Дефектация деталей
Дефектация деталей
Пригодность деталей для дальнейшего использования по назначению устанавливают в результате дефектации. Дефектация является одной из важнейших операций технологического процесса ремонта, оказывающей большое влияние на качество работ и надежность машин после ремонта. На основании дефектации по техническому состоянию отдельных деталей решают вопрос о возможности их применения без ремонта или после восстановления. Детали, не подлежащие восстановлению вследствие предельного 144 износа или наличия других недопустимых повреждений, направляют в утиль.
Пригодность деталей определяют путем сопоставления фактических их износов и повреждений с требованиями, регламентированными техническими условиями на дефектадию. Условия содержат ограничения по износам, с которыми детали могут поступать на сборку или подвергаться восстановлению. Допустимый износ устанавливают таким образом, чтобы деталь проработала без замены или ремонта в течение следующего межремонтного срока службы машины.
Дефектация обычно проводится на специальном участке, куда детали поступают после мойки.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Сначала визуально обнаруживают внешние дефекты (вмятины, задиры, трещины и др.), а затем с использованием измерительного инструмента определяют точный износ.
Техническое состояние корпусных деталей контролируют опрессовкой. Опрессовка блоков и головок цилиндров двигателей осуществляется на гидравлических стендах. Все наружные отверстия деталей закрывают пробками или заглушками, а внутреннюю полость заполняют водой. Блок цилиндров или головку блоков испытывают под давлением воды 0,29—0,39 МПа в течение 5 мин. Если снаружи блоков цилиндров или головок блоков в местах разъемов появляются капли или подтеки, это указывает на неплотность соединений или наличие трещин. Скрытые дефекты (невидимые невооруженным глазом трещины, внутренние раковины и др. ) обнаруживают дефектоскопами. Дефектоскопии подвергаются прежде всего ответственные детали (крюки, валы, шестерни).
) обнаруживают дефектоскопами. Дефектоскопии подвергаются прежде всего ответственные детали (крюки, валы, шестерни).
Наибольшее распространение на ремонтных предприятиях транспорта получили магнитные и ультразвуковые дефектоскопы, а также цветная дефектоскопия.
Магнитные дефектоскопы бывают седлообразные, круглые и настольные. Седлообразный дефектоскоп показан на рис. 60. Этот дефектоскоп используется для контроля деталей, которые по габаритным размерам невозможно проверить круглым дефектоскопом (средние части осей колесных пар, внутренние осевые шейки и др.). Круглый дефектоскоп применяется для контроля валов, осей, шатунов, наружных шеек колесных пар.
Для отыскания дефектов в’мелких деталях пользуются настольным прибором.
При подготовке деталей к контролю их поверхность, на которую будет наноситься магнитная смесь, зачищается мелкозернистой шлифовальной шкуркой. Магнитная’смесь состоит из трансформаторного масла или дизельного топлива, разбавленного керосином, и мелкого порошка железной окалины.
Деталь намагничивают в электромагнитном поле дефектоскопа, помещая ее между полюсами катушек. При включении тока детальпопадает в магнитное поле и намагничивается. Затем деталь поливают смесью (металлический порошок с керосином). В местах дефектов металлический порошок концентрируется и оседает. После проведения контроля деталь размагничивают постепенным снятием магнитного поля.
Работа ультразвуковых дефектоскопов основана на способности ультразвуковых колебаний распространяться в однородном металле и отражаться от трещин, раковин, неметаллических включений и др. Отражение колебаний наблюдается в результате изменения плотности среды, а следовательно, и акустического сопротивления.
Ультразвуковые колебания образуются при помощи вибратора, который возбуждается генератором переменного тока высокой частоты. Колебания в виде луча направляются в металл шейки и после отражения от противоположной стороны («со дна») улавливаются приемником.
Помимо воспроизведения отраженного сигнала, в ультразвуковых дефектоскопах может использоваться принцип «звуковой тени». Деталь, помещенная между излучателем и приемником, пропускает через себя периодически посылаемые импульсы. При наличии дефекта часть сигнала не достигает приемника, отчего в наушниках появляется «звуковая тень».
Применение метода цветной дефектоскопии основывается на использовании капиллярных свойств подкрашенной жидкости, проникающей в трещины, глубокие царапины, раковины и поры металла, из которого
Рис. 1. Стенд для проверки и головок цилиндров
Рис. 2. Седлообразный
Перед выполненивм дефектоскопии поверхность детали обезжиривают ацетоном иЛй другим веществом и подвергают сушке. После сушки на поверхность проверяемой детали кистью наносят красящую жидкость, попадающую на дефекты. Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали, подверженные дефектам, получат контрастную окраску на белом фоне.
После сушки на поверхность проверяемой детали кистью наносят красящую жидкость, попадающую на дефекты. Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали, подверженные дефектам, получат контрастную окраску на белом фоне.
——
Пригодность деталей для дальнейшего использования по назначению устанавливают в результате дефектации. Дефектация— это одна из важнейших операций технологического процесса ремонта, непосредственно влияющая на качество работ и надежность машин после ремонта. На основании дефектации отдельных деталей решают вопрос о возможности их применения без ремонта или после восстановления. Детали, не подлежащие восстановлению вследствие предельного износа или наличия других дефектов, направляют в утиль.
Пригодность деталей определяют сопоставлением фактических износов и повреждений с требованиями, регламентированными техническими условиями на дефектацию. Условия содержат ограничения по износам, с которыми детали могут поступать на сборку или подвергаться восстановлению. Допустимый износ устанавливают таким образом, чтобы деталь проработала без замены или ремонта в течение следующего межремонтного срока службы машины.
Условия содержат ограничения по износам, с которыми детали могут поступать на сборку или подвергаться восстановлению. Допустимый износ устанавливают таким образом, чтобы деталь проработала без замены или ремонта в течение следующего межремонтного срока службы машины.
Основные выбраковочные признаки:
— износ таков, что дальнейшая нормальная работа сопряжения не обеспечивается по конструктивным соображениям. Например, большой износ шеек коленчатого вала приводит к чрезмерному увеличению толщины вкладыша или к ухудшению условий смазки;
— применение изношенной детали вызывает сокращение межремонтного срока. Из-за полученного ранее износа детали не способны эксплуатироваться до очередного планового ремонта; -уменьшение размера детали вследствие износа не обеспечивает конструктивной прочности.
При дефектации состояние деталей контролируют в определенной последовательности. Сначала визуально выявляют внешние дефекты (вмятины, задиры, трещины и др.), а затем с использованием измерительного инструмента определяют точный износ. Скрытые дефекты выявляют при помощи специальных приборов и устройств.
В технологических картах приводятся сведения о способе обнаружения дефекта, предельных выбраковочных размерах деталей и методе восстановления. Пригодность пружин при отсутствии внешних дефектов определяют по результатам проверки их упругости. При нагружении пружин нормированным усилием замеряют их высоту в сжатом или растянутом состоянии. Если этот размер превышает допустимое значение, то пружину бракуют.
