Головка блока цилиндров змз 406 в Тольятти: 165-товаров: бесплатная доставка [перейти]
Партнерская программаПомощь
Тольятти
Каталог
Каталог Товаров
Одежда и обувь
Одежда и обувь
Стройматериалы
Стройматериалы
Текстиль и кожа
Текстиль и кожа
Здоровье и красота
Здоровье и красота
Детские товары
Детские товары
Продукты и напитки
Продукты и напитки
Электротехника
Электротехника
Дом и сад
Дом и сад
Торговля и склад
Торговля и склад
Сельское хозяйство
Сельское хозяйство
Вода, газ и тепло
Вода, газ и тепло
Все категории
ВходИзбранное
Головка блока цилиндров змз 406
Болт головки блока двигатель 405,406,409 ЕВРО-3 Тип: болт
ПОДРОБНЕЕЕще цены и похожие товары
Болты ГБЦ дв. 405, 406, 409, евро 3 и их модификаций (АДС) Тип: болт ГБЦ, Производитель: АДС
405, 406, 409, евро 3 и их модификаций (АДС) Тип: болт ГБЦ, Производитель: АДС
ПОДРОБНЕЕЕще цены и похожие товары
ЗМЗ / Шайба ЗМЗ—406 болта головки цилиндров ЗМЗ 406.1003051, ЗМЗ Тип: болт, Производитель: ЗМЗ
ПОДРОБНЕЕЕще цены и похожие товары
Болт крепления ГБЦ дв. ЗМЗ—406 (М14х100) 406.1003050 Тип: болт крепления, Производитель: Красная
ПОДРОБНЕЕЕще цены и похожие товары
Комплект крепления ГБЦ (болтов) для дв. ЗМЗ-405, 406, 409 (ЕВРО-3) (№128) Тип: болт, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Головка +бита болта ГБЦ 406 дв Тип: болт ГБЦ
ПОДРОБНЕЕЕще цены и похожие товары
040600100305010болт Головки Цилиндров Змз—406,409 (М14х103) Н/Обр (Змз) UAZ арт. 040600100305010
040600100305010
ПОДРОБНЕЕЕще цены и похожие товары
35 740
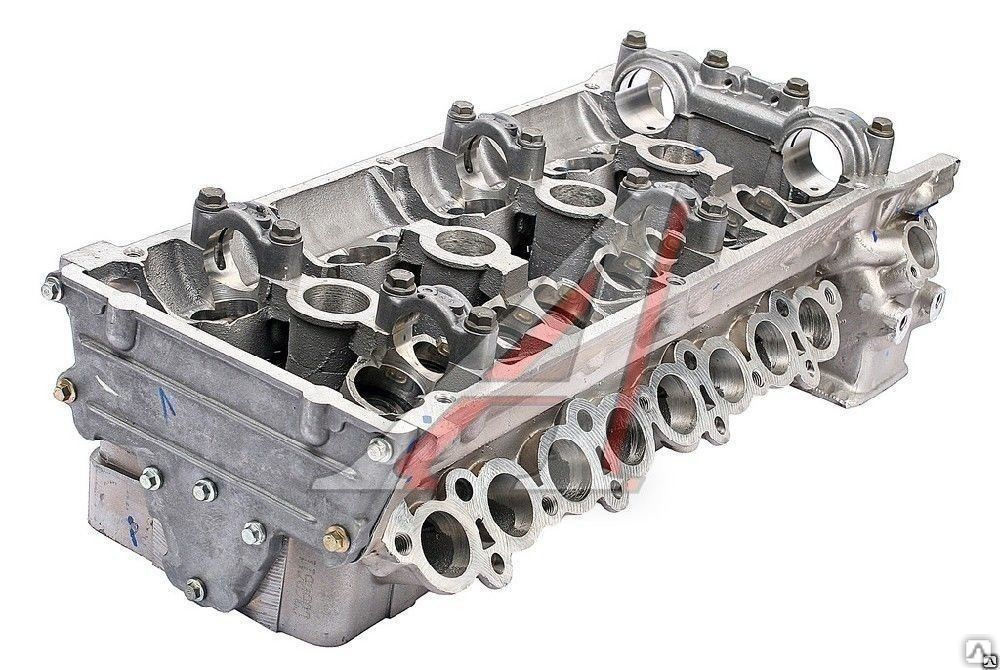
Головка блока ЗМЗ 406 Евро-2 Производитель: ЗМЗ
ПОДРОБНЕЕЕще цены и похожие товары
Комплект крепления ГБЦ (болтов) для дв. ЗМЗ-405, 406, 409 (ЕВРО-3) L=141мм Тип: болт,
ПОДРОБНЕЕЕще цены и похожие товары
Шайба болта ГБЦ ЗМЗ—406-1003051-04 Тип: болт ГБЦ, Производитель: ЗМЗ
ПОДРОБНЕЕЕще цены и похожие товары
