Затяжка ГБЦ д 240 — момент затяжки
Содержание
- Ослабление усилия затяжки.
- Установка прокладки ГБЦ д 240
- Установка головки блока
- Момент затяжки гбц д 240
- Порядок затяжки ГБЦ д 240
- Схема затяжки гбц д 240
Ослабление усилия затяжки.
Затягивайте болты головки блока цилиндров d 240 в тракторах МТЗ 80-МТЗ-82 после установки или периодического снятия головки блока цилиндров. Через каждые 1000 месяцев эксплуатации трактора необходимо периодически подтягивать головку блока цилиндров. Во время работы компоненты двигателя подвергаются постоянному тепловому расширению. На них действуют приложенные силы. Это приводит к ослаблению прокладки головки блока цилиндров.
- Прокладка головки блока цилиндров сжата.
- Посадка головки зажимных болтов уменьшается.
- Зажимные винты находятся под натяжением.
В результате прокладка головки блока цилиндров ослабляется по отношению к блоку цилиндров. В результате выхлопные газы выходят из камеры сгорания. Эти газы имеют высокую температуру, которая может достигать более 1000 градусов. Прокладка в месте сгорания газов. Поэтому для замены прокладки необходимо разобрать головку блока цилиндров.
В результате выхлопные газы выходят из камеры сгорания. Эти газы имеют высокую температуру, которая может достигать более 1000 градусов. Прокладка в месте сгорания газов. Поэтому для замены прокладки необходимо разобрать головку блока цилиндров.
Установка прокладки ГБЦ д 240
Перед установкой прокладки необходимо тщательно очистить поверхности головки блока цилиндров и блока цилиндров. Грязь и любые остатки старой прокладки должны быть удалены. Для очистки поверхностей прокладок рекомендуется использовать нож. Это не повредит поверхность. Этого не следует делать с наждачной бумагой и тем более с отбойными дисками. После их использования поверхности приходят в негодность. Их придется фрезеровать. Даже небольшие вмятины приводят к прорывам газа. Но с помощью шлифовального круга или даже металлической щетки на шлифовальной машине их очень легко сделать.
В случае, если на двигатель установлена турбина. Необходимо установить фторопластовые кольца.
Турбина создает повышенное давление в камере сгорания.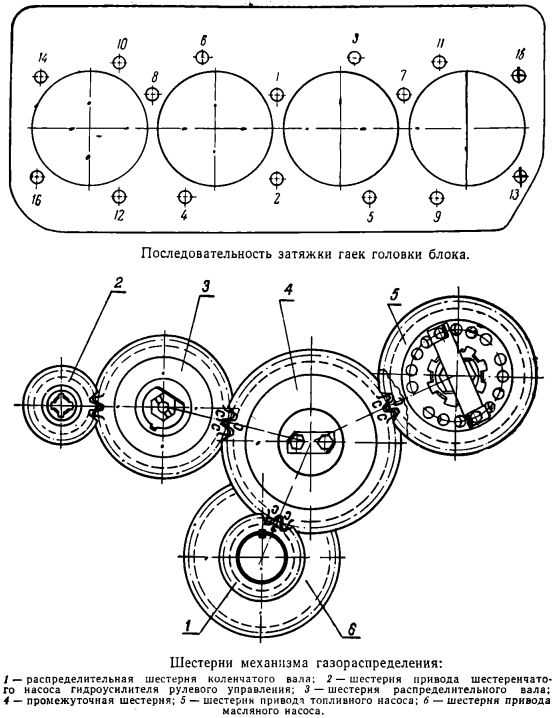 В результате температура сжатого воздуха и его объем увеличиваются. Температура сгорания в камере сгорания также повышается. Фторопластовые кольца могут выдерживать более высокие температуры. Они также защищают металлические части прокладки от возгорания.
В результате температура сжатого воздуха и его объем увеличиваются. Температура сгорания в камере сгорания также повышается. Фторопластовые кольца могут выдерживать более высокие температуры. Они также защищают металлические части прокладки от возгорания.
Их легко установить. Внешние края колец утоплены. Это должно быть увеличено. Это позволит создать канавку. Эта канавка располагается в прокладке в форме круга. Лишний конец кольца отрезается.
Установка головки блока
Перед установкой головки необходимо:
- Внимательно осмотрите поверхности головки.
- Проверьте плоскостность головки. Проверьте плоскостность головки с помощью линейки. Если посадка неплотная, измерьте глубину с помощью пазометра. Проще говоря, щуп 0,1 мм не должен проходить между линейкой и поверхностью головки.
- Проверьте гнезда для головок винтов. Проверьте, нет ли трещин. Если таковые обнаружены, следует провести фрезерование в этих зонах. Чтобы трещины не разрастались дальше. Выровняйте поверхность, удаленную фрезерованием, с помощью больших шайб.
- Если головки разобраны, необходимо снять клапаны. Для замены маслоотражательных колпачков необходимо притереть клапаны. И проверьте седла клапанов и тарелки клапанов на наличие трещин.
Если все в порядке, головка устанавливается на прокладку. Вставляются крепежные болты.
Момент затяжки гбц д 240
Процедура затяжки головки блока цилиндров d 240 состоит из нескольких этапов
- Затяните зажимные винты так, чтобы они были заподлицо с поверхностью головки цилиндра. На этом этапе момент затяжки не требуется. Просто поверните все болты вручную, пока они не встанут на место. Поскольку голова должна сидеть на месте без наклона. Необходимо убедиться, что под головку ничего не попало. Кабели, шланги, провода. Открученные кронштейны.
- Предварительно затяните болты с половиной требуемого момента. Это составляет приблизительно 100 Н*М. Затяжку следует производить динамометрическим ключом. Это считается обязательным условием. Динамометрический ключ позволяет не только установить требуемый момент затяжки.