Техническое состояние корпусных деталей контролируют опрессовкой. Опрессовку блоков и головок цилиндров двигателей выполняют на гидравлических стендах, (рис. 3). Все наружные отверстия деталей закрывают пробками или заглушками, а внутреннюю полость заполняют водой.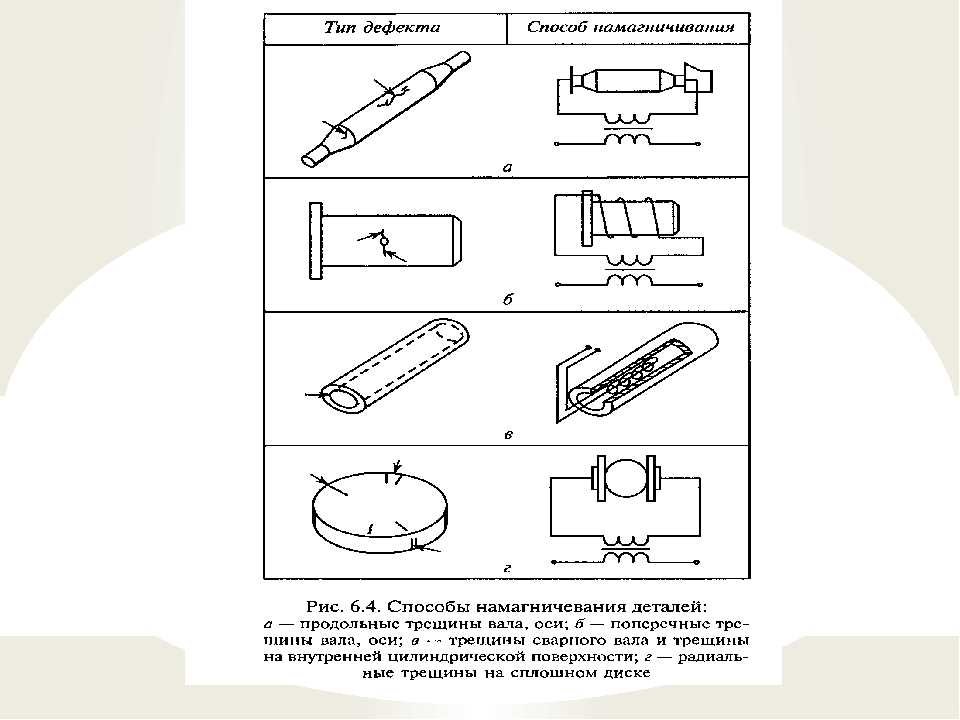
Рис. 3. Стенд для проверки блоков и головок цилиндров:
1 — крышка; 2 — опорная плита; 3 — направляющая втулка; 4 — шток; 5 — маховик; 6 — подпятник; 7 — балка; 8, 12 — трубопроводы; 9 — винт; 10 — манометр; 11 — стол
Скрытые дефекты (невидимые невооруженным глазом трещины, внутренние раковины и др.) обнаруживают дефектоскопами. Дефектоскопии подвергаются прежде всего ответственные детали (крюки, валы, шестерни), дефекты которых могут привести к серьезным последствиям.
Наибольшее распространение на ремонтных предприятиях получили магнитные и ультразвуковые дефектоскопы, а также цветная дефектоскопия.
Магнитные дефектоскопы бывают седлообразные, круглые и настольные. Седлообразный дефектоскоп используется для контроля деталей, которые по габаритам невозможно проверить круглым дефектоскопом (средние части осей колесных пар, внутренние осевые шейки и др.
При подготовке деталей к контролю на их поверхности наносят магнитную смесь. Магнитная смесь состоит из трансформаторного масла или дизельного топлива, разбавленного керосином, и мелкого порошка железной окалины. На 1 л жидкости используется 30—40 г порошка.
Деталь намагничивают в электромагнитном поле дефектоскопа, помещая ее между полюсами катушек. При включении тока деталь попадает в поле силовых линий и намагничивается. Затем деталь поливают магнитной смесью. В местах дефектов порошок смеси концентрируется и оседает. После проведения контроля деталь размагничивают постепенным снятием магнитного поля.
Работа ультразвуковых дефектоскопов основана на способности ультразвуковых колебаний распространяться в однородном металле и отражаться от трещин, раковин, неметаллических включений и др. Отражение колебаний наблюдается в результате изменения плотности среды, а следовательно, и акустического сопротивления.
Ультразвуковые колебания образуются при помощи вибратора, который возбуждается генератором переменного тока высокой частоты. Колебания в виде луча направляются в металл детали и после отражения от противоположной стороны («со дна») улавливаются приемником. Отраженный сигнал преобразуется в электрический импульс и воспроизводится на экране электроннолучевой трубки. При наличии в детали препятствий на экране появляется «всплеск». По времени, прошедшему с момента подачи сигнала до момента приема, определяют расстояние до препятствия (глубину дефекта).
Применение метода цветной дефектоскопии основывается на использовании капиллярных свойств подкрашенной жидкости, проникающей в трещины, глубокие царапины, раковины и поры металла, из которого изготовлена проверяемая деталь. Перед выполнением дефектоскопии поверхность детали обезжиривают ацетоном или другим веществом и сушат. После просушки на поверхность проверяемой детали кистью наносят красящую жидкость, попадающую на дефекты. Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали с дефектами получают контрастную окраску на белом фоне.
Затем с поверхности детали удаляют с помощью ветоши красящую жидкость, после чего на чистую поверхность повторно наносят белую жидкость. Подкрашенная жидкость, находящаяся в трещинах и царапинах, под влиянием капиллярных сил будет проникать в поры белой краски. Места детали с дефектами получают контрастную окраску на белом фоне.
По результатам дефектации детали сортируют на годные, подлежащие восстановлению и негодные. После дефектации детали маркируют: годные — белой краской (или не окрашивают совсем), негодные — красной, требующие ремонта — желтой или зеленой. Краску наносят на нерабочие поверхности деталей. Данные о дефектации деталей по каждой машине заносят в дефектовочную ведомость, в которой указывают названия деталей, обнаруженные дефекты и окончательное заключение о пригодности деталей. По сведениям дефектовочной ведомости устанавливают потребность в новых и восстановленных деталях.
—
Дефектация, или контроль-сортировка, производится с целью определения технического состояния деталей и установления пригодности их к дальнейшему использованию. Способность деталей выполнять возлагаемые на них функции называют работоспособностью. При де-фектации выявляют остаточный ресурс работоспособности. Детали поступающих в ремонт машин могут иметь ресурс работоспособности, обеспечивающий нормальную работу машины в течение нормативного срока службы. Такие детали не требуют дополнительных трудозатрат по подготовке их к сборке. При дефектации их относят к группе годных деталей. Однако большинство деталей имеет ресурс работоспособности менее нормативного; его можно восстановить в процессе ремонта. Эти изделия принято называть деталями, требующими ремонта. Детали, полностью потерявшие свою работоспособность и не подлежащие восстановлению, называют утильными.