Комплект крепления ГБЦ (болтов) для дв. ЗМЗ-405, 406, 409 (ЕВРО-2) Тип: болт, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Болт успокоителей ЗМЗ—406-1006096-20 короткий ЗМЗ [упаковка 5 шт.] Тип: болт, Производитель: ЗМЗ
ПОДРОБНЕЕЕще цены и похожие товары
Болт головки блока для двигателя ГАЗ дв. 406 406.1003050 Тип: болт
406 406.1003050 Тип: болт
ПОДРОБНЕЕЕще цены и похожие товары
Болт ГБЦ Евро 2 Тип: головка блока цилиндров, Производитель: ГБЦ
ПОДРОБНЕЕЕще цены и похожие товары
Болт головки блока двигатель 405,406,409 Тип: болт, Производитель: Красная Этна
ПОДРОБНЕЕЕще цены и похожие товары
Комплект крепления ГБЦ (болтов) для дв. ЗМЗ-405, 406, 409 (ЕВРО-2) (№127) Тип: болт, Производитель:
ПОДРОБНЕЕЕще цены и похожие товары
Ремонт головки цилиндров ЗМЗ-406 ГАЗ-3110
Ремонт головки блока цилиндров производим при общем ремонте двигателя и при замене прокладки ГБЦ
Очень важно сделать ремонт головки после того, как перегрели мотор. Во время перегрева могут возникнуть дефекты, которые визуально можно не увидеть.
Поэтому нужно тщательно проделать все операции по ремонту головки цилиндров. Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Во многом от этого зависит работа двигателя. И это избавит от лишней работы и затрат.
Снятие головки блока цилиндров смотрим в статье – «Замена прокладки головки ЗМЗ-406 ГАЗ-3110».
Отвернуть гайки 1 и снять экран 5 датчика фазы, скобу 2 для подъема двигателя и выпускной коллектор 6.
Снять прокладки выпускного коллектора.
Отвернуть болт 3 и снять датчик 4 фазы.
Вывернуть датчики аварийного давления масла 7 и указателя давления масла 8.
Ослабить затяжку хомута 1 и снять шланг с патрубка регулятора холостого хода.
Отвернуть гайки 2 и снять ресивер 3 с впускной трубы.
Снять прокладку ресивера.
Отвернуть гайки 1 и снять впускную трубу 2 вместе с форсунками и топливопроводом (на фото не показаны).
Снять прокладку впускной трубы.
Отвернуть болты 1 и снять заднюю крышку 2 головки блока.