 Но его самое большое преимущество — это, пожалуй, самое важное преимущество. это. Этот момент затяжки будет одинаковым для всех болтов. Если головка не затянута с требуемым моментом. Важнее, чтобы болты были затянуты равномерно. Затяжка должна выполняться в строгой последовательности, в соответствии со схемой затяжки.
Но его самое большое преимущество — это, пожалуй, самое важное преимущество. это. Этот момент затяжки будет одинаковым для всех болтов. Если головка не затянута с требуемым моментом. Важнее, чтобы болты были затянуты равномерно. Затяжка должна выполняться в строгой последовательности, в соответствии со схемой затяжки. - Окончательная затяжка головки блока цилиндров на серии 240 затягивается с усилием 200 Н*м. Строгая последовательность затягивания
Порядок затяжки ГБЦ д 240
На рисунке ниже показана последовательность затяжки каждого болта головки блока цилиндров
Схема затяжки гбц д 240
После полной затяжки головки блока цилиндров устанавливаются рычаги клапанов и производится регулировка клапанов. Более подробную информацию о затяжке клапанов можно найти в этой статье.
Понравилась статья? Поделиться с друзьями:
Порядок протяжки головки д 240
МТЗ-82 – легендарный трактор, выпускаемый Минским тракторным заводом с 1974 года. За свою без малого полувековую историю его конструкция претерпела ряд доработок, но основные принципы производства остались прежними: надёжность, эффективность и простота, позволяющие эксплуатировать машину в тяжёлых условиях и обслуживать её вдали от специализированных сервисных центров. Ремонт двигателя, в том числе регулировка клапанов МТЗ 82 своими руками могут быть выполнены любым более-менее опытным механиком, что упрощает обслуживание и сокращает затраты, в том числе связанные с простоем техники.
За свою без малого полувековую историю его конструкция претерпела ряд доработок, но основные принципы производства остались прежними: надёжность, эффективность и простота, позволяющие эксплуатировать машину в тяжёлых условиях и обслуживать её вдали от специализированных сервисных центров. Ремонт двигателя, в том числе регулировка клапанов МТЗ 82 своими руками могут быть выполнены любым более-менее опытным механиком, что упрощает обслуживание и сокращает затраты, в том числе связанные с простоем техники.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.
Читайте также: Тракторы беларус МТЗ-80, МТЗ-82, МТЗ-82.1, МТЗ-1221, 1523, МТЗ-892, ЮМЗ, Т-40. Сельскохозяйственная техника: плуги, культиваторы, мотоблоки, косилки, сеялки
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
- Провернуть коленвал, пока впускной клапан первого цилиндра не начнет открываться, а выпускной – закрываться. Это легко отслеживается визуально.

- Отрегулировать зазоры в клапанах № 4, 6, 7 и 8, считая от вентилятора.
- Повернуть коленвал ещё на один оборот, пока не закроется четвертый цилиндр. После этого отрегулировать зазоры в оставшихся клапанах (1, 2, 3 и 5).
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность. Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность. Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Одновременно контролируется состояние прокладок, при необходимости они заменяются на новые.
регулировка клапанов на мтз 80
От надежной и правильной работы силового агрегата зависит надежность и коэффициент полезного действия всего трактора. Любой двигатель внутреннего сгорания требует точной регулировки впускных и выпускных клапанов. На тракторе МТЗ-80 и его полноприводной версии установлен дизельный двигатель Д-240 мощностью 80 л.с. Неправильно отрегулированные клапана могут стать причиной характерного звука и нарушения теплового режима работы двигателя. Первая регулировка клапанов на тракторе МТЗ-80 производиться сразу после обкатки. В дальнейшем эту операцию необходимо производить каждые 500 часов работы или при техническом обслуживании № 2.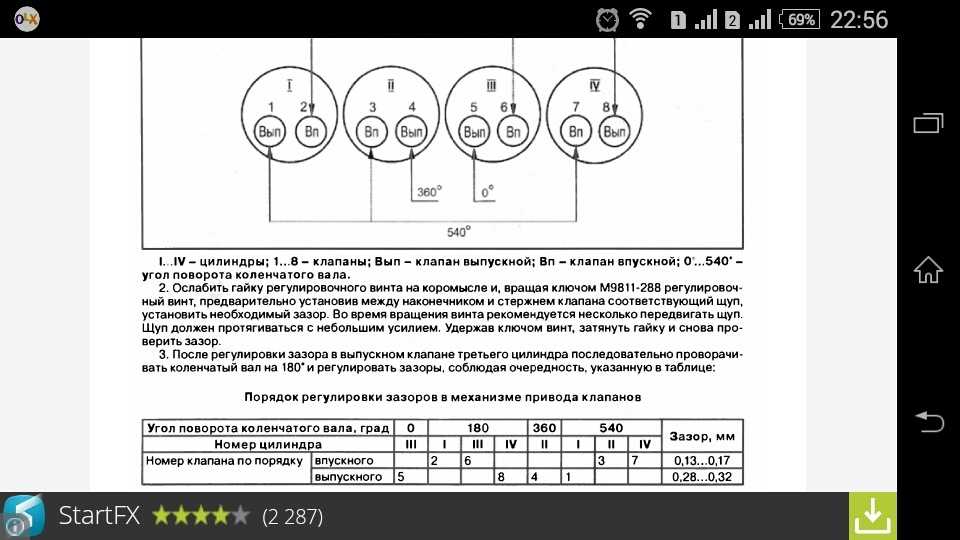 Регулировку требуется производить также после капитального ремонта двигателя и при проявляющемся стуке клапанов. Малые зазоры могут привести к нарушению работы дизеля и появлению белого дыма. При увеличенных зазорах появляется характерный звук. Одной из причин перебоев в работе двигателя может стать лопнувшая пружина клапана. Сама операция по регулировке не требует высокой квалификации и по своему алгоритму достаточно простая. Она сводиться к созданию необходимых зазоров между байками коромысел и торцами клапанных стержней и точной подтяжке крепежных болтов цилиндров. Работа по регулировке должно производиться на прогретом двигателе. Температура двигателя должна быть не ниже 75*C.
