Гильзовка блоков цилиндров / Авторские статьи / Блог / Механика
Принципиально все двигатели с цилиндрами и поршнями устроены одинаково (мы не говорим сегодня, например, о роторных двигателях), и получают износ цилиндров примерно одинаковым путем — при штатной работе поршневых колец по поверхности цилиндра, или из-за нештатных обстоятельств (задиры, царапины). А вот их ремонт уже сильно зависит от нюансов конструктивного исполнения. Об этом мы сегодня и поговорим.
Классифицировать двигатели можно по многим критериям. Рассмотрим ту классификацию, которая относится к гильзовке.
Гильзы и безгильзовые двигатели
Существуют два исполнения: либо рабочая поверхность цилиндра является материалом блока цилиндров, либо рабочей поверхностью является гильза, запрессованная или залитая в цилиндр.
Блок цилиндров без гильзы. Рабочая поверхность цилиндра – материал блока
Блок цилиндров с гильзой. Поршневые кольца работают по поверхности гильзы, не контактируя с материалом блока цилиндров
Это грубая классификация. Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Далее она разделяется на несколько веток, в зависимости от материалов блока цилиндров и материала гильз. Многообразие конструктивных исполнений не исчерпывается нижеперечисленными вариантами, однако смело можно сказать, что большинство наиболее распространенных вариантов перечислено.
Чугунный блок цилиндров без гильз
Цилиндры в блоке цилиндров выполнены сразу в рабочем размере, расточены и отхонингованы, поршневые кольца работают прямо по материалу блока.
Чугунный блок цилиндров без гильз
Тот же блок, вид вблизи. Видно, что гильзы нет, рабочая поверхность цилиндра — непосредственно материал блока
Как правило, такие блоки цилиндров предусматривают ремонтные размеры. Если износ невелик, цилиндры растачиваются в ремонтные размеры, и устанавливаются ремонтные поршни. Если износ превышает ремонтный размер или для данного двигателя не выпускаются поршни ремонтных размеров — под поршни номинальных размеров подбирается или изготавливается гильза соответствующих размеров, блок растачивается под посадку гильзы и гильзуется.
Чугунный блок цилиндров с чугунными гиль
замиЦилиндры в блоке цилиндров изначально выполнены под прессовую посадку гильз. Гильзы запрессованы, и поршневые кольца работают по ним.
Здесь видно, что в чугунный блок запрессована гильза
В этой конструкции замена гильз — штатный технологический маршрут.
Алюминиевый блок цилиндров с чугунными гильзами
В этой конструкции гильзы из чугуна заливаются в блок цилиндров на этапе производства.
Заводские гильзы при этом имеют неровную внешнюю поверхность:
Это не огрех производства, а сделано специально для того, чтобы гильза была неподвижна относительно блока. В то же время это не позволяет просто выпрессовать гильзу из блока. Приходится снимать материал гильзы на расточном станке.
Стадии ремонта блока цилндров
Ниже приведены основные стадии ремонта такого блока. Так выглядит блок, подготовленный к установке гильз. Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:
Видно, что три гильзы слева уже вставлены, а четвертая — еще нет:
А так выглядит расточенный цилиндр вблизи. Сверху виден буртик под гильзу с верхним упором:
Алюминиевый лок цилиндр расточен
А так выглядит сама гильза с верхним упором:
Так гильзы выглядят, будучи установленными в блок:
Алюминиевый блок гильза вставлена
Алюминиевый блок цилиндров без гильз
Если поршневые кольца будут работать прямо по алюминию — алюминий достаточно быстро износится. Чтобы этого избежать, существует ряд способов. Первый способ – нанесение специального покрытия на алюминиевые стенки цилиндра. Примером такой технологии служит Nikasil – сплав никеля и кремния. В истории марки BMW был период выпуска двигателей с таким покрытием. Практика показала, что это покрытие достаточно часто «осыпается», поэтому производители двигателей от него отказались. Тем не менее, определенное количество автомобилей с такими двигателями до сих пор ездит по дорогам.
Для таких блоков цилиндров не предусматриваются ремонтные размеры — при расточке будет снято специальное покрытие, и все свойства стенки цилиндра будут утеряны. Поэтому аналогично безгильзовым чугунным блокам, под номинальный размер поршня подбирается или изготавливается гильза, под размер которой растачивается блок. Строго говоря, производитель не одобряет такого решения – поршневые кольца имеют некие особенности, ориентированные на работу именно по никасилу. Однако сложившаяся практика подтверждает, что после установки в такие блоки гильз из серого чугуна данные двигатели ходят долго и без проблем.
