора для тока и напряжения в соответствии с уравнениями (7) и (8), как показано ниже.Данные о токе и напряжении гибридного статора вычисляются путем замены составляющей тока и напряжения по крайней мере одной фазы данных многофазного тока и напряжения соответствующими базовыми данными тока и напряжения для этой конкретной фазы, где базовые данные измеряются во время нормальное / нормальное состояние машины.
I гибрид = Ia — старый 2 + Ib — новый 2 +. . . + В — новый 2 (7)
V гибрид = VA — старый 2 + Vb — новый 2 +.. . + Vn -new 2 (8)
Где
Ihybrid — данные о токе статора, полученные во время обнаружения неисправности.
Ia-old, это текущие данные первой фазы, полученные во время базового измерения.
Ib-new, это текущие данные. текущие данные второй фазы, полученные во время обнаружения неисправности.
In-new, это текущие данные n-й фазы, полученные во время обнаружения неисправности.
Vhybrid, это данные напряжения статора, полученные во время обнаружения неисправности. первая фаза, полученная во время базового измерения.
Vb-new, это данные напряжения второй фазы, полученные во время обнаружения неисправности.
Vn-new, это данные напряжения n-й фазы, полученные во время обнаружения неисправности.
Блок eMIST 190 дополнительно сконфигурирован для выполнения быстрого преобразования Фурье (БПФ) значений тока и напряжения гибридного статора в соответствии с уравнениями (9) и (10), чтобы разложить компоненты, не связанные с неисправностями, в сигнал тока (I) в эквивалентную величину постоянного тока при отображении компонентов, связанных с неисправностью, в спектре переменного тока с удвоенной частотой в частотной области.
БПФ ( I гибрид) = 2 * f гибрид I (9)
FFT ( V гибрид) = 2 * f гибрид V (10)
Процессор 180 может затем сравните величины и фазы гибридных величин переменного тока для напряжения и тока с базовыми измерениями напряжения и тока.Основываясь на сравнении, любое отклонение гибридных величин от базовых измерений может указывать на неисправность, по меньшей мере, в одном из компонентов в узле , 100, EMM, таком как компонент трансмиссии или подшипник. Результаты сравнения могут быть сохранены в памяти , 185, для дальнейшего анализа, например, частота отказов, время возникновения отказов, частота отказов отдельных компонентов и т. Д.
Кроме того, для повышения точности обнаружения он желательно получить набор пороговых значений для каждого контролируемого компонента, включая коробку передач 140 и подшипник 120 узла EMM 100 .Чтобы различать различные неисправности, возникающие в различных компонентах в узле , 100, EMM, для каждого компонента собираются множественные выборки сигналов тока и напряжения при базовых условиях и условиях обнаружения неисправностей и устанавливаются соответствующие пороговые значения. Например, чтобы отличить ухудшенное состояние коробки передач от других неисправных компонентов, желательно иметь порог предупреждения для RMS тока статора с шумоподавлением для коробки передач , 140, .Возможная неисправность редуктора может быть обнаружена путем наблюдения неконтролируемого отклонения тока статора с шумоподавлением от определенного порога предупреждения. Чтобы избежать ошибочной оценки из-за недостаточного количества данных, процессор , 180, запускается после приема достаточного количества отсчетов тока статора с шумоподавлением, например, после получения более 30-50 отсчетов. Отклонение может быть измерено процентным содержанием неконтролируемых образцов, например, более 10%, за пределами контрольных пределов, будет отправлено предупреждающее сообщение о состоянии коробки передач.