Способность деталей выполнять возлагаемые на них функции называют работоспособностью. При де-фектации выявляют остаточный ресурс работоспособности. Детали поступающих в ремонт машин могут иметь ресурс работоспособности, обеспечивающий нормальную работу машины в течение нормативного срока службы. Такие детали не требуют дополнительных трудозатрат по подготовке их к сборке. При дефектации их относят к группе годных деталей. Однако большинство деталей имеет ресурс работоспособности менее нормативного; его можно восстановить в процессе ремонта. Эти изделия принято называть деталями, требующими ремонта. Детали, полностью потерявшие свою работоспособность и не подлежащие восстановлению, называют утильными.
Таким образом, при дефектации детали сортируют на три группы: годные, требующие ремонта и утильные. Кроме того, в мастерских общего назначения Госагропрома проводится рассортировка деталей на пять групп: годные, годные при сопряжении с новыми или восстановленными до нормальных размеров деталями, подлежащие ремонту в мастерской или на специализированном предприятии, подлежащие ремонту только на специализированном предприятии и утильные детали.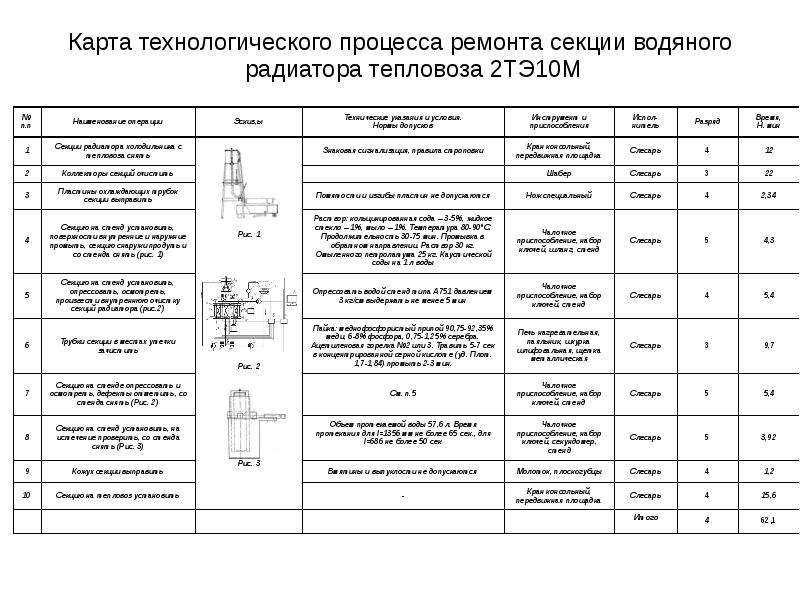
О ресурсе работоспособности деталей в ремонтном производстве принято судить по наличию дефектов. При этом дефектами называют всякие отклонения изделий от первоначального состояния, предусмотренного нормами. Детали могут иметь дефекты вследствие естественного изнашивания. Характер естественного изнашивания большинства деталей или сопряжений описывается классической кривой износа, каждая точка которой соответствует определенной степени изношенности вплоть до полной утраты работоспособности.
С экономической точки зрения нецелесообразно эксплуатировать машину до полной утраты деталями своей работоспособности, так как только при определенной степени изношенности деталей обеспечивается экономная их эксплуатация. С этой целью устанавливают предельные и допустимые величины изношенности деталей. Критерием предельной изношенности помимо экономического признака могут быть и другие, например, возможность ремонта машины, обеспечение техники безопасности при ее работе. Величина предельной изношенности детали определяет величину нормативного ресурса работоспособности. Величина допустимого износа определяет работоспособность детали в сопряжении в течение межремонтного интервала.
Величина допустимого износа определяет работоспособность детали в сопряжении в течение межремонтного интервала.
В своей работе контролеры-дефектовщики руководствуются условиями на контроль-сортировку деталей, разрабатываемыми научно-исследовательскими институтами (ГОСНИТИ, НИИАТ и др.).
Руководствуясь техническими условиями, дефектовщик обязан установить остаточный ресурс работоспособности деталей.
В технических условиях указываются допустимый и предельный износ, дающий возможность установить годность детали или возможность ее восстановления.
На каждую деталь составляется маршрутно-дефектовочная карта. В ней указываются все возможные дефекты деталей, способы их выявления и ремонта, дается качественная оценка техническому состоянию деталей.
Анализ дефектов деталей, поступающих в капитальный ремонт, показывает, что они повторяются строго в определенном соотношении и последовательности. Дефектов на деталях может быть больше или меньше в зависимости от степени изношенности, но характер дефектов, места расположения, их сочетания закономерны и зависят от срока работы и изношенности. Так, например, рычаги трапеции переднего моста ГАЗ-бЗА чаще всего имеют повреждение резьбы, износ конусной шейки (износ конусного отверстия встречается реже, но зато трещины на шейке — основной дефект, по которому выбраковывается деталь). Если разбить дефекты этой детали на группы в зависимости от их встречаемости, то получим следующие их сочетания:
Так, например, рычаги трапеции переднего моста ГАЗ-бЗА чаще всего имеют повреждение резьбы, износ конусной шейки (износ конусного отверстия встречается реже, но зато трещины на шейке — основной дефект, по которому выбраковывается деталь). Если разбить дефекты этой детали на группы в зависимости от их встречаемости, то получим следующие их сочетания:
Каждое из вышеназванных сочетаний дефектов требует разработки собственного технологического процесса ремонта, маршрута восстановления. Технологию, в основу которой положены принципы восстановления дефектов, сгруппированных в маршруты, называют маршрутной.
Сортировка деталей по маршрутам их восстановления производится контролерами-дефектовщиками в соответствии с маршрутно-дефектовочными картами.
Дефектовщики применяют разные способы обнаружения дефектов на деталях: внешний осмотр, магнитная дефектоскопия, ультразвуковая дефектоскопия, люминесцентная и магнитолюминесцентная дефектоскопия, гидравлические испытания, микрометраж и измерения физико-механических свойств.
Внешним осмотром выявляют трещины, обломы, пробоины, повреждения резьбы. Хорошие результаты дает внешний осмотр деталей непосредственно после мойки, в еще теплом состоянии, когда легко обнаруживать трещины. В трещинах и по их краям оседает осадок моющего раствора, хорошо обнаруживаемый даже невооруженным глазом.
Магнитная дефектоскопия применяется для обнаружения поверхностных дефектов на деталях из ферромагнитных материалов. Метод ее основан на свойствах магнитного поля изменять величину и направление магнитного потока в тех местах изделий, где имеются дефекты, и оставлять магнитные полюса после снятия внешнего намагничивающего поля на границах дефектов.
