Разработка технологических процессов обработки деталей
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность действий, взаимосвязанных между собой и направленных на объект процесса с целью получения требуемого результата. Технологические процессы состоят из рабочих операций, которые могут быть связаны друг с другом с помощью технологических переходов.
Принято различать три вида технологических процессов (ТП):
- единичный
- типовой
- групповой
Каждый ТП разрабатывается при подготовке производства изделий после отработки конструкции на технологичность (ГОСТ 14.201—83). Технологический процесс разрабатывается для изготовления нового изделия или совершенствования выпускаемого (в соответствии с достижениями науки и техники).
Основой для нового ТП обычно служит имеющийся типовой или групповой технологический процесс. Если таковые отсутствуют, то за основу берут действующие единичные технологические процессы изготовления аналогичных изделий.
Работа по разработке технологических процессов начинается с анализа исходных данных для разработки ТП (первый этап). Необходимо по имеющимся сведениям о программе выпуска и конструкторской документации на изделие ознакомиться с его назначением и конструкцией, требованиями к изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой, групповой ТП или аналог единичного процесса. Формируют технологический код изделия по технологическому классификатору, обрабатываемое изделие относится к соответствующей классификационной группе на основе кода и к действующему единичному или типовому процессу.
По классификатору заготовок, методике расчета и технико-экономической оценки выбора заготовок, стандартам и техническим условиям на заготовку и основной материал выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки.
Выбирают технологические базы, оценивают точность и надежность базирования (используют классификаторы способов базирования и существующую методику выбора технологических баз).
По документации типового, группового или единичного ТП составляют маршрут обработки, определяют последовательность технологических операций и состав технологического оснащения.
В основу построения маршрута обработки (плана операций) должны быть положены следующие принципы:
- в первую очередь необходимо назначать те операции, при выполнении которых в наименьшей степени уменьшается жесткость детали, а также те поверхности, при обработке которых легче выявляются дефекты заготовки и в наибольшей степени перераспределяются внутренние напряжения, в связи с чем уменьшается возможность деформации детали в последующих операциях
- операции, при выполнении которых можно ожидать повышенного брака, следует выполнять в начале технологического процесса
- в разрабатываемом технологическом процессе обработки детали необходимо предусмотреть раздельное выполнение черновых, чистовых и отделочных операций, в противном случае это может привести к снижению точности обработки
- точно скоординированные соосные отверстия необходимо обрабатывать с одной установки
- план операций механической обработки должен быть связан с термообработкой, так как последняя влияет не только на маршрут движения детали, но и на обрабатываемость металла и качество обработанных поверхностей
- отделочные операции обработки поверхностей следует выполнять в конце технологического процесса
Важный этап — разработка технологических операций и расчет режимов обработки. На основании документации типовых, групповых или единичных технологических процессов и классификатора технологических операций составляют последовательность переходов в каждой операции, выбирают средства технологического оснащения (СТО), в том числе средства контроля и испытаний (используют стандарты, каталоги, альбомы).
На основании документации типовых, групповых или единичных технологических процессов и классификатора технологических операций составляют последовательность переходов в каждой операции, выбирают средства технологического оснащения (СТО), в том числе средства контроля и испытаний (используют стандарты, каталоги, альбомы).
На этом же этапе выбирают средства механизации и автоматизации процесса и внутрицеховые средства транспортирования. Назначают и рассчитывают режимы обработки на основании тех-нологических нормативов.
Необходимо осуществить нормирование ТП: установить исходные данные для расчета норм времени и расхода материалов, рассчитать затраты труда и расход материалов, определить разряд работ и профессии исполнителей операций (используют нормативы времени и расхода материалов, классификаторы разрядов работ и профессий).
По методике расчета экономической эффективности процессов (просчитывается несколько вариантов) выбирают оптимальный ТП.
На заключительном этапе на основании стандартов ЕСТД технологический процесс оформляется документально, осуществляется нормоконтроль технической документации.
