Поршневой палец: описание,виды,применение,установка,фото,видео.
Nevada 1976Поршневой палец: описание,виды,применение,установка,фото,видео. 0 Comment
Содержание статьи
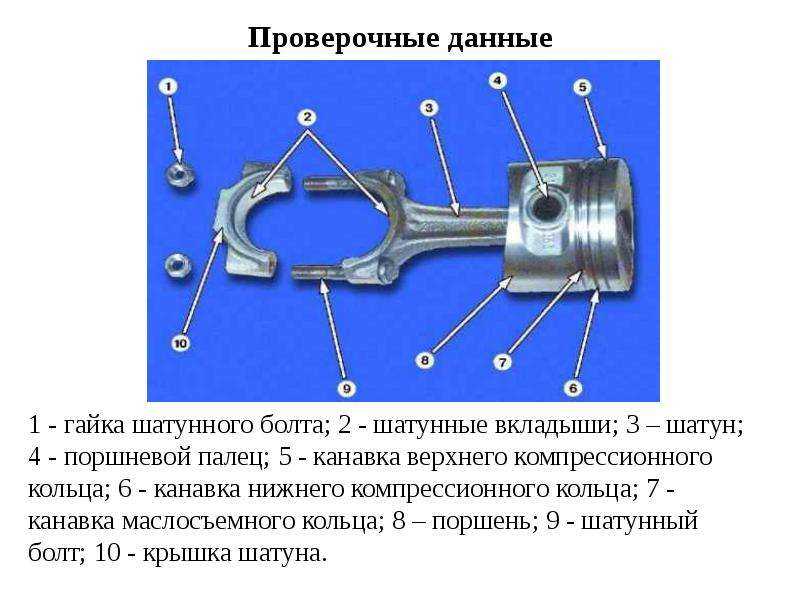
Поршневой палец – элемент кривошипно-шатунного механизма цилиндрической формы, который представляет собой ось перемещения шатуна в месте его соединения с поршнем и обеспечивает таким образом подвижное шарнирное соединение головки шатуна и поршня.
Применение поршневого пальца
Поршневой палец соединяет поршень с шатуном. Соединение двух этих деталей не может быть жестким, так как и низ, и верх шатуна постоянно перемещаются. Цилиндрический палец позволяет верхней части шатуна «шататься» при перемещении поршня по вертикали.
Для монтажа плавающего пальца поршень, шатун и палец кипятят в горячей воде
Почему поршневой палец трудно облегчить?
Первостепенная задача конструкторов современных двигателей – увеличение мощности и, одновременно, снижение веса мотора. Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Для того, чтобы уменьшить вес всего агрегата, приходится облегчать детали любыми доступными способами.
Облегчить поршневой палец непросто, так как эта деталь постоянно испытывает серьезные нагрузки. Легкие и прочные сплавы, которые можно использовать для производства поршневых пальцев, стоят дорого, и себестоимость изделия существенно увеличивается. В итоге, в большинстве современных двигателей применяются пальцы из легированной стали, такие же, как сто лет назад.
Зачем нужно отверстие в центре поршневого пальца?
Обычно в теле пальца есть сквозное отверстие отверстие в виде двух конусов с вершинами в центре. Благодаря отверстию можно уменьшить вес детали, а конусная форма связана с распределением нагрузки по поверхности детали. Центр пальца нагружен значительно больше, и в этом месте толщина материала играет наиболее существенную роль.
По способу осевой фиксации пальцы делятся на две группы:1 – фиксированные
2 – плавающие
1 – Поршневой палец
2 – Зазор между пальцем и бобышкой поршня
3 – Шатун
4 – Поршень
5 – Стопорное кольцо пальца
6 – Бронзовая втулка поршневой головки шатуна
7 – Зазор между пальцем и бронзовой втулкой
На современных автомобильных двигателях наибольшее распространение нашли плавающие пальцы.
Фиксированным называется поршневой палец, который не вращается в одном из соединяемых элементов за счёт установки с тугой посадкой или в верхней головке шатуна или в отверстиях бобышек поршня.
Тугая посадка поршневого пальца в одном из элементов обеспечивает осевую фиксацию пальца.
В старых автомобильных и стационарных двигателях палец в верхней головке шатуна вообще крепился при помощи разрезной втулки и стяжного болта, но в настоящее время в автомобильных двигателях такой способ крепления поршневого пальца не применяется.
Чаще фиксированное соединение обеспечивается в верхней головке шатуна. При этом вращение пальца осуществляется в отверстиях бобышек поршня.
Например, в двигателях автомобилей ВАЗ надёжная фиксация поршневого пальца обеспечивается за счёт установки пальца в верхней (поршневой) головке шатуна с натягом 0,01 ? 0,042 мм. При этом в соединении пальца с бобышками поршня, для обеспечения шарнирного соединения, устанавливается необходимый зазор. Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Это наиболее дешёвый способ фиксации пальца в массовом производстве. В этом случае во время ремонта двигателя при сборке шатунно-поршневой группы возникает необходимость нагрева шатуна до достаточно высокой температуры. В двигателях с фиксированным поршневым пальцем бронзовая втулка в поршневую головку шатуна не устанавливается.
Плавающим называется палец, установленный с необходимым зазором, и в верхней головке шатуна, и в бобышках поршня.
В этом случае осевая фиксация поршневого пальца осуществляется за счёт стопорных колец, устанавливаемых в специальные проточки в бобышках поршня.
Во время работы плавающий палец вращается и в головке шатуна и в бобышках поршня. При таком соединении необходимо обеспечить рекомендованный зазор как между пальцем и бобышками поршня, так и между пальцем и втулкой поршневой головки шатуна. В двигателе с плавающим поршневым пальцем для уменьшения трения в поршневую головку шатуна устанавливается бронзовая втулка. Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
Из-за различного температурного коэффициента расширения материалов, из которых изготовлены шатун, поршневой палец и поршень эти зазоры различны.
При комнатной температуре во втулку верхней головки шатуна палец должен входить плотно без люфта и качания. А в бобышки поршня, в холодном состоянии, поршень должен входить с небольшим натягом.
Поэтому перед снятием или установкой плавающего пальца поршень необходимо нагреть в воде до температуры 60? ? 85? С.
Подбор поршневого пальца
Если в двигателе применен плавающий палец, его подбирают по цветовой метке, нанесенной внутри днища поршня, или по заводскому номеру запчасти по каталогу. Поршни и поршневые пальцы делятся на размерные группы в зависимости от диаметра, об этом следует помнить при самостоятельной покупке деталей.
При подборе фиксированного пальца палец подбирается по отверстию в поршне по номеру группы, указанному на днище поршня.
Материал для изготовления поршневых пальцев
Для изготовления поршневых пальцев применяют в основном сталь 45ХА. После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
После отливки деталь закаливают на 1-1.5 мм глубины. Твердость поверхности должна быть соответствовать определенным нормам. В моторах повышенной мощности применяют для изготовления пальцев применяют более прочные сорта легированной стали.
Для установки фиксированного пальца шатун необходимо нагреть в муфельной электрической печи до температуры 240? С. (При отсутствии муфельной печи шатун часто нагревают на простой электрической плитке). Шатун быстро охлаждается, а палец необходимо в осевом направлении устанавливать очень точно, поэтому делайте это только с применением специального приспособления. Необходимо помнить, что для каждого диаметра поршня существует своё приспособление, хотя все они похожи друг на друга, некоторые размеры приспособлений отличаются, но на глаз это не видно.
