Фаска — клапан — Большая Энциклопедия Нефти и Газа, статья, страница 1
Фаска — клапан
Cтраница 1
Фаска клапана выполняется под углом 30 или 45 ( фиг. При угле 30 несколько увеличивается площадь проходного сечения для газов при одинаковом перемещении клапана. Однако в этом случае плотность прилегания клапана к седлу и тепло-отвод от кромки ухудшаются; по этой причине фаска в 30 применяется только для впускных клапанов. Повышение износоустойчивости и противокоррозийности в некоторых конструкциях выпускных клапанов достигается покрытием фаски и головки со стороны камеры сгорания слоем стеллита толщиной 1 — 1 5 мм ( фиг. Стеллит представляет собой очень твердый, антикоррозийный сплав кобальта, вольфрама, хрома и других элементов. [1]
Фаску клапана смазывают пастой ГОИ или наждачной пастой. Для составления пасты обычный наждачный порошок размешивают в воде и дают ему отстояться в течение 10 мин.
На фаску клапана нанести небольшое количество притирочной пасты и быстро вращать клапан в разные стороны с легким нажимом. [3]
Шлифуют фаску клапанов с помощью прибора с ручным приводом или на настольном станке с электрическим приводом. Перед шлифованием клапан проверяют на биение индикатором. Биение стержня клапана не должно превышать 0 03 мм. Погнутость стержня устраняют правкой в холодном состоянии. [4]
Неплотное прилегание фаски клапана к контактной поверхности седла очень опасно. [6]
Нижняя поверхность фаски клапана на высоте, до 1 5 мм имеет угол наклона 45, совпадающий с углом наклона фаски седла. Верхняя часть фаски имеет угол наклона 43 1 — 5 и при посадке клапана на седло с ним не соприкасается. По мере отработки ресурса двигателя поверхность прилегания фаски клапана к седлу непрерывно увеличивается в результате износа седла и главным образом вследствие вытяжки головки и стержня клапана под нагрузкой.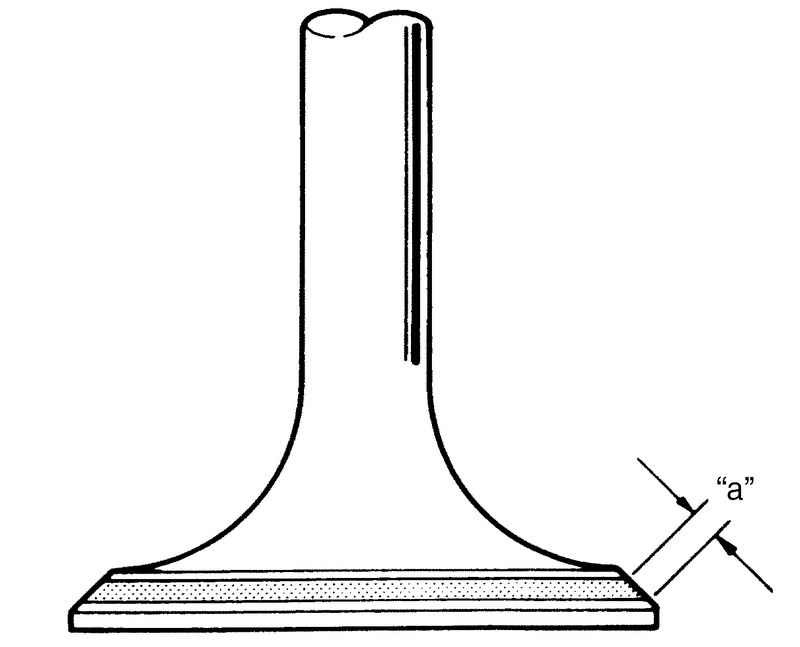
При ремонте фаски клапанов восстанавливаются наплавкой легированными сталями, сплавом Сормайт-I и другими твердыми сплавами. [9]
[9]
Рабочая фаска — седло — клапан
Рабочая фаска — седло — клапан
Cтраница 1
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана. [2]
Рабочие фаски седел клапанов шлифуют при износе сверхдопустимого размера, наличии рисок или раковин. Для обеспечения концентричности седла и направляющей втулки клапана в головке цилиндров при шлифовании седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки.
[3]
Для обеспечения концентричности седла и направляющей втулки клапана в головке цилиндров при шлифовании седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки.