Снять прокладку крышки
Вынуть гидротолкатели 1 клапанов. Гидротолкатели удобнее вынимать с помощью магнита или присоски
Гидротолкатели нельзя менять местами, поэтому перед снятием их нужно промаркировать, чтобы при сборке установить на свое место.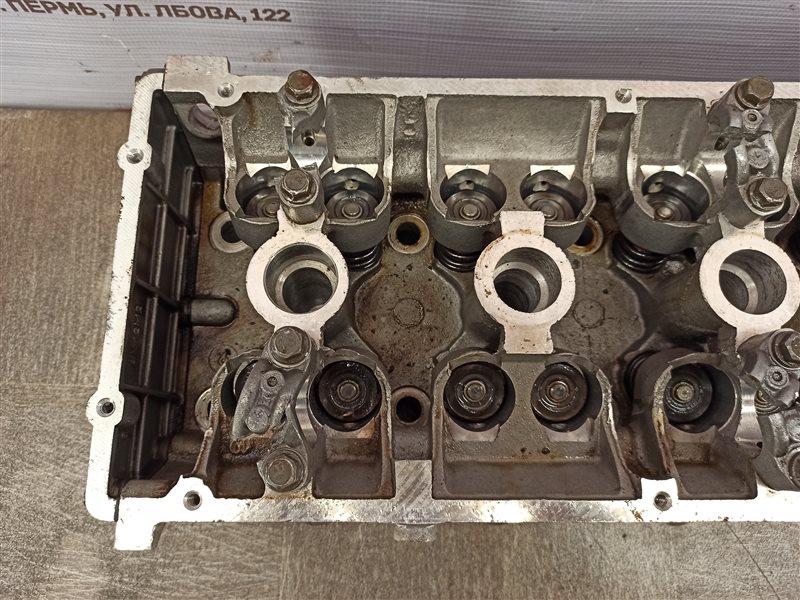
Хранить гидротолкатели следует в том же положении, в каком они стоят на клапанах, чтобы из них не вытекло масло.
Если конструкцией съемника не предусмотрен упор клапана, подкладываем под него подходящий упор.
Сжимаем пружины рассухаривателем. Чтобы тарелка пружин легче сошла с сухарей, можно нанести легкий удар молотком по упорной сошке рассухаривателя.
Пинцетом вынимаем два сухаря и плавно отпускаем пружины.
Снимаем верхнюю тарелку и две пружины клапана.
Съемником удаляем маслоотражательный колпачок
Подцепить отверткой и вынуть опорную шайбу 1 пружин клапанов.
Переворачиваем головку блока цилиндров и вынимаем клапан, пометив место его установки, для того, чтобы при последующей сборке клапан встал на свое прежнее место.
Аналогично снимаем и помечаем остальные клапаны.
Изношенные направляющие втулки клапанов выпрессовываем оправкой
Шестигранным ключом “ на 8 ” выворачиваем заглушки масляных каналов.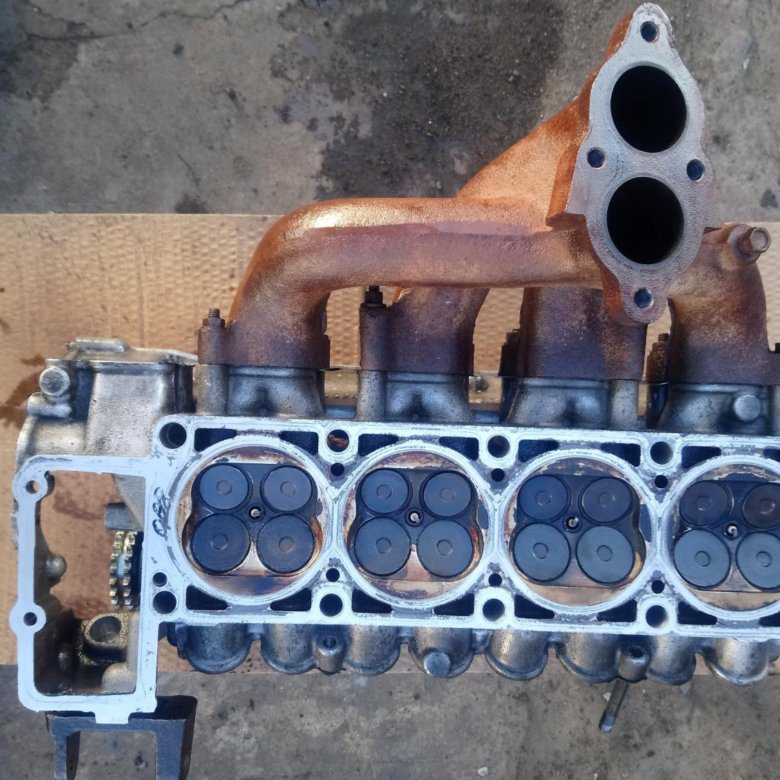
Осмотр, дефектовка и ремонт ГБЦ
После разборки головки блока промыть все детали в бензине, протереть и просушить. Очистить камеры сгорания и клапаны от нагара.