Регулировку требуется производить также после капитального ремонта двигателя и при проявляющемся стуке клапанов. Малые зазоры могут привести к нарушению работы дизеля и появлению белого дыма. При увеличенных зазорах появляется характерный звук. Одной из причин перебоев в работе двигателя может стать лопнувшая пружина клапана. Сама операция по регулировке не требует высокой квалификации и по своему алгоритму достаточно простая. Она сводиться к созданию необходимых зазоров между байками коромысел и торцами клапанных стержней и точной подтяжке крепежных болтов цилиндров. Работа по регулировке должно производиться на прогретом двигателе. Температура двигателя должна быть не ниже 75*C.
Для проведения регулировки необходимо:
- Обеспечить допуск к клапанной крышке;
2. Снять колпак крышки; 3. Проверить надежность затяжки гаек валика коромысел. 4. Установить поршень первого цилиндра в верхнюю мертвую точку (ВМТ) которая соответствует концу такта сжатия. 5. Ослабить контргайку регулировочного винта на коромысле клапана. Установить по щупу необходимый зазор между бойком коромысла и торцом клапана, вкручивая или выкручивая винт. Щуп должен проходить с небольшим усилием, но не должен быть зажат. Для регулировки впускных и выпускных клапанов используется единый щуп 0,25 мм. 6. После выставления необходимого зазора закрутить контргайку. Еще раз проверить щупом выставление зазора поворачивая штангу толкателя вокруг своей оси. Так как на трактор МТЗ-80 установлен четырехтактный дизельный двигатель, регулировку клапанов следует производить в порядке работы цилиндров, а именно 1-3-4-2. При переходе к регулировке клапанов следующего цилиндра необходимо проворачивать коленчатый вал двигателя на 180 градусов, то есть на пол оборота, по часовой стрелке. Перед регулировкой клапанов двигателя Д-240 следует произвести затяжку шпилек головки блока цилиндров. Эту операцию следует производить в соответствии со схемой затяжки шпилек и в несколько приемов, чтобы избежать деформации и нарушения целостности шпильки и резьбы.
Установить по щупу необходимый зазор между бойком коромысла и торцом клапана, вкручивая или выкручивая винт. Щуп должен проходить с небольшим усилием, но не должен быть зажат. Для регулировки впускных и выпускных клапанов используется единый щуп 0,25 мм. 6. После выставления необходимого зазора закрутить контргайку. Еще раз проверить щупом выставление зазора поворачивая штангу толкателя вокруг своей оси. Так как на трактор МТЗ-80 установлен четырехтактный дизельный двигатель, регулировку клапанов следует производить в порядке работы цилиндров, а именно 1-3-4-2. При переходе к регулировке клапанов следующего цилиндра необходимо проворачивать коленчатый вал двигателя на 180 градусов, то есть на пол оборота, по часовой стрелке. Перед регулировкой клапанов двигателя Д-240 следует произвести затяжку шпилек головки блока цилиндров. Эту операцию следует производить в соответствии со схемой затяжки шпилек и в несколько приемов, чтобы избежать деформации и нарушения целостности шпильки и резьбы.
По окончании регулировки установить на место крышку клапанов и завести двигатель. Прогретый двигатель с правильно отрегулированными клапанами должен работать устойчиво и без посторонних звуков.
От того на сколько правильно отрегулированы клапана на двигателе трактора МТЗ, зависит срок службы двигателя, выдаваемая мощность и расход топлива. Хотя регулировку клапанов возможно произвести самому, то более правильным вариантом будет доверить такое дело профессионалам, например таким как «Трактор Сервис». Благодаря огромному опыту «Трактор Сервис» зарекомендовал себя как опытный и надежный партнер в ремонте и обслуживании тракторной техники.
Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
» Двигатель Д-240 » Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики
На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л. с.
с.
Фото двигателя
Устройство двигателя
В двигателе д-240 реализована неразделенная камера сгорания с объемно-пленочным образованием рабочей смеси. Одна часть впрыскиваемого топлива распыляется в объеме камеры сгорания, а другая растекается по ее поверхности, создавая тонкую пленку. Первая часть дизельного топлива активно смешивается с потоком нагретого сжатого воздуха, при это происходит интенсивное испарение и сгорание — протекает процесс предварительного воспламенения топлива. Шатровая форма камеры сгорания способствует образованию завихрений воздушного потока и лучшему смешиванию воздуха и топлива. Часть топлива находясь в виде пленки испаряется, нагреваясь от потока сжатого горячего воздуха и стенки камеры сгорания. Поэтапно создающийся процесс сгорания топлива, образует условия для мягкой экономичной работы двигателя.
