Поршневая группа ЗиЛ 130, ЗиЛ-508.10 (Полный комплект Г+П+К+П+РТИ)
Поршневая группа ЗИЛ 130
Описание:
| Поршневая ЗиЛ-130 | |
|---|---|
| Применение | ЗИЛ-130, ЛАЗ-695 |
| Двигатель | ЗИЛ-130 |
| Состав |
|
| Исполнение | только 4К (3 компрессионных кольца, 1 маслосъемное) |
| Камера сгорания | цилиндрическая, с рассекателем |
| Размеры | 100 мм |
| Поршень | 130-1004015П-А3 |
| Гильза | 130-1002021-А2 |
| Кольца | СТ-130-1000101 |
| Палец | 130-1004020 |
| Состояние | новое |
| Вес | 5,25 кг |
Поршневая группа ЗИЛ-130 включает в себя целый комплект деталей: гильзу, поршень, кольца, палец и РТИ. Без этих составляющих невозможна нормальная работа поршневого двигателя. Выбирайте гильзы, кольца и другие детали только у официального поставщика, и вам не придется сталкиваться с проблемами при управлении транспортным средством.
Без этих составляющих невозможна нормальная работа поршневого двигателя. Выбирайте гильзы, кольца и другие детали только у официального поставщика, и вам не придется сталкиваться с проблемами при управлении транспортным средством.
Назначение и функциональные особенности
Поршневая ЗИЛ-130 — группа, образующаяся комплексом деталей. Такая система необходима для:
- передачи показаний о давлении газа на коленвал двигателя;
- уплотнения полости цилиндра над поршнем с целью предотвращения прорыва газа в область картера.
Выполняемые поршневой группой функции крайне важны и позволяют обеспечить нормальную работу всей системы. Водитель может получать представление о состоянии двигателя, анализируя, насколько хорошо выполняется уплотняющая функция.
Работа поршневой группы происходит в сложных условиях, при высоких температурах и низком отводе тепла. Поршневая ЗИЛ-130 выдерживает эти нагрузки, поскольку обладает высокой тепловой напряженностью.
Технические характеристики
Поршневая группа ЗИЛ имеет следующие технические характеристики:
- диаметр — 100 мм;
- вес — 5,15 кг;
- исполнение — 3К (1 маслосъемное кольцо, 2 компрессионных).
Основная часть механизма — поршень, который состоит из направляющей и головки. Направляющую часть называют также юбкой. Чтобы установить оборудование, необходимо просверлить в юбке отверстие, в котором будет установлен поршневой палец.
Юбка — это не только направляющая часть, но и защитный элемент, принимающий на себя давление и увеличивающий силу трения, за счет чего повышается нагрев как самого поршня, так и цилиндра.
Поршни выполнены из легированного, жаропрочного сплава, очищенного от примесей, и имеют одно очевидное преимущество перед другими видами оборудования — фосфатированную поверхность. Эта особенность дает деталям необходимую прочность и предотвращает образование прихватов. Кроме того, обработка пальцев выполнена с высокой точностью, что обеспечивает оптимальный зазор между поршнем и пальцем, повышая способность двигателя противостоять высоким температурным перегрузкам и износу.
Купить качественную поршневую можно в нашем интернет-магазине недорого с доставкой. По всем вопросам обращайтесь к нашим менеджерам.
Читать далее
Поршневая группа ЗиЛ-130 (гильза, поршень, кольца, палец, РТИ) отзывы
Відправка замовлень накладеним платежем службами вантажоперевезень «Нова Пошта», «Justin», «АвтоЛюкс», «Делівері», «САТ» без передоплати.
Готівковий та безготівковий розрахунок (з ПДВ). Детальніше про способи оплати.
Доставка вашого замовлення по Україні здійснюється службами вантажоперевезення «Нова Пошта», «Justin», «АвтоЛюкс», «Делівері», «САТ».
При замовленні до 13:00 замовлення відправляється у той же день. Все про доставку.
Гарантія є на весь перелік запчастин та товарів. Термін гарантії залежить від умов виробника. Гарантія від 1 до 24 місяців з дня продажу (дата прописується в гарантійному талоні).
Все про гарантії.
Поршневая группа ЗИЛ-131
Поршни (рис. 1) выполнены из алюминиевого сплава и покрыты оловом. Юбка поршня имеет форму эллиптического конуса, большое основание, которого расположено у нижнего края юбки, а наибольшая ось эллипса лежит в плоскости, перпендикулярной к оси поршневого пальца
Конусность на длине юбки составляет 0,035— 0,050 мм, а разность между наибольшим и наименьшим диаметрами юбки поршня 0,52 мм.
Окончательный подбор поршня к гильзе производят, проверяя усилие, необходимое для протаскивания щупа толщиной 0,08 мм и шириной 10 мм между стенкой цилиндра и поршнем со стороны, противоположной разрезу юбки поршня. Усилие на щупе должно быть в пределах 3,5—4,5 кг.