РИС. 6 показано схематическое изображение подшипника 600 , имеющего внутреннюю дорожку качения 610 и внешнюю дорожку качения 620 с шариками подшипника 630 между внутренней и внешней дорожкой качения 610 , 620 и сепаратором 640. , чтобы закрепить шарики 630 в их положении внутри подшипника 600 . Частоты внешней и внутренней дорожки качения возникают, когда каждый шарик 630 проходит над дефектом.Это происходит Nb раз за полный цикл дорожки качения, где Nb — количество шариков 630 в подшипнике 600 . Это приводит к определению несущей частоты fbearing в соответствии с уравнениями (11) — (13),
Outerraceway: f0 = Nb2fr (1-DbDccos )β) (11) Inner Raceway: fi = Nb2fr (1 + DbDccosβ) (12) Ball: fb = DcDbfr (1-Db2Dc2cos2β). (13 )
- Где
- f0 — частота колебаний внешней дорожки качения 620
- fi — частота колебаний внутренней дорожки качения 620
- fb — частота колебаний шарика подшипника 630
- Nb — это нет.кол-во шаров 630
- fr — механическая частота вращения ротора в Гц
- Db — диаметр шарика
- Dc — диаметр шага подшипника
- β — угол контакта шариков на дорожках
Такие колебания подшипника также проявляются в спектре электрического тока генератора 150 из-за модуляции воздушного зазора в результате вибраций. Определенные частоты в спектре тока статора могут быть связаны с конкретными видами отказов в подшипниках 600 и компонентах коробки передач 140 .Согласно уравнению (14),
- Частота тока статора:
fs = | f основная частота ± k · f подшипник | (14) - Где,
- ffundamental = 60 Гц
В примере для обнаружения неисправности внутренней дорожки качения подшипника 610 для заданных условий испытания образца: скорость вала 800 об / мин, нагрузка 15 кВт, ротор частота возбуждения 20 Гц и выходная частота статора 60 Гц, частота вибрации подшипника согласно уравнению (12) рассчитывается как,
fbearing = Nb2frotor (1 + DbDccosβ) ≈66∼67 Hz
N b = 8
f ротор = 800/60 = 13.3 Гц
D b = 2,3 см
D c = 9,3 см
β≈0
Частота тока статора согласно уравнению (14) определяется как,
fbearing = Nb2frotor ( 1 + DbDccosβ) ≈66∼67Hzfs = | ffundamental ± k · fbeatring | fs = | ffundamental-2 · fbeatring | ≈73,1Hz
- Где,
- ffundamental = выход статора частота 60 Гц
- Константа k = 2
Форма волны выборочного выходного тока статора в частотной области показана на фиг.7. Ось абсцисс 710 представляет частоту в Гц, а ось ординат 720 представляет усиление в дБ. Кривая 730 представляет выходной ток статора при нормальных условиях подшипника, а кривая 740 представляет выходной ток статора при неисправном состоянии подшипника с неисправной дорожкой качения внутреннего подшипника. Пиковый выходной ток статора из-за неисправности подшипника показан кривой 750 . Как показано на примере, разница в выходном токе статора для исправного и неисправного подшипников составляет около 15 дБ.
РИС. 8 показано схематическое изображение шестерни коробки передач с изношенными зубьями , 810, . Для заданных условий испытаний при частоте вращения вала 800 об / мин, нагрузке 15 кВт, частоте возбуждения ротора 20 Гц и выходной частоте статора 60 Гц частота тока статора при неисправной шестерне редуктора 800 рассчитывается по уравнению (12) as,
fs = | ffundamental ± k · frotor | fs = | ffundamental-56 · frotor | ≈833Hz
f ротор = 800/60 = 13.3 Гц
ffundamental = 60 Гц
Константа k = 56
Константа k определяет полосу пропускания для контроля формы сигнала. Соответственно, константа k может быть определена для выбора полосы пропускания, в пределах которой частота, представленная формой сигнала, наиболее чувствительна для анализа и обнаружения неисправностей.
Форма волны 900 образца выходного тока статора в частотной области для неисправного редуктора показана на фиг. 9. Ось абсцисс 910 представляет частоту в Гц, а ось ординат 920 представляет усиление в дБ.Кривая 930 представляет выходной ток статора при исправном состоянии коробки передач, а кривая 940 представляет выходной ток статора при неисправном состоянии коробки передач с неисправной шестерней. Пиковый выходной ток статора из-за неисправности редуктора показан кривой 950 . Как показано на примере, разница в выходном токе статора для исправной коробки передач и неисправной коробки передач составляет около 20 дБ.
