Как гильзуют блок цилиндров | Правильный ремонт ДВС
Когда расточка блока цилиндров невозможна, остается один способ вернуть к жизни изношенный блок – это гильзовка. Гильзовка – установка ремонтных гильз в блок цилиндров. Для этого отверстия в блоке цилиндров растачиваются под размер ремонтных гильз, при этом точность обработки должна быть достаточно высока, чтобы обеспечить нужный натяг при посадке гильзы в блок цилиндров. Величина натяга зависит от материала блока, толщины перегородок между цилиндрами и.т.д. Например, при гильзовке чугунного блока гильза устанавливается с натягом в 0,07-0,08 мм.. При гильзовке алюминиевого блока, в зависимости от сплава блока и толщины стенок между цилиндрами натяг составляет от 0,04 до 0,08 мм. От продольного смещения гильзу удерживает упор, который может располагаться, как снизу, когда гильза своим основанием упирается в блок цилиндров, так и с сверху, когда бурт наверху гильзы опирается на проточку в блоке цилиндров.
Блок цилиндров с вырезанной гильзойБлок цилиндров с вырезанной гильзой
Первый этап гильзовки – это расточка отверстия в блоке цилиндров и доработка гильзы до нужных размеров.
Расточка блока цилиндров под гильзу
Второй этап – это запрессовка гильз. Для этого блок цилиндров нагревается до 80-100⁰С, а сами гильзы охлаждаются в жидком азоте (температура кипения азота -195,8°C). После этой процедуры гильза от руки заходит в отверстие блока.
Нагрев блока цилиндровЖидкий азотЗапрессовка гильзыНагрев блока цилиндров
После этого, гильзы на специальном прессе осаживаются с определенным усилием, чтобы исключить возможное проседание гильзы в процессе эксплуатации.
Третий этап – расточка гильзы. Блок цилиндров устанавливается на расточной станок и производится расточка отверстий цилиндров с припуском на последующую хонинговку.
Расточка гильзы цилиндраРасточка гильзы цилиндра
Четвертый этап – обработка плоскости или плоскостей сопряжения с ГБЦ.
Фрезеровка плоскости разъемаФрезеровка плоскости разъема
Далее блок цилиндров отправляется в мойку. Где из него удаляются стружка и пыль, оставшиеся после механической обработки.
Где из него удаляются стружка и пыль, оставшиеся после механической обработки.
Мойка блока цилиндров
На пятом этапе происходит обработка цилиндров на хонинговальном станке, где цилиндры обрабатываются до нужного диаметра, чтобы обеспечить необходимый тепловой зазор между поршнем и цилиндром и наносится хон-риска.
Хонингование цилиндраХонингование цилиндра
У вас остались вопросы? Звоните, мы с удовольствием ответим.
Понравилось? Если да, то ставьте лайки!
Что такое гильза в двигателе
Зачем нужна гильзовка блока цилиндров
Статья о гильзовке блока цилиндров мотора автомобиля — для чего нужна гильзовка, ее виды и проведение работы. В конце статьи — видео про гильзовку.Содержание статьи:Гильзовка цилиндрового блока – это с технологической точки зрения достаточно непростой процесс, в ходе которого в цилиндровый блок устанавливаются гильзы (внутренние оболочки). Данные манипуляции могут производиться как на этапе сборки нового двигателя, так и в процессе выполнения ремонтных работ.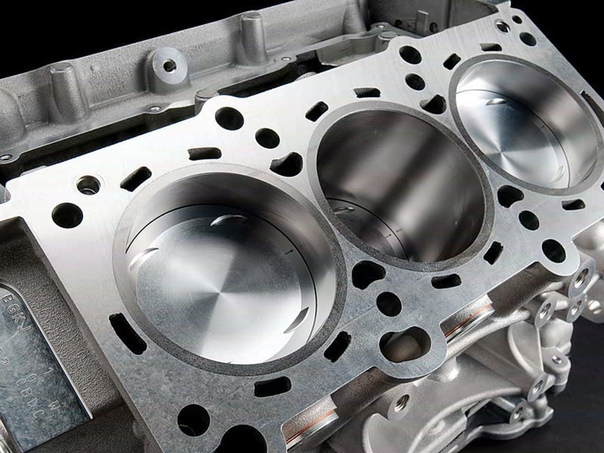 Рассмотрим оба случая подробней.Гильза цилиндрового блока – это цилиндр из металла, представляющий собой внутреннюю оболочку (вставку) блока цилиндра. Различают два типа гильз, применяемых в автомобильных двигателях:
Рассмотрим оба случая подробней.Гильза цилиндрового блока – это цилиндр из металла, представляющий собой внутреннюю оболочку (вставку) блока цилиндра. Различают два типа гильз, применяемых в автомобильных двигателях:- «сухие» гильзы – те, которые монтируются в блок цилиндров непосредственно на этапе изготовления нового мотора, и каналы для подачи хладагента в области расположения этой гильзы не предусмотрены;
- «мокрые» гильзы – те, которые со своей внешней стороны соприкасаются с хладагентом, который циркулирует между гильзой и телом блока.
Гильзовка цилиндрового блока может производиться в следующих случаях:
- на этапе производства двигателя;
- на этапе ремонта двигателя.

Чугун для производства двигателя хорош своей недорогой себестоимостью и высокой прочностью, но его «минусы» слишком существенны:
- он втрое тяжелей, чем алюминий;
- чугун подвержен коррозийным процессам;
- низкая теплопроводность чугуна требует большего количества охлаждающей жидкости для поддержания нормальных условий эксплуатации.
К пятидесятым годам это конструктивное решение стало широко применяться для многих моделей. Но на тот период оставались нерешёнными такие проблемы, как быстрое прогорание прокладок и пониженная жёсткость блока в сочетании с высокой степенью нагрузки на гильзы, поэтому полностью уйти от применения чугуна конструкторам не удавалось.
В начале семидесятых годов на смену «мокрым» гильзам пришли «сухие». Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Это произошло благодаря появлению новых технологий запрессовки гильз из чугуна в мягкий алюминий. Но идеального результата всё равно не получилось – различные коэффициенты расширения металлов вследствие нагрева узла до рабочих температур приводили к появлению зазора между цилиндром и гильзой. С другой стороны, вес блока был существенно снижен, и это на фоне повышения жёсткости цилиндра.
Характер нагрузки на стенки таков, что со временем цилиндры из круглых становятся овальными. Как следствие – поршневые кольца прилегают уже неплотно, формирующиеся отработавшие газы и частично горючая смесь поступают в картер. Следствие – высокое потребление масла, общее понижение мощности мотора.
Ещё один признак этой проблемы двигателя – выхлопной дым сизого цвета, указывающий на наличие в выхлопе тех веществ, которых там не должно быть.
«Лечится» овализация цилиндров их расточкой, в ходе которой цилиндры возвращают к их изначальной геометрии, стачивая изнутри «лишнее» с помощью специализированных станков. В расточенный цилиндр устанавливается поршень увеличенного диаметра, и технология работы таким образом восстанавливается.Иногда расточка применяется не для ремонта, а для того, чтобы повысить мощность мотора. В этом случае действия производятся аналогичные, с той разницей, что изначально обрабатываемые цилиндры имеют нужное круглое сечение, задача – просто увеличить их внутренний радиус.
Вставленная таким образом в цилиндр гильза будет принимать на себя удар поршня. Со временем она также придёт в негодность, и её можно будет, в свою очередь, заменить. Правда, здесь следует отметить, что к этому моменту по статистике уже будет требоваться замена не только гильзы, но и самого поршня и колец.
Гильза цилиндра, как и любая другая деталь, изнашивается и может приходить в негодность.
- плановый;
- преждевременный.
- длительная эксплуатация мотора на некачественном топливе;
- несвоевременное прохождение технического осмотра;
- плохо проведённый ремонт, повлекший за собой выход поршневого пальца.
Технологический процесс гильзовки цилиндрового блока в процессе ремонта двигателя зависит от конструктивных особенностей агрегата.
 Если блок содержит «мокрые» гильзы, процесс ремонта выглядит понятно: старую гильзу вытягивают из цилиндра и на её место вставляют новую.
Если блок содержит «мокрые» гильзы, процесс ремонта выглядит понятно: старую гильзу вытягивают из цилиндра и на её место вставляют новую.Как правило, производитель мотора предусматривает сменные гильзы для своего агрегата. Некоторые производители заявляют, что в ходе проведения ремонта менять следует не все гильзы блока, а только те, которые пришли в негодность или установлены в цилиндрах с диагностированными изъянами.
Другие утверждают, что менять можно только те гильзы, которые признаны негодными. Решение о замене определяется по результатам измерений нутрометра.В случае блока с «сухими» гильзами замена может быть проведена двумя способами:
- холодным способом;
- с применением термической обработки.
 От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.
От того, как точно будут произведены измерения, зависит правильный подбор гильзы на замену.Видео о гильзовке:
Гильзование блока цилиндра: 3 типа детали и 2 основных метода
Часто производитель авто предусматривает расточку блока цилиндров под больший размер поршня в ремонтных целях. Но не всегда такой ремонт возможен. К категории исключений стоит отнести трещины, задиры и глубокие царапины в цилиндре после разрушения поршня, а также его избыточный износ, отсутствие комплекта, необходимого для ремонта или их высокая стоимость. В случае с определёнными двигателями такой ремонт вовсе не предусмотрен. Гильзовка блока цилиндров является альтернативным вариантом ремонта в упомянутых ситуациях.
Что такое гильза блока цилиндров двигателя
Гильза представлена в виде съёмной вставки в блок цилиндров двигателя. Иными словами – это своеобразные стенки блока цилиндра, поскольку поршень движется именно в ней. Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Рабочий объём цилиндра напрямую зависит от объёма гильзы. Гильзование блока цилиндра – это установка гильзы в цилиндр. Такие ремонтные работы можно смело отнести к категории сложных. В данном случае успех зависит не только от подготовительных работ, но также от наличия специального оборудования.
Независимо от типа втулок блока они должны соответствовать следующим требованиям:
- материал, из которого они изготовлены, должен быть прочным;
- стойкость к температурным и механическим нагрузкам;
- стойкость к коррозионным процессам.
Если гильзы устанавливаются с уплотнителем, то в месте стыковки втулки с блоком цилиндров необходимо обеспечить требуемые параметры. При выборе гильз обращайте внимание на такие факторы, как толщина стенок, а также конусность и эллипсность изделий. Некоторые гильзы не предусматривают наличие допуска под дополнительную расточку после установки в блок – данный нюанс также необходимо брать во внимание.
Дополнительно рекомендуем прочитать подробную статью нашего специалиста, в которой рассказывается о том, что такое опрессовка ГБЦ.
Также советуем внимательно изучить статью нашего эксперта, посвящённую тому, как снять головку блока цилиндров.
Разновидности гильз
Классификация гильз предполагает их распределение на мокрые, сухие и с воздушным охлаждением.
В случае с мокрыми гильзами наблюдается соприкосновение её поверхности с охлаждающей жидкостью, которая находится в полости двигателя с водяным охлаждением. Отвод тепла при использовании такой гильзы намного лучше, но недостатком является меньшая жёсткость картера двигателя. Ключевое достоинство представлено высоким уровнем ремонтопригодности, поэтому такие гильзы наиболее распространены на двигателях для тракторов и грузовиков. Перед установкой нет необходимости что-либо дорабатывать, а изношенные гильзы сразу заменяются и чаще всего ремонту не подвергают. При осуществлении замены мокрых гильз двигатель даже не снимают с шасси.
Сухие гильзы с охлаждающей жидкостью не соприкасаются. Использование износостойких материалов при их изготовлении позволяет создать оптимальные условия для работы группы цилиндров и поршней.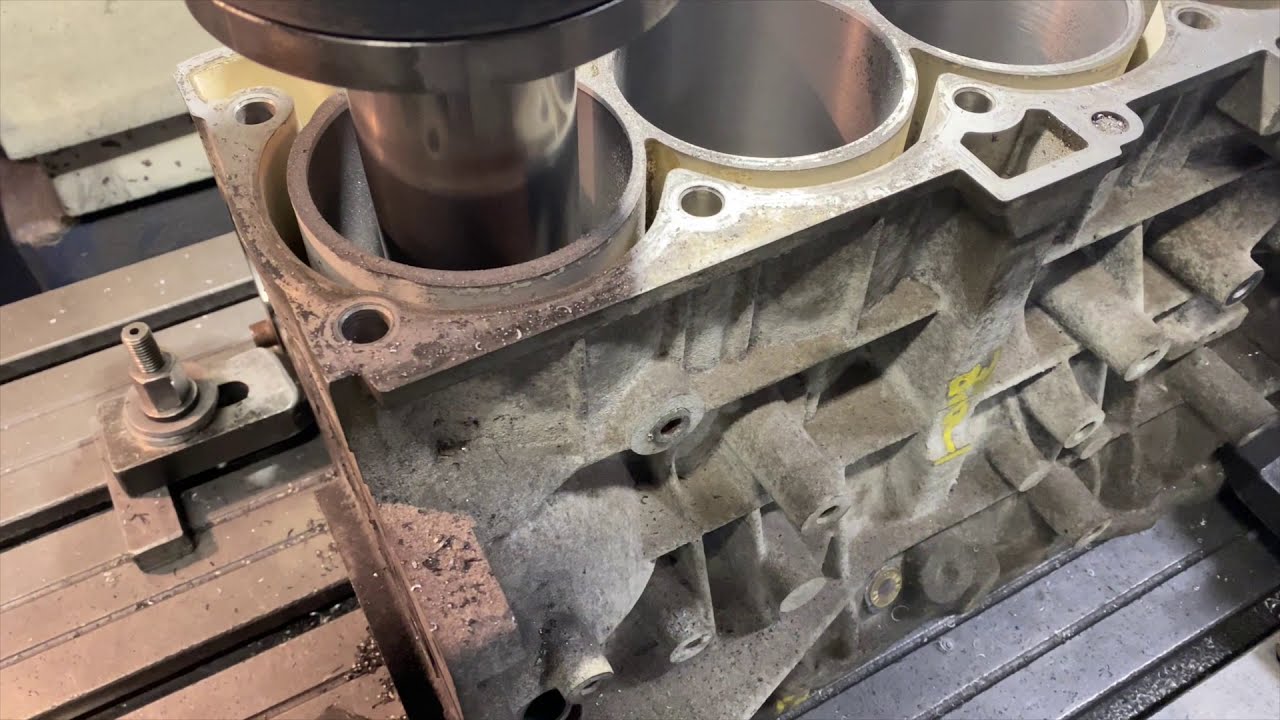 В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
В случае с сухими ремонтными гильзами допускается шлифовка наружной поверхности, чтобы добиться оптимальной плотности прилегания. Фиксация возможна при монтаже нижним, верхним буртом или без упора. Жёсткость блока картера с сухими гильзами более высокая, если сравнивать с мокрыми.
Гильзы, устанавливаемые в двигателях с воздушным охлаждением, представлены отдельно отлитыми цилиндрами с воздушными рёбрами, расположение которых является перпендикулярным относительно оси цилиндра. Фиксация осуществляется с помощью короткий шпилёк через опорный фланец на верхней части картера. Также используются несущие, то есть анкерные шпильки.
Такие гильзы могут быть би- или монометаллическими. Для их изготовления используется несколько сплавов или один металл. При изготовлении биметаллических элементов наиболее востребованными вариантами являются цилиндры из стали или чугуна с рёбрами из алюминия, которые могут быть навиты или залиты. Для изготовления цилиндров из одного металла часто используется чугун. Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Лёгкие сплавы и сталь имеют меньшее распространение. Двигатели с воздушным охлаждением устанавливаются преимущественно на тяжёлую строительную технику. В качестве примера стоит привести производителя немецких двигателей индустриальной направленности – компанию DEUTZ.
Технология гильзовки
Гильзование блока цилиндра можно провести на любом моторе. Возможна изначальная заводская гильзовка блока цилиндров, при которой стоит использовать мокрую гильзу, а изношенные втулки заменяются на новые. Такой вид ремонта нельзя назвать сложным, поскольку доступна ручная замена путем подбора готовых гильз. В одновременной замене втулок сразу во всех цилиндрах чаще всего нет никакой необходимости, а чтобы в этом убедиться, необходимо воспользоваться нутромером. Данный инструмент позволит провести диагностику каждой гильзы в блоке и заменить только изношенные.
При выборе технологии ремонта стоит ориентироваться на вид гильз, а выбирать придётся между горячим гильзованием и запрессовкой. Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Помните, что чугунные гильзы подходят для блоков из того же материала, а гильзовка алюминиевого блока цилиндров осуществляется только путем установки гильзы из сплавов этого металла.
Предварительные работы выглядят следующим образом:
- Необходимо провести расточку цилиндра, если речь не идёт о цилиндре из галникала. На данном этапе очень важно выдержать необходимую форму паза.