Как и любые подобные дизели, двигатель Д-240 состоит из газораспределительного (ГРМ) и кривошипно-шатунного механизма (КШМ), а также ис систем: охлаждения, смазки, пуска и питания.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ.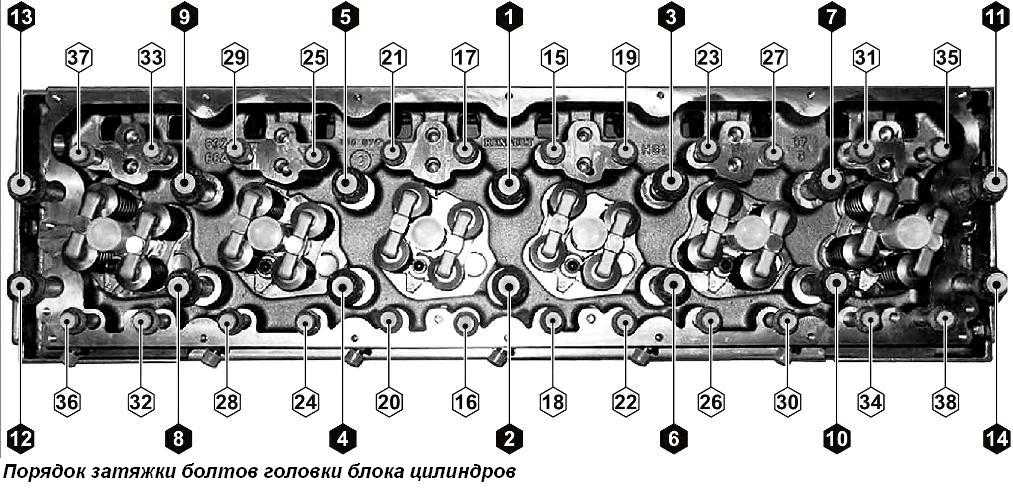 Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
Затяжка болтов ГБЦ Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно. Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Блок цилиндров и клапаны двигателя Д-243
________________________________________________________________________
Блок цилиндров и клапаны двигателя Д-243
Головка блока цилиндров Д-243
Головка блока цилиндров двигателя Д-243 трактора МТЗ-82 представляет собой чугунную отливку, во внутренних полостях которой имеются впускные и выпускные каналы, закрываемые клапанами.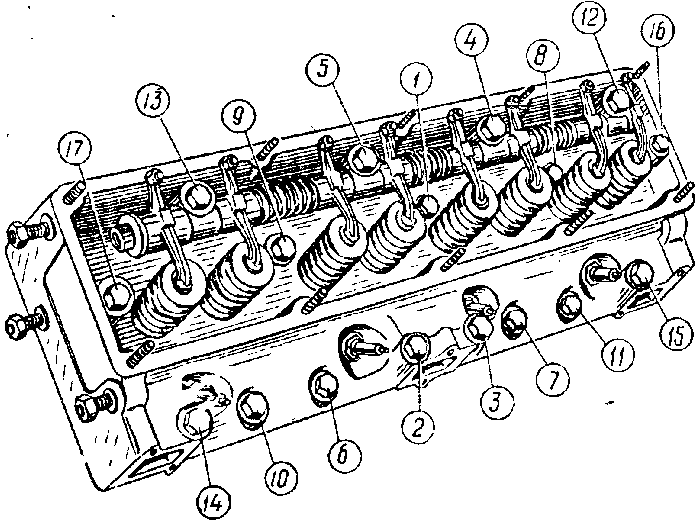 Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Для обеспечения отвода тепла головка цилиндров имеет внутренние полости, в которых циркулирует охлаждающая жидкость. На головке блока цилиндров сверху устанавливаются стойки, ось коромысел с коромыслами, крышка головки, впускной коллектор и колпак крышки, закрывающий клапанный механизм.
Со стороны топливного насоса в головке блока двигателя МТЗ-82 установлены четыре форсунки, а со стороны генератора к головке крепится выпускной коллектор. Для уплотнения разъема между головкой и блоком цилиндров установлена прокладка из армированного перфорированным стальным листом асбестового или безасбестового полотна. Отверстия для гильз цилиндров и масляного канала окантованы стальными обечайками.
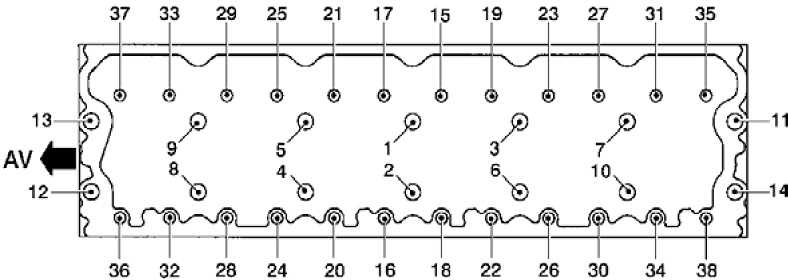
Проверка затяжки болтов крепления головки цилиндров Д-243
Проверку затяжки болтов крепления головки цилиндров Д-243 трактора МТЗ-82 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке:
– снимите колпак и крышку головки цилиндров;- снимите ось коромысел с коромыслами и стойками;- динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. Момент затяжки -200±10 Нм.
Момент затяжки -200±10 Нм.
После проверки затяжки болтов крепления головки блока цилиндров двигателя МТЗ-82 установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами.
Схема последовательности затяжки болтов крепления головки цилиндров двигателя Д-243
Блок цилиндров двигателя Д-243
Блок цилиндров Д-243 является основной корпусной деталью дизеля и представляет собой жесткую чугунную отливку. В вертикальных расточках блока установлены четыре съемные гильзы, изготовленные из специального чугуна.
Гильза устанавливается в блок цилиндров двигателя МТЗ-82 по двум центрирующим поясам: верхнему и нижнему. В верхнем поясе гильза закрепляется буртом, в нижнем – уплотняется двумя резиновыми кольцами, размещенными в канавках блока цилиндров. Гильзы по внутреннему диаметру сортируются на три размерные группы: большая (Б), средняя (С) и малая (М). Маркировка группы наносится на заходном конусе гильзы.