В одном варианте осуществления настоящее изобретение применяется к индукционному генератору с двойным питанием (DFIG), где любая механическая неисправность, относящаяся к подшипнику генератора или коробке передач, обнаруживается путем анализа электрических сигналов, таких как выходное напряжение и ток на статоре DFIG. .Например, DFIG является частью узла ветряной турбины, где лопасти ветряной турбины составляют узел ротора для DFIG. Способ включает в себя получение выходных сигналов статора, например сигналов выходного тока статора, с использованием одного или нескольких датчиков. Один или несколько датчиков могут быть датчиками мониторинга на основе состояния (CBM). Подход заключается в мониторинге спектрального состава тока статора DFIG и связывании спектральной характеристики тока статора с неисправностями в подшипниках DFIG и редукторе.Неисправности в подшипниках и редукторе вызывают вибрации вала DFIG, которые, в свою очередь, распространяются как колебания крутящего момента на механической частоте вращения ротора в DFIG. Эти колебания также проявляются в спектре электрического тока генератора из-за модуляции воздушного зазора в результате колебаний. Следовательно, определенные частоты в выходном токе статора DFIG могут быть связаны с конкретными режимами отказа в подшипниках и компонентах трансмиссии. Хотя настоящий вариант осуществления описан в отношении DFIG ветряной турбины, настоящий вариант осуществления может применяться к другим электромеханическим машинам и другим системам.
РИС. 10 — блок-схема, представляющая этапы примерного способа обнаружения неисправностей в генераторе ветряной турбины. На этапе , 1001, собираются электрические сигналы, представляющие рабочее состояние генератора. В одном примере электрические сигналы являются сигналами тока, которые соответствуют рабочему состоянию генератора, такому как неисправное рабочее состояние. Кроме того, на этапе , 1002, электрические сигналы обрабатываются на основе быстрых преобразований Фурье, частотно-временного анализа или анализа мультимодального разрешения или их комбинаций для получения нормализованного спектра электрических сигналов.На этапе , 1003, нормализованная спектральная информация предоставляется процессору для выделения признаков и для выполнения выводов на основе спектрального усиления. На этапе , 1003, , неисправность, связанная с коробкой передач, подшипником или любым другим компонентом, связанным с генератором, обнаруживается, когда текущая сигнатура отклоняется от определенного порогового значения. Пороговое значение для обнаружения конкретной неисправности может быть определено на основе характеристик генератора, полевых испытаний и / или результатов моделирования.В другом варианте неисправность генератора может быть обнаружена путем объединения результатов вибрационных сигналов и электрических сигналов.
РИС. 11 — блок-схема, представляющая этапы, включенные в примерный способ обнаружения неисправностей в электромеханической машине (EMM) в соответствии с вариантом осуществления изобретения. Способ , 1100, включает в себя получение одного или нескольких электрических сигналов для каждой фазы многофазного EMM во время работы на этапе , 1101, . Примеры электрических сигналов включают ток, напряжение, мощность и т. Д.Кроме того, способ включает в себя динамическое удаление симметричных компонентов из одного или нескольких электрических сигналов на этапе , 1102, . В одном варианте осуществления симметричные компоненты динамически устраняются в соответствии с алгоритмом, показанным уравнениями (1) и (2), в котором мгновенное значение одного или нескольких электрических сигналов для каждой фазы из нескольких фаз возводится в квадрат квадратов значений суммируются один или несколько электрических сигналов. Результирующие значения тока и напряжения раскладываются на симметричные компоненты и асимметричные компоненты с помощью любого метода нормализации, такого как быстрое преобразование Фурье (БПФ).На этапе , 1103, неисправность обнаруживается на основе идентификации асимметричных компонентов в результирующих электрических сигналах. В одном примере асимметричные компоненты в результирующих электрических сигналах, то есть в результирующем спектре переменного тока, сравниваются с определенными пороговыми значениями. Неисправность обнаруживается, когда асимметричные компоненты отклоняются от определенного порогового значения.
РИС. 12 — блок-схема, представляющая этапы, включенные в примерный способ обнаружения неисправностей в электромеханической машине (EMM) в соответствии с другим вариантом осуществления изобретения.Способ , 1200, включает в себя получение первого набора электрических сигналов для каждой фазы многофазного EMM во время начальной работы EMM на этапе , 1201, . В варианте осуществления первый набор электрических сигналов получается во время начальной операции EMM, то есть при первом запуске EMM после установки EMM. Полученные таким образом данные о токе статора гарантируют, что в ток статора не будут включены сигналы неисправности компонента EMM. На этапе , 1202, симметричные компоненты в первом наборе электрических сигналов динамически устраняются в соответствии с алгоритмом, показанным уравнениями (3) — (6), в котором мгновенное значение первого набора электрических сигналов для каждой фазы множественные фазы возводятся в квадрат, квадраты значений одного или нескольких электрических сигналов суммируются, чтобы сформировать базовые электрические сигналы.На этапе , 1203, , второй набор электрических сигналов для каждой фазы многофазного EMM во время нормальной работы EMM. Например, второй набор электрических сигналов поступает непрерывно как часть процесса мониторинга состояния, в котором EMM может генерировать сигналы, представляющие неисправное рабочее состояние узла EMM. Неправильное рабочее состояние может быть результатом неисправных или изношенных компонентов в узле EMM. Второй набор электрических сигналов преобразуется в гибридные электрические сигналы на этапе , 1204, .