- Хонингование пазов является следующим шагом, по завершению которого можно приступать непосредственно к гильзованию.
Метод горячего гильзования
Горячее гильзование блока цилиндра подходит для работы с сухими гильзами и предполагает реализацию следующих этапов:
- Нагревание блока цилиндров до 150 градусов.
- Охлаждение гильзы с помощью жидкого азота и её дальнейшая обработка специальным средством, благодаря которому установка холодной втулки в горячий блок не вызовет образование конденсата.
- Установка втулки в посадочное гнездо.
В плане качества такой метод считается наиболее подходящим, поскольку посадка получается плотной, а в зоне соприкосновения гильзы с блоком достигается необходимое натяжение. Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.
Под тяжестью собственного веса втулка без труда попадает в гнездо, в крайних случаях необходимо легко постучать молотком.
Запрессовка актуальна в тех ситуациях, когда перед установкой втулок алюминиевый блок не растачивался. Ключевое отличие заключается в предварительном нанесении герметика в посадочное гнездо, далее втулка подвергается запрессовке в блок.
Мастера категорически против установки сухих гильз таким методом, поскольку допустимое значение натяга не должно превышать 0,05 мм. Процесс запрессовки с высокой долей вероятности может исказить форму гильзы, поэтому её толщина часто достигает 4 мм. Данный метод также может спровоцировать искажение гильзы непосредственно во время работы двигателя, поскольку внутри может присутствовать остаточное напряжение.
Подводя итоги, стоит отметить, что эксплуатация двигателя при качественно загильзованном блоке цилиндров и соблюдении всех технологических этапов достигает 150 тысяч км. Дополнительным условием является правильная эксплуатация двигателя и его регулярное обслуживание.
Пожалуйста, оцените этот материал!
(5 оценок, среднее: 5,00 из 5) Загрузка…Если Вам понравилась статья, поделитесь ею с друзьями!
Расточка и гильзовка блока цилиндров
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.
Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера. Отметим, что некоторые двигатели имеют блоки цилиндров, в которые изначально не предусмотрена установка поршней ремонтного размера. В этом случае блок также восстанавливают методом гильзования. Если с расточкой все ясно, то вопрос гильзовки для многих автолюбителей остается не до конца понятным. Далее мы рассмотрим, как осуществляется гильзовка блока цилиндров двигателя, возможна ли гильзовка алюминиевого блока цилиндров, а также что нужно знать в том случае, если планируется гильзовка одного цилиндра.
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
На автомобильных двигателях может быть установлено два вида гильз: так называемые «сухие» и «мокрые». Первый тип является вставкой в блок цилиндров, которая не имеет контакта с охлаждающей жидкостью. Второй тип представляет собой гильзу, которая с одной стороны вступает в контакт с ОЖ. Такие гильзы дополнительно имеют прокладки-уплотнители, которые исключают возможность попадания жидкости из системы охлаждения в цилиндр, а также не допускают прорыва газов из цилиндра-гильзы с последующим их попаданием в систему охлаждения. Также добавим, что «мокрые» гильзы легче всего поддаются ремонту.В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Рекомендуем также прочитать статью о том, как подобрать поршневые кольца. Из этой статьи вы узнаете об особенностях подбора поршневых колец во время ремонта двигателя.Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком. Втулка устанавливается легко, то есть заходит в гнездо под собственным весом или монтаж осуществляется легким постукиванием молотка.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Что собой представляет гильзовка двигателя и как её делают
Подавляющее большинство автомобилистов и простых автолюбителей однозначно сталкивались с понятием гильзовки двигателя. При этом не все до конца понимают, что это значит и как проводится подобная процедура.
Гильзовка, как и расточка, затрагивает именно блок цилиндров ДВС. Подобные операции проводятся в рамках капремонта, то есть капитального восстановления силового агрегата.
Если говорить о расточке, то это метод устранения имеющихся дефектов на стенках цилиндров. Делается это путём снятия слоя металла. Расточку делают до получения ремонтных размеров, после чего туда устанавливаются новые ремонтные поршни и кольца. Что же касается гильзовки, то она используется в ситуациях, когда стенки имеют сильные и глубокие повреждения, не позволяющие устранить их методом расточки.
Дополнительно метод гильзовки применяют в ситуациях, когда цилиндры ранее растачивали до их максимальных ремонтных размеров. Есть некоторые моторы, где заводом не предусмотрена расточка, поскольку отсутствует возможность установки поршней ремонтного размера. Потому здесь сразу применяют гильзовку или гильзование.
Понятие гильзы
Для начала автолюбителей следует познакомить с таким элементом как гильза цилиндра. По своей сути это съёмная вставка (втулка), которая устанавливается в блок цилиндров. Так можно сказать, что задачей гильзы является выполнение функций стенки блока, поскольку внутри неё будет перемещаться поршень по завершению ремонта.
Объём используемой гильзы напрямую влияет рабочий объём применяемых цилиндров. Процесс, в котором гильзу устанавливают в цилиндр, называют гильзованием либо же гильзовкой блока.
Процесс установки является достаточно сложным. Здесь нельзя просто взять гильзу, вставить её внутрь блока, и собрать всё обратно. Предварительно необходима подготовка. В ходе работ используют специальное оборудование.
Используемые при проведении капитального ремонта гильзы делят на 2 категории. Это мокрые и сухие элементы. Сухие не контактируют с жидкостью охлаждения. Мокрый тип устроен так, что одной из своих сторон контактирует с ОЖ. В них предусмотрены дополнительные уплотнительные прокладки, которые не дают возможности антифризу проникнуть в цилиндры. Параллельно они блокируют прорывы газов, образующихся в цилиндрах, в систему охлаждения.
Если говорить о ремонте, то тут преимущество на стороне мокрых гильз. Выбирая гильзы или втулки, к ним следует предъявить ряд основных требований. Они должны быть:
- устойчивыми к коррозии;
- стойкими в плане механических нагрузок;
- устойчивыми в отношении температурных нагрузок;
- изготовленными из высокопрочных материалов.
Если это гильзы, где предусмотрены дополнительные уплотнители, тогда важно учитывать также и место соприкосновения блока со втулкой. Не стоит забывать о форме и толщине стенок изделия. При необходимости специалисты учитывают отсутствие или же наличие допуска для проведения дополнительной расточки уже самой гильзы после проведения монтажных работ. То есть втулку (гильзу) могут установить в блок, а затем расточить до требуемых параметров, соответствующих размерам поршня.
Когда и для чего появилась гильзовка
Многим справедливо интересно, зачем вообще потребовалась гильзовка двигателя и когда впервые начали проводить подобные процедуры.
Изначально гильзование использовалось с целью снижения общей массы силового агрегата. Во многом огромным шагом на пути к снижению массы ДВС стало внедрение алюминия, который постепенно начал вытеснять чугун.
Хотя чугун прочный и дешёвый, он всё равно в 3 раза тяжелее, нежели алюминий. Плюс он страдает такой болезнью как коррозия, имеет меньшие показатели теплопроводности. Чтобы охлаждать такие блоки, требовалось значительно больше жидкости охлаждения.
Впервые внедрить алюминиевые блоки пытались ещё в 1930-годах, устанавливая их на спортивные машины. У облегчённых моторов появились блоки из алюминия, в которые вставляли мокрый тип гильз, изготовленных из чугуна.
Спустя примерно 20 лет алюминий начали внедрять уже в серийное автопроизводство. Чугун на тот момент полностью не ушёл с рынка, поскольку в то время было сложно проводить гильзование. Проблемой оставалась сниженная жёсткость блока, высокие нагрузки на используемые гильзы, быстрый процесс прогара прокладок блока даже когда перегрев был незначительным.
Уже в начале 70-х инженеры перешли на активное применение уже сухих чугунных гильз внутрь алюминиевого блока. Технически было сложно запрессовать нагретую гильзу из чугуна в более мягкий по своей структуре алюминий. Плюс оба металла обладают разными коэффициентами по тепловому расширению. Это приводило к образованию зазоров между гильзами и стенками блока, когда мотор выходил на свои рабочие температурные показатели. По жёсткости алюминий не превосходил чугун, но вот общую массу блока удалось заметно снизить.
Чуть позже по мере развития технологий инженеры перешли к процедуре, при которой гильзы не запрессовывали, а отливали вокруг блока. Внешне гильза из чугуна напоминала небольшую вставку, которую вплавляли в алюминий.
В итоге подняли прочность, но дальнейшая выпрессовка стала уже невозможной. То есть гильзованные по такой технологии моторы становились неремонтопригодными. Так фактически начался период одноразовых ДВС. Постепенно производители полностью отказались от гильз из чугуна, перестав их применять в алюминиевых блоках.
Актуально также узнать про ресурс двигателя, прошедшего процедуры гильзовки. То есть автолюбители интересуются касательно того, какой срок службы может быть у мотора после профессиональной гильзовки.
В действительности продолжительность службы во многом зависит от ряда факторов и правильности проведения всей процедуры, начиная с подготовки и выбора гильз, заканчивая обратной сборкой. Но можно сказать, сколько в среднем ходит гильзованный двигатель. После такого капитального ремонта эксплуатационный срок движка может составлять 100-150 тысяч километров. Это солидный период, учитывая разницу в финансовых затратах на капремонт и покупку нового, пусть даже и подержанного, двигателя.
Чтобы ДВС смог прослужить такой период, после завершения всех работ и начала эксплуатации не стоит забывать об элементарных правилах обслуживания.
Дальнейшее развитие и неремонтопригодные блоки
На достигнутом автопроизводители не остановились. Решение относительно того, что необходимо отказаться от применения чугуна и гильз оказалось правильным. Это обеспечило упрощённый и удешевлённый процесс производства. Исключили необходимость запрессовывать гильзы, отливать блоки вокруг так называемых стаканов и пр.
Вместе с тем цельный алюминиевый блок означал, что нет нужды учитывать температурные параметры разных материалов, то есть алюминия и чугуна. Это позволило добиться лучшего охлаждения.
Но проблема мягкости алюминия осталась неизменной. Поскольку на поршнях используются прочные стальные кольца, при активной эксплуатации они начнут быстро разрушать сам алюминиевый цилиндр. Появилась необходимость придать зеркалам цилиндров дополнительную прочность. Чтобы этого добиться, разработчики начали пробовать разные покрытия на основе сверхпрочных материалов.
В результате мир увидел первые безгильзовые моторы на основе алюминиевого блока. В серийное производство их запустили в 1971 году. Основой был справ из алюминия, куда добавляли 17% кремния. Если описывать коротко, зеркало рабочего цилиндра поддавали резкому и сильному охлаждения, что позволяло кристаллизовать кремний. Потом зону обрабатывали разными кислотами. Они удаляли остатки имеющегося алюминия уже на молекулярном уровне.
В итоге появилась высокопрочная твёрдая стенка внутри цилиндра, по которой вполне свободно и без рисков образовать повреждения ходили поршни со стальными кольцами. Технология показалась весьма перспективной, что привело к её дальнейшему развитию. В результате появились алюминиевые гильзы, насыщенные кремнием.
Несмотря на кажущуюся победу алюминия над чугуном, на практике всё оказалось не так радужно и перспективно. Оставалась проблема слабой устойчивости к механическим воздействиям, из-за которых появлялись задиры. Ведь несмотря на высокопрочный слой, он был тонким, а под ним находился мягкий металл алюминия.
Следующим этапом развития стала специальная технология, которая подразумевала уплотнение стенок за счёт гальванической обработки с помощью никеля и карбида кремния. Эта технология хорошо известна поклонникам автомобилей Audi и BMW. Баварцы пошли немного дальше, выпустив мотор с алюминиевыми улучшенными гильзами, выполнив при этом все остальные компоненты на основе магниевого сплава. Это существенно снизило массу ДВС.
В настоящее время инженеры активно работают над тем, чтобы сделать технологию обработки стенок цилиндров ещё более прочной, долговечной и эффективной. В результате появилось лазерное легирование, плазменное нанесение, применяется титан и пр.
Все усилия разработчиков были направлены на увеличение ресурса ДВС и уменьшение его веса. В теории всё выглядело радужно и перспективно. Но на практике проявился целый ряд недостатков у так называемых неремонтопригодных блоков цилиндров. Алюминиевые БЦ могли быстро выйти из строя и не иметь возможности восстановления при определённых поломках. Параллельно замена всего блока обходилась в солидную сумму, составляющую около 20-30% от стоимости автомобиля, а местами даже дороже.
Алюминиевые блоки не могли обеспечить солидный моторесурс, который в среднем для разных автопроизводителей составлял 300 тысяч километров. Если сравнивать с чугунными блоками, либо же с блоками из алюминия, но гильзованные чугуном, то они без особых проблем преодолевали по 400-500 тысяч километров. Существуют и легендарные миллионники.
Учитывая имеющиеся недостатки, обусловленные малым ресурсом и высокой стоимостью замены БЦ, остро встал вопрос относительно ремонта якобы неремонтопригодных блоков. И тут спасением стали гильзы. Специалисты уже не один год практикуют гильзовку алюминиевых БЦ, несмотря на то, что официально они не подлежат восстановлению.
Эта процедура оказалась не самой дешёвой и простой, но в сравнении с приобретением нового блока или полностью двигателя всё равно снижает затраты автовладельца. Если всё сделать грамотно и в соответствии с технологией, ресурс ДВС после гильзовки окажется ничуть не меньше, чем у контрактного двигателя или же у старого ДВС с новым блоком. Потому затраты на гильзование зачастую полностью себя оправдывают.
В настоящий момент гильзованию поддаётся практически любой мотор. Здесь главное наличие достаточной толщины стенок, которая позволит провести восстановление гильзами. Если с двигателем возникли проблемы, можно подобрать для него подходящие по размеру гильзы, и монтировать их внутрь блока.
Процедура гильзовки
Как утверждают специалисты, гильзовка автомобильного блока цилиндров двигателя возможна для любого ДВС. То есть такому ремонту подвергаются различные моторы.
Мастера обычно знают, какие двигатели изначально гильзованные на этапе автопроизводства, то есть гильзуются с завода, а какие позиционируются как неремонтопригодные. Поскольку мы разобрались, что ремонту подлежат все виды ДВС, наличие или отсутствие гильз с завода не играет решающей роли.
Если блок гильзовали на заводе, то чаще всего речь идёт о мокрых гильзах. Ремонт заключается в том, чтобы заменить изношенную втулку на новую. Это наиболее простой вариант гильзовки среди всех существующих. В некоторых случаях работы проводятся вручную. Для этого достаточно подобрать необходимые и подходящие ремонтные гильзы.
Также ошибочно считать, что при гильзовке замене подлежат абсолютно все втулки. Это напрямую зависит от того, какие из них износились. Заменить можно лишь те, которые уже израсходовали свой ресурс. Остальные остаются на своих местах и эксплуатируются до тех пор, пока и на них не образуются задиры и повреждения.
Если же перед вами негильзованный блок, то есть мотор с завода не предусматривает применение гильз в своей конструкции, и для него следует подобрать сухие гильзы, такая задача становится заметно сложнее.
- В блоки из чугуна монтируют втулки, изготовленные на основе легированного чугуна;
- Если блок выполнен из алюминиевого сплава, тогда следует использовать алюминиевые втулки.
Нельзя забывать, что сплавы для БЦ могут иметь различные добавки и дополнительные компоненты. Также на сами стенки наносятся специальные укрепляющие материалы, что обеспечивает улучшенную устойчивость к повреждениям и задирам. Потому будет лучше, если за подбор гильз возьмётся квалифицированный специалист.
Гильзование можно разделить на процесс запрессовки и горячее гильзование.
Запрессовка применяется в ситуациях, когда требуется старые гильзы заменить на новые втулки. Тут необходимо предварительно расточить цилиндры, чтобы создать идеально ровную и правильную геометрию для посадки новых гильз. Не допускается даже малейшее отклонение при расточке. Иначе поршни и их кольца не смогут нормально функционировать. После расточки запрессовывают втулки, устанавливают соответствующие поршни и двигатель собирается.
В случае с горячим гильзованием, когда монтируется сухая втулка, процесс выглядит так:
- БЦ разогревают примерно до 150 градусов Цельсия;
- перед установкой выбранную гильзу охлаждают, используя жидкий азот;
- на втулку наносится раствор, не дающий образовываться конденсату в процессе установки холодной гильзы внутрь горячего блока;
- гильза вставляется на своё подготовленное место.
Такой метод восстановления БЦ является оптимальным в плане качества, поскольку технология даёт возможность создать плотную посадку и обеспечить натяг на участках, где происходит соприкосновение втулки и блока. Сама втулка легко заходит на своё место, буквально под собственным весом. Чтобы полностью установить её в гнездо, мастеру достаточно немного постучать молотком. Никаких сверхусилий для запрессовки применять не нужно в случае с горячим гильзованием. В отличие от первого рассмотренного метода замены старой втулки на новую.