[3]
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм.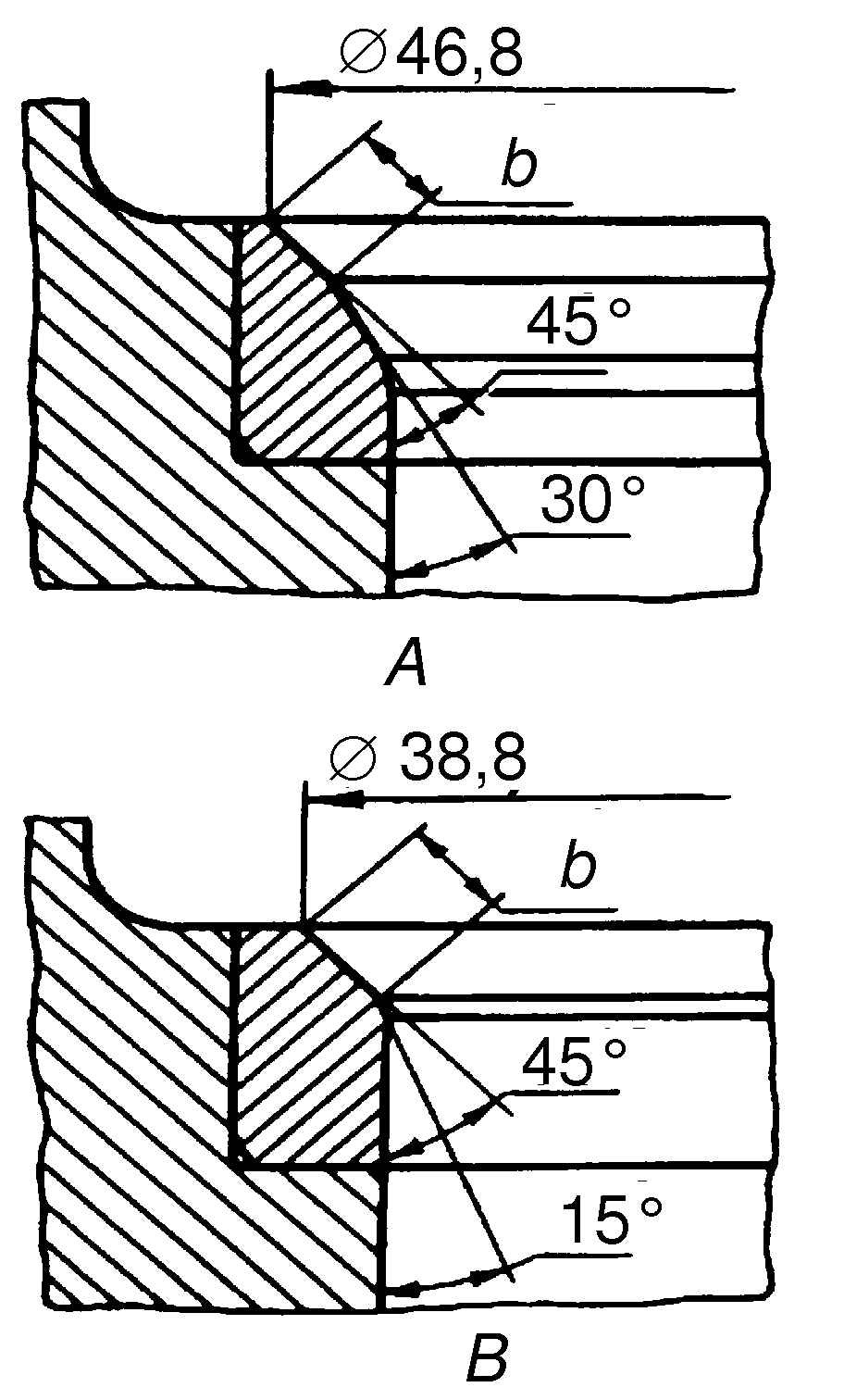
Основными дефектами головок цилиндров являются трещины, коробление поверхности прилегания головки к блоку цилиндров, износы рабочих фасок седел клапанов, гнезд под седла клапанов, отверстий под направляющие втулки клапанов и во втулках. [7]
При этом абразивный инструмент должен иметь угол 60 в верхней части или 120 в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана. [8]
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и [9]
[9]
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ. [10]
3.1.3.7. Чистовая обработка посадочной фаски седла / клапана
3.1.3.7. Чистовая обработка посадочной фаски седла / клапана
| ОБЩИЕ СВЕДЕНИЯ |
Седло впускного клапана
Седло выпускного клапана
Размеры клапана
Седла клапанов со следами износа или влияния процесса сгорания могут до обрабатываться,
пока выдерживается максимально допустимый размер дообработки. Если этот размер
превышен, то гидравлический компенсатор зазора в приводе клапанов перестает
выполнять свои функции. В этом случае головку цилиндров следует заменить. Седла
клапанов всегда до обрабатываются так, чтобы обеспечить безупречный вид рабочей
поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов
мастерской. Для чистовой обработки требуются развертки. Так как обращение с
этими инструментами требует определенного навыка, работу следует выполнять в
мастерской.
Если этот размер
превышен, то гидравлический компенсатор зазора в приводе клапанов перестает
выполнять свои функции. В этом случае головку цилиндров следует заменить. Седла
клапанов всегда до обрабатываются так, чтобы обеспечить безупречный вид рабочей
поверхности. Седла клапанов могут ремонтироваться с помощью обычных инструментов
мастерской. Для чистовой обработки требуются развертки. Так как обращение с
этими инструментами требует определенного навыка, работу следует выполнять в
мастерской.
Предупреждение
Выпускные седла снабжены дополнительно сужением. При до обработке обязательно обращайте внимание на то, чтобы не повредить радиус сужения.
Определение максимально допустимого размера дообработки
| ПОРЯДОК ВЫПОЛНЕНИЯ | ||||||
|
||||||
 Клапан вставьте и плотно прижмите
к седлу.
Клапан вставьте и плотно прижмите
к седлу.Минимально допустимые значения расстояния — а
|
ДВИГАТЕЛЬ |
ВПУСКНОЙ КЛАПАН |
ВЫПУСКНОЙ КЛАПАН |
|
2,8 л (30 клапанов) |
32,2 мм 1) |
33,0 мм |
|
2,6/ 2,8 л (12 клапанов) |
33,8 мм |
34,1 мм |
1) Средний впускной клапан: 33,2 мм
Угол и ширина посадочной фаски седла клапана
|
ДВИГАТЕЛЬ |
ВПУСКНОЙ КЛАПАН |
ВЫПУСКНОЙ КЛАПАН |
|
а = |
39,2 мм (/) |
32,4 мм (/) |
|
с = |
2,0 мм |
2,4 мм |
b — максимально допустимый размер дообработки (вычисляется)
Z — нижняя контактная поверхность головки цилиндров
300 — верхний корректировочный угол
450 — угол фаски седла клапана
6-цилиндровый бензиновый двигатель: а = макс. 3,5 мм; b = мин. 0,5 мм; а =
450.
3,5 мм; b = мин. 0,5 мм; а =
450.
Угол и ширина посадочной фаски седла клапана
Тюнинг ГБЦ часть 2
Для начала расскажу в чем преимущество ГБЦ (головки блока цилиндров) с 4 клапанами на 1 цилиндр в сравнении с 2 клапанами. Расположение двух впускных и двух выпускных клапанов в камере сгорания позволяет увеличить площадь клапана (клапанов), но вопреки тому, что многие считают, это не реальная причина в превосходстве. Для примера, давайте сравним 1.7 литра Lotus/Ford Twin Cam раллийный двигатель (2 распредвала, 4 цилиндра, 8 клапанов). Впускной клапан имеет размер 43 мм (площадь -14.45 см2)
И знаменитый двигатель, разработанный гоночным инженером Кейтом Даквортом (один из основателей компании Cosworth, название Cosworth родилось из объединения фамилий (COStin and duckWORTH). Cosworth являлся подразделением Ford Motor Company, но на данный момент приобретён Джеральдом Форсайтом и Кевином Колховеном).
Раллийный двигатель Cosworth BDA 1.7 литра (2 распредвала, 4 цилиндра, 16 клапанов) Размер впускных клапанов 31 мм, площадь клапанов на впуске составляет 15 см2 – что является очень близко к площади впускного клапана мотора Lotus/Ford Twin Cam (14. 5 см2).
5 см2).
Оба двигателя были разработаны для гонок и выдавали максимальную мощность на 8000 оборотах; 190 сил Cosworth и 170 сил Lotus/Ford . В ралли автомобили с двигателем Cosworth были всегда намного быстрее (на любом покрытии) из-за того, что этот мотор имел на 1000 оборотов более широкий диапазон мощности и значительно лучше не только на верхах, но и на низких оборотах. А причина в том, что имея практически идентичную площадь клапанов двигатель Cosworth имеет на 44% больше клапанную щель при любом подъеме клапанов. По этой причине моторы с 4 клапанами на цилиндр используют распредвалы с менее широкой полной фазой (duratoin), а это в свою очередь улучшает средний диапазон без ущерба для максимальной мощности.
Чтобы это лучше понять почему на 44% больше, предлагаю рассмотреть иллюстрацию которая использовалась в посте о распредвалах (Распредвал часть 2)
В первой части мы остановились на геометрии седла клапана.
Геометрия седла клапана
Основной закон – седло впускного клапана, это номер 1, от чего зависит эффективность ГБЦ пока клапан не будет иметь подъем 0. 18 (18%) от его диаметра, а на стороне выпуска еще больше, до 0.35 от диаметра выпускного клапана.
18 (18%) от его диаметра, а на стороне выпуска еще больше, до 0.35 от диаметра выпускного клапана.
Однофасочное седло с углом 45* градусов имеет эффективность 56% при подъеме клапана 6.35 мм. Если выполнить правильную трех-фасочную, четырех или даже пяти-фасочную геометрию седла то эффективность реально повысить до 84% (средние значения от 76% до 84%). Стандарт трех-фасочная геометрия (наиболее популярная) 45* — запорная фаска, 30* — верхняя, соединяет основную фаску с днищем камеры сгорания. Нижняя фаска имеет угол 60* соединят 45* с горлом канала.
На этой схеме указаны размеры, как для впускного, так и выпускного каналов хорошо работающие и дающие великолепный результат. Также указаны оптимальные размеры клапанов (впуск и выпуск). Как вы заметили, на выпуске, запорная фаска седла шире, это необходимо чтобы обеспечить хороший теплоотвод от тарелки клапана. Выпускной клапан при этом имеет более узкую 45* фаску, что необходимо для борьбы с образованием нагара. Переход от запорной фаски седла к каналу осуществляется широкой 60- градусной нижней фаской, многие специалисты используют дополнительно для 4-х – 5-ти фасочной геометрии седла канала еще фаски с углом 75* (80 градусов) которые более плавно соединяют запорную фаску с каналом.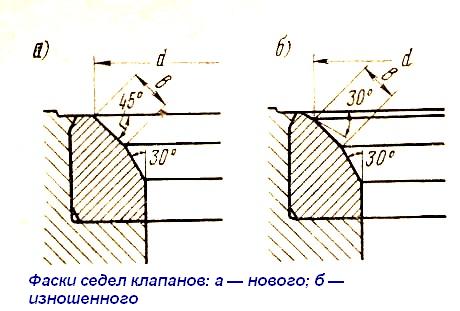
Очень большой положительный эффект на продувку дает дополнительная 30* фаска на клапанах
Очень важно не только угол (об это ниже) но позиция, расположение клапана в седле и ширина запорной фаски
Для впуска многие специалисты любят совмещать седло, как можно выше (в направлении камеры сгорания) с клапаном. На выпуске такое расположение неприемлемо, это сильно ухудшит надежность и может привести к прогару клапана – по центру то что надо.
Ширина запорной фаски, на впускном канале оптимальным является 1.0 мм – 1.55 мм. Более узкая фаска, в основном улучшает продувку канала, но при этом ухудшает прочность, надежность. Выпускные каналы работают при экстремально высоких температурах, поэтому им необходима более широкая запорная фаска, для того чтобы увеличить пятно контакта и лучше отводить тепло через седло канала (оптимальные размеры указаны на схеме).
Для примера привожу результаты которые были получены на сток 1.6 литра двигателе с размером впускного клапана 35. 5 мм при проведении выше указанных процедур
5 мм при проведении выше указанных процедур
Результат – плюс 14 CFM, это даст прибавку в мощности более 10 сил.
Альтернативные углы геометрии седла канала
45* градусов запорная фаска седла впускного клапана наиболее используемая, но часто используют и другие углы. Для примера, если у вас задушен мотор, вам надо больше воздуха (flow) не важно, что результат даст только пиковую мощность на 9000 оборотах – используется угол 50-55*, такой угол дает наилучшую продувку при высоком подъеме клапана т.к. позволяет сделать более плавное соединение с максимально возможно увеличенным горлом канала. Такие углы применяют инженеры при постройки гоночным моторов 358- ci V8 для NASCAR.