В одном варианте осуществления второй набор электрических сигналов преобразуется в гибридные электрические сигналы путем замены электрического сигнала в первом наборе электрических сигналов, полученных по меньшей мере для одной фазы, на базовый электрический сигнал для соответствующей фазы. Любая неисправность, возникающая из-за неисправности ротора, обычно модулирует электрические сигналы выходного статора одинаково во всех n-фазах. Соответственно, формирование гибридных электрических сигналов, как показано уравнениями (7) — (8), позволяет обнаруживать любую неисправность, возникающую в узле ротора.На этапе , 1205, симметричные компоненты в гибридных электрических сигналах удаляются, как показано уравнениями (9) и (10). Связанные с неисправностью асимметричные компоненты, если таковые имеются, в результирующих электрических сигналах от этапа , 1105, появляются на удвоенной частоте в спектре переменного тока. Асимметричные компоненты в гибридных электрических сигналах сравниваются с асимметричными компонентами в базовых электрических сигналах на этапе , 1206, . На основе сравнения, если асимметричные компоненты в гибридных электрических сигналах отклоняются от асимметричных компонентов в базовых электрических сигналах на этапе , 1207, , сигналы неисправности генерируются на этапе , 1208, .В противном случае способ переходит к этапу , 1201, и продолжает отслеживать выходные сигналы статора на предмет неисправности.
Хотя здесь были проиллюстрированы и описаны только некоторые особенности изобретения, специалисты в данной области техники могут сделать множество модификаций и изменений. Следовательно, следует понимать, что прилагаемая формула изобретения предназначена для охвата всех таких модификаций и изменений, которые соответствуют истинному духу изобретения.
Диагностика неисправностей — обзор
1.1.1.1 Сборочные роботы
Что касается сборочных роботов, основная задача — добиться высокоточного позиционирования заготовки. Согласно предыдущим исследованиям, затраты на сборку составляют 50% от общих производственных затрат [5]. Системы сборочных роботов также можно разделить на жестких сборочных и гибких сборочных роботов. Роботы для жесткой сборки — это индивидуальные системы обработки конкретных деталей в традиционной промышленной среде.
Роботы для сборки с жесткой рамой имеют плохую обобщенность.Если производственная линия заменяется обработанными деталями, оборудование необходимо настраивать. Замена оборудования повлечет за собой большую экономическую нагрузку. По сравнению с роботами для жесткой сборки, роботы для гибкой сборки могут разрабатывать индивидуальные программы обработки в соответствии с заготовкой. Гибкие сборочные роботы являются программируемыми, что может привести к различным схемам сборки для разных деталей. Гибкие сборочные роботы важны для гибкой сборочной системы. В настоящее время промышленные разработки находятся в центре внимания разработки гибких сборочных роботов [6].В следующем обсуждении под роботами-сборщиками понимаются гибкие сборочные роботы.
Сборочный робот состоит из четырех компонентов: компонентов оборудования, датчиков, контроллеров и исполнительных механизмов. Чтобы создать сложную траекторию движения детали в реальной среде сборки, сборочные роботы обычно имеют более четырех степеней свободы (DOF). Основные сборочные роботы можно разделить на два типа: роботы-манипуляторы для селективной сборки (SCARA) и роботы с шестью степенями свободы.
SCARA имеют четыре степени свободы, которые обычно используются в сборке электроники, винтовой сборке и т. Д. [7].SCARA специально разработаны для сборочных приложений Университетом Яманаси. SCARA содержат два параллельных соединения, которые могут собирать заготовку в заданной плоскости. По сравнению с роботами с шестью степенями свободы, преимущества SCARA заключаются в более высокой скорости и точности сборки; К недостаткам можно отнести ограниченное рабочее пространство. Обычно используемые стратегии управления для SCARA включают адаптивное управление, управление силой, надежное управление и так далее [8]. В современных исследованиях управления роботами используются интеллектуальные алгоритмы для улучшения характеристик управления [9].Dulger et al. применил нейронную сеть для управления SCARA [10]. Нейронная сеть была оптимизирована путем оптимизации роя частиц для повышения производительности. Son et al. приняла оптимизированную обратную нейронную сеть для управления с обратной связью [11]. Чтобы справиться с нарушениями в работе, параметры обратной нейронной сети обновляются алгоритмом обратного распространения. Луан и др. использовали нейронную сеть с радиальной базисной функцией (RBF) для достижения динамического управления SCARA [12].