Осмотреть головку блока. Если есть трещины на перемычках между седлами клапанов, следы прогара и трещины на стенках камеры сгорания, заменить головку блока.
Проверить с помощью металлической линейки и щупов, не нарушена ли плоскостность поверхности головки, прилегающей к блоку.
Для этого линейку поставить ребром на поверхность головки блока, посередине, вдоль и затем поперек и щупом измерить зазор между поверхностью головки и линейкой. Если зазор превышает 0,1 мм, головку заменить.
Проверить зазоры в подшипниках распределительных валов.
Проверить зазоры между гидротолкателями клапанов и каналами под гидротолкатели в головке блока.
Зазор вычисляют как разность между диаметром канала и диаметром гидротолкателя.
Номинальный диаметр канала под гидротолкатель 35,0 +0,025мм, предельно допустимый — 35,1 мм.
Номинальный диаметр гидротолкателя 35,0 –0,025 и 35,0 –0,041 мм, предельно допустимый диаметр — 34,95 мм.
Предельно допустимый зазор 0,15 мм. Если зазор превышает указанную величину, заменить гидротолкатель. Если и это не даст положительного результата, заменить головку блока.
Осмотреть клапаны. При обнаружении на рабочей фаске клапана трещин, коробления головки клапана, прогорания, деформации стержня клапан необходимо заменить. Незначительные риски и царапины на рабочей фаске клапана можно вывести притиркой.
Притирку клапана к седлу производят следующим образом:
- — вставить клапан в головку блока;
- — надеть на стержень клапана приспособление для притирки клапанов;
- — нанести на рабочую фаску клапана тонкий слой притирочной пасты, представляющей собой смесь мелкого абразивного порошка с моторным маслом;
- — поворачивать клапан с помощью приспособления в обе стороны, периодически прижимая к седлу.
Внешним признаком удовлетворительной притирки является однотонный матово-серый цвет рабочей фаски седла и клапана.
После притирки протереть седло и клапан чистой тряпкой и тщательно промыть для удаления остатков притирочной пасты.
Чтобы проверить герметичность клапана, установить его в головку блока вместе с пружинами и сухарями.
После этого положить головку блока набок и залить в канал, закрываемый клапаном, керосин. Если в течение 3 мин. керосин не просочится в камеру сгорания, клапан считается герметичным.
Проверить состояние пружин клапанов. Искривленные пружины, а также имеющие трещины или поломанные, нужно заменить.
Проверить состояние седел клапанов. На рабочих фасках седел не должно быть следов износа, раковин, коррозии и т.п.
Незначительные повреждения (мелкие риски, царапины и т.д.) можно вывести притиркой клапанов.
Более значительные дефекты можно устранить шлифовкой.