Поршневые пальцы — плавающие, каждый палец фиксируется в поршне двумя стопорными кольцами.
Пальцы изготовляют с высокой точностью и подбирают к поршням и шатунам, сортируя на четыре группы по наружному диаметру (табл. 1).
Обозначение группы наносят краской: на поршне — на внутренней поверхности (на одной из бобышек), на шатуне — на наружной цилиндрической поверхности малой головки, на пальце — на внутренней поверхности.
При сборке палец, поршень и шатун комплектуют из деталей только одноименной группы.
Таким подбором обеспечивается натяг между пальцем и поршнем в пределах 0,0025 — 0,0075 мм и зазор между пальцем и шатуном в пределах 0,0045—0,0095 мм (при температуре 20° С).
Во избежание задиров на сопряженных поверхностях сборка пальца с поршнем должна производиться только при нагреве поршня до температуры 55° С.
Нагрев поршней надо производить только в жидком и чистом масле.
Поршневые кольца устанавливают по четыре на каждом поршне: три компрессионных и одно маслосъемное.
Два верхних компрессионных кольца хромированы по наружной цилиндрической поверхности.
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз.
Компрессионные кольца устанавливают так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как указано на рис. 1.
Маслосъемное кольцо составное из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в двигатель плоские кольцевые диски 1 нужно устанавливать так, чтобы их замки были расположены под углом 180° одно относительно другого, а замки осевого 2 и радиального 3 расширителей — под углом 90° к замкам дисков (каждый).
Для снятия или установки поршневых колец необходимо пользоваться специальным инструментом.
Размеры поршневых колец и канавки в поршне, а также зазоры между ними и зазор в замке даны в таблице 2.
Для увеличения срока службы поршневые кольца в свободном состоянии имеют сложную форму, вследствие чего после установки кольца в цилиндр обеспечивается наиболее выгодное распределение давления кольца на стенку гильзы.
При установке колец на поршень их стыки (замки) следует устанавливать под углом 90° друг к другу.
шатуны стальные, двутаврового сечения, В нижней головке шатуна установлены сталеалюминевые тонкостенные вкладыши толщиной 2-0,16 мм.
В верхнюю головку шатуна запрессована свертная бронзовая втулка.
Вкладыши изготовлены с большой точностью, полностью взаимозаменяемы и при установке не требуют шабровки, подпиливания стыков или установки прокладок.
Эти операции при тонкостенных вкладышах не допускаются.
В новом двигателе диаметральный зазор в соединении шатунная шейка коленчатого вала — шатун с вкладышами в сборе составляет 0,032—0,076 мм.
При установке на двигатель поршня в сборе с шатуном стрелка 8 на днище поршня должна быть всегда обращена в сторону переднего конца коленчатого вала.
В комплекте поршень с шатуном в сборе, предназначенном для левой группы цилиндров, метка 11 на стержне шатуна и стрелка 8 на поршне должны быть обращены в одну сторону, а в комплекте для правой группы цилиндров — в разные стороны.
Затяжку гаек болтов шатуна необходимо производить динамометрическим ключом с моментом затяжки 7—8 кГм.
После затяжки гайки следует тщательно зашплинтовать.
В случае если при указанном моменте натяжки отверстие в болте и прорезь в гайке не совпали, разрешается дополнительный поворот гайки до совпадения отверстия с ближайшей прорезью, при этом момент натяжки не должен превышать 11,5 кГм.
Проверку и подтяжку гаек болтов шатуна надо производить при каждом снятии масляного картера.
Разница в весе комплектов поршень с шатуном в сборе не должна превышать 16 г.
Таблица 1
|
Группа |
Диаметр пальца в мм |
Диаметр отверстия в мм |
Цвет маркировки |
|
|---|---|---|---|---|
|
в поршне |
и малой головке шатуна |
|||
|
I |
28,0000—27,9975 |
27,9950—27,9925 |
28,0070—28,0045 |
Голубой |
|
II |
27,9975—27,9950 |
27,9925—27,9900 |
28,0045—28,0020 |
Красный |
|
III |
27,9950—27,9925 |
27,9900 — 27,9875 |
28,0020—27,9995 |
Белый |
|
IV |
27,9925—27,9900 |
27,9875— 27,9850 |
27,9995—27,9970 |
Черный |
|
Примечание. |
||||
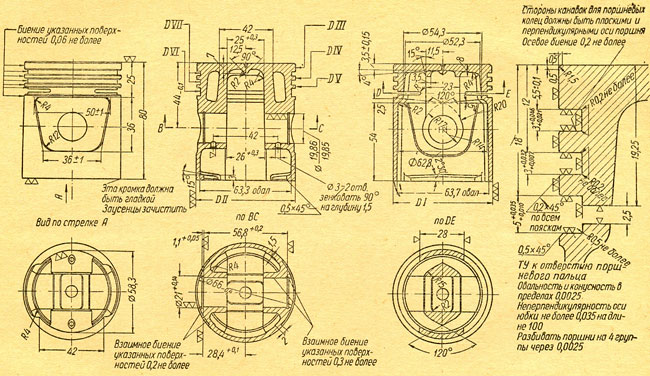
Таблица 2
|
Размеры в мм |
кольца |
||
|---|---|---|---|
|
Верхние компрессионные |
Нижние компрессионные |
Маслосъемное |
|
|
Высота кольца |
2-0,012 |
2-0,012 |
5-0,012 |
|
Высота канавки в поршне |
2+0,070+0,050 |
2+0,070+0,050 |
5+0,050+0,025 |
|
Зазор по высоте между кольцом и поршнем (в канавке) |
0,050 – 0,082 |
0,050 – 0,082 |
0,025 – 0,062 |
|
Зазор в замке кольца |
0,35 – 0,7 |
0,3 – 0,65 |
0,9 – 1,5 |
Салон ЗИЛ 130 своими руками.