Другой вариант – изготовление блока из сплава алюминия и кремния, например, так называемый «Алюсил». В этом случае стенка цилиндра – опять же, материал блока, как и в случае с чугунным блоком без гильз. Цилиндры также проходят специальную обработку, «вскрывающую» зерна кремния в сплаве, что повышает долговечность покрытия. Увы, это не делает двигатель вечным – такие цилиндры также изнашиваются.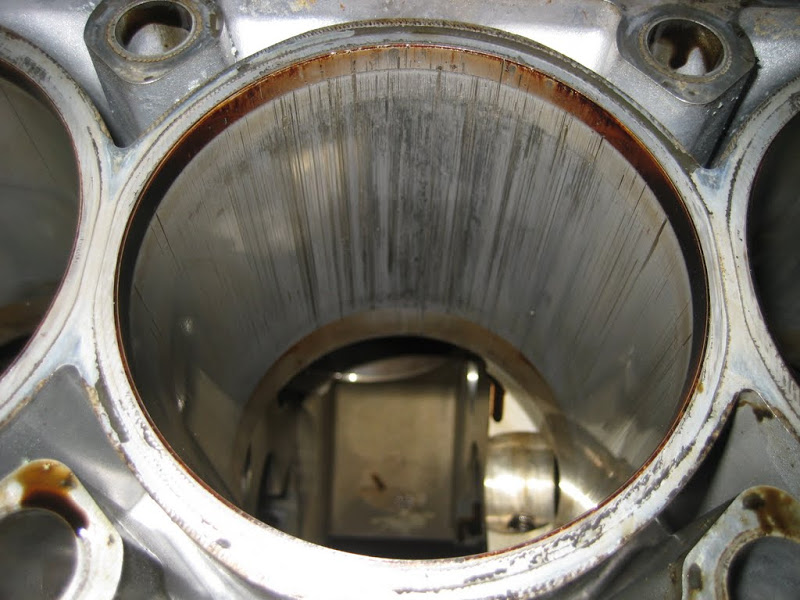
Алюсил блок под расточку
Видно отсутствие гильзы в алюминиевом блоке. Поршневые кольца работают прямо по стенке цилиндра
Алюсиловые блоки цилиндров обычно имеют ремонтные размеры, поэтому, если износ не слишком велик, можно расточить его в ремонтный размер, установить ремонтный поршень, и двигатель будет ездить дальше. Если же износ слишком велик – производитель предусматривает гильзовку блока специальными алюсиловыми гильзами. Беда в том, что такие гильзы очень дороги, поэтому более выгодной является установка обычных гильз из серого чугуна. Как и в случае с никасилом, производитель не предусматривает использования таких гильз, однако сложившаяся практика подтверждает, что после такой гильзовки двигатели достаточно долговечны.
После расточки блок с алюсиловым покрытием выглядит так:
Алюсил блок расточен
Фотография после установки гильзы не приведена, так как не имеет принципиальных отличий от фотографии предыдущего двигателя с установленной гильзой.
Двигатели с гильзами разделяются на две категории: «мокрые» гильзы напрямую контактируют с охлаждающей жидкостью, а в двигателях с «сухими» гильзами охлаждающая жидкость от гильз отделена.
Для двигателя с «мокрыми» гильзами их замена является штатной операцией, и для их замены не требуется специального оборудования. Важно уделить достаточно времени замене уплотнений между гильзой и блоком цилиндров — во избежание утечек охлаждающей жидкости.
Все перечисленные в предыдущем разделе конструкции являются конструкциями с «сухими» гильзами. Вот так выглядит блок с «мокрыми» гильзами:
«Мокрая» гильза
Стык гильзы с блоком ближе:
Так выглядит посадочное место под «мокрую» гильзу. На фотографии — посадочное место под гильзу с верхним упором:
На двигателях с «мокрыми» гильзами часто присутствует коррозия в месте сопряжения гильзы с блоком цилиндра. Эту коррозию необходимо удалять при ремонте:
Поверхность гильз, контактирующая с охлаждающей жидкостью, тоже может страдать от коррозии. Выглядит это страшновато, но по существу на работоспособность никак не влияет:
Выглядит это страшновато, но по существу на работоспособность никак не влияет:
Отдельно надо упомянуть конструкцию «opendeck», где цилиндры соединены с блоком только в нижней части. Иногда эту конструкцию называют «мокрыми» гильзами, что неверно. Это — конструкция с «сухими» гильзами, запрессованными или залитыми в материал блока цилиндров.
Несмотря на отсутствие верхних перемычек у цилиндров, видно, что гильзы не контактируют с рубашкой системы охлаждения — жидкость омывает только тело блока
Нюансы технологического процесса
Когда начинаешь описывать процесс, всегда сначала кажется, что описывать толком и нечего Расточили блок под внешний размер гильзы, запрессовали гильзу, на этом практически все. Казалось бы, ничего сложного. Однако же, нет.
- В зависимости от конкретного блока и сочетания материалов — запрессовка может выполняться по разным техпроцессам. Для чугунных блоков самый распространенный метод — запрессовка гильзы прессом, иногда с дополнительным нагревом блока цилиндров.