При шлифовке выдержать размеры седла, указанные на рис.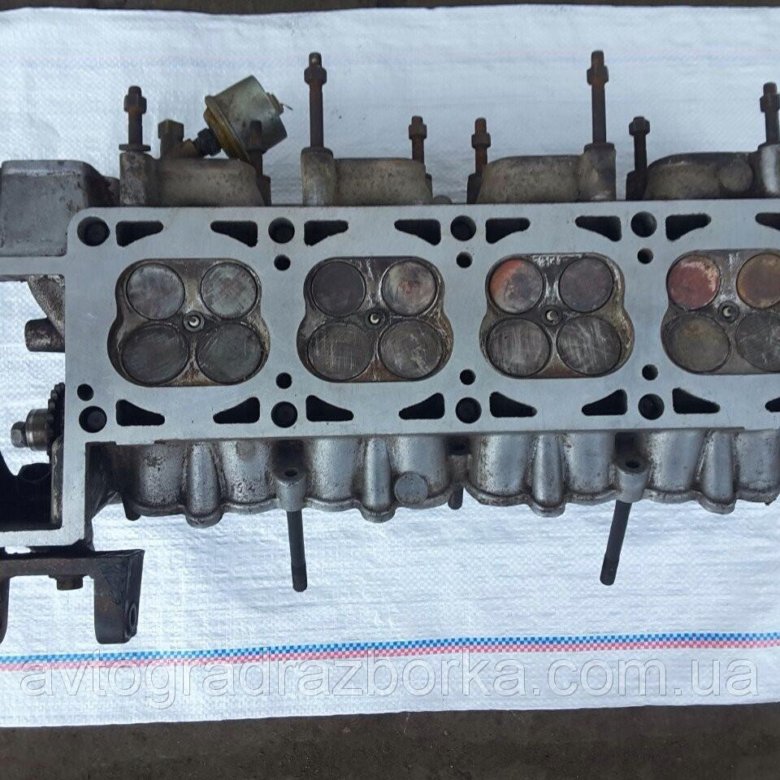 Профиль седла клапана двигателя мод. 4062.
Профиль седла клапана двигателя мод. 4062.
После шлифовки проверить биение фаски седла относительно отверстия в направляющей втулке клапана, предельно допустимое биение 0,05 мм.
После шлифовки притереть клапаны. Затем тщательно очистить и продуть сжатым воздухом головку блока, чтобы в каналах, закрываемых клапанами, и в камерах сгорания не осталось абразивных частиц.
Следует учесть, что после шлифовки седла клапан садится в седло глубже.
Поэтому после шлифовки нужно измерить расстояние между торцом стержня клапана, прижатого к седлу, и осью распределительного вала. Если это расстояние меньше 35,5 мм, заменить головку блока, так как в этом случае нарушается нормальная работа гидротолкателей клапанов.
Проверить зазоры между направляющими втулками и клапанами.
Зазор вычисляют как разность между диаметром отверстия во втулке и диаметром стержня клапана.
Предельно допустимый зазор равен 0,2 мм. Если зазор превышает указанный, заменить клапан и направляющую втулку.
Старую втулку выпрессовывают с помощью оправки со стороны камеры сгорания.
Устанавливают новые втулки с надетыми на них стопорными кольцами до упора стопорного кольца в плоскость головки блока со стороны отверстия под гидротолкатели.
Втулки перед установкой нужно охладить до –40…45°С, а головку блока нагреть до температуры +160…175°С. Втулка должна вставляться в головку блока свободно или с незначительным усилием.
В запасные части направляющие втулки клапанов поставляют трех ремонтных размеров. Первый ремонтный размер с увеличенным на 0,02 мм наружным диаметром втулки.
Второй — наружный диаметр втулки 14,2 +0,053 и 14,2 +0,040мм, третий — с увеличенным на 0,02 мм диаметром от второго размера.
При установке втулок первого ремонтного размера отверстие под втулку в головке блока не растачивать.
При установке втулок второго и третьего ремонтных размеров нужно расточить отверстие до диаметра 14,2 –0,023 и 14,2 –0,050 мм.
После установки новых втулок развернуть в них отверстие под клапаны до размеров, указанных в табл. 2.1. Затем прошлифовать седла клапанов, как было указано выше.
Для того чтобы проверить головку блока на отсутствие трещин, нужно подвести к одному из отверстий рубашки охлаждения шланг для подвода сжатого воздуха.