 Из бензинового двигателя сделать дизель
Из бензинового двигателя сделать дизельНа одном из интернет-сайтов по продаже был выставлен ЗИЛ-130, обойти вниманием которого просто невозможно. Во-первых, 130-х осталось в принципе мало, а во-вторых, в таком состоянии, как предлагаемый экземпляр, не найти в принципе. И к тому же это не просто ЗИЛ-130, а самосвальный вариант этого автомобиля — ЗИЛ-ММЗ-4502, который впоследствии получил развитие в модели ММЗ-555. Последний не сходил с заводского конвейера 13 лет.
Впервые ЗИЛ-ММЗ-4502 появился на дорогах в конце 1975 года, и буквально через пару месяцев машина пошла в серию. Автомобиль постепенно модернизировался и при этом продержался на конвейере до 1994 года.
Но этот цвет синий металлик — особый образец. Он находится в Севастополе, и его владелец сделал все возможное, чтобы его машина была максимально комфортной. В вагоне есть и коары с электроприводом, и электрические халаты, и электроспасатели, и электродизайн.
А интерьер салона и вовсе сплошной эксклюзив.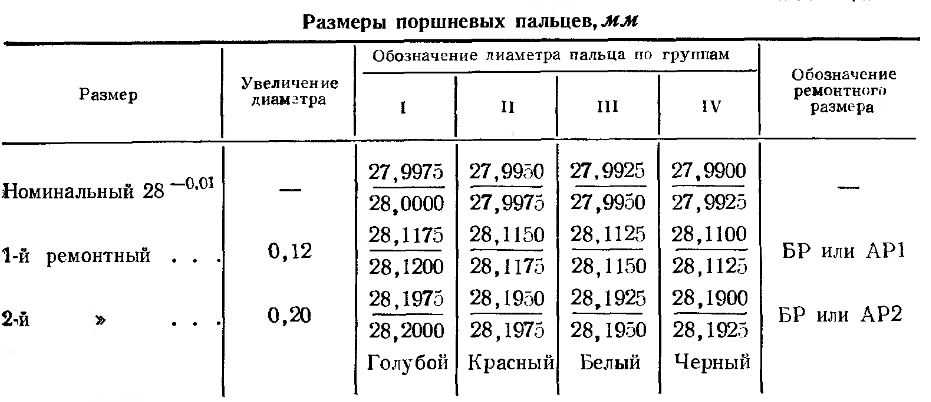 Руль хозяин поставил от старого Мерса, а часть металлических деталей салона переделал «под дерево». Стать обладателем этой роскоши можно за 400 тысяч рублей.
Руль хозяин поставил от старого Мерса, а часть металлических деталей салона переделал «под дерево». Стать обладателем этой роскоши можно за 400 тысяч рублей.
Что мы все о легковых, и о легковых автомобилях. Что насчет фрахта? Давайте вместе придумаем такую тему, как Тюнинг ЗИЛ 130.
Выпуск этого автомобиля наделал столько шума на советском пространстве — специально для него разработано:
- топливо с высоким октановым числом;
- новое масло и другие эфирные жидкости;
- краска для кузова.
Благодаря ему освоен выпуск резиновых уплотнителей и пластмасс. Но владельцы этого автомобиля заняты кропотливой работой, либо их все устраивает по характеристикам и комфорту грузовика — в общем, не заморачиваться насчет тюнинга ЗИЛ 130 и ничего не предлагать своим коллегам.
Фото: Персонал SGT. Райан Крейн (общественное достояние)
Единственный представитель не менее известного это ЗИЛ 130-Пикап из Томска. А тут от Зила ничего нет, кроме кабины, которая установлена на шасси автомобиля Форд Е-250 (Эконолайн).
Поэтому мы решили предложить вам наши разработки. Делать капитальный тюнинг ЗИЛ 130 невыгодно – это все-таки грузовик, элементов в нем гораздо больше, чем у легковушки. Это означает, что необходимо затрагивать только важные моменты. И что они?
ЗИЛ 130 – рабочий, предназначенный для перевозки грузов, поэтому тюнинг должен быть направлен на увеличение грузоподъемности. Но жесткий человек управляемый, значит, нужно создать ему комфорт. Это будет сделано.