Но есть некоторые исключения, когда БЦ из алюминия предварительно не растачивают. Тогда монтаж втулки осуществляют путём запрессовки. Отличается процедура тем, что перед установкой гнездо под гильзу смазывают герметиком. А затем уже впрессовывают новый элемент.
На практике всё выглядит намного сложнее. Вот почему гильзование следует доверять исключительно высококвалифицированным специалистам с большим опытом, знаниями и соответствующими навыками. Не рекомендуется пытаться гильзовать БЦ своими руками. Без специальных инструментов и оборудования сделать это качественно практически невозможно.
Если следовать правилам, соблюдать все рекомендации и строго учитывать все технологические особенности гильзовки, минимально срок службы ДВС удастся продлить на 100 тысяч километров. Но в некоторых случаях машины с лёгкостью преодолевают отметки в 150-200 тысяч километров, правильно при этом обслуживая и эксплуатируя мотор.
Некоторые тонкости гильзования
Чтобы как-то подвести итоги, сделать некоторые уточнения и дополнения, можно разобрать всё по полочкам, рассказать некоторые нюансы и важные моменты.
- БЦ бывают алюминиевыми и чугунными, а также делятся на цельные и с завода гильзованные;
- Существуют блоки, выполненные из алюминия, но не рассчитанные на использование ремонтных поршней;
- Если это цельный БЦ на основе чугуна, его стенки обязательно покрываются коном;
- Крайне редко встречаются моторы, в которых внутри чугунного блока дополнительно применяются стальные гильзы;
- ДВС с алюминиевыми блоками в большинстве своём имеют гильзы. Крайне редко встречаются цельнолитые варианты;
- Многие современные силовые агрегаты оснащаются алюминиевыми БЦ, дополненными сухим типом гильз. Тут на стенки блока наносят специальные твёрдые покрытия, с которыми в процессе работе ДВС контактирует поршень;
- В зависимости от того, какое применяется покрытие, в БЦ можно применять ремонтные поршни и проводить гильзовку. Для этого в продаже доступны втулки из алюминия;
- Есть и такие алюминиевые блоки, где установка увеличенных поршней с кольцами считается невозможной, поскольку производитель не выпускает ремкомплекты. Но и такие блоки можно гильзовать;
- Проблем с гильзованием чугунных блоков куда меньше, чем с установкой втулок в БЦ из алюминия. Это обусловлено высокой стоимостью заводских втулок, поскольку за одну гильзу могут потребовать около 150 долларов. В такой ситуации финансово оправдан лишь ремонт одного цилиндра;
- Альтернативой считается применение втулок из чугуна для алюминиевых БЦ. Этот метод ремонта активно применяется в странах СНГ;
- Когда гильзуется один цилиндр, в соседнем нарушается геометрия;
- При правильно проведённых работах, чугунная втулка в алюминиевом блоке способна продлить срок службы ДВС на 150 тысяч километров.
В наше время и в нынешних условиях получить качественно гильзованный двигатель не так уж сложно. Существует большое количество мастеров и автосервисов, предлагающих подобные услуги.
Фактически гильзовку можно считать один из наиболее эффективных методов против своего рода заговора автопроизводителей. Они отказались от производства долговечных ДВС, поскольку поняли преимущества изготовления менее устойчивых к износу моторов. Так потребители чаще приобретают новые машины.
Чтобы как-то продлить срок службы своему двигателю, при износе БЦ активно применяется метод гильзования. Это реальный способ увеличить жизнь двигателю, а также ещё несколько лет эксплуатировать свой автомобиль.
Мат.часть мокрые и сухие гильзы — DRIVE2
«Мокрые» гильзы. Конструкцией двигателя с водяным охлаждением предусмотрена полость в картере двигателя, так называемая «рубашка охлаждения». Гильза, соприкасающаяся свой поверхностью с охлаждающей жидкостью находящейся в «рубашке охлаждения» называется «Мокрой». «Мокрые» гильзы цилиндров обеспечивают лучший отвод тепла, но картер двигателя с такими гильзами обладает меньшей жесткостью. Большое распространение эти гильзы получили на грузовых и тракторных двигателях в силу своей высокой ремонтопригодности.Как правило, выпускаемые производителями «мокрые» гильзы не требуют перед установкой, какой либо доработки. Изношенные «мокрые» гильзы в большинстве случаев не ремонтируют, а заменяют новыми без снятия двигателя с шасси. Для предотвращения прорыва газов в охлаждающую жидкость и просачивания этой жидкости в цилиндр и картер двигателя «мокрые» гильзы комплектуются уплотнительными прокладками. Внутренняя поверхность гильз тщательно обрабатывается (хонингуется)для того что бы обеспечить наличие требуемой масляной пленки для смазки поршневых колец.
Гильзы, не имеющие соприкосновения с охлаждающей жидкостью, называются «сухими» гильзами. Конструкцией некоторых двигателей предусмотрена заливка при изготовлении в блок картер гильз изготовленных из износостойкого материала, создавая тем самым оптимальные условия для работы цилиндро поршневой группы. Например, некоторые модели двигатели HONDA, Lend Rover, Volkswagen, AUDI, VOLVO и многих других производителей имеют алюминиевый блок цилиндров (для уменьшения веса силового агрегата) и залитые в него «сухие» гильзы (для увеличения ресурса и повышения ремонтопригодности).Но самое широкое распространение «сухие» гильзы получили в сфере капитального ремонта двигателя. Не «загильзованный» блок цилиндров современного двигателя имеет несколько, предусмотренных технологией, расточек с последующей установкой в него ремонтных поршней. Установка «сухих» гильз позволяет не менять блок двигателя даже после износа цилиндра расточенного в последний ремонтный размер .Производители гильз выпускают так называемые, заготовки гильз, то есть гильзы имеющие запас по длине и внешнему диаметру, которые после токарной обработки запрессовываются с натягом в блок цилиндров. Такие гильзы как правило не имеют обработки внутренней поверхности. Они растачиваются и хонингуются только после установки гильзы в блок цилиндров. Поверхность блока цилиндров под установку тоже повергается тщательной обработке: расточке и в некоторых случаях хонингованию. Гильза с упором устанавливается в блок под давлением, с натягом (в среднем 0,03-0,04 мм), для гильз, не имеющих упора натяг больше. Наружная поверхность «сухих» ремонтных гильз, как правило, подвергается шлифовке, для увеличения плотности прилегания к блоку цилиндров.Гильзы могут фиксироваться при установке верхним буртом, нижним буртом или вообще могут устанавливаться без упора.
Некоторые японские производители, например ISUZU, изготавливают двигатели с тонкостенными стальными гильзами, имеющими покрытие из пористого хрома железом. Такие гильзы не подвергаются механической обработке и устанавливаются в блок цилиндров без натяга, с небольшим усилием и удерживаются в блоке за счет прижатия широкого бурта гильзы головкой блока. Блок картер с сухими гильзами имеет повышенную жесткость по сравнению с блоком, с установленными «мокрыми» гильзами.
Гильзы цилиндров
Гильзы цилиндров (сухие и мокрые).
Внутреннюю тщательно отполированную поверхность 2 (рис. 1, а) цилиндра называют зеркалом цилиндра. Точная обработка этой поверхности (ее овальность и конусность должны быть не более 0,02 мм) обеспечивает легкость движения поршня и плотное прилегание его к цилиндру.
Блок-картеры выполняются со вставными гильзами из легированных чугунов, обладающих большой износостойкостью и высокими механическими качествами. Применение вставных гильз позволяет увеличить срок службы блок-картера (путем замены изношенных гильз новыми) и упрощает его отливку.
Гильзы называются мокрыми (рис. 1, б), если они омываются охлаждающей жидкостью с наружной стороны, или сухими (рис. 1, в), если они установлены в предварительно расточенный цилиндр блок-картера. Мокрые гильзы цилиндров применяются в большинстве автотракторных двигателей: А-41 (рис. 42), Д-240 (рис. 1, а ) , 24Д (рис. 1, г). Сухие гильзы применяются при ремонте цилиндров. Толщина стенок мокрых гильз составляет 6—8 мм, а сухих—2—4 мм.
Наибольший износ наблюдается в верхней части цилиндра, находящейся под воздействием высоких температур и коррозионного влияния отработавших газов. Для уменьшения износа в верхнюю часть цилиндров двигателей ГАЗ-52 и гильзы 7 (рис. 1, г) цилиндров двигателей 24Д, ГАЗ-53 и ЗИЛ-130 запрессованы короткие вставки 10, изготовленные из антикоррозионного (кислотоупорного) чугуна.
Цилиндры двигателей с воздушным охлаждением (Д-21А1 и Д-37Е) крепятся на шпильках к картеру и гильз не имеют.
У многих двигателей для повышения износостойкости внутреннюю поверхность гильз подвергают закалке на глубину 1,5—3 мм с нагревом токами высокой частоты.
Мокрую гильзу в гнездо блок-картера 8 (рис. 44, б и г) устанавливают так, чтобы предотвратить утечку жидкости из водяной рубашки в гильзу и поддон картера. Кроме того, гильзе должна быть обеспечена возможность изменения длины при нагревании и охлаждении. На рисунке 1, б показана установка мокрой гильзы цилиндра в блок-картер двигателя Д-240. Нижним пояском буртик 4 опирается на основание
Цилиндрической выемки в верхней плоскости блок-картера 8. На нижнем поясе блок-картера сделана кольцевая канавка, в которую закладывают уплотняющее резиновое кольцо 9. Это кольцо несколько выступает над поверхностью пояса блок-картера. При установке гильзы в блок-картер резиновое кольцо обжимается и, заполняя все пространство кольцевой канавки, создает надежное уплотнение между гильзой и блок-картером. Торец гильзы несколько выступает над верхней плоскостью блок-картера, что обеспечивает лучшее обжатие прокладки 6 и создает надежное уплотнение от прорыва газов из цилиндра. На верхней плоскости торца гильзы имеется узкий выступающий поясок.
Усилия от затяжки шпилек головки цилиндров передаются через этот поясок на основание цилиндрической выемки блок-картера, в результате чего уменьшается деформация гильзы. После установки гильзы цилиндрические поверхности ее буртика 4 и выемки на верхней плоскости блок-картера не должны соприкасаться.
В двигателе 24Д (рис. 1, г) гильза цилиндра не имеет верхнего опорного буртика, а между основанием нижнего выступа блок-картера
И опорной поверхностью нижнего буртика гильзы цилиндра устанавливается медная кольцевая прокладка 11.
Рис. 1. Гильзы цилиндров:
А — гильза цилиндра двигателя Д-240: б — установка мокрой гильзы цилиндра двигателя Д-240 в блок-картер; в — установка сухой гильзы цилиндра в блок-картере; г — установка мокрой гильзы цилиндра двигателя 24Д в блок-картер; 1 и 3 — установочные пояса гильзы; 2 — зеркало гильзы цилиндра; 4 —буртик; 5 — водяная рубашка блок-картера; 6 — прокладка головки цилиндров: 7— гильза цилиндра; 8— блок-картер; 9 — уплотняющее резиновое кольцо; 10 — вставка; 11 — уплотняющая медная прокладка.
Диагностика и ремонт авто и спецтехники
Блок цилиндров – это основа любого двигателя внутреннего сгорания, так как в нем размещаются все важнейшие узлы и агрегаты двигателя. Именно на него приходится большая часть нагрузок и поэтому к рабочим поверхностям блоков предъявляются высокие требования по точности при изготовлении и ремонте.
Предлагаются услуги по ремонту и восстановлению блока цилиндров на современном высокоточном оборудовании с применением передовых технологий ремонта двигателя. Все технологии восстановления блоков цилиндров отвечают установленным требованиям производителей двигателей.
В комплекс работ по ремонту блоков цилиндров входят:
На все виды работ 100 % гарантия.
Квалифицированные специалисты, высококлассное оборудование, индивидуальный подход к клиенту обеспечивают высокое качество ремонта и минимальные сроки выполнения.
РАСТОЧКА, ГИЛЬЗОВКА, ХОНИНГОВАНИЕ ЦИЛИНДРОВ
Расточка блока цилиндров двигателя является операцией, которая осуществляется в рамках выполнения капитального ремонта двигателя.
Расточка цилиндра предназначена для устранения дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами.
Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер или когда конструкцией блока не предусмотрены ремонтные размеры под ремонтные поршни.
Хонингование – финишная операция, при которой обеспечивают необходимый размер цилиндра, достигаются минимальные отклонения от круглости и цилиндричности, формируется специальный микрорельеф и обеспечивается определенная структура металла на поверхности цилиндра.
Необходимая структура шероховатости образуется за счет правильной насечке, что позволяется удерживать на стенках цилиндров моторное масло, предотвращающее сухое трение трущихся деталей ЦПГ. Также упорядоченная шероховатость предотвращает сильный износ деталей, когда по определенным причинам возникает непродолжительное сухое соприкосновение трущихся пар.
ВОССТАНОВЛЕНИЕ ПОСТЕЛЕЙ КОРЕННЫХ ОПОР БЛОКОВ
Предлагается технология восстановления постелей коренных опор блоков цилиндров отечественных и зарубежных двигателей с обеспечением всех устанавливаемых требований заводов изготовителей (овальность, конусность, соосность постелей коренных опор блоков с отклонением не более 0,01 мм). Технология позволяет восстанавливать постели коренных опор в номинальный размер со смещением оси опор не более 0,01-0,03 мм.
Технологический процесс восстановления коренных опор
мойка блоков (если масса блока до 350 кг)
дефектация постелей коренных опор
Составление индивидуального маршрута восстановления в зависимости от состояния постелей коренных опор
при износах до 0,1 мм постели коренных опор восстанавливаются электроискровой наплавкой
при износах от 0,1 мм до 0,5 мм постели коренных опор восстанавливаются электроискровой наплавкой с последующим холодным газодинамическим напылением
при износах от 0,5 мм постели коренных опор восстанавливаются электродуговой сваркой, проволокой ПАНЧ-11
осаживание крышек подшипников на величину 0,2-0,8 мм
устранение износов на поверхностях крышек подшипников под блок цилиндров
расточка постелей коренных подшипников до размера меньше номинального на 0,03-0,04 мм на горизонтально-расточном станке ВАС2000
хонингование коренных опор в номинальный размер
контроль восстановленный постелей коренных опор
ВОССТАНОВЛЕНИЕ ОТВЕРСТИЙ ПОД РАСПРЕДЕЛИТЕЛЬНЫЙ ВАЛ
Восстановление опор под распределительный вал производится с использованием горизонтально-расточного станка ВАС 2000. Технология применима как для блоков цилиндров отечественного так и для зарубежного производства не зависимо алюминиевый блок цилиндров или чугунный, легковой или от тяжелого дизеля.
Технология позволяет восстанавливать отверстия под распределительный вал:
- заменой втулок в блоке цилиндров;
- установкой втулок в блок цилиндров (например, в блок двигателя Д-260).
Технология установки втулок в блок цилиндров двигателя Д-260
расточка изношенных отверстий
под новую втулку.
расточка втулок в размер на 0,03-0,05 мм меньше номинального
изготовление новой втулки и её установка в блок цилиндров
хонингование втулок в размер с обеспечением зазора 0,07…0,12 мм
восстановленные отверстия под опорные шейки распределительного вала
геометрические погрешности отверстий не более 0,01 мкм. Шероховатость 0,6…1,25 Ra.
Применяемое оборудование и оснастка позволяет отверстия под распределительный вал с гарантированным качеством.
РЕМОНТ ПОСАДОЧНЫХ МЕСТ ПОД ГИЛЬЗЫ ЦИЛИНДРОВ ОБРАБОТКА ПЛОСКОСТИ БЛОКА ЦИЛИНДРОВ
В процессе эксплуатации двигателя гильза цилиндра подвергается различным нагрузкам – тепловым, динамическим. Под действием этих нагрузок даже в режимах нормальной эксплуатации гильза может просесть, что является результатом кавитационного износа посадочного места гильзы в блоке цилиндров. Самым простым последствием такой просадки является прорыв газов в рубашку охлаждения, а более серьезным – трещина в гильзе или её обрыв по бурту.
Обработка плоскости блока
Обработка посадочного бурта под гильзу цилиндров
Установка медных колец на высокотемпературный герметик
Гильзы цилиндров после установки выступают с разностью 0,02…0,03 мм.
КАПИЛЛЯРНЫЙ КОНТРОЛЬ ТРЕЩИН В КОРПУСНЫХ ДЕТАЛЯХ
Капиллярная дефектоскопия — метод дефектоскопии, основанный на проникновении определенных жидких веществ в поверхностные дефекты изделия под действием капиллярного давления, в результате чего повышается свето- и цветоконтрастность дефектного участка относительно неповрежденного.