Роботы с шестью степенями свободы могут найти заготовку практически в любой точке.Таким образом, роботы с шестью степенями свободы могут выполнять сборку сложных трехмерных (3D) деталей. Динамика роботов с шестью степенями свободы является основной для управления роботами. Zhang et al. рассмотрел трение роботов и использовал гибридный метод оптимизации для моделирования динамики робота с шестью степенями свободы [13]. После оптимизации динамическая точность значительно увеличилась. Ян и др. предложил симулятор динамики робота с шестью степенями свободы [14]. Роботы с большой степенью свободы обладают большими возможностями.Однако слишком большая свобода неэкономична. Чтобы найти компромисс между экономичностью и осуществимостью, глубину резкости можно оптимизировать для конкретных задач. Ян и др. предложил метод оптимизации для минимизации глубины резкости [15]. Этот метод оптимизации может уменьшить глубину резкости и улучшить ее использование.
Роботы-сборщики должны взаимодействовать с вспомогательным оборудованием. Светильники являются жизненно важным оборудованием для обеспечения совместной работы. Крепления могут фиксировать относительное положение между заготовкой и роботом под нагрузкой.Если точность расположения приспособлений невысока, независимо от того, насколько точна точность позиционирования робота, он не может достичь высокой точности сборки. В настоящее время гибкое приспособление — это будущее развитие [16]. Lowth et al. предложили уникальное приспособление, которое может адаптивно регулировать радиальное и угловое положение [17]. Хотя для сборочных роботов применяются вспомогательные устройства, результаты сборочных роботов все же могут быть неудачными. Предотвращение неудачной сборки особенно важно при сборке электрического разъема, поскольку электрический разъем не является жестким компонентом.Чтобы обнаружить неудачную сборку узла электрического разъема, Di et al. предложили гибридную систему обнаружения с датчиком силы и камерой [18].
Система диагностики и прогноза неисправностей сборочных роботов гарантирует точность сборки. Есть много исследований, посвященных диагностике неисправностей и системам прогнозирования. Хуанг и др. разработан классификатор для жгута проводов робота [19]. Это исследование смоделировало производственный процесс и рассчитало неисправность с помощью нечеткой модели. Байдар и др.представила модель диагностики с прогнозированием ошибок [20]. Предлагаемая модель объединяет моделирование Монте-Карло, генетический алгоритм и так далее. Функции системы диагностики и прогнозирования неисправностей для сборочных роботов должны содержать основные аспекты, как указано в Choo et al. [21]:
- (a)
Состояние работоспособности сборочных роботов отслеживается в реальном времени. Контролируемые данные регистрируются в наборе данных. Характеристики работоспособности извлекаются из состояний работоспособности сборочных роботов.Неисправности и оставшийся срок службы можно рассчитать в соответствии с характеристиками.
- (b)
В соответствии с результатами диагностики и прогноза неисправностей, задачи сборки переназначаются, чтобы гарантировать замену вышедших из строя сборочных роботов полностью функционирующими роботами. Планы обслуживания могут быть составлены для ремонта вышедших из строя роботов.