Установите палец на приспособление. Принимая все меры предосторожности, извлеките нагретый шатун из муфельной печи шатун и быстро закрепите его в тисках. При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
При помощи специального приспособления вставьте палец в поршень и шатун, строго выполняя указания Руководства по ремонту. Делать всё необходимо быстро, поскольку шатун очень быстро остывает. А после того как шатун остынет, изменить положение пальца не получится.
- Рукоятка приспособления
- Центрирующий фланец пальца
- Устанавливаемый палец
- Направляющая втулка
- Колпачковая гайка
Специальное приспособление для установки поршневого пальца автомобиля ВАЗ.
Установка плавающего поршневого пальцаДля обеспечения необходимого зазора (натяга) в соединении с пальцем, поршни в зависимости от диаметра отверстия под поршневой палец и пальцы в зависимости от наружного диаметра обычно делятся на несколько размерных групп (классов). Группа поршня и пальца обычно отмечаются цветной меткой на внутренней стороне днища или на бобышке поршня. На поршневом пальце цветовая метка обычно наносится на торцевую поверхность.
Если поршневой палец устанавливается в отверстие поршня с натягом. Сначала проверяется зазор в соединении поршневого пальца и шатуна. При комнатной температуре (20? С) смазанный моторным маслом палец должен входить во втулку верхней головки шатуны под усилием большого пальца.
Проверив цветовые метки на поршне и пальце, нагреваем поршень в ванне с горячей водой, в которой поддерживается температура 60? ? 85? С. Смазанный моторным маслом палец должен легко входить в отверстие поршня. После остывания палец должен быть неподвижным или вращаться с усилием в бобышке поршня, но легко вращаться во втулке верхней головки шатуна.
Некоторые производители рекомендуют снимать и устанавливать поршневой палец при помощи специального приспособления.
Иногда поршневой палец устанавливается с установленным зазором и во втулку верхней головки шатуна и в отверстия бобышек поршня. В этом случае нагревать поршень нет необходимости, и палец легко вращается при комнатной температуре и в верхней головке шатуна и в бобышках поршня.
Всегда применяйте только новые стопорные кольца поршневого пальца и устанавливайте стопорные кольца в строгом соответствии с руководством по ремонту. Направление зазоров стопорных колец, чаще всего, должны быть направлены в сторону нижней части поршня.
Ремонтный комплект, состоящий из поршня, подобранного к поршню поршневого пальца и плоских стопорных колец.
Ремонтный комплект, состоящий из поршней, поршневых пальцев, поршневых колец и круглых стопорных колец.
Плоские стопорные кольца поршневого пальца
Плавающий поршневой палец с комплектом круглых стопорных колец
В любом случае перед установкой поршневого пальца внимательно ознакомьтесь с руководством по ремонту ремонтируемого автомобиля.
Смазка поршневого пальца
Работающий под большой механической и термической нагрузкой поршневой палец должен получать необходимую смазку. Плавающий поршневой палец в соединении с поршневой головкой шатуна смазывается через отверстие в головке шатуна и бронзовой втулке. Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Масло в это отверстие поступает из внутренней полости поршня, куда оно вбрызгивается масляной форсункой или поступает через отверстия в поршне от маслосъёмных колец.
Смазка шарнирного соединения поршневого пальца с поршнем. Масло поступает по специальным масляным каналам от маслосъёмных поршневых колец.
Как снять поршень
Изготовление втулок, поршневых пальцев, в Нижнем Новгороде
Изготовление втулок:
Продукция:
Цены:
Изготовление втулок:
Изготовление втулок, поршневых пальцев на заказ по чертежам. Производство втулок и поршневых пальцев для тракторов, экскаваторов, комбайнов, станков, посевных машин, автомобилей, сельхозтехники и судостроительной промышленности. Изготовление втулок из стали, латуни, бронзы, меди, металла, титана на токарных станках высокой точности. Изготовление поршневых пальцев втулок для спецтехники и механизмов.
Продукция:
- Изготовление втулок из стали, меди, бронзы, алюминия, нержавейки, латуни
- Изготовление поршневых пальцев на заказ
- Изготовление втулок большого размера
Цены:
Уточнить цену изготовления вы можете по телефонам или запросом по e-mail:Тел: 8(831)410-67-95Тел: 8(910)790-67-95Тел: 8(953)570-39-27E-mail: [email protected]Заказать
Изготовление втулок, поршневых пальцев в Нижнем Новгороде
Стальные втулки и поршневые пальцы используются в разных механизмах машин, станков, тракторов, экскаваторов и спецтехники. Поэтому процесс изготовления втулок и пальцев – дело крайне ответственное. Чтобы детали получились отличного качества, работы должны проводиться только на современном оборудовании, а мастера должны иметь хорошую подготовку. Оформляя заказ на изготовление втулок и поршневых пальцев в Нижнем Новгороде у нас, вы можете быть уверенны, что работы проводятся на высокоточных токарных станках мастерами высокого уровня. В сферу наших услуг входит:
Оформляя заказ на изготовление втулок и поршневых пальцев в Нижнем Новгороде у нас, вы можете быть уверенны, что работы проводятся на высокоточных токарных станках мастерами высокого уровня. В сферу наших услуг входит:
- Изготовление втулок и пальцев по чертежам и образцам
- Производство бронзовых и стальных втулок
- Втулки клапанов для спецтехники
- Производство втулок и пальцев цилиндра для экскаваторов, комбайнов, тракторов, сельхозтехники
- Втулки из стали, латуни, титана, нержавейки, алюминия, бронзы, меди
Требования к изготовлению втулок и поршневых пальцев довольно высоки. Впускаемая продукция должна соответствовать заданному классу точности, а также иметь достаточную прочность и жесткость. В противном случае увеличивается риск преждевременного износа или выхода из строя деталей, а это может привести к серьезным поломкам всего механизма. В Нижнем Новгороде изготовление качественных втулок на заказ по чертежам вы можете заказать у нас. Мы примем во внимание область применения втулки или пальца, учтем все нюансы технического задания и выполним требования технологического процесса. Сделанные в нашей компании втулки и поршневые пальцы – это гарантия долгой и бесперебойной работы вашего автомобиля, трактора, экскаватора, судна, комбайна, посевной машины и спецтехники.
Мы примем во внимание область применения втулки или пальца, учтем все нюансы технического задания и выполним требования технологического процесса. Сделанные в нашей компании втулки и поршневые пальцы – это гарантия долгой и бесперебойной работы вашего автомобиля, трактора, экскаватора, судна, комбайна, посевной машины и спецтехники.
Втулки и поршневые пальцы по чертежам
В процессе изготовления сложных деталей по чертежам, к которым можно отнести втулки и поршневые пальцы, задействуются практически все процессы металлообработки. Причем на каждом этапе важно проводить контроль качества, чтобы изделия отвечали требованиям, техническим условиям и нормам. Этапы производства втулок следующие:
- Формирование технического задания на основе чертежа или образца. Выбор материала, изучение особенной эксплуатации и области применения.
- Изготовление заготовки из металла: стали, латуни, меди, бронзы, титана, алюминия
- Черновая обработка втулки или поршневого пальца
- Промежуточная обработка поверхностей с применением токарных, фрезерных и сверлильных станков
- Термическая обработка и закалка готовых деталей до требуемой жесткости
- Финишная шлифовка поверхности до заданного класса точности
Помните, что даже незначительное нарушение технологического процесса может привести к браку и, как следствие, увеличение ваших затрат. Контроль каждого этапа производства втулок позволяет нам избежать брака и существенно снижает себестоимость выпускаемой продукции. Обратившись к нам, вы всегда можете рассчитывать на комфортную цену и идеальное качество деталей.