 Если гильзуется алюминиевый блок – его нагревают практически всегда.
Если гильзуется алюминиевый блок – его нагревают практически всегда.
- После установки гильз в цилиндры — гильзы обычно несколько выступают над плоскостью сопряжения блока цилиндров с головкой. После этого плоскость блока цилиндров протачивается или шлифуется для обеспечения ровной поверхности.
- В большинстве случаев гильзы после установки в цилиндр требуют проточки (на толщину около 0.1 мм), а также хонинговки. Принципиально нет сложностей изготовить гильзу сразу готовую к употреблению, однако при установке гильза может несколько деформироваться, и проточка позволяет гарантированно устранить потенциальную несоосность и другие нарушения геометрии.
Тем не менее, в отдельных случаях встречаются и гильзы, поставляемые сразу отхонингованными и не требующими дополнительных действий после установки в цилиндр.
Если говорить о «мокрых» гильзах» — они всегда поставляются «готовыми к использованию», и дополнительных действий после установки не требуют.
- «Сухие» гильзы обычно прессуются с натягом 0.03-0.04 мм. Принципиально возможно установить гильзу вовсе без натяга – гильза будет зафиксирована упором от перемещения вниз и головкой блока – от перемещения вверх. Однако нет гарантий, что со временем деформации от циклического нагрева-остывания не приведут к тому, что гильза начнет иметь свободный ход в вертикальном направлении. В этом случае двигатель несколько раньше «попросится» на ремонт.
Некоторой «страховкой» от такой ситуации служит порядок технологических операций. Если гильза «сидит» недостаточно плотно, то при хонинговании ее «поднимет» и она начнет выступать относительно плоскости сопряжения с головкой. Если же проход по плоскости выполнять после хонинговки – есть риск, что выступающая часть гильзы просто будет сточена, и факт недостаточно плотной посадки останется незамеченным.
Двигатели VR6
Отдельно имеет смысл рассмотреть работу с блоками цилиндров у двигателей VR6. В отличие от других блоков, здесь цилиндры «выходят» под углом к плоскости сопряжения блока цилиндов с головкой, что затрудняет установку на расточной станок.
Двигатель VR6
Блок сначала устанавливается «начерно», примерно. После этого в расточной станок устанавливается вместо резца головка с часовым индикатором, и проходится по окружности цилиндра в верхней и нижней части. Таким образом можно точно проконтролировать, вертикально ли установлен цилиндр.
Головка с часовым индикатором выглядит так:
Обязательно ли гильзовать все цилиндры?
Иногда возникает вопрос, обязательно ли гильзовать все цилиндры? Можно ли обойтись ремонтом только одного цилиндра?
Универсальный ответ тут один — «по ситуации». Если критический износ получил только один цилиндр — конечно, имеет смысл обойтись только его гильзовкой, это вполне приемлемо. Правда, надо учитывать, что при гильзовке соседние цилиндры могут получить некоторую деформацию (эллипс), и в этом случае может потребоваться проточить их после этого, чтобы компенсировать эту деформацию. Но здесь конечное решение принимается индивидуально в каждом конкретном случае.
Гильзовка блока цилиндров, гильзовка двигателя — Мотор Мастер
Долговечность Вашего мотора во многом будет зависеть от качественной гильзовки блока.
Работы по гильзовке блока цилиндров напрямую связаны с ремонтом двигателя, поэтому столь важную работу необходимо доверять лишь опытным профессионалам. Гильзовка блока может продлить жизнь Вашему автомобилю. Все работы по восстановлению и ремонту двигателя компания «Мотор Мастер» проводит на самом высоком уровне и уже очень давно. Мы гарантируем высокое качество всех работ, связанных с ремонтом двигателя.
Почему необходимо производить гильзовку блока цилиндров
Во время долгой эксплуатации автомобиля стенки цилиндра подвергаются износу. В результате от того, насколько сильный износ, работоспособность двигателя восстанавливается при помощи расточки цилиндров в тот размер, при котором можно произвести ремонт или делается гильзовка блока цилиндров. Процедура гильзовки блоков считается надёжной и проверенной годами, поэтому можете смело ей пользоваться. Чаще всего, этот вид ремонтных работ, наиболее актуален, когда не существует поршней большего ремонтного размера, или в условиях повреждения одного из цилиндров.
Процедура гильзовки блоков считается надёжной и проверенной годами, поэтому можете смело ей пользоваться. Чаще всего, этот вид ремонтных работ, наиболее актуален, когда не существует поршней большего ремонтного размера, или в условиях повреждения одного из цилиндров.
Цены указанные на сайте носят ознакомительный характер и не являются публичной офертой.