Аддитивное производство мягких магнитов для электрических машин — обзор
В связи с растущим интересом к электрификации за счет экологически чистых энергетических технологий, таких как энергия ветра и использование чисто электрических силовых агрегатов в различных приложениях, спрос на следующее поколение высок. производительность магнитных материалов значительно выросла.Конструирование электрических машин для этих приложений сталкивается с проблемами с точки зрения соответствия очень строгим показателям плотности мощности и эффективности преобразования, тем самым мотивируя исследование передовых материалов и производство следующего поколения легких сверхэффективных электрических машин. Аддитивное производство (AM), технология послойной трехмерной (3D) печати, открывает новые возможности для усовершенствований промышленного производства электрических машин за счет печати почти чистой формы сложной геометрии, сокращения количества деталей и времени выполнения заказа. и сохранение дорогостоящих критически важных материалов, таких как редкоземельные магниты, а также нанокристаллических и аморфных магнитомягких композитов, что позволяет использовать их только в критических областях, требуемых желаемыми свойствами печатных деталей.Магнитные, электрические, термические и механические свойства магнитных материалов также сильно зависят от выбора метода AM. Среди семи основных стандартных режимов 3D-печати, установленных Американским стандартом испытаний и материалов, выборочное лазерное плавление, моделирование наплавленного осаждения и технология распыления связующего доминируют в AM-обработке магнитомягких материалов и их интеграции в электрические машины. В этой работе обобщается и обсуждается состояние печати и эксплуатационные характеристики магнитомягких материалов для электрических машин.Обсуждаются также перспективы выбора магнитомягких материалов с точки зрения цены, печатаемости, веса и производительности электрических машин. В этом обзоре освещается текущее состояние AM больших электрических машин, рекомендации по выбору процессов AM, технологии гибридной печати и связанные с ними возможности и проблемы. Особое внимание уделяется обработке различных материалов, что очень важно для электрических машин. Технологии гибридной печати, сочетающие несколько процессов AM с адекватной автоматизацией и обеспечивающие одновременное дозирование мультиматериалов, контроль качества в реальном времени, постобработку и чистовую обработку поверхности со встроенным вычитающим компьютерным числовым управлением, являются требованиями для продвижения к электрическим машинам конечного пользователя.
Поиск и устранение неисправностей в электрической цепи в производственной среде
Что такое электрическая неисправность?
Электрическая неисправность — это ненормальное состояние, вызванное отказом оборудования или дефектами проводки, вызывающее неправильную работу механизмов или устройств. Электрические неисправности могут привести к остановке всей производственной линии и в результате могут быть очень дорогостоящими.
Электрические неисправности обычно представляют собой обрыв цепи или короткое замыкание, но также могут быть их комбинацией.Другие неисправности могут включать неправильное рабочее напряжение, механическое повреждение компонентов и чрезмерный нагрев или коррозию.
Поиск и устранение неисправностей электрического оборудования
Электрические неисправности — это проклятие существования для любого специалиста по обслуживанию и ремонту в промышленном мире. На протяжении многих лет для устранения неисправностей в электричестве использовалось много царапин на голове и творческого использования языка! По правде говоря, простои — это реальность в любой корпоративной или производственной среде.
Знание того, как эффективно устранять неполадки, может иметь решающее значение в вашей организации! Это поможет сократить время простоя!
Давайте посмотрим на некоторые распространенные неисправности и способы их диагностики.
Определение электрических неисправностей
- Обрыв цепи Неисправности являются наиболее распространенными, и их относительно легко устранить. Как правило, этот тип неисправности можно быстро определить, поскольку какая-то часть схемы не будет работать, поскольку она не получает напряжения, необходимого для правильной работы. Ищите перегоревшие лампочки, открытые рабочие катушки и неплотные соединения или клеммы, которые могут вызвать этот тип неисправности. На оборудовании с проводкой, которая постоянно изгибается, вы можете найти обрыв проводника внутри изоляции, что приведет к разрыву цепи.
- Короткое замыкание неисправности труднее найти и устранить. Обычно короткое замыкание происходит, когда изоляция вокруг проводника ухудшается, и ток находит путь к другому проводнику или заземленному объекту. Это может привести к срабатыванию предохранителей или автоматических выключателей из-за нежелательного протекания чрезмерного тока. Другая возможность заключается в том, что короткое замыкание активирует другие части цепи и заставит другие компоненты работать непреднамеренно. Хотя предохранитель или автоматический выключатель могут отключиться с «старости», это, скорее, показатель короткого замыкания или перегрузки по току.
- Низкое напряжение Проблемы могут привести к дребезгу реле или отсутствию срабатывания реле. Двигатели и компоненты с катушками могут нагреваться больше обычного, что может привести к ухудшению электрической изоляции и возможному выходу из строя.
- Перенапряжение Проблемы обычно сокращают срок службы большинства компонентов из-за более сильного, чем обычно, нагрева. Освещение и двигатели больше всего страдают от этой проблемы.
- Электро / механические неисправности обычно случаются с компонентами, срок службы которых приближается к концу или имеет производственные дефекты.Этот тип неисправности включает в себя такие вещи, как кнопка, которая больше не закрывается при нажатии, или реле с залипшими / сваренными контактами. Этот тип неисправности часто не имеет внешних признаков внутренних проблем.