Контроль каждого этапа производства втулок позволяет нам избежать брака и существенно снижает себестоимость выпускаемой продукции. Обратившись к нам, вы всегда можете рассчитывать на комфортную цену и идеальное качество деталей.
Разновидности и область и применения
Втулки могут быть стальные, латунные, бронзовые, медные, алюминиевые или титановые. Поршневые пальцы обычно делаются из прочных марок стали, нержавейки и твердых сплавов. Выбор того или иного материала для изготовления детали зависит от области применения, условий эксплуатации и предельно допустимых нагрузок. Исходя из этого, пальцы идеально подойдут для шатунных механизмом тракторов, комбайнов, посевных машин или экскаваторов. А втулки для любой из отраслей машиностроения, где допустимо использование более мягкой бронзы и латуни или прочной стали и сплавов титана. Если у вас нет чертежа или технической документации, вы можете предоставить нам модель или образец. По ним мы сможем разработать проект, а затем изготовить деталь высочайшего качества.
От чего зависит цена
Цена на изготовление втулок и поршневых пальцев зависит от многих факторов. Но в первую очередь от материала, сложности ТЗ и размера втулки. Заказывая изготовление втулок и пальцев в нашей компании, вы можете рассчитывать на адекватную цену, отличное качество и высокую точность продукции. Утончить стоимость работ или деталей вы можете по телефону, e-mail, whatsapp, viber или через контактную форму. Для этого просто отправьте нам чертеж или привезите образец.
Изготовление пальцев: технология, материалы и цена
Изготовление пальцев
Изготовление пальцев и втулок на заказ – востребованная услуга, которая помогает владельцам специальной и строительной техники решить проблему поиска и подбора запчастей, сократить время простоя, а также оптимизировать затраты на их приобретение. Наша компания производит пальцы с 2016 года.
Рассчитаем стоимость производства пальцев — [email protected].
8 (3439) 389 801, 380 081.
Из каких материалов изготавливают пальцы
Палец экскаватора или фронтального погрузчика представляет собой металлический стержень цилиндрического вида. Данный элемент относится к категории нерезьбовых крепежных изделий. Длина пальца зависит от конкретной модели спецтехники.
Назначение пальцев – соединение сочлененных рабочих подвижных элементов техники:
- Погрузочного ковша;
- Трапеции;
- Стрелы;
- Рукояти;
- Гидравлических цилиндров.
Установка пальцев осуществляется через втулки, которые снижают
В процессе эксплуатации пальцы и втулки для спецтехники испытывают значительные рабочие нагрузки и подвергаются негативному воздействию внешней среды. Это накладывает определенные ограничения на выбор конструкционных материалов. Металл должен обладать высокой механической прочностью и устойчивостью к коррозии и другим негативным факторам. В противном случае срок службы пальцев будет слишком коротким, что приведет к дополнительным простоям техники и повышению трудозатрат при выполнении ремонтных работ.
Для изготовления пальцев используют следующие марки стали:
- 15 и 15Х;
- 20 и 20Х;
- 45 и 45Х;
- 12Х2Н4А;
- 12ХН3А;
- 15ХМА;
Материал для изготовления пальцев и втулок подбирают исходя из условий эксплуатации и предполагаемых нагрузок. Перейдем к особенностям технологического процесса, а также требованиям, которые предъявляют к готовым деталям.
Технология производства пальцев
Работа над заказом начинается после получения от заказчика чертежа или эскиза детали. После это выполняется разработка программы, согласовываются требования к изделию, сроки выполнения работ и объем партии.
Сам процесс изготовления пальцев можно разделить на следующие производственные этапы:
- Нарезка заготовок на ленточном станке по металлу в соответствии с заданными размерами.
- Термическая обработка. Данная процедура предназначена для повышения пластичности и ударной вязкости заготовки при сохранении показателей твердости и пластичности металла.
 В процессе термического улучшения происходит стабилизация структуры стали, что оказывает положенное влияние на ее свойства.
В процессе термического улучшения происходит стабилизация структуры стали, что оказывает положенное влияние на ее свойства. - Механическая обработка заготовки. На данном этапе изготовления пальцев выполняют протоку, сверление, торцевание и нарезание канавок под смазку. Работы осуществляются на высокоточном оборудовании, оснащенном числовым программным управлением, что позволяет добиться высокой точности размеров.
- Поверхностная закалка пальца токами высокой частоты для достижения необходимой твердости. Величина данного показателя зависит от условий эксплуатации.
- Отпуск – необходим для снижения остаточных напряжений структуры, которые неизбежно возникают при закалке. В результате обработке верхний слой заготовки приобретает высокую твердость с сохранением вязкости сердцевины.
- Шлифование пальца – процедура поверхностной обработки пальца абразивными материалами для достижения чистоты и гладкости изделии, с заданной шероховатостью.
- Контроль качества готового изделия и упаковка.
 Проверка и методы испытаний зависят от требований действующих стандартов, технических условий, а также особых пожеланий заказчика работ. По договоренности сторон, контроль соблюдения технологии может осуществляться сотрудниками независимых лабораторий.
Проверка и методы испытаний зависят от требований действующих стандартов, технических условий, а также особых пожеланий заказчика работ. По договоренности сторон, контроль соблюдения технологии может осуществляться сотрудниками независимых лабораторий.
Стоит заметить, что технология изготовления деталей и уровень контроля качества практически не отличается от заводских условий производства. При этом себестоимость изготовления будет ниже за счет отсутствия затрат на рекламу и маркетинг.
Отдельного упоминания заслуживают поршневые пальцы. Они предназначены для шарнирного соединения поршня с шатуном. Несмотря на схожие функции, к качеству поршневых пальцев предъявляют более высокие требования. В первую очередь это связано с тяжелыми условиями эксплуатации – деталь работает в условиях знакопеременной нагрузки, подвергаясь механическим и температурным воздействиям, а также усилиям изгиба и среза. Кроме того, для осуществления замены необходимо разбирать двигатель, что ведет к простоям транспорта и повышению себестоимости эксплуатации.
Рассмотрим особенности изготовления пальцев для поршней в условиях промышленного производства:
| Используемое оборудование | Пальцы изготавливают на высокоточном автоматическом оборудовании, что обеспечивает соблюдение размеров и минимальные припуски на финишную обработку |
| Механическая обработка | Для уменьшения массы конструкции поршневой палец делают пустотелым. Внутреннее отверстие высверливают и растачивают с соблюдением требований проектной документации |
| Поверхностная обработка | Внутреннюю часть пальца повергают фосфатированию. В результате на поверхности образуется пористый слой, что упрощает дальнейшую обработку. Следующий этап обработки – дорнование. Данная процедура представляет собой холодную пластичную деформацию поверхности без снятия стружки. После обработки на внутренней части заготовки устраняются шероховатости, а величина сечения приводится в соответствии с заданными параметрами. Кроме того, улучшаются поверхностные характеристики металла |
| Термическая обработка | Заготовку в обязательном порядке подвергают объемной закалке с последующим снятием напряжений. Для повышения устойчивости к износу наружную поверхность дополнительно прокаливают в установках с током высокой частоты. Глубина обработки прописывается в проектной документации. После проведения закалки поверхностная твердость достигает 60-65 HRC Для повышения устойчивости к износу наружную поверхность дополнительно прокаливают в установках с током высокой частоты. Глубина обработки прописывается в проектной документации. После проведения закалки поверхностная твердость достигает 60-65 HRC |
| Финишная отделка | Шлифовка наружной поверхности осуществляется за несколько проходов. После обработки палец приобретает завершенную форму с точными геометрическими размерами. В качестве рабочего оборудования используют бесцентрово-шлифовальные станки. |
| Контроль качества | Качеству готового изделия уделяют особое внимание. Для измерения формы и геометрических размеров используют оборудование, точность которого достигает 0,0001 мм. В процессе приемки изделия измеряют огранка, овальность и конусность детали. Результаты измерений обычно анализируют с помощью специальных программ. Важно соблюдение шероховатости изделия – от величины данного параметра зависит степень износа трущихся поверхностей |
Как видите, к поршневым пальцам предъявляют особые требования по качеству материалов и точности геометрических размеров. Конструкторские отделы подбирают рабочие параметры исходя из условий и особенностей эксплуатации двигателя. Доступ к данной информации обычно закрыт. При самостоятельном изготовлении поршневых пальцев подобрать оптимальные рабочие параметры – практически неразрешимая задача. Поэтому поршневые пальцы, как и другие запчасти для двигателя лучше приобретать у официальных представителей завода-изготовителя.