Плюсы – максимальные показатели продувки при высоко поднятом клапане, минусы – пиковая мощность и самое главное, чем больше угол (больше 45*) запорной фаски, тем меньше прочность, намного хуже надежность. Для турбо моторов такой вариант ПРОСТО НЕ ПРИЕМЛЕМ из-за высоких температур. Если Вы строите мотор рассчитанный на высокие обороты, то лучшие результаты (из-за реверса потока воздуха) дает верхняя (top cut) фаска не 30*, а 38* градусов
Если ваш мотор очень голодный до воздуха или вы желаете существенно улучшить характеристики ГБЦ не на высоких оборотах, то есть хороший вариант – использовать 30⁰ запорную фаску на седле впускного клапана. Предлагаю этот вариант рассмотреть более подробно
Предлагаю этот вариант рассмотреть более подробно
Как видно из рисунка, при одинаковом подъеме, клапанная щель при использовании запорной фаски с углом 30* больше, а значит и количество воздуха будет поступать больше (а это то, что надо для повышения момента). Такое улучшение на впуске мы имеем в плоть до подъема клапана 7.5 мм, максимальная прибавка составляет более 20% при подъеме клапана 1.25-2.5 мм. Такая геометрия дает эффект, при малых подъемах клапана, более большого канала (и конечно и размера клапана) но только при этом низы и середина не ухудшается, а только улучшается.
Это похожий эффект, как при использовании распредвала с большим подъемом, как вы помните я описывал, что сам по себе подъем кулачка не увеличивает максимальное значения проходящего потока воздуха при подъеме выше 0.25 от диаметра клапана, но сильно увеличивает наполнение при малом подъеме. Происходит это за счет увеличения скорость подъема клапана и не более.
Встречается много серийных машин с такой геометрией седла клапана, да, наверное, все дизельные двигателя работают на такой геометрии, но встречаются и бензиновые моторы. На первый взгляд это все кажется просто, но на самом деле есть и сложности (решаемые).
На первый взгляд это все кажется просто, но на самом деле есть и сложности (решаемые).
С одной стороны, чем меньше угол, тем лучше клин, который улучшает герметичность пары седло-клапан, но при этом, чем более плоское седло, тем больше проявляется тенденция, что клапан на высоких оборотах начнет отпружинивать при закрытии. Однозначно, чем более плоский угол запорной фаски седла канала, тем лучше продувка, наполнение (flow) при небольших подъемах клапана, но без серьезного изучения этого вопроса ситуация может только ухудшится при использовании распредвалов с подъемом кулачка выше 12 мм. Если ваша цель высокие обороты (8000+++) и распредвал с высоким подъемом кулачка 12.5++мм – 50*-55* градусов угол запорной фаски решит проблему отпружинивания клапана и как следствие больше мощность.
На данной картинке указано схематично, как сделать седло впускного канала с углом 30*
Такая геометрия седла впускного клапана дает потрясающие результаты на продувочном стенде, но скорее всего возникнут проблемы с герметичностью (клапан-седло) на оборотах намного выше 5000. Особенно это проявляется на высоко форсированных моторах, которые испытывают проблему с высокой температурой клапана при максимальных нагрузках и как следствие деформация (изгиб клапана при закрытии в следствии его расширения). По этой причине такую геометрию не рекомендуется использовать на выпускном седле клапана.
Особенно это проявляется на высоко форсированных моторах, которые испытывают проблему с высокой температурой клапана при максимальных нагрузках и как следствие деформация (изгиб клапана при закрытии в следствии его расширения). По этой причине такую геометрию не рекомендуется использовать на выпускном седле клапана.
Есть несколько вариантов решения этой проблемы (ВЫСОКАЯ температура клапана, расширение –деформация). Один из вариантов нанести на лицевой стороне тарелки впускного клапана канавку. Вот вариант как это сделать
Так же не будет лишним использовать клапанные пружины на 10% жестче, чем необходимо для седла с углом 45*. При использовании такого метода David Vizarrd’s – известный американский спец в области постройки гоночных моторов (кстати, он проводит очень полезные семинары, как готовить ГБЦ) делал великолепные гоночные моторы.
Другой вариант – использование специального термо покрытия на клапана, которое снижает температуру последнего (значительно)
Вообще, проблема с клапанами при высокой температуре частое явление даже на сток моторах, особенно турбо версии. При их тюнинге, часто этот вопрос остается забытым, а это не только деформация и как следствие плохая герметичность, пропуски зажигания, детонация, такое часто встречается к примеру на европейских моторах VAG 2.0 turbo TSI – накачав мотор супер прошивками от Брендовых тюнерских фирм, но при этом не позаботившись об охлаждении воздуха, мотора и т.д. как решение пытаются эту проблему решить заменой клапанных пружин на более жесткие. Ну да ладно, это у же не по теме
При их тюнинге, часто этот вопрос остается забытым, а это не только деформация и как следствие плохая герметичность, пропуски зажигания, детонация, такое часто встречается к примеру на европейских моторах VAG 2.0 turbo TSI – накачав мотор супер прошивками от Брендовых тюнерских фирм, но при этом не позаботившись об охлаждении воздуха, мотора и т.д. как решение пытаются эту проблему решить заменой клапанных пружин на более жесткие. Ну да ладно, это у же не по теме
Угол и ширина посадочной фаски седла клапана
О правильной притирке седел
О правильной притирке седел
На пороге третьего тысячелетия пора отказаться от кустарщины и, если уж вы решили влезть в головку блока цилиндров, влезать туда профессионально, «с головой». О том, как это сделать, расскажет руководитель компании Мотортехнология — Александр Лизунов.