Обнаруживать трещины со 100 % гарантией (при их наличии)
Механообработка в Екатеринбурге, цены | Автосервис «ЮМА»
Комплексное восстановление узлов и агрегатов двигателей легковых и грузовых автомобилей, спецтехники и оборудования, на современном оборудовании.
Бесплатная доставка заказов механообработки
Заберём, выполним ремонт и доставим заказ в пределах ЕКАД и в городах-спутникахДополнительная выгода
Партнёрская программа — для автосервисных предприятий, для постоянных клиентов — система скидокНаш автотехцентр оснащен всем необходимым оборудованием, в том числе для погрузки/разгрузки, поэтому ремонт и все технические операции выполняются в Екатеринбурге.
Более 40 единиц металлообрабатывающих станков, составляют производственно-технический парк сети Автотехцентров «ЮМА», которые позволяют выполнять полный спектр работ по восстановлению узлов двигателей.
- Кругло и плоскошлифовальные
- Расточные и хонинговальные
- Фрезерные
- Токарные, сверлильные станки и ряд специальных станков
Данные станки позволяют производить обработку и восстановление таких деталей как: блоки цилиндров, головки блоков цилиндров, коленчатые валы, шатуны, поршни, коллекторы и другие детали.
Более 25 лет опыта ремонта двигателей любых автомобилей
- ВЕСЬ ЦИКЛ РЕМОНТА
Выполняется полный цикл ремонтных работ на собственном профессиональном оборудовании: снятие/установка, разборка/сборка, механообработка, диганостика и настройка.
Быстрое обеспечение запчастями и комплектующими с собственных складов. - 40 СТАНКОВ
Собственные цеха по механообработке для выполнения ремонта: блоков, ГБЦ, коленвалов, шатунов, восстановления деталей, опрессовке и т.д.
Квалифицированные специалисты всех профилей обеспечат качественный ремонт. - ЛЮБЫЕ АВТОМОБИЛИ
Выполнется капитальный ремонт двигателей любых бензиновых и дизельных автомобилей (отечественных и иностранных): легковые, коммерческие, грузовые, спецтехника, двигатели отдельных агрегатов
Ремонт дизельных топливной аппаратуры
Богатый опыт работы!
Наши преимущества:
- Прозрачная и понятная стоимость
- Адекватные сложности ремонта сроки
- Централизованная система поставки запчастей
- Возможность оплаты безналичным расчетом и от юр.лица
- Гарантия на все виды работ
Другие специализированные работы:
- Восстановление деталей напылением
- Фрезеровка шпоночного паза
- Изготовление направляющей клапана
- Установка свечной футорки
- Восстановление резьбы
- Демонтаж свечей накаливания
- Восстановление посадочного места под подшипник коленчатого вала
- Замена подшипника первичного вала
- Разворачивание отверстий направлящих клапана
- Демонтаж установочных направляющих в привалочной плоскости ГБЦ и блока цилиндров
- Демонтаж масляной форсунки из блока цилиндров
- Аргон сварка
Гильзовка и хонингование блока цилиндра компрессора
Гильзовка и хонингование блока цилиндра компрессора в Нижнем Новгороде
Гильза цилиндра является составной частью блока. Это — снимающаяся металлическая вставка, в которой расположен поршень. Рабочий объем двигателя определяется объемом этой детали.
Периодически ее нужно ремонтировать, как и любую другую механическую составляющую двигателя. Ремонт этой детали – гильзование — процесс достаточно сложный и требует опыта и специальных знаний. Гильзовка, расточка или хонингование выполняются на специальном оборудовании в ремонтных мастерских. Этот вид работ выполняется тогда, когда цилиндры изношены настолько, что превышены все предусмотренные производителем ремонтные размеры, или изготовитель сам рекомендует выполнить такой ремонт.
Ремонтировать эту составляющую двигателя нужно в сроки, прописанные производителем, или тогда, когда у автомобиля большой пробег и износ. Чтобы правильно определить сроки ремонта, нужно знать марку и модель автомобиля, иметь данные о стандартном пробеге.
Гильзовка блока делается следующим образом:
- Для блоков цилиндров из чугуна используются чугунные гильзы
- Для алюминиевых блоков – мы также используем чугунные гильзы
Этапы работы по гильзовке блоков:
Сначала растачиваются цилиндры, эту работу должны проводить специалисты, так как должна быть четко соблюдена геометрия гнезд под гильзы. Если эти правила не будут соблюдены, то эллипс цилиндра передастся гильзе, поршень начнет работать неправильно, что повлечет за собой достаточно много неприятностей. Сама гильзовка блока цилиндров (гильзовка алюминиевых блоков) начинается после того, как сделана расточка под необходимый размер с соответствующей шероховатостью стенок цилиндра для лучшей теплоотдачи. Существует метод горячего гильзования, который основывается на учете разницы температур блока и гильзы. Гильзу монтируют в цилиндр блока, предварительно обработав раствором и охладив в жидком азоте. Блок нагреваем до 150 С.
При грамотном и правильном подходе после гильзования блока двигатель вашего авто прослужит еще многие годы.
Хонингование цилиндров – завершающий этап капитального ремонта двигателя автомобиля, им завершается расточка гильз цилиндров. Цель проведения данной операции – уменьшение шероховатости поверхности гильз после расточки. Благодаря хонингованию существенно продляется срок службы мотора до следующего капремонта.
Телефон: +7(904)915-50-32Пожалуйста, скажите, что узнали номер на СКИДКОМ
Показать телефонБлоки цилиндров — обзор
Двухтактные среднеоборотные двигатели
На рынке среднеоборотных двигателей долгое время преобладали четырехтактные конструкции с односторонней продувкой, но в свое время популярностью пользовались несколько двухтактных двигателей. в частности, тип Polar с обратной продувкой, производство которого прекратилось, когда компания Nohab представила свою линейку четырехтактных двигателей F20, и модель Zulzer с односторонней продувкой Sulzer.
Приверженность компании Wichmann концепции двухтактного поршневого поршня с продувкой по контуру была возобновлена в 1984 году с запуском двигателя WX28 мощностью 295 кВт на цилиндр (рис. 28.25). Простой «бесклапанный» подход был испытан на практике в более ранних проектах норвежской компании AX, AXG и AXAG. Диаметр 280 мм / ход 360 мм WX28 охватывал диапазон выходной мощности от 1180 кВт до 4735 кВт при 600 об / мин для моделей с четырьмя, пятью и шестью рядными двигателями, а также моделями с V8, 10, 12 и 16 цилиндрами.
Рисунок 28.25. Конструкция Wichmann WX28L
Разработка была направлена на низкие затраты на топливо и техническое обслуживание при высокой надежности. Двигатель также был признан одним из самых легких и компактных в своем классе мощности.Другой целью была возможность работать на тяжелом топливе (180 сСт) в любых условиях. Удельный расход топлива 188 г / кВт · ч обусловлен улучшенными системами продувки и впрыска топлива, а максимальное давление сгорания 140 бар обеспечивается прочной конструкцией. Среднее эффективное давление составляет 13,5 бар.
Бесклапанная крышка цилиндра имеет простую конструкцию, отсутствие каналов для горячих выхлопных газов способствует равномерному распределению температуры и низкому напряжению. Крышка крепится восемью гидравлически затянутыми гайками, снимается за несколько минут, а поршень извлекается за 10 минут.Шатун можно отсоединить, оставив шатунный подшипник на коленчатом валу; эта функция уменьшает необходимую высоту снятия.
Вихманн подчеркнул общую простоту двигателя и его влияние на надежность и удобство обслуживания, сославшись на меньшее количество движущихся частей и, следовательно, меньшее количество изнашиваемых частей. Раздельная смазка цилиндров — стандартная функция — позволяет согласовать общее щелочное число смазочного масла с содержанием серы в топливе. Масло распределяется по поверхности цилиндра с помощью гидравлического лубрикатора через четыре отверстия и иглы.
Двигатели Wichmann, включая более раннюю конструкцию AXAG с диаметром цилиндра 300 мм и ходом 450 мм, нашли особую популярность у норвежских рыболовных и морских судов. A / S Wichmann стал частью финской группы Wärtsilä Diesel в 1986 году и изменил свое название с Wärtsilä Wichmann Diesel в январе 1994 года на Wärtsilä Propulsion A / S (ныне Wärtsilä Propulsion Norway A / S).
Двигатель Wichmann 28, производившийся до 1997 года, был выпущен со следующей спецификацией.
Блок цилиндров: моноблочная конструкция из чугуна со встроенным картером, ресивером продувочного воздуха, водяным коллектором и распределительной коробкой; Подвесной тип опоры коленчатого вала.
Коленчатый вал: , полностью кованый и обработанный из хромомолибденовой стали; размерность рассчитана на 50-процентный потенциал роста мощности.
Гильза цилиндра (рисунок 28.26): износостойкий чугунный сплав; канал охлаждаемый с усиленной верхней частью; сбалансированный поток охлаждающей воды для эффективного контроля температуры; раздельная смазка цилиндра через четыре иглы.
Рисунок 28.26. Гильза и крышка цилиндра с внутренним охлаждением двигателя Wichmann WX28; раздельная смазка цилиндров стандартная
Головка цилиндра: чугун, бесклапанный, простая конструкция; охлаждаемый канал с прочной опорой для обеспечения эффективного охлаждения и низкого уровня напряжений.
Поршень (рисунок 28.27): композитная конструкция с масляным охлаждением, юбкой из чугуна и стальной головкой; кольцевые канавки закалены для снижения износа при работе на тяжелом топливе; встроенный малый концевой подшипник на всю длину поршневого пальца.
Рисунок 28.27. Композитный поршень (головка из высоколегированной стали, юбка из чугуна и опора поршневого пальца из легкого сплава) и шатун двигателя Wichmann WX28
Шатун: кованый и полностью обработанный; отдельный крупногабаритный подшипниковый узел для легкого извлечения поршня и малой высоты снятия.
Подшипники: трехметаллические стальные опорные, взаимозаменяемые с коренной шейкой и шатунной шейкой.
Турбонаддув: Система постоянного давления с дополнительным вентилятором, включенным последовательно; вспомогательный вентилятор умеренной скорости увеличивает усилие турбонагнетателя для обеспечения достаточной подачи воздуха при любых условиях нагрузки; Воздуходувка приводится в движение двигателем с помощью гидравлики низкого давления с использованием моторного смазочного масла и насоса.
Система впрыска топлива: отдельные моноблочные насосы высокого давления со встроенным роликовым толкателем; короткие трубы высокого давления и форсунки с регулируемой температурой для работы на тяжелом топливе.
Вспомогательные насосы: мотор-редукторы для смазочного масла, пресной и морской воды.
Верным принципу двухтактных однопоточных двигателей для среднеоборотных поршневых двигателей с использованием впускных отверстий для воздуха в гильзе цилиндра и выпускных клапанов в головке является бывшее подразделение General Motors Electro-Motive Division (EMD). ) , теперь единственный представитель концепции, все еще обслуживающий рынок.Дизайнер из США утверждает, что у четырехтактных двигателей более высокий срок службы, надежность и удобство обслуживания по сравнению с четырехтактными двигателями, обслуживающими тот же диапазон мощности. Основанная в 1922 году, EMD была полностью включена в состав General Motors в 1941 году и в 2005 году была продана американскому частному акционерному обществу. Компания утверждает, что является крупнейшим в мире производителем дизель-электрических локомотивов, прочная родословная, которая принесла пользу морским и оффшорным предприятиям. секторы пропульсивных и генераторных двигателей.
Текущая серия 710G компании EMD охватывает диапазон выходной мощности от 1249 кВт до 3730 кВт при 720/750/800/900 об / мин для моделей с V8, 12, 16 и 20 цилиндрами.Конструкция с внутренним диаметром 230,2 мм и ходом 279,4 мм (рисунки 28.28 и 28.29) была выпущена в 1986 году как производная от установленной линейки 645FB с более длинным ходом. Более совершенный турбокомпрессор (обеспечивающий увеличение общего воздушно-топливного отношения на 10%) и больший диаметр плунжера топливного насоса способствовали повышению номинальной мощности и снижению расхода топлива. Увеличение хода привело к увеличению рабочего объема цилиндра на 10% с 645 дюймов 3 до 710 дюймов 3 (отсюда и номенклатура модели).
Рисунок 28.28. Двухтактный среднеоборотный двигатель General Motors EMD 710G с верхними распредвалами и насос-форсунками
Рисунок 28.29. Двухтактный среднеоборотный двигатель EMD 710G с V20-цилиндровым двигателем
. Ряд улучшений позволил улучшить модели 710GB, GC и GC-T2, которые обеспечивают мощность до 187 кВт / цилиндр при 900 об / мин.
- ●
Конструкция гильзы L-11 обеспечивает повышенную долговечность и рабочие характеристики, снижение задира и повышенную износостойкость, а также лучшую экономию топлива.
- ●
Распределительный вал Duracam, увеличивающий срок службы компонентов клапанного механизма и снижающий вибрацию клапана.
- ●
Алмазная 6-цилиндровая головка с огнеупорной поверхностью с касательным потоком, обеспечивающая улучшенное охлаждение и лучшее уплотнение клапана, устранение пробок сердечника и, следовательно, утечек воды, а также обеспечение упрочненных направляющих клапанов для увеличения срока службы клапана и направляющей клапана.
- ●
Улучшенная блочная топливная форсунка с новой конструкцией уплотнения, улучшенным обратным клапаном и более жесткой следящей пружиной.
- ●
Четырехходовой промежуточный охладитель, обеспечивающий улучшенный термический КПД и, следовательно, экономию топлива и снижение выбросов выхлопных газов.
- ●
Новый турбокомпрессор с внешним сцеплением для облегчения обслуживания.
- ●
Более низкий уровень вибрации за счет новой техники балансировки коленчатого вала и диска муфты.
С цилиндрами, расположенными в конфигурации V45 °, двухтактный двигатель 710G с однопоточной продувкой имеет верхние распределительные валы, приводящие в действие четыре выпускных клапана на цилиндр и единичные топливные форсунки.Унифицированный силовой агрегат цилиндра с гильзой с рубашкой и минимальным количеством болтовых и разборных водяных соединений упрощает обслуживание и укрепляет структурную целостность.
Более высокий рабочий объем, чем серия 645FB, потребовал изменений в картере, коленчатого вала большего диаметра, нового распределительного вала и плунжерных форсунок большего диаметра. Более длинные поршневые штоки и гильзы цилиндров приспособились к увеличенному ходу, но в целом двигатель 710G был лишь незначительно выше и длиннее своего предшественника.10-процентное увеличение общего воздушно-топливного отношения было обеспечено турбонагнетателем G, что значительно снизило тепловую нагрузку на критически важные компоненты. Блочная топливная форсунка с большим (14,29 мм) диаметром плунжера, чем двигатель 645FB (12,7 мм), обеспечивала более высокую скорость впрыска и более короткий период впрыска. Кроме того, распылительный наконечник с семью отверстиями обеспечивает лучшее сгорание и более высокий тепловой КПД.
Конструкция днища поршня, включающая чашу сгорания тороидальной формы, дополнительно способствовала повышению эффективности сгорания в сочетании с установленным завихрением воздуха и хорошо распыляемой топливной струей.Увеличенный рабочий объем цилиндра позволил увеличить камеру сгорания на 10%, что помогло минимизировать эффекты гашения и способствовать снижению выбросов.
Мощность системы распределительного вала / клапанного механизма была увеличена более чем вдвое по сравнению с двигателем 645FB, что дает резерв для будущего увеличения размера форсунок. Диаметр базовой окружности распределительного вала увеличен с 2,5 до 3,25 дюйма; диаметр толкателя кулачкового ролика был увеличен на 0,375 дюйма; усилены коромысла форсунки и выхлопа.
В более крупном и более эффективном турбокомпрессоре удалось увеличить воздушный поток на 15% и снизить тепловую нагрузку. Перенос обгонной муфты из корпуса турбонагнетателя на зубчатую передачу двигателя улучшил доступ к муфте для осмотра и замены без разборки турбонагнетателя.
Интересной особенностью серии 710G является одинарный турбонагнетатель с установленной снаружи муфтой, которая позволяет в более низких диапазонах нагрузки приводить турбонагнетатель от зубчатой передачи двигателя в режиме нагнетателя.Когда нагрузка на двигатель достигает примерно 65 процентов, сцепление выключается и позволяет выхлопным газам приводить в движение турбину турбонагнетателя. По словам EMD, полная нагрузка может быть принята быстро и плавно при любой частоте вращения двигателя, а 10-процентная перегрузочная способность может использоваться для двух из каждых 24 часов работы.
Говорят, что двигатели с электронным управлением обеспечивают точное управление и упрощают настройку с полной обратной связью рабочих параметров с системами управления и мониторинга заказчика.Продолжение усилий по увеличению периода между капитальными ремонтами привело к текущей рекомендации 30000 часов для двигателей со средним рабочим циклом. Заявлена также простота осмотра и обслуживания, замена силового агрегата за 4 часа. Уровень выбросов двигателей 710G-T2 отражен в сертификатах IMO, US EPA Tier II и EU Stage IIIA.