Конструкторские отделы подбирают рабочие параметры исходя из условий и особенностей эксплуатации двигателя. Доступ к данной информации обычно закрыт. При самостоятельном изготовлении поршневых пальцев подобрать оптимальные рабочие параметры – практически неразрешимая задача. Поэтому поршневые пальцы, как и другие запчасти для двигателя лучше приобретать у официальных представителей завода-изготовителя.
Цена на пальцы – из чего формируется
Одним из основных факторов, который влияет на формирование стоимости изготовления пальцев, является вид металла. От этого зависит особенности и сложности в обработке. Кроме того, на итоговую стоимость изделия влияют следующие факторы:
- Объем партии – чем больше деталей необходимо изготовить, тем меньше стоимость единицы продукции;
- Сложность изделия – конструктивные особенности, геометрические размеры, расход металла при обработке;
- Трудоемкость подготовительных работ и процесса изготовления – чем больше времени затрачивается на обработку, тем выше цена;
- Дополнительные требования – к ним относят необходимость поверхностной закалки, цементации или других видов химико-термической обработки.

Стоит отметить, что в некоторых случаях изготовления новой детали обойдется дороже, чем восстановление старой. Естественно, целесообразность выполнения восстановительных работ должны оценивать профессионалы, способные выдать квалифицированное заключение с учетом оценки всех факторов и рисков.
Как заказать изготовления пальцев или втулок
Рабочий ресурс и эксплуатационные характеристики детали зависят от качества используемых материалов и точности соблюдения технологии производства. Обратившись к нам, в вашем распоряжении будут возможности современного станочного парка под управлением квалифицированных специалистов, способных справиться с задачей любой сложности. Контроль качества на каждом этапе производства исключает вероятность отклонения от технологии или выбраковки детали.
Чтобы просчитать стоимость изготовления пальцев или других деталей, отправьте на наш электронный адрес чертеж или эскиз изделий. Наши сотрудники свяжутся с вами и сообщат результат. На все выполненные работы распространяется гарантия, продолжительность которой согласовывается с заказчиком.
На все выполненные работы распространяется гарантия, продолжительность которой согласовывается с заказчиком.
Изготовление пальцев
Все, что вам нужно знать о типах, материалах и покрытиях поршневых штифтов
Трудно найти в спортивном или гоночном двигателе менее гламурный компонент, чем скромная булавка на запястье. Но подумайте, сколько злоупотреблений должен выдержать этот компонент. Две самые большие нагрузки в возвратно-поступательной части любого двигателя внутреннего сгорания сосредоточены на пальце запястья. Что еще хуже, силы прикладывают нагрузку в противоположных направлениях. Сжимающие нагрузки, такие как давление в цилиндре, давят на поршень прямо через поршневой палец, пытаясь сжать шатун, в то время как высокие обороты создают почти такие же разрушительные силы в противоположном направлении.
Когда кривошип дергает шатун и поршневой штифт и выполняет свою версию средневековой зубчатой рейки, он создает так называемую силу растяжения. В то время как человеческое тело плохо справляется с разрывом, двигатели немного более терпимы. Небольшой блок Chevy с комбинацией поршня, поршневого пальца и шатуна весом 600 грамм при 6000 об / мин создает растягивающую нагрузку более 11 000 фунтов — это все равно, что подвешивать пару полностью одетых автомобилей Suburban на этом штифте — со скоростью 100 раз в секунду. .
Кажется, сейчас самое время выяснить, почему небольшая страховка в виде качественной булавки на запястье — это больше, чем просто хорошая идея. При обсуждении того, что делает булавку прочной, прежде всего следует обратиться к вопросу о металлургии.
Существуют буквально сотни стальных сплавов, но лишь немногие достойны использования в гоночном двигателе.
Но, возможно, более важным числом является предел текучести стали. Это величина нагрузки, которую он выдержит и не деформируется навсегда. Даже у стали есть память, которая позволяет ей нагружаться до заданной точки и возвращаться к своей первоначальной форме без остаточной деформации. Однако приложите нагрузку сверх этого предела текучести, и сталь деформируется так же, как кусок карамельного леденца.
Показаны булавки для запястий разной длины и ширины, но с совершенно разной толщиной стенок. По мере увеличения давления в цилиндре должна увеличиваться толщина стенок штифтов, чтобы предотвратить изгиб и выход из строя штифтов.Типы материалов
В большинстве серийных двигателей используется штифт запястья из холоднокатаной стали 1018, который отлично подходит для экскурсий бабушки в бинго-зал. Но для производительного или гоночного двигателя, предназначенного для высоких оборотов или порции закиси азота, Trend предлагает несколько высокопрочных альтернатив.
Но для производительного или гоночного двигателя, предназначенного для высоких оборотов или порции закиси азота, Trend предлагает несколько высокопрочных альтернатив.
Штифты для запястий серии G изготавливаются из гораздо более прочной стали 4130, которая обладает значительными преимуществами в отношении прочности на растяжение и предела текучести. По словам менеджера Trend Performance Стива Роуди, «первыми двумя требованиями при выборе браслета должны быть материал, а вторым — толщина стенки».
Толщина стенки — обоюдоострое решение, потому что более толстый штифт, очевидно, прочнее, но и тяжелее. Это классическая дилемма прочности и веса, и каждое приложение будет немного отличаться. Именно здесь технические специалисты Trend могут помочь, предлагая предложения, основанные на большом опыте. Хотя вес увеличивает прочность, он также подвергается большим растягивающим нагрузкам на высоких оборотах. Более легкий штифт может быть лучшим выбором для короткоходного двигателя с высокими оборотами, где штифт с более толстыми стенками может быть выгоден при более высоких нагрузках от давления в цилиндре или там, где выносливость является приоритетом.
Предел прочности легированной стали при растяжении и текучести
Материал | Растяжение | Выход | Роквелл |
1018 | 63 800 | 53 700 | 71 руб. |
4130 | 97 000 | 63 000 | Рк 60 |
4340 | 185 000 | 125 000 | Рк 35 |
Н 13 | 289 000 | 239 000 | Рк 54 |
С300 | 320 000 | 308 000 | Рк 55 |
Все параметры указаны в фунтах на кв.
Например, для небольшого штифта Chevy серии G диаметром 0,927 дюйма и шириной 2,500 дюйма Trend предлагает три различных толщины стенок: 0,125, 0,155 и 0,185 дюйма. Их разница в весе значительна и составляет от 100 до 120 или 137 граммов. Это более чем 30-процентное изменение веса, предлагающее широкий выбор вариантов применения.