Повышение комфорта
Основным недостатком всего отечественного автопрома является шум в салоне, а он не только исходит с улицы, но и создается, за счет трения деталей отделки. Кроме того, работа двигателя создает вибрации в салоне. Избавиться от всего этого можно с помощью шумо- и виброизоляции. Так что тюнинг начни с этого.
Идем дальше. Сиденье карликовый дерматин, который нагревается на солнце. Были даже случаи, когда водители получали ожоги после прикосновения к ним. Поэтому во вторую очередь меняем обивку. Чтобы не было мелочей, можно перешить весь салон.
Чтобы не было мелочей, можно перешить весь салон.
Сами сиденья тоже оставляют желать лучшего — они крайне жесткие. Сэкономить мягкое место можно, установив пневмосиденья.
Ну какая же работа без качественного музыкального сопровождения? Вы поняли, что мы склоняемся к установке качественной аудиосистемы.
Увеличиваем грузоподъемность
В усилении подвески нет ничего сложного — нужно заменить основные элементы на более прочные. Кстати, желающие сделать ход автомобиля могут вместо пружинных установить пневматические подушки.
По увеличению мощности есть несколько вариантов:
- Замена люков в карбюраторе. При этом будьте готовы к тому, что увеличится расход топлива.
- Применение распредвала с кулачками разной высоты и диаметра. При этом необходимо установить более прочный клапан и пружины.
- Сложная, но вполне выполнимая задача — обработать головку блока цилиндров, с целью увеличения размеров впускных и выпускных каналов.
 Только тогда надо выбирать клапаны с тарелками соответствующего диаметра.
Только тогда надо выбирать клапаны с тарелками соответствующего диаметра. - Увеличение объема цилиндров расточкой — если вы производите эту работу самостоятельно, будьте осторожны: есть риск повредить систему охлаждения.
Компрессор – универсальное устройство, которое широко используется не только в автомобильной сфере, но и на производстве. Чтобы сэкономить и не приобретать дорогостоящее оборудование, некоторые мастера пытаются создать самостоятельный компрессор ЗИЛ.
Устройство
Компрессор представляет собой двухцилиндровое устройство поршневого типа. Его принцип работы заключается в нагнетании воздуха за счет движения поршней. Компрессорное устройство состоит из:
- картера разводного с каналами;
- себя;
- пружины; герметик
- .
Поршни изготовлены из алюминия и снабжены пальцами, которые фиксируются стопорными кольцами. Через впускные клапаны воздух, находящийся в воздушном фильтре двигателя, поступает в цилиндры компрессора. Он сжимает поршни и поступает в пневмосистему. Затем проходит через впрыскивающие клапаны, которые расположены в головке блока цилиндров.
Он сжимает поршни и поступает в пневмосистему. Затем проходит через впрыскивающие клапаны, которые расположены в головке блока цилиндров.
Система охлаждения
Двигатель имеет жидкостную систему охлаждения закрытого типа. В его состав входят: радиатор, термостат, помпа, датчик температуры, компрессор и форсунка. Работает по принципу принудительной охлаждающей циркуляции. Если жидкость в системе перегревается, то необходимо открыть пробку радиатора. При его обнаружении из шеи выбрасывается струя горячей воды. Поэтому делать это нужно осторожно.
Система смазки
Система смазки — комбинированная. Смазка поступает из смазочного узла системы двигателя и охлаждается охлаждающей жидкостью.
Характеристики
Подробное описание компрессора Зилов. Технические характеристики:
- производительность — 210 л;
- рабочий объем — 214 см³;
- размер цилиндра 60 мм в диаметре; цилиндр
- — 2 шт.; потребляемая мощность
- — до 21,1 кВт;
- частота вращения — 2000 об/мин;
- внутреннее давление пневмосистемы — 740 кПа; Гарантийный срок
- — 6 месяцев.

Как сделать компрессор своими руками
Устройство делает основу зиловского компрессора своими руками. Если он предназначен для выполнения небольших задач, то переделка компрессора будет минимальной. Его доработку проводят, если устройство планируется использовать долго и с большими нагрузками. Материалы потребуются: двигатель
- ; приемник
- ; манометр
- ;
- предохранительный клапан.
При изготовлении самодельного станка важно правильно передать крутящий момент на узел. За давление отвечают клапан и манометр, которые смонтированы на ресивере. Тонкости сборки:
- Крутящий момент. Чтобы компрессор сохранил свою мощность и количество оборотов, некоторые мастера делают прямое подключение. Но для такого соединения нужен мощный двигатель. Поэтому двигатель с агрегатом связан посредством ременной передачи. Если подключение осуществляется через редуктор, крутящий момент окажется достаточным.
 В основном при изготовлении компрессора используется ременная передача, так как качественная шестерня стоит дорого.