Логика поиска и устранения неисправностей
Безопасность прежде всего! Прежде чем приступить к устранению неисправности в электрической сети, убедитесь, что вы знаете правила и процедуры безопасности вашей организации, включая правила и процедуры тестирования блокировки / маркировки .
Чтобы быть эффективным специалистом по устранению неполадок, вы всегда должны начинать со стратегии, если хотите, с системного подхода.Для начала соберите информацию об оборудовании и неисправности, включая распечатки и руководства производителя.
Понять, как устройство спроектировано для работы, и изучить документацию по проблеме, такую как рабочие задания, отчеты о неисправностях или обсуждения с лицом, сообщившим о проблеме. Затем следуйте этому систематическому подходу.
- Наблюдение
Ищите визуальные признаки неисправного оборудования, включая незакрепленные компоненты, детали в нижней части шкафа или признаки перегрева компонентов.Не забывайте задействовать все свои органы чувств, включая обоняние, прислушиваясь к необычным звукам и касаясь, чтобы почувствовать чрезмерное тепло или незакрепленные компоненты. Кроме того, по возможности полностью проверьте работу оборудования и отметьте, что работает правильно, а что нет. - Определите проблемные области
Решите, какие части схемы работают правильно, а какие нет. Любые правильно работающие части схемы можно исключить из проблемных областей, что сократит время, необходимое для тестирования позже. - Определение возможных причин
После того, как вы определили проблемную область, вы можете приступить к перечислению возможных причин. Постарайтесь подумать обо всех возможностях, которые могут вызвать проблему, и оценить каждую по вероятности. Обычно возможные варианты включают следующее: перегоревшие предохранители, механические компоненты, обмотки и катушки, клеммные соединения и проводка. - Проверка вероятной причины
Теперь, когда у вас есть список наиболее вероятных причин, вы можете начать тестирование.Начните с наиболее вероятной причины. Всегда знайте, чего ожидать, прежде чем снимать показания глюкометра, и знайте, что это означает, если вы получите показание, отличное от того, что вы предсказали. Судя по вашим тестам, вам может потребоваться дальнейшее секционирование цепи, чтобы уменьшить проблемную область. Продолжайте использовать этот метод, пока не найдете подозрительный компонент или провод. - Замените компонент и проведите тестирование
После того, как вы убедились, что компонент неисправен, замените компонент и проверьте работу всей цепи.Убедитесь, что вы проверили все функции и работу схемы. Если все работает правильно, верните оборудование в эксплуатацию. Если схема по-прежнему работает неправильно, вам нужно будет переосмыслить свою логику и вернуться к первому шагу.
Торговые инструменты
Для поиска и устранения неисправностей в электрической сети доступно множество инструментов.
Обычный мультиметр — отличное начало и обычно все, что вам нужно для выполнения большинства ваших тестов. Типичный мультиметр может измерять напряжение переменного и постоянного тока, сопротивление и небольшие токи.
Еще одним отличным дополнением стал бы накладной амперметр для измерения рабочего тока.
Давайте посмотрим, что делают эти инструменты и когда их использовать.
- Омметр
Омметр измеряет сопротивление в цепи и является отличным инструментом для поиска коротких замыканий, обрывов катушек или перегоревших лампочек. Перед снятием показаний омметра питание цепи необходимо отключить и заблокировать. Перед запуском не забудьте соединить провода и снять показания, чтобы убедиться, что измеритель работает правильно.Перед считыванием показаний всегда рекомендуется отсоединять один провод от компонента, чтобы гарантировать отсутствие параллельных путей при считывании. - Вольтметр
Вольтметр измеряет напряжение переменного или постоянного тока в цепи и является предпочтительным для поиска обрывов. Всегда проверяйте свой измеритель на известном источнике напряжения, чтобы убедиться, что он работает правильно, прежде чем снимать тестовые показания. Постарайтесь использовать один провод в качестве эталонного и держать его на нейтрали или на земле. Используйте другой провод для выбора клемм для ваших контрольных точек. - Амперметр с зажимом
Амперметр с зажимом полезен для измерения тока, потребляемого компонентами во время их работы. Двигатель, потребляющий больше тока, чем обычно, может иметь изношенные подшипники или перегружен. Амперметр с накладкой также полезен для определения протекания тока в различных частях цепи.
Еще несколько советов
- Никогда не недооценивайте силу собственных чувств при определении ошибок. Запах «горелой изоляции» почти всегда является хорошим признаком неисправности компонента.