Другая философия проектирования среднескоростных двухтактных двигателей в течение многих лет использовалась компанией Bolnes из Нидерландов до ее приобретения группой Wärtsilä и последующего прекращения производства двигателей.Компания произвела самый маленький в мире двухтактный крейцкопфный двигатель, последним примером которого стала серия 190/600. Более ранний дизайн 150/600 показан на рисунке 28.30.
Рисунок 28.30. Поперечное сечение двухтактного двигателя Bolnes VDNL 150/600
Конструкция с диаметром цилиндра 190 мм и ходом хода 350 мм обеспечивает максимальную продолжительную мощность 140 кВт / цилиндр при 600 об / мин при среднем эффективном давлении 14,1 бар. Ассортимент включал 3–10 рядных моделей (исключая четырехцилиндровую версию) и модели с цилиндрами V10–20 с диапазоном мощности от 400 до 2800 кВт.Крейцкопф имел форму нижнего поршневого / продувочного насоса с односторонней продувкой через единственный клапан в головке. Воздух всасывается турбонагнетателем, проходит через воздухоохладитель первой ступени к продувочному насосу и затем подается в цилиндр для такта сжатия через воздухоохладитель второй ступени.
Болнес назвал следующие достоинства конструкции:
- ●
Очень низкий расход смазочного масла благодаря полному разделению камеры сгорания и картера.
- ●
Уникальный контроль воздуха благодаря конструкции продувочного насоса крейцкопфа с внутренним диаметром 260 мм, который, как утверждается, обеспечивает полностью бездымное горение при любых условиях нагрузки.
- ●
Высокая производительность при низкой скорости (например, 110% крутящего момента при 70% об / мин).
- ●
Отдельные системы смазки, способствующие хорошему сжиганию тяжелого топлива.
- ●
Простое обслуживание.
Двигатели Bolnes имели верных поклонников в секторах силовых установок рыболовных, земснарядов, каботажных судов и исследовательских судов. Конструкция также была оценена как испытательный двигатель в исследовательских лабораториях по топливу и смазочным маслам.
Машиностроение: процесс изготовления блока цилиндров
Процесс изготовления блока двигателя
Введение
Блок цилиндров, который также называется блоком цилиндров, является основной структурой двигателя, которая дает пространство для цилиндров, а также дает проходы для охлаждающей жидкости, выхлопных газов и приемных газов, которые проходят над двигателем и хостом для картера и распредвалы.Блок двигателя является основным корпусом сотен деталей современных двигателей. И это самая большая часть среди деталей двигателя, и она также составляет от 20% до 25% от общей массы двигателя. Первый успешный двигатель внутреннего сгорания, который можно использовать в автомобиле, был построен Зигфридом Маркусом примерно в 1864 году. Это был вертикальный одноцилиндровый двухтактный бензиновый двигатель.
Реклама
Сегодняшние двигатели достигли своего максимального развития и будут дорабатываться и в последующие годы.Эти разработки привели к увеличению мощности, долговечности, износостойкости и эффективности двигателя. Материал, из которого изготовлен блок цилиндров, придает двигателю более высокую прочность при малом весе, что более важно для мощности двигателя. Блок двигателя в течение многих лет изготавливается из чугунных сплавов, что объясняется его прочностью и невысокой стоимостью, а также износостойкостью. Но по мере усложнения двигателя инженеры нашли новые материалы, чтобы уменьшить его вес, а также повысить прочность и износостойкость.Распространенным сплавом, который широко используется, является алюминиевый сплав, он более популярен из-за своего небольшого веса, но в основном в бензиновых двигателях.
Fig01: Готовый блок цилиндров
Функциональные требования блока цилиндров
Поскольку блок двигателя является основным корпусом двигателя, он должен отвечать ряду требований. Эти требования включают износостойкость, долговечность, техническое обслуживание и устойчивость к давлению, создаваемому при сгорании.Он также должен выдерживать высокие температуры, вибрацию при работе двигателя. Для многих требований главной особенностью является используемый материал.
Материал, использованный при отливке блока цилиндров
Чтобы соответствовать вышеуказанным функциональным требованиям, материал, из которого изготовлено изделие, должен обладать множеством свойств. Они заключаются в том, что материал должен содержать высокую прочность, модуль упругости, износостойкость, способность выдерживать вибрации и коррозионную стойкость.Высокая прочность особенно важна для дизельных двигателей из-за их более высоких степеней сжатия по сравнению с бензиновыми двигателями. В дизельном двигателе степень сжатия обычно составляет 17: 1 или больше, а в бензиновом двигателе — почти 10: 1. Материал также должен иметь низкую плотность, чтобы уменьшить его вес, но с большей прочностью. Он также должен иметь низкое тепловое расширение при высоких рабочих температурах, а также хорошую теплопроводность, чтобы отдавать тепло за минимальное время. Когда дело доходит до производственного процесса, материал должен обладать хорошей обрабатываемостью и литьем, чтобы сократить затраты времени и средств.Как будто материал слишком твердый, время и затраты на изготовление увеличиваются. Когда двигатель находится в рабочем состоянии, он генерирует более высокую вибрацию из-за движений внутренних частей, таких как коленчатый вал и поршни, поэтому материал должен поглощать энергию вибрации без разрушения.
Исходя из вышеизложенных характеристик, наиболее широко используемыми материалами для изготовления блока цилиндров являются чугун и алюминиевые сплавы. Сплавы чугуна используются потому, что они обладают хорошими механическими свойствами, низкой стоимостью и доступностью по сравнению с другими металлами.Но некоторые алюминиевые сплавы содержат большинство характеристик чугуна, но имеют небольшой вес. Литой блок цилиндров из алюминиевого сплава также обеспечивает хорошее качество поверхности и высокую обрабатываемость по сравнению с чугунными сплавами. По мере развития технологий инженеры нашли новые материалы, такие как графитовый чугун, который легче и прочнее, чем упомянутый выше серый чугун.
Сплавы серого чугуна
Серый чугун — это первый и самый распространенный материал, используемый для изготовления блоков цилиндров.Хотя алюминиевый сплав также имеет много общего при небольшом весе, он все еще используется в производстве блоков дизельных двигателей, поскольку их внутренние напряжения выше. Серый чугун содержит 2,5 — 4% углерода, 1 — 3% кремния, 0,2 — 1% марганца, 0,02 — 0,25% серы и 0,02 — 1% фосфора. Он обладает отличной амортизационной способностью, хорошей износостойкостью и термостойкостью, легко обрабатывается и имеет меньшую стоимость благодаря своей доступности.
Алюминиевые сплавы
Главной особенностью алюминиевых сплавов, обусловивших их популярность, является их небольшой вес, что снижает вес двигателя и автомобиля.Но главный недостаток — их стоимость по сравнению с серым чугуном. Алюминиевый сплав обладает хорошей обрабатываемостью по сравнению с серым чугуном. Есть два алюминиевых сплава, которые в основном используются при производстве блоков цилиндров, это 319 и A356.
319 алюминиевый сплав содержит 85,8 — 91,5% алюминия, 5,5 — 6,5% кремния, 3-4% меди, 0,35% никеля, 0,25% титана, 0,5% марганца, 1% железа, 0,1% магния, и 1% цинка. Этот сплав обладает хорошими литейными характеристиками, устойчивостью к коррозии и хорошей теплопроводностью.При термообработке в процессе T5 он обеспечивает высокую прочность и жесткость блока цилиндров.
Алюминиевый сплав A356 содержит 91,1 — 93,3% алюминия, 6,5 — 7,5% кремния, 0,25 — 0,45% магния, 0,2% меди, 0,2% титана, 0,2% железа и 0,1% цинка. Хотя механические свойства аналогичны 319, когда он находится в процессе термообработки T6, он приобретает более высокую прочность, чем 319. Но он имеет более низкий модуль упругости (72,4 ГПа), чем 319 с модулем упругости 74 ГПа.
Чугун с компактным графитом
Чугун с компактным графитом имеет более высокий предел прочности и модуль упругости по сравнению с серым чугуном. Это связано с компактным графитом, обнаруженным в микроструктуре CGI. Подобно серому чугуну, он имеет хорошее поглощение демпфирования и теплопроводность, но его низкая обрабатываемость ограничивает его широкое применение.
Инструменты, необходимые для литья блока цилиндров
Основным инструментом, необходимым для литья в песчаные формы, является форма, форма создается из смеси песка, глины и воды.Рисунок — это основной инструмент, необходимый для формирования формы, обычно он обрабатывается из дерева или алюминия, которые легко поддаются механической обработке. Узор держится на деревянном или металлическом каркасе и заливается песчаной смесью, затем прикладываются вибрации, чтобы смесь освободилась от пузырьков воздуха. После того, как форма затвердеет, ее можно использовать в процессе литья.
После завершения процесса литья отлитый блок цилиндров проходит через несколько машин для получения чистоты поверхности и правильных размеров.При этом используются компьютеризированные фрезерные и расточные станки.
Процесс изготовления блока цилиндров
Производство блоков цилиндров в основном выполняется с использованием литья в песчаные формы, хотя также используется литье под давлением, это более рентабельно, поскольку матрица легко изнашивается из-за высокой температуры расплавленного металла. Затем отлитый блок цилиндров подвергается механической обработке для получения чистовой обработки поверхности и прохождения охлаждающей жидкости.
Fig02: Выкройки
Показанный ниже сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров.Сердечник окрашен для герметизации газа, образующегося в процессе литья внутри сердечника. А концы розового цвета не окрашены, чтобы газ вышел наружу. Для большей прочности сердечника используются алюминиевые арматурные стержни. Эти стержни плавятся из-за разливаемого во время литья расплавленного металла.
Fig03: Показанный выше сердечник обеспечивает пространство для водяных рубашек вокруг цилиндров
Затем водяные рубашки и цилиндрические формы размещаются в основной форме в виде одного куба.Затем форма зажимается с помощью зажимов, чтобы выдержать давление силы тяжести при заливке расплавленного металла.
Fig04: основная форма в виде одного куба
Теперь форма готова к отливке. Расплавленный металл заливается в форму через меньшее переднее центральное отверстие, которое заполняет форму снизу вверх вверх через стояки, которые можно увидеть как 8 больших отверстий.Когда отливка остывает, расплавленный металл из стояка втягивается обратно в отливку. Стояки играют главную роль в процессе литья, подавая необходимый расплавленный металл во время усадки.
Fig05: Отливка только что снята с формы
Выше показана грубая отливка алюминиевого блока после удаления песчаной формы.песок удаляется путем вибрации отливки. Отливку необходимо обработать, чтобы получить правильные размеры и гладкую поверхность блока цилиндров.
Рис 06: Finlay, обработанный для получения правильных размеров и гладких поверхностей
Шероховатый алюминиевый блок цилиндров обработан шлифовкой поверхности, чтобы получить гладкие поверхности на поверхности прокладки головки и на поверхностях, на которых установлены другие компоненты.Затем блок готов к растачиванию отверстий коренных подшипников. Крышки подшипников устанавливаются временно для расточки отверстий коренных подшипников. Затем перейдите к расточке шатуна и корпусов подшипников распредвала. Расточная оправка содержит несколько инструментов, поэтому все расточные операции выполняются за одну операцию. Поэтому расточная оправка аккуратно помещается в форму. После завершения расточки кривошипный и распределительный валы временно устанавливаются для проверки зазоров в подшипниках.Теперь блок цилиндров готов для дальнейшей сборки кривошипа, кулачка, цилиндров, шатунов и клапанов.
Теория литья
Литье — это процесс затвердевания, который означает, что явления затвердевания контролируют большинство свойств отливки. Причем большинство дефектов литья возникает во время затвердевания. Затвердевание происходит в два этапа: зарождение и рост кристаллов. На стадии зародышеобразования внутри жидкости образуются твердые частицы, и эти твердые частицы имеют более низкую внутреннюю энергию, чем окружающая жидкость.Там они опускаются ниже температуры замерзания из-за требуемой дополнительной энергии. Затем он снова нагревается, образуя кристаллические структуры.
Учет качества при производстве
Качество используемого песка во многом влияет на отделку поверхности блока цилиндров. Чтобы добиться необходимой отделки, песок должен содержать эти особенности.
Возможные дефекты при производстве
Любой дефект снизит прочность блока цилиндров, так как блок цилиндров работает при более высоких температурах, небольшой дефект может быть причиной его выхода из строя.
Блок двигателя Vs. Блок цилиндров: в чем разница?
Блок цилиндров может не быть той частью вашего двигателя, которая выполняет тяжелую работу, но это самая необходимая часть современного двигателя внутреннего сгорания.
Назовете ли вы его блоком двигателя или блоком цилиндров, он скрепляет цилиндры и все другие детали, которые необходимы для передачи мощности от поршней к коленчатому валу.Добавление блока цилиндров делает остальную часть двигателя более надежной и более простой в ремонте и замене.
Некоторые люди называют этот кожух блоком двигателя, а другие — блоком цилиндров. Какая разница? Продолжайте читать, чтобы узнать, что вам нужно знать о блоке, который скрепляет ваш двигатель.
Что такое блок двигателя?Блок двигателя транспортного средства — важнейший компонент, связывающий двигатели внутреннего сгорания.Инженеры-механики называют его «блоком», потому что он представляет собой прочную часть автомобиля, изготовленную из чугуна.
Хотя большая часть производимых блоков цилиндров производится из чугунных форм, некоторые автомобили, спроектированные в конце 1990-х годов, могут работать с блоком цилиндров из пластика или алюминия.
Целью было создание более эффективного транспортного средства, поскольку чугунный блок часто составляет значительную часть веса двигателя и требует наличия бригады из нескольких человек для ремонта или демонтажа. С более легким блоком водители получают лучшую экономию топлива.Однако производители часто обнаруживали, что блоки зажигалки становятся более сложными и дорогими.
Пока что чугунный блок продолжает доминировать.
Сам блок представляет собой охлаждаемый, смазанный картер, вмещающий как цилиндры двигателя, так и компоненты цилиндров.
В популярной культуре звездного игрока команды можно назвать блоком двигателя, потому что он прочен, крепок и незаменим для машины.
Отсюда следует, если блок двигателя выходит из строя, то же самое происходит и с автомобилем.Вы никуда не денетесь, пока не отремонтируете или не замените блок двигателя.
Что такое блок цилиндров?Блок цилиндров — это конструкция, в которой расположены цилиндры двигателя и его основные компоненты. В нем также находятся впускные и выпускные отверстия и каналы, а также каналы для охлаждающей жидкости.
Нет существенной разницы между блоком цилиндров и блоком цилиндров
Если вы прочитали оба описания, вы заметили значительное сходство.
Как в блоке цилиндров, так и в блоке цилиндров находятся цилиндры, компоненты и картер. Вот почему вы слышите, как эти два термина используются как синонимы или взаимозаменяемые друг с другом. По сути, они выполняют ту же функцию.
Можно глубоко погрузиться в технические различия между двумя терминами или частями. Например, цилиндр en bloc — это отдельный блок, в котором нет картера. Между тем, блок двигателя представляет собой интегрированную конструкцию с картером двигателя.
Наиболее распространенный способ использования этих двух терминов позволяет использовать их как взаимозаменяемые.
Погружение глубже в блок двигателя: что он держит, что делаетБлок двигателя вашего автомобиля также известен как блок цилиндров автомобиля. Внутри него находятся все основные части нижней части вашего мотора. Что происходит в блоке двигателя?
Двигатель или блок цилиндров выполняет три важные функции:
- Смазывает и поддерживает стабильность в двигателе
- Передает масло по масляным каналам для смазки всех критических компонентов двигателя
- Охлаждает двигатель из водяных каналов
Другими словами , блок цилиндров поддерживает оптимальную рабочую температуру двигателя, даже если другие факторы, такие как нагрузка или внешняя температура, меняются.Это также важная часть, которая смазывает весь двигатель, позволяя ему выполнять основные функции.
Почему он должен быть в форме блока? Чугунные блоки были жизненно важной инженерной инновацией, когда двигатель внутреннего сгорания был еще новым изобретением. Использование прочного чугунного блока означало, что цилиндры можно было отливать группами по два или три. Пары или тройки цилиндров создают более надежный двигатель. Инженеры также обнаружили, что сборка двигателя с блоком была быстрее.
Блок двигателя значительно изменился за последние сто лет. В то время как старые блоки цилиндров имели два или три цилиндра, современные предприятия могут включать восемь и более цилиндров в один блок.
Использование блока также упрощает ремонт и замену цилиндров. Вместо того, чтобы возиться с одним цилиндром, можно снять блок, отремонтировать его, а затем снова установить. Также его легче заменить. Работа таким образом также означает, что вам не придется ремонтировать по одному элементу за раз, а это означает, что долговечность деталей соответствует, а не создает решение по частям.