Наручные булавки Power Adder
Если вам нужно добавить мощность в сочетании с более высокой удельной выходной мощностью, Trend предлагает премиальную альтернативу серии H, которая начинает свою жизнь с использованием гораздо более прочного сплава инструментальной стали H-13. Этот выбор может быть обусловлен потребностью в долговечности. Роуди говорит: «Шпилька для запястья серии H-13 считается усовершенствованным материалом по нескольким причинам. Во всех отношениях это лучший выбор: инструментальная сталь со сквозной закалкой по сравнению с цементируемой хромомолибденовой сталью.
Имея рейтинг твердости по Роквеллу Rc 54, этот штифт способен выдержать нагрузку на двигатели NHRA Pro Stock с частотой вращения более 11 500 об/мин. Сплав H-13 является идеальным выбором, потому что он легче принимает алмазоподобное покрытие (DLC) по сравнению со стальным сплавом 9130. h23 закаляется при 1000 градусов по Фаренгейту по сравнению с 9130, который закаляется при гораздо более низкой температуре 300 градусов по Фаренгейту. Поскольку для нанесения DLC-покрытия Trend требуется 400 градусов по Фаренгейту, это означает, что процесс нанесения DLC приведет к нежелательным структурным изменениям штифта 9130.
Покрытия, подобные алмазу Покрытие создает серию взаимосвязанных пластин, которые прилипают к основному металлу, но при этом обеспечивают заметное увеличение как прочности, так и твердости. Более гладкая поверхность алмазоподобного алмаза по сравнению с основным металлом также улучшает смазывающую способность, что делает его превосходной обработкой поверхности для штифтов для запястий в приложениях с высокой производительностью.
Trend предлагает булавки для запястий любого размера, формы, материала и т. д., которые вы только можете себе представить. В дополнение к выдающимся базовым штифтам для запястий также предлагаются суперобработка и покрытие DLC. Существует несколько явных признаков того, что текущий штифт поршневого пальца может подвергаться чрезмерным нагрузкам, в том числе черные полосы на бобышке штифта или признаки повреждения втулки поршневого штифта. Хотя это может указывать на недостаточную смазку, они также могут указывать на отклонение, когда двигатель приближается к концу способности пальца выдерживать нагрузку.
Финишная обработка булавкой на запястье
В этом случае дополнительный процесс Super Finisher от Trend может обеспечить дополнительную защиту. На почти микроскопическом уровне поверхность любого обрабатываемого компонента можно представить в виде поперечного сечения пиков и впадин. В то время как впадины удерживают масло, именно пики вызывают перенос металла при большой нагрузке.
Покрытия DLC значительно улучшают чистоту поверхности и долговечность. Они невероятно твердые, что делает их устойчивыми к износу и деформации, а их чрезвычайно гладкие поверхности улучшают смазывающую способность. Рохдей объясняет: «Supfina — немецкая компания, разработавшая технологию, которую мы называем Super Finishing. Это машина, которая перемещает несколько штифтов в стиле «сквозной подачи» через 2 ролика длиной примерно 40 дюймов, используя ряд камней, прикрепленных к приспособлению, предназначенному для приложения заданного давления к штифтам, катящимся через машину. . Он фокусируется на том, чтобы сбить микроскопические пики, тем самым влияя на несколько измеримых значений булавки на запястье».
. Он фокусируется на том, чтобы сбить микроскопические пики, тем самым влияя на несколько измеримых значений булавки на запястье».
Превосходная отделка уменьшает микроскопические выступы металла на поверхности, средняя обработка, называемая Ra, намного более гладкая, что значительно увеличивает площадь поверхности и снижает вероятность микрозадиров или переноса металла между поршневым пальцем и поршнем. или втулка штока. Все это является положительным аспектом, особенно с учетом экстремальных нагрузок, которые двигатели высокой мощности воздействуют на штифты.
Этот массивный штифт предназначен для дизельных двигателей. Из-за высокого наддува и огромного давления в цилиндре штифты физически большие и имеют очень толстые стенки. Штифты Trend 4130 обеспечивают выдающуюся отделку менее 2,5 Ra со значением концентричности, которое составляет 60 миллионных долей дюйма — это 0,000060 дюйма, и с этого момента цифры становятся лучше. Штифты H-13 имеют Ra менее 1 и значение концентричности 0,000040 дюйма. Верхняя часть штифтов TP-1 будет измеряться внутри 0,000020-дюймовой концентричности.
Верхняя часть штифтов TP-1 будет измеряться внутри 0,000020-дюймовой концентричности.
Когда команды Top Fuel начали злоупотреблять предыдущими первоклассными продуктами Trend, Trend ответил своим нынешним шпилем — TP-1. Это также потребовало процесса сквозной закалки для обеспечения прочности и ударной вязкости, что привело к созданию Rockwell Rc60. Запатентованный материал Trend TP-1 обеспечивает прочность на сжатие и желаемое качество поверхности M2, не уступая при этом прочности, необходимой для того, чтобы выдерживать невероятное давление в цилиндре двигателя Top Fuel, развивающего мощность более 1300 л.с. на цилиндр.
Неудивительно, что у Trend есть запястье для любого применения, от легкого уличного двигателя до колоссальных двигателей Top Fuel. Это означает, что для любого применения найдется подходящий штифт для запястья, и вам не придется прибегать к дорогостоящим и часто тяжелым излишним средствам. Мы сохраним части гаубицы для парней из Top Fuel.
Что такое поршневой палец? Типы, детали, функции, смещение штифта [PDF]
В этой статье вы узнаете , что такое поршневой палец? Его конструкция, работа, методы проектирования, общие требования и сильные стороны объясняются с помощью диаграмм .
Кроме того, вы также можете загрузить PDF-файл этой статьи в конце.
Что такое поршневой палец или поршневой палец?
В двигателе внутреннего сгорания поршневой палец помогает соединить поршень с шатуном и обеспечивает опору шатуна для поворота, когда поршень должен двигаться. Или проще говоря, поршневой палец является связующим звеном между поршнем и шатуном.
Изображение: IndiaMartВ большинстве двигателей, включая паровые двигатели, большие стационарные и/или судовые двигатели, этот штифт расположен в скользящей траверсе, которая обычно соединяется с поршнем через шток.
Этот штифт представляет собой кованый небольшой полый стержень, обычно изготавливаемый из высокопрочного стального сплава. Конструкция штифта является сложной задачей, особенно в случае небольших высокооборотных автомобильных двигателей. Давайте узнаем работу поршневого пальца.
Конструкция
Выглядит почти так же, как простой цилиндрический вал, который может быть сплошным или полым. Концы этого штифта имеют фаску. Этот палец удерживается в поршне циркулярной пилой, при этом с середины его окружает малокалиберный конец шатуна.
Концы этого штифта имеют фаску. Этот палец удерживается в поршне циркулярной пилой, при этом с середины его окружает малокалиберный конец шатуна.
Как правило, он изготовлен из специальной закаленной стали и может выдерживать сдвигающие нагрузки за счет передачи усилия от поршня к шатуну. Что ж, у него очень тонкие допуски на диаметр для идеальной посадки в отверстии поршня.
Читайте также: Что такое коленчатый вал и как он работает?
Рабочий
Поршневой палец (поршневой палец) обеспечивает плавное соединение между шатуном двигателя и поршнем. Штифт может подвергаться высоким нагрузкам при знакопеременных нагрузках из-за колебательного движения поршня, взаимодействия газов и сил инерции.