Заглушить все отверстия в головке деревянными пробками. Опустить головку в ванну с водой и подать сжатый воздух под давлением 1,5 атм. В местах, где есть трещины, будут выходить воздушные пузыри.
Очистив привалочную плоскость головки проверяем качество прилегания головки к блоку лекальной линейкой.
При деформации свыше 0,05 мм плоскостность необходимо восстановить механической обработкой, однако, если неплоскостность превышает 0,1 мм – головка не ремонтируется.
Керосином или дизельным топливом промываем головку, очищаем масляные каналы от отложений. Затем вытираем поверхности чистой ветошью и продуваем каналы сжатым воздухом. Устанавливаем на место заглушки масляных каналов.
Через алюминиевую проставку запрессовываем новые втулки клапанов, предварительно нагрев головку до 160–180°С и охладив втулки в “ сухом льду ” (СО 2 ).
Устанавливаем клапаны в последовательности, обратной снятию, заменив старые маслоотражательные колпачки на новые.
Притирка клапанов
Наносим притирочную пасту на фаску клапана и устанавливаем его в соответствующую втулку головки.
Закрепляем на ножке клапана приспособление для притирки и, прижимая клапан к седлу, поворачиваем его в обе стороны примерно на 90°
Продолжаем притирку до тех пор, пока уплотняющая фаска клапана полностью по всей своей ширине и длине не станет матовой и чистой.
Также должна выглядеть и фаска на седле клапана.
Стираем ветошью с клапана и седла остатки пасты.
Собираем головку блока цилиндров в обратной последовательности.
Китай Производитель подшипников колес, Подшипники ступиц колес, Поставщик головок цилиндров
Новое поступление головок цилиндров
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчасПодшипник колеса
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Видео
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Горячие продукты
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Блок цилиндров
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчас
Свяжитесь сейчасСвяжитесь сейчас
Профиль компании
{{ util.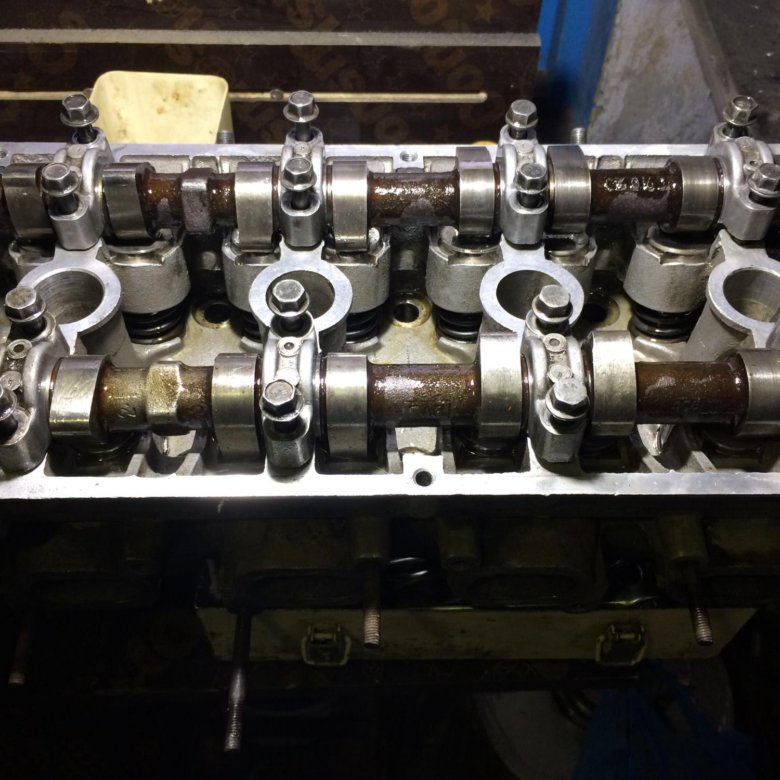 each(imageUrls, функция(imageUrl){}}
each(imageUrls, функция(imageUrl){}}
{{ }) }}
{{ если (изображениеUrls.length > 1){ }}
{{ } }}
| Вид бизнеса: | Торговая компания | |
| Основные продукты: | Подшипник колеса
,
Подшипник ступицы колеса
,
Крышка цилиндра
,
Ступица колеса
,
Комплект подшипника колеса
,
Автомобильный .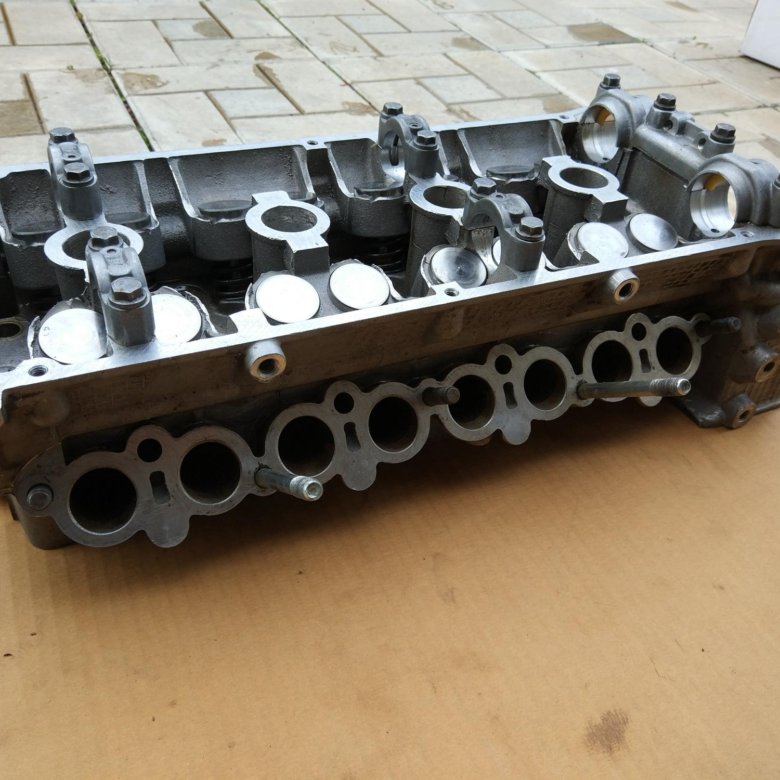 .. .. | |
| Количество работников: | 15 | |
| Год основания: | 22. 10.2010 10.2010 | |
| Сертификация системы менеджмента: | ИСО 9001, ИАТФ16949 | |
| Среднее время выполнения: | Время выполнения заказа в сезон пиковой нагрузки: один месяц Время выполнения заказа в межсезонье: в течение 15 рабочих дней |
Beijing Funch Autoparts Co. , Ltd — профессиональная компания, специализирующаяся на разработке, производстве и продаже автомобильных запчастей. В основном мы производим головку блока цилиндров, коробку передач, турбокомпрессор, ступичные подшипники, ступицу колеса и другие прокатные серии. Основываясь на отличном качестве, разумной цене и хорошем послепродажном обслуживании, мы продаем наши товары отечественным и зарубежным клиентам и завоевали хорошую репутацию. У нас есть передовые международные производственные линии, профессиональные сотрудники и мы посвящаем себя …
, Ltd — профессиональная компания, специализирующаяся на разработке, производстве и продаже автомобильных запчастей. В основном мы производим головку блока цилиндров, коробку передач, турбокомпрессор, ступичные подшипники, ступицу колеса и другие прокатные серии. Основываясь на отличном качестве, разумной цене и хорошем послепродажном обслуживании, мы продаем наши товары отечественным и зарубежным клиентам и завоевали хорошую репутацию. У нас есть передовые международные производственные линии, профессиональные сотрудники и мы посвящаем себя …
Просмотреть все
Заводская выставка
10 шт.Мастерская 1
Мастерская 2
Мастерская 3
Мастерская 4
Мастерская 5
Мастерская 6
Головка блока цилиндров — VISTANA BRAND
ПОДШИПНИКИ МИТАСУ
Склад 01
Готовая продукция 1
Пошлите Ваше сообщение этому продавцу
* От:
* Кому:
г-жа Джоанна Суан
* Сообщение:
Введите от 20 до 4000 символов.
Это не то, что вы ищете? Опубликовать запрос на поставку сейчас
Устройство двигателя ЗМЗ 406
Двигатель ЗМЗ 406 является неким переходным звеном между старым карбюраторным двигателем ЗМЗ 402 и его усовершенствованной инжекторной версией модели 405. Странно, что эта установка отмечена большей ценностью, чем ее преемница. Неискушенный автомобилист подумает, что ЗМЗ 406 разработан намного позже 405-го и производительнее. Что же, давайте посмотрим, чем отличается этот 406-й мотор.
краткое описание
Этот двигатель относится к ряду 4-цилиндровых бензиновых карбюраторных агрегатов. ЗМЗ 406 имеет рядное расположение цилиндров. Количество распределительных валов в ГБЦ — 2. Порядок цилиндров: 1-2-4-2. Рабочий объем двигателя 2,3 литра, мощность 130 лошадиных сил.
Устройство
Исходя из рисунка 2 видим, что двигатель ЗМЗ 406 состоит из:
- Поддон картера.

- Маслосборник.
- Масляный насос.
- Насос привода насоса.
- Коленчатый вал.
- Шатун.
- Ведомая шестерня привода масляного насоса.
- Крышки того же устройства.
- Ведущая шестерня привода масляного насоса.
- Поршни.
- Прокладки блока цилиндров.
- Выпускной клапан.
- Впускной патрубок с ресивером.
- Головка блока цилиндров.
- Распредвал впускного клапана.
- Толкатель гидравлический.
- Распредвал выпускного клапана.
- Крышки головки цилиндров.
- Индикатор уровня масла.
- Выпускной коллектор.
- Выпускной клапан.
- Блок цилиндров.
- Сливные пробки.
Примечание: нумерация деталей двигателя ЗМЗ 406 совпадает с обозначением устройств на рисунке №2. удалось увеличить межсервисный интервал до 15 тысяч и значительно увеличить срок службы основных деталей двигателя. Как показывает практика, ЗМЗ 406 может прослужить до 300-400 тысяч километров без всякой расточки блоков и замены цилиндро-поршневых групп. Однако это значение во многом зависит от состояния цепи. Если дойдет до неисправности, весь мотор выйдет из строя. Отсюда и разногласия: у одних двигатель без проблем служит 400 000, а у других и сотню пробивает. Но однозначно участие немецких коллег-горняков положительно сказалось на надежности данного агрегата, ведь по сравнению с 402-м мотором его ресурс службы был увеличен почти вдвое.
Однако это значение во многом зависит от состояния цепи. Если дойдет до неисправности, весь мотор выйдет из строя. Отсюда и разногласия: у одних двигатель без проблем служит 400 000, а у других и сотню пробивает. Но однозначно участие немецких коллег-горняков положительно сказалось на надежности данного агрегата, ведь по сравнению с 402-м мотором его ресурс службы был увеличен почти вдвое.
Ремонт двигателя ЗМЗ 406 дело очень серьезное, так как процесс расточки деталей осложняется еще 16 клапанами. Поэтому из-за сложной конструкции цена капитального ремонта этого мотора составляет от 1 до 2 тысяч долларов. Однако при этом не стоит забывать, что 16 клапанов обеспечивают автомобилю прекрасную динамику и служат гораздо дольше, чем на 402 м.
В заключение хотелось бы сказать одно: двигатель Заволжский 406 действительно прошел этап эволюции и стал примером для многих российских автопроизводителей. Его удивительно большой срок службы и отличные мощностные характеристики приблизили Горьковский и Заволжский заводы к современности.