Выбор технологического оборудования. Этот этап начинают с анализа формирования типовых поверхностей деталей для определения наиболее эффективных методов их обработки, учитывая при этом назначение и параметры изделия. Результаты анализа представляют в виде отношений затрат основного и штучного времени и приведенных затрат на выполнение работ различными методами. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор оборудования осуществляют по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. Физическая величина, характеризующая главный параметр, устанавливает взаимосвязь оборудования с размером изготовляемого изделия.
При выборе оборудования учитывают также минимальный объем приведенных затрат на выполнение технологического процесса при максимальном сокращении периода окупаемости затрат на механизацию и автоматизацию. Годовая потребность в оборудовании определяется по годовому объему работ, устанавливаемому статистическим анализом затрат средств и времени на изготовление изделий.
Производительность оборудования определяют на основании анализа времени изготовления изделия заданного качества.
Выбор технологической оснастки и средств контроля. При выборе технологической оснастки и средств контроля предусматривается проведение следующего комплекса работ:
- анализ конструктивных характеристик изготавливаемого изделия (габаритные размеры, материалы, точность, геометрия и шероховатость поверхностей и т. д.), организационных и технологических условий изготовления изделия (схема базирования и фиксации, вид технологической операции, организационная форма процесса изготовления и т. д.)
- группирование технологических операций для определения наиболее приемлемой системы технологической оснастки и повышения коэффициента ее использования
- определение исходных требований к технологической оснастке
- отбор номенклатуры оснастки, соответствующей установленным требованиям
- определение исходных расчетных данных для проектирования и изготовления новых конструкций оснастки
- выдача технического задания на разработку и изготовление технологической оснастки
Конструкцию оснастки определяют на основе стандартов и типовых решений для данного вида технологических операций с учетом габаритных размеров изделий, вида и материала заготовок, точности параметров и конструктивных характеристик обрабатываемых поверхностей, влияющих на конструкцию оснастки, технологических схем базирования и фиксации заготовок, характеристик оборудования и объемов производства.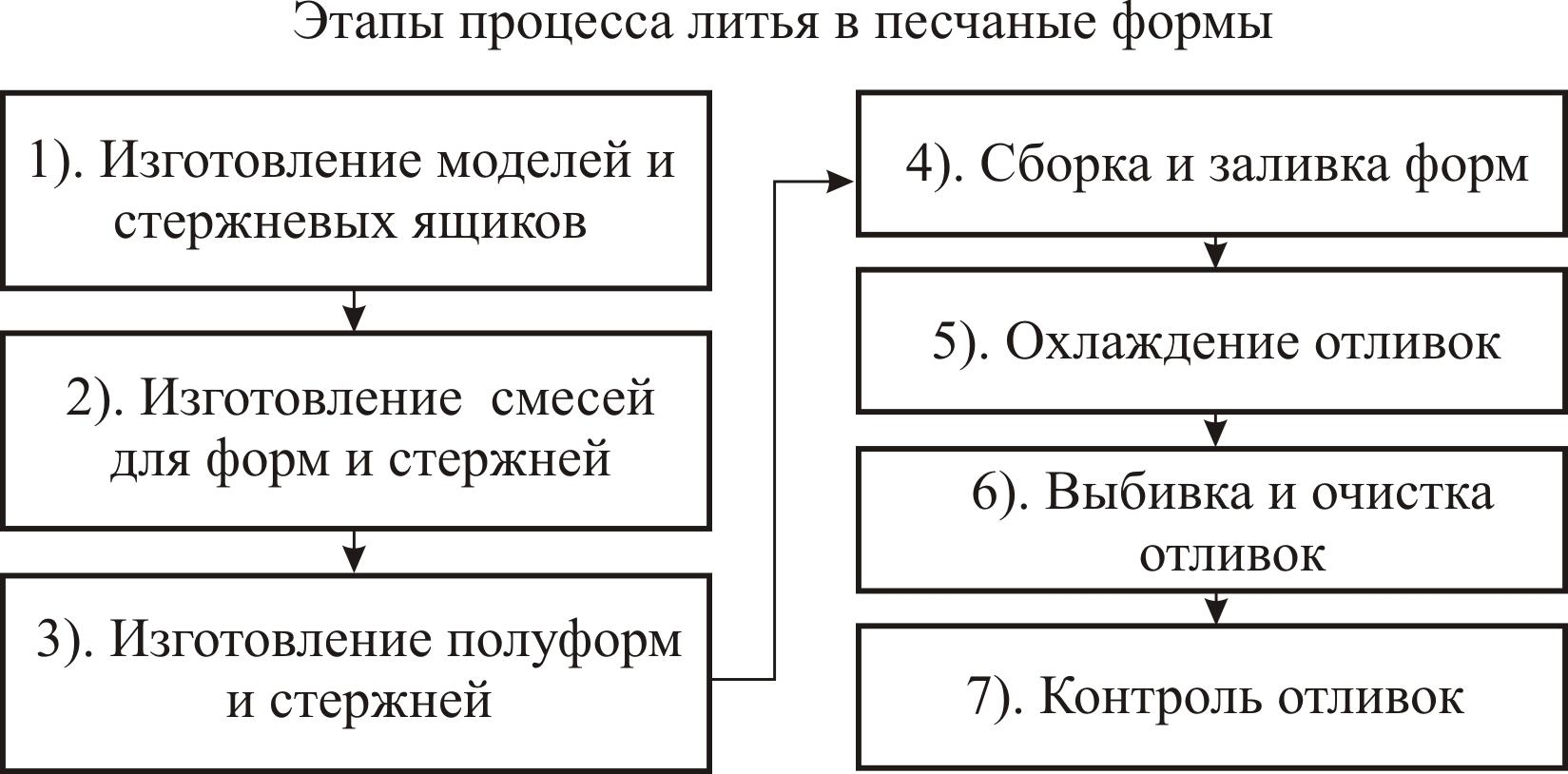