Изображение: Википедия В бензиновом двигателе вращательное движение шатуна относительно поршня должно быть уравновешено в местах расположения подшипников пальца, бобышки пальца и отверстия с малой головкой. Из-за небольшой относительной скорости состояние смазки здесь плохое.
В бензиновых двигателях средней удельной мощности штифт фиксируется с усадкой в расточке малого торца. Это позволяет сэкономить за счет устранения окружности штифта и расточки втулки на коротком конце.
В то время как в дизельных двигателях этот штифт «плавает» в меньшем концевом отверстии. Его необходимо зафиксировать стопорным кольцом поршневого пальца, чтобы предотвратить боковое движение поршневого пальца.
Типы поршневых пальцев
В основном они разработаны в трех конфигурациях:
- Стационарные
- Полуплавающие
- Полностью плавающие
Стационарные Тип 1
Стационарный Тип
, и шатун скользит по пальцу. Поскольку все движения выполняются шатуном, при таком типе установки может происходить неравномерный износ контактных поверхностей. В связи с этим использование такого типа штифта не характерно для дизельных двигателей.
#2 Полуплавающий тип
В этом типе штифт обычно фиксируется относительно поршня посредством посадки с натягом с помощью цапфы.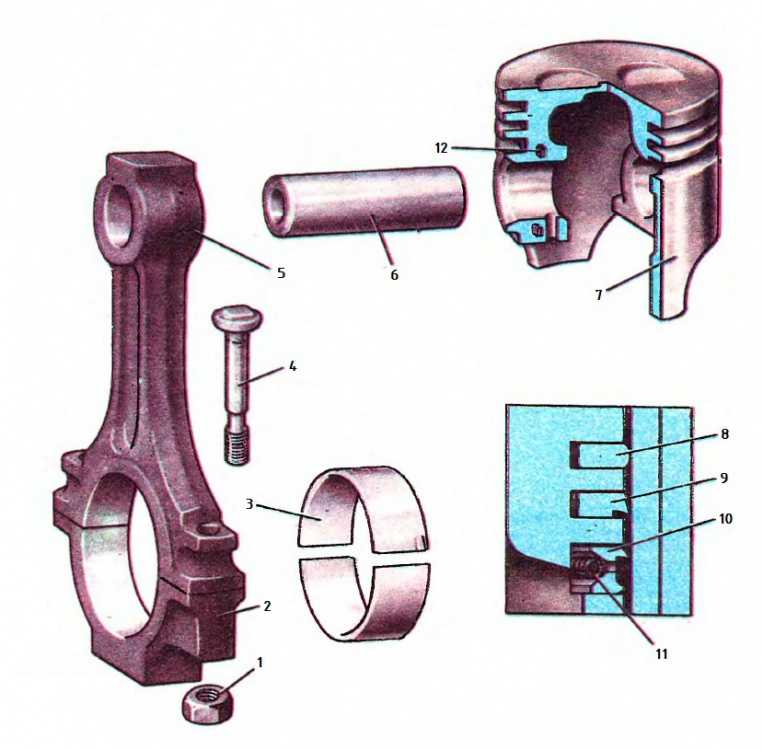 Эти штифты прикреплены к середине шатуна, и, таким образом, подшипник на коротком конце шатуна действует как отдельный подшипник. В этом пальце для опорной поверхности требуется только подшипник на коротком конце.
Эти штифты прикреплены к середине шатуна, и, таким образом, подшипник на коротком конце шатуна действует как отдельный подшипник. В этом пальце для опорной поверхности требуется только подшипник на коротком конце.
Если это требуется, то это обеспечивается либо гальванопокрытием короткой концевой шейки подходящим металлом, либо вставкой подшипника скольжения в проушину короткого конца, в котором натяг подходит к отверстию малых концов. При капитальном ремонте обычно можно заменить эту опорную втулку, если она сильно изношена.
В обратном исполнении, когда вместо поршня к шатуну крепится палец. Вместо этого он выполнен с использованием посадки с натягом с коротким концом I, поэтому штифт в поршне действует как подшипник скольжения.
Они сложны в изготовлении и обслуживании, поскольку две опорные поверхности или вставные втулки усложняют конструкцию. Кроме того, штифт должен быть установлен правильно, чтобы ушко на коротком конце было в центре.
#3 Полностью плавающий Тип
В этой конструкции между проушиной короткого конца и поршневым пальцем и цапфой в поршне создается опорная поверхность. Эти типы штифтов обычно фиксируются стопорными кольцами. В этом случае посадка с натягом не используется, и штифт полностью плавает на опорных поверхностях.
Эти типы штифтов обычно фиксируются стопорными кольцами. В этом случае посадка с натягом не используется, и штифт полностью плавает на опорных поверхностях.
Средняя скорость каждых трех подшипников делится, и нагрузка передается на подшипник, длина которого обычно примерно в три раза превышает длину полуплавающей конструкции с посадкой с натягом на поршне. Из трех типов штифтов наиболее распространенным является полностью плавающий штифт.
Читайте также: Что делает распределительный вал? Детали и функции [PDF]
Что такое смещение поршневого пальца?
Это поршневой палец, который немного смещен с одной стороны поршня, т.е. не должен находиться в центре поршня. Чтобы понять, почему это происходит, давайте рассмотрим эти два случая:
- Когда штифт находится в центре поршня, поршень достигает ВМТ или НМТ. В этом положении стержень движется прямо вверх и вниз, оказывая на стержень большую нагрузку. Кривошип должен пройти мимо ВМТ или НМТ, чтобы поршень снова начал двигаться.
 Эти стержни обеспечивают большую мощность и обороты двигателя.
Эти стержни обеспечивают большую мощность и обороты двигателя. - При использовании смещенного пальца поршневой палец слегка смещен в одну сторону от поршня, поэтому шток не перемещается прямо вверх и вниз, когда поршень находится в ВМТ или НМТ. Это позволяет кривошипу вращаться с меньшим сопротивлением, увеличивая мощность и скорость двигателя.
Наличие смещенного штифта снижает натяжение, когда шток достигает ВМТ или НМТ. Шток не должен ударять поршень вверх, а затем вниз. Стержень движется больше по дуге.
Требования к поршневому пальцу
Штифт должен соответствовать следующим требованиям:
- Штифт должен иметь достаточную прочность и гибкость, чтобы выдерживать нагрузку без повреждений.
- Для обеспечения хорошей износостойкости требуется высокая твердость поверхности.
- Эти штифты должны иметь высокое качество поверхности и точность размеров для оптимальной совместимости с их скользящими частями, поршнем и шатуном.

- Чтобы свести силы инерции к минимуму, эти штифты должны иметь малый вес,
- Жесткость штифта должна соответствовать конструкции поршня, чтобы избежать перегрузки поршня.
- Несмотря на вышеизложенное, конструкция штифта должна быть максимально простой и при этом экономичной.
Прочность поршневого пальца
Под действием газовых и инерционных сил при работе на поверхность пальца действуют сжимающие и растягивающие нагрузки. Поэтому распределение которых определяется деформацией отверстий под поршневые пальцы, поршневых пальцев и отверстия короткого конца, вызванной силами.
В результате распределения давления на штифт могут воздействовать высокие изгибающие, эллиптические и сдвигающие усилия. К этому добавляется скручивающая нагрузка, вызванная движением наклона шатуна.
Однако им пренебрегают из-за ограниченной доли от общей нагрузки. С другой стороны, требуется, чтобы штифт был максимально жестким и легким.