Гильзовка блока цилиндров
— это трудоёмкий технологический процесс по установке гильзы в блоки цилиндров. Данный вид ремонтных работ производят когда износ цилиндров превышает все ремонтные размеры предусмотренные изготовителем. Также, гильзировка блока целесообразна когда сам изготовитель комплектующих рекомендует гильзовку блока цилиндров. Естественно, влияение на сроки и необходимости данной процедуры оказывают как марка машины, так и модель двигателя.
Особенности гильзовки блока
Алюминиевые и чугунные блоки подвергаются одинаковым процедурам восстановления и для их ремонта используют гильзы из износостойкого чугуна. Однако найти чугунные гильзы для дизельного автомобиля с чугунным блоком цилиндров легче, так как гильзовка блока цилиндров для таких двигателей предусмотрена ещё заводом. С бензиновыми чугунными и алюминиевыми и алюминиевыми дизельными моторами всё немного сложнее. Для таких автомобилей гильза выбирается либо под размер, либо специально вытачивается. При изготовлении гильзы для гильзовки блока учитывается поверхность гильзы, эллипсность и конусность. Гильза должна быть подобрана таким способом, чтобы минимальный размер толщины стенки после запрессовки в блок а , в последствие, финишной расточки должна составлять не менее 1,5 мм.
Однако найти чугунные гильзы для дизельного автомобиля с чугунным блоком цилиндров легче, так как гильзовка блока цилиндров для таких двигателей предусмотрена ещё заводом. С бензиновыми чугунными и алюминиевыми и алюминиевыми дизельными моторами всё немного сложнее. Для таких автомобилей гильза выбирается либо под размер, либо специально вытачивается. При изготовлении гильзы для гильзовки блока учитывается поверхность гильзы, эллипсность и конусность. Гильза должна быть подобрана таким способом, чтобы минимальный размер толщины стенки после запрессовки в блок а , в последствие, финишной расточки должна составлять не менее 1,5 мм.
Преимущества
Высокое
качество
Профессиональное
оборудование
Более 25 лет
опыта
3 филиала
по городу
Легковые отечественные а/м
| Наименование | Модель | Стоимость (в рублях) |
| Гильзовка и хонингование блока цилиндров | ВАЗ | 5000,00 |
| ОКА | 2500,00 | |
| ГАЗ | 5000,00 | |
| УАЗ | 5000,00 |
Иномарки
| Наименование | Стоимость (в рублях) | |
| Гильзовка и хонингование блока цилиндров | 1 цилиндр | 1450,00 |
| V-образные | 2000,00 | |
| алюминиевые (БЕЗ ГАРАНТИИ) | 2500,00 | |
| алюминиевые V-образные (БЕЗ ГАРАНТИИ) | 3500,00 |
Грузовые а/м
| Наименование | Стоимость (в рублях) |
| Гильзовка и хонингование блока цилиндров | 1800,00 |
| Изготовление гильзы | от 2000,00 |
Наше оборудование
Объяснение подготовки цилиндра к восстановлению
Возможно, вы читали, что цилиндры вашего мотоцикла имеют специальное покрытие, но что это на самом деле означает? Что еще более важно, если вы приступаете к первоклассной работе на своем двигателе, правильная подготовка цилиндра является важной частью процесса.
Когда вы заказываете новый комплект поршня, такой как комплект Wiseco, показанный ниже, рекомендации по подготовке цилиндра будут включены в инструкции, прилагаемые к изделию. В зависимости от вашего применения там будет либо «деглазуровать/затачивать», либо «расточка и шлифовка», либо «расточка/переформовка». Мы рассмотрим, что именно означают эти разные термины и как выполнить эти шаги.
Запчасти Wiseco для ремонта внедорожного мотоцикла. Фото Вайсеко.
Деглазируйте цилиндр
Распространенный вопрос: «Нужно ли мне деглазировать цилиндр?» Ответ: да, если только не пришло время для замены или замены рукава. Если у вашего двигателя есть какое-то время, процесс остекления начался. Термин «глазурованный» в этом контексте относится к движению поршневого кольца (колец), сплющивающему и полирующему поверхность стенки цилиндра во время нормальной работы. Чем больше времени на двигателе, тем более застекленным будет цилиндр. Однако, в зависимости от того, сколько времени ваш двигатель находится в эксплуатации и какой у вас тип цилиндра, вам может потребоваться заменить гильзы или гильзы, что мы обсудим далее.
Гальванические и гильзовые цилиндры
Если ваш спортивный двигатель был изготовлен в течение последних двух десятилетий или около того, скорее всего, он покрыт никасилом (карбидом никеля и кремния), хромом или электромуфтовым покрытием. Никасил был последним и наиболее часто используемым покрытием цилиндров из-за его износостойкости, но он все еще изнашивается. Мы рекомендуем проверить в руководстве нормальные интервалы восстановления топовых двигателей, но, как правило, если ваш двигатель работает долго, общее состояние вашего цилиндра необходимо тщательно проверить. Это будет включать не только размер отверстия и состояние покрытия, но также округлость и конусность цилиндра в соответствии со спецификациями обслуживания OEM. Есть несколько хороших компаний, которые предлагают услуги по ремонту. Просто проведите исследование и выберите надежную компанию. Ваш цилиндр должен вернуться со свежим покрытием, отточенным и готовым к работе после быстрой очистки.