Магнитную дефектоскопию осуществляют с помощью индукционного метода и магнитных суспензий. Наибольшее распространение получил метод магнитных суспензий, который дает возможность обнаружить дефекты на деталях самой различной формы и размеров, позволяет быстро и надежно осуществлять контроль продукции в массовом производстве.
В качестве индикатора (искателя дефектов) применяется магнитный порошок из окиси железа или специальная суспензия — жидкость (керосин или трансформаторное масло), в которой во взвешенном состоянии находится мелкодисперсный порошок окиси железа. Соотношение объемов порошка и жидкости в суспензиях от 1 : 30 до 1 : 50.
Чтобы выявить дефекты, детали подвергают намагничиванию. Трещины, являясь участками малой магнитной проницаемости, рассеивают магнитный поток, образуя на краях трещин магнитные полюса. После снятия внешнего намагничивающего поля за счет остаточного магнетизма над дефектом образуется свое магнитное поле. Если после этого проверяемое место облить суспензией, то магнитный порошок будет концентрироваться вдоль трещины, обнаруживая место ее расположения при последующем внешнем осмотре.
Метод магнитной дефектоскопии непригоден для контроля деталей из цветных металлов. Для проверки таких деталей может быть применен люминесцентный (флуоресцентный) метод дефектоскопии. Он основан на свойствах ряда жидкостей светиться (флуоресцировать) под действием ультрафиолетовых лучей. Детали, подлежащие контролю, после тщательного обезжиривания погружают на 10…20 мин в ванну с флуоресцирующей жидкостью или же жидкость наносят на проверяемые поверхности детали кистью. Обладая хорошей смачивающей способностью, такая жидкость проникает во все трещины, волосовины и прочие дефекты на поверхности. Затем деталь промывают струей холодной воды и просушивают подогретым сжатым воздухом. Для лучшего выявления трещин поверхность просушенной детали припудривают мелким сухим порошком силикагеля, который хорошо впитывает флуоресцирующую жидкость из трещин и пор. Излишки порошка сдувают. Пропитанный раствором порошок налипает на края трещин и при ультрафиолетовом облучении начинает светиться ярко-зеленым или зелено-голубым светом, позволяя тем самым обнаружить расположение трещин.
Он основан на свойствах ряда жидкостей светиться (флуоресцировать) под действием ультрафиолетовых лучей. Детали, подлежащие контролю, после тщательного обезжиривания погружают на 10…20 мин в ванну с флуоресцирующей жидкостью или же жидкость наносят на проверяемые поверхности детали кистью. Обладая хорошей смачивающей способностью, такая жидкость проникает во все трещины, волосовины и прочие дефекты на поверхности. Затем деталь промывают струей холодной воды и просушивают подогретым сжатым воздухом. Для лучшего выявления трещин поверхность просушенной детали припудривают мелким сухим порошком силикагеля, который хорошо впитывает флуоресцирующую жидкость из трещин и пор. Излишки порошка сдувают. Пропитанный раствором порошок налипает на края трещин и при ультрафиолетовом облучении начинает светиться ярко-зеленым или зелено-голубым светом, позволяя тем самым обнаружить расположение трещин.
Ультразвуковая дефектоскопия основана на явлении рассеивания ультразвуковых волн от поверхности дефектных областей изделия. Известны два способа ультразвуковой дефектоскопии — теневой и импульсный эхо-метод. Наиболее современным является последний.
Известны два способа ультразвуковой дефектоскопии — теневой и импульсный эхо-метод. Наиболее современным является последний.
Импульсный ультразвуковой дефектоскоп работает по принципу регистрации отраженных волн. Импульсный генератор возбуждает пьезоэлектрический преобразователь, который при контакте с изделием посылает в него в виде коротких импульсов механические колебания ультразвуковой частоты. После отражения от противоположной стороны детали ультразвуковые волны попадают на приемный щуп, где преобразовываются в электрические сигналы, поступающие сначала в усилитель, а затем в электронно-лучевую трубку на вертикально-отклоняющиеся пластины. Для получения горизонтальной развертки луча одновременно с пуском импульсного генератора включается генератор горизонтальной развертки. По характеру возникшей на экране электронно-лучевой трубки кривой судят о наличии, местоположении и размерах дефекта. При отсутствии дефекта на экране будет два всплеска: первый, в начале развертки, соответствует начальному импульсу; второй, в конце развертки,— импульсу, отраженному от противоположной стороны детали. Расстояние между всплесками соответствует толщине детали.
Расстояние между всплесками соответствует толщине детали.
Рис. 1. Схема работы импульсного ультразвукового дефектоскопа.
При наличии в детали дефектов на экране между двумя крайними всплесками будет дополнительный. Расстояние между дополнительным и начальным всплесками будет определять глубину залегания дефекта.
Для контроля качества деталей применяют дефектоскопы: магнитные —77ПМД-ЗМ, УМД-9000 ВИАМ, ЦНИИТМАШ; ультразвуковые — ДУК 13ИМ, ДУК-66-П, ДСК-1 и др.
Магнитолюминесцентная дефектоскопия применяется для выявления поверхностных дефектов в изделиях из ферромагнитных сплавов, имеющих темную поверхность, например, после термообработки без предварительной очистки. Этот способ отличается от обычного магнитного тем, что к суспензии добавляется люминофор, окрашивающий частицы магнитного порошка и заставляющий их ярко светиться в ультрафиолетовых лучах.
Металлографические исследования показали, что ма-гнитолюминесцентный метод контроля наиболее чувствителен к выявлению дефектов. Он позволяет обнаруживать трещины, имеющие ширину 1-4 мм при глубине 1-2 мм.
Он позволяет обнаруживать трещины, имеющие ширину 1-4 мм при глубине 1-2 мм.
Магнитолюминесцентный мётод является высокопроизводительным. Он с успехом применяется в промышленности и научно-исследовательской практике. Этот метод должен найти широкое применение в ремонтном производстве для проверки дорогостоящих и ответственных деталей.
Детали, предназначенные для проверки, намагничивают обычным способом и обрабатывают суспензией следующего состава: флуоресцирующий магнитный порошок 10… 15 г, эмульгатор ОП-7 30…40, нитрит натрия 5…10 г, вода 1 л.
После смачивания проверяемой поверхности суспензией и выдержки в течение 20…30 с детали просматривают в ультрафиолетовых лучах (в темном помещении). Дефекты выявляются по их ярко-желтому свечению. В качестве источника света используется ртутно-квар-цевая лампа ПРК-2 или ПРК-4. Прибор включается в сеть переменного тока напряжением 220 В. Для ускорения зажигания лампы параллельно ей присоединяется с помощью кнопки конденсатор, обеспечивающий подачу дополнительного импульса напряжения на электроды лампы.
