2.Изнашивание и его виды
Изнашивание — это процесс разрушения и отделения материала с поверхностей деталей и (или) накопление остаточных деформаций при их трении, проявляющийся в постепенном изменении размеров и (или) формы взаимодействующих деталей.
Износ — это результат процесса изнашивания деталей, выражающийся в изменении их размера, формы, объема и массы.
Различают сухое и жидкостное трение.
При сухом трении трущиеся поверхности деталей взаимодействуют непосредственно друг с другом (например, трение тормозных колодок о тормозные барабаны или диски, или трение ведомого диска сцепления о маховик). Данный вид трения сопровождается повышенным износом трущихся поверхностей деталей. При жидкостном (или гидродинамическом) трении между трущимися поверхностями деталей создается масляный слой, превышающий микронеровности их поверхностей и не допускающий их непосредственного контакта (например, подшипники коленчатого вала в период установившегося режима работы), что резко сокращает износ деталей. Практически при работе большинства механизмов автомобиля вышеуказанные основные виды трения постоянно чередуются и переходят друг в друга, образуя промежуточные виды.
Выделяют три группы изнашивания:
механическое,
коррозионно-механическое
изнашивание в результате действия электрического тока.
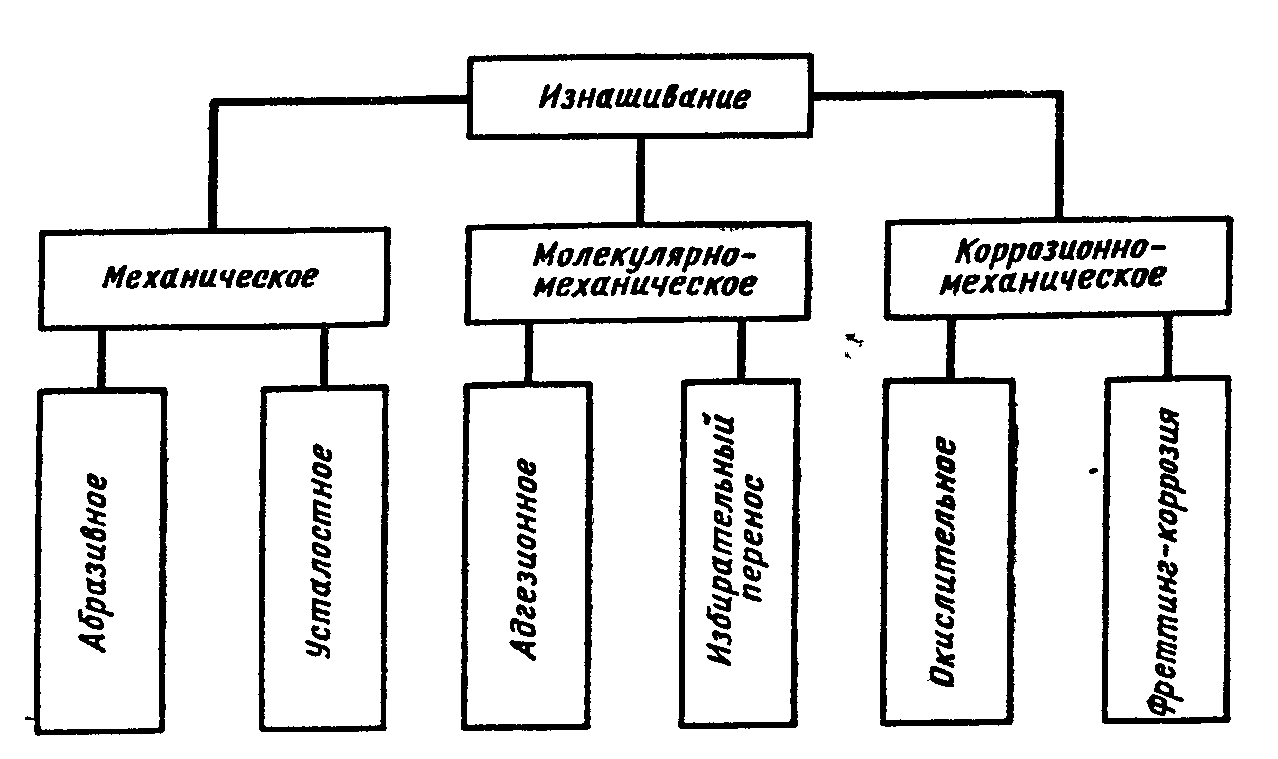
Каждая из групп изнашивания делится на виды.
 Абразивное
изнашивание возникает при трении скольжения и
наличии между трущимися поверхностями
мелкораздробленной твердой среды
(например, песка), вызывающей выкрашивание
частиц, металла из поверхности деталей.
При этом процесс изнашивания не зависит
от попадания абразивных частиц на
поверхности трения.
Абразивное
изнашивание возникает при трении скольжения и
наличии между трущимися поверхностями
мелкораздробленной твердой среды
(например, песка), вызывающей выкрашивание
частиц, металла из поверхности деталей.
При этом процесс изнашивания не зависит
от попадания абразивных частиц на
поверхности трения.
Необходимо отметить, что размеры абразивных частиц с увеличением длительности работы их в масле уменьшаются, поэтому их агрессивность постепенно снижается до нуля.
Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов:
материала деталей;
механических свойств деталей;
режущих свойств абразивных частиц;
удельного давления при трении;
скорости скольжения при трении.
 Примером
может служить изнашивание цилиндропоршневой
группы двигателя в результате попадания
в цилиндры с воздухом пыли, зубьев
шестерен и подшипников агрегатов
трансмиссии, открытых сопряжений деталей
ходовой части. По результатам исследований
абразивный износ деталей агрегатов
трансмиссии автомобилей составляет от
2 до 11 мкм на 1000 км пробега.
Примером
может служить изнашивание цилиндропоршневой
группы двигателя в результате попадания
в цилиндры с воздухом пыли, зубьев
шестерен и подшипников агрегатов
трансмиссии, открытых сопряжений деталей
ходовой части. По результатам исследований
абразивный износ деталей агрегатов
трансмиссии автомобилей составляет от
2 до 11 мкм на 1000 км пробега.

Абразивный износ вала

 Гидроабразивное
изнашивание возникает в результате действия твердых
тел или частиц, увлекаемых потоком
жидкости. Гидроабразивное изнашивание
деталей топливных, масляных и водяных
насосов, гидроприводов тормозов,
гидроусилителей нередко проявляется
совместно с эрозионным изнашиванием,
возникающим в результате действия
потока жидкости (газа). Трение потока
жидкости о металл приводит к разрушению
оксидной пленки, образующейся на
поверхности детали, и сопутствует
коррозионному разрушению материала,
особенно под действием абразивных
частиц и микроударов в случае возникновения
кавитации.
Гидроабразивное
изнашивание возникает в результате действия твердых
тел или частиц, увлекаемых потоком
жидкости. Гидроабразивное изнашивание
деталей топливных, масляных и водяных
насосов, гидроприводов тормозов,
гидроусилителей нередко проявляется
совместно с эрозионным изнашиванием,
возникающим в результате действия
потока жидкости (газа). Трение потока
жидкости о металл приводит к разрушению
оксидной пленки, образующейся на
поверхности детали, и сопутствует
коррозионному разрушению материала,
особенно под действием абразивных
частиц и микроударов в случае возникновения
кавитации.
Кавитационное
изнашивание — это гидроэрозионное изнашивание при
движении твердого тела относительно
жидкости, когда пузырьки газа захлопываются
вблизи поверхности, что создает местное
повышение давления или температуры. 
Кавитационный износ из-за смеси сернистой солярки с тосолом (образуется серная кислота).
Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа и перемещающихся относительно изнашивающейся поверхности.
Усталостное изнашивание поверхности трения или отдельных ее участков в результате повторного деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц, происходит при качении и скольжении. Износ обусловливается микропластическими деформациями и упрочнением поверхностных слоев трущихся деталей. При этом имеют место напряженное состояние активных объемов металла у поверхности трения и особые явления усталости при знакопеременных нагрузках, вызывающих трение металла в поверхностных слоях и как следствие их разрушение. Пульсирующие нагрузки резко усиливают темпы осповидного износа.
Разрушение при таком износе характеризуется появлением микро- и макротрещин, расположенных под небольшими углами к поверхности трения, с последующим развитием их в осповидные углубления и впадины. В результате износа частицы поверхностного слоя откалываются, поверхность становится неровной и приобретает матовый вид.
Усталостное изнашивание наиболее характерно для рабочих поверхностей подшипников качения и поверхностей зубьев шестерен.

Усталостное разрушения фланца втулки

Изнашивание при фреттинге происходит в результате механического изнашивания соприкасающихся тел при малых колебательных относительных перемещениях.
Изнашивание при заедании возникает в результате схватывания, глубокого вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность. Этот вид изнашивания имеет место в зубчатых зацеплениях агрегатов трансмиссии при использовании несоответствующего сорта масла или при его малом уровне.


 Коррозионно-механическое
изнашивание происходит при трении материалов,
вступивших в химическое взаимодействие
со средой. К коррозионно-механическим
видам изнашивания относятся окислительное
и изнашивание при фреттинг-коррозии.
Коррозионно-механическое
изнашивание происходит при трении материалов,
вступивших в химическое взаимодействие
со средой. К коррозионно-механическим
видам изнашивания относятся окислительное
и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом. Окислительное изнашивание характеризуется протеканием одновременно двух процессов — пластической деформации микроскопических объемов металла поверхностных слоев деталей и диффузии кислорода воздуха в деформируемые слои.
На первой стадии износа окисление происходит в небольших объемах металла, расположенных у плоскостей скольжения при трении. На второй стадии окисление захватывает большие объемы поверхностных слоев, и глубина его соответствует глубине пластической деформации.
На первой стадии износа на поверхности трущихся деталей образуются пленки твердых растворов кислорода, на второй — химические соединения кислорода с металлом. Процесс окислительного изнашивания происходит в тонких поверхностных слоях и условно может быть разделен на три этапа: деформирование и активизация, образование вторичных структур и их разрушение.
На первом этапе происходит особый вид пластической деформации — текстурирование и резкая активизация металла. На втором этапе благодаря наличию в зоне трения агрессивных компонентов среды происходит физико-химическое взаимодействие их с активизированным слоем — образование вторичных структур. На третьем этапе в результате многократного нагружения и внутренних напряжений в пленках вторичных структур происходит образование и развитие микротрещин, ослабление связей на поверхности раздела и отслаивание пленки.