Нужно устанавливать гильзы блока Д-243 одной размерной группы.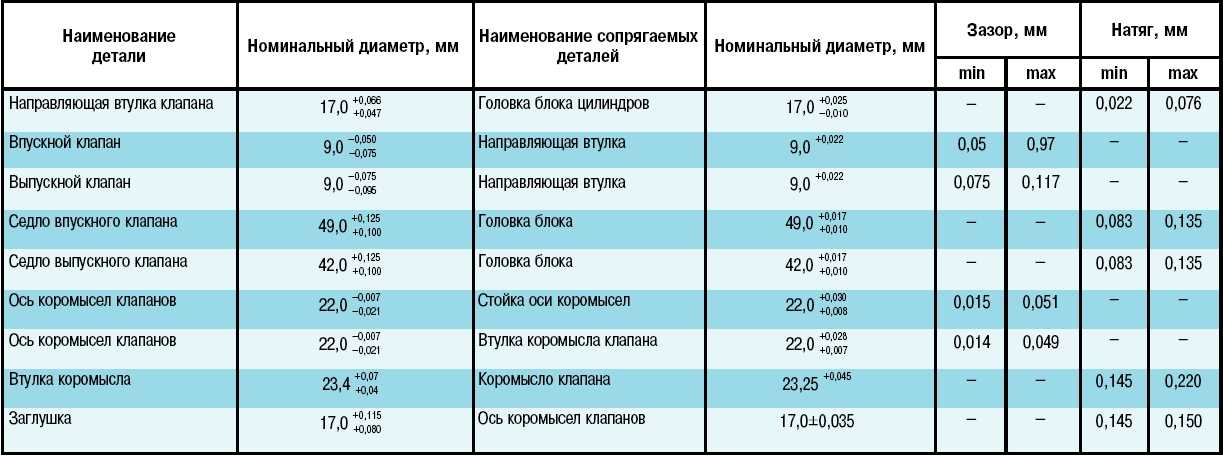 Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Между стенками блока цилиндров и гильзами циркулирует охлаждающая жидкость.Торцовые стенки и поперечные перегородки блока цилиндров имеют приливы, предназначенные для образования опор коленчатого вала. На эти приливы установлены крышки. Приливы вместе с крышками образуют постели для коренных подшипников. Постели под вкладыши коренных подшипников расточены с одной установки в сборе с крышками коренных подшипников. Менять крышки местами не допускается.
Блок цилиндров Д-243 имеет продольный канал, от которого по поперечным каналам масло поступает к коренным подшипникам коленчатого вала и подшипникам распределительного вала. На наружных поверхностях блока цилиндров имеются обработанные привалочные плоскости для крепления центробежного масляного фильтра, водяного насоса, фильтров грубой и тонкой очистки топлива, маслозаливной горловины.
Механизм газораспределения ГРМ Д-243
Механизм газораспределения двигателя Д-243 трактора МТЗ-82 состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел.
Распредвал Д-243 – трехопорный, приводится в действие от коленчатого вала через шестерню распределения. Подшипниками распределительного вала служат три втулки, запрессованные в расточки блока. Передняя втулка (со стороны вентилятора) из алюминиевого сплава, имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки чугунные.
Толкатели двигателя Д-243– стальные. Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм). В результате того, что кулачки распределительного вала изготовлены с небольшим конусом, толкатели в процессе работы совершают вращательное движение.
Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя МТЗ-82 – стальные, качаются на оси, установленной на четырех стойках. Крайние стойки – повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для смазки коромысел. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Перемещение коромысел вдоль оси ограничивается распорными пружинами.
Впускные и выпускные клапаны Д-243 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан Д-243 закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики.
Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками.
Проверка зазора между клапанами и коромыслами двигателя Д-243
Зазоры между клапанами и коромыслами двигателя Д-243 проверяйте и, при необходимости, регулируйте через каждые 500 часов работы, а также после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов. Зазор между бойком коромысла и торцом стержня клапана при проверке на непрогретом дизеле ( температура воды и масла должна быть не более 60 ºС) должен быть:
Для двигателя Д-243 и его модификаций:- впускные и выпускные клапаны – 0,25 мм (+0,10 -0,05)При регулировке зазор между торцом стержня клапана и бойком коромысла на непрогретом дизеле устанавливайте: впускные и выпускные клапаны – 0,25 мм (-0,05)
Регулировку клапанов двигателя Д-243 производите в следующей последовательности:
– снимите колпак крышки головки цилиндров и проверьте крепление стоек оси коромысел;- проверните коленчатый вал двигателя МТЗ-82 до момента перекрытия клапанов в первом цилиндре (впускной клапан первого цилиндра начинает открываться, а выпускной заканчивает закрываться) и отрегулируйте зазоры в четвертом, шестом, седьмом и восьмом клапанах (считая от вентилятора), затем поверните коленчатый вал на один оборот, установив перекрытие в четвертом цилиндре, и отрегулируйте зазоры в первом, втором, третьем и пятом клапанах.
Для регулировки зазора отпустите контргайку винта на коромысле регулируемого клапана и, поворачивая винт, установите необходимый зазор по щупу между бойком коромысла и торцом стержня клапана. После установки зазора затяните контргайку. По окончании регулировки зазора в клапанах поставьте на место колпак крышки головки цилиндров.
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
________________________________________________________________________
techspez.ru
Таблица крутящего момента болта— болт Portland
Рекомендуемые начальные значения
Приведенные ниже расчеты крутящего момента предлагаются только в качестве руководства. Использование его содержимого кем-либо является исключительной ответственностью этого лица, и они берут на себя весь риск. Из-за множества переменных, влияющих на соотношение крутящего момента и натяжения, таких как человеческий фактор, текстура поверхности и смазка, единственный способ определить правильный крутящий момент — это провести эксперименты в реальных условиях соединения и сборки .