Завершение
Как я уже говорил, поршневой палец — это небольшая деталь, используемая для соединения поршня с шатуном в двигателе внутреннего сгорания и обеспечивающая подшипник для поворота шатуна при движении поршня.
Итак, пока я надеюсь, что вы узнали об этой статье. Если у вас есть какие-либо вопросы или сомнения по поводу этой статьи, не стесняйтесь задавать их в комментариях. Если вам была полезна эта статья, поделитесь ею с друзьями.
Хотите получать бесплатные PDF-файлы на свой почтовый ящик? Тогда подпишитесь на нашу рассылку.
Адрес электронной почты
Скачать PDF этой статьи:
Скачать PDF
Вы можете прочитать больше в нашем блоге:
- Какие существуют типы поршневых колец? Их функции [PDF]
- Какова функция распределителя в системе зажигания?
- Как работает карданный шарнир в автомобиле? Типы, детали и преимущества
Внешние ссылки:
- https://en.wikipedia.org/wiki/Gudgeon_pin
- https://link.springer.com/chapter/
Когда обновлять булавки для запястий
Самый прочный поршень в мире бесполезен, если штифт испускает призрак. Вот разбивка того, что делают штифты на запястье, почему они выходят из строя и когда их модернизировать, чтобы улучшить мощность вашей комбинации двигателей. Говорят, что поршень и шатун являются наиболее подверженными нагрузкам деталями мощного двигателя. Немногие производители двигателей оспаривают это мнение, но как насчет менее гламурного куска стали, который соединяет их вместе, несмотря ни на что? В некотором смысле булавка на запястье подобна незамеченному солдату, который бросается через заграждение из колючей проволоки, в то время как остальные войска бегут по его спине. Ход за ходом, поршневой палец берет на команду столько же, сколько шток или поршень. Если вы используете высокоуровневую принудительную индукцию, впрыск закиси азота, высокие обороты или высокую постоянную нагрузку на свой мощный двигатель, модернизированные штифты для запястий представляют собой страховую сделку века.
Говорят, что поршень и шатун являются наиболее подверженными нагрузкам деталями мощного двигателя. Немногие производители двигателей оспаривают это мнение, но как насчет менее гламурного куска стали, который соединяет их вместе, несмотря ни на что? В некотором смысле булавка на запястье подобна незамеченному солдату, который бросается через заграждение из колючей проволоки, в то время как остальные войска бегут по его спине. Ход за ходом, поршневой палец берет на команду столько же, сколько шток или поршень. Если вы используете высокоуровневую принудительную индукцию, впрыск закиси азота, высокие обороты или высокую постоянную нагрузку на свой мощный двигатель, модернизированные штифты для запястий представляют собой страховую сделку века.

Наручный штифт выполняет сложную задачу по отдергиванию поршня от грани катастрофы сотни раз в секунду, несмотря на огромное давление в цилиндре и переменную нагрузку, которая может достигать 400 g. В этих условиях штифт может погнуться и принять форму яйца, даже если он хорошо смазан. Худший случай возникает, когда поршень меняет направление в верхней части такта выпуска. Давление в цилиндре незначительно или отсутствует, чтобы смягчить реверсирование, поэтому штифт несет на себе весь вес высокоскоростного поршня, когда он дергается обратно в цилиндр. На такте впуска поршень поворачивается назад против повышения давления в цилиндре, которое обычно достигает пика около двенадцати градусов после верхней мертвой точки (ВМТ). Здесь инерционная нагрузка также значительна, но она амортизируется силой акта горения.
Часто гоночный поршень имеет кованый боковой рельеф. Это перемещает бобышки пальца снаружи поршня внутрь, укорачивая поршневой палец для уменьшения массы. Однако это может создать дополнительную нагрузку на штифт для запястья, что требует более прочного основного материала или штифта с более толстыми стенками.
Однако это может создать дополнительную нагрузку на штифт для запястья, что требует более прочного основного материала или штифта с более толстыми стенками. Трудно переоценить важность штифта на запястье в любой среде с высокими оборотами или высокой мощностью. В некоторых безнаддувных двигателях, стремящихся к максимальной степени сжатия, многие строители увеличивают зазор между поршнем и головкой до такой степени, что на днищах поршней остаются очень незначительные следы. Удержание поршня при очень высоких скоростях поршня и узких зазорах становится критически важным для выживания двигателя. В других случаях высокое давление в цилиндре за счет закиси азота или принудительной индукции пытается согнуть и деформировать штифт запястья. Когда штифт изгибается, он пытается вытеснить смазку, и трение увеличивается. Потребляется больше энергии, и связанное с этим тепло пытается разрушить пальцы, поршни и шатуны.
Какая толщина стенки лучше?
Высокотехнологичные поршневые пальцы Trend Performance предлагаются для всех поршней Diamond в зависимости от длины, толщины стенки, материала и доступного покрытия DLC (алмазоподобного углерода) для превосходной производительности.
Вооружившись этими знаниями, мы должны задаться вопросом, какие факторы влияют на выбор штифта и какие уровни мощности или приложения требуют увеличения толщины стенки, лучших материалов и/или специальных покрытий? Большая мощность всегда соответствует большему давлению в цилиндре, поэтому мы обязаны рассматривать детали, которые дополняют уровень мощности двигателя. Как правило, большинство стандартных поршней поставляются с пальцами соответствующего размера для предполагаемого применения. Конечно, гонщики часто злоупотребляют этим, добавляя усилители мощности, которые могут легко увеличить нагрузку на штифты сверх того, что могут выдержать стандартные штифты.
Как и все в гонках и многих высокопроизводительных дорожных двигателях, выбор штифта зависит от конкретного применения. Ваш поставщик поршней не предоставит что-то, что не соответствует работе, но вы должны быть честны с собой в своих намерениях. В условиях гонок штифты запястья из инструментальной стали с толщиной стенки 0,090–0,125 дюйма часто подходят для большинства безнаддувных двигателей, но для двигателей с большими блоками мощностью более 800–1000 л. с. требуются штифты с минимальной толщиной стенки 0,150 дюйма. потому что они болтаются вокруг более тяжелых поршней. И если вы используете высокий наддув или закись азота, штифты должны быть совместимы более толстыми и из высококачественного материала. Отклонение запястного пальца, недостаточный зазор или плохая смазка — все это в совокупности усугубляет пагубные последствия неправильного выбора пальца.
с. требуются штифты с минимальной толщиной стенки 0,150 дюйма. потому что они болтаются вокруг более тяжелых поршней. И если вы используете высокий наддув или закись азота, штифты должны быть совместимы более толстыми и из высококачественного материала. Отклонение запястного пальца, недостаточный зазор или плохая смазка — все это в совокупности усугубляет пагубные последствия неправильного выбора пальца.
Вот удобная примерная таблица, которую вы можете использовать для предварительного выбора браслета, прежде чем обсуждать с техническим специалистом ваши точные требования.
Обычно аспирированный
Стоковые булавки 450-500 л.с.
.090-.125 500-700HP
* Если вы нарукитесь на улице или используете мягкую NOS, чтобы снять его. рекомендуемые размеры штифтов без наддува
Supercharged или NOS
.130-.150 700-1000HP (рекомендуется H23 и DLC)
. 160-250 1000-1500HP (рекомендуется H23 и DLC)
160-250 1000-1500HP (рекомендуется H23 и DLC)
. рекомендуется)
По словам Стива Роуди из Trend Performance: «Толщина стенки может быть изменена после получения дополнительной информации во время тех. Толщина стенки будет перекрываться, и это нормально. Все дело в том, чтобы получить правильную часть. Многие люди держат в голове, что штифты определяют только вращательную массу, но это не всегда так, учитывая нагрузку, которую может воспринимать штифт на запястье. Не будет НИКАКОЙ массы, о которой стоит беспокоиться, если штифт слишком легкий».