 Последующее
механическое воздействие приводит к
разрушению и износу пленки. На обнаженных
участках процесс повторяется вновь.
Окислительному износу подвергаются
шейки коленчатого вала, гильзы цилиндров,
поршневые пальцы, зубчатые зацепления
и другие детали, работающие при трении
скольжения.
Последующее
механическое воздействие приводит к
разрушению и износу пленки. На обнаженных
участках процесс повторяется вновь.
Окислительному износу подвергаются
шейки коленчатого вала, гильзы цилиндров,
поршневые пальцы, зубчатые зацепления
и другие детали, работающие при трении
скольжения.


Изнашивание при фриттинг-коррозии — это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных перемещениях. В случае динамического нагружения и наличия вибрации и ударов окисление трущихся поверхностей происходит особенно интенсивно вследствие резкой активизации пластически деформируемого металла. Динамический характер нагружения приводит к резкому повышению градиента деформации и температур, к окислению и схватыванию. Фриттинг-процесс возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамической нагрузки.
Этот процесс можно считать пограничным между процессами химической коррозии и эрозии, поскольку интенсивность фриттинг-коррозии повышается с увеличением доступа кислорода, но уменьшается при увлажнении воздуха.
При фриттинг-коррозии наблюдается изнашивание посадочных поверхностей подшипников поворотных цапф, шестерен, болтовых и заклепочных соединений рам и других деталей.
Изнашивание при действии электрического тока (эрозионное изнашивание) поверхностей происходит в результате воздействия разрядов при прохождении электрического тока.

studfile.net
Гидроабразивное изнашивание — Большая Энциклопедия Нефти и Газа, статья, страница 1
Гидроабразивное изнашивание
Cтраница 1
Гидроабразивное изнашивание происходит в результате действия твердых частиц, взвешенных в жидкости и перемещающихся относительно изнашиваемого тела. Гидроабразивному изнашиванию подвергаются диафрагмы и рабочие колеса насосов, детали землесосов, лопасти и камеры гидротурбин, различные детали насосного и трубопроводного оборудования. [1]
Гидроабразивное изнашивание может протекать с различной интенсивностью и иметь различный характер. В ряде случаев гидроабразивное изнашивание является весьма агрессивным ( например, защитная облицовка передней крышки грунтового насоса типа ЭГМ-1 толщиной более 20 мм получила кольцевой сквозной износ за 200 ч эксплуатации) и имеет ударный характер. [2]
Гидроабразивное изнашивание может иметь различный характер в зависимости от скорости водного потока, условий обтекания и связанной с этим турбулентности и возможности возникновения кавитации, от угла атаки твердых частиц и поверхности металла. Изложенные ниже испытания, отнесенные нами к группе гидроабразивного изнашивания, проводились в лабораторных условиях. [3]
Гидроабразивное изнашивание происходит в результате воздействия на поверхность металла твердых абразивных частиц, взвешенных в жидкости и перемещающихся относительно изнашиваемой поверхности. [4]
Гидроабразивное изнашивание происходит при наличии значительного числа абразивных частиц в составе технологической среды. [5]
Гидроабразивное изнашивание определяется не только действием абразивных частиц, но и физико-химическими реакциями с жидкостью. При определенных условиях воздействие жидкости может быть столь активным, что гидроабразивное изнашивание ( действие твердых частиц) подавляется кавитацией или коррозией. [6]
Гидроабразивное изнашивание является разновидностью абразивного изнашивания, когда износ происходит при совместном воздействии на материал детали твердых абразивных частиц и потока воды, несущего эти частицы. [7]
Гидроабразивное изнашивание — это абразивное изнашивание в результате действия твердых частиц, взвешенных в жидкости и перемещающихся относительно тела; возникает в подшипниках и цилиндрах при попадании в масло твердых частиц. [8]
Гидроабразивное изнашивание — процесс изменения размеров тела, происходящий от совместного воздействия абразивных частиц и несущего их потока воды. [9]
Гидроабразивное изнашивание считается разновидностью аб — фазивного изнашивания, основные особенности этого процесса: поверхности деталей изнашиваются потоком свободных твердых частиц; наличие водной среды, оказывающей существенное влияние на протекание процесса изнашивания; ударный характер воздействия твердых частиц на основные изнашиваемые етоверхности. [10]
Гидроабразивное изнашивание возникает в результате воздействия твердых частиц, увлекаемых потоком жидкости. Твердые частицы в поток жидкости попадают в результате загрязнения за счет пыли воздуха и продуктов износа. Гидроабразивное изнашивание деталей топливных, масляных и водяных насосов, гидроприводов тормозных систем, гидроусилителей нередко проявляется совместно с эрозионным изнашиванием из-за воздействия потока жидкости. Трение потока жидкости о металл приводит к разрушению окисной — пленки, образующейся на поверхности детали, и способствует коррозионному разрушению материала, особенно под действием абразивных частиц и микроударов в случае возникновения кавитации. Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа. [11]
Гидроабразивное изнашивание происходит в условиях ударного воздействия твердых частиц на поверхность тела. [12]
Гидроабразивному изнашиванию по методике, изложенной в главе II, было подвергнуто более ста наплавок и сплавов. Исследование изношенных участков поверхностей под микроскопом показало, что они покрыты впадинами-отпечатками, образовавшимися вследствие ударов абразивных частиц. [13]
Аналогично гидроабразивному изнашиванию критерием кавитационной износостойкости может служить энергетический параметр. [15]
Страницы: 1 2 3 4
www.ngpedia.ru
Виды изнашивания | Теория
Изнашивание деталей сопровождается сложными физико-химическими явлениями. Скорость изнашивания зависит от материала и качества трущихся поверхностей, характера контакта и скорости их взаимного перемещения, вида и значения нагрузки, вида трения и смазки, качества смазочного материала и от многих других факторов. В соответствии с ГОСТ 27674-88 установлены следующие виды изнашивания в машинах.