Другие формы цилиндров, которые не имеют гальванического покрытия, обычно имеют гильзы из сплава железа или стали.
Подобно замене цилиндра после обычного времени восстановления топового уровня, на ваш цилиндр с гильзой должна быть установлена новая гильза. Те же мастерские, которые занимаются заменой гильз, должны также выполнять замену гильз, и они будут отшлифованы и готовы к повторной сборке.
Короче говоря, если у вашего двигателя достаточно времени, чтобы ему потребовалась полная перестройка верхнего уровня, мы рекомендуем заменить гальваническое покрытие или заменить гильзу цилиндра. Технически вы можете использовать гильзу для цилиндра с ранее нанесенным покрытием, но мы рекомендуем придерживаться того, что было получено от производителя оригинального оборудования. Если это просто освежение с небольшим количеством часов на двигателе, вы должны быть в состоянии просто деглазировать / оттачивать.
Эта штриховка на стенке цилиндра является целью процесса хонингования. Фото Вайсеко.
Что такое хонингование и зачем оно мне нужно?
Когда ваш двигатель был сделан новым на заводе, цилиндр был отточен. Хонингование — это процесс подготовки поверхности стенки цилиндра для смазывания поршневых колец во время работы. Хонингование создает мелкие дефекты штриховки на поверхности отверстия цилиндра. Вы можете думать об этих дефектах как о пиках и впадинах на поверхности металла. Они необходимы, потому что помогают стенкам цилиндра удерживать масло для смазки поршневых колец. Теоретически идея состоит в том, чтобы между кромкой поршневых колец и стенкой цилиндра был очень тонкий слой масла. Если бы не было масла для смазки постоянного контакта со стенкой цилиндра, было бы слишком большое трение, и и кольца, и цилиндр быстро изнашивались бы.
Термин «деглазирование» просто относится к повторному хонингованию вашего цилиндра, чтобы вернуть эти пики и впадины в стенку вашего цилиндра.
Мягкая хонинговальная щетка, подобная этой, является одним из инструментов, которые можно использовать для подготовки внутренней поверхности цилиндра. Фото Вайсеко.
Как заточить цилиндр
Наиболее распространенными инструментами для хонингования небольших двигателей являются жесткие или щеточные хонинговальные станки и шаровые хонингователи. Хонингов можно заказать по размеру в соответствии с отверстием вашего цилиндра. Просто сопоставьте свой размер отверстия с информацией от компании, у которой вы заказываете свой точильный станок. Компания, занимающаяся хонингованием, также должна иметь рекомендации по зернистости и типу материала в зависимости от того, какой тип колец у вас есть.
После разборки верхней части осмотрите стенку цилиндра и порты на наличие повреждений. Если у вас заклинило поршень или что-то сломалось, скорее всего, цилиндр был поврежден. В зависимости от того, насколько обширны повреждения, иногда мастерские по ремонту цилиндров могут их отремонтировать. Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в надежный магазин для получения наилучших рекомендаций.
Если вы видите какие-либо сомнительные повреждения или глубокие потертости, мы рекомендуем отправить ваш цилиндр в надежный магазин для получения наилучших рекомендаций.
Если ваш цилиндр находится в нормальном состоянии, без повреждений, и вы просто меняете кольца между верхними частями, хонингование должно быть единственным, что требуется. Если остекление минимальное, и вы все еще можете видеть достаточное количество штриховок, вы должны быть в состоянии избежать использования жесткого или щеточного хонингования, чтобы просто восстановить эти штриховки. Вам нужно будет оттачивать только 10-15 секунд за один раз, пока вы не увидите четкие штриховые метки.
Шариковая заточка будет немного более абразивной, поэтому мы не рекомендуем использовать шаровую заточку на цилиндрах с гальваническим покрытием, если они не указаны как безопасные. Если вам нужно использовать шаровой хонинговальный инструмент для более плотного остекления цилиндра с гильзой, прикрепите его к дрели и смажьте тонким слоем моторного масла.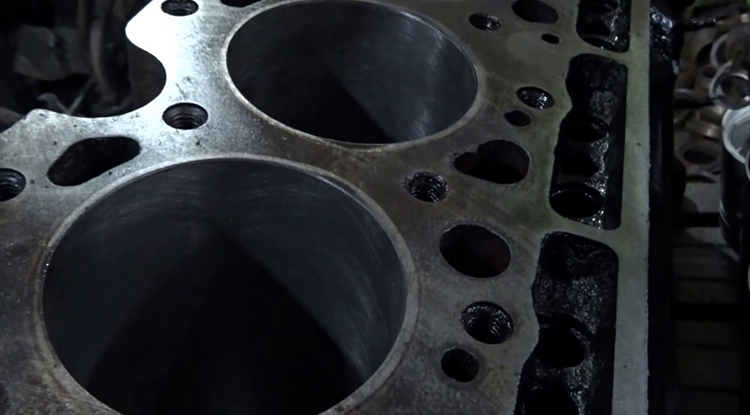 Перед входом в цилиндр убедитесь, что цилиндр закреплен и неподвижен, а хонинговальный шарик вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10–15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых поперечных штрихов и повторите при необходимости.