При разработке процессов контроля выявляют характеристики объекта контроля; показатели процесса контроля, определяющие выбор средств; уточняют методы и схемы измерений, для чего требуется конструкторская документация на изделие, технологическая документация на его изготовление и контроль, методика расчета показателей контроля.
Состав средств контроля должен обеспечивать заданные показатели с учетом метрологических и эксплуатационных характеристик (используются государственные, отраслевые стандарты и стандарты предприятий на средства контроля, классификаторы и каталоги средств контроля). Произведенный выбор средств контроля обосновывается экономически выдаются исходные данные и технические задания для проектирования недостающих средств. Затем составляют ведомости отобранных средств. По результатам выбора средств контроля оформляют технологическую документацию согласно требованиям стандартов.
Формы организации технологических процессов. Форма организации технологических процессов изготовления изделия зависит от установленного порядка выполнения операций, расположения технологического оборудования, числа изделий и направления их движения в процессе изготовления.
Существуют две формы организации ТП — групповая и поточная:
- Групповая форма организации ТП характеризуется однородностью конструктивно-технологических признаков заготовок, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Группы заготовок для обработки в определенном структурном подразделении (цехе, участке и т. д.) должны устанавливаться с учетом трудоемкости обработки и объема выпуска. Окончательно номенклатуру групп заготовок, подлежащих обработке на конкретном участке (цехе), следует устанавливать после расчета загрузки оборудования.
- Поточную форму отличает специализация каждого рабочего места на определенной операции, согласованное и ритмичное выполнение всех операций технологического процесса на основе постоянства такта выпуска и размещение рабочих мест в последовательности, строго соответствующей ТП.
При рассмотрении факторов, определяющих форму организации ТП, сначала устанавливают виды изделий, затем их группируют по общности конструктивно-технологических признаков. Это позволяет в каждом случае определить тип производства изделий и их составных частей.
Это позволяет в каждом случае определить тип производства изделий и их составных частей.
Учитывая заданную программу выпуска каждого изделия, намечают календарные сроки выполнения заданий на основе длительности производственных процессов. Одновременно определяют необходимое оборудование, коэффициент его загрузки, а также показатель относительной трудоемкости.
Организация ТП должна обеспечивать ритмичный выпуск изделий при условии их прохождения по всем операциям с наименьшими перерывами, т. е. максимально приближаться к поточной форме. Поточная форма организации ТП в зависимости от номенклатуры одновременно обрабатываемых заготовок может реализовываться на однономенклатурных и многономенклатурных поточных линиях. Первая поточная линия характеризуется обработкой заготовок одного наименования по закрепленному ТП в течение длительного периода времени. На многономенклатурных поточных линиях обрабатывается группа конструктивно подобных деталей с однородными операциями обработки, причем каждая деталь имеет серийный выпуск.
Разработка типовых и групповых технологических процессов. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы деталей, обладающих общими конструктивными признаками.
Типовые технологические процессы разрабатывают на основе анализа множества действующих и возможных технологических процессов на типовые представители групп деталей. Типизация обеспечивает устранение многообразия технологических процессов обоснованным сведением их к ограниченному числу типов. Типизация технологических процессов основана на классификации объектов производства, она заключается в разделении их по конструктивным признакам на отдельные группы, для которых возможна разработка общих технологических процессов или операций.
Начальным этапом разработки типовых технологических процессов является классификация объектов производства. Затем для каждого класса деталей разрабатывают основные маршруты изготовления, включая заготовительные процессы. Затем выбирают заготовку и методы ее изготовления. Руководствуясь классификатором способов базирования и методикой выбора технологических баз, выбирают схему базирования, оценивают точность и надежность базирования.
Затем выбирают заготовку и методы ее изготовления. Руководствуясь классификатором способов базирования и методикой выбора технологических баз, выбирают схему базирования, оценивают точность и надежность базирования.
Составляют технологический маршрут в порядке последовательности операций, определяют группы оборудования для выполнения операций.
При разработке технологических операций — выбирают их структуру, последовательность переходов в операции, подбирают оборудование и оснастку, обеспечивающие оптимальную произво-дительность при заданном качестве, рассчитывают загрузку оборудования, определяют оптимальные режимы резания, припуски на обработку, а также нормы времени. Устанавливают разряд работ и профессии исполнителей операций.
Оценка вариантов типовых технологических процессов для выбора оптимального осуществляется по методикам расчета точности, производительности и экономической эффективности.
Заключительным этапом разработки типовых технологических процессов является оформление их согласно требованиям стандартов ЕСТД.
Групповой технологический процесс (ГТП) предназначен для совместного изготовления группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах. ГТП разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производства в условиях единичного, мелкосерийного и серийного производства. Групповой технологический процесс состоит из комплекса групповых технологических операций, разрабатываемых для выполнения на специализированных рабочих местах согласно технологическому маршруту изготовления определенной группы изделий.
При разработке групповой технологической операции следует предусмотреть достаточную величину суммарной трудоемкости технологически однородных работ для обеспечения непрерывной загрузки средств технологического оснащения без их полной переналадки в течение экономически целесообразного периода. Основой разработки ГТП и выбора общих средств технологического оснащения для совместной обработки группы изделий является комплексное изделие.
При выборе комплексного изделия следует учитывать, что его конструкция должна содержать основные элементы всех изделий группы, подлежащие обработке. Комплексное изделие может быть одним из изделий группы, реально существующим или искусственно созданным (т. е. условным).
При значительном разнообразии конструкций, затрудняющих искусственное создание комплексного изделия, его заменяют двумя или несколькими характерными деталями группы. Групповые технологические процессы и операции разрабатывают для всех типов производства только на уровне предприятия в соответствии с требованиями стандарта.
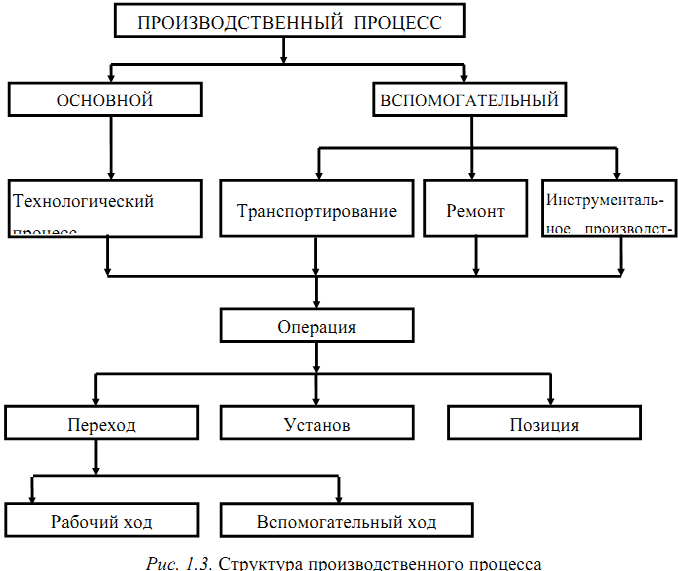
1.1.. Технологический процесс и его структура
Вопросы к
междисциплинарному экзамену
Технологическим процессом по ГОСТ 3.1109 — 82 называется часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
В
результате этих действий последовательно
изменяются и контролируются размеры,
форма, шероховатость поверхности,
внешний вид и внутренние свойства
изделий.
В зависимости от вида действий различают технологические процессы механической обработки, сборки, литья, обработки давлением, термообработки, нанесения покрытий и. т. д.
Технологический процесс состоит из технологических операций. Технологической операцией по ГОСТ 3.1 109 — 82 называется часть технологического процесса, выполняемая на одном рабочем месте.
Операция может включать неоднократную установку и снятие заготовки, смену инструмента, вида обработки, приспособлений, контрольно-измерительных устройств, т.е. совокупность всех действий, которые осуществляются на данном рабочем месте над одним изделием без перехода к обработке другого изделия.
В
технологической документации на
технологический процесс наименование
операции механической обработки
записывается именем прилагательным от
станочной группы, к которой принадлежит
используемый на данной операции станок.
Например: токарная, фрезерная, сверлильная
и. т. д. Нумеруются операции цифрами
кратными 5. Например: 005, 010, 015 и. т. д. Это
необходимо для резервирования позиций
при внесении изменений в технологический
процесс.
т. д. Нумеруются операции цифрами
кратными 5. Например: 005, 010, 015 и. т. д. Это
необходимо для резервирования позиций
при внесении изменений в технологический
процесс.
Последовательность технологических операций обработки или сборки изделий называется технологическим маршрутом.
Технологический переход – законченная часть технологической операции, выполняемая одними и теми же средствами технологического оснащения при постоянных технологических режимах и установке.
Вспомогательный переход — законченная часть технологической операции, состоящая из действий человека и (или) оборудования, которые не сопровождаются изменением свойств предметов труда, но необходимы для выполнения технологического перехода.
Примерами
вспомогательного перехода являются
закрепление заготовки на станке, смена
инструмента и т.д. Наименование перехода
записывается глаголом в неопределенной
форме, который соответствует выполняемому
действию. Например: установить, снять,
переустановить.
Например: установить, снять,
переустановить.
Рабочий ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, сопровождаемого изменениями формы, размеров, качества поверхности или свойств заготовки.
Вспомогательный ход — законченная часть технологического перехода, состоящая из однократного перемещения инструмента относительно заготовки, необходимого для подготовки рабочего хода.
Установ — часть технологической операции, выполняемая при неизменном закреплении обрабатываемых заготовок или собираемой сборочной единицы.
Если два и более перехода выполняются при неизменном закреплении заготовки, то говорят, что эти переходы выполняются за один установ.
Позиция —
фиксированное положение, занимаемое
неизменно закрепленной обрабатываемой
заготовкой или собираемой сборочной
единицей совместно с приспособлением
относительно инструмента или неподвижной
части оборудования при выполнении
определенной части операции.