Механическое изнашивание — это изнашивание в результате механических воздействий. Этот вид изнашивания подразделяется на абразивное, гидроабразивное (газоабразивное), гидроэрозионное (газоэрозионное), кавитационное, усталостное, при заедании и при фреттинге.

Абразивное изнашивание — это процесс микропластических деформаций и резания металла твердыми абразивными частицами, находящимися между поверхностями трения, а также в результате непосредственного контактирования с абразивной средой (рабочие органы сельскохозяйственных, мелиоративных и строитель-ных машин, детали ходовой части гусеничных машин и др.).
Гидроабразивное (газоабразивное) изнашивание — результат действия твердых частиц, взвешенных в жидкости (газе) и перемещающихся относительно поверхности детали. Этот вид изнашивания характерен для деталей водяных и масляных насосов, гидроусилителей, гидроприводов тормозных систем и др.
Гидроэрозионное (газоэрозионное) изнашивание — это эрозионное изнашивание в результате действия (трения) потока жидкости (газа) о металл. Этому виду изнашивания подвергаются детали системы охлаждения, системы вентиляции и т. п.
Усталостное изнашивание — механическое изнашивание в результате усталостного разрушения при повторном деформировании микрообъемов материала поверхностного слоя. Под действием больших удельных повторно-переменных нагрузок, превышающих предел текучести металла, появляются микротрещины, которые развиваются и приводят к усталостному отслаиванию и выкрашиванию частиц металла. Усталостное изнашивание проявляется на поверхностях подшипников качения, зубьев шестерен и т. п.).
Кавитационное изнашивание — механическое изнашивание при движении твердого тела относительно жидкости, при котором пузырьки газа захлопываются вблизи поверхности, что создает местное высокое удельное давление или температуру, под действием которых происходит разрушение поверхности. Этому виду изнашивания подвержены наружные поверхности гильз цилиндров, стенки рубашки охлаждения, лопасти водяных насосов и т. п.
Изнашивание при заедании — результат схватывания микронеровностей сопрягаемых поверхностей, глубинного вырывания материала и его переноса с одной поверхности на другую. Особенно подвержены этому изнашиванию тяжел она груже нн ые детали (шейки коленчатых и распределительных валов, поршни и т. п.).
Изнашивание при фреттинге возникает в соприкасающихся поверхностях при малых колебательных относительных перемещениях. Этому виду изнашивания подвержены кольца шарико- и роликоподшипников, поверхности деталей при ослаблении резьбовых соединений и т. п.
Изнашивание при действии электрического тока называют электроэрозионным. Оно происходит в результате воздействия разрядов при прохождении электрического тока (электроды свечи, контакты прерывателя — распределителя, клеммы электроприборов и т. п.).
Коррозионно-механическое изнашивание происходит в результате механического воздействия, сопровождаемого химическим и (или) электрическим взаимодействием материала со средой. Это изнашивание подразделяется на окислительное и изнашивание при фретгинг-коррозии.
Окислительное изнашивание характеризуется тем, что основное влияние иа изнашивание имеет химическая реакция металла с кислородом или окислительной средой. Проявляется этот вид изнашивания у деталей подвижных сопряжений, на поверхности которых образуется твердая пленка окислов. При трении происходит выкрашивание пластически недеформируемых хрупких окислов.
Изнашивание при фретпитг-коррозии возникает при трении скольжения с очень малыми колебательными относительными перемещениями. При ударах и вибрации происходит интенсив- вое окисление соприкасающихся поверхностей вследствие резкой активации шгастически деформируемого металла. В результате на рабочих поверхностях в местах контакта появляется резко выраженное разрушение.
Изнашиванию при фретгинг-коррозии подвергаются посадочные поверхности подшипников качения, болтовые и заклепочные соединения рам и другие детали.
ustroistvo-avtomobilya.ru
Гидроабразивное изнашивание — Большая Энциклопедия Нефти и Газа, статья, страница 2
Гидроабразивное изнашивание
Cтраница 2
Поскольку гидроабразивное изнашивание определяется влиянием большого числа разнообразных факторов и в настоящее время отсутствует теория разрушения для этого сложного процесса, то корректная оценка износа реальных материалов и ресурсные испытания должны проводиться в условиях, максимально имитирующих эксплуатационные. Машина для изнашивания образцов в постоянном объеме суспензии ( рис. 6.15, а) предназначена для проведения испытаний в химически активных жидкостях. [16]
Примером гидроабразивного изнашивания может служить изнашивание деталей гидравлического привода машин, а газообразивного — изнашивание деталей двигателя внутреннего сгорания. [17]
От гидроабразивного изнашивания деталей и их соединений ис-i ользуют материалы, содержащие карбиды бора и кремния. [18]
Скорость гидроабразивного изнашивания щелевых отверстий находится в прямой зависимости от концентрации абразива в потоке. В исследованиях Н. С. Пенкина отмечено, что в условиях ударного воздействия струи величина скорости изнашивания как резины, так и металла увеличивается с повышением концентрации абразива только до 300 — 350 г / л, затем остается постоянной. В исследованиях Тененбаума, Веллин-гера показано, что сопротивление износу абразивсодержащей скользящей струей резины и сталей различно и подчиняется сложной зависимости. [19]
При гидроабразивном изнашивании наибольший износ наблюдается у входа потока в клапанную щель. Причем при скорости потока в щели 5 м / с только у образцов из эталонной стали 40Х заметны начальные следы промывов. При скорости 15м / с образцы из всех сталей имеют промывы различной глубины. Для образцов, материал которых в своей структуре не имеет карбидов, независимо от скорости потока в щели, на поверхностях возникают длинные риски почти одинакового сечения по ширине и глубине. При испытании материалов, содержащих значительное количество карбидов, длина отдельных рисок незначительна. Объясняется это тем, что в первом случае поверхность испытанных материалов сравнительно однородна по механическим свойствам и абразивные частицы на всем пути встречают одинаковое сопротивление, вследствие чего процесс микрорезания — царапания может осуществляться на значительной длине, пока сохраняются режущие свойства абразивной частицы. При отсутствии однородности механических свойств пробег частицы при микрорезании ограничивается карбидными включениями. [20]
При гидроабразивном изнашивании износ седла с увеличением угла а растет пропорционально, а тарели уменьшается до а-30, после чего повышается. Износ седла всегда меньше, чем тарели, так как седло подвержено только скользящему воздействию струи раствора, а тарель дополнительно и ударному воздействию, причем при а0 эффект от этого максимальный, поэтому износ тарели при а0 наибольший. С ростом угла до 30 ударное действие струи ослабевает и износ тарели снижается. При дальнейшем увеличении угла а износ тарели возрастает, так как начинает преобладать режущее и царапающее воздействие абразивных частиц над ударным. По этой же причине с увеличением угла а повышается износ седла. [22]
При газоабразивном, газокапельном и гидроабразивном изнашивании эрозионная стойкость любого материала может быть охарактеризована кривой износа ( эрозии) и соответствующей кривой скорости износа ( рис. 4 1), на которых может быть выделен инкубационный период, когда скорость износа равна нулю. [23]
Испытание на гидроабразивное изнашивание проводилось на машине, схема действия которой сводится к следующему. [24]
В условиях гидроабразивного изнашивания легко осуществляется избирательное разрушение структурных элементов. В работе [8] отмечается вымывание мягких составляющих сплава и обнажение карбидных зерен. Интенсивный износ обычных серых чугунов также может служить примером неоднородного износа структурных элементов. [26]
Другим видом гидроабразивного изнашивания бурильных труб является промыв резьбовых соединений. Наблюдаются промывы труб чаще всего при турбинном бурении на утяжеленных растворах. [27]
При собственно гидроабразивном изнашивании наиболее важным переменным фактором является угол атаки. [28]
Кавитационное изнашивание — гидроабразивное изнашивание при движении твердого тела относительно жидкости, при котором пузырьки газа лопаются вблизи поверхности, что создает местное повышение давления или температуры. [30]
Страницы: 1 2 3 4
www.ngpedia.ru
Изнашивание гидроабразивное — Справочник химика 21
Эти свойства заключаются в способности смазочных материалов снижать процесс изнашивания трущихся деталей за счет образования на них граничного слоя, препятствующего непосредственному контакту трущихся поверхностей. Изнашивание деталей происходит в результате механического, абразивного, гидроабразивного, коррозионно-механического и окислительного воздействия на трущиеся поверхности и отделения материала с поверхности твердого тела при трении с постепенным изменением размеров и форм тела. [c.52]Для повышения износостойкости сопряженных деталей, работающих в условиях абразивного, гидроабразивного и эрозионного изнашивания при динамических нагрузках целесообразно применять борированные детали [88, 97, 104, 118]. [c.49]
Относительная износостойкость материалов при гидроабразивном изнашивании [c.573]
Опыт эксплуатации крупных насосов, перекачивающих жидкости с абразивными частицами, показал, что детали проточной части подвергаются интенсивному гидроабразивному и кавитационному изнашиванию. [c.99]