В основном при изготовлении компрессора используется ременная передача, так как качественная шестерня стоит дорого. - Двигатель. Двигатель подобран таким образом, чтобы он соответствовал всем параметрам компрессора. Чтобы в устройстве формировалось максимальное давление, обороты двигателя должны быть более 2000 об/мин. Это позволит компрессору работать в облегченном режиме. Если устройство используется без нагрузок и непродолжительный период, то подойдет агрегат мощностью 1 кВт. Для более интенсивной работы используются изделия повышенной мощности.
- Ресивер. Самодельный компрессор должен быть компактных размеров. Для этого из газового баллона или огнетушителя делается ресивер. Также подойдет любая металлическая емкость. Главное, чтобы готовое устройство имело средние размеры. Конструкция оснащена манометром и регулятором давления. Для этого его нужно модифицировать. Возле входа в бак готовый узел с редуктором можно приобрести в магазине. После установки клапана обратного давления приступают к его настройке.

- Система охлаждения и смазки. Некоторые компрессоры сильно перегреваются во время работы. Для устранения этого недостатка их дорабатывают по системе охлаждения. Для этого в разъемах проделываются отверстия, а нижняя крышка оснащается косой трубкой. На выходе из картера установлен фильтр. Он должен быть прозрачным. Это позволит наблюдать за уровнем масла. Из огнетушителя создают влагоотделитель.
Компрессор устанавливается на станину. Для этого в раме делаются нужные места под устройство. Двигатель жестко закреплен на станине. Остальные элементы, которые соединяются через шланги, монтируются отдельно.
Неисправности и ремонт
Шум и стук при работе компрессора, а также появление масла в воздушном цилиндре свидетельствует о неисправности устройства.
- Со временем на блоке картера образуются трещины и сколы. Картер полностью заменяется, если на его стенках возникли трещины. Трещины завариваются, если они расположены на фланце крепления картера и имеют небольшой размер.

- Для проверки герметичности баллон помещают в водяную баню и наполняют сжатым воздухом. Если появились пузыри, то он считается не герметичным. Ремонт производится путем перестраивания бака и подгонки его под ремонтный размер. Блок в разъемном состоянии должен быть цельным, без ухода. Допускается отклонение до 0,04 мм. Нельзя проходить абзац 0,05 мм под лекционной линией.
- Ремонтный размер поршней определяется цифрой, сбитой в нижней части поршня. Это цифра +04, +0,8.
Вот так нарисовалось:
А вот такая машина под Зилок есть в реале:
Кабина использовалась от ЗИЛ 131, в северном исполнении (бывшая Полярная буровая станция). Примерка показала, что кабина отказывается вставать на положенное на нее место, поэтому автору пришлось подвергнуть ее большой переделке. Были переделаны днище и силовые конструкции кабины, кроме того узел крепления педали вынесен на 150 миллиметров вперед.
ЗИЛ-130 Самое начало проекта
Образовавшийся в результате реконструкции бокс было решено использовать как контейнер для мультимедийной системы, туда нашел свое место сабвуфер. Сверху бокс закрывается крышкой из алюминия, на которой расположены подлокотник с бардачком и местами под очки.
Сверху бокс закрывается крышкой из алюминия, на которой расположены подлокотник с бардачком и местами под очки.
Приборная панель взята с американского донора, с нее снято стекло и изменен размер корпуса под зиловскую панель, после чего вырезана защита плекса, и вся конструкция поставлена на штатную место в салоне ЗИЛ.
Бампер передний самодельный, своеобразной угловатой формы. Основа бампера представляет собой пространственную сварную конструкцию из квадратной трубы, обшитую листовым металлом. Бамперу придается нужная форма клыка — неотъемлемый атрибут ЗИЛа. На переднюю часть бампера установлены декоративные молдинги.
Крылья родного грузовика были переделаны и приварены к кузову
Для того, чтобы салон полностью соответствовал образу американского пикапа, передняя часть обшивки и крылья были тщательно пропилены, а затем сварены друг с другом. После этого сварные швы и оставшиеся поверхности были размещены и отшлифованы.
Рама и подвеска
Форд от Форд был укорочен, для этого были вырезаны куски и приварены части лонжеронов назад, по сварным швам проложены элементы усиления.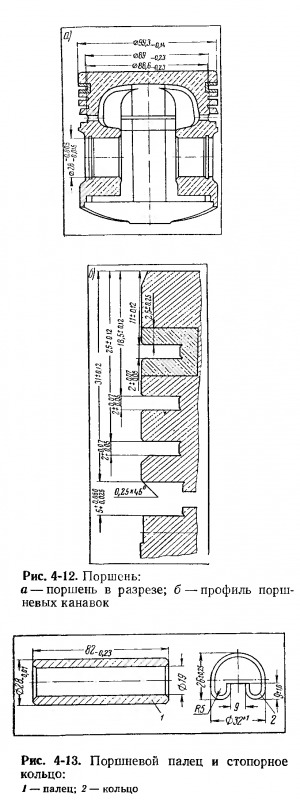 Рама была очищена от ржавчины и окрашена в оранжевый цвет.
Рама была очищена от ржавчины и окрашена в оранжевый цвет.