Среди прочего, которые следует обсудить с вашим техническим представителем, большое значение имеют зазор пальца и качество смазки. Любое приложение, достаточно мощное, чтобы согнуть штифт, выиграет от ослабления зазоров штифта. Большинство штифтов работают с зазором 0,0008–0,0010 дюйма. При интенсивном использовании и большом давлении в цилиндре вы можете избежать проблем, увеличив зазор штифта до 0,0020–0,0022 дюйма. Узкие зазоры часто являются катастрофой, ожидающей своего часа. Ослабление почти всегда безопаснее, особенно если есть проблемы со смазкой.
Узкие зазоры часто являются катастрофой, ожидающей своего часа. Ослабление почти всегда безопаснее, особенно если есть проблемы со смазкой.
Типичные системы с мокрым картером обеспечивают обильное разбрызгивание масла для смазывания пальцев. В гонках у вас часто есть смазка с сухим картером, скребок кривошипа, выталкивание поддона и вакуумный насос, чтобы значительно уменьшить количество масла в поддоне и доступную смазку разбрызгиванием. В некоторых случаях можно чрезмерно контролировать ветер и масляный туман. Некоторые строители даже сообщают о больших признаках повреждения пальцев на стороне двигателя при использовании скребка кривошипа и выталкивания поддона, потому что они очень эффективно удаляют масло с этой стороны двигателя.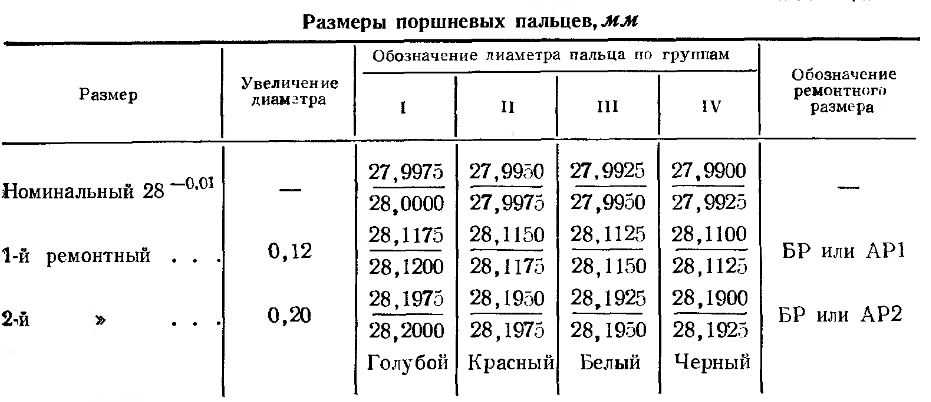 Дополнительный зазор всегда помогает в этой среде.
Дополнительный зазор всегда помогает в этой среде.
Почти в любой среде с высоким давлением штифты из инструментальной стали, DLC-покрытия, более свободные зазоры и достаточная смазка являются необходимой страховкой. Trend Performance удовлетворяет эти потребности с помощью полного набора выводов для всех возможных сред.
Начиная с серии Trend G, штифты изготавливаются из цельного толстостенного хромомолибденового сплава 4130, который пользуется популярностью у производителей поршней и продавцов поршней на складе благодаря более качественному материалу и точной обработке. Сплавы 4130 превосходят обычную альтернативу мягкой стали 1018. Этот стальной штифт идеально подходит для использования в безнаддувных гоночных двигателях. Штифты проходят термообработку (наружный диаметр 60 по шкале Роквелла/сердечник 45), обваливаются и шлифуются до толщины стенок 0,125 и 0,155.
В дополнение к оптимальной толщине стенок очень желательна прочная отделка, такая как DLC-покрытие Trends, для сохранения деталей двигателя при сильных ударах, недостаточной смазке и узких зазорах — все проблемы, которые Trend ловко решила.
Trend использует инструментальную сталь h23 для изготовления большинства поршневых пальцев премиум-класса. h23 считается лучшим универсальным материалом для большинства применений, особенно в двигателях с добавочной мощностью; это также популярный выбор в двигателях для дрэг-рейсинга Pro Stock. Штифты h23 имеют значение твердости по Роквеллу около Rc54 и легко принимают покрытие DLC (алмазоподобный углерод). Эти штифты предлагаются для всех популярных применений с толщиной стенки 0,005–0,010 дюйма с шагом от 0,135 до 0,225 дюйма и толщиной стенки 0,225, 0,250, 0,275 и 0,300 дюйма для тяжелых условий эксплуатации. Штифты H-13 также отшлифованы по внутреннему диаметру для снятия напряжения, а при необходимости могут быть добавлены твердо заточенные концы и фаски.
TP1
Новый сплав для штифтов Trend, TP1 исключительно твердый и очень прочный. Она имеет покрытие и дешевле, чем ее конкурент, мартенситностареющая сталь C300, и предназначена исключительно для двигателей Top Fuel, Funny Car и Pro Stock. Эти новые штифты в настоящее время доступны в нестандартных размерах или стандартных размерах 0,270, 0,310 и 0,330 дюйма. Этот материал становится очень популярным в мире компактных спортивных автомобилей с высокой мощностью, профессиональных модах, радиальных и спортивных аренах. Даже многие лимитированные поздние модели, супер поздние модели, вне закона и спринтерские автомобили используют его из-за его способности пройти через ад и остаться на месте.
Эти новые штифты в настоящее время доступны в нестандартных размерах или стандартных размерах 0,270, 0,310 и 0,330 дюйма. Этот материал становится очень популярным в мире компактных спортивных автомобилей с высокой мощностью, профессиональных модах, радиальных и спортивных аренах. Даже многие лимитированные поздние модели, супер поздние модели, вне закона и спринтерские автомобили используют его из-за его способности пройти через ад и остаться на месте.
Команды Top Fuel и Funny Car обычно загоняют свои булавки до тех пор, пока они не сгибаются, что происходит почти сразу. Они не покрывают свои штифты, потому что это увеличивает стоимость одноразовых компонентов.
Компания Trend полагает, что ее новый палец TP-1 с покрытием обладает гораздо большей долговечностью и способностью противостоять истиранию и экстремальным изгибающим моментам. Он подвергается термической обработке до сквозной твердости Rc60 (закалка от внешней оболочки до внутреннего сердечника). инструментальная сталь.
Он подвергается термической обработке до сквозной твердости Rc60 (закалка от внешней оболочки до внутреннего сердечника). инструментальная сталь.
С точки зрения прочности на растяжение и предела текучести штифты h23 и более новые штифты M2 и TP1 значительно превосходят более распространенные сплавы 4130 и 4340, но они зависят от конкретного применения. Крайне важно, чтобы вы поговорили с опытными техническими специалистами Trend, чтобы помочь вам «точно определить» штифт, который вам нужен для вашего двигателя. На самом деле нет слишком сложных условий для наручных булавок Trend Performance, но вы получите наибольшую выгоду, установив надлежащий размер и уровень подготовки. Немного более толстые стенки с меньшими зазорами и хорошей смазкой могут гарантировать, что все давление сгорания, которое вы создаете, будет использоваться для поворота кривошипа, а не просто для перемещения поршня вниз по штоку при выходе из строя штифта. Не упускайте из виду этот важный шаг при выборе листа сборки.