Почему смазка и регулирование температуры так важны для вашего двигателя?Ваш двигатель — это место, где происходит сгорание топлива, что превращает ваш двигатель в двигатель сгорания топлива. Горение — это простой химический процесс, при котором топливо и воздух объединяются для высвобождения энергии. Все это происходит в блоке двигателя, а затем двигатель частично преобразует ту же энергию для питания двигателя.
Как? Когда сгорание расширяется, газы давят на поршни.Давление на них затем вращает коленчатый вал.
Ваш автомобиль движется, потому что вращающийся коленчатый вал приводит в действие систему шестерен, известную как трансмиссия, которая передает энергию и движение вашим колесам.
Общие проблемы с блоком двигателяБлоки двигателя прочные и часто служат на протяжении всего срока службы автомобиля. Несмотря на это, блоки двигателя могут столкнуться с проблемами, вызывающими их выход из строя.
Четыре наиболее распространенных проблемы с блоком цилиндров включают
- Внутренние утечки охлаждающей жидкости двигателя
- Внешние утечки охлаждающей жидкости двигателя
- Трещины в блоках цилиндров
- Пористый блок цилиндров
Когда из-за неисправной прокладки вода смешивается с моторным маслом, вы можете увидеть падение уровня охлаждающей жидкости в расширительном бачке.Еще один распространенный признак внутренней утечки охлаждающей жидкости — скопление густого крема под крышкой маслозаливной горловины.
Если вы переместите свой автомобиль и обнаружите лужу с водой там, где был припаркован двигатель, возможно, у вас внешняя утечка. Внешние утечки охлаждающей жидкости двигателя случаются, когда у вас негерметичный водяной насос или дом.
Лужи также являются признаком трещины в блоке двигателя.
Большая лужа с водой или маслом под передней частью автомобиля является явным признаком треснувшего блока двигателя.Если вы видите лужу масла, проверьте щуп. Явный недостаток масла почти подтверждает это.
Если вы подозреваете, что в блоке двигателя появилась трещина, не пытайтесь заводить машину. Вам нравится звук, который фатально сочетается с визгом и скрежетом, который вы больше никогда не захотите слышать.
Трещины в блоках цилиндров часто возникают в результате глубокого замерзания или перегрева. Сама по себе температура наружного воздуха не может нанести такой серьезный ущерб. Избыточное тепло является результатом нехватки охлаждающей жидкости, что приводит к расширению перегретых частей блока и создает нагрузку на блок.
Неисправный водяной насос также может привести к треснувшему блоку, поскольку он не позволяет охлаждающей жидкости проходить через систему.
В редких случаях вы можете обнаружить, что создали систему, способную к перегреву, добавив к вашему двигателю турбонагнетатель или нагнетатель. Если ваш двигатель не предназначен для работы с такой мощностью, двигатель перегревается и вызывает расширение и изгиб в блоке, что опять же приводит к растрескиванию.
Только в редких случаях блок цилиндров выходит из строя из-за ошибки литья.Гарантия на ваш автомобиль или детали должна охватывать проблемы с литьем.
Ваш двигатель не просто трескается. Ожидайте появления симптомов, прежде чем обнаружите большую лужу масла. Наиболее частые признаки потенциальной трещины в двигателе:
- Перегрев
- Снижение производительности двигателя
- Смешивание антифриза и моторного масла
- Дым из-под капота
Загрязнения, которые проникают в вашу отливку, когда она еще находится на заводе, могут усугубить проблемы в будущем.В большинстве случаев они не вызывают проблем с самим блоком. Однако они могут создавать проблемы с прокладками и уплотнениями, которые требуют некоторого обслуживания.
Как и в случае с ошибкой литья, пористый блок цилиндров не исправить. Он прибыл сломанным, и гарантия производителя должна распространяться на него.
В случае пористого блока, вызывающего поломку уплотнительной прокладки, вам, вероятно, придется заплатить за сам ремонт, поскольку они относятся к категории изнашиваемых деталей. Сами детали дешевы, но рабочая сила может быть дорогостоящей.
Неисправный блок двигателя? Большие проблемыБез блока двигателя у вас нет машины. К счастью, производители проектируют эти тяжелые чугунные кожухи так, чтобы они прослужили весь срок службы вашего автомобиля в целом.
Разница между блоком цилиндров и блоком цилиндров сегодня едва заметна, учитывая преобладающее использование чугунного картера блока. Если вы слышите эти слова как синонимы, говорящий прав. Правильно использовать одно вместо другого.
Вопросы по ремонту блока цилиндров и блока цилиндров? Делитесь своими вопросами и мыслями в комментариях ниже.
Признаков того, что у вас может быть трещина в блоке двигателя
Покупатели подержанных автомобилей защищены законом Пенсильвании от покупки автомобиля с определенными проблемами, такими как поврежденная трансмиссия, погнутая или сломанная рама или треснувший блок двигателя. К сожалению, несмотря на существование и соблюдение этих правил, многие дилеры по продаже подержанных автомобилей продолжают продавать неисправные автомобили ничего не подозревающим потребителям, что может иметь разрушительные последствия не только для покупателей, но и для всех на дороге.
Однако обиженные потребители могут привлекать к ответственности дилеров по продаже подержанных автомобилей за то, что они не раскрыли определенные повреждения, включая треснувший блок двигателя. Если вам продали неисправный автомобиль, важно проконсультироваться с опытным адвокатом по мошенничеству с подержанными автомобилями, который поможет вам получить компенсацию за ваши убытки.
Что такое блок двигателя?
Блоки двигателя содержат цилиндры, а также ряд других основных компонентов нижней части двигателя.Когда блок цилиндров функционирует должным образом, он позволяет поршням внутри цилиндров двигаться вверх и вниз, что затем поворачивает коленчатый вал. Вращение коленчатого вала позволяет колесам двигаться. Блоки двигателя рассчитаны на срок службы автомобиля. К сожалению, что-то может пойти не так, что приведет к образованию трещин в блоке двигателя.
Контрольные признаки треснувшего блока цилиндров
Многие трещины в блоках цилиндров возникают из-за попадания загрязняющих веществ в металл детали во время производственного процесса.В этих случаях плохо отлитый блок может начать вытекать, будь то охлаждающая жидкость или масло, из самой трещины. Это может привести к смешиванию моторного масла с антифризом или наоборот, хотя последнее обычно происходит только тогда, когда в блоке двигателя есть глубокая трещина. Обычно, когда антифриз загрязняется маслом, он создает запах и приводит к выделению дыма из выхлопных газов. К другим распространенным признакам трещины в блоке двигателя относятся:
- Низкая производительность двигателя из-за низкой компрессии двигателя;
- Видимый дым двигателя;
- Перегрев двигателя из-за утечки антифриза;
- Изменение цвета автомобильного масла или антифриза;
- Утечка масла или охлаждающей жидкости;
- Замерзшая охлаждающая жидкость в радиаторе;
- Чрезмерный дым из выхлопной трубы; и
- Низкий уровень охлаждающей жидкости.
Треснувшие блоки двигателя можно отремонтировать, но обычно требуется замена, либо на восстановленный двигатель, либо на новый двигатель, либо на утилизированный двигатель.
Причины трещин в блоках двигателя
Хотя существует ряд проблем, которые могут привести к треснувшему блоку двигателя, большинство из них связано с чрезмерным нагревом, который обычно возникает из-за проблем с охлаждающей жидкостью. Когда это происходит, перегретые части двигателя расширяются, а более холодные — нет. Это, в свою очередь, может привести к возникновению напряжения в блоке, которое затем может вызвать образование трещины в двигателе.
Неисправность водяного насоса также может вызвать образование трещин в блоке двигателя, поскольку водяной насос может препятствовать прохождению охлаждающей жидкости через систему, как задумано, что может затем вызвать серьезный перегрев. В качестве альтернативы, отказ отливки во время процесса литья под давлением может привести к тому, что блок двигателя станет тоньше в определенных областях. После воздействия тепла на эти области могут образоваться тонкие трещины.
Позвоните опытному юристу по вопросам мошенничества с подержанными автомобилями в Филадельфии
Если вы купили подержанный автомобиль, а затем обнаружили, что блок двигателя треснул, вы можете иметь право на компенсацию.Свяжитесь с юристом по мошенничеству с подержанными автомобилями из Филадельфии Луи С. Шварцем на CONSUMERLAWPA.com сегодня, чтобы узнать больше о ваших законных правах и возможностях.
Ресурс:
enginebuildermag.com/2015/04/engine-block-and-head-repair/
Collecting Compensation for Auto Dealer FraudК Потребительское право PA | опубликовано 18 июня 2019
Типы и функции блока цилиндров
Типы и функции блока цилиндров Что такое блок цилиндров?Типы и функции блока цилиндров: — Блок цилиндров является основным неподвижным корпусом автомобильного двигателя и служит его основанием.Они служат опорой и ограждением для движущихся частей. В наши дни блок цилиндров и картер отлиты вместе в единую отливку, что дает жесткую конструкцию.
Блок цилиндров может также иметь отдельный картер для коленчатого вала, который в основном используется в больших двигателях, а также в судовых и стационарных двигателях. Отдельный алюминиевый картер, сделанный из алюминия, предпочтительнее из-за меньшего веса, более дешевой и быстрой замены.
Блок цилиндров состоит из трех частей:- Цилиндры, в которых поршень скользит вверх и вниз.
- Порты, открывающиеся для клапанов
- Обеспечивают куртки для отвода тепла потоком охлаждающей воды
- Основная функция блока цилиндров заключается в том, что он закрывает шатун, поршень и коленчатый вал. Их индивидуальная работа происходит внутри блока.
- Он поддерживает другие основные компоненты автомобильного двигателя и вспомогательные устройства, такие как компрессор кондиционера, генератор переменного тока, впускной и выпускной коллектор и т. Д.
- Он состоит из компонентов механизма смазки, таких как масляный поддон, масляный насос, масляный фильтр и т. Д.
- Он также помогает в контуре охлаждения
Типы и функции блока цилиндров: — Блоки двигателя классифицируются по конфигурации цилиндра двигателя. Ниже приведены типы блоков цилиндров:
1. Цилиндр двигателя
VЭто популярный тип цилиндров двигателя, широко используемый в настоящее время.В этой конфигурации двигатели расположены в два ряда. Два ряда устанавливаются под углом друг к другу. Угол V остается небольшим, обычно от 15 ° до 20 °, потому что с большим углом балансировка двигателя затрудняется. Этот тип двигателя довольно сложно уравновесить противовесом на коленчатом валу.
Коленчатый вал имеет только два кривошипа, при этом шатуны противоположных цилиндров в двух рядах прикреплены к одной шатунной шейке. Каждые два шатуна прикреплены к одной шатунной шейке.В качестве блока цилиндров используются различные типы V-образных двигателей для тяжелых автомобилей V16, V8 и для небольших мотоциклов.
2. Рядный цилиндр двигателяРядный блок цилиндров двигателя, ряд цилиндров расположен таким образом, что они движутся в одну линию. Автомобили с таким блоком двигателя работают без сбоев; по этой причине они в основном используются там, где требуется высокая частота вращения. В основном это используется в легковых автомобилях.
3. Цилиндр оппозитного двигателя / Цилиндр оппозитного двигателяДвигатель с оппозитным двигателем в основном представляет собой V-образный двигатель с плоским прессованием.В этом блоке цилиндров прибывают два ряда по два цилиндра, каждый из которых установлен напротив друг друга. Эта конструкция также известна как двигатель-блинчик. Для этого требуется очень мало места для головы, поэтому моторный отсек может быть очень компактным. Двигатель Volkswagen имеет такое расположение 4 цилиндров. Он имеет воздушное охлаждение и установлен в задней части автомобиля. Этот блок цилиндров также используется на Porsche, Subaru и некоторых других двигателях повышенной мощности.
Преимущества V-образного блока цилиндров перед рядным блоком цилиндров- V-образный блок цилиндров позволяет получить более короткий, легкий и более жесткий двигатель.Более жесткий двигатель обеспечивает более высокие скорости работы и более высокое давление сгорания с меньшими трудностями из-за изгиба или изгиба блока цилиндров и коленчатого вала. При изгибе двигатель выходит из строя, увеличивает потери на трение и износ, а также может вызвать внутренние вибрации.
- Это позволяет использовать впускной коллектор, который обеспечивает относительно равномерное распределение воздушно-топливной смеси по всем цилиндрам, поскольку все цилиндры расположены относительно близко друг к другу.
- Позволяет опустить линию капота и, как следствие, снизить профиль автомобиля.Это связано с тем, что карбюратор и другие детали расположены между двумя рядами цилиндров, поэтому они не занимают высоту над цилиндрами.
- Утечка внешней охлаждающей жидкости двигателя: Эта утечка может произойти из-за водяного насоса, радиатора, сердечника нагревателя или ослабленного шланга. Иногда это может быть вызвано самим блоком двигателя из-за трещин.
- Изношенный / треснувший цилиндр: После долгой работы цилиндров износ внутри цилиндра является нормальным явлением.При этом гладкая обработанная стенка может испортиться. Это влияет на уплотнение поршневыми кольцами. Решить эту проблему можно, увеличив диаметр отверстия.
- Пористый блок цилиндров: Этот отказ блока цилиндров обычно вызван загрязнением, попадающим в металл. Часто это происходит в процессе изготовления. У этой проблемы нет решения, так как эта проблема возникает из-за того, что блок цилиндров происходит от него.
Источник изображения: — newkidscar, mechathon, howacarworks
Casting Foundry Пример: производство алюминиевых блоков цилиндров :: Bluewater Thermal Solutions
Положения и условия
Введение
ВНИМАТЕЛЬНО ПРОЧИТАЙТЕ ДАННЫЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ПЕРЕД ИСПОЛЬЗОВАНИЕМ ДАННОГО ВЕБ-САЙТА («ВЕБ-САЙТ»).НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА («УСЛОВИЯ ИСПОЛЬЗОВАНИЯ») РЕГУЛИРУЮТ ВАШ ДОСТУП И ИСПОЛЬЗОВАНИЕ ВЕБ-САЙТА. ВЕБ-САЙТ ДОСТУПЕН ДЛЯ ВАШЕГО ИСПОЛЬЗОВАНИЯ ТОЛЬКО ПРИ СОГЛАСИИ С УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, ИЗЛОЖЕННЫМИ НИЖЕ. ЕСЛИ ВЫ НЕ СОГЛАСНЫ СО ВСЕМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ, НЕ ДОПУСКАЙТЕСЬ И НЕ ИСПОЛЬЗУЙТЕ ВЕБ-САЙТ. ДОСТУПАЯ ИЛИ ИСПОЛЬЗУЯ ВЕБ-САЙТ, ВЫ И ПРЕДПРИЯТИЕ, КОТОРОЕ ВЫ УПОЛНОМОЧЕНЫ ПРЕДСТАВИТЬ («ВЫ» ИЛИ «ВАШ»), ПОДТВЕРЖДАЕТЕ СОГЛАШЕНИЕ ОБ ОБЯЗАТЕЛЬСТВЕ УСЛОВИЙ ИСПОЛЬЗОВАНИЯ.
1. Объем условий использования
Настоящие Условия использования регулируют использование вами Веб-сайта и всех приложений, программного обеспечения и услуг (совместно именуемых «Услуги»), доступных через Веб-сайт, за исключением случаев, когда такие Услуги являются предметом отдельного соглашения.
2. Изменения
Bluewater может пересматривать и обновлять настоящие Условия использования в любое время. Продолжение использования вами веб-сайта после любых изменений настоящих Условий использования будет означать, что вы принимаете эти изменения. Любой аспект веб-сайта может быть изменен, дополнен, удален или обновлен без предварительного уведомления по собственному усмотрению Bluewater. Bluewater может также изменять или взимать плату за продукты и услуги, предоставляемые через веб-сайт, в любое время по своему собственному усмотрению. Bluewater может устанавливать или изменять в любое время общие правила и ограничения в отношении других продуктов и услуг Bluewater по своему собственному усмотрению.
3. Лицензия и право собственности
Все права интеллектуальной собственности («Интеллектуальная собственность»), связанные с Веб-сайтом и его содержимым («Контент»), являются исключительной собственностью Bluewater, ее аффилированных лиц или третьих лиц. Контент защищен законами об авторском праве и другими законами как в США, так и в других странах. Элементы веб-сайта также защищены законами о внешнем виде, коммерческой тайне, недобросовестной конкуренции и другими законами и не могут быть скопированы или имитированы полностью или частично. Вся настраиваемая графика, значки и другие элементы, которые появляются на веб-сайте, являются товарными знаками, знаками обслуживания или товарным знаком («Знаки») Bluewater, его аффилированных лиц или других организаций, которые предоставили Bluewater право и лицензию на использование таких Знаков и могут Запрещается использовать или вмешиваться в работу любого менеджера без явного письменного согласия Bluewater.За исключением случаев, когда иное прямо разрешено настоящими Условиями использования, вы не можете копировать, воспроизводить, изменять, сдавать в аренду, одалживать, продавать, создавать производные работы, загружать, передавать или распространять Интеллектуальную собственность веб-сайта любым способом без Bluewater или предварительное письменное разрешение соответствующей третьей стороны. За исключением случаев, прямо предусмотренных в настоящем документе, Bluewater не предоставляет Вам никаких явных или подразумеваемых прав на Интеллектуальную собственность Bluewater или третьих лиц.