- А307
- 2 класс
- А325
- А449
- 5 класс
- А193 В7
- А320 Л7
- А354 БК
- А490
- А354 БД
- 8 класс
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк.+вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 1 053 | 790 | 2 | 4 | 3 |
| 5 ⁄ 16 | 18 | 1 735 | 1 302 | 3 | 8 | 7 |
| 3 ⁄ 8 | 16 | 2 567 | 1 925 | 6 | 15 | 12 |
| 7 ⁄ 16 | 14 | 3 521 | 2 640 | 10 | 24 | 19 |
| 1 ⁄ 2 | 13 | 4 700 | 3 525 | 15 | 37 | 29 |
| 9 ⁄ 16 | 12 | 6 028 | 4 521 | 21 | 53 | 42 |
| 5 ⁄ 8 | 11 | 7 485 | 5 614 | 29 | 73 | 58 |
| 3 ⁄ 4 | 10 | 11 062 | 8 297 | 52 | 130 | 104 |
| 7 ⁄ 8 | 9 | 15 301 | 11 476 | 84 | 209 | 167 |
| 1 | 8 | 20 071 | 15 053 | 125 | 314 | 251 |
| 1 1 ⁄ 8 | 7 | 25 271 | 18 953 | 178 | 444 | 355 |
| 1 1 ⁄ 4 | 7 | 32 093 | 24 070 | 251 | 627 | 501 |
| 1 3 ⁄ 8 | 6 | 38 254 | 28 690 | 329 | 822 | 657 |
| 1 1 ⁄ 2 | 6 | 46 534 | 34 900 | 436 | 1 091 | 873 |
| 1 3 ⁄ 4 | 5 | 62 928 | 47 196 | 688 | 1 721 | 1 377 |
| 2 | 4 1 ⁄ 2 | 82 800 | 62 100 | 1 035 | 2 588 | 2 070 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 107 640 | 80 730 | 1 514 | 3 784 | 3 027 |
| 2 1 ⁄ 2 | 4 | 132 480 | 99 360 | 2 070 | 5 125 | 4 140 |
| 2 3 ⁄ 4 | 4 | 163 282 | 122 461 | 2 806 | 7 016 | 5 613 |
| 3 | 4 | 197 726 | 148 295 | 3 707 | 9 268 | 7 415 |
| 3 1 ⁄ 4 | 4 | 235 152 | 176 364 | 4 777 | 11 941 | 9 553 |
| 3 1 ⁄ 2 | 4 | 275 890 | 206 917 | 6 035 | 15 088 | 12 070 |
| 3 3 ⁄ | 4 | 319 939 | 239 954 | 7 499 | 18 746 | 14 997 |
| 4 | 4 | 366 970 | 275 227 | 9 174 | 22 936 | 18 348 |
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
Оцинк. +вощеная +вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 1 750 | 1 313 | 3 | 7 | 5 |
| 5 ⁄ 16 | 18 | 2 900 | 2 175 | 6 | 14 | 11 |
| 3 ⁄ 8 | 16 | 4 250 | 3 188 | 10 | 25 | 20 |
| 7 ⁄ 16 | 14 | 5 850 | 4 388 | 16 | 40 | 32 |
| 1 ⁄ 2 | 13 | 7 800 | 5 850 | 24 | 61 | 49 |
| 9 ⁄ 16 | 12 | 10 000 | 7 500 | 35 | 88 | 70 |
| 5 ⁄ 8 | 11 | 12 400 | 9 300 | 48 | 121 | 97 |
| 3 ⁄ 4 | 18 400 | 13 800 | 86 | 216 | 173 | |
| 7 ⁄ 8 | 9 | 15 200 | 11 400 | 83 | 208 | 166 |
| 1 | 8 | 20 000 | 15 000 | 125 | 313 | 250 |
| 1 1 ⁄ 8 | 7 | 25 200 | 18 900 | 177 | 443 | 354 |
| 1 1 ⁄ 4 | 7 | 32 000 | 24 000 | 250 | 625 | 500 |
| 1 3 ⁄ 8 | 6 | 38 100 | 28 575 | 327 | 819 | 655 |
| 1 1 ⁄ 2 | 6 | 46 400 | 34 800 | 435 | 1 088 | 870 |
Начало страницы
| Размер болта | Число шагов на дюйм | Напряжение | Диапазон моментов затяжки (фут-фунт) (мин.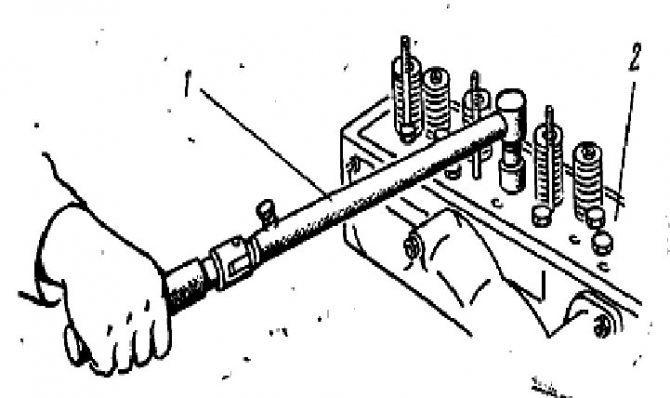 –макс.) –макс.) | ||
|---|---|---|---|---|---|
| Мин. | Максимум | Оцинк.+Воск | Обычная | ||
| 1 ⁄ 2 | 13 | 12 000 | 14 000 | 50 — 58 | 100 — 117 |
| 5 ⁄ 8 | 11 | 19 000 | 23 000 | 99 — 120 | 198 — 240 |
| 3 ⁄ 4 | 10 | 28 000 | 34 000 | 175 — 213 | 350 — 425 |
| 7 ⁄ 8 | 9 | 39 000 | 47 000 | 284 — 343 | 569 — 685 |
| 1 | 8 | 51 000 | 61 000 | 425 — 508 | 850 — 1 017 |
| 1 1 ⁄ 8 | 7 | 64 000 | 77 000 | 600 — 722 | 1 200 — 1 444 |
| 1 1 ⁄ 4 | 7 | 81 000 | 98 000 | 844 — 1 021 | 1 687 — 2 042 |
| 1 3 ⁄ 8 | 6 | 97 000 | 117 000 | 1 111 — 1 341 | 2 223 — 2 681 |
| 1 1 ⁄ 2 | 6 | 118 000 | 143 000 | 1 475 — 1 788 | 2 950 — 3 575 |
Начало страницы