Гидроабразивное изнашивание является разновидностью абразивного изнашивания, когда износ происходит при совместном воздействии на материал детали твердых абразивных частиц и потока воды, несущего эти частицы. [c.99]
Гидроабразивное изнашивание (Га) Скольжение (С) [c.180]
Гидроабразивное изнашивание — это абразивное изнашивание в результате действия твердых частиц, взвешенных в жидкости и перемещающихся относительно тела возникает в подшипниках и цилиндрах при попадании в масло твердых частиц. [c.185]При наличии слоя жидкости и зоне удара возникает гидродинамический поток, вызывающий дополнительно гидроабразивное изнашивание. Поскольку ударно-абразивному изнашиванию свойственна цикличность, то при высоких энергиях удара ведущим процессом может оказаться усталостное разрушение . [c.341]
От гидроабразивного изнашивания деталей и их соединений ис-f ользуют материалы, содержаи ие карбиды бора и кремния. К таким материалам относится боросилицированный графит БСГ-60. Он имеет хорошую химическую стойкость в концентрированных [c.70]
Одшш из путей интенсификации гидравлических резаков является повышение абразивной устойчивости сопел. С этой целью при их изготовлении могут быть использованы твердосплавные (на основе методов порошковой металлургии) смеси типа ВК8В и минерало-керамика «Синоксаль-49» [ЗО], представляющая собой обработанный особым образом технический глинозем с добавками минерализаторов и пластификатора. Сопла из твердых сплавов и минералокерамики стабильно работают в условиях жесткого гидроабразивного изнашивания при участии кавитации в 6-8 раз дольше, чем сопла из легированных сталей. [c.194]
Согласно действующему в настоящее время ГОСТ 16429—70 изнашивание-процесс постепенного изменения размеров тела при трении, проявляющийся в отделении от поверхности трения материала и (или) его остаточной леформации. Изнашивание деталей машин и механизмов принято классифицировагь по причинам, в соответствии с которыми различают механическое, молекулярно-механическое, абразивное, гидроабразивное, газообразивное, усталостное и другие виды изнашивания. [c.3]
А. В. Картышов с сотрудниками выяснили, что при гидроабразивном изнашивании средней интенсивности глубина деформационного слоя для сталей обычно составляет 3—8 мкм [31]. Структурные изменения распространяются на всю глубину пластически деформированного слоя. В зависимости от напряженного состояния этого слоя скорость протекания структурных изменений может быть [c.20]
И. Н. Слободинский и А., Ф. Софрошенков исследовали износостойкие белые чугуны с содержанием 1,90—2,23% С и 1,7—10,7% V [59]. С увеличением содержания ванадия твердость чугуна НВ в литом состоянии уменьшается от 4,15 до 3,21 кН/мм2 связи с обеднением матрицы углер
www.chem21.info
Ударно-гидроабразивное изнашивание — Большая Энциклопедия Нефти и Газа, статья, страница 1
Ударно-гидроабразивное изнашивание
Cтраница 1
Ударно-гидроабразивное изнашивание происходит при соударении металлических поверхностей, когда в зоне контакта находятся одновременно жидкость и твердые частицы, способные поражать поверхность изнашивания. При этом виде изнашивания взаимодействие твердых частиц с поверхностью, изнашивания происходит прямым внедрением или относительным перемещением. Прямое внедрение частиц связано с ударом, относительное перемещение — с вытеснением жидкости из зоны контакта. При движении с жидкостью частицы изнашивают поверхность изделия путем микрорезания. Таким образом, механизм ударно-гидроабразивного изнашивания носит комплексный характер, включающий элементы ударно-абразивного и гидроабразивного изнашивания. [2]
Ударно-гидроабразивное изнашивание проявляется при определенном внешнем силовом воздействии на поверхность контакта. Энергия удара существенно влияет на динамику ударно-гидроабразивного изнашивания и его развитие во времени. [3]
При ударно-гидроабразивном изнашивании соударение металлических поверхностей происходит при наличии жидкости и твердых частиц. При этом изнашивание происходит путем прямого внедрения частиц, связанного с ударом, и относительного их перемещения, что приводит к микрорезанию. [4]
В условиях ударно-гидроабразивного изнашивания клапанов гидроударника Э. И. Тагиевым и другими получена параболическая зависимость величины износа от плотности раствора, характеризующего его абразивность. Таким образом, в разных условиях изнашивания получены принципиально отличные зависимости скорости изнашивания от концентрации абразива. [5]
Ударно-абразивное изнашивание характеризуется более высокой стабильностью, поэтому продолжительность испытания можно ограничить 10 мин; полное развитие ударно-гидроабразивного изнашивания проходит за более длительный промежуток времени, поэтому продолжительность испытаний в этом режиме была принята равной 20 мин. [6]
Остальные виды изнашивания ( ударно-гидроабразивное, ударно-усталостное и ударно-тепловое) имеют специфические особенности и характеризуются особыми условиями проявления, которые пока еще недостаточно изучены. В частности, ударно-гидроабразивное изнашивание проявляется при вполне определенном сочетании внешнего силового воздействия, наличия в зоне соударения жидкости, абразивных частиц и вполне определенных площадок соударения. На поверхности соударения при гидроабразивном изнашивании формируется весьма своеобразный макрорельеф, отражающий направление движения абразивных частиц, увлекаемых вытесняемой из зоны соударения жидкостью — различимы следы прямого внедрения частиц абразива и четко выражена направленная шероховатость в виде рисок, ориентированных от центра абразива к его перифирии. Такой двоякий механизм изнашивания по схеме прямого внедрения и микрорезания усложняет выявления критерия износостойкости сталей и сплавов, работающих в условиях удара. [7]