Придет ли в голову здравомыслящему человеку, даже в случае крайней необходимости, сделать больному другу, соседу или собутыльнику нейрохирургическую операцию в домашних условиях? Если уж без этого никак, в округе на тысячу верст — ни одной больницы (пусть даже ветеринарной), то рискнуть можно. Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Проще и надежнее будет доверить ремонт специалисту. Понятное дело, если специалиста под боком нет, придется все делать самому. Но… без настоятельной необходимости пытаться сделать все собственными силами, мягко говоря, негуманно, а то и просто глупо. Итак, не «скальпель, зажим, спирт, огурец», а некоторые сведения, знание которых поможет, по крайней мере «не навредить», а то и помочь пострадавшим седлам клапанов.
Настоятельно предупреждаем: не доверяйте народным умельцам, которые, услышав про ремонт клапанного механизма двигателя, реагируют однозначно: «Нет проблем! Мы в момент притрем, и порядок!» и мелкой рысью отправляются за абразивным порошком, причем добывают его, как правило, не в магазине (денег жалко), а в защитном кожухе электроточила — там его полно, и все задаром. Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта. Если следовать этой логике, то рок-н-ролл вполне может считаться лучшим средством от простуды. А ведь клапанный механизм — один из самых ответственных узлов двигателя, и вкалывать ему приходится ой-ой-ой как. Оно и понятно — коленчатый вал может развивать свыше 6000 об/мин.
Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта. Если следовать этой логике, то рок-н-ролл вполне может считаться лучшим средством от простуды. А ведь клапанный механизм — один из самых ответственных узлов двигателя, и вкалывать ему приходится ой-ой-ой как. Оно и понятно — коленчатый вал может развивать свыше 6000 об/мин.
Трудно наглядно представить 200 перемещений поршня в секунду. Не легче представить, как может каждый клапан успеть 50 раз в секунду открыться и столько же — закрыться. А если еще вспомнить, что при этом температура сгорающей смеси достигает 2300-2500°С, а сами клапаны, например, выпускные, нагреваются до 600-800°С, то станет ясно: на «рабочем месте» им спокойно и уютно, как в Хиросиме.
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания.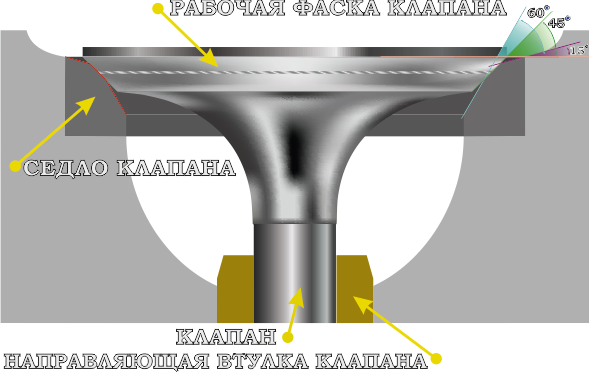 Естественно, клапаны, седла и направляющие втулки подвержены износу.
Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.
Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.Профиль рабочей фаски клапана практически повторяет форму изношенного седла.
Именно суммой всех обстоятельств объясняется тот факт, что клапанный механизм частенько выходит и будет выходить из строя. Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
Чтобы стало ясно, насколько серьезным должен быть ремонт, остановимся хотя бы на том, какую форму имеют седла клапанов и чем обусловлен выбор именно такого конструкторского решения для этой важной детали двигателя. Все дело в том, что к конструкции седла предъявляются различные и часто взаимоисключающие требования, такие, как жаропрочность, износостойкость, надежность уплотнения пары «седло-клапан» и др. Следует также отметить тот немаловажный факт, что форма поверхности седла клапана влияет на процесс наполнения и очистки цилиндра двигателя. Начнем с главного. Первое, что требуется от сопряжения «седло-клапан», — обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
А — верхняя вспомогательная фаска;
В — рабочая фаска;
С — нижняя вспомогательная фаска;
D — диаметр тарелки клапана;
d — диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 — 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину.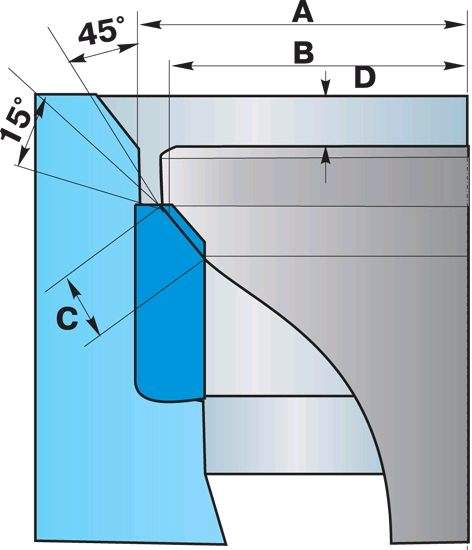 В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Теперь о дополнительных фасках седла: зачем они нужны? Их основная роль — формирование газовых потоков,поступающих в цилиндр и выходящих из него. Ведь скорость этих потоков в коллекторах головки блока может достигать 60-100 м/сек на разных режимах работы, и при их прохождении через самую узкую часть, т.е. сечение «клапан-седло», возникают значительные завихрения рабочей смеси (воздуха в дизелях) и потока отработавших газов. Вспомогательные наружная и внутренняя фаски уменьшают эти завихрения и способствуют снижению аэродинамического сопротивления в сечении «седло-клапан». В результате достигаются лучшее наполнение и очистка цилиндров двигателя, особенно на больших оборотах. Видите, как все продумано. Конструкторы старались, рассчитывали форму седла и фаски, все, что можно, учли, что нельзя учесть — предусмотрели. А вы — «притирка, притирка».
Нетрудно предсказать, что кустарные, примитивные методы ремонта ни к чему хорошему не приведут. При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые. А у нас, если удается добиться 70% ресурса, уже считается, что работа сделана на совесть. И в этом не в последнюю очередь виноваты сторонники «дедовских» методов ремонта автомобилей.
При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые. А у нас, если удается добиться 70% ресурса, уже считается, что работа сделана на совесть. И в этом не в последнюю очередь виноваты сторонники «дедовских» методов ремонта автомобилей.
Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.
1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.
2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.
3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.
4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.
5. Для контроля расположения контатирующего пояска производим «проявочную» притирку в течение 5-10 сек.
6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.
7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.
8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.
Восстановление (ремонт) сёдел клапанов.
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Большая Энциклопедия Нефти и Газа
Рабочая фаска — седло — клапан
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана. [2]
Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана. [2]
Рабочие фаски седел клапанов шлифуют при износе сверхдопустимого размера, наличии рисок или раковин. Для обеспечения концентричности седла и направляющей втулки клапана в головке цилиндров при шлифовании седла инструмент должен быть сцентрирован по окончательно обработанному диаметру направляющей втулки. [3]
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ. [5]
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм. [6]
[6]
Основными дефектами головок цилиндров являются трещины, коробление поверхности прилегания головки к блоку цилиндров, износы рабочих фасок седел клапанов , гнезд под седла клапанов, отверстий под направляющие втулки клапанов и во втулках. [7]
При этом абразивный инструмент должен иметь угол 60 в верхней части или 120 в нижней части в зависимости от того, куда требуется сместить рабочую фаску седла клапана . [8]
После восстановления головка цилиндров блока должна отвечать следующим техническим требованиям: допускается биение рабочих фасок седел клапанов относительно осей отверстий направляющих втулок не более 0 035 ( 0 030) мм при установке индикатора перпендикулярно образующей по верхно-сти конуса; шероховатость прива-лочной поверхности с блоком цилиндров, поверхностей под направляющую втулку и седло клапана должна соответствовать Ra 2 5 мкм, отверстия в направляющей втулке — Ra 0 63 мкм и рабочей фаски седла клапана — Ra 0 32 мкм. [9]
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ. [10]
Для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 1 5 — 2 0 мм для двигателей ГАЗ и 2 5 — 3 0 мм — для двигателей ЗИЛ. [10]
Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. Например, для двигателя ЗИЛ-130 впускные клапаны шлифуют под углом 60, а выпускные клапаны — под углом 45 к оси направляющих втулок. Ширина рабочей фаски седла клапана должна быть 2 5 — 3 0 мм для двигателей ЗИЛ. При больших износах седла клапана, когда утопание калибра превышает допустимое значение, указанное в технических условиях, седло клапана заменяют новым. Для этого изношенное клапанное седло растачивают, а затем запрессовывают вставное седло клапана, расчеканивая его с помощью специальной оправки. Далее шлифуют и зенкуют рабочую фаску до получения требуемого размера. Затем осуществляют притирку с рабочей поверхностью клапана. [12]
Износ и раковины на фасках седел клапанов устраняют шлифованием или заменой седла. Производят притирку седла с клапаном или зеикование с последующим шлифованием и притиркой. Зенковки с углами 75 и 15 являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 134 показаны размеры фасок для зенкования и шлифовки седла клапана автомобиля Москвич-2140. Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. [13]
Производят притирку седла с клапаном или зеикование с последующим шлифованием и притиркой. Зенковки с углами 75 и 15 являются вспомогательными и применяются для получения необходимой рабочей фаски. На рис. 134 показаны размеры фасок для зенкования и шлифовки седла клапана автомобиля Москвич-2140. Рабочие фаски седел клапанов шлифуют абразивными кругами под соответствующий угол. [13]
Как правильно производится замена, прирезка и обработка седел клапанов
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0.01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Правильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Угол и ширина посадочной фаски седла клапана
Примечание: Зона контакта седла должна отстоять как минимум на 0,5 мм (0,020 дюймов) от наружного диаметра, кромки (а) клапана. Если зона контакта находится слишком близко к кромкам, следует восстановить седло клапана, чтобы сместить зону контакта от кромки.
Если зона контакта находится слишком близко к кромкам, следует восстановить седло клапана, чтобы сместить зону контакта от кромки.
Процедура измерения округлости седла клапана
- Измерить округлость седла клапана с помощью циферблатного индикатора, прикрепленного к коническому вспомогательному устройству, установленному в направляющей. Вспомогательное устройство должно быть установлено в направляющей достаточно плотно.

Осторожно: Необходимо использовать направляющий стержень, подходящий по размеру. Не следует использовать направляющие стержни с регулируемым диаметром. Регулируемые направляющие стержни могут повредить направляющие втулки клапанов.
Наружный диаметр тарелки клапан и процедура измерения паза
- Измерьте наружный диаметр тарелки клапана и паз (а) с использованием соответствующей линейки. См. Механические параметры двигателя : LE5, LE9 .
- Если размер наружного диаметра тарелки клапана и паза соответствуют требованиям спецификации, проверьте клапан (1) на концентричность, выполнив процедуру измерения концентричности седла и клапана.
 Повторно осмотрите наружный диаметр тарелки клапана и паз после проведения замера концентричности, если выполнялась процедура восстановления седла клапана.
Повторно осмотрите наружный диаметр тарелки клапана и паз после проведения замера концентричности, если выполнялась процедура восстановления седла клапана.
Процедура измерения концентричности седла и клапана
Процедура восстановления клапана и седла
 Механические параметры двигателя : LE5, LE9 , чтобы сузить поверхность контакта клапана с седлом (a) до значения, указанного в Механические параметры двигателя : LE5, LE9 .
Механические параметры двигателя : LE5, LE9 , чтобы сузить поверхность контакта клапана с седлом (a) до значения, указанного в Механические параметры двигателя : LE5, LE9 .Примечание: Не шлифуйте и не обрабатывайте впускной клапан. Если седло впускного клапана подвергалось восстановлению, замените соответствующий впускной клапан.
Процедура измерения высоты штока клапана
Примечание: Чтобы определить высоту штока клапана, необходимо выполнить измерение от тарелки клапанной пружины до фиксатора пружины клапана.
Осторожно: НЕ шлифовать наконечник штока клапана. Наконечник клапана закален, при шлифовании закаленный слой будет удален, в результате клапан раньше выйдет из строя и может повредить двигатель.
Осторожно: НЕ использовать прокладки для регулировки высоты стержня клапана. Использование прокладок приведет к опусканию клапанной пружины до нижнего уровня до того как кулачок распределительного вала поднимется в верхнюю точку, что может стать причиной повреждения двигателя.
, Стоковые Фотографии и Роялти-Фри Изображения камера клапана
, Стоковые Фотографии и Роялти-Фри Изображения камера клапана | Depositphotos®Барометр в отрасли добычи природного газаБарометр в отрасли добычи природного газаКрупный план барометра в отрасли добычи природного газа Сердце человека Старый двигатель внутреннего сгоранияЭхокардиограмма человеческого сердца Разрез через сердце свиньи Эхокардиограмма пациента в больнице Облако слов митрального клапана бархатная шкатулка.Поперечное сечение двигателя внутреннего сгорания Митральный клапан слово облако концепция Эхокардиограмма пациента в больнице Крупный план головки блока цилиндров автомобиля Эхокардиограмма пациента в больнице Турбина для автомобилей. Труба в коробке и копировальное пространство. ТубаСт. Санкт-Петербург, Россия — 28 января 2019 года: авария на теплотрассе под землей — густой пар из-под канализационного люка, зима Золотая труба в бархатном футляре. Красный ящик с пожарным гидрантом встроен в незавершенную штукатурную стену. Ржавая труба и красный бархатный футляр. Техническая камера сгорания комната центрального отопленияРождественская серебряная труба в коробке.Руки режут сырое окровавленное мясоГоловка блока цилиндровКотельная домаТубаСт. Санкт-Петербург, Россия — 28 января 2019 г .: авария на теплотрассе под землей — густой пар из-под канализационного люка, зима Крупный план головки блока цилиндров автомобиля Эхокардиограмма пациента в больнице КларнетистАнатомия человеческого сердца Иллюстрация Эхокардиограмма человеческого сердцаИгра на фаготеЭхокардиограмма пациента в больницеЭхокардиограмма человеческого сердца счетчики воды Петербург, Россия — 28 января 2019 г .: Ремонт теплотрассы зимой.Рабочий в жарких облаках, Солнечный день Детали авиадвигателя Барометр в промышленности по добыче природного газа Музыкант с трубкой в оркестре в Гаване, Куба, 10 мая 2013 года. Строительство ливневых ям, распределительной камеры канализационной системы и насосной станции. Строительство канализационной арматуры, колодца и трубопровода. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции. Строящийся колодец канализации и трубопроводы.Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции. Строящийся колодец канализации и трубопроводы. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции. Строящийся колодец канализации и трубопроводы. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции.Строящийся колодец канализации и трубопроводы. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции. Строительство канализационной арматуры, колодца и трубопровода. Работы по очистке сточных вод Строительство бетонных ливневых ям, распределительной камеры канализации и насосной станции. Строительство канализационной арматуры, колодца и трубопровода. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции.Строящийся колодец канализации и трубопроводы. Работы по очистке сточных вод Клапан приямок для подземных трубопроводных сетей на строительной площадке. Бетонные люковые кольца и клапанные камеры канализационных насосных станций. Построить ливневую канализацию и подземные коммуникации. Установка канализационных труб. Нефтяные буровые вышки на пустынном нефтяном месторождении для добычи ископаемого топлива и добычи сырой нефти с земли. Нефтяная буровая установка и фон домкрата насоса, текстура. Строительство ям ливневой канализации, распределительной камеры канализационной системы и насосной станции.Строящийся колодец канализации и трубопроводы. Работы по очистке сточных водСтроительство ливневых ям, распределительной камеры канализации и насосной станции. Строящийся колодец канализации и трубопроводы. Работы по очистке сточных вод Строительство бетонных ливневых ям, распределительной камеры канализации и насосной станции. Строительство канализационной арматуры, колодца и трубопровода. Работы по очистке сточных водпроизводителей и поставщиков корпуса клапанной камеры, цена корпуса клапанной камеры
Описание темы
Мы рекомендуем вам качественные мировые торговые компании, которые поставляют изделия для клапанных камер.Эти торговые компании собираются и рекомендуются внешнеторговой сетью на основе исходных данных об импорте и экспорте. Мы продолжаем предоставлять высококачественные информационные услуги по внешнеторговым сделкам для пользователей внешней торговли, на данный момент мы сопровождали в общей сложности 1 миллион пользователей на пути к внешней торговле, мы стремимся стать лучшими экономически эффективными, лучшими зарубежными платформа обслуживания торговых данных.
Мы будем отдавать приоритет торговым компаниям по всему миру, которые недавно стали доступны для сопутствующих товаров, и, отобразив список, вы можете получить первоначальный взгляд на страну, в которой торгуют рекомендованной компанией, общее количество транзакций, дату транзакции и Торговые реквизиты продукта.Оценка активной ценности является хорошим справочным критерием для отбора высококачественных торговых компаний. Чем выше оценка активной ценности в теории, тем выше достоверность торгового отчета и тем более здоровой является деятельность компании.