Форд Е-250 донорская рама была укорочена
Соответственно по длине рамы пришлось укоротить кардан и топливный бак. Кардан вырезали на токарном станке и подогнанные детали сварили в единое целое. Бак в результате переделки потерял около пятидесяти литров объема и теперь вмещает около 90 литров, однако автор считает, что этого вполне достаточно.
В подвеске подрезаны пружины и переделаны пружины и переделаны серьги, в результате чего машина «села» на полметра (в салоне) если сравнивать с высотой оригинального ЗИЛа.
Диски имеют легкосплавные диски с классическим рисунком и имеют размер 305/55r20.
Двигатель и выхлоп
Изначально на новом пикапе использовался родной двигатель от автомобиля-донора, V-образная бензиновая шестерка с увеличенным до 4,2 л объемом. Сейчас установлен Mopar 5.2 Magnum V8 мощностью 500 л.с.
Выхлопная система выполнена просто и оригинально — две трубы диаметром 63 мм из нержавеющей стали, входящие в глушитель диаметром 76 миллиметров. Разница в длине трубы позволяет двигателю издавать характерный булькающий звук на низких оборотах.
Разница в длине трубы позволяет двигателю издавать характерный булькающий звук на низких оборотах.
Кузов
Кузов и задние крылья были изготовлены из листового металла, затем отшлифованы и покрашены. Крылья не имеют ничего невероятного в форме, надо заметить — автор постарался на славу, замысел получился очень удачным с точки зрения дизайна. Задний бампер несет евромеховые фонари в обрамлении молдинга из резины.
Тюнинг ЗИЛ 130 далек от завершения
Работа над автомобилем еще не завершена, у автора большие планы на будущее, но и как сейчас, Каста производит ошеломляющее впечатление. Все линии выверены, детали отделки и оптики выглядят как родные. Да и ходовые характеристики автомобиля завидные. Хочу пожелать Роману удачи в продолжающейся работе над машиной, и пусть она покажет себя с самой лучшей стороны!
Кастомизация автомобиля просто безгранична, в творческом плане направление тюнинг. Популярный на территории Северной Америки, со временем «опустился» на просторы нашей бескрайней Родины.
Первыми пациентами в кастомизации стали мотоциклы, и вот, «подтвердив» свою руку в работе над двухколесными железными конями, мастер перевел свой «заинтересованный» взгляд на автомобили. И вот началось. Существовало огромное количество стилей и направлений, целью которых является создание абсолютно уникального автомобиля.
Часто машины настолько сильно преображаются, что узнать старую машину довольно сложно. Можно сказать, что на базе конвейерной машины создается нечто уникальное, совершенно новое и неповторимое, как в плане экстерьера автомобиля, так и во внутреннем оснащении. Каста — уникальное явление, которое сложно спутать с чем-то другим. Каста – это средство, способное помочь автолюбителю максимально раскрыть всю свою оригинальность и индивидуальность.
Крайний интерес может вызвать превращение старого и потерявшего актуальность грузовика в модный пикап. И ЗИЛ 130 подходит для этого, как нельзя.
В 1956 году родилась легенда советского автопрома, ЗИЛ 130. Надежный мастер, имел грузоподъемность четыре тонны, мощный сто тридцатисильный двигатель и рабочий объем пять и два литра. Правда, в этих характеристиках выявились недостатки в виде слабых динамических качеств, не позволявших машине выполнять функции тягача.
Надежный мастер, имел грузоподъемность четыре тонны, мощный сто тридцатисильный двигатель и рабочий объем пять и два литра. Правда, в этих характеристиках выявились недостатки в виде слабых динамических качеств, не позволявших машине выполнять функции тягача.
Через два года заводские инженеры заменили 6-цилиндровый агрегат на V-образный с 8-ю цилиндрами. Это позволило увеличить мощность на двадцать лошадиных сил. На этом доработка не закончилась, на обновленный автомобиль установили новые блоки цилиндров, расположенные друг относительно друга под углом в девяносто градусов. Все это позволило Зилле стать еще более мощным автомобилем, предназначенным для перевозки нескольких грузов, и устранить последний недостаток, теперь машина прекрасно справлялась с ролью тягача.
Тюнинг ЗИЛ 130
Кастомазинг подразумевает, что для создания нового каста скорее всего придется иметь не одну машину. Например, для нашего родного зилка отлично подходят комплектующие Форда, в частности Форд Е-250. Форд всегда отличался качественными деталями, мощными двигателями, прочной и прочной рамой. Прекрасный донор для заслуженной, за долгие годы работы, апгрейда ЗиЛ.
Форд всегда отличался качественными деталями, мощными двигателями, прочной и прочной рамой. Прекрасный донор для заслуженной, за долгие годы работы, апгрейда ЗиЛ.
Да, стоит отметить, что совместить фордовские габариты и зили стоны не большая проблема. Рассмотрим подробнее. Фордовский донор имеет длину составляющую около шести метров где-то. Масса этого аппарата немного много – шесть тонн. Автомобиль оснащен 4,3-литровым двигателем с автоматической коробкой. Все узлы и сам кузов установлены на прочную и прочную лонжеронную раму.
Кабина пикапа
Классическая кабина ЗИЛа с большой вероятностью после внесенных изменений не встанет на «родное» место, так что всем придется мерить и просчитывать, как будут переделаны новые реалии. Часто приходится переделывать днище кабины, усиливать силовые конструкции. Возможно, придется внести более существенные изменения, например, перенести узел крепления педалей. Это только часть структурных нововведений. Не исключено, что под конкретно вашу цель придется менять еще много чего и посерьезнее.
В результате всей реконструкции часто образуются новые полости, которые переоборудуются в стержни различного назначения. Таких, например, как место для мультимедийной инсталляции или сабвуфера. Эту коробку можно перепрошить, в зависимости от места в кабине. Например, сделать из него функциональный подлокотник, с приятным покрытием, скажем, кожей, и подстаканник. Либо декоративный глюк, закрытый алюминиевой крышкой и декорированный сверху деревянными элементами.
Панель приборов интереснее взять с североамериканского донора. Немного подработав инструменты, снимите с него защитное стекло, и «залатайте» панель под зиловскую панель. Также можно установить улучшенную подсветку приборов, тем самым повысив комфорт при вождении. Позже сделать защиту из плекса, и установить «новую» панель на место. Так вы без особых усилий сделаете свой автомобиль с харизматичной и функциональной приборной панелью.
Соответственно, при уже затраченных усилиях не нужно оставлять «лицо» автомобиля, то есть передний бампер. За основу возьмите сварную конструкцию на трубах квадратного сечения. Примете ли вы это сами, или закажите у профессионалов, большой роли это не сыграет, это главное. Мы вырезаем эту конструкцию из листового металла для большего усиления. На почти сделанный бампер устанавливаем визитную карточку Всех Зилов, а именно их «клыки», ведь без них Зил перестанет быть Зилом, это их неотъемлемая часть. Также советуем декоративные молдинги на переднюю часть бампера.
За основу возьмите сварную конструкцию на трубах квадратного сечения. Примете ли вы это сами, или закажите у профессионалов, большой роли это не сыграет, это главное. Мы вырезаем эту конструкцию из листового металла для большего усиления. На почти сделанный бампер устанавливаем визитную карточку Всех Зилов, а именно их «клыки», ведь без них Зил перестанет быть Зилом, это их неотъемлемая часть. Также советуем декоративные молдинги на переднюю часть бампера.
Что было бы еще сильнее, чем выражение американского стиля в нашем будущем пикапе, передняя облицовка и крылья очень тщательно подгоняются и свариваются друг с другом. Швы необходимо качественно обработать, заострить и отшлифовать. С каждой проделанной операцией машина становится все эффектнее, главное не опускать руки в случае поломок и продолжать работу над своей машиной.
Возможно, у вас несколько укорочена рама автомобиля-донора. Если это произошло, то не забудьте сварные швы усилить каркас усиливающими элементами. Саму раму следует тщательно очистить от следов коррозии и покрасить в будущий цвет автомобиля.
Саму раму следует тщательно очистить от следов коррозии и покрасить в будущий цвет автомобиля.
В следствии фрезеровки рамы, если она имела место быть, то придется уменьшить длину кардана и заменить топливный бак на новый, подходящего размера, либо укоротить старый. Кардан следует расточить на токарном станке. Советуем обращаться в этом вопросе к специалистам, без должного опыта сделать все правильно достаточно сложно. Далее свариваются и устанавливаются на место обработанные и подогнанные детали кардана. Из-за значительного уменьшения первоначальных размеров штатный зиловский бак теряет приличный объем, и вместо заводских ста сорока литров имеет около девяноста. Впрочем, для него, Зила, нового Ипостаси должно быть вполне достаточно.
Так как стандартная подвеска ЗИЛа делает автомобиль чрезвычайно высоким, эту высоту следует немного уменьшить за счет изменения высоты рессор и изменения конструкции рессор. Таким образом, можно будет подобрать удобную высоту.
Замена штатных колес путем подбора дисков и шин в автомагазинах, благо от этого просто огромно, все ограничивается только запасом ваших средств.
Не забывайте о такой важной детали, как выхлопная система. Если вы хотите сделать агрессивную машину с лживым звуком, то можем посоветовать сделать саму выхлопную систему очень простой и в то же время достаточно оригинальной. Для примера возьмем пару труб диаметром шестьдесят три миллиметра, материал нержавеющая сталь. Эти патрубки входят в глушитель, диаметр которого составляет семьдесят шесть миллиметров. Разница, появившаяся в длине трубы, придает двигателю очень интересное звучание на низких оборотах.
Задние крылья и кузов были изготовлены из металлических листов Деломет, затем последовал процесс шпаклевки и покраски. Причем форму крыльев, благодаря металлу и его свойствам, вы можете задать сами, создавая уникальные дизайнерские решения. К заднему бамперу установите подходящие по форме и стилистической идее фонари, просто вырезав в бампере отверстие в бампере. Установите для большего эффекта молдинги из резины на бампер.