Ударно-гидроабразивное изнашивание проявляется при определенном внешнем силовом воздействии на поверхность контакта. Энергия удара существенно влияет на динамику ударно-гидроабразивного изнашивания и его развитие во времени. [8]
При ударно-абразивном изнашивании насос 2 подает буровой раствор со скоростью в клапанной щели не более 0 05 м / с, практически не вызывающей гидроабразивного изнашивания образцов, лишь с целью обновления раствора в камерах гидроблока. При гидроабразивном изнашивании клапанных образцов раствор прокачивается через определенного размера клапанные щели насосом 2, а силовой насос /, создающий циклическую нагрузку, отключают. При совместном ударно-гидроабразивном изнашивании клапанных образцов установка работает по описанной выше схеме. Образцы могут быть изготовлены из различных материалов с разной подготовкой рабочих поверхностей. Форма образцов тарелей исключает их прогиб во всем диапазоне варьирования нагрузки. [9]
Увеличение продолжительности испытания при ударно-усталостном изнашивании ведет к установлению постоянной скорости изнашивания на определенный период времени. Совсем по-иному ведет себя сталь У10 при трении скольжения. В начальный момент скорость изнашивания резко увеличивается, а затем уменьшается. Сравнивая результаты испытаний на ударно-усталостное изнашивание с результатами испытаний на ударно-гидроабразивное изнашивание, можно заключить, что характер изнашивания различен. [10]
В продольном сечении выявляются новые закономерности изнашивания. Форма профилограмм близка к трапецеидальной, но на концевых ее участках обнаружены кольцевые углубления и промывы. Они, как правило, начинаются с этих участков, как в двухпоршневых буровых насосах, при средних и высоких давлениях. Отмеченные особенности изнашивания цилиндровых втулок объясняются тем, что в периоды передеформации манжеты, кроме гидроабразивного изнашивания трущихся поверхностей, происходит и ударно-гидроабразивное изнашивание вследствие соударения эластичной манжеты с металлической деталью через гидроабразивную прослойку. [11]
Ударно-гидроабразивное изнашивание происходит при соударении металлических поверхностей, когда в зоне контакта находятся одновременно жидкость и твердые частицы, способные поражать поверхность изнашивания. При этом виде изнашивания взаимодействие твердых частиц с поверхностью, изнашивания происходит прямым внедрением или относительным перемещением. Прямое внедрение частиц связано с ударом, относительное перемещение — с вытеснением жидкости из зоны контакта. При движении с жидкостью частицы изнашивают поверхность изделия путем микрорезания. Таким образом, механизм ударно-гидроабразивного изнашивания носит комплексный характер, включающий элементы ударно-абразивного и гидроабразивного изнашивания. [13]
К — Шрейбером ударно-абразивное изнашивание классифицируется на несколько видов, развитие которых связано с определенными условиями. Механизм ударно-абразивного изнашивания представляется следующим образом. В момент удара ( без проскальзывания) изнашиваемой поверхности по поверхности абразива в местах контакта металла с его зернами развиваются высокие напряжения, вызывающие пластическое деформирование металла. В результате чего часть абразивных зерен внедряется в изнашиваемую поверхность, образуя лунки различной формы и глубины. При многократном пластическом деформировании, кроме образования лунок, происходит отрыв частиц, а при испытании очень твердых и хрупких материалов наблюдается хрупкое выкрашивание. Если в зоне удара образца металла по абразивной поверхности имеется слой жидкости, то при ударах возбуждается пульсирующий гидроабразивный поток, вызывающий ударно-гидроабразивное изнашивание. [14]
Страницы: 1
www.ngpedia.ru
Энциклопедия трибологии — Гидро- и газоабразивное изнашивание
ГИДРО- И ГАЗОАБРАЗИВНОЕ ИЗНАШИВАНИЕ.
Гидро- и газоабразивным изнашиванием называется абразивное изнашивание в результате действия твердых частиц, взвешенных в жидкости (газе) и перемещающихся относительно изнашивающегося тела. Гидроабразивное изнашивание характерно для элементов топливной аппаратуры, двигателей внутреннего сгорания, объемного гидропривода, а также для деталей гидродинамических передач. В роли жидкости — носителя частиц, как правило, выступают смазочные материалы, топлива, тормозные и рабочие жидкости. Газоабразивное изнашивание наблюдается в элементах компрессоров и пневматического инструмента, где носителем абразивных частиц является сжатый воздух. Гидро- и газоабразивное изнашивание имеет общий механизм и характерные признаки проявления.
Интенсивность гидро- и газоабразивного изнашивания можно определить по формуле:
I=KVm, (1)
где К — коэффициент, зависящий от свойств абразива и параметров потока жидкости или газа; V — скорость потока, м/с; m — показатель степени, зависящий от материала детали (для СтЗ m = 2,3; для закаленной стали 45 m = 2,5; для белого чугуна m = 2,8).
Интенсивность изнашивания зависит от угла атаки, скорости потока, концентрации, размера, твердости абразивных частиц, соотношения твердости поверхности материала и абразивных частиц. С уменьшением угла атаки снижается величина ударного импульса, увеличивается вероятность пропахивания и микрорезания поверхности.
Повышение твердости сталей в целом благоприятно сказывается на сопротивлении изнашиванию, однако одновременно повышается опасность хрупкого разрушения. Износостойкость сталей увеличивается при наличии карбидов в вязкой структуре матрицы материал (сталь Х12). Износостойкость коррозионно-стойких сталей 9Х18Н10Т, 40Х13, 12Х18Н10Т повышается с увеличением содержания углерода.