Целый ряд деталей в процессе дефектации необходимо подвергать проверке на герметичность. Такой проверке подвергаются блоки цилиндров, водяные и масляные радиаторы. Блоки цилиндров и головки блока подвергают гидравлическому испытанию под давлением 0,3…0,4 МПа на стендах самой различной конструкции. Контроль водяных и масляных радиаторов на герметичность обычно проводят путем пневматического испытания в ванне с водой.
После внешнего осмотра и выявления скрытых дефектов проверяются геометрические размеры трущихся и посадочных поверхностей. Для этих целей используют микрометры, штангенциркули, штангензубомеры, индикаторные нутромеры, резьбомеры и др. Значительно повышает производительность труда дефектовщиков и качество контроля применение предельных калибров и шаблонов, пневматических длинномеров.
Предприятия Агропрома серийно выпускают разработанные ГОСНИТИ наборы калибров для дефектации шасси основных марок тракторов. Применение этих калибров в 10 раз сокращает затраты времени на дефекта-цию деталей по сравнению с применением универсального измерительного инструмента. На крупных ремонтных заводах широкое применение находят различные контрольно-измерительные приспособления, например, для проверки шариковых и роликовых подшипников, толкателей, клапанов, шатунов, гильз, цилиндров, биения средних коренных опор блока относительно крайних и измерения неперпендикулярностей осей цилиндров двигателей для дефектации блок-картеров двигателей и других деталей. Особенно целесообразно применение приборов для комплексной проверки деталей.
На крупных ремонтных заводах широкое применение находят различные контрольно-измерительные приспособления, например, для проверки шариковых и роликовых подшипников, толкателей, клапанов, шатунов, гильз, цилиндров, биения средних коренных опор блока относительно крайних и измерения неперпендикулярностей осей цилиндров двигателей для дефектации блок-картеров двигателей и других деталей. Особенно целесообразно применение приборов для комплексной проверки деталей.
Разработан стенд для комплексной проверки коленчатого вала двигателя ГАЗ-53А. Стенд предназначен для измерения диаметра шатунных и коренных шеек всех ремонтных и номинального размеров, определения биения коренных шеек, шейки под шестерню, фланца по торцу, отверстия под подшипник, фланца по диаметру, определения радиуса кривошипа. Особенностью стенда является применение для линейных измерений индукционных электроизмерительных приборов.
С большой эффективностью при дефектации деталей для линейных измерений применяются пневматические длинномеры типа ДП, выпускаемые заводом «Калибр».
При дефектации зубчатых колес, коробок передач, коробок вала отбора мощности и некоторых других агрегатов по техническим условиям на ремонт основной показатель — толщина зубьев. При этом измерения предусматривается производить штангензубомером или предельной скобой. Недостаток такого метода контроля — не учитывается влияние погрешностей ряда элементов, радиального биения, биения наружного диаметра, погрешностей шага и др. Кроме того, острые кромки измерительного инструмента быстро изнашиваются, а сам метод малопроизводителен и требует высокой квалификации исполнителя. Нередко поэтому зубчатые колеса подвергаются только внешнему осмотру. Это отрицательно сказывается на ремонте машин.
Исследована возможность применения для дефектации цилиндрических зубчатых колес комплексного двухпрофильного метода контроля в беззазорном зацеплении проверяемого колеса с эталонным (такой метод контроля широко применяется при изготовлении шестерен).
Рис. 2. Схема поста диагностики внутреннего состояния материала коленчатых валов:
1 — автомат, определяющий маршрут восстановления; 2 — коэрцитиметр; 3 — феррозондо-вый дефектоскоп и измеритель механических напряжений; 4, 5, в — преобразователи соответственно для контроля твердости поверхностных слоев шеек, уровня накопленных повреждений и интенсивности внутренних напряжений; 7 — коленчатый вал; 8 — обмотка электромагнита; 9 — сердечник электромагнита.
Дефектация шестерен по методу комплексного двух-профильного контроля производится на приборах типа МЦ-400. В качестве измерительных колес применяются контрольные зубчатые колеса, используемые при проверке зубчатых колес в процессе изготовления.
Этот метод дефектации позволяет улучшить качество контроля, повысить производительность труда де-фектовщиков.
Для проверки твердости поверхности ответственных деталей используют типовые стационарные и переносные приборы для измерения твердости по методу Роквелла и Бринеля. Универсальные приборы оснащаются специальными приспособлениями для измерения сложных по конструкции деталей.
Изнашивание деталей машин происходит с изменением напряженно-деформационной структуры металла, непосредственное изучение которой возможно лишь при нарушении целостности детали. Отсутствие возможности прямого измерения параметров внутренней структуры металла может быть компенсировано применением не-разрушающих методов контроля, при которых используется корреляционная связь ее параметров с некоторыми показателями физико-механических свойств, например, с изменением остаточной намагниченности. В ЧИМЭСХ разработан пост диагностики внутреннего состояния материала коленчатых валов, в основе которого лежит измерение коэрцитивной силы. Измерение внутренних механических напряжений связано с определением магнитной проницаемости. Уровень накопленных повреждений устанавливают путем регистрации магнитных полей рассеивания на дефектах материала. На рис. 2 показана общая схема поста диагностики коленчатых валов.
В ЧИМЭСХ разработан пост диагностики внутреннего состояния материала коленчатых валов, в основе которого лежит измерение коэрцитивной силы. Измерение внутренних механических напряжений связано с определением магнитной проницаемости. Уровень накопленных повреждений устанавливают путем регистрации магнитных полей рассеивания на дефектах материала. На рис. 2 показана общая схема поста диагностики коленчатых валов.
Для дефектации ремонтного фонда деталей методами неразрушающего контроля созданы приборы, позволяющие регистрировать дефекты, определять твердость, оценивать уровень остаточных напряжений. Твердость деталей определяется по величине коэрцитивной силы прибором КФ-1. Прибор ДФ-ИОН позволяет регистрировать дефекты и оценивать уровень остаточных механических напряжений в деталях машин.
Дефектация — Vertex Medical
Дефектация — Vertex Medical- Главная
- Сервис
- Ремонт фиброэндоскопов
- Ремонт видеоэндоскопов
- Дефектация
- Ремонт лапароскопического инструмента
- Ремонт жёстких эндоскопов
- Ремонт источников света
- Ремонт видеокамер и камерных головок
- Ремонт эндоирригаторов
- Ремонт ЭХВЧ
- Продукция
- Источники света
- Гибкие эндоскопы
- Процессоры
- Видеокамеры
- Электрохирургические аппараты
- Ирригаторы-аспираторы
- Аксессуары
- Жесткие эндоскопы
- Инструменты
- Инсуффляторы
- Медицинские средства индивидуальной защиты
- Гибкие интубоскопы MDH
- Фиброэндоскопы HUGER
- Установки для мойки гибких эндоскопов
- Блог
- Контакты
Онлайн заявка
ШИРОКИЙ СПЕКТР СЕРВИСНЫХ УСЛУГ
ПОЛНЫЙ КОНТРОЛЬ СОСТОЯНИЯ ГРУЗОВ
БЕСПЛАТНАЯ ДЕФЕКТАЦИЯ
ИМПОРТНЫЕ ЗАПАСНЫЕ ЧАСТИ
- Сервис
- Дефектация
- Ремонт фиброэндоскопов
- Ремонт видеоэндоскопов
- Дефектация
- Ремонт лапароскопического инструмента
- Ремонт жёстких эндоскопов
- Ремонт источников света
- Ремонт видеокамер и камерных головок
- Ремонт эндоирригаторов
- Ремонт ЭХВЧ
Дефектация – это технологический процесс, который служит для оценки технического состояния медицинского оборудования. В компании ООО «Вертекс Медикал» для выполнения работ по дефектации создан отдельный участок, оснащённый специальным оборудованием, набором измерительного инструмента, контрольных приспособлений и приборов.
В компании ООО «Вертекс Медикал» для выполнения работ по дефектации создан отдельный участок, оснащённый специальным оборудованием, набором измерительного инструмента, контрольных приспособлений и приборов.
Дефектацию эндоскопа начинают с внешнего осмотра. При внешнем осмотре обнаруживают:
- Естественный износ, например: нарушение эластичности резинотехнических деталей, нарушение лакокрасочного покрытия и т.п.
- Механические повреждения, например: сколы, трещины, деформации и т.п.
- Последствия разгерметизации, например: наличие отложений, коррозию, помутнение оптики и т.д.
Следующим этапом проведения дефектации эндоскопа является контроль герметичности. Контроль герметичности используют для выявления сквозных дефектов, скрытых трещин в корпусных и внутренних сегментах прибора.
Этот этап дефектации проводится с использованием течеискателя и обязательным погружением эндоскопа в воду, таким образом по выделению пузырьков, наглядно можно определить место расположения течи (эта процедура всегда фиксируется на цифровые носители и предоставляется клиенту).
Последним этапом проведения дефектации является частичная разборка прибора с целью обнаружения скрытых дефектов.
Основная задача данного этапа – не допустить дополнительных затрат и ошибок в техническом задании. Результаты дефектации заносят в ведомость дефектов, являющуюся основным документом для определения объема ремонтно-восстановительных работ и потребности в новых деталях и материалах — таким образом и определяется стоимость ремонта.
Оставить заявку на ремонт
Мы находимся на территории оборонного предприятия ЛОМО именно здесь зародилась история эндоскопии в России
Спасибо за заявку
Мы с Вами свяжемся в ближайшее время
Неисправное оборудование, что это?
Что такое неисправное оборудование? У него есть баллы? Повышает ли страховой тариф? И нужна ли калибровка спидометра? Короче говоря, за дефектное оборудование ЧАСТО взимается сниженная плата. Это юридическая фикция. Это способ для судей снизить плату, но не ставить баллы.
Является ли неисправное оборудование движущимся нарушением?
Неисправное оборудование не является нарушением правил перевозки в Вирджинии. Движущееся нарушение зависит от поведения, и они всегда приносят баллы в Вирджинии. Примеры нарушений правил дорожного движения включают превышение скорости, безрассудное вождение, вождение в нетрезвом виде, нарушение правил поворота, нарушение полосы движения, штрафы на красный свет, нарушение знаков «стоп», неправильное вождение и т. д. Все эти штрафы за нарушение правил дорожного движения связаны с поведением и за них начисляются баллы. В результате страховые взносы обычно увеличиваются. Дорожные билеты приносят баллы, и лучше избегать баллов.
Неисправное оборудование не является нарушением правил перевозки в Вирджинии. Это неподвижное нарушение. Неисправное оборудование не имеет очков. Дорожные билеты, как и неисправное оборудование, не должны влиять на страховку.
Неисправное оборудование Общая плата Вирджиния
Неисправное оборудование — это нарушение правил без движения, за которое не начисляются баллы в штате Вирджиния. Дорожные юристы Вирджинии, такие как мы
часто используют этот закон. Мы специализируемся на безрассудном вождении
штрафы за превышение скорости и другие нарушения правил дорожного движения. Билеты за превышение скорости
а в билетах за безрассудное вождение начисляются баллы, которые часто негативно сказываются на страховых тарифах.
много. Тем не менее, неисправное оборудование не является нарушением правил дорожного движения в Вирджинии и не имеет недостатков. Вот текст закона
:
Дорожные юристы Вирджинии, такие как мы
часто используют этот закон. Мы специализируемся на безрассудном вождении
штрафы за превышение скорости и другие нарушения правил дорожного движения. Билеты за превышение скорости
а в билетах за безрассудное вождение начисляются баллы, которые часто негативно сказываются на страховых тарифах.
много. Тем не менее, неисправное оборудование не является нарушением правил дорожного движения в Вирджинии и не имеет недостатков. Вот текст закона
:
Код штата Вирджиния 46.2-1003: «Для любого лица незаконно использовать или иметь в качестве оборудования на автомобиле, эксплуатируемом на шоссе, любое устройство или оборудование, упомянутое в § 46.2-1002. который неисправен или находится в небезопасном состоянии.
Суд может по своему усмотрению отклонить повестку в отношении любой повестки, вынесенной в связи с нарушением настоящего раздела, если доказательство соответствия настоящему разделу предоставлено суду в день судебного заседания или до него».
Как видите, нарушение правил дорожного движения из-за неисправного оборудования не связано с поведением. Превышение скорости является нарушением правил дорожного движения, которое связано с поведением. Страховые компании больше следят за нарушением правил дорожного движения.
Неисправное оборудование, неисправный спидометр и автошкола
Судьям штата Вирджиния разрешено по закону направлять человека с нарушением правил дорожного движения в автошколу. По завершении судья может уменьшить или снять обвинение. По моему опыту, некоторые судьи не любят автошколы. Причина в том, что это, как правило, ложится тяжелым административным бременем на офис секретаря суда в связи с такими делами. Многим судьям просто нравится закрывать дело и убирать его с радаров.
Некоторые судьи используют неисправное оборудование и неисправный спидометр как своего рода юридическую фикцию в кодексе Вирджинии. Если кто-то приходит в суд с штрафом за превышение скорости или обвинением в безрассудном вождении, некоторые судьи просто снизят обвинение до дефектного оборудования или неисправного спидометра. Это неподвижные нарушения, за которые в Вирджинии не начисляются баллы. Кодекс штата Вирджиния, по которому вас признали виновным, будет передан в DMV.
Это неподвижные нарушения, за которые в Вирджинии не начисляются баллы. Кодекс штата Вирджиния, по которому вас признали виновным, будет передан в DMV.