Изменение позиции заготовки относительно инструмента производится с помощью различных поворотных устройств и на станках револьверного типа. В технологической документации позиции обозначаются римскими цифрами (I, II, …,V,…,Х)
Прием — законченная совокупность действий человека, применяемых при выполнении перехода или его части и объединяемых одним целевым назначением.
Например, вспомогательный переход “установить и снять заготовку” включает следующие приемы: взять заготовку, установить ее в приспособление, закрепить, включить вращение шпинделя станка, выключить вращение шпинделя станка (после обработки), открепить заготовку, снять заготовку со станка. Рассмотрим структуру операции на следующем примерах.
СТАДИЙ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
Мы обнаружили, что в вашем браузере отключен Javascript. Динамический характер нашего сайта означает, что для правильной работы необходимо включить Javascript. Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Пожалуйста, ознакомьтесь с нашими условиями для получения дополнительной информации.
Далее
Копирование и редактирование
7651537
Описание
2º Карта разума ESO Tecnología на ЭТАПАХ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА, созданная Хесусом Гарсией 02.12.2017.
Теги не указаны
- технология
- 2º де Эзо
Интеллект-карта Хесуса Гарсии, обновленная более 1 года назад Более Меньше
Создано Хесусом Гарсией около 6 лет назад | ||
Скопировано Хесусом Гарсией около 6 лет назад | ||
ЭТАПЫ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
- 1. ОБНАРУЖЕНИЕ ПРОБЛЕМЫ ИЛИ НЕОБХОДИМОСТИ
- Опишите проблему и условия или ограничения.

- 2. ПОИСК ИНФОРМАЦИИ
- 3. СОЗДАНИЕ И ВЫБОР ИДЕИ (ДИЗАЙН I)
- 4. РАЗРАБОТКА ИДЕИ (ДИЗАЙН II)
- 5. ПЛАН КОНСТРУКЦИИ
- 9001 9 6. КОНСТРУКЦИЯ
- Построить объект или систему по плану и согласно
правила техники безопасности и гигиены.
- 7. ОЦЕНКА
- Проверить объект или систему. Это работает?
- № Мы должны отступить и посмотреть
в чем проблема (ошибка проектирования,
ошибка конструкции и т.д.)
- ДА! МЫ ПОНЯЛИ!
- № Мы должны отступить и посмотреть
в чем проблема (ошибка проектирования,
ошибка конструкции и т.д.)
- Проверить объект или систему. Это работает?
- Построить объект или систему по плану и согласно
правила техники безопасности и гигиены.
- — 1. Составьте список необходимых материалов и инструментов. — 2. Составьте лист технологических инструкций,
распределение задач и операций между каждым членом команды — 3. Составьте бюджет.
- 5. ПЛАН КОНСТРУКЦИИ
- — 1. Сделайте рисунки и краткие пояснения, чтобы определить объект или систему, которую мы будем
строить: перспективы, виды, чертежи в разобранном виде или детальные чертежи. — 2. Нарисуйте
электрические/электронные или механические схемы, если необходимо.

- 4. РАЗРАБОТКА ИДЕИ (ДИЗАЙН II)
- — 1. Индивидуальные эскизы возможного решения проблемы. — 2.
команда выбирает лучшее решение — 3. Иногда команда выбирает микс
разных моделей; в этом случае нам нужно нарисовать его эскиз.
- 3. СОЗДАНИЕ И ВЫБОР ИДЕИ (ДИЗАЙН I)
- Чтобы получить идеи по решению проблемы, мы можем поискать информацию в Интернете,
чтение книг, общение со специалистами и т. д.
- Опишите проблему и условия или ограничения.