| Размер болта | ТПИ | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
Оцинк. +вощеная +вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 2 700 | 2 025 | 4 | 11 | 8 |
| 5 ⁄ 16 | 18 | 4 450 | 3 338 | 9 | 22 | 17 |
| 3 ⁄ 8 | 16 | 6 600 | 4 950 | 15 | 39 | 31 |
| 7 ⁄ | 14 | 9 050 | 6 788 | 25 | 62 | 49 |
| 1 ⁄ 2 | 13 | 12 050 | 9 038 | 38 | 94 | 75 |
| 9 ⁄ 16 | 12 | 15 450 | 11 588 | 54 | 136 | 109 |
| 5 ⁄ 8 | 11 | 19 200 | 14 400 | 75 | 188 | 150 |
| 3 ⁄ 4 | 10 | 28 400 | 21 300 | 133 | 333 | 266 |
| 7 ⁄ 8 | 9 | 39 250 | 29 438 | 215 | 537 | 429 |
| 1 | 8 | 51 500 | 38 625 | 322 | 805 | 644 |
| 1 1 ⁄ 8 | 7 | 56 450 | 42 338 | 397 | 992 | 794 |
| 1 1 ⁄ 4 | 7 | 71 700 | 53 775 | 560 | 1 400 | 1 120 |
| 1 3 ⁄ 8 | 6 | 85 450 | 64 088 | 734 | 1 836 | 1 469 |
| 1 1 ⁄ 2 | 6 | 104 000 | 78 000 | 975 | 2 438 | 1 950 |
| 1 3 ⁄ 4 | 5 | 104 500 | 78 375 | 1 143 | 2 857 | 2 286 |
| 2 | 4 1 ⁄ 2 | 137 500 | 103 125 | 1 719 | 4 297 | 3 438 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 178 750 | 134 063 | 2 514 | 6 284 | 5 027 |
| 2 1 ⁄ 2 | 4 | 220 000 | 165 000 | 3 438 | 8 594 | 6 875 |
| 2 3 ⁄ 4 | 4 | 271 150 | 203 363 | 4 660 | 11 651 | 9 321 |
| 3 | 4 | 328 350 | 246 263 | 6 157 | 15 391 | 12 313 |
* Диаметр болтов SAE J429 класса 5 не превышает 1-1/2″. | ||||||
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | ||
|---|---|---|---|---|---|---|
| Оцинк.+вощеная | Оцинк. | Обычная | ||||
| 1 ⁄ 4 | 20 | 3 350 | 2 513 | 5 | 13 | 10 |
| 5 ⁄ 16 | 18 | 5 500 | 4 125 | 11 | 27 | 21 |
| 3 ⁄ 8 | 16 | 8 150 | 6 113 | 19 | 48 | 38 |
| 7 ⁄ 16 | 14 | 11 150 | 8 363 | 30 | 76 | 61 |
| 1 ⁄ 2 | 13 | 14 900 | 11 175 | 47 | 116 | 93 |
| 9 ⁄ 16 | 12 | 19 100 | 14 325 | 67 | 168 | 134 |
| 5 ⁄ 8 | 11 | 23 750 | 17 813 | 93 | 232 | 186 |
| 3 ⁄ 4 | 10 | 35 050 | 26 288 | 164 | 411 | 329 |
| 7 ⁄ 8 | 9 | 48 500 | 36 375 | 265 | 663 | 530 |
| 1 | 8 | 63 650 | 47 738 | 398 | 995 | 796 |
| 1 1 ⁄ 8 | 7 | 80 100 | 60 075 | 563 | 1 408 | 1 126 |
| 1 1 ⁄ 8 | 8 | 82 934 | 62 201 | 583 | 1 458 | 1 166 |
| 1 1 ⁄ 4 | 7 | 101 750 | 76 313 | 795 | 1 987 | 1 590 |
| 1 1 ⁄ 4 | 8 | 105 006 | 78 754 | 820 | 2 051 | 1 641 |
| 1 3 ⁄ 8 | 6 | 121 300 | 90 975 | 1 042 | 2 606 | 2 085 |
| 1 3 ⁄ 8 | 8 | 129 492 | 97 119 | 1 113 | 2 782 | 2 226 |
| 1 1 ⁄ 2 | 6 | 147 550 | 110 663 | 1 383 | 3 458 | 2 767 |
| 1 1 ⁄ 2 | 8 | 156 687 | 117 515 | 1 469 | 3 672 | 2 938 |
| 1 3 ⁄ 4 | 5 | 199 500 | 149 625 | 2 182 | 5 455 | 4 364 |
| 1 3 ⁄ 4 | 8 | 218 400 | 163 800 | — | — | 4 778 |
| 2 | 4 1 ⁄ 2 | 262 500 | 196 875 | 3 281 | 8 203 | 6 563 |
| 2 | 8 | 290 850 | 218 138 | — | — | 7 271 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 341 250 | 255 938 | 4 799 | 11 997 | 9 598 |
| 2 1 ⁄ 4 | 8 | 373 801 | 280 351 | — | — | 10 513 |
| 2 1 ⁄ 2 | 4 | 420 000 | 315 000 | 6 563 | 16 406 | 13 125 |
| 2 1 ⁄ 2 | 8 | 466 200 | 349 650 | — | — | 14 569 |
| 2 3 ⁄ 4 | 4 | 468 500 | 351 263 | 8 050 | 20 124 | 16 100 |
| 2 3 ⁄ 4 | 8 | 515 851 | 386 888 | — | — | 17 732 |
| 3 | 4 | 567 150 | 425 363 | 10 634 | 26 585 | 21 268 |
| 3 | 8 | 618 451 | 463 838 | — | — | 23 192 |
| 3 1 ⁄ 4 | 4 | 674 500 | 505 875 | 13 701 | 34 252 | 27 402 |