Гидроабразивная износостойкость чугунов изменяется в широких пределах. Наиболее износостойкими являются хромистые чугуны, карбидо-чугуны. При повышении твердости сплавов и наплавленных металлов наблюдается увеличение износостойкости с повышением твердости. Износ твердых сплавов и минеральных материалов зависит от угла атаки αа, увеличиваясь при αа → 90°. Полимерные материалы слабо противостоят гидроабразивному изнашиванию.
Сравнительная износостойкость различных материалов при гидроабразивном изнашивании при углах атаки 10° и 70° приведена в табл.1.
| Материал | Твердость, МПа | Износостойкость, мин/мм3, при углах атаки αа | |
| 10° | 70° | ||
Минералокерамика С8 Твердые сплавы: ВК8 ВК15 Чугун ИЧХ12М Сормайт Чугун белый Сталь: Х12 Минералокерамика ЦМ-332 Сталь: 65Г 45 110Г13Л 12Х18Н9Т Серый чугун СЧ18 Резина на основе СКЧ-8 Сталь Ст3 Базальт Латунь Л63 Резин В14 Стекло Полиамид П68 Капролон В Винипласт Стекловолокнит АГ-4В | 33000
15000 11000 7900 5930 6200
7200 15400
6200 5700 2400 1700 1700 — 1200 8000 820 — 6400 — — — — | 120,0
83,8 32,0 11,2 10,2 7,7
7,5 6,7
6,2 4,8 4,7 3,9 3,6 3,2 3,2 2,8 1,7 1,6 1,0 1,0 0,9 0,9 0,2 | 42,6
29,4 13,0 6,8 6,7 5,7
6,7 2,2
— 5,7 4,8 5,4 2,4 8,5 3,6 0,5 2,6 4,6 0,2 1,4 1,1 0,7 0,2 |
С увеличением размера абразивных частиц до 150 мкм интенсивность изнашивания монотонно возрастает. Это связано с усилением влияния твердости абразивного материала и формы его части на процесс изнашивания. Присутствие влаги резко увеличивает интенсивность изнашивания, особенно при повышении температуры. Интенсивность гидроабразивного изнашивания в значительной степени обусловлена направлением скорости абразивных частиц, которое характеризуется углом атаки αа, т.е. углом между образующей профиля поверхности детали и вектором скорости потока жидкости (газа), несущего абразивные частицы.
При нормальном ударе, когда вектор скорости потока направлен перпендикулярно к поверхности детали, износостойкость материала определяется сопротивлением его микрообъемов усталостному, деформационному и хрупкому разрушению, а также способностью материала поглощать кинетическую энергию удара частиц вследствие упругой деформации. При малых углах атаки абразивных частиц их ударный импульс уменьшается, и повреждение материала происходит вследствие среза и отрыва частиц с образованием коротких царапин (рис.1). При углах атаки αа = 5-15° поток жидкости (газа) свободно обтекает выступы микронеровностей, динамические воздействия, воспринимаемые поверхностью, незначительны, поэтому интенсивность изнашивания невелика.
Рис.1. Зависимость интенсивности гидро- и газоабразивного изнашивания от угла атаки αа абразивных частиц для разных материалов: 1 — пластичных; 2 — хрупких.
У пластичных материалов с небольшой твердостью поверхности интенсивность изнашивания значительно выше, чем у высокопрочных хрупких материалов. С ростом угла атаки абразивных частиц до 20-30° интенсивность изнашивания пластичных материалов возрастает, поскольку увеличивается число соударений частиц с выступами микронеровностей, и при этом горизонтальная составляющая силы воздействия частиц (сила отрыва) превышает вертикальную составляющую, деформирующую микронеровности. Дальнейшее увеличение угла атаки приведет к еще большему увеличению вертикальной составляющей силы удара частиц и у пластичных ковких материалов вызовет эффект упрочнения поверхности, аналогичный наклепу. При этом интенсивность гидро- и газоабразивного изнашивания будет резко уменьшаться по мере увеличения угла атаки до 90°.
Хрупкие материалы, обладающие высокими прочностными свойствами, выдерживают воздействие абразивных частиц при углах атаки до 40—50°. Однако с увеличением угла атаки до 60—90° вертикальная составляющая силы удара частиц достигает значений, при которых происходит хрупкий излом выступов микронеровностей. Интенсивность гидро- и газоабразивного изнашивания твердых поверхностей в значительной мере зависит от высоты микронеровностей, угла их наклона, а также ориентации выступов шероховатости поверхности по отношению к направлению воздействия потока жидкости или газа.
К мероприятиям, направленным на увеличение износостойкости поверхностей при гидро- и газоабразивном изнашивании, относят увеличение твердости материалов деталей, применение эластомеров с более высоким модулем упругости, герметизацию сопряжений, а также обеспечение чистоты рабочих жидкостей или газов.
Литература
- Доценко А.И., Буяновский И.А. / Основы триботехники. Учебник. — М.: Инфра-М, 2014.
- А. В. Чичинадзе, Э. Д. Браун, Н. А. Буше и др.; Под общ. ред. А. В. Чичинадзе. / Основы трибологии (трение, износ, смазка). 2-е изд. переработ, и доп. — М.: Машиностроение, 2001.
tribology.site