Часто судьи снижают скорость только тогда, когда скорость довольно низкая, например, на 10-15 миль в час больше установленной скорости. Однако это зависит только от конкретного судьи. См. следующий случай, когда Ливитт и Мартин сократили без очков на 9.3 мили в час за 60. Это ОЧЕНЬ, ОЧЕНЬ необычно и отличный результат.
Если вы обвиняетесь в безрассудном вождении или превышении скорости, это значительное снижение
Если вы ехали в штате Вирджиния и у вас есть нарушение правил дорожного движения в штате Вирджиния за безрассудное вождение за слишком быструю езду, вы хотите, чтобы штраф был снижен. Раздел кода для слишком быстрого вождения для безрассудного вождения в Вирджинии является уголовным правонарушением. Осуждение за неосторожное вождение может привести к приостановке действия водительского удостоверения. Кодекс штата Вирджиния определяет безрассудное вождение по скорости как нечто, превышающее 80 миль в час. Таким образом, превышение лимита на 11 миль в час является безрассудным вождением. Ваши водительские права могут быть приостановлены за это в окружном суде или окружном суде.
Кодекс штата Вирджиния определяет безрассудное вождение по скорости как нечто, превышающее 80 миль в час. Таким образом, превышение лимита на 11 миль в час является безрассудным вождением. Ваши водительские права могут быть приостановлены за это в окружном суде или окружном суде.
Правила дорожного движения в Вирджинии четко определены в кодексе Va. Закон Вирджинии очень ясен. Опытный юрист по билетам или адвокат защиты должны быть в состоянии предоставить разумную юридическую консультацию. Полицейские часто выписывают штрафы за безрассудное вождение и превышение скорости. Поскольку безрассудное вождение является правонарушением, вам может грозить тюремное заключение, приостановка действия лицензии оператора, высокие штрафы или приостановление действия лицензии. В частности, для коммерческих водителей это серьезные последствия.
Как опытные юристы по вопросам дорожного движения в Вирджинии, мы часто можем получить штрафы за превышение скорости и штрафы за безрассудное вождение, уменьшенные до ненадлежащего вождения, уменьшенные до неисправного или небезопасного оборудования, или добиться снятия обвинения. Каждый случай индивидуален, и скорость и рекорд вождения будут играть роль. Кроме того, районный суд или окружной суд, в котором было предъявлено обвинение, также будут играть роль в том, что происходит.
Каждый случай индивидуален, и скорость и рекорд вождения будут играть роль. Кроме того, районный суд или окружной суд, в котором было предъявлено обвинение, также будут играть роль в том, что происходит.
Штраф за неисправное оборудование Вирджиния
Штраф за неисправное оборудование такой же, как и почти за любое нарушение правил дорожного движения в Вирджинии. Штраф до 250 долларов. Заранее установленной суммы нет, поэтому судья определит размер штрафа в день суда. Если первоначальное обвинение было фактически дефектным оборудованием, большинство судей налагает штраф в размере 25-50 долларов за сломанные задние фонари или другое действительно дефектное оборудование.
Когда судьи уменьшают штраф за безрассудное вождение или штраф за превышение скорости на неисправное оборудование, штраф обычно основывается на скорости, указанной в штрафе. Таким образом, судьи часто сохраняют размер штрафа на прежнем уровне, но снижают его, чтобы избежать начисления очков.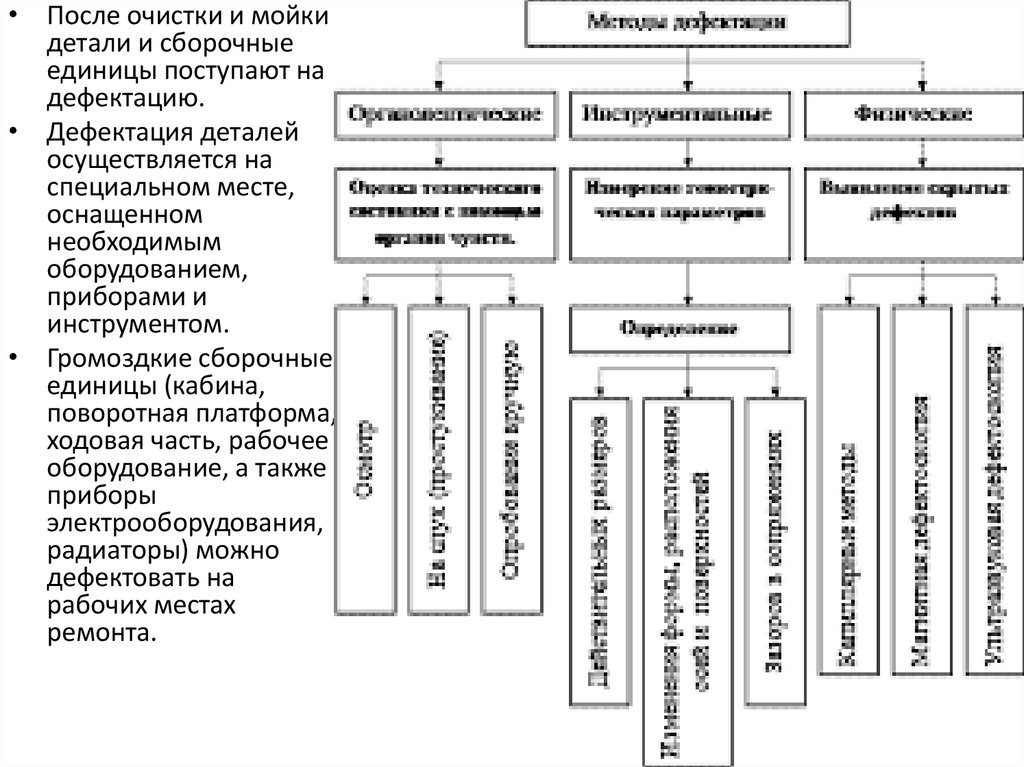 Или в случае безрассудного вождения помочь избежать проступка и очков.
Или в случае безрассудного вождения помочь избежать проступка и очков.
Размер штрафа зависит от того, в каком суде вы находитесь, какова была исходная указанная скорость и как выглядит запись о вождении.
Стоимость квитанции за неисправное оборудование
Общая стоимость квитанции за дефектное оборудование включает ШТРАФ ПЛЮС СУДЕБНЫЕ ИЗДЕРЖКИ. В Вирджинии судебные издержки за нарушение правил дорожного движения обычно составляют 61–71 доллар, но в разных судах они могут варьироваться. Кроме того, зачастую конечным результатом является неисправное оборудование. Однако, если обвинение началось с безрассудного вождения, судебные издержки могут достигать 9 долларов.6. Судебные издержки являются фиксированной суммой, поэтому они должны находиться в диапазоне от 61 до 96 долларов. Эти судебные издержки являются дополнением к штрафу за дефектное оборудование в штате Вирджиния.