| 3 1 ⁄ 4 | 8 | 730 550 | 547 913 | — | — | 29 679 |
| 3 1 ⁄ 2 | 4 | 791 350 | 593 513 | 17 311 | 43 277 | 34 622 |
| 3 1 ⁄ 2 | 8 | 851 201 | 638 401 | — | — | 37 240 |
| 3 3 ⁄ 4 | 4 | 0 | 688275 | 21 509 | 53 771 | 43 017 |
| 3 3 ⁄ 4 | 8 | 982 300 | 736 725 | — | — | 46 045 |
| 4 | 4 | 1052600 | 789450 | 26 315 | 65 788 | 52 630 |
| 4 | 8 | 1 121 950 | 841 463 | — | — | 56 098 |
Начало страницы
| Размер болта | Число шагов на дюйм | Напряжение (фунты) | Диапазон момента затяжки (фут-фунт) (мин. -макс.) -макс.) | ||
|---|---|---|---|---|---|
| Мин. | Максимум | Обычная | Смазанный | ||
| 1 ⁄ 2 | 13 | 15 000 | 18 000 | 125 — 150 | 63 — 75 |
| 5 ⁄ 8 | 11 | 24 000 | 29 000 | 250 — 302 | 125 — 151 |
| 3 ⁄ 4 | 10 | 35 000 | 42 000 | 438 — 525 | 219 — 263 |
| 7 ⁄ 8 | 9 | 49 000 | 59 000 | 715 — 860 | 357 — 430 |
| 1 | 8 | 64 000 | 77 000 | 1 067 — 1 283 | 533 — 642 |
| 1 1 ⁄ 8 | 7 | 80 000 | 96 000 | 1 500 — 1 800 | 750 — 900 |
| 1 1 ⁄ 4 | 7 | 102 000 | 122 000 | 2 125 — 2 542 | 1 063 — 1 271 |
| 1 3 ⁄ 8 | 6 | 121 000 | 145 000 | 2 773 — 3 323 | 1 386 — 1 661 |
| 1 1 ⁄ 2 | 6 | 148 000 | 178 000 | 3 700 — 4 450 | 1 850 — 2 225 |
Начало страницы
| Размер болта | Число шагов на дюйм | Доказательство Нагрузка (фунты) 1 | Зажим Нагрузка (фунты) 2 | Момент затяжки (фут-фунт) | |
|---|---|---|---|---|---|
| Обычная | Смазанный | ||||
| 1 ⁄ 4 | 20 | 3 800 | 2 850 | 12 | 6 |
| 5 ⁄ 16 | 18 | 6 300 | 4 725 | 25 | 12 |
| 3 ⁄ 8 | 16 | 9 300 | 6 975 | 44 | 22 |
| 7 ⁄ 16 | 14 | 12 750 | 9 563 | 70 | 35 |
| 1 ⁄ 2 | 13 | 17 050 | 12 788 | 107 | 53 |
| 9 ⁄ 16 | 12 | 21 850 | 16 388 | 154 | 77 |
| 5 ⁄ 8 | 11 | 27 100 | 20 325 | 212 | 106 |
| 3 ⁄ 4 | 10 | 40 100 | 30 075 | 376 | 188 |
| 7 ⁄ 8 | 9 | 55 450 | 41 588 | 606 | 303 |
| 1 | 8 | 72 700 | 54 525 | 909 | 454 |
| 1 1 ⁄ 8 | 7 | 91 550 | 68 663 | 1 287 | 644 |
| 1 1 ⁄ 4 | 7 | 120 000 | 90 000 | 1 875 | 938 |
| 1 3 ⁄ 8 | 6 | 138 600 | 103 950 | 2 382 | 1 191 |
| 1 1 ⁄ 2 | 6 | 168 600 | 126 450 | 3 161 | 1 581 |
| 1 3 ⁄ 4 | 5 | 228 000 | 171 000 | 4 988 | 2 494 |
| 2 | 4 1 ⁄ 2 | 300 000 | 225 000 | 7 500 | 3 750 |
| 2 1 ⁄ 4 | 4 1 ⁄ 2 | 390 000 | 292 500 | 10 969 | 5 484 |
| 2 1 ⁄ 2 | 4 | 480 000 | 360 000 | 15 000 | 7 500 |
| 2 3 ⁄ 4 | 4 | 517 650 | 388 238 | 17 794 | 8 897 |
| 3 | 4 | 626 850 | 470 138 | 23 507 | 11 753 |
| 3 1 ⁄ 4 | 4 | 745 500 | 559 125 | 30 286 | 15 143 |
| 3 1 ⁄ 2 | 4 | 874 650 | 655 988 | 38 266 | 19 133 |
| 3 3 ⁄ 4 | 4 | 1 014 300 | 760 725 | 47 545 | 23 773 |
| 4 | 4 | 1 163 400 | 872 550 | 58 100 | 29 085 |
* Диаметр болтов SAE J429 класса 8 не превышает 1-1/2″. | |||||
Начало страницы
 Я просто счастлив их дружбе. По крайней мере, слово «фермер» есть в моем названии. Но в чем привлекательность? Как я могу объяснить ощущение и возбуждение, которые я испытываю, когда поворачиваю ключ и слышу, как оживает двигатель (большинство
… [Читать статью]
Я просто счастлив их дружбе. По крайней мере, слово «фермер» есть в моем названии. Но в чем привлекательность? Как я могу объяснить ощущение и возбуждение, которые я испытываю, когда поворачиваю ключ и слышу, как оживает двигатель (большинство
… [Читать статью]