Если название компании отмечено зеленым текстовым контактом, торговая компания, которая забирает продукт корпуса клапанной камеры, содержит контактную информацию, включая: контакт, электронную почту, телефон, факс, официальный веб-адрес, адрес компании. Мы также предоставляем инструмент для сбора электронной почты, который помогает автоматически собирать имена, вакансии, электронные письма и личные социальные страницы ключевых людей из Google, LinkedIn, Facebook и других каналов через название вашей компании.
Нажмите кнопку «Подробнее», чтобы просмотреть все компании, торгующие корпусами клапанных камер. На недавно открывшейся странице мы предоставляем дополнительные функции, которые помогут вам в дальнейшем выбрать целевую компанию, которую вы можете фильтровать по торговой стране, количеству транзакций, торговой зоне, порту, диапазону транзакций, включая контакты, и т. д. и отсортируйте время транзакции и время транзакции, что значительно повысит эффективность запроса и использования данных. Во ВЭД всегда можно найти свою целевую компанию!
Сопутствующие товары
корпус адаптера корпус рекламной лампы корпус аэрозольного распылителя компоненты аэрозольного клапана аэрозольный клапан zmaftermarket автозапчасти кузова бампер крыло капотвыходная камера воздушный клапан пленка клапана evair алюминиевый корпус кузова алюминиевый корпус грузовикаануграха отливки клапана
Снятие фаски по выгодной цене — Отличные предложения по снятию фаски от глобальных продавцов снятия фаски
Отличные новости !!! Вы находитесь в правильном месте для снятия фаски.К настоящему времени вы уже знаете, что что бы вы ни искали, вы обязательно найдете это на AliExpress. У нас буквально тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы будете находить новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, так как эта верхняя фаска должна в кратчайшие сроки стать одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что у вас сняли фаску на AliExpress.Благодаря самым низким ценам в Интернете, дешевым тарифам на доставку и возможности получения на месте вы можете еще больше сэкономить.
Если вы все еще не уверены в снятии фаски и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.А если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести chamfer chamfering по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Основание камеры с обратным клапаном
Преимущества
Днища камер с обратным клапаном являются эффективными устройствами для блокировки возврата отходов. Их главное достоинство — съемная откидная заслонка.
- эффективная защита зданий
- низкая стоимость и простая установка
- возможность снятия откидной задвижки без необходимости входа в скважину
- техническое обслуживание специалистом не требуется
- устойчивость к коррозии, отрицательным температурам и химикатам
Основание камеры с обратным клапаном
основание камеры с обратным клапаном для сплошной стояковой трубы ø 315
K31P16ZB — для труб ø 160
K31P20ZB — для труб ø 200
Основание камеры с обратным клапаном для гофрированной стояковой трубы ø 315 (внешний диаметр стояка ø 355)
K35P16ZB — для труб ø 160
K35P20ZB — для труб ø 200
Основание камеры с обратным клапаном для сплошной стояковой трубы ø 400
K40P16ZB — для труб ø 160
K40P20ZB — для труб ø 200
ВСЕ НЕОБХОДИМЫЕ УПЛОТНЕНИЯ ВКЛЮЧЕНЫ В НАБОР
Продукциясоответствует стандартам EN13564 и EN13598 и отмечена знаком CE
Дно камеры с обратным клапаном предназначено для использования в канализационных или дождевых системах.Рекомендуемое место для установки — канализационная труба между зданием и основной канализационной сетью. Основание камеры также служит смотровым колодцем, защищающим здание от затопления. Водонепроницаемые крышки рекомендуются для использования с дном камер, оборудованных обратными клапанами. Они эффективно препятствуют разливу возвращающихся сточных вод на поверхность земли. Они также предотвращают появление неприятных запахов.
Явление обратного потока сточных вод вызывает возврат воды в здания и затопление низин.Это может быть вызвано сильными дождями, оттепелями или наводнением. При нормальной работе камеры с обратным клапаном сточные воды текут беспрепятственно, поднимая неплотно свисающую заслонку устройства. Когда есть обратный поток, он останавливается заслонкой, которая плотно прилегает к головке обратного клапана. Этот процесс происходит полностью автоматически. Заслонка крепится к хромоникелевому удлинителю с ручкой на конце. Это позволяет легко извлекать агрегат из скважины для осмотра и обслуживания.После осмотра мы легко вернули мобильный блок на место в колодце с помощью штанги.
Полная остановка обратного потока за счет приложенного давления на заслонку и головку клапана
Возможность удлинения штанги на несколько метров удлинителями штанги
Простая в использовании система защелок
объем фаски
Калькулятор Chamfer Volume вычисляет объем (cfV) фаски (см. Диаграмму) фаска , как в цилиндре двигателя внутреннего сгорания.
ИНСТРУКЦИИ : Выберите единицы измерения и введите следующее:
- (d) внутренний диаметр
- (c) ширина
- (h) глубина
Объем фаски (V): Калькулятор возвращает объем в кубических миллиметрах ( 3 мм). Однако их можно автоматически преобразовать в совместимые единицы с помощью раскрывающегося меню.
Фаска поршня
Фаска поршня — это скос в верхней части блока вокруг отверстия поршня.Это позволяет легче вставлять кольца в цилиндр.
В некоторых руководствах по двигателю объем фаски рассчитывается иначе. Они берут разницу диаметров (отверстия и поршня), умножают эту разницу на длину окружности отверстия, чтобы создать площадь поверхности фаски, а затем умножают эту площадь поверхности на глубину фаски, чтобы получить удвоенный объем. Автор не согласен с этими руководствами, потому что они геометрически неверны (как и формула поршневой щели).Без отверстия под поршень скос представляет собой перевернутую усеченную часть конуса. Чтобы получить объем фаски, вы вычисляете объем усеченного конуса, а затем удаляете (вычитаете) объем цилиндра, который будет в этом усеченном конусе. Это уравнение делает это.