Показать полное резюме Скрыть полную сводку
Аналогичные
Материалы (словарь)
Хесус Гарсия
Разработка программного обеспечения
CRHISTIAN SUAREZ
Tarea 1 — La Naturaleza de la Electricidad
9 0014 Паула АндреаMAPAS CONCEPTUALES DIGITALES
Мариана Виктория
MAPAS CONCEPTUALES DIGITALES
Andrés Paredes
MAPAS CONCEPTUALES DIGITALES
Maira Urrego
Conocimienticas del conocimiento científico y technológico
Хосе Маурисио
ESPAÑA
1703lolamora
fichas TIC
Mayra Felix
Projecte Tècnic
Jo an Valero
CONCEPTOS BÁSICOS DE TECNOLOGÍA
Evelin Valencia 0624
Browse Library
Шаблон модели жизненного цикла технологии – инновации Программные онлайн-инструменты
Получить шаблон
Получить этот инструмент и еще 100 инструментов с набором шаблонов Pro
Шаблон модели жизненного цикла технологии
Интерактивное приложение «Модель жизненного цикла технологии»
Получить шаблон
Получить этот инструмент и еще сотни других с набором шаблонов Pro
Модель жизненного цикла технологии 9018 8 показан путь, который проходит технология от рождения до конечного результата. смерть и стадии между ними. Понимание жизненного цикла технологии помогает компаниям прогнозировать, когда они смогут окупить инвестиции, вложенные в разработку, и когда планировать новые проекты.
смерть и стадии между ними. Понимание жизненного цикла технологии помогает компаниям прогнозировать, когда они смогут окупить инвестиции, вложенные в разработку, и когда планировать новые проекты.
Описание модели жизненного цикла технологии
Существует четыре фазы жизненного цикла технологии , включая исследования и разработки, рост, зрелость и неизбежный спад. Ключевые аспекты каждого этапа изложены ниже:
- Исследования и разработки : На этом этапе затраты намного превышают отдачу, а будущее технологии все еще остается неопределенным. Этот этап также включает в себя вывод продукта на рынок, где может быть проведено бета-тестирование и внесены дальнейшие улучшения в продукт.
- Стадия роста : На этой фазе происходит официальное внедрение продукта на рынок, а уровень внедрения и использования очень высок. На этом этапе извлекается прибыль.
- Зрелость : На этом этапе процесса рынок насыщается, и количество новых пользователей выравнивается.
 Однако технология может продолжать приносить прибыль за счет постепенного улучшения продукта, что время от времени создает у потребителей потребность в новых версиях.
Однако технология может продолжать приносить прибыль за счет постепенного улучшения продукта, что время от времени создает у потребителей потребность в новых версиях. - Неизбежный спад : На этом этапе продажи снижаются, и на горизонте появляется замещающая технология. Потребность в дополнительных улучшениях отпадает вместе с продажами продукта. Лучший план действий на данном этапе — сократить или исключить финансирование, связанное с этой технологией, и вложить эти ресурсы в новый проект.
Инструменты и шаблоны онлайн-модели жизненного цикла технологии Praxie
В отличие от большинства традиционных Модель жизненного цикла технологии , онлайн-инструменты Praxie Модель жизненного цикла технологии позволяют любой команде или организации мгновенно приступить к работе с нашими веб-шаблонами и формами ввода.
Жизненные циклы технологии примерно отображают кривую принятия рынком, так что эволюция данной технологии проходит через фазы принятия потребителями первых последователей, провидцев, прагматиков, консерваторов и отстающих.
Различные методы управления проектами, оценки рисков и карты процессов могут использоваться для предоставления информации, данных и дополнительной поддержки при использовании Метод жизненного цикла технологии . Начните работу с нашего шаблона модели жизненного цикла технологии .
Как это использовать:
- Составьте карту ваших технологий, продуктов/услуг и ключевых потребностей клиентов, удовлетворяемых на протяжении всего жизненного цикла.
- Совместите свое мышление с различными фазами жизненного цикла.
- Создайте свой план действий, чтобы обеспечить эффективное продвижение через различные этапы с вашими технологиями, продуктами, услугами и общей стратегией для удовлетворения ваших основных потребностей клиентов.
Наша цифровая платформа выходит далеко за рамки других программных инструментов, включая панели мониторинга прогресса, интеграцию данных из существующих документов или другого программного обеспечения SaaS, элегантный интуитивно понятный дизайн и полный доступ на любом настольном компьютере или мобильном устройстве.