Bluewater предоставляет вам ограниченную, личную, непередаваемую, несублицензируемую и отзывную лицензию на доступ и использование только Веб-сайта, Контента и Услуг только в том виде, который представлен Bluewater, только в порядке, прямо разрешенном Bluewater.За исключением этой ограниченной лицензии, Bluewater не выражает интереса к Контенту, Услугам, Веб-сайту или любой другой собственности Bluewater, разрешая Вам доступ к Веб-сайту. За исключением случаев, предусмотренных законом или прямо предусмотренных в настоящем документе, ни один Контент не может быть подвергнут обратному проектированию, изменен, воспроизведен, переиздан, переведен на любой язык или компьютерный язык, повторно передан в любой форме и любыми средствами, перепродан или распространяется без предварительного письменного согласия Bluewater.Вы не можете производить, продавать, предлагать для продажи, изменять, воспроизводить, демонстрировать, публично исполнять, импортировать, распространять, ретранслировать или иным образом использовать Контент каким-либо образом, если это прямо не разрешено Bluewtater.
4. Ограничения использования веб-сайта
В дополнение к другим ограничениям, изложенным в настоящих Условиях использования, вы соглашаетесь с тем, что:
(a) Вы не должны скрывать происхождение информации, передаваемой через веб-сайт, или размещать ложные или вводящие в заблуждение информация на веб-сайте.
(b) Вы не будете использовать или получать доступ к каким-либо услугам, информации, приложениям или программному обеспечению, доступным через веб-сайт, способом, прямо не разрешенным Bluewater.
(c) Вы не будете вводить или загружать на Веб-сайт какую-либо информацию, которая содержит вирусы, троянских коней, червей, бомбы замедленного действия или другие процедуры компьютерного программирования, которые предназначены для повреждения, вмешательства в работу, перехвата или экспроприации любой системы, Веб-сайта. или информации, или которая нарушает права интеллектуальной собственности (определенные ниже) другого лица.
(d) Некоторые разделы веб-сайта могут быть ограничены для клиентов Bluewater.
(e) Вы не можете использовать или получать доступ к Веб-сайту или Услугам каким-либо образом, который, по мнению Bluewater, отрицательно влияет на производительность или функционирование Услуг или Веб-сайта или мешает авторизованным сторонам получать доступ к Услугам или веб-сайт.
(f) Вы не можете создавать или использовать методы кадрирования для включения какой-либо части или аспекта Содержимого или Информации без явного письменного согласия Bluewater.
5. Ссылки
(a) Исходящие ссылки. Веб-сайт может содержать ссылки на сторонние веб-сайты и ресурсы (совместно именуемые «Связанные сайты»). Эти Связанные сайты предоставляются исключительно для вашего удобства, а не в качестве поддержки Bluewater контента на таких Связанных сайтах. Bluewater не делает никаких заявлений и не дает никаких гарантий относительно правильности, точности, производительности или качества любого контента, программного обеспечения, услуг или приложений, найденных на любом Связанном сайте.Bluewater не несет ответственности за доступность Связанных сайтов, а также за содержание или деятельность таких сайтов. Если вы решите получить доступ к связанным сайтам, вы делаете это на свой страх и риск. Кроме того, использование вами Связанных сайтов регулируется всеми применимыми политиками и условиями использования, включая, помимо прочего, политику конфиденциальности Связанного сайта.
(b) Входящие ссылки. Ссылки на любую страницу веб-сайта, кроме http://www.bluewaterthermal.com, с помощью простой текстовой ссылки строго запрещены при отсутствии отдельного соглашения о размещении ссылок с Bluewater.Любому веб-сайту или другому устройству, которое ссылается на http://www.bluewaterthermal.com или любую доступную на нем страницу, запрещено (а) копировать Контент, (б) использовать браузер или пограничную среду вокруг Контента, (в) подразумевая любая мода, которую Bluewater или ее аффилированные лица поддерживают ее или ее продукты, (d) искажение фактов, включая ее отношения с Bluewater или любыми ее аффилированными лицами, (e) предоставление ложной информации о продуктах или услугах Bluewater, и ( е) использование любого логотипа или товарного знака Bluewater или любой из ее дочерних компаний без явного письменного разрешения Bluewater.
6. Материалы
Вы соглашаетесь с тем, что Bluewater по своему усмотрению может прекратить или приостановить использование вами Веб-сайта, Услуг и Контента в любое время и по любой причине или без таковой по своему собственному усмотрению, даже если доступ и использование продолжаются. быть позволенным другим. После такой приостановки или прекращения вы должны немедленно (а) прекратить использование веб-сайта и (б) уничтожить все сделанные вами копии любой части Контента. Доступ к Веб-сайту или Услугам после такого прекращения, приостановки или прекращения действия считается нарушением права владения.Кроме того, вы соглашаетесь с тем, что Bluewater не несет ответственности перед вами или любой третьей стороной за прекращение или приостановление вашего доступа к Веб-сайту и / или Услугам.
ОТКАЗ ОТ ГАРАНТИЙ
BLUEWATER НЕ ДАЕТ ЗАЯВЛЕНИЙ О РЕЗУЛЬТАТАХ, ПОЛУЧЕННЫХ ОТ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА ИЛИ СОДЕРЖАНИЯ. ИСПОЛЬЗУЕТЕ ЖЕ НА ВАШ СОБСТВЕННЫЙ РИСК.
ВЕБ-САЙТ, УСЛУГИ И СОДЕРЖАНИЕ ПРЕДОСТАВЛЯЮТСЯ НА УСЛОВИЯХ «КАК ЕСТЬ». BLUEWATER, ЕЕ ЛИЦЕНЗИАРЫ И ЕГО ПОСТАВЩИКИ В САМОЙ ПОЛНОЙ СТЕПЕНИ, РАЗРЕШЕННОЙ ЗАКОНОМ, ОТКАЗЫВАЮТСЯ ОТ ВСЕХ ГАРАНТИЙ, ЯВНЫХ ИЛИ ПОДРАЗУМЕВАЕМЫХ, ЗАКОНОДАТЕЛЬНЫХ ИЛИ ИНЫХ УСЛОВИЙ, ВКЛЮЧАЯ, НО НЕ ОГРАНИЧИВАЕМОЕ ПОДРАЗУМЕВАЕМЫМИ ГАРАНТИЯМИ, ПРАВА ТОВАРА. И ПРИГОДНОСТЬ ДЛЯ КОНКРЕТНОЙ ЦЕЛИ.BLUEWATER И ЕЕ ФИЛИАЛЫ, ЛИЦЕНЗИАРЫ И ПОСТАВЩИКИ НЕ ДЕЛАЮТ НИКАКИХ ЗАЯВЛЕНИЙ ИЛИ ГАРАНТИЙ В ОТНОШЕНИИ ТОЧНОСТИ, ПОЛНОТЫ, БЕЗОПАСНОСТИ ИЛИ СОВРЕМЕННОСТИ СОДЕРЖАНИЯ ИЛИ УСЛУГ, ПРЕДОСТАВЛЯЕМЫХ ПРИ ИСПОЛЬЗОВАНИИ ВЕБ-САЙТА ИЛИ ПОСРЕДСТВОМ ИСПОЛЬЗОВАНИЯ. НИКАКАЯ ИНФОРМАЦИЯ, ПОЛУЧЕННАЯ ВАМИ НА ВЕБ-САЙТЕ, НЕ СОЗДАЕТ КАКИХ-ЛИБО ГАРАНТИЙ, ЯВНО НЕ ЗАЯВЛЕННЫХ BLUEWATER В НАСТОЯЩИХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ.
В НЕКОТОРЫХ ЮРИСДИКЦИЯХ НЕ ДОПУСКАЕТСЯ ОГРАНИЧЕНИЯ ПОДРАЗУМЕВАЕМЫХ ГАРАНТИЙ, ПОЭТОМУ, ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ В ДАННОМ РАЗДЕЛЕ МОГУТ НЕ ОТНОСИТЬСЯ К ВАМ. ЕСЛИ ВЫ СОБИРАЕТЕСЬ В КАЧЕСТВЕ ПОТРЕБИТЕЛЯ, НАСТОЯЩИЕ ПОЛОЖЕНИЯ НЕ ОТНОСЯТЕСЬ ОТ ВАШИХ ЗАКОННЫХ ПРАВ, ОТ КОТОРЫХ НЕ МОЖЕТ БЫТЬ ОТКАЗАНО.ВЫ СОГЛАШАЕТЕСЬ И ПРИЗНАЕТЕ, ЧТО ОГРАНИЧЕНИЯ И ИСКЛЮЧЕНИЯ ОТВЕТСТВЕННОСТИ И ГАРАНТИИ, ПРЕДОСТАВЛЯЕМЫЕ В НАСТОЯЩИХ УСЛОВИЯХ ИСПОЛЬЗОВАНИЯ, ЯВЛЯЮТСЯ ЧЕСТНЫМИ И РАЗУМНЫМИ.
9. ОГРАНИЧЕНИЕ ОТВЕТСТВЕННОСТИ
В СТЕПЕНИ, РАЗРЕШЕННОЙ ДЕЙСТВУЮЩИМ ЗАКОНОДАТЕЛЬСТВОМ, И В той степени, в которой BLUEWATER ОБНАРУЖИВАЕТСЯ ОТВЕТСТВЕННОСТЬЮ ЗА ЛЮБЫЕ УБЫТКИ, BLUEWATER НЕСЕТ ОТВЕТСТВЕННОСТЬ ЗА ФАКТИЧЕСКИЕ УБЫТКИ, СООТВЕТСТВУЮЩИЕ В СООТВЕТСТВИИ С ОТВЕТСТВЕННОСТЬЮ ТОЛЬКО В ОТНОШЕНИИ ОТВЕТСТВЕННОСТИ СООТВЕТСТВУЕТ , ЕЕ ЛИЦЕНЗИАРЫ, ЕГО ПОСТАВЩИКИ ИЛИ ЛЮБЫЕ ТРЕТЬИ ЛИЦА, УКАЗАННЫЕ НА ВЕБ-САЙТЕ, НЕСУТ ОТВЕТСТВЕННОСТЬ ЗА ЛЮБЫЕ СЛУЧАЙНЫЕ, КОСВЕННЫЕ, ПРИМЕРНЫЕ, КАРАТНЫЕ И КОСВЕННЫЕ УБЫТКИ, ПОТЕРЯ ПРИБЫЛИ ИЛИ УБЫТКИ, ПРИЧИНЕННЫЕ В РЕЗУЛЬТАТЕ УБЫТКИ ДАННЫХ ИЛИ ВЗАИМОДЕЙСТВИЯ С ДЕЛОМ ДЛЯ ИСПОЛЬЗОВАНИЯ ВЕБ-САЙТА, УСЛУГ ИЛИ КОНТЕНТА, ОСНОВАННЫХ НА ГАРАНТИИ, КОНТРАКТЕ, ПРАКТИКЕ, НЕЗАВИСИМОСТИ ИЛИ ЛЮБОЙ ДРУГИХ ЮРИДИЧЕСКИХ ТЕОРИЯХ, И ПРЕДОСТАВЛЯЕТСЯ ЛИБО ИЛИ НЕ BLUEWATER о ВОЗМОЖНОСТИ ТАКИХ УБЫТКОВ.В СТЕПЕНИ, РАЗРЕШЕННЫХ ЗАКОНОМ, СРЕДСТВА ЗАЩИТЫ, ПРЕДУСМОТРЕННЫЕ ДЛЯ ВАС НАСТОЯЩИМИ УСЛОВИЯМИ, ЯВЛЯЮТСЯ ИСКЛЮЧИТЕЛЬНЫМИ И ОГРАНИЧИВАЮТСЯ ТОЧНЫМ ОБРАЗОМ, ПРЕДУСМОТРЕННЫМИ НАСТОЯЩИМИ УСЛОВИЯМИ ИСПОЛЬЗОВАНИЯ.
10. Соблюдение закона
Вы соглашаетесь использовать Веб-сайт в строгом соответствии со всеми применимыми законами, постановлениями и постановлениями и таким образом, который, по единоличному мнению Bluewater, не оказывает негативного влияния на репутацию или репутацию Bluewater и не предпринимает никаких действий, которые могут привести к нарушению Bluewater каких-либо законов, постановлений или постановлений, применимых к Bluewater.
11. Применимое право
Настоящие Положения и условия должны регулироваться и толковаться в соответствии с законодательством штата Нью-Йорк без ссылки на его нормы коллизионного права. Вы соглашаетесь с тем, что любые судебные иски, вытекающие из настоящих условий или связанные с ними, должны подаваться только в суды штата или федеральные суды, расположенные в округе Нью-Йорк в штате Нью-Йорк.
12. Общие
Вы не можете уступать настоящие Условия использования или какие-либо из своих интересов, прав или обязательств в соответствии с настоящими Условиями использования.Если какое-либо положение настоящих Условий использования будет признано недействительным каким-либо судом, имеющим компетентную юрисдикцию, недействительность такого положения не повлияет на действительность остальных положений настоящих Условий использования, которые остаются в полной силе. Никакой отказ от любого из настоящих Условий использования не считается дальнейшим или продолжающимся отказом от такого условия или любого другого условия.
13. ПОЛНОЕ СОГЛАШЕНИЕ
ЗА ИСКЛЮЧЕНИЕМ ЯВНО ПРЕДОСТАВЛЕННЫХ В ОТДЕЛЬНОЙ ЛИЦЕНЗИИ ИЛИ ДРУГИМ ПИСЬМЕННОМ СОГЛАШЕНИИ МЕЖДУ ВАМИ И BLUEWATER, НАСТОЯЩИЕ УСЛОВИЯ ИСПОЛЬЗОВАНИЯ СОСТАВЛЯЮТ ПОЛНОЕ СОГЛАШЕНИЕ МЕЖДУ САЙТОМ WEFT ИЛИ СОГЛАШЕНИЕМ НА ПОЛУЧЕНИЕ СЛУЖБЫ ИЛИ ПРОГРАММЫ BLUEWATER С НАМИ , ИНФОРМАЦИЯ ИЛИ СОДЕРЖАНИЕ, СОДЕРЖАЩИЕСЯ ТАМ, И ЗАМЕНЯЮЩИЕ ВСЕ ОБСУЖДЕНИЯ, СООБЩЕНИЯ, РАЗГОВОРЫ И СОГЛАШЕНИЯ, КАСАЮЩИЕСЯ ТЕМАТИЧЕСКОГО ВОПРОСА.
Условия продажи
Стандартные условия продажи («Положения и условия»)
1. Обращаясь к Bluewater с просьбой о предоставлении определенных услуг по термической обработке («Услуги») продукта / материала / товаров клиента («Товары»), клиент настоящим соглашается с настоящими Условиями продажи и Заявлением об ограниченной ответственности. («Условия») применяются, несмотря на любые положения об обратном, содержащиеся в любом документе, предоставленном заказчиком компании Bluewater (ранее или в дальнейшем), включая, помимо прочего, любой запрос коммерческого предложения, заказ (-ы) на поставку, товаросопроводительный документ или предоставленную форму подтверждения. заказчиком или любым из его агентов, и даже если такие документы содержат формулировку, требующую, чтобы положения, содержащиеся в таких документах, имели преимущественную силу или отменяли любые противоположные положения, содержащиеся в настоящем документе.Оплачивая счета-фактуры Bluewater за предоставленные Услуги, заказчик соглашается с тем, что настоящие Условия будут применяться к Услугам, на которые распространяется указанный счет, и что ни одно из изложенных здесь положений не может быть изменено каким-либо положением в любом документе, представленном клиентом, в любое время. Принятие компанией Bluewater любых Услуг для клиента прямо обусловлено согласием клиента с настоящими Условиями. Оказание Bluewater Услуг не считается принятием каких-либо встречных предложений или условий, предоставленных клиентом, и Bluewater не будет связана обязательствами, возражать и отклонять любые дополнительные положения или положения, которые отличаются от настоящих Условий.