Перед входом в цилиндр убедитесь, что цилиндр закреплен и неподвижен, а хонинговальный шарик вращается. Оттачивайте цилиндр вперед и назад в течение примерно 10–15 секунд, затем переключитесь на противоположное направление вращения и повторите. Проверьте цилиндр на наличие желаемых поперечных штрихов и повторите при необходимости.
После завершения хонингования обязательно тщательно очистите цилиндр, чтобы не осталось остатков материала.
При повторной сборке верхней части всегда обязательно дважды проверяйте зазор между поршнем и стенкой.
Подготовьте свой цилиндр должным образом во время восстановления, чтобы получить максимальную производительность и срок службы вашего двигателя. Фото Вайсеко.
Нужно ли растачивать цилиндр?
Если в инструкциях к вашему новому поршню указано «отверстие и хонингование» или «отверстие/замена пластины», это значит, что вы заказали поршень, размер отверстия которого больше стандартного. Инструкции по растачиванию и хонингованию вашего цилиндра означают, что ваш цилиндр не был покрыт металлом от OEM-производителя, и его требуется только обработать до нужного размера для вашего поршня.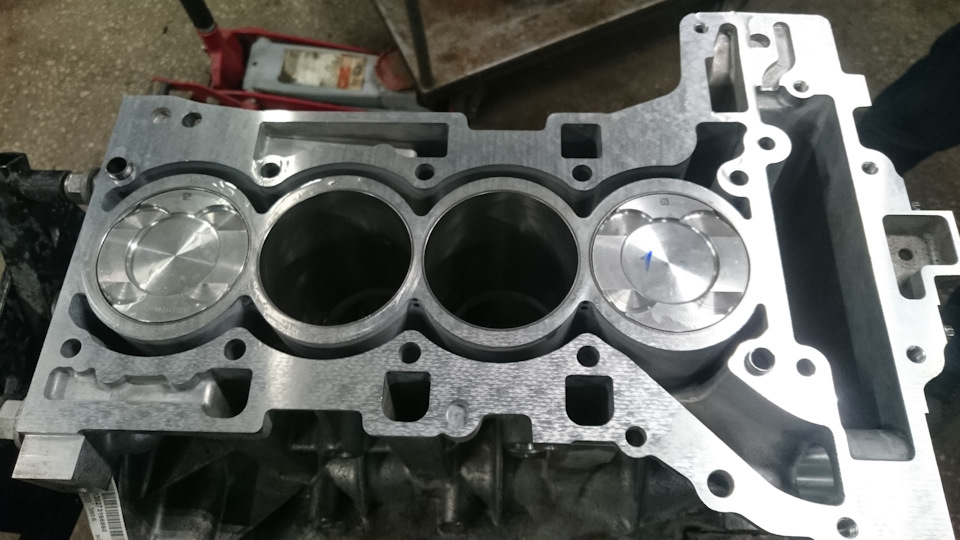 Однако, если это цилиндр с гильзой, рассмотрите возможность замены гильзы в зависимости от времени работы двигателя. Инструкции по растачиванию и замене покрытия цилиндра означают, что ваш цилиндр поставляется с покрытием от производителя оригинального оборудования, поэтому единственная необходимая работа — это обработать цилиндр до нужного размера для вашего поршня, а затем восстановить / отточить.
Однако, если это цилиндр с гильзой, рассмотрите возможность замены гильзы в зависимости от времени работы двигателя. Инструкции по растачиванию и замене покрытия цилиндра означают, что ваш цилиндр поставляется с покрытием от производителя оригинального оборудования, поэтому единственная необходимая работа — это обработать цилиндр до нужного размера для вашего поршня, а затем восстановить / отточить.
В любом случае, мы рекомендуем, чтобы цилиндр расточил профессиональный слесарь с соответствующим оборудованием. Цилиндрические мастерские, которые заменяют гильзу и заменяют ее, обычно также имеют возможность расточки.
Снятие фаски означает скругление острых краев перед повторной сборкой, как это было сделано с этим цилиндром. Фото Вайсеко.