- Прослушивание необычных звуков при работе с устройством также может привести к проблеме.
- Осмотр компонентов на предмет визуальных признаков возгорания. — это всегда хорошее место для начала, а проверка оборудования на предмет перегрева также может быть признаком неисправности. Только будьте осторожны, чтобы не обжечься при проверке горячего оборудования!
Систематический подход Simutech к поиску и устранению неисправностей
Мы можем помочь вашей организации создать эффективную программу устранения неполадок.Подход Simutech к систематическому поиску и устранению неисправностей предлагает 5-этапный метод определения наиболее эффективных средств для получения стабильных и оптимальных результатов. Система обучения Simutech предоставляет среду на основе моделирования для изучения подхода к поиску и устранению неисправностей, а затем позволяет пользователям практиковаться и совершенствовать свои навыки на различных моделированиях неисправностей.
Интеллектуальное обнаружение неисправностей электрических узлов с использованием иерархических сверточных сетей для поддержки систем автоматического оптического контроля
Бергер, М.: Test- und Prüfverfahren in der Elektronikfertigung: Vom Arbeitsprinzip bis Design-for-Test-Regeln, VDE-Verlag, Берлин, 250 стр., 2012 г.
Combet, C. и Chang, M.-M .: 01005 Assembly, путь AOI к оптимизации yield, Vi TECHNOLOGY, доступно по адресу: https://smtnet.com/library/files/upload/01005Assembly.pdf (последний доступ: май 2020 г.), 2009 г.
Гудфеллоу, И., Бенжио, Ю. и Курвиль, А.: Глубокое обучение, MIT Press, Кембридж, Массачусетс, Лондон, Великобритания, 1785 стр., 2016.
Надежда, Т., Решефф Ю.С. и Лидер И.: Einführung в TensorFlow: Программирование, обучение, обучение и развертывание системы Deep Learning-Systeme, Safari Tech Books Online, O’Reilly, Heidelberg, 224 стр., 2018.
Мао, X., Хиджази, С., Касас, Р., Каул, П., Кумар, Р., и Роуэн, К.: Иерархическая CNN для распознавания дорожных знаков, в: Интеллектуальные транспортные средства IEEE Симпозиум (IV), Гётеборг, 130–135, https://doi.org/10.1109/IVS.2016.7535376, 2016.
Мюллер, А. К. и Гвидо, С .: Einführung в машинном обучении с Python: Praxiswissen Data Science, O’Reilly, Heidelberg, 362 стр., 2017.
Ниманн, Дж., Хертер, С., Кестле, К., и Франке, Дж .: Проблемы Миниатюризация производства электроники на примере компонентов 01005, в: Международная конференция IEEE по компьютерному зрению (ICCV 2015), Сантьяго, Чили, 113–123, https://doi.org/10.1007/978-3-662- 54441-9_12, 2017.
Рашка, С. и Мирджалили, В .: Машинное обучение с Python и Scikit-Learn und TensorFlow: Das umfassende Praxis-Handbuch für Data Science, Deep Обучение и прогнозная аналитика, 2.aktualisierte und erweiterte Auflage, Митп, Фрехен, 577 с., 2018.
Schwebig, AIM и Tutsch, R .: Компиляция обучающих наборов данных для использования сверточных нейронных сетей, поддерживающих процессы автоматического контроля в электронном производстве на основе Индустрии 4.0, J. Sens. Sens. Syst., 9, 167–178, https: // doi.org/10.5194/jsss-9-167-2020, 2020.
Силла, К. Н. и Фрейтас, А. А .: Обзор иерархической классификации в разных доменах приложений, Мин. Знай.Диск., 22, 31–72, https://doi.org/10.1007/s10618-010-0175-9, 2011.
Янь, З., Чжан, Х., Пирамуту, Р., Джагадиш, В., ДеКост, Д., Вэй, Д., и Ю., Я .: HD-CNN: иерархическая сверточная нейронная сеть для больших Scale Visual Recognition, доступно в препринте: http://arxiv.org/pdf/1410.0736v4 (последний доступ: май 2020 г.), 2014 г.
Zheng, Y., Fan, J., Zhang, J. и Gao, X .: Discriminative Fast Hierarchical Learning for Multiclass Image Classification, IEEE T. Neural Netw.Учить. Syst., 31, 2779–2790, https://doi.org/10.1109/TNNLS.2019.2948881, 2020.
.