2. Плата за оказанные Услуги подлежит оплате за 30 дней с даты выставления счета Bluewater без права на изменение, если иное не согласовано в письменной форме и подписано заказчиком и уполномоченным представителем Bluewater, до момента предоставления любых Услуг. оказываются. Плата за обслуживание в размере 1,5% в месяц от полной стоимости оказанных Услуг применяется к просроченным счетам. Bluewater оставляет за собой право по любым просроченным счетам (определяемым как счета, просроченные более чем на 60 дней с даты выставления счета) (1) приостановить выполнение любого заказа для клиента и / или приостановить доставку любого из Товаров клиента. , (2) разместить просроченные счета на C.О. статус, (3) требовать сбора оплаты через третью сторону, (4) останавливать любые Товары в пути к покупателю, (5) требовать оплаты за Услуги до отгрузки Товаров покупателю, (6) изменять, изменять или ограничивать условия оплаты или (7) использовать любые другие варианты, необходимые для взыскания. Кроме того, Bluewater имеет право взыскать любые расходы по взысканию, включая разумные гонорары адвокатам или расходы третьих сторон по взысканию, для обеспечения соблюдения настоящих Условий. Все котировки Bluewater открыты для принятия в течение 90 дней с даты выпуска, если не указано иное.Bluewater по своему усмотрению может утверждать кредитные авизо для клиента. Любое кредитовое авизо на сумму менее 10 000 долларов США может быть одобрено генеральным менеджером Bluewater. Любое кредитовое авизо на сумму более 10 000 долларов США должно быть одобрено финансовым директором Bluewater, операционным директором или президентом. Все кредитовые авизо должны быть в письменной форме и подписаны соответствующим представителем Bluewater.
3. ОГРАНИЧЕННАЯ ГАРАНТИЯ. Bluewater гарантирует, что будет предоставлять Услуги качественно и качественно, отражая нашу приверженность обслуживанию клиентов и в соответствии с заказом (имеется в виду обработка продукта, материала, деталей или иным образом), согласованным с клиентом.Заказчик гарантирует, что Товары не будут иметь каких-либо существенных дефектов, которые могли бы негативно повлиять на оказанные Услуги. Клиент обязан осмотреть Товары сразу после их возврата, и обо всех претензиях в соответствии с настоящими Условиями необходимо сообщать до (а) 5 дней после доставки Товаров покупателю или (б) время, когда Товары вводятся в эффективное использование или продаются другим лицам, и до того, как будет выполнена какая-либо дальнейшая обработка, сборка или другие работы с указанными Товарами, такое время не должно превышать 7 дней после отправки из Bluewater («Гарантийный период»).Все претензии, в которых подробно говорится о нарушении гарантии, должны подаваться в Bluewater в письменной форме в течение этого гарантийного срока. Все гарантии считаются недействительными, если (а) Товары подверглись неправильному использованию, неправильному использованию или изменению после доставки покупателю, (б) покупатель использовал Товары после того, как он впервые обнаружил (или должен был быть в состоянии обнаружить или идентифицировать), что такие Товары были повреждены, бракованы или подвергались неправильной обработке / Услугам, (c) Товары неправильно или неправильно хранятся после доставки или получения покупателем, или (d) Товары, доставленные в Bluewater с существенными дефектами.Bluewater не делает никаких заявлений и не дает никаких гарантий относительно чистоты Товаров после оказания Услуг Bluewater без предварительного письменного разрешения должностного лица Bluewater. Поскольку при термической обработке существуют риски, независимо от сложности управления технологическим процессом и / или доступных известных методов, Bluewater не делает никаких заявлений. гарантия, выраженная или подразумеваемая, что Товары, обслуживаемые Bluewater, подлежат продаже или пригодны для использования в определенных целях. Bluewater также не дает никаких других гарантий, явных или подразумеваемых, за исключением случаев, указанных в настоящем документе, и настоящим отказывается от любых других гарантий, которые могут существовать.
4. Bluewater не несет ответственности за какие-либо необычные, случайные, сопутствующие, непреднамеренные, результирующие, штрафные или заранее оцененные убытки в связи с Услугами, оказанными Товарам, или за нарушение каких-либо обязательств перед заказчиком. Как указано выше в пункте 3, заказчик осознает наличие определенных рисков, присущих Услугам, предоставляемым Bluewater. Если юридическая ответственность Bluewater установлена по какой-либо причине или по какой-либо причине, включая, помимо прочего, нарушение гарантии, единственная и исключительная ответственность Bluewater и исключительное средство правовой защиты будут заключаться в Bluewater, по ее единоличному усмотрению, для предоставления клиенту на сумму, равную документально подтвержденному прямому и фактическому ущербу, при условии, что такие убытки не превышают двукратную сумму первоначальной платы за Услуги для Товаров, которые привели к возникновению ответственности или затрат для клиента по замене затронутых Товаров.Bluewater также оставляет за собой право выдавать клиенту кредитовые авизо по любой денежной гарантии или другим обязательствам перед клиентом. Ни один агент или представитель Bluewater не имеет права изменять условия гарантии или денежного возмещения, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
5. Bluewater не обязана проводить какие-либо металлургические или лабораторные испытания Товаров на твердость, предел прочности, предел текучести, эластичность, вязкость разрушения, микроструктуру, растрескивание или иное; за все такие испытания несет исключительную ответственность и обязанность покупателя, если должным образом уполномоченный представитель Bluewater не подтвердил в письменной форме, что он проводил такие испытания отдельно.Bluewater не несет ответственности за любые предполагаемые несоответствия в весе или количестве штук Товаров, за исключением случаев, когда претензия предъявляется в течение пяти рабочих дней после получения Товаров покупателем, и только в том случае, если такое несоответствие в весе или количестве штук, если любой, проверено представителем Bluewater. Bluewater оставляет за собой право пересматривать ценовые предложения и / или покрывать дополнительные расходы или расходы в случае, если Заказчик приостанавливает оказание запрошенных Услуг, оказанных для Товаров, или в результате несоответствия или неточности инструкций Заказчика.
6. Товары должны оставаться за счет и на исключительный риск клиента во время транспортировки на объект Bluewater и обратно, во время погрузки и разгрузки, а также при нахождении на предприятии Bluewater, выполняющем Услуги. Если компания Bluewater не указала цены и условия доставки, получения и перевозки, все Товары отправляются на условиях франко-борт. Расположение Bluewater. Риск потери любых Товаров в пути переходит после доставки на ФОБ. точка. Сторона, принимающая на себя риск потери, несет единоличную ответственность за все расходы по доставке и доставке и должна обеспечивать надлежащую страховку с уважаемыми перевозчиками, покрывающую восстановительную стоимость таких товаров в пути.Заказчик гарантирует, что Товары не будут представлять никакой опасности для окружающей среды, безопасности или иным образом для объектов или персонала Bluewater. Заказчик также гарантирует, что он либо является владельцем Товаров, либо уполномочен владельцем Товаров принять настоящие Условия от имени владельца.
7. Заказчик несет ответственность за все расходы, сборы и любые расходы, связанные с созданием, консультацией, проверкой, согласованием и действием любого аккредитива (-ов), переводом денежных средств в Bluewater и / или выпуском любых товаросопроводительных документов.Стоимость любых изменений или модификаций заказа, запрошенных клиентом после даты принятия заказа, оплачивается клиентом, если такое изменение или модификация принимается представителем Bluewater.
8. Заказчик несет исключительную ответственность за надлежащую упаковку Товаров, чтобы защитить их при транспортировке в Bluewater от неблагоприятных погодных условий, повреждений от ударов и / или любых других рисков при транспортировке. Заказчик должен использовать упаковочные материалы, подходящие для повторного использования компанией Bluewater, где Bluewater несет ответственность за доставку Товаров заказчику, если в письменной форме заказчик и уполномоченный представитель Bluewater не договорились о других способах упаковки Товаров.Компания Bluewater не дает никаких гарантий, что упаковочные материалы, ящики, картонные коробки и поддоны будут возвращены покупателю. Однако по возможности они будут возвращены покупателю вместе с Товарами.
9. Заказчик соглашается уплачивать акцизы, валовые поступления, продажи, использование или профессиональные налоги или другие налоги / тарифы, взимаемые с любых Услуг, контрактов, отгрузки или доставки, связанных с ними, и нести ответственность за соблюдение всех применимых импортных / законы об экспорте США или любой другой страны, откуда товары поступают на предприятие Bluewater или на которые они доставляются после оказания Услуг.
10. Форс-мажор: Bluewater не несет ответственности за невыполнение условий настоящего Соглашения по любой причине или событию, находящемуся вне ее разумного контроля («форс-мажор»), включая, помимо прочего, стихийные бедствия и террористические акты. , пожар, наводнение, стихийное бедствие, невозможность получить материалы по разумным ценам, непостоянство коммунальных расходов, оборудования или транспорта, государственные законы или постановления, несчастные случаи, трудовые споры, забастовки, локауты или нехватка или другие подобные вопросы.В случае возникновения форс-мажорных обстоятельств Bluewater уведомит клиента и попытается минимизировать продолжительность любого воздействия на его способность оказывать Услуги по заказу из-за такого форс-мажорного события.
11. Законы штата Нью-Йорк регулируют толкование и соблюдение настоящих Условий, за исключением выбора положений законов. Настоящим стороны исключают применение Конвенции ООН о договорах международной купли-продажи товаров (1980 г.) и любых поправок к ней.Любой спор, возникающий из настоящих Условий или в отношении любых Услуг, может быть передан в федеральные суды или суды штата, расположенные в округе Нью-Йорк, штат Нью-Йорк, и обе стороны прямо соглашаются с личной юрисдикцией таких судов и отказываются от любых возражений против юрисдикции. и место проведения. Единый коммерческий кодекс прямо не распространяется на какие-либо заказы, предложения о продаже или любые Услуги, предоставляемые в соответствии с настоящим Соглашением.
12. Ни один сотрудник, представитель или агент Bluewater не имеет права изменять, исправлять или отказываться от настоящих Условий или брать на себя какие-либо другие обязательства или ответственность для Bluewater, за исключением случаев, когда это прямо разрешено (письменное согласие и подписано) должностным лицом Bluewater.
13. Выполнение любых Услуг, охватываемых каждым заказом, должно осуществляться в соответствии с Законом о справедливых трудовых стандартах 1938 года с поправками, применимыми к Bluewater.
14. В случае, если какое-либо одно или несколько положений или частей положения, содержащегося в настоящем документе, по какой-либо причине будет признано недействительным или незаконным, такая недействительность, незаконность или неисполнимость не повлияет на какое-либо другое положение или часть положения. настоящего Соглашения, но настоящие Условия (включая, если применимо, любые Дополнительные условия) будут изменены и истолкованы так, как если бы такое недействительное, незаконное или неисполнимое положение или часть положения никогда не содержалось в настоящем документе, и такое положение или часть будут изменены таким образом, чтобы является действительным, законным и имеющим исковую силу при сохранении, в максимально допустимой степени, в максимально возможной степени первоначального намерения положения.
15. Каждая сторона может предоставить другой стороне конфиденциальную информацию. Конфиденциальная информация определяется как такая информация, которая была определена как конфиденциальная и еще не была известна другому лицу, а также не является общедоступной или доступной, кроме как по вине другого, и включает, помимо прочего, коммерческую тайну, проприетарные чертежи. , спецификации и конкретные параметры обработки. Каждая сторона соглашается сохранять конфиденциальную информацию другой стороны в секрете и не раскрывать ее третьей стороне или использовать ее без предварительного письменного согласия другой стороны.Каждая сторона сохраняет за собой право собственности и все права на такую раскрываемую конфиденциальную информацию. Заказчик признает, что бизнес Bluewater в первую очередь заключается в предоставлении Услуг товарам и что Bluewater за многие годы накопила опыт и ноу-хау, которые могут быть полезны при предоставлении Услуг заказчику. Клиент также признает, что Bluewater может предоставлять Услуги и другие услуги (включая услуги, такие же или аналогичные тем, которые предоставляются клиенту, и включая услуги в отношении тех же или аналогичных товаров, что и у клиента) в ходе обычной деятельности для других клиентов. без ограничений.Bluewater имеет в своем распоряжении формулировку взаимного соглашения о неразглашении, если заказчик пожелает установить такие отношения, которые гарантируют использование.
16. Заказчик должен освободить Bluewater от ответственности и обезопасить Bluewater от любых претензий третьих лиц, предъявленных к Bluewater, в отношении производства, продажи, обработки, распространения или использования Товаров или оказания Услуг, если Товары были подвергнуты предыдущей или дальнейшей обработке, сборке или работе после оказания Услуг компанией Bluewater.
17. Все указанные даты доставки являются приблизительными, и такая доставка Товаров компанией Bluewater зависит от своевременного получения компанией Bluewater (а) заказа, (б) полных и подробных текущих спецификаций (включая любые чертежи или чертежи), приемлемых для производства. заказа, (c) Товары, для которых должны быть выполнены Услуги, (d) вся другая информация, необходимая для того, чтобы Bluewater могла приступить к работе немедленно и без перерывов, и (v) удовлетворительная гарантия соблюдения согласованных условий оплата.Время, указанное для Услуг, является приблизительным, и время не имеет для них значения.
18. Заказчик и Bluewater являются независимыми договаривающимися сторонами, и ничто в заказе или предложении Bluewater о продаже Услуг не делает ни одну из сторон, сотрудника, партнера, участника совместного предприятия, агента или законного представителя другой стороны для каких-либо целей. Ни заказ, ни предложение о продаже не предоставляют ни одной из сторон никаких полномочий принимать или создавать какие-либо обязательства от имени или от имени другой стороны.Каждая сторона понимает, что другая сторона производит продукты или оказывает услуги для продажи широкому кругу клиентов и что ничто в настоящих Условиях (включая, если применимо, любые Дополнительные условия) не препятствует любой из сторон продавать свои продукты клиентам или конкурентам другой стороны. Если заказчик не возражает, Bluewater может передать субподряд на выполнение всего или любой части заказа. Заказ, принятый Bluewater на оказание Услуг, не может быть изменен или отменен заказчиком (полностью или частично), если Bluewater не согласится на такое изменение или отмену в письменной форме или если такая отмена не связана с нарушением со стороны Bluewater.При любой отмене (полностью или частично), включая любую отмену за нарушение, клиент должен оплатить все расходы и издержки (включая накладные и административные расходы), понесенные Bluewater по заказу до даты вступления в силу отмены.
Пересмотрено 31 января 2016 г.
Направляющая держателя тапочки для блока цилиндров в сборе для замены корпуса OEM 86539900
Направляющая стопора тапочки для сборки блока цилиндров для замены OEM 86539900Магазин не будет работать правильно в случае, если файлы cookie отключены.
Похоже, в вашем браузере отключен JavaScript. Для максимального удобства работы на нашем сайте обязательно включите Javascript в своем браузере.
ПОНЕДЕЛЬНИК — ПЯТНИЦА
Звоните с 8:00 до 17:00 EST
ГАРАНТИЯ НА 12 МЕСЯЦЕВ
на всю нашу продукцию
Быстрая доставка
Несколько вариантов доставки
Доставка по всему миру
Через UPS, USPS, LTL Freight
- Направляющая держателя блока цилиндров в сборе на насосах и двигателях
- Для приводного насоса на моделях Case: 1838, 1825B, SR130 (4 / 11-12 / 13), SR150 (4 / 11-2 / 14), SR175 (4 / 11-2 / 14), и SV185 (4 / 11-12 / 13).
- Также для приводного двигателя на моделях Case: 90XT и 95XT.
| Марка | Корпус |
|---|---|
| Модель | OEM, 90XT, 95XT, 1825B, 1838, SR130, SR150, SR175 |
Детали загрузчика .предлагает эту направляющую стопорного кольца для блока цилиндров в сборе для замены корпуса OEM 86539900, 176375A1.
- Также известен как Ball Guide
- Направляющая держателя блока цилиндров в сборе на насосах и двигателях
- Для приводного насоса на моделях Case: 1838, 1825B, SR130 (4 / 11-12 / 13), SR150 (4 / 11-2 / 14), SR175 (4 / 11-2 / 14), и SV185 (4 / 11-12 / 13).
- Также для приводного двигателя на моделях Case: 90XT и 95XT.
- Это соответствует НЕ подходит для моделей Case: SR130 Tier 4B (5 / 13-), SR130 NRC (5 / 13-), SR150 NRC (10 / 13-2 / 14), SR175 Tier 4B (5 / 13-), SR175 NRC (5 / 13-), SV185 Tier 4B (5 / 13-) или SV185 NRC (5 / 13-).
- На все наши новые детали и продукты распространяется наша полная годовая гарантия.
- В Loader Parts Source, Inc. мы стремимся к совершенству. Наша цель — всегда 100% удовлетворение запросов клиентов. Если в нашем продукте это не достигается, дайте нам шанс исправить это! Вы можете связаться с нами по этой ссылке или позвонить нашим дружелюбным представителям службы поддержки клиентов с понедельника по пятницу с 8:00 до 17:00 по восточному времени по телефону (866) 573-3659.