Как я могу получить штраф за превышение скорости или штраф за безрассудное вождение, уменьшенный до неисправности оборудования в штате Вирджиния?
Некоторые судьи являются судьями автошкол и не рассматривают возможность замены неисправного оборудования. Причина в том, что неисправное оборудование технически не является «меньшим правонарушением».
” о превышении скорости или безрассудном вождении. Если вы находитесь в одном из таких залов суда, вам потребуется калибровка спидометра, чтобы получить такую скидку. Калибровка спидометра — это когда вы проверяете точность спидометра вашего автомобиля в сравнении с точным спидометром. Он измеряет любые различия в различных интервалах скорости. Иногда это может помочь.
Причина в том, что неисправное оборудование технически не является «меньшим правонарушением».
” о превышении скорости или безрассудном вождении. Если вы находитесь в одном из таких залов суда, вам потребуется калибровка спидометра, чтобы получить такую скидку. Калибровка спидометра — это когда вы проверяете точность спидометра вашего автомобиля в сравнении с точным спидометром. Он измеряет любые различия в различных интервалах скорости. Иногда это может помочь.
Однако от судей НЕ ТРЕБУЕТСЯ придавать им какое-либо значение. Это означает, что они могут учитывать их, а затем просто полностью игнорировать. Каждый судья отличается тем, какой вес они придают калибровке. Кроме того, некоторые судьи хотят видеть, что проблема была устранена. Поэтому вам нужно поговорить с юристом, который знает ВАШЕГО конкретного судью, который может посоветовать вам калибровку.
Постдефектное оборудование, что это такое? впервые появился на Leavitt & Martin.
Неисправное оборудование и машины | Юридическая фирма Криста, ПК
Работники сельскохозяйственной, строительной, нефтегазовой, морской или смежных отраслей регулярно работают с широким спектром потенциально опасного оборудования и машин. Использование тяжелого промышленного оборудования требует высокого уровня навыков, учитывая огромные размеры и сложность оборудования. Когда промышленное оборудование или машины неисправны, это может привести к тяжелым, если не смертельным травмам рабочих не по их вине.
Использование тяжелого промышленного оборудования требует высокого уровня навыков, учитывая огромные размеры и сложность оборудования. Когда промышленное оборудование или машины неисправны, это может привести к тяжелым, если не смертельным травмам рабочих не по их вине.
Наши опытные юристы по производственным травмам в Хьюстоне из юридической фирмы Krist, P.C. знать, насколько разрушительными могут быть травмы, вызванные неисправным оборудованием и механизмами. Мы можем помочь вам сориентироваться в правовой системе, чтобы получить компенсацию для покрытия ваших убытков. Позвоните нам сегодня по телефону 281-283-8500 .
Неисправности оборудования и механизмов
Дефекты крупногабаритного оборудования и механизмов могут превратить обычный рабочий день в смертельную ситуацию для операторов и находящихся поблизости рабочих. К сожалению, аварии с неисправным оборудованием и механизмами часто имеют катастрофические последствия.
Неисправное оборудование и механизмы могут стать причиной несчастных случаев следующих типов:
- Удар рабочих частями или оборудованием или их попадание между ними
- Падает на более низкий уровень
- Поражение электрическим током
- Пожары/взрывы
- Воздействие токсичных химических веществ
Что считается оборудованием и машинами тяжелой промышленности?
Тяжелое промышленное оборудование и машины относятся к компонентам, деталям, машинам, инструментам и другим продуктам, используемым для выполнения задач в горнодобывающей, лесной, рыболовной, буровой/добывающей, сельскохозяйственной, строительной и производственной отраслях.
Некоторые распространенные примеры промышленных машин и оборудования включают:
- Бульдозеры
- Краны
- Обратные мотыги
- Вилочные погрузчики
- Циркулярные пилы
- Колесные погрузчики
- Грейдеры
- Траловые лебедки
- Экскаваторы
- Машины для литья под давлением
Травмы, вызванные неисправным оборудованием и машинами
Общие травмы, получаемые людьми, работающими с оборудованием и машинами, включают:
- Ожоги, поражение электрическим током и отравление дымом
- Умеренные или тяжелые черепно-мозговые травмы
- Ампутации
- Сломанные кости
- Травмы шеи, спины и спинного мозга, включая паралич
- Разрыв связок
- Потеря зрения или слуха
- Деформирующие порезы
Распространенные типы дефектов
Дефекты могут возникать в конструкции оборудования и механизмов, в процессе производства или на стадии маркетинга, что означает отсутствие соответствующих предупреждений или инструкций относительно безопасного использования продукта . Иногда оборудование или машины могут содержать комбинацию дефектов, в том числе:
Иногда оборудование или машины могут содержать комбинацию дефектов, в том числе:
- Машины/оборудование не имеют адекватных устройств безопасности (например, ограждение, автоматический выключатель)
- Машины/оборудование размещены в неподходящем месте, что подвергает рабочих риску получения травм от расположенного поблизости оборудования
- Ошибки при сборке или установке машины
- Использование низкокачественных или неподходящих материалов в производственном процессе
- Машина/оборудование склонны к перегреву
- Неисправность проводки
- Отсутствуют надлежащие предупреждения или инструкции по технике безопасности
Ответственность за несчастные случаи с неисправным оборудованием и механизмами
Компании, разрабатывающие, производящие, распространяющие или продающие неисправное промышленное оборудование и механизмы, могут быть привлечены к ответственности за возникшие в результате травмы в судебном процессе об ответственности за качество продукции. Независимо от того, является ли теория ответственности нарушением гарантии, небрежностью или строгой ответственностью, истец должен иметь возможность установить, каким образом продукт неисправен и что этот дефект причинил ему вред.
Независимо от того, является ли теория ответственности нарушением гарантии, небрежностью или строгой ответственностью, истец должен иметь возможность установить, каким образом продукт неисправен и что этот дефект причинил ему вред.
Установление ответственности в делах об ответственности за качество продукции, связанных с промышленным оборудованием, может быть затруднено из-за уникального характера такого оборудования и количества сторон, которые могут нести ответственность. Если вы получили травму из-за неисправного промышленного оборудования или оборудования, важно, чтобы вы защитили свои права, поговорив с опытным юристом по ответственности за качество продукции.
В зависимости от конкретных обстоятельств вашего дела вы можете получить прошлую и будущую компенсацию за:
- Медицинские расходы
- Потеря трудоспособности
- Физическая боль
- Душевная боль
- Обезображивание
- Физические ограничения
Опытное представительство в рамках вашего иска о дефекте продукции в Хьюстоне
Наша команда юристов по ответственности за качество продукции в Хьюстоне, штат Хьюстон, помогает лицам, пострадавшим от дефектной продукции, уже почти 50 лет.