Не забудьте снять фаску и очистить
После любых работ по растачиванию или хонингованию цилиндра важно снять фаску со всех портов и нижней части цилиндра. Снятие фаски сглаживает любые острые края, чтобы оставить симметричный наклонный край. Создание наклонных кромок в нижней части цилиндра упрощает установку поршня и кольца. Вы также должны убедиться, что края портов в цилиндре также имеют хороший наклон, чтобы поршневые кольца не зацеплялись за какие-либо края во время работы двигателя.
Создание наклонных кромок в нижней части цилиндра упрощает установку поршня и кольца. Вы также должны убедиться, что края портов в цилиндре также имеют хороший наклон, чтобы поршневые кольца не зацеплялись за какие-либо края во время работы двигателя.
Если у вашего цилиндра есть выпускной мост, убедитесь, что он сброшен на 0,002 дюйма до 0,004 дюйма, чтобы учесть расширение.
Наконец, обязательно тщательно очистите все детали, с которыми вы работали. Цилиндры, которые были расточены и/или отточены, будут иметь остаточное хонинговальное зерно. Его необходимо удалить, промыв теплой мыльной водой до тех пор, пока на смоченной маслом тряпке не останется песка после протирки поверхности стенки цилиндра. После очистки нанесите тонкий слой масла на стенку цилиндра, прежде чем приступить к восстановлению.
Всегда обязательно покрывайте все свои базы, когда освежаете верхнюю часть в своей машине. Уделение необходимого внимания всем аспектам поможет вам добиться максимальной плавности работы и надежности вашего двигателя.
Галерея изображений
Цилиндрическое остекление стен – что это такое и как от него избавиться
Это может показаться простым вопросом, но что такое цилиндрическое остекление стен и как оно создается? Я постоянно слышу об этом, когда люди говорят о негерметичных поршневых кольцах, но я не уверен, что это на самом деле. Спасибо. — ТД
…
(Изображение/ Джим Смарт )Джефф Смит: Отличный вопрос! Мы немного покопались, а затем позвонили Киту Джонсу в Total Seal, чтобы быстро получить информацию.
Стенка цилиндра может быть повреждена двумя типами повреждений, сказал Джонс.
- Остекление
- Воронение
Начнем с остекления.
Если вы посмотрите в микроскоп на вид сбоку только что отшлифованной стенки цилиндра, он может выглядеть как мешанина из четких линий, подобных тем графикам сейсмографов землетрясений, которые калифорнийцы привыкли смотреть по телевизору.
Идея создания правильной схемы заточки заключается в создании серии пиков и впадин. Впадины являются наиболее важными, так как они содержат масло, которое в конечном итоге смазывает стенки цилиндра. Козырьки также должны быть на месте, чтобы в конечном итоге сломать кольца, но последняя тенденция в настоящее время заключается в уменьшении их высоты для улучшения окончательной герметизации.
Процесс приработки чрезвычайно важен, чтобы убедиться, что кольца полностью прилегают к стенке цилиндра и что часть этих пиков остается. Джонс сказал, что двигатель не должен работать на холостом ходу более 10 или 15 минут, и даже в течение этого времени скорость двигателя должна варьироваться.
«Я ненавижу обкатку, — сказал Джонс. «Я действительно не люблю их, потому что они не создают никакой нагрузки на двигатель».
Ключом к обеспечению правильной приработки колец является приложение нагрузки к кольцам, как только двигатель достигнет нормальной температуры охлаждающей жидкости и масла, сказал он.
Если вы находитесь на динамометрическом стенде, увеличивайте нагрузку на двигатель, начиная с 50 процентов и быстро увеличивая до 100 процентов. С двигателем в автомобиле это означает 10 минут работы на холостом ходу или меньше, чтобы поднять температуру охлаждающей жидкости, а затем выйти и начать быстрое ускорение, за которым следуют, в конечном итоге, ускорения с полностью открытой дроссельной заслонкой (WOT). Скорее всего, кольца будут рассажены еще до того, как вы доберетесь до заездов WOT.
Этот подход предназначен для типичного уличного двигателя, использующего кольца с молибденовым покрытием, которые составляют большинство.
Гоночные двигатели с кольцами из нитридной стали используют другую, более жесткую отделку для хонингования и могут занять немного больше времени, но этот процесс не займет дней или даже часов.
Проблемы могут возникнуть, когда двигатель работает с небольшой нагрузкой или в течение длительного времени простаивает после первого запуска.
«Никогда не работайте с новым двигателем в течение часа без нагрузки», — сказал Джонс.
При этом может получиться глазурованная стенка цилиндра.
Остекление представляет собой остатки сгоревшего масла и нагар, которые остаются на стенках цилиндров и в конечном итоге превращаются в мокрые и блестящие поверхности стенок цилиндров. По словам Джонса, похоже, что стенка цилиндра была окрашена прозрачной краской. Эта отделка происходит, когда масло заполняет все эти впадины, создавая очень гладкую поверхность на стенке цилиндра, потому что не применялась нагрузка для отделения масла от стенки.
Это остекление делает работу по удалению масла со стенки цилиндра практически невозможной. Накопление будет продолжаться, и в конце концов вы, вероятно, увидите голубоватый дым, исходящий из выхлопной трубы.
Без нагрузки на кольца, чтобы удалить это покрытие, оно продолжает накапливаться, и если оставить его слишком долгим, оно скопится настолько, что станет желтым и создаст твердый слой, который сделает контроль масла почти невозможным даже с неповрежденными кольцами.
Хотя многие источники утверждают, что это потребует повторной шлифовки, Джонс сказал, что есть возможные решения, которые следует рассмотреть в первую очередь.
Есть некоторые топовые очистители, такие как Очиститель двигателя SeaFoam Средство , которое можно заливать непосредственно в карбюратор или впускной тракт двигателя EFI для очистки стенок цилиндров.
Лучшим средством, которое он когда-либо пробовал, по словам Джонса, был топовый очиститель GM, которого больше нет на рынке. Нет никакой гарантии, что современные очистители справятся с этой задачей, но в сочетании с высокой загрузкой и первоклассным очистителем может уменьшить остекление и позволить кольцам сесть.
Воронение: еще хуже, чем остеклениеЕще худшее состояние называется воронением.
Это происходит, когда двигатели работают с чрезмерно богатым соотношением воздух-топливо и без нагрузки.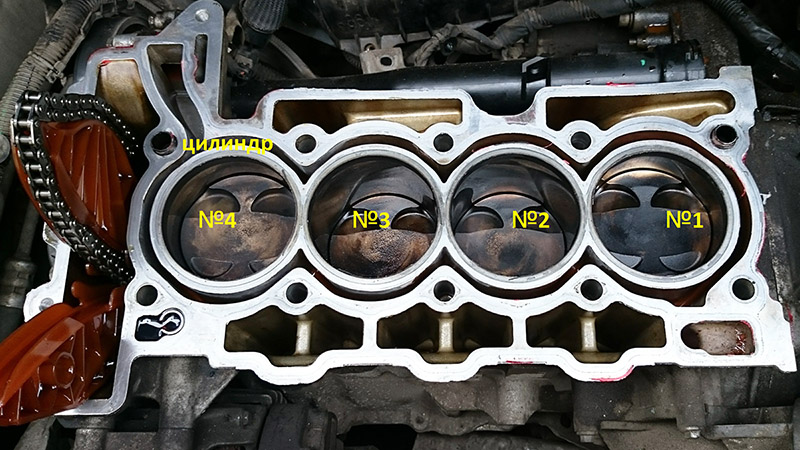
Джонс видел несколько примеров двигателей с соотношением воздух-топливо от 9,5:1 до 10:1, которые долгое время работали на холостом ходу без нагрузки. Когда это происходит, избыток топлива смывает масло со стенок цилиндра и, по существу, отслаивает верхние пики на соседние впадины.
В этом случае «стенка цилиндра становится очень темной. Как темно-серый — почти черный, — сказал Джонс.
Единственным правильным решением для воронения является разборка двигателя и повторное хонингование стенок цилиндров.
…
Driven Racing Oil предлагает несколько вариантов масел для обкатки, но BR-40 обычная версия 10w40 с соответствующей концентрацией ZDDP и меньшим количеством моющих присадок — отличный выбор для нового уличного двигателя. Итак, очевидное сообщение здесь состоит в том, чтобы правильно обкатать двигатель с использованием высококачественных смазочных материалов, специально предназначенных для обкатки двигателя.
Существуют десятки специализированных моторных масел для обкатки, и некоторые компании, такие как Driven Racing Oil , предлагают различные стили в зависимости от вязкости и области применения.
Возможно, потребуется целая история обо всех различных маслах для обкатки и о том, почему каждое из них имеет свое место, но, возможно, среди важных моментов является то, что достаточный уровень смазочных материалов высокого давления, таких как диалкилдитиофосфат цинка (ZDDP), более важен для надлежащего приработки плоского кулачка толкателя, чем при приработке кольца. Фактически, уровни ZDDP от 1500 до 2000 частей на миллион (ppm) могут способствовать застеклению стенок цилиндров, особенно если это масло сочетается с чрезмерной работой двигателя на холостом ходу в течение чрезмерного периода времени.
Так что будьте осторожны, потому что слишком много хороших вещей, таких как ZDDP, может привести к плохим результатам.
…
Во избежание остекления цилиндров или, что еще хуже, воронения, лучше всего использовать высококачественное масло для обкатки, быть точным в части дроссельной заслонки, соотношения воздух-топливо на холостом ходу и опережения зажигания, и не дайте двигателю поработать без нагрузки более 15 минут и изменяйте в это время обороты, постоянно раскручивая двигатель до 1500-2000 об/мин.