Это лишь малая часть изменений, которые вы можете сделать с ЗИЛом, легендой советского Автопрома. Предел в настройке только ваше воображение. Дерзайте и все обязательно получится!
Предел в настройке только ваше воображение. Дерзайте и все обязательно получится!
Поршневая группа ЗИЛ-131
Поршни (рис. 1) изготовлены из алюминиевого сплава и покрыты оловом. Юбка поршня имеет форму эллиптического конуса, большое основание которого расположено у нижней кромки юбки, а наибольшая ось эллипса лежит в плоскости, перпендикулярной оси поршневого пальца
Конус на длина юбки 0,035-0,050 мм, а разница между наибольшим и наименьшим диаметрами юбки поршня 0,52 мм.
Окончательная подборка поршня к гильзе осуществляется проверкой усилия, необходимого для протягивания щупа толщиной 0,08 мм и шириной 10 мм между стенкой цилиндра и поршнем со стороны, противоположной срезу юбки поршня. Усилие на щуп должно быть в пределах 3,5-4,5 кг.
Пальцы поршневые плавающие, каждый палец фиксируется в поршне двумя стопорными кольцами.
Пальцы изготовлены с высокой точностью и подобраны к поршням и шатунам, разделенным на четыре группы по наружному диаметру (таблица 1).
Обозначение группы наносится краской: на поршень — на внутреннюю поверхность (на одну из бобышек), на шатун — на наружную цилиндрическую поверхность малой головки, на палец — на внутреннюю поверхность.
При сборке палец, поршень и шатун собираются из деталей только одной группы.
Этот вариант обеспечивает натяг между пальцем и поршнем в диапазоне 0,0025-0,0075 мм и зазор между пальцем и шатуном в диапазоне 0,0045-0,0095 мм (при температуре 20°С).
Во избежание задиров на сопрягаемых поверхностях сборку пальца с поршнем производить только при нагреве поршня до температуры 55°С.
Поршни следует нагревать только в жидком и чистом масле.
Кольца поршневые устанавливаются по четыре на каждый поршень: три компрессионных и одно маслосъемное.
Два верхних компрессионных кольца с наружной цилиндрической поверхностью хромированы.
Наружная поверхность нижнего компрессионного кольца выполнена конической; большее основание конуса обращено вниз.
Компрессионные кольца устанавливаются так, чтобы выточка на внутренней цилиндрической поверхности колец была обращена вверх, как показано на рис. 1.
Маслосъемное кольцо состоит из двух плоских стальных колец и двух расширителей — осевого и радиального.
При установке поршня в двигатель плоские кольцевые диски 1 должны быть установлены так, чтобы их замки располагались под углом 180° относительно друг друга, а замки осевого 2 и радиального 3 расширителей — под углом 90° к замкам дисков (каждому).
Для снятия и установки поршневых колец необходимо использовать специальный инструмент.
Размеры поршневых колец и канавок в поршне, а также зазоры между ними и зазор в замке приведены в таблице 2.
Для увеличения срока службы поршневые кольца в свободном состоянии имеют сложной формы, в результате чего после установки кольца в цилиндр обеспечивается наиболее благоприятное распределение давления кольца на стенку гильзы.
При установке колец на поршень их соединения (замки) должны быть установлены под углом 90° друг к другу.
Шатуны стальные, двутавровые, В нижней головке шатуна установлены сталеалюминиевые тонкостенные вкладыши толщиной 2-0,16 мм.
В верхнюю головку шатуна запрессована спиральная бронзовая втулка.
Вкладыши изготовлены с большой точностью, полностью взаимозаменяемы и не требуют скобления, подпиливания стыков или установки прокладок при установке.
Данные операции не допускаются с тонкостенными футеровками.
В новом двигателе диаметральный зазор в соединении шатун — шатун с вкладышами в сборе — 0,032-0,076 мм.
При установке поршня в сборе с шатуном на двигатель стрелка 8 на днище поршня всегда должна указывать на передний конец коленчатого вала.
В комплекте поршень с шатунным узлом, предназначенным для левой группы цилиндров, метка 11 на штоке шатуна и стрелка 8 на поршне должны смотреть в одну сторону, а в комплекте для правая группа цилиндров, в разные стороны.
Гайки шатунных болтов необходимо затягивать динамометрическим ключом с моментом затяжки 7-8 кгм.
После затяжки гайки следует тщательно зашплинтовать.
Если при заданном моменте затяжки отверстие в болте и паз в гайке не совпадают, допускается дополнительное вращение гайки до совпадения отверстия с ближайшим пазом, при этом момент затяжки не должен превышать 11,5 кгм.
Проверка и затяжка гаек шатунных болтов должна производиться каждый раз при снятии масляного поддона.
Разница в весе поршня и шатуна в сборе не должна превышать 16 г.
Таблица 1
 0070—28.0045
0070—28.0045