Рабочее место слесаря-электрика
Организация рабочего места слесаря на производстве
Участок площади мастерской, на котором находится оборудование, инструментарий и материалы, необходимые для выполнения производственных задач, называется рабочим местом слесаря. От того, насколько грамотно организовано рабочее пространство, зависит эффективность и результативность работы специалистов.
Грамотно организованным является такое рабочее пространство, на котором специалистом при минимальных трудозатратах достигается максимальная производительность и обеспечивается самое высокое качество готовой продукции.
Один из важнейших компонентов организации рабочего пространства – это его планировка, при которой учитывается расположение рабочего участка по отношению к местам работы других специалистов в мастерской, размещение оборудования и приспособлений.
Благодаря такой организации достигается использование прогрессивных методов работы, рационализация трудовых приемов, эффективное использование рабочего времени специалистов.
Организация рабочего пространства
Само рабочее пространство может находиться как на открытом воздухе, так и на закрытой площадке, в зависимости от планировки помещения и используемых технологических процессов.
Область рабочих мест на промпредприятиях обычно составляет от четырех до восьми квадратных метров, в мастерских – не меньше двух кв. м. Расстояние от других рабочих мест и проходы между верстаками должны быть не меньше 1,5-1,6 метров.
Рабочее место слесаря может организовываться по-разному, с учетом характера производственных задач. Однако чаще всего рабочие места оборудуются слесарными верстаками (специальными столами), на которых оборудуются тиски и раскладываются необходимые материалы. Верстак может быть одноместным или многоместным, главное, чтобы он был устойчивым и прочным.
Удобно, когда под столешницей верстака располагаются ящики с ячейками для хранения мелких деталей.
Для разных видов работ применяются ручные, параллельные и стуловые тиски.
Пространство для работы слесаря-сборщика либо специалиста по ремонту оборудования может находиться на сборочном участке.
Кроме основного рабочего пространства, у слесаря могут быть вспомогательные рабочие места (у контрольной или притирочной плиты, у сварочного аппарата, наковальни и т. д.). В некоторых случаях вспомогательные места могут заменять основные.
Существуют общие требования, которые предъявляются к организации рабочего пространства слесаря на предприятии.
Общие требования к рабочему месту:
- рабочее место должно быть аккуратным, на нем должны присутствовать только те предметы, которые нужны для выполнения определенного задания;
- инструменты и документация должны находиться на расстоянии вытянутой руки, а предметы, используемые чаще всего, должны быть ближе остальных;
- инструменты, которые берутся правой рукой, располагаются справа, и наоборот;
- материалы и готовые изделия располагаются в ящиках, в специально отведенных местах, более тяжелые – снизу, более легкие – сверху;
- измерительные приборы хранятся в футлярах или в деревянных коробках;
- режущие инструменты (напильники, сверла и другие) хранятся на деревянных подставках, отдельно друг от друга;
- после завершения работы все инструменты очищаются от грязи и масла.
Идеальным вариантом расположения оборудования и материалов является такой, при котором рабочему для выполнения всех действий хватает движения рук.
По правилам рекомендуется избегать размещения инструментов, при котором рабочему необходимо поворачиваться или наклоняться.
Порядок организации работы
Прежде чем приступать к выполнению задач, слесарь должен убедиться в освещенности рабочего пространства (каждое место должно быть хорошо освещено).
Освещение должно падать на предмет, а не на специалиста, при этом освещение не должно создавать блики, которые могут помешать работе.
На своем рабочем месте слесарь должен придерживаться установленных правил:
- перед началом работы проверять исправность верстака, тисков, инструментов и механизмов, которые предполагается использовать;
- убедиться, чтобы тиски были прочно прикреплены к верстаку;
- перед выполнением заданий знакомиться с инструкциями и технологическими картами, особенностями предстоящего задания;
- располагать необходимые инструменты на верстаке.
Во время работы каждый инструмент нужно возвращать на свое место. После завершения работы инструменты следует приводить в порядок, очищать стол от стружки, убирать оборудование в футляры. Неиспользованные и обработанные детали убираются с верстака.
Инструментарий для рабочего места слесаря-ремонтника
Место слесаря возможно различного рода: постоянное или временное, которое располагается у ремонтируемого оборудования. В первом из указанных случае оно оборудуется станками для сверления с подставками и приспособления разного рода, верстаками с наличием тиском, прессовальным оборудованием и прочим.
Сложнее оборудуется временная ремонтная зона, когда ремонтируемое оборудование не возможно снять с фундамента. В этом случае используются передвижные станки и ремнтные приспособления, а также грузоподъемные устройства. Они нужны для выполнения разметки и пригонки некоторых элементов, шабрения их.
Базовыми приборами для выполнения профессиональных задач слесаря-ремонтника являются слесарный верстак, а также тиски.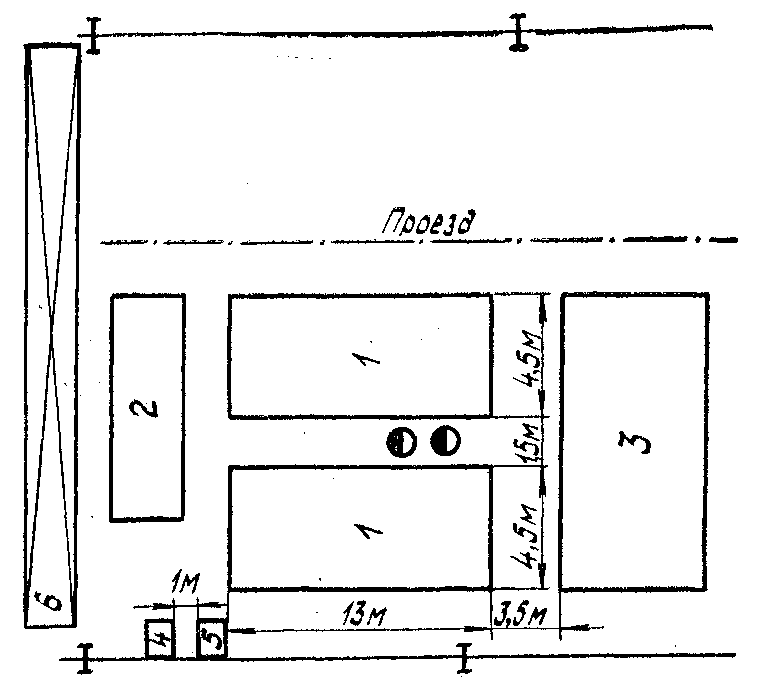 На верстаке специалист размещает необходимое оборудование и инструмент. Выглядит он как стол с выдвигающимися ящиками, где располагаются приборы и детали. В связи с характером выполняемых задач, этот предмет должен иметь прочное и устойчивое основание. Вблизи с верстаком необходим стул для ремонтника.
На верстаке специалист размещает необходимое оборудование и инструмент. Выглядит он как стол с выдвигающимися ящиками, где располагаются приборы и детали. В связи с характером выполняемых задач, этот предмет должен иметь прочное и устойчивое основание. Вблизи с верстаком необходим стул для ремонтника.
Верстаки бывают одноместными или подразумевают в себе несколько мест для проведения ремонта. Покрываются они сверху металлическим листом, иногда линолеумом.
В ящиках верстака хранится требующаяся документация (чертежи, схемы и планы), по мимо необходимых для проведения ремонтных операций элементов или приборов.
При возникновении потребности создать временное место потребуется наличие мобильного инструментария и верстаков, а также грузоподъемных мостов и кранов для разметки узлов и агрегатов, и их шабрения. Для проведения монтажа и демонтажа оборудования в ремонтных цехах пользуются, в большинстве своем, мостовыми кранами.
Для выполнения ремонтных процессов слесарю нужно большое количество разнообразных прспособлений. Среди основных можно выделить следующие.
- Притир чугунный. Требуется для доведения отверстий до нужного размера, расточки гильз, окончательных операций во время восстановления геометрии деталей.
- Штифтодер или «Катюша». Помогает извлекать штифты из ремонтируемых узлов и агрегатов.
- Зубило. Данный прибор пригоден при необходимости обрубки и рубки элементов из металла. Позволяет вырубать отверстия требуемой форме в металлических элементах и срезать заклепки.
- Гладкий микрометр. Этот прибор позволяет наиболее точно измерить параметры элементов и деталей.
- Штангенциркуль. Применим не только для подсчета внешних размеров, но и внутренних. Является одним из основных для слесаря-ремонтника.
- Наборы ключей. Для соединения деталей в ремонтируемых узлах и агрегатах, а также для разъединения их применяют специальные ключи. Они могут быть рожкового типа или шестигранного. Лучшим материалом, из которого должны быть изготовлены данные приборы — это хромванадий.

- Шабер. Позволяет отрегулировать направляющие ремонтируемого станка. Применяют в тех случая, когда данную операцию необходимо сделать в ручном режиме и нет возможности станок направить в ремонтный цех.
Таким образом, можно утверждать, что от создания правильного места работы зависит эффективность специалиста. Главная задача — создать его таким образом, чтобы минимизировать непроизводительные действия. Для этого необходимо обеспечить слесаря-ремонтника всем необходимым оборудованием и инструментарием. При этом используемые в ремонтных процедурах тиски, верстаки, измерительные приборы, режущие и ударные инструменты должны правильно хранится, быть в исправном состоянии.
Важно, чтобы все место проведения ремонтных операций держалось в чистоте, необходимые предметы хранились в специально отведенных местах, а также были легко- доступными во время выполняемых процедур
Планировка рабочего места
Рабочим местом называется участок работы, оснащенный всем необходимым для выполнения производственных операций.
Рисунок 1. Размеры, мм, рабочих зон в горизонтальной плоскости для мужчины среднего роста.
При проектировании рабочего места необходимо, прежде всего стремиться к тому, чтобы облегчить труд человека, создать ему максимум удобств, сделать рабочее место безопасным и удобным.
При этом должны учитываться размеры и форма тела человека, его масса, сила и направление движения рук и ног, особенности зрения и слуха.
При этом должны соблюдаться оптимальные размеры рабочей зоны, для размещения инструментов, материалов, приборов, приспособлений и для выполнения рабочих операций. На рис. 1 показаны рабочие зоны в горизонтальной плоскости при работе сидя или стоя для мужчины среднего роста.
Легче всего брать предметы и выполнять работу в зоне наиболее легкой досягаемости для рук — 1. Эта зона ограничена дугами, описываемыми согнутыми в локте руками, поворачивающимися в плечевом суставе.
Рисунок 2. Размеры (мм) зон рационального размещения по высоте индикаторов и органов управления: 1,2 — максимальная зона, 2,4 — зона для наиболее важных объектов.
Более широкие зоны — 2 ограничены дугами, которые описывают вытянутыми руками. Заштрихованная зона А является наиболее благоприятной для особо точных работ: удобно работать обеими руками иодновременно осматривать изделие. В зоне Б легко брать предметы. Здесь рекомендуется размещать на постоянных местах наиболее употребительный инструмент и детали. Зона В менее удобная. Здесь можно размещать измерительные инструменты, приборы, материалы.
Рабочая зона при рабочем положении «сидя» составляет по высоте 600-1200 мм, по глубине 500 мм и по фронту 550 мм от центра сидения.
При выполнении особо точных работ эти размеры несколько изменяются: по высоте 800-1 000 мм, по фронту 500 мм и по глубине 200-400 мм от центра сидения.
На рис. 2 показаны зоны установки по высоте индикаторов (приборов, сигнализаторов) и органов управления. Наиболее важные из них должны устанавливаться в самых удобных, доступных для оператора, местах с хорошим обзором.
Наиболее важные из них должны устанавливаться в самых удобных, доступных для оператора, местах с хорошим обзором.
Рис. 2 Размеры (мм) зон рационального размещения по высоте индикаторов и органов управления: 1,2 — максимальная зона, 2,4 — зона для наиболее важных объектов.
Рабочая зона и высота рабочей поверхности рассчитываются на свободную позу — попеременно стоя и сидя. При выборе высоты рабочей поверхности рекомендуется исходить из следующих данных:
Высота рабочей поверхности при работе сидя за столом.
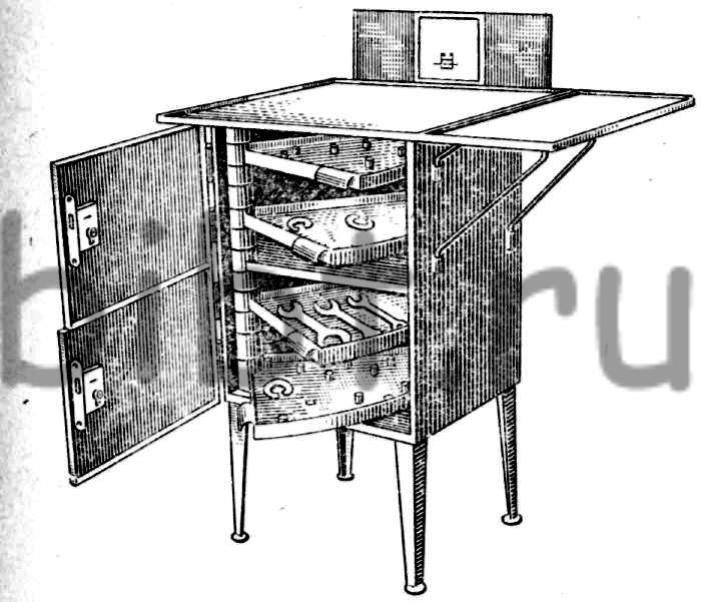
На рис. 3 показан двухместный верстак для слесарей-ремонтников или сборщиков. Его высота может регулироваться в зависимости от роста человека. Ширина стола 1 составляет 800 мм, число ящиков 2 — не более 4-х, глубиной 50, 75, 150 мм для размещения в 1 ряд инструмента и приспособлений, ручных тисков и др. Длина ящиков — не более 450-500 мм. Ящики передвигаются на роликах и имеют упоры для того, чтобы инструмент не выпадал. Верстак имеет надстройку 3 в виде 2-х полок и отделений с 12 мелкими ящиками 4, в которых слесарю удобно хранить мелкие детали.
Рисунок 3. Типовой двухместный верстак.
В планировке рабочего места должны учитываться требования биомеханики тела человека: максимальная экономия энергии на трудовые движения и физические усилия. Трудовые движения рациональны в том случае, если они совершаются одновременно, симметрично, естественно, ритмично и привычно. Все 5 принципов взаимосвязаны. При работе необходимо, чтобы сочеталась работа обеих рук. Физиологически выгодны движения рук симметричные и противоположные по направлению. При этом достигается равновесие тела, что облегчает работу.
Рациональны движения по дугам, соответствующим сочленениям тела, а не прямолинейные (хотя последние и являются кратчайшими). Например, рационально движение руки по дуге с центром в локте или в плече. Во всех случаях наиболее целесообразны простые и привычные движения. Планировка рабочего места должна обеспечить короткие, неутомительные движения рук, исключить перекладывание инструментов и деталей из одной руки в другую.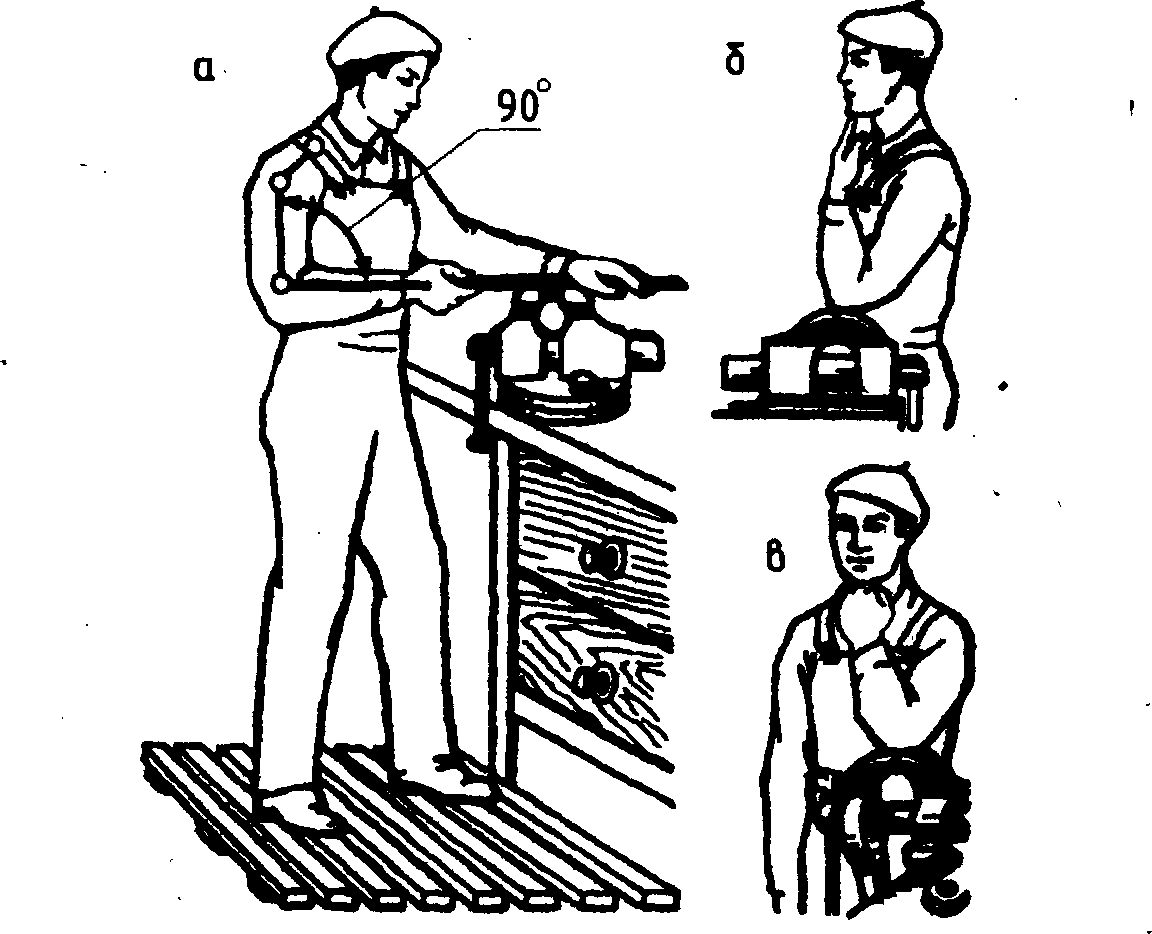
Предметы, которые рабочий берет правой рукой, размещают справа, а левой рукой — слева. Инструменты и приспособления располагают в строгом порядке, как на рабочем месте, так и в инструментальных шкафах и в ящиках верстаков.
Рабочая поза
Граница зоны.
В процессе труда человек принимает различные не всегда удобные позы, что может приводить к изменению кровообращения, дыхания, к искривлению позвоночника, расширению вен на ногах.
Основные физиологические требования в рабочей позе: прямая осанка, возможность смены положений сидя и стоя, удобство положения туловища, головы и конечностей, свободные и экономные движения, хороший обзор работы.
Работая стоя или согнувшись, приходится затрачивать энергию на поддержание тела в вертикальном или наклонном положении почти в 2 раза большую, чем работая сидя, так как при статическом удержании тела мышцы напряжены и это вызывает быстрое утомление. Наиболее удобной и легкой считается поза сидя. Но даже и в этом случае человек не может длительно находиться в одном и том же положении. Поэтому более правильно чередовать рабочую позу сидя и стоя.
Поэтому более правильно чередовать рабочую позу сидя и стоя.
Рабочая поза сидя рекомендуется: для работ с усилиями до 5 кгс; с умеренным темпом и размахом движений; для работ, требующих большой точности.
Рисунок 4. Линия Аккерблома для стула.
В положении сидя важна правильная и удобная посадка. Это достигается опорой спины, дающей разгрузку спинным мускулам; правильной конструкцией сидения; равномерным распределением массы тела по его поверхности; удобным размещением ног. Обычные стулья и табуреты не отвечают физиологическим требованиям: они вызывают застой крови и излишнее давление на суставы. Спинка стула, на которую спина опирается только лопатками, вызывает перегрузку позвоночника.
Шведский доктор Б. Аккерблом разработал конструкцию стульев с поясничным изломом спинки, называемым «линией Аккреблома» (рис. 4). Такая конструкция соответствует физиологическим, особенностям организма человека. На рис. 5,а показана рабочая мебель для работы, требующей частых вставаний, на рис.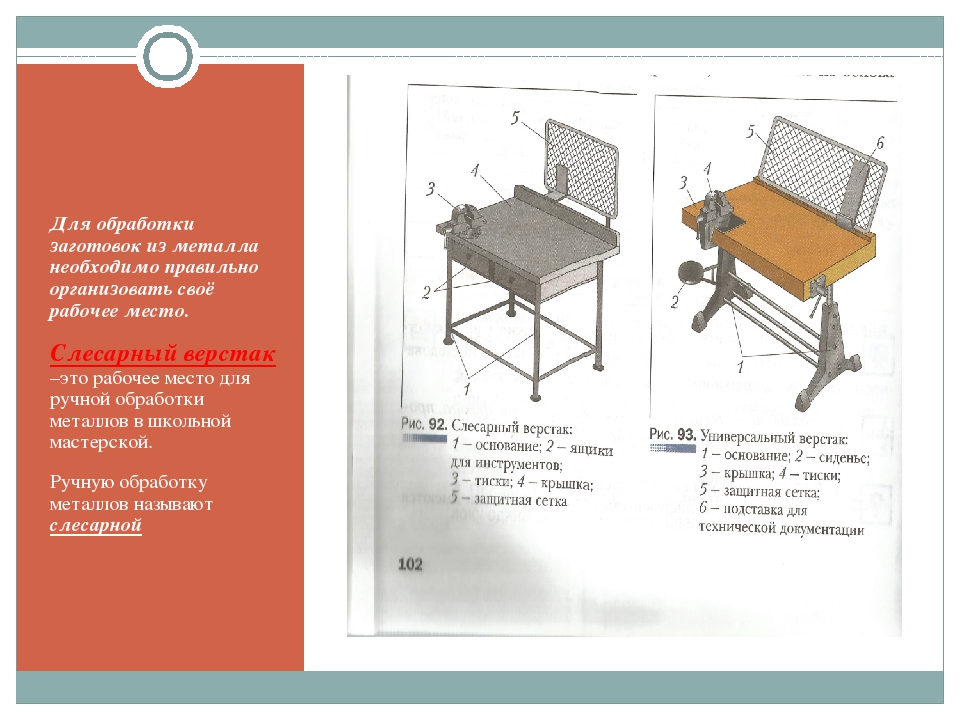 5, б — для длительной работы сидя.
5, б — для длительной работы сидя.
Наклон и высота сиденья должны регулироваться в, соответствии с высотой рабочей поверхности и ростом работающего (370— 800 мм от уровня пола). Рекомендуемая щирина сиденья — 370-400 мм; глубина — 370-420 мм; высота спинки — 150 — 180 мм от уровня сиденья.
Рисунок 5. Рабочие кресла.
Для размещения ног предусматривается свободное пространство под рабочей плоскостью высотой не менее 680 мм, шириной 530 мм, глубиной 450 мм.
Рабочая поза стоя правильна, если работающий стоит с легким (10—15°) наклоном вперед.
Больший наклон вызывает статические напряжения. Рабочее место оснащается сидением для кратковременного отдыха.
Рисунок 6. Зоны обзора: а- в горизонтальной, б- в вертикальной плоскостях.
Рабочая поза сидя может применяться при работах, требующих усилий от 5 до 10 кгс, при выполнении профилактических работ и наблюдении за работой оборудования. Работы, которые выполняют лежа, в согнутом, напряженном положении с поднятыми руками, а также стоя на коленях или сгорбившись, следует рационализировать или по возможности устранять, иначе они приведут к несчастному случаю.
Зону обзора описывает угол, вершина которого находится в центре глаза, а стороны составляют границы, где человек при фиксированном положении глаз хорошо различает предметы и их местонахождение.
В горизонтальной плоскости угол обзора с ясным различением предметов составляет 30-40° (заштрихованная часть рис. 6, а). При планировке рабочего места оператора рекомендуется угол обзора 50-60°, включающий в зону менее ясного различения. Предельно допустимый угол — не более 90° (рис. 6, а, незаштрихованная часть). В вертикальной плоскости угол обзора составляет: оптимальный — 10° вверх и 30° вниз от линии взора (заштрихованная часть рис. 6, б), а допустимый — 30° вверх и 40° вниз от линии взора. Расстояние, на котором глаз хорошо различает предметы, составляет R = 380-760 мм (между I—III, рис. 6, а). Оптимальное расстояние R = 560 мм (II).
Расстояние, на котором глаз хорошо различает предметы, составляет R = 380-760 мм (между I—III, рис. 6, а). Оптимальное расстояние R = 560 мм (II).
Оглавлениеучебника
Слесарь механосборочных работ
Глава II. Технологический процесс механосборочных работ
- § 1. Понятие о технологическом процессе
- § 2. Основные сведения о деталях и сборочных единицах
- § 3. Организационные формы сборки
- § 4. Порядок соединения деталей и сборочных единиц
- § 5. Сборка сборочных единиц
- § 6. Виды соединений при сборке
Глава III. Сборка разъемных соединений
- § 1. Резьбовые соединения
- § 2. Стопорение резьбовых соединений
- § 3. Сборка резьбовых соединений
- § 4. Инструмент для сборки и разборки резьбовых соединений
- § 5. Сборка шпоночных соединений
- § 6. Сборка шлицевых соединений
- § 7. Сборка конических и трубных соединений
- § 8.
 Клеммовые соединения
Клеммовые соединения
Глава IV. Сборка неразъемных соединений
- § 1. Соединение деталей заклепками
- § 2. Соединение деталей с помощью пайки
- § 3. Соединение деталей склеиванием
- § 4. Соединение деталей сваркой
- § 5. Соединение деталей с гарантированным натягом
Глава V. Сборка типовых деталей и сборочных единиц
- § 1. Валы, оси и опоры
- § 2. Муфты и тормоза
- § 3. Сборка валов, осей и муфт
- § 4. Сборка подшипников скольжения
- § 5. Сборка подшипников качения
- § 6. Применение при сборке уплотняющих устройств подшипников
Глава VII. Сборка механизмов передачи вращательного движения
- § 1. Передаточные устройства
- § 2. Гибкие передачи и сборка шкивов
- § 3. Балансировка деталей
- § 4. Сборка цепной передачи
- § 5. Зубчатые передачи
- § 6. Сборка зубчатых передач
Глава VIII.
 Сборка механизмов преобразования движения
Сборка механизмов преобразования движения- § 1. Винтовые механизмы
- § 2. Сборка кривошипно-шатунного механизма
- § 3. Сборка поршневой группы
- § 4. Сборка эксцентрикового механизма
- § 5. Сборка кулисного механизма
- § 6. Сборка храпового механизма
- § 7. Сборка карданных передач и передач с гибкими валиками
Глава IX. Сборка механизмов приводов
- § 1. Электроприводы
- § 2. Гидроприводы и монтаж гидросистем металлорежущих станков
- § 3. Назначение, устройство и сборка насосов
- § 4. Контрольно-регулирующие устройства
- § 5. Сборочные единицы гидроприводов
- § 6. Гидравлические схемы
Глава X. Элементы пневматических устройств
- § 1. Общие сведения о сжатом воздухе
- § 2. Компрессоры
- § 3. Воздухосборники, воздухопроводы, соединения
- § 4. Пневматический привод
- § 5. Аппаратура для подготовки воздуха
- § 6.
 Пневмогидравлический привод
Пневмогидравлический привод - § 7. Сборка, монтаж и эксплуатация пневматических устройств
Глава XI. Общая сборка
- § 1. Общая сборка изделия
- § 2. Контроль качества сборки и испытание изделия
- § 3. Правила безопасности труда при сборке и испытании сборочных единиц и машин
Глава XII. Механизация и автоматизация сборочных работ
- § 1. Требования к технологичности конструкции деталей и сборочных единиц
- § 2. Механизация и автоматизация сборки прессовых соединений
- § 3. Основные элементы сборочных автоматов
- § 4. Механизация подъемно-транспортных операций
- § 5. Промышленные роботы
Условные графические обозначения
Рабочее место слесаря ремонтника | Главный механик
Совсем по-разному может быть устроена производственная зона ремонтников одного звена. Зависит это от итогового списка выполняемых операций во время ремонта. Цель хорошей организации рабочего места слесаря заключается в том, чтобы ход выполнения нужных задач был с наивысшим уровнем результативности, и специалисту не требовалось отвлекаться на необходимость поиска нужных деталей, приборов и т.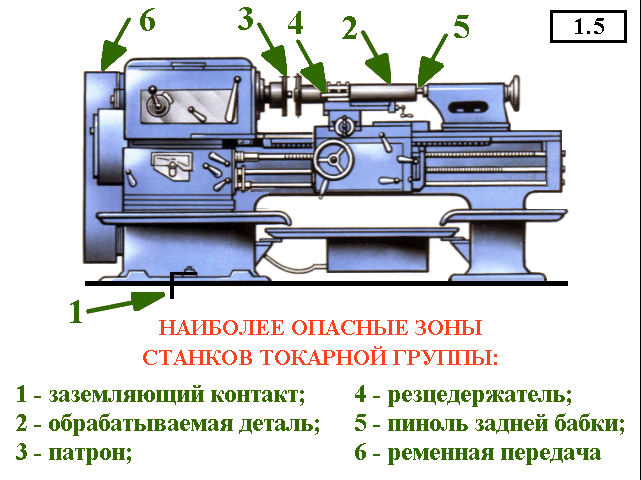 д. От правильно сформированной производственной области зависит общий показатель результативности.
д. От правильно сформированной производственной области зависит общий показатель результативности.
Требования, предъявляемые к рабочему месту ремонтника
Определение производственной зоны или места проведения ремонтных работ подразумевают под собой отдельное место в ремонтном цехе, на котором располагается необходимое оборудование и проводятся должные работы слесарем-ремонтником. Оно может носить как постоянный характер, так и разовый.
Рабочее место слесаря должно быть оборудовано таким образом, чтобы его непроизводительные действия были сведены к минимуму. Исходя из этого, принято зону выполнения работ формировать согласно приянтым нормам и стандартам в оптимизации рабочих мест:
- Ремонтная зона должна содержаться в чистоте. Допустимо присутствие тех предметов и приборов, которые требуются для выполнения определенных ремонтных операций, входящих в должностные обязанности.
- Все используемые приборы и документацию (планы, чертежи, схемы) стоит размещать в легкой доступности для слесаря.
 Расстановка нужных элементов базируется на принципе, при котором часто применяемые предметы кладутся ближе к слесарю, реже – остаются в далеке.
Расстановка нужных элементов базируется на принципе, при котором часто применяемые предметы кладутся ближе к слесарю, реже – остаются в далеке. - Важно соблюдение в расположении предметов соответствия с тем, используют его одной рукой или обеими. То есть, если прибором ремонтник пользуется правой рукой, то и располагать его на верстаке следует соответственно. Если же во время пользования прибора применяются обе руки, то расположить его требуется он ближе к корпусу, чтобы удобней было брать во время появления потребности.
- Приборы, которые применяются в ремонтных процедурах, а также готовые формы и приспособления стоит разместить в отдельных ящиках. Принцип их расположения идентичен предыдущему: часто требуемые предметы – в верхних ящиках, редко – в нижних.
- Ударный и режущий инвентарь не должен быть размещенным друг на друге. Лучше, если они будут находится на отдельных плашках.
- Оборудование для проведения точных замеров необходимо хранить в отдельных чехлах или футлярах.

- По завершению ремонтных операций детали и приспоболения нужно очистить от грязи и масла.
Пространство рядом с местом слесаря-ремонтника должно иметь хорошее освещение, быть достаточно проветриваемым. Слесарные станки и верстаки требуют наличие рефлекторных ламп на шарнирах, которые позволяют регулировать направленность света, чтобы была возможность хорошо осветить любой требуемый участок.
Допустимый промежуток между местами слесарей-ремонтников зависит от производимых ими процедур. Само пространство для выполнения слесарного ремонта не должно быть менее, чем 160 сантиметров по каждой из сторон.
В ремонтных зонах, где выполняют множество различных операций принята такая система работы, при которой за отдельной бригадой закрепляются заданные участки иправления неполадок или починка заданного типа элементов в узлах и агрегатах.
Характер производимых операций влияет на набор приборов и деталей, располагаемых в рабочем месте. Однако, главный инструментарий, необходимый любому слесарю-ремонтнику, не зависит от нюансов решаемых им задач.
Инструментарий для рабочего места слесаря-ремонтника
Место слесаря возможно различного рода: постоянное или временное, которое располагается у ремонтируемого оборудования. В первом из указанных случае оно оборудуется станками для сверления с подставками и приспособления разного рода, верстаками с наличием тиском, прессовальным оборудованием и прочим.
Сложнее оборудуется временная ремонтная зона, когда ремонтируемое оборудование не возможно снять с фундамента. В этом случае используются передвижные станки и ремнтные приспособления, а также грузоподъемные устройства. Они нужны для выполнения разметки и пригонки некоторых элементов, шабрения их.
Базовыми приборами для выполнения профессиональных задач слесаря-ремонтника являются слесарный верстак, а также тиски. На верстаке специалист размещает необходимое оборудование и инструмент. Выглядит он как стол с выдвигающимися ящиками, где располагаются приборы и детали. В связи с характером выполняемых задач, этот предмет должен иметь прочное и устойчивое основание. Вблизи с верстаком необходим стул для ремонтника.
Верстаки бывают одноместными или подразумевают в себе несколько мест для проведения ремонта. Покрываются они сверху металлическим листом, иногда линолеумом.
В ящиках верстака хранится требующаяся документация (чертежи, схемы и планы), по мимо необходимых для проведения ремонтных операций элементов или приборов.
При возникновении потребности создать временное место потребуется наличие мобильного инструментария и верстаков, а также грузоподъемных мостов и кранов для разметки узлов и агрегатов, и их шабрения. Для проведения монтажа и демонтажа оборудования в ремонтных цехах пользуются, в большинстве своем, мостовыми кранами.
Для выполнения ремонтных процессов слесарю нужно большое количество разнообразных прспособлений. Среди основных можно выделить следующие.
- Притир чугунный. Требуется для доведения отверстий до нужного размера, расточки гильз, окончательных операций во время восстановления геометрии деталей.
- Штифтодер или “Катюша”. Помогает извлекать штифты из ремонтируемых узлов и агрегатов.
- Зубило. Данный прибор пригоден при необходимости обрубки и рубки элементов из металла. Позволяет вырубать отверстия требуемой форме в металлических элементах и срезать заклепки.
- Гладкий микрометр. Этот прибор позволяет наиболее точно измерить параметры элементов и деталей.
- Штангенциркуль. Применим не только для подсчета внешних размеров, но и внутренних. Является одним из основных для слесаря-ремонтника.
- Наборы ключей. Для соединения деталей в ремонтируемых узлах и агрегатах, а также для разъединения их применяют специальные ключи. Они могут быть рожкового типа или шестигранного. Лучшим материалом, из которого должны быть изготовлены данные приборы – это хромванадий.
- Шабер. Позволяет отрегулировать направляющие ремонтируемого станка. Применяют в тех случая, когда данную операцию необходимо сделать в ручном режиме и нет возможности станок направить в ремонтный цех.
Таким образом, можно утверждать, что от создания правильного места работы зависит эффективность специалиста. Главная задача – создать его таким образом, чтобы минимизировать непроизводительные действия. Для этого необходимо обеспечить слесаря-ремонтника всем необходимым оборудованием и инструментарием. При этом используемые в ремонтных процедурах тиски, верстаки, измерительные приборы, режущие и ударные инструменты должны правильно хранится, быть в исправном состоянии.
Важно, чтобы все место проведения ремонтных операций держалось в чистоте, необходимые предметы хранились в специально отведенных местах, а также были легко- доступными во время выполняемых процедур.
Внимание покупателей подшипников Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас: +7(499)403 39 91
Доставка подшипников по РФ и зарубежью. Каталог подшипников на сайте themechanic.ru
|
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 128 22 34
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
Внимание покупателей подшипников
Уважаемые покупатели, отправляйте ваши вопросы и заявки по приобретению подшипников и комплектующих на почту или звоните сейчас:
tel:+7 (495) 646 00 12
[email protected]
Доставка подшипников по РФ и зарубежью.
Каталог подшипников на сайте
3 ОБЩИЕ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА СЛЕСАРЯ. Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
Похожие главы из других работ:
Водяной насос
2. Технологический процесс ремонта водяного насоса, как часть производственного процесса в планово-предупредительной системе технических обслуживаний и текущих ремонтов локомотивов; принцип рациональной планировки рабочего места, участка, цеха; форма организации работ
Водяные насосы снимают с дизеля при текущем ремонте ТР-3 после слива воды из системы охлаждения для проверки надежности посадки крыльчатки на валу и состояния сальникового уплотнения…
Изготовление подставки под письменные принадлежности
3.2 Организация рабочего места
Прежде чем приступить к выполнению практической работы необходимо правильно организовать рабочее место, что будет являться основой высокопроизводительного труда, при наименьших затратах времени…
Модернизация горизонтально-сверлильного 5-шпиндельного станка
5. Схема организации рабочего места и правила безопасности обслуживания.
Схема организации рабочего 1- станок СВ 2- заготовки 3- готовые изделия Правила безопасности обслуживания. Работать в спецодежде Не подставлять руки под режущий инструмент Не допускать засорения вращающихся частей…
Организация производства на предприятии пищевой промышленности
6. Характеристика рациональной организации рабочего места
I. № Производственные рабочие Количество 1. Тестомес 3 разряда два II. № Характеристика рабочего места Количество Усл. обозначения 2. Рабочее место постоянное 2 3. Рабочая зона 80 м2 4…
Организация производства на предприятиях транспорта
1. Определение характера организации рабочего места
Совершенствование организации рабочего места начинается с его рациональной специализации, т.е. определения производственного профиля данного рабочего места и закрепления за ним обработки однотипных деталей…
Организация, нормирование и оплата труда токаря
1.1 Планировка рабочего места
Целью планировки рабочих мест является: · создание наиболее удобных…
Основные элементы моторно-осевого подшипника и подвески тягового электродвигателя
8.1 Организация рабочего места слесаря по ремонту польстерного устройства
Размеры и границы рабочих мест зависят от условий работы, закрепленных за участком. Так, по участку ремонта рабочее место ограничено площадью, на которой расположены станок и оснастка, необходимые для совершения трудовых действий…
Порядок разработки стандартов организации
1.3 Общие требования к построению, изложению, оформлению, содержанию и обозначению стандартов организации
По ГОСТ Р 1.5-2004 «Стандартизация в Российской Федерации. Стандарты национальные Российской Федерации. Правила построения, изложения, оформления и обозначения» [3] стандарт должен содержать все данные…
Разработка коллекции спецодежды для автослесаря
1.3 Графическое изображение организации рабочего места и последовательности трудовых движений
Рабочим местом называют часть пространства, приспособленного для выполнения автослесарем производственного задания. Рабочее место включает: -основное и вспомогательное производственное оборудование (станки, механизмы…
Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
3.1 Организация рабочего места слесаря
Рабочим местом называется определенный участок производ-ственной площади цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих)…
Ремонт токарно-винторезного станка 16К20
5.1 Организация рабочего места слесаря-ремонтника
В ремонтном цехе обычно устанавливаются многоместные верстаки с расстояниями между тисками 1,2 м, а для ремонта громоздких изделий устанавливаются металлические столы. Инструмент и детали должны размещаться на рабочем месте так…
Сборка и сварка фермы
8. Организация рабочего места
Для сварки и сборки фермы создаются специализированные сварочные участки — сборочно-сварочные цехи, которые оборудованы грузоподъемными устройствами, сборочными стеллажами, кондукторами и кантователями…
Техническое обслуживание и ремонт электроизмерительных приборов (милливольтметра)
3.5 Организация рабочего места слесаря КИПиА
Слесари КИПиА в зависимости от структуры предприятия выполняют как ремонтные, так и эксплуатационные работы. В задачу эксплуатации средств КИПиА, установленных на производственных участках и цехах, входит обеспечение бесперебойной…
Технология монтажа, ремонта и обслуживания лопастного насоса
1.2 Организация рабочего места
1. Организация монтажной площадки. Монтажная площадка место, где ведутся строительные и монтажные работы. Организация монтажной площадки должна обеспечивать безопасность труда работающих и включает в себя широкий круг решаемых задач…
Токарная обработка валика
1.1 Планировка рабочего места
Планировка рабочего места — система размещения на определённой рабочей площади всех элементов оснащения и создание наиболее благоприятных условий для работника. Целью планировки рабочих мест является: — создание наиболее удобных…
3.5 Организация рабочего места слесаря КИПиА. Техническое обслуживание и ремонт электроизмерительных приборов (милливольтметра)
Похожие главы из других работ:
Изготовление оправы для зеркала в технике филигрань
2.1 Организация рабочего места
Рабочее место ювелира — верстак в комплекте со стулом-креслом для сидения. Внешне верстак похож на обычный однотумбовый стол с сегментным вырезом (рабочей ячейкой) в верхней плите-крышке. Верстак состоит из каркаса…
Изготовление подставки под письменные принадлежности
3.2 Организация рабочего места
Прежде чем приступить к выполнению практической работы необходимо правильно организовать рабочее место, что будет являться основой высокопроизводительного труда, при наименьших затратах времени…
Основные элементы моторно-осевого подшипника и подвески тягового электродвигателя
8.1 Организация рабочего места слесаря по ремонту польстерного устройства
Размеры и границы рабочих мест зависят от условий работы, закрепленных за участком. Так, по участку ремонта рабочее место ограничено площадью, на которой расположены станок и оснастка, необходимые для совершения трудовых действий…
Разработка технологического процесса изготовления детали «Ограничитель»
3. Организация рабочего места
…
Разработка технологического процесса обработки детали «Палец рессоры» при условии использования твердосплавных инструментов
5. Организация рабочего места
Рабочим местом называется часть производственной площади цеха, на котором размещены один или несколько исполнителей работы и обслуживаемая ими единица технологического оборудования; а также оснастка и предметы производства…
Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
3 ОБЩИЕ ТРЕБОВАНИЯ К ОРГАНИЗАЦИИ РАБОЧЕГО МЕСТА СЛЕСАРЯ
Одним из основных элементов организации рабочего места является его планировка, при выполнении которой учитывают требования научной организации труда к расположению рабочего места по отношению к дру-гим рабочим местам в мастерской…
Резцы, инструмент, режущий элемент, безопасность труда, токарный станок, резец, слесарное дело, токарное дело
3.1 Организация рабочего места слесаря
Рабочим местом называется определенный участок производ-ственной площади цеха, участка, мастерской, закрепленный за данным рабочим (или бригадой рабочих)…
Ремонт токарно-винторезного станка 16К20
5.1 Организация рабочего места слесаря-ремонтника
В ремонтном цехе обычно устанавливаются многоместные верстаки с расстояниями между тисками 1,2 м, а для ремонта громоздких изделий устанавливаются металлические столы. Инструмент и детали должны размещаться на рабочем месте так…
Сборка и сварка фермы
8. Организация рабочего места
Для сварки и сборки фермы создаются специализированные сварочные участки — сборочно-сварочные цехи, которые оборудованы грузоподъемными устройствами, сборочными стеллажами, кондукторами и кантователями…
Современные свадебные прически комбинированного типа
3.1 Организация рабочего места
прическа свадебный мода Подготовительными и заключительными работами по обслуживанию посетителей в парикмахерских называют такие работы, которые выполняются до и после основного технологического процесса…
Техническое обслуживание и ремонт электроизмерительных приборов (милливольтметра)
3.4 Организация ремонтной службы КИПиА, структура участка ремонта средств КИПиА
В зависимости от структуры предприятия участок ремонта средств КИПиА так же, как и участок эксплуатации КИПиА, относится к цеху КИПиА или отделу метрологии [10, c. 67]…
Технология монтажа, ремонта и обслуживания лопастного насоса
1.2 Организация рабочего места
1. Организация монтажной площадки. Монтажная площадка место, где ведутся строительные и монтажные работы. Организация монтажной площадки должна обеспечивать безопасность труда работающих и включает в себя широкий круг решаемых задач…
Технология производства детали «Винт нажимной»
4. Организация рабочего места
Научная организация труда — это комплекс мероприятий, направленных на повышение производительности труда, качество обработанных изделий, улучшение условий труда рабочего. Производительность труда — это количество изделий…
Технология сборки и сварки каркасов для растяжки баннера
1.2 Организация рабочего места
Рис 3 Рабочим местом называется закрепленный за рабочими или бригадой рабочих участков производственной площади, которая оснащена оборудованием и инструментом в соответствии с требованиями технологического процесса, в данном случае сварки…
Технология сварки (на примере изготовления емкости с крышкой)
1.3 Организация рабочего места
Рабочее место электросварщика называется сварочным постом, оборудованное всем необходимым для выполнения сварочных работ. От правильной организации рабочего места в значительной степени зависят…
Организация труда и рабочего места слесаря — Слесарные работы
Организация труда и рабочего места слесаря
Категория:
Слесарные работы — общее
Организация труда и рабочего места слесаря
Правильная организация труда и рабочего места — одно из важнейших условий роста производительности труда. При правильной организации труда и рабочего места сберегается рабочее время и облегчаются общие условия работы, обеспечивается повышение производительности труда, улучшение качества и снижение себестоимости выпускаемой продукции.
Определенные требования предъявляются к площади, отводимой под рабочее место слесаря в цехе или в мастерской. Она должна быть по длине не менее 1,2 л и по ширине не менее 1,6 м, чтобы слесарь мог без помех работать за тисками и на верстаке и свободно перемещаться во время работы. Рабочее место должно быть хорошо освещено как днем, так и в вечернее и ночное время.
Верстаки рекомендуется располагать близ окон. Свет от электрической лампы, установленной на рабочем месте, не должен попадать прямо в глаза- рабочему. Необходимо пользоваться передвижной электрической лампочкой, снабженной защитным колпаком, так чтобы можно было направлять свет на обрабатываемый предмет в тисках или на верстаке. Пол под верстаком и вокруг верстака должен быть ровным и вполне исправным.
Высота установки тисков, как уже указывалось, должна быть подогнана по росту работающего. При необходимости работать сидя пользуются подъемным сиденьем верстака или же ставят табурет с регулируемым по высоте сиденьем.
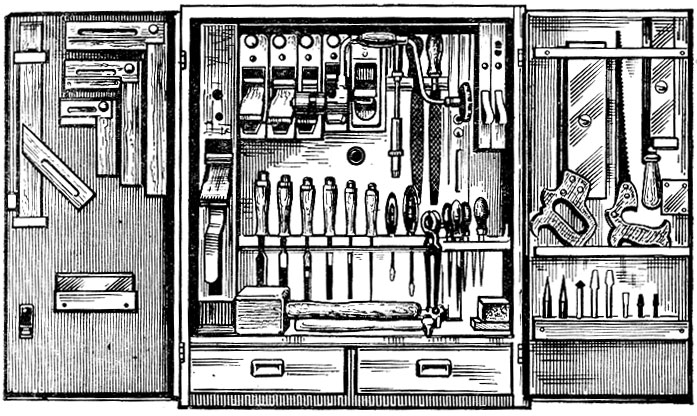
Рабочие и контрольно-измерительные инструменты должны быть расположены в верстачном ящике в определенном порядке. Пример расположения инструмента в ящике показан на рис. 1. Крупный инструмент помещается на дне ящика в перегороженных отделениях, а мелкий — на подвижном щитке. Нельзя хранить инструмент навалом: это приводит к его порче и, кроме того, к потере времени на поиски требуемого инструмента.
Перед тем как начать работу, слесарь должен провести на рабочем месте такую подготовку, которая обеспечит бесперебойную и высокопроизводительную работу в течение всей смены. “ этой целью он сначала знакомится с чертежом, намечает порядок обработки, определяет, какие инструменты, приспособления и материалы будут нужны ему для работы, уточняет у мастера неясные вопросы. После этого слесарь доставляет, к себе на верстак полученные в заготовительной кладовой заготовки и материал, а в инструментальной кладовой — недостающие ему инструменты. В серийном и массовом производстве материалы, заготовки и инструменты доставляются на рабочие места не такими квалифицированными рабочими как слесари, а специальными вспомогательными рабочими-подготовителями.
Рис. 1. Верстачный ящик с инструментами: 1 — верстачный ящик с расположенным в нем крупным инструментом. 2 — выдвижной щиток в верстачном ящике с мелким инструментом
Все подготовленное к работе слесарь раскладывает на верстаке в определенном порядке по общепринятому правилу:
1) то, что приходится брать правой рукой, располагает справа;
2) то, что приходится брать левой рукой, располагает слева;
3) то, что нельзя взять одной рукой, располагает так, чтобы удобно было взять обеими руками;
4) то, чем приходится пользоваться часто, надо положить ближе;
5) то, чем приходится пользоваться реже, следует положить дальше;
6) контрольно-измерительный инструмент располагает на специальных полочках или щитках.
Выполняя заданную работу, слесарь должен строго соблюдать дисциплину труда, проявлять высокую культуру труда.
мспользовав тот или иной инструмент, необходимо тут же полоть ег0 на место. Нельзя класть инструмент на инструмент или па какие-либо другие предметы. Зажимая в тисках обрабатываемые детали, ни в коем случае не следует ударять молотком или другими предметами по ручке тисков; также не допускается напевать трубу на ручку тисков для усиления зажима. Нельзя измерять нагревшиеся от обработки детали. При работе следует избегать движений, без которых можно обойтись — этим сберегаются время и силы. Нельзя отлучаться без надобности от рабочего места. Особенно необходимо строго соблюдать правила техники безопасности, постоянно поддерживать порядок и чистоту на рабочем месте.
По окончании работы слесарь должен сдать всю окончательно изготовленную им продукцию, привести в порядок инструменты, приспособления и механизмы. Рабочий инструмент следует очистить от стружки и обтереть сухой мягкой тряпкой; контрольно-измерительный инструмент сначала вытирают мягкой сухой тряпкой, а затем протирают слегка промасленной мягкой тряпкой. Свой постоянный инструмент слесарь убирает в верстачный ящик и раскладывает по местам; взятый во временное пользование инструмент сдает в инструментальную кладовую.
Уборка рабочего места должна производиться тщательно; щеткой сметают с верстака и с тисков опилки, стружки и мусор, удаляют отходы (если они имеются) в отведенное для них место, тряпкой обтирают тиски. Раз в неделю обтирают досуха ходовой винт и гайку тисков, затем их смазывают густой смазкой (солидолом). В нерабочем состоянии губки тисков не должны плотно смыкаться; между ними оставляют зазор в 2—3 мм.
Уходя с работы, нельзя оставлять невыключенным местное электроосвещение.
Каждый слесарь должен вести учет своей работы. Только при этом условии он может анализировать ее, оценивать время, затрачиваемое на ту или иную операцию, делать сравнения, приходить к определенным выводам. Учет работы — один из путей повышения производительности труда, повышения своей квалификации.
Реклама:
Читать далее:
Понятие о браке и причины его появления при слесарной обработке
Статьи по теме:
Организация рабочего места слесаря — Энциклопедия по машиностроению XXL
В чем заключается организация рабочего места слесаря-сборщика [c.205]В основу организации рабочего места слесаря по монтажу промышленного оборудования должны быть заложены как технические, так и организационные мероприятия, имеющие целью за счет сокращения всех видов затрат рабочего времени — повышение производительности. [c.295]
Под организацией рабочего места слесаря-ремонтника понимают правильную расстановку оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение вспомогательными материалами, оснащение специальными приспособлениями, механизацию производственных процессов. [c.271]
Правильная организация рабочего места слесаря-ремонтника — одно из основных условий высокой производительности труда, выпуска доброкачественной продукции и снижения ее себестоимости. [c.271]
Оборудование в организация рабочего места слесаря [c.7]
Рациональная организация рабочего места слесаря предусматривает наиболее удобные для высокопроизводительной работы планировку и размещение различных средств труда, обеспечение безопасности работы, установление и поддержание чистоты, порядка и нормальных условий труда на рабочем месте, организацию бесперебойного обслуживания его всем необходимым. Постоянное совершенствование и поддержание рабочего места в должном порядке составляют характерную особенность передовых методов работы. Внимание, которое передовые слесари уделяют организации своего рабочего места обусловлено новым стилем работы, свойственным новаторам социалистического производства. В качестве примера удачной планировки и организации можно указать на рабочее место слесаря А. Н. Платонова (фиг. 9). [c.14]
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ-РЕМОНТНИКА [c.97]
Организация рабочих мест в инструментальном производстве должна постоянно совершенствоваться в соответствии с достижениями науки и техники. Под рациональной организацией рабочих мест слесарей-инструментальщиков в любой отрасли промышленности следует понимать а) специализацию рабочих мест для выполнения определенных работ (изготовление штампов одним или несколькими рабочими, входящими в бригаду, а пресс-форм другими и т. д.) [c.6]
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЕ-Й- I [c.370]
При организации рабочего места слесаря на его верстаке должны быть расположены тиски, контрольная и правочная плиты, полки для контрольного инструмента и технической документации, а также штатив для светильника. Рядом с верстаком необходимо иметь стеллаж для обрабатываемых деталей. В ящиках верстака в фиксированных местах должен быть расположен весь необходимый слесарный инструмент. [c.93]
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ ПО РЕМОНТУ [c.117]
ГЛАВА I ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ И ЕГО ОСНАЩЕНИЕ [c.9]
Кроме того, описаны новые способы заточки и подточки сверл, комбинированные резьбонарезные инструменты, а также высокопроизводительные инструменты для шабрения и притирки различных поверхностей и др. И, наконец, особое место отведено организации рабочего места слесаря — непременному условию повышения производительности труда и культуры производства. [c.3]
ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЕЙ-РЕМОНТНИКОВ [c.267]
Вопросы правильного размещения верстаков и безопасной организации рабочих мест слесарей, так же как и вопросы гармоничности форм и тонов окраски машин, инструментов и другого оборудования, имеют большое значение для оздоровления и облегчения условий труда. Основной целью производственной эстетики является достижение эстетического совершенства трудовой обстановки, способствующей безопасности, более высокой производительности труда и хорошему настроению работающих. Наружная поверхность станков должна иметь сплошной плавный контур, не иметь острых углов, впадин, выступов и т. п. Все движущиеся части должны быть скрыты в корпусе станка что делает его очертания более спокойными и приятными для глаза, а на гладких, обтекаемых поверхностях нет скапливания пыли и грязи. Станки должны быть окрашены в светлые и спокойные тона. [c.20]
Правильная организация рабочего места слесаря-сборщика заключается прежде всего в его специализации, а также в оснащении необходимым высокопроизводительным оборудованием, инструментом, приспособлениями, подъемно-транспортными средствами и различными вспомогательными устройствами в наиболее целесообразной планировке всех элементов рабочего места в создании здоровых и безопасных условий труда в обеспечении чистоты и порядка и бесперебойного обслуживания. [c.132]
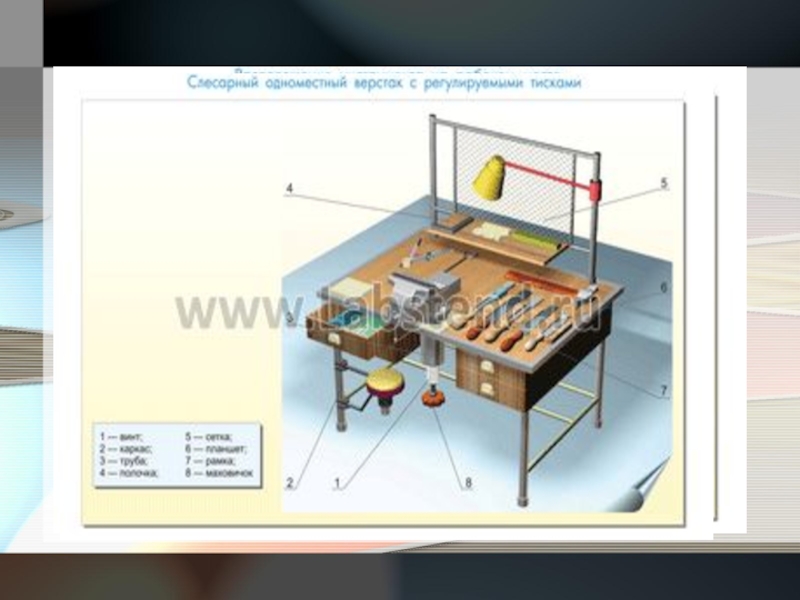
Упражнение 2. Рациональная организация рабочего места слесаря [c.10]
| Рис. 2. Рациональная организация рабочего места слесаря а — слесарный верстак 1 — винт подъема, 2 — каркас, 3 — труба, 4 — сетка, 5 — полочка, 6 — планшет, 7 — рамка, 8—маховичок б — расположение инструментов на рабочем месте, в — наиболее уязвимые части ладони, г — наиболее сильные н упругие мускулы ладони, д — рациональная форма рукоятки |
| Рис. 46. Организация рабочего места слесаря при опиливании а — слесарный верстак с подножной решеткой, б — подъемные тиски, в — насадка напильника ударами рукоятки о верстак, г — ударами молотком, д — снятие ручки ударами молотка, е — ударами о край |
Какова рациональная организация рабочего места слесарей-ремонтников, занятых на ремонте автоматических линий [c.267]
I. ОБОРУДОВАНИЕ И ОРГАНИЗАЦИЯ РАБОЧЕГО МЕСТА СЛЕСАРЯ [c.5]
Описаны оборудование, инструменты и приспособления, приемы выполнения слесарных операций. Даны сведения об организации рабочего места слесаря, видах и мерах предотвращения брака, технике безопасности и противопожарных мероприятиях. [c.2]
Организация рабочего места слесаря [c.14]
К организации рабочего места слесаря предъявляют определенные требования. [c.4]
Под организацией рабочего места слесаря-сборщика понимается правильная расстановка оборудования, наивыгоднейшее расположение инструмента и деталей на рабочем месте, планомерное снабжение деталями и вспомогательными материалами, механизация и оснащение специальными приспособлениями технологического процесса сборки. [c.5]
Целесообразной является остановка. машин на ремонт в канун выходных и праздничных дней, использование для ремонта выходных дней и нерабочего времени в рабочие дни. Данные мероприятия весьма существенны при скоростном ремонте. Они обязательно должны сочетаться с правильной организацией рабочего места слесарей-ремонтников, бесперебойным снабженн- ем участников ремонта технической документацией, материалами, заготовками, инструментом и всем другим, чтобы они могли производительно использовать все 420 минут рабочей смены. [c.366]
Организация рабочего места слесарей-ремонтников и оснащение его всем необходихмым для выполнения заданной работы, постоянное снабжение рабочего места всем необходимым — материалами, заготовками, инструментом и т. д. — позволит рабочему использовать все 480 мин. рабочей смены для производительной работы и тем значительно сократить простой машин в ремонте. [c.240]
Одним из важнейших вопросов научной организации труда при слесарноинструментальных работах является рациональная организация рабочих мест, направленная на обеспечение высокого качества выполнения инструментальных работ при минимальных затратах рабочего времени и материальных средств. Под рациональной организацией рабочих мест слесарей-инструментальщиков следует понимать а) специализацию рабочих мест для выполнения определенных работ (рациональное разделение труда на рабочем месте) по видам работ (изготовление матриц и пуансонов штампов, обработка оформляющих поверхностей матриц и пуансонов пресс-форм) и по операциям в зависимости от технологического процесса б) рациональное оснащение рабочего места технологическим оборудованием, технологической и организационной оснасткой в) оптимальную планировку рабочих мест с учетом рациональных приемов, методов и режимов труда, рациональной рабочей позы, удобного доступа к оборудованию и обеспечения обзора г) соблюдение нормальных условий труда (санитарно-гигиенических, психологических и эстетических), правил и требований техники безопасности е) обеспечение своевременного бесперебойного снабжения инструментами и материалом ж) рациональное размещение рабочих мест в цехе. [c.191]
Книга знакомит с устройством систем и агрегатов автомобиля, организацией различных видов технического обслуживания и текущего ремонта в книге описаны основные работы, выполняемые при техническом обслуживании и ремонте, технология ремонта систем, агрегатов и детален автомобиля, оборудование постов технического обслуживания и текущего ремонта. Освещены также вопросы механизации и автоматизации процессов обслуживания и ремонта, организации и экономики авто.хо-зяйств, организации рабочего места слесаря-авторемонтника. Во 2-е издание включены дополнительно сведения об определении технического состояния автомобиля, о работе восьмицилиндрового двигателя. [c.2]
Немало делается для эстетизации путевого хозяйства дорожными лабораториями НОТ. Такая лаборатория при службе пути Юго-Западной дороги, анализируя опыт ремонта гидравлического инструмента в 22 дистанционных мастерских разных дорог, разработала схему рациональной организации рабочего места слесаря. [c.298]
В обычных условиях выполнения ремонта практически невозможно оснастить все релюнтные бригады всеми приспособлениями и специальным инструментом, упрощающими выполнение ремонтных работ, обеспечивающими повышение производительности труда слесарей и способствующими улучшению качества ремонтов. При ремонте станков определенной модели только одной бригадой на заводе ее нетрудно обеспечить универсальными специальными ириспособ-лениями и инструментом. Кроме того, создается возможность выполнения ремонтных работ по заранее отработанным технологическим процессам и надлежащей организации рабочих мест ремонтных бригад. [c.125]
Рабочее место слесаря-сборщика
PAGE \* MERGEFORMAT 1
- Организация рабочего места слесаря-сборщика
- Технологическая часть
- Назначение и характеристика узла
- Конструкционно-технологический анализ узла
- Характеристика соединений
- Характеристика инструментов используемых при работе
- Приспособления
- Измерительный и контрольный инструмент
- Методы обеспечения точности сборки
- Сборка узла
- Технологический процесс сборки узла
- Спецификация узла
- Охрана труда
Выводы
Список литературы
Введение
Сборка ответственный этап производства авиационного газотурбинного двигателя. В процессе сборки детали объединяются в разные сборочные единицы. Некачественная сборка, даже при наличии качественно изготовленных деталей, может привести к ухудшению эксплуатационных качеств.
В технологию авиационного производства включено много достижений науки и техники. Некоторые из основных показателей сборочного процесса ниже показателей других этапов изготовления авиационного двигателя. Технологический процесс сборки газотурбинных двигателей слабо механизирован и автоматизирован и имеет высокую трудоёмкость и себестоимость.
В нынешнее время для обеспечения точности и времени контроля параметров сборки всё чаще используют приспособления с автоматическим и полуавтоматическим циклом. Для совершенствования и развития сборочных процессов сейчас создаются не только специализированные организации и предприятия, но и привлекаются к работе передовые рабочие и рационализаторы.
В условиях нынешней рыночной экономики важное значение в развитии предприятий играет применение наиболее производительных средств труда, с меньшей себестоимостью, применение наиболее точных средств контроля качества продукции.
I. Организация рабочего места слесаря сборщика
Рабочее место слесаря-сборщика это часть участка цеха с необходимым инструментами, приспособлениями и оборудованием, которые применяет бригада для выполнения производственного задания. Под организацией рабочего места слесаря-сборщика понимается правильная расстановка оборудования, своевременное снабжение деталями и вспомогательными материалами.
В зависимости от собираемых изделий поверхность сборочного стола покрывается листовым металлом, деревом, пластиком и т. д. При работе с мелкими деталями на крышку стола устанавливают бортики или металлические уголки, препятствующие падению деталей и инструмента. Рабочее место должно быть хорошо освещено, для работы в вечернее время используются лампы потолочного освещения.
К рабочему месту предъявляются следующие требования:
- На рабочем столе должны находиться только предметы необходимые для сборки изделий.
- Сборочная документация и технологический процесс должны находиться на расстоянии вытянутой руки.
- Инструмент и детали стоит располагать в строгой последовательности их применения при сборке и не накладывать друг на друга.
- Все измерительные и контрольные приспособления и инструменты должны храниться в футлярах.
До начала работы слесарь обязан ознакомится с заданием и нарядом, подготовить рабочее место и снабдить его необходимым инструментарием, проверив его исправность.
Во время работы сборщик не должен отвлекаться от работы, отлучатся с рабочего места без позволения старшего мастера, сохранят инструмент от загрязнения и повреждения, а также должен соблюдать технику безопасности.
По окончанию работы слесарь обязан привести в порядок своё рабочее место, тщательно очистив его от мусора. Очистить от грязи инструмент и приспособления, которые использовал при работе, Расставить на отведённые места готовые детали и узлы.
II. Технологическая часть
2.1. Характеристика и назначение узла.
2.2. Конструкционно-технологический анализ узла.
2.3. Характеристика соединений.
Подвижные соединения это соединения сопрягаемых деталей, которые допускают вращательное либо поступательное перемещение, а также люфт в пределах зазора между ними. Используются для обеспечения подвижности и вращаемости узлов и деталей, которые будут задействованы при работе двигателя.
Разборные соединения имеют связи, которые позволяют многократно разбирать и собирать сборочную единицу без повреждения деталей. Разборные соединения применяются очень часто, так как необходимо обеспечить лёгкую заменяемость любой детали.
Неразборные соединения — обеспечивают постоянную связь сборочных элементов, которая не позволяет производить разборку собранной единицы без деформации.
Неподвижные соединения применяют для обеспечения их неизменного положения в процессе эксплуатации двигателя.
Рис.1 Крепёж, используемый для создания неподвижных соединений
Сварка для сварки деталей из жаропрочных сплавов в авиастроении большое применение получили аргоновая и контактная сварка. Сварочные соединения используются для создания неразъёмных соединений. Ёё применяют для создания корпусов компрессора, первой опоры, камер сгорания и так далее
Клёпка операция, во время которой формируют замыкающую головку за счёт деформации свободного конца заклёпки.
В процессе сборки компрессора двигателя ВК-2500 используют следующие соединения:
Разборные, неподвижные соединения и сварка. Они надёжны в эксплуатации и позволяют производить частичную переборку и замену деталей.
Рис 2. Болтовые соединения
2.4. Характеристика инструмента применяемого при работе.
К слесарному и сборочному инструменту, который я применял при работе в цеху, относят: гаечные ключи (рожковые и накидные), отвёртки, молотки (резиновый и стальной), круглогубцы и механические гайковёрты.
Гаечные ключи применяют довольно часто, при наживлении и затягивании гаек на корпусе копрессора и ступеней. Чаще всего используют двухсторонние рожковые, односторонние накидные с двенадцатью гранями или торцевые.
Рис.3 Рожковый ключ
Круглогубцы применяют для установки болтов в стяжные отверстия, в труднодоступных местах.
Рис.4 Круглогубцы
Молотки при сборке авиадвигателей используются крайне редко. Для наживления тяговых планок на шпильки, вмонтированные в корпус первой опоры, с использованием алюминиевых выколоток или для снятия корпуса компрессора при имитации.
Напильники используют для подгона некоторых деталей под требуемые размеры или устранения незначительных дефектов комплектов направляющих аппаратов при имитации. Для подобных работ чаще всего используют черновые напильники.
Отвертки используют для работы с винтами, шурупами, саморезами и другими крепежными деталями со специальной выемкой, шлицом.
2.5 Приспособления.
В зависимости от назначения приспособлений, которые применяют в процессе сборки, их разделяют на следующие разновидности:
Установочные приспособления служат для точной установки сборочных единиц относительно друг друга. Сборочные единицы чаще всего сопрягают по отверстиям. Основными устанавливаемыми деталями являются пальцы и болты.
Зажимные приспособления служат для закрепления сборочных единиц и деталей в необходимом положении и придания им устойчивости.
Рис.5 Зажимное приспособление
Направляющие приспособления предают соединяемым деталям заданное направление при их установке.
Контрольные приспособления необходимы для проверки определённых параметров сборки.
Рис.6 Направляюще-контрольное приспособление
Обслуживающие приспособления применяются для облегчения и ускорения доставки тех или иных деталей и сборочных единиц на производственный участок.
Подставочные приспособления имеют форму определённой сборочной единицы и служат для её хранения вне транспортировочной тары.
Подъёмные приспособления служат для упрощения транспортировки больших деталей и готовых изделий, оснащены захватами и подвесками.
Съёмные приспособления служат для разборки соединений с натягом.
2.6 Измерительный и контрольный инструмент.
Контрольно измерительный инструмент необходим для контроля качества деталей и сборочных единиц.
— для измерения наружных размеров:
— для измерения внутренних размеров:
— для определения взаимного положения деталей:
— для измерения зазоров:
— для контроля соосности:
— для измерения физических параметров:
— для обнаружения несоответствия деталей.
Измерение наружных размеров производят штангенциркулями, рычажными микрометрами, гладкими микрометрами, индикаторными скобами, горизонтальными оптиметрами и специальными приспособлениями.
Штангенциркули применяют при невысокой точности сборки для измерения диаметров валов, фланцев, толщины прокладок и других деталей и сборочных единиц. Цена деления штангенциркуля 0,1: 0,05: 0,02мм.
Гладкие микрометры предназначены для измерения диаметров рабочих поверхностей валов, толщин прокладок и др. Цена деления 0,01мм. Пределы измерения -0…25мм; 25…50мм и т.д. через каждые 25мм до 300мм.
Рычажные микрометры служат для измерения наружных размеров небольших деталей с высокой точностью. Цена деления 0,002…0,005мм.
Рис.7 Рычажный микрометр
Рычажно механические и оптико механические приборы предназначены для измерения наружных размеров с высокой точностью. Цена деления 0,001; 0,002; 0,005мм. Приборы с ценой деления 0,005мм и более точные используют в измерительных лабораториях в качестве образцовых.
Измерение внутренних размеров производят штангенциркулями, штангенглубинометрами, индикаторными нутромерами, а также специальными измерительными приспособлениями.
Рис.8 Штангенциркуль и микрометр
Штангенциркули и штангенглубиномеры применяют при невысокой точности для измерения диаметра отверстия или внутренних размеров.
Рис.9 Глубиномер
Индикаторными нутромерами измеряют диаметр точных отверстий, как правило, не менее чем в трёх сечениях.
Измерение радиального биения производят индикаторными приспособлениями.
Измерение отклонения от перпендикулярности осуществляют жесткими угольниками или индикаторными приспособлениями.
2.7. Методы обеспечения точности сборки.
Заданную точность сборки можно обеспечить, реализую следующие три направления:
— уменьшением полей допусков составляющих звеньев размерной сборочной цепи;
— сокращением числа составляющих звеньев размерной цепи;
— уменьшением передаточных отношений звеньев размерной цепи.
Первое направление наиболее очевидно, но связано с возрастанием стоимости обработки и технологическими возможностями оборудования и может оказаться технически недостижимым. Применяют в основном при массовом и крупносерийном производствах, где затраты на повышение точности обработки быстро окупаются.
Второе направление формулируется как принцип найкратчайшего пути, в соответствии с которым заданная точность сборки обеспечивается наименьшим количеством соответствующих звеньев размерной цепи.
Третье направление предусматривает уменьшение коэффициентов влияния, имеющих наибольшие абсолютные значения и наиболее сильно влияющих на отклонения замыкающего звена. Поэтому повышать точность необходимо прежде всего у звеньев размерной цепи, которые имеют такие коэффициенты.
Сочетание всех трех указанных направлений, обеспечивающих заданную точность сборки, дает наибольший эффект повышения точности замыкающего звена.
Заданная точность в процессе сборки в зависимости от производственных условий и степени реализации указанных направлений обеспечивается следующими методами:
— полной взаимозаменяемости;
— неполной взаимозаменяемости;
— подбора селективная сборка;
— компенсации сборка с регулировкой
— пригонки сборка с доработкой;
— виртуальной компьютерной сборки.
Метод сборки с полной взаимозаменяемостью
Метод сборки с полной взаимозаменяемостью состоит в том, что она осуществляется из любых деталей данного типоразмера, и все они, включаясь в качестве составляющих звеньев в размерную цепь, обеспечат заданную точность замыкающего звена без каких-либо дополнительных операций: выбора, подбора, изменения размера.
Положительные особенности метода:
- Простота сборочных операций, что удешевляет сборку, а также отпадает необходимость в высококвалифицированных сборщиках;
- Упрощение нормирования операций, планирования и организации всего производства, расширение возможностей кооперирования между заводами.
- Возможность механизации и автоматизации процесса и перевода сборки на поток.
- Облегчение и удешевление ремонта изделий.
Вместе с этим при заданном допуске замыкающего звена этот метод требует повышенной точности составляющих звеньев.
Поэтому при любых видах и технических уровнях производства этот метод экономически боле эффективен в случае сравнительно коротких размерных цепей.
Повышение точности изготовления деталей требует наличия высокоточного оборудования и технологической оснастки.
При многозвенных размерных сборочных цепях, характерных для авиационного двигателестроения, полную взаимозаменяемость осуществить трудно:
— требуется высокая точность деталей, входящих в размерную сборочную цепь;
— значительно повышается себестоимость их изготовления.
Поэтому при разработке новых конструкций следует создавать размерные сборочные цепи с наименьшим количеством звеньев, что позволит осуществить сборку по методу полной взаимозаменяемости.
Сборка с полной взаимозаменяемостью является наиболее совершенной.
Метод с полной взаимозаменяемостью широко применяется в массовом и крупносерийном производствах, которые характеризуются высокой технологической культурой и быстрой окупаемостью затрат на высокоточное оборудование.
Метод сборки с неполной взаимозаменяемостью
Метод предусматривает сборку отдельных сборочных единиц либо отдельных соединений двигателя методом полной взаимозаменяемости, а остальных методами компенсации их неточности (подбором, пригонкой или регулированием).
Метод применяется в тех случаях, когда отсутствуют ранее приведенные условия для полной взаимозаменяемости. Это связано с расширением допусков на детали до экономически приемлемых значений для данного производства.
Вследствие этого некоторый процент изделий, собранных из любых деталей каждого типоразмера без выбора или изменения, может иметь значение замыкающего звена, не соответствующее заданному.
Данный метод целесообразно применять, если процент некондиционных деталей сравнительно велик, а экономический эффект от снижения себе стоимости изготовления деталей окупает издержки из-за возможной переборки и исправления некондиционных изделий.
Экономическая эффективность обосновывается расчетами, в которых задается процент риска (возможным процентом некондиционных изделий).
Сборка при частичной взаимозаменяемости сопровождается 100%-ным контролем сборочных единиц для обнаружения некондиционных соединений, число которых предусмотрено расчетом. В отобранных соединениях точность сборки обеспечивают путем подбора деталей, пригонки или компенсации, если соединение разъемное. Можно также детали после разборки такого соединения отправить на повторную сборку и скомплектовать их с другими деталями.
Метод подбора селективная сборка
Метод подбора или селективной сборки может быть попарным и групповым. Он применяется при условии неравенства и предусматривает проведение сборки из деталей, обработаных с экономически приемлимыми допусками. Риск получения некоторого процента некондиционных изделий исключается проведением сборки из специально подобранных деталей.
При попарном подборе один сборочный элемент подбирают до тех пор, пока не будет найдена подходящая пара сопрягаемых сборочных элементов, которая могла бы обеспечить необходимую точность сборки.
Попарный подбор характеризуется большой трудоёмкостью, невысокой производительностью и высокой себестоимостью. Этот метод может быть применён при единичном и мелкосерийном производстве.
Метод группового подбора предполагает сортировку сопрягаемых деталей по заранее установленным размерам. Таким образом в каждой группе находятся детали с определённым полем допуска.
Групповой подбор бывает полным или частичным:
Метод полного группового подбора или групповой взаимозаменяемости состоит в том, что сопрягаемые детали предварительно рассортировуются на группы в более узких пределах допуска, а затем сборочные единицы собираются из деталей соответствующих групп. Метод получил широкое применение при сборке малозвенных узлов высокой точности.
При частичном подборе на группы сортируют только одну из сопрягаемых деталей. Сборка с неполным групповым подбором назавается полуселективной. Недостатком метода является то, что детали подбираются только по одному размеру. Этот метод связан с дополнительными затратами на контроль и сортировак деталей, что оправдывается в серийном и крупносерийном производстве.
Метод компенсации — сборка с регулировкой
Методкомпенсации или регулировки состоит в том, что заданное значение допуска замыкающего звена при изготовлении остальных деталей достигается регулированием размера одной из специальных деталей, изготавливаемой для этой цели. Такую деталь называют компенсатором. Все другие детали учасвуют в сборке, как при полной взаимо заменяемости.
Компенсаторы широко применяются для регулирования осевых зазоров в турьинах, компрессорах, подшипниках. Компенсаторы раделяются на подвижные и неподвижные. В двигателе более распространены неподвижные компенсаторы, такие как: калибровочные кольца, шайбы и прокладки.
Подвижные компенсаторы позволяют достигать заданной точности путём изменения положения одного из сборочных элементов, входящего в соединение на величину излишней погрешности.
Метод компенсации позволяет получить высокую точность замыкающего звена независимо от количества звеньев и поддерживать её при эксплуатации.
Метод с виртуальной компьютерной сборкой
Сущность метода с виртуальной сборкой состоит в следующем:
— перед сборкой производят сто процентный контроль всех деталей и определяют все необходимые для расчёта параметры;
— полученную информацию заносят в базу данных ПЭВМ;
— ПЭВМ на основе разработаных математических моделей производит индивидуальный подбор деталей и виртуальную сборку двигателя, рассматривая все возможные варианты комплектации;
— далее следует определение требуемых выходных параметров качества сборки для каждого варианта комплектации и выбирают те, которые удовлетворяют заданные ограничения;
— на рабочее место сборщиков поступает уже подобранный комплект деталей;
— по разработаной технологии, слесаря-сборщики производят одноразовую сборку изделий.
Метод с виртуальной сборкой позволяет значительно повысить качество сборки без завышения требований к качеству изготовления деталей.
В результате виртуальной компьютерной сборки создаётся виртуальное изделие — цифровая компьютерная модель созданого изделия, учитывающая все существенные свойства и процессы для данного конкретного экземпляра реального изделия. Использование технологии виртуальной реальности даёт возможность изготовить детали, собрать изделие, определить необходимые параметры, провести балансировку, испытание и эксплуатация. Это позволяет, по полученым результатам, оценить качество данного варианта сборки.
IV. Охрана труда
Основные положения по охране труда
1. Перед началом работы администрация должна выполнить проверку оборудования, вспомогательных устройств, установок, рабочие места, а также выполнить полную проверку безопасности и исправности всех систем и механизмов.
2. Кроме инструктажа и проверки квалификации рабочих, администрация подразделения должна выполнить инструктаж о мероприятиях безопасности при выполнении работ, следить за выполнением этих инструкций.
3. Поручая выполнение работ администрация должна обеспечить рабочих:
— исправным инструментом;
— необходимыми средствами индивидуальной защиты;
— сумками для инструментов.
4. Оборудование и механизмы должны быть полностью ограждены, и надежно закреплены.
5. Для сборки сборочных единиц методами клепки, сварки, должны быть отведены специальные сборочные места, так, чтобы находящиеся на них предметы не занимали места для проходов и свободного обслуживания механизмов.
6. Слесарно-сборочный инструмент должен находиться в специальном шкафу, а при выполнении слесарно-сборочных работ на специально приспособленных планшетах для инструмента.
7. Вспомогательные материалы, получаемые вначале рабочего дня, используемые для приемов сборки согласно технологическому процессу (герметик, силоксановая эмаль и т.д.) должны отвечать требованиям технологического процесса.
8. Деревянные рейки, шаблоны, используемее в цехе, должны быть гладкими, не иметь выступающих необработанных частей.
9. Проход между штабелями материалов должен быть не менее 0,8м в ширину.
10. Под ногами рабочего не должны быть материалы, заготовки, полотенца, ветошь, отходы.
11. Загромождение цеха готовой продукции запрещается.
12. На оборудованиях и механизмах не должны быть приборы, не отвечающие требованиям сборочного производства.
Электробезопасность
Электробезопасность обеспечена в соответствии с требованиями ГОСТ 12.1019-79 “Электробезопасность” Общие требования и номенклатура видов защиты.
1. Предусмотрено ограждение токоведущих частей оборудования, сопротивление защитного заземления равно 5Ом.
2. При использовании электроинструмента применяются средства индивидуальной защиты от поражения током (специальные резиновые перчатки и специальные резиновые коврики).
3. Оборудование и механизмы отключаются от сети при смене рабочего инструмента, установке насадок, приспособлений и регулировании, при перерыве в работе, по окончанию работы или смены.
Охрана труда слесаря-сборщика
Требования безопасности перед началом работы:
1. Надеть и привести в порядок рабочую одежду и индивидуальные средства защиты (халат, защитные очки).
2. Осмотреть рабочее место, убрать посторонние предметы, освободить проходы.
3. Проверить исправность вентиляционных систем. Общую и местную вентиляцию включить за 12 минут до начала работы.
4. Проверить наличие заземления, наличие ограждения, доступа к пультам управления и средствам пожаротушения.
5. Проверить освещенность рабочего места.
6. Проверить состояние исходных материалов и наличие сопроводительных документов с данными об опасных и вредных веществах. Применять материалы только с известными параметрами.
Охрана труда во время работы:
- Соблюдать требования всех инструкций по технике безопасности применяемых в цехе.
- Использовать средства индивидуальной защиты при работе с агрессивными и опасными средствами, такими как кислота; припои припайке; лаки и лакокрасочные покрытия; азот и др. сжиженные вещества и т.п.
- Не носить синтетическую одежду на участке промывки деталей бензином.
Охрана труда по окончанию работы.
- Отключить электроприборы, которыми пользовались.
- Убрать рабочее место, сообщить производственному мастеру о недостатках в работе оборудования, механизмов.
- Расставить готовые узлы по отведенным местам.
Пожарная безопасность
Для промышленных предприятий возникла необходимость выполнить классификацию предприятий и их подразделений по пожарной безопасности.
Эта классификация приведена в “Пожарных нормах и правилах”, в соответствии все предприятия по пожарной безопасности разделяют на такие категории:
Категория А взрывопожароопасные; к этой категории относятся помещения, в которых используется, горячие газы с нижней температурой воспламенения 10°C и ниже, жидкости с низкой температурой воспламенения до 28°C при условии, что указанные газы и жидкости в состоянии создавать взрывоопасные смеси, превышая 5% объема помещения, вещества, которые способны самовоспламеняться при взаимодействии с водой, кислородом и т.д.
Категория Б взрывоопасные; к этой категории относятся помещения, в которых используются горючие газы, жидкости с нижней температурой воспламенения от 28°C до 61°C, включая вещества, нагретые до температуры воспламенения и выше.
Категория В пожароопасные; к этой категории относятся помещения, в которых используются жидкости с температурой воспламенения выше 61°C и горючая пыль, наименьшая концентрация которых более 65гр/м. Они способны гореть, но не взрываться.
Категория Г негорючие вещества и материалы в горячем или расплавленном состоянии, процесс горения которых сопровождается выделением тепла, искр, пламени, горючие газы, вещества, твердые вещества, которые сжигаются или утилизируются как топливо.
Категория Д негорючие вещества и материалы в холодном состоянии.
Обеспечение безопасности труда для слесарей: защитное оборудование должно иметь
Дасти Генри, Севан Замки и двери
Когда вы думаете о безопасности труда, есть много разных профессий, которые могут сначала прийти на ум, когда вам понадобится защитное снаряжение: строительные рабочие, сварщики и т. Д. Слесарь на самом деле может быть довольно опасной работой для вашего здоровья. Конечно, существует неотъемлемая опасность проникновения в чужой дом, на работу или в запертую машину.Но есть еще больше опасностей, которые следует учитывать. Защитное снаряжение является обязательным, как и при любом занятии, в котором используются мощные инструменты для придания формы и резки материала.
Металлическая стружка
Металлическую стружку можно производить с помощью множества различных задач, выполняемых слесарем. Это одна из самых больших опасностей, с которыми сталкивается слесарь во время своего рабочего дня. Их небольшие размеры позволяют смахнуть их, не задумываясь. Металлическая стружка — небольшое раздражение, но спросите любого, кто имеет с ней дело, и они скажут вам, что они могут причинить боль, если вы попадете в глаз, под ногти или попадете в кожу.Скорость является важным фактором при выполнении любой работы, и из-за нее может вылететь металлическая стружка. Защитное снаряжение, такое как перчатки или очки, может стать хорошим вложением средств, которое избавит от надоедливой стружки, сохранив при этом возможность работать эффективно.
Осколки
Как и металлическая стружка, осколки представляют собой еще одну опасность, которая не кажется большой проблемой, пока одна из них не застрянет у вас под кожей. Слесари, устанавливающие новые замки и оборудование в зданиях, потенциально могут контактировать с распиленной древесиной.Это означает, что вероятны осколки.
Опасности, связанные со свинцом
Металлическая стружка, с которой соприкасаются слесари, может иметь дополнительный ущерб — привести. Латунные ключи, которые обрабатываются так, чтобы они подходили к замкам клиентов, часто содержат от 1,5 до 2,5 процентов свинца. Это небольшое количество свинца может иметь серьезные последствия для здоровья при контакте с ним слесаря. Некоторые могут посмеяться над тем, что это небольшое количество не вызывает беспокойства, но участники исследования обнаружили, что в их организме был повышенный уровень свинца, и призвали к дальнейшему исследованию этого вопроса.
Достаточно высокий уровень свинца может привести к смерти, и медицинские работники отмечают, что даже небольшие количества свинца могут быть вредны для здоровья человека. Большое внимание уделяется симптомам, которые могут возникнуть у младенцев и детей в результате воздействия свинца, но это также может иметь негативные последствия для здоровья и у взрослых. Есть некоторые симптомы, которые могут возникнуть у взрослых в результате воздействия свинца, такие как проблемы репродуктивного здоровья, высокое кровяное давление, боль в мышцах и суставах, расстройства настроения, головные боли и проблемы с памятью.
Обязательно наличие оборудования
Слесарии могут использовать три средства защиты, если это еще не сделано: защита глаз, защита рук и защита кожи. Защита глаз благодаря защитные очки необходимы для защиты глаз от любых летящих осколков, которые образуются в результате резки и сверления материалов или обработки ключей. Доступно множество очков, которые лучше всего подходят для решения конкретных задач.
Защита рук с помощью перчаток поможет защитить чувствительную кожу рук и ногтевого ложа. Хороший выбор здесь Устойчивые к порезам перчатки, плотно прилегающие к руке, обеспечивая легкую свободу движений при выполнении любой задачи.
Последний аспект защитная одежда. Это, вероятно, самый простой способ убедить кого-либо надеть его, так как он все равно будет в рубашках и брюках. Эта одежда полезна, потому что она может дать дополнительную защиту чувствительным участкам тела.Кроме того, вы можете найти усиленные локти и колени, которые помогут продлить срок службы этой одежды по сравнению с одеждой без усилений. В профессии, которая может привести к частым движениям рук и вставанию на колени, это действительно может пригодиться. Это особенно верно в том случае, если вы будете стоять на коленях прямо там, где находятся металлическая стружка и осколки.
Безопасность и защита слесаря - это больше, чем просто обеспечение личной безопасности в окружении.В этой сфере деятельности существуют врожденные опасности, которые некоторые могут упускать из виду, но лучший способ справиться с этими проблемами — это приобрести надлежащее защитное снаряжение, необходимое для работы. Защитные очки, защитные перчатки и защитная одежда могут быть полезны для улучшения условий работы вам и вашим слесарям.
Sevan Locks & Doors — отмеченная наградами компания по производству замков и гаражных ворот, базирующаяся в Сиэтле, штат Вашингтон. Они предлагают быстрое время отклика, разумные цены и важные услуги безопасности для домов и предприятий.
9 шагов по созданию всеобъемлющей политики контроля ключей
Сегодняшняя среда требует повышенной безопасности и всеобъемлющей целостной политики контроля ключей. Цель политики ключевого контроля — обеспечить конфиденциальность, безопасность и защищенность собственности и людей. Это должно дать вашей организации контроль над доступом к пространствам и активам.
Не знаете, как настроить современную политику безопасности? Вот девять шагов для создания всеобъемлющей политики контроля ключей в современном мире:
- Выявите пробелы в вашей текущей политике управления ключами.
- Инвестируйте в запатентованную систему ключей.
- Создайте систему мастер-ключей.
- Смените ключ вашего объекта.
- Создайте и распространите соглашение о владении ключами.
- Проведение обучения персонала.
- Очистите потерянный ключ и новые шаги доступа.
- Используйте надежные ресурсы при планировании управления ключами.
- Рассмотрим систему управления ключами на основе RFID.
Прежде чем углубляться в процедуры контроля ключей безопасности вашей компании, стоит рассмотреть основные недостатки, присущие механическим ключам и замкам.Выделяются три основных проблемы:
- Их легко скопировать.
- Они не оставляют контрольного следа.
- Работают каждую секунду в году.
Выявив эти распространенные уязвимости, вы получите надежную отправную точку для выявления пробелов в вашей политике контроля ключей.
Вы уже подозреваете, что у вашей компании есть проблема с контролем ключей? Чтобы определить степень риска, вы можете задать несколько вопросов:
- Сколько ключей было выпущено вашей компанией? Если вы не можете ответить на этот основной вопрос с помощью точного номера, возможно, в вашей организации существует проблема с контролем доступа к ключам.
- Вы знаете, у кого сейчас эти ключи? Это то же самое, что спросить: «Вы знаете, кто может открыть ваши двери?» Если ответ отрицательный, значит, в вашей программе безопасности есть дыра.
- Можно ли запретить держателям ключей делать копии? На самом деле не имеет значения, насколько осторожны вы при распределении ключей, если вы не можете ограничить их дублирование. Во многих продуктовых магазинах сейчас есть копировальные машины с функцией самообслуживания. Если кто-то может дублировать ваши ключи, забирая хлеб и молоко, у вас проблемы.
Первый шаг к решению вашей проблемы управления ключами — это выбор запатентованной системы ключей. Хотите знать, что делает запатентованную систему ключей особенной? Проще говоря, когда ваша система ключей получает патент, конструкция этого ключа защищается. Это означает, что изготовление неавторизованной физической копии ключа является незаконным.
Конечно, это большое преимущество, потому что удерживает держателей ключей от попыток скопировать ключ.Однако он идет еще дальше, давая вам право преследовать по закону любого, кто нарушает патент.
Напротив, непатентованные системы ключей предлагают лишь неопределенный блеф в отношении штрафов за копирование ключей. Вот почему фраза «Не дублировать» стала одной из самых забавных фраз в индустрии.
Где не хватает непатентованных ключейБольшинство ключей можно скопировать в местных магазинах бытовой техники, потому что любой может купить пустой или неразрезанный ключ. Отметка «Не дублировать» на ключе на самом деле не предотвращает дублирование.Если бланк легко доступен, кто-то захочет вырезать этот ключ за вас. А когда у ключа нет патентной защиты, они не сделали ничего противозаконного. Если производитель не сможет строго контролировать распространение заготовок ключей, ваша политика будет бесполезной.
Как работают запатентованные ключиПроизводители контролируют продажу и производство заготовок для ключей, подав заявку на получение федерального патента на коммунальные услуги. Патент на коммунальные услуги защищает в соответствии с федеральным законом способ работы изобретения.После выдачи патента на образец третье лицо становится незаконным производить ключ, который будет работать в замке производителя. Единственный слесарь, у которого должен быть доступ к запатентованному ключу, — это мастер, работающий по контракту с производителем. Производители замков с высокой степенью защиты могут проверять и проверяют ключи, которые вырезали слесари по контракту, чтобы гарантировать соответствие всем политикам контроля.
При работе с уважаемым слесарем вы, как владелец системы ключей, можете указать имена людей, которым разрешено запрашивать дубликаты ключей.Слесарь должен иметь систему проверки личности и записи деталей каждого вырезанного ключа. Как потребитель, вы имеете полное право попросить слесаря объяснить, как они обеспечивают получение ключей только уполномоченными лицами.
Вот несколько групп, которые производят защищенные патентом федеральные системы ключей:
- Medeco
- АССА АБЛОЙ
- Schlage
- ЛУЧШИЙ
- Mul-T-Lock
Не знаете, как получить эти системы? Самый простой способ — приобрести их через сеть дилеров, работающих по контракту, например, сеть дилеров Abloy.
3. Создание системы мастер-ключейПосле того, как вы выберете запатентованную систему ключей, ваш слесарь сможет разработать систему мастер-ключей. Система показывает, какие ключи будут работать в конкретных дверях.
Системы мастер-ключейвыгодны тем, что дают вам контроль над доступом. Они позволяют вам назначать и ограничивать доступ к определенным областям или активам. Например, вы можете предоставить всем ключам возможность отпирать входную дверь, а только избранным ключам разрешить доступ к руководству.
Кроме того, ваша система контроля ключей может быть дополнена системой электронного контроля доступа (EAC). Системе EAC требуется карта, брелок, отпечаток пальца или другие учетные данные, чтобы открыть дверь. Система EAC позволяет ограничивать доступ по времени, дате и учетным данным. Он также может предоставить вам контрольный журнал каждого открытия или попытки открытия двери. Контрольный журнал — это мощный инструмент для расследования преступлений и потерь.
Наконец, система EAC позволяет удалить утерянные, украденные или неактивные учетные данные из всей системы за считанные минуты.
Система EAC может легко стоить 3500 долларов за каждую защищенную дверь, поэтому обычно невозможно защитить каждую дверь. Кроме того, двери с защитой EAC часто имеют механический замок, действующий как обходной. По этим причинам даже самая сложная электронная система не устраняет необходимости в эффективном управлении ключами.
4. Смените ключ помещенияПосле того, как система мастер-ключей будет записана, вы готовы к смене ключей. На этом этапе ваш слесарь будет проводить время на вашем предприятии, работая над каждой дверью.Обычно это влечет за собой установку новых стержней в существующие замки и предоставление вам отрезанных ключей.
Смена ключей важна, потому что именно здесь объединяется ваша политика контроля над ключами. Это означает, что вы должны предпринять шаги, чтобы убедиться, что неправильные сотрудники не получат доступ к неправильным областям. В конце концов, если ключи попали в чужие руки, не имеет значения, насколько безопасна ваша система контроля ключей.
Чтобы замена ключей прошла гладко, вам следует сделать следующее:
- Определите обязанности сотрудников и потребности в доступе.
- Ошибка при предоставлении доступа.
- Отслеживайте, кто и где получает доступ.
С установленной новой системой ключей ваша программа управления ключами дала вам чистый старт. Теперь важно, чтобы каждый сотрудник и подрядчик, получающий ключи, подписали договор о хранении ключей. Этот документ установит основные правила и установит четкие ожидания в отношении использования ключей.
Преимущества договора держателя ключейВы хотите, чтобы вся ваша организация работала над созданием более безопасной среды.Соглашения о держателях ключей помогают сотрудникам понять обязанности держателей ключей и понять, что им следует или не следует делать. Например, он может объяснить, что ключи нельзя сдавать во временное пользование и что о потерянных ключах необходимо немедленно сообщать.
Кроме того, должно быть ясно, что все ключи должны быть сданы после прекращения трудовых отношений или контракта. Это сохраняет пространство в безопасности еще долго после того, как отдельные отношения рушатся.
Что включить в договор с держателем ключаНе знаете, с чего начать? Ваш договор о владельце ключей должен включать следующие важные компоненты:
- Раздел ответственности за ущерб, нанесенный ограниченным пространством
- Не поощрять совместное использование или дублирование
- Комиссия за замену
- Процедуры прекращения
После того, как вы определились с условиями соглашения о владельце ключей, самое время провести обучение. Обучение по ключевым вопросам контроля должно охватывать все новые политики, ожидания и процедуры, установленные вашей организацией,
Однако, если вы хотите, чтобы обучение продолжалось, не забудьте обсудить «почему», стоящее за новыми процедурами контроля ключей безопасности. Когда сотрудники поймут, как ваша новая программа способствует безопасности всех, они будут более восприимчивы к политике.
Обязательно охватите следующие области во время тренировок:
- Как пользоваться новой системой
- Приоритеты безопасности компании
- Общие правила безопасности и запреты
- Что делать при потере ключей
- К кому обращаться, если вам нужен дополнительный доступ к зоне
В целом, чем четче ваши процессы, тем меньше вероятность того, что сотрудники будут обходить правила.Вот почему обучение персонала является такой важной частью ваших новых процедур контроля ключей безопасности.
Хороший способ начать планы тренировок — это создать таблицу ключей. Это отобразит иерархию ваших ключей, чтобы вы точно знали, у кого есть доступ к каждому уровню безопасности.
Затем убедитесь, что сотрудники знают, как использовать ключи и где именно они используют и не имеют доступа.
Наконец, каждый сотрудник должен узнать, куда он или она могут обратиться, чтобы запросить новый доступ. Роли людей изменятся, и ваша исходная таблица ключей может измениться.Когда сотрудники понимают правильный протокол для получения дополнительного доступа, они с меньшей вероятностью случайно нарушат правила и нарушат безопасность.
8. Используйте надежные ресурсы при планировании ключевого контроляПо мере того, как вы разрабатываете свою политику управления ключами, вы хотите, чтобы в вашем распоряжении было как можно больше доверенных ресурсов. Понимая высшие технические стандарты, вы можете заложить основу для стандартов контроля вашего бизнеса.
Вот некоторые важные ресурсы, которые следует учитывать:
- Стандарты контроля физического доступа NIST: Национальный институт стандартов и технологий (NIST) — это агентство по техническим стандартам для правительства США.В нем содержится необходимая информация для всех, кто работает с правительственными группами, а также прочный набор руководящих принципов для частного бизнеса.
- ISO 55000 Информация: это гибкий, международно признанный стандарт управления активами. Он представляет собой отличную отправную точку для широкого круга компаний и отраслей.
Когда вы твердо поймете важность продуманной политики управления ключами, вы сможете сделать шаг вперед в своей программе с помощью электронных систем управления ключами.
Например, подумайте, как работают технологические программы, такие как KeyTracer System. Эта система защищает ключи в безопасном электронном шкафу, что означает, что пользователи не могут извлечь ключи без кода или электронных учетных данных, привязанных к определенному элементу. KeyTracer не только автоматизирует процесс распространения ключей, но также поддерживает контроль над их перемещением, предупреждая вас, если ключ не возвращен или если он удален с вашего предприятия.
Однако, даже если вы используете новейшие технологии, эффективное управление ключами остается основой надежной программы физической безопасности.В конце концов, высокотехнологичные уровни программы безопасности — обнаружение вторжений, видеоаналитика, электронный контроль доступа — не имеют большого значения, если к ним имеют доступ не те люди.
Восстановите и поддержите безопасность ключей, объединив возможности хорошо продуманной системы мастер-ключей, комплексной политики и шкафа управления ключами.
Хотите узнать больше о том, как создать и реализовать комплексную политику контроля ключей? Прочтите The Ultimate Guide to Key Control, чтобы узнать больше.
Как стать слесарем
Слесары работают с различными инструментами и изделиями — от простых замков до сложных запорных устройств и систем безопасности. Слесари должны быть знакомы с различными типами замков, с которыми они могут столкнуться в своей работе, и быть в курсе последних достижений в области технологий. Они также должны хорошо владеть такими инструментами, как токарные, шлифовальные и дрели. Опыт работы со столярными и электромонтажными работами может быть полезен и слесарям.
Поскольку клиентам может потребоваться их помощь в любое время дня, слесари могут работать не по расписанию в различных местах и при различных погодных условиях.
Какое обучение требуется, чтобы стать слесарем?
Обучение на слесаря часто включает в себя обучение в классе и практический опыт. По всей стране расположено множество школ и программ обучения слесарному делу, которые предлагают как личные, так и онлайн-курсы. Associated Locksmiths of America (ALOA) ведет список утвержденных программ обучения на своем веб-сайте, и это может быть хорошим началом, если вы ищете программу.
Студенты программы обучения слесарному делу проходят курсы по таким темам, как идентификация ключей, изготовление ключей, установка замков, взлом замков, бытовые замки, коммерческие замки, автомобильные замки, электронные замки доступа, системы безопасности дома и бизнеса, системы мастер-ключей, сейф и хранилище. замки и замки с высокой степенью защиты. Студенты, которые проходят очные программы, часто имеют возможность применить свои знания на практике с инструментами, которые используют слесари. Онлайн-программы могут предоставлять студентам инструменты, которые они могут использовать для занятий дома.
Чтобы получить дополнительный практический опыт, многие слесари проходят стажировку или работают стажерами у опытного слесаря. Не все слесари готовы брать стажеров или учеников, но многие готовы. Ученик может выполнять задания в офисе или выходить в поле с опытным слесарем.
Существуют ли какие-либо требования к сертификации или лицензированию?
Поскольку слесарям предоставляется доступ к домам людей и к конфиденциальной информации о безопасности, а также к зонам с высоким уровнем безопасности, работодатели и клиенты должны быть уверены, что они квалифицированы и надежны.Многие штаты требуют, чтобы слесари получали лицензию на практику своей торговли, а добровольная сертификация может показать клиентам, что слесарь соответствует высоким стандартам обучения и опыта.
В некоторых штатах слесари должны только пройти проверку на наличие судимости, но в других слесари должны пройти утвержденный курс обучения и сдать экзамен на получение лицензии. В некоторых юрисдикциях для получения лицензий также требуются ученики слесаря. Чтобы получить лицензию ученика, возможно, потребуется пройти проверку на наличие криминального прошлого.Как правило, на этом этапе не нужно сдавать лицензионные экзамены, но соискатели должны показать, что они работают у лицензированного слесаря.
Помимо лицензии, слесари могут проходить добровольную сертификацию. Associated Locksmiths of America предлагает сертификаты для слесарей различного уровня подготовки. Обычно начинают с получения статуса сертифицированного зарегистрированного слесаря. С дополнительным обучением и опытом слесари могут стать сертифицированными профессиональными слесарями и сертифицированными мастерами слесаря.
Чтобы стать сертифицированным зарегистрированным слесарем, необходимо пройти экзамен, который измеряет знания по десяти обязательным категориям, которые включают коды и кодовое оборудование, обслуживание цилиндров, идентификацию бланка ключа, дублирование ключа, оттиск ключа, профессиональные методы открытия замков, функции замков, замки. обслуживание, базовый мастер-ключ, замки для шкафов, мебели и почтовых ящиков. ALOA также требует от кандидатов CRL сдать экзамен по 2 из 26 доступных выборных категорий.CPL должны продемонстрировать знание 12 дополнительных факультативных категорий, в то время как CML должны сдать 90 процентов выборных экзаменов, предлагаемых ALOA. Выборочные категории включают такие темы, как электричество, безопасная установка, сигнализация и механические замки без ключа.
Сколько времени нужно, чтобы стать слесарем?
Для прохождения курса обучения слесарю может потребоваться несколько месяцев. Некоторые программы занимают всего два месяца, а другие — четыре и более. Обучение на рабочем месте может занять несколько месяцев или лет.Стажировка обычно длится от двух до трех лет.
Что зарабатывает слесарь?
Средняя годовая зарплата слесаря в США составляла 37 560 долларов в 2012 году. Стажеры и ученики слесаря часто начинают с минимальной заработной платы, и, если они продуктивны, их зарплата будет увеличиваться с этого момента.
Каковы перспективы трудоустройства?
Бюро статистики труда прогнозирует, что занятость слесаря вырастет на 7 процентов в период с 2012 по 2020 год, что ниже среднего роста по всем профессиям.
Перспективы трудоустройства должны быть наилучшими для тех, кто предлагает свои услуги в области, которая еще не обслуживается хорошо известными слесарями. У сертифицированных слесарей также могут быть лучшие перспективы трудоустройства.
Каковы долгосрочные перспективы карьерного роста слесаря?
По мере накопления опыта слесари могут быть продвинуты на более ответственные должности или перейти в более крупные компании. Некоторые слесари успешно открывают собственное дело.
Как я могу найти работу слесарем?
Если вы ищете свою самую первую работу слесаря, возможно, вам придется начать в качестве стажера или ученика. Обратитесь к авторитетным лицензированным слесарям в вашем районе, чтобы найти того, кто готов взять на себя стажировку. Если вы покажете, что готовы учиться и усердно работать в любых ситуациях и условиях, вам могут предложить должность по окончании периода обучения.
Слесаримогут искать работу у признанных независимых слесаров, хозяйственных магазинов и производителей охранного оборудования.Организации с большими объектами обслуживания, такие как университеты и больницы, также могут нанимать слесарей и держать их в штате.
Как я могу узнать больше о том, как стать слесарем?
Вы можете узнать больше о том, как стать слесарем, поговорив с опытными слесарями в вашем районе. Поскольку не существует единого пути к тому, чтобы стать слесарем, поговорите с разными людьми, чтобы узнать, как они получали свое образование и обучение. Вы также можете узнать больше на сайте Associated Locksmiths of America.
Слесарная компания и информация о сотрудниках слесаря
Слесарная компания — Требования к лицензированию
Слесарь занимается установкой, ремонтом, открытием или модификацией замков или изготовлением ключей для замков. (Человек, который просто копирует существующие ключи, не считается слесарем.)
Физическое лицо, товарищество или корпорация, желающие получить лицензию слесаря, должны указать в заявлении лицо, которое будет управлять бизнесом на повседневной основе.(Владелец, партнер или корпоративный служащий может выступать в качестве менеджера или может нанять кого-то для выполнения этой роли.) Чтобы получить лицензию компании, каждый индивидуальный заявитель, партнер или корпоративный служащий должен пройти проверку криминального прошлого. Министерство юстиции Калифорнии (DOJ) и Федеральное бюро расследований (ФБР) должны оцениваться на индивидуальной основе.
Чтобы подать заявку на лицензию слесарной компании, вы должны:
- Подайте заявку на лицензирование вместе с заявкой и лицензионным сбором
- Пройдите проверку криминального прошлого через Министерство юстиции Калифорнии (DOJ) и Федеральное бюро расследований
ПРЕДУПРЕЖДЕНИЕ: В соответствии с инструкциями ФБР, вы должны подать заявку в Бюро до завершения сканирования в реальном времени.Во избежание задержек обработки приложений сохраните копию формы Live Scan, которая должна включать номер ATI и подпись оператора Live Scan. Дополнительная информация о процессе Live Scan и связанных с ним сборах.
- Предоставьте две недавние фотографии паспортного качества
- Для получения лицензии под вымышленным фирменным наименованием заявка должна включать заверенную копию заявления о вымышленном названии компании, поданного клерку округа.
Как подать заявку:
Онлайн через BreEZe: Бюро рекомендует подавать и оплачивать вашу заявку онлайн, поскольку она обходится без кассы, что может сократить время обработки до двух недель.
- По почте: отправьте все необходимые документы и платеж (ы) по адресу:
Бюро служб безопасности и расследований
P.O. Ящик 989002
West Sacramento, CA 95798-9002В случае утверждения лицензии в качестве слесарной компании вы получите копию Закона о слесарях вместе с лицензией.
Примечание: Если компания выполняет работы на одном объекте, стоимость которых превышает 500 долларов, также требуется лицензия подрядчика (C-28 / C-61 / D-16). Для получения дополнительной информации свяжитесь с Государственным лицензионным советом подрядчиков по телефону (916) 255-3900 или (800) 321-2752 или посетите их веб-сайт: https://www.cslb.ca.gov/.
Примечание: Местным органам власти может потребоваться разрешение на ведение бизнеса.
Слесарь — требования для регистрации
Чтобы иметь право подать заявку на регистрацию в качестве слесаря, вы должны соответствовать следующим требованиям:
Как подать заявку:
- Онлайн через BreEZe: Бюро рекомендует подавать и оплачивать вашу заявку онлайн, поскольку она обходится через кассу, что может сократить время обработки до двух недель.
- По почте: отправьте все необходимые документы и оплату на номер:
Бюро служб безопасности и расследований
P.O. Ящик 989002
West Sacramento, CA 95798-9002
После того, как вы подадите заявление и оплатите соответствующие сборы, вам будет выдана временная регистрация на 120 дней. (Лицам, осужденным за какое-либо преступление , не будет выдана временная регистрация .)
«Защита общественности является высшим приоритетом для Бюро служб безопасности и расследований при выполнении лицензионных, регулирующих и дисциплинарных функций. Во всех случаях, когда защита общественности согласуется с другими интересами, которые стремятся продвигать, защита общественности имеет первостепенное значение «.
Исправлено в июле 2020 г.
Программа лицензирования слесаря штата Мэриленд — Отдел профессионального и профессионального лицензирования
Офисы программы лицензирования слесарных мастерских Мэриленда открыты и обслуживают наших клиентов через наши онлайн-ресурсы по лицензированию, по электронной почте и телефону, а также путем ограниченного количества личных встреч.Обратите внимание, что помощь без водителя не предоставляется. Вы можете отправлять свои вопросы и проблемы на наш общий адрес электронной почты, и ваше сообщение будет перенаправлено соответствующему лицу; или
Используйте Центральную систему расписания труда, чтобы встретиться с представителем одного из наших советов или комиссий. Выберите нужный тип встречи из нашего списка доступных личных услуг, используя раскрывающееся меню в планировщике. Вы получите электронное письмо с подтверждением даты и времени приема.
Запись на прием с понедельника по пятницу с 10:00 до 16:00. в нашем офисе, расположенном по адресу: 500 N. Calvert Street, Baltimore, MD 21202. Пожалуйста, войдите в здание, используя вход с Calvert Street, и приходите по крайней мере за 10 минут до назначенного времени приема.
Программа лицензирования слесарных мастерских Мэриленда принимает заявки от предприятий, в том числе индивидуальных предпринимателей, желающих получить лицензию. См. Раздел «Лицензирование приложений» на нашем веб-сайте, чтобы загрузить приложение.
Раздел 12.5 статьи о регулировании бизнеса, Аннотированный кодекс штата Мэриленд , также известный как «Закон Мэриленда о слесарях», устанавливает требования к лицензированию и регулированию деятельности предприятий или коммерческих организаций, которые «предоставляют слесарные услуги» в Мэриленде. Термин определен в разделах 1-101 Закона следующим образом:
(h) «Предоставлять слесарные услуги» означает профессиональное участие и вознаграждение в:
(1) ремонт, восстановление, изменение ключей, повторная окраска, рекомбинация, регулировка или установка механических, электрических или электромеханических запорных устройств, сейфов, хранилищ или сейфов; или
(2) задействовать механическое, электрическое или электромеханическое запирающее устройство или открывать сейфы, хранилища или депозитные ячейки средствами, отличными от тех, которые предусмотрены производителем таких запорных устройств.
Слесарные предприятия, которые должны получить лицензию на работу, включают корпорации, товарищества, компании с ограниченной ответственностью, товарищества с ограниченной ответственностью и индивидуальных предпринимателей. Сотрудникам, которые выполняют практическую работу, как определено выше, не требуется лицензия для приема на работу или для продолжения работы. Однако сотрудники должны пройти проверку на наличие судимости, результаты которой могут повлиять на возможность трудоустройства.
Новости и обновления
На данный момент нет.
Предлагаемые правила в настоящее время открыты для общественного обсуждения
На данный момент нет.
Программа лицензирования слесаря штата Мэриленд
500 N. Calvert Street, Третий этаж, платежный центр
Балтимор, Мэриленд 21202-3651
410-230-6159
электронная почта: [email protected]
[Важность} правильных протоколов
Спасибо, что поделились
При рассмотрении физической безопасности бизнеса механические ключи сами по себе играют важную роль.Рост киберпреступности побудил многих сосредоточить свое внимание на улучшении информационной безопасности и мерах безопасности высоких технологий. Тем не менее, для каждого предприятия по-прежнему важно иметь хорошо продуманную политику контроля над ключами. Надежные политики и процедуры контроля ключей защищают жизнь сотрудников, деловые ценности и общую безопасность предприятия.
Даже при наличии сложных мер безопасности неправильное обращение с механическими ключами может сделать ваше предприятие уязвимым для дублирования ключей.Компании должны иметь письменные правила, гарантирующие, что ключи компании не могут быть скопированы без надлежащего разрешения. Единственный способ сделать это — внедрить запатентованную систему управления ключами. Заготовки для ключей доступны только слесарному дилеру напрямую от производителя, что позволяет слесарному дилеру полностью подотчетно.
Создание комплексной политики управления ключами наиболее эффективно при тесном сотрудничестве со слесаром, который является официальным дилером таких запатентованных продуктов для управления ключами.Пусть вас не обманывают ключи с пометкой «Не дублировать». Простая истина заключается в том, что если она не соответствует стандартам настоящей запатентованной системы управления ключами, единственная безопасность, которая у вас есть, — это мнимая безопасность.
Слесариобучены делать гораздо больше, чем просто копировать ключи. Это обученные профессионалы, которые могут вместе с вами разработать систему ввода ключей, которая действительно может быть реализована. Вам следует задать себе эти вопросы, чтобы определить, требуется ли вашему предприятию помощь слесаря для обеспечения соблюдения вашей политики контроля ключей:
- Выдаете ключи своим сотрудникам?
- Могут ли они делать копии этих ключей без вашего разрешения?
- Есть ли у вас политика выдачи и восстановления ключей?
- Проводите ли вы плановые ключевые аудиты?
- Могут ли сотрудники одолжить ключ у сотрудника, чтобы скопировать его?
Настройка правильных протоколов
Если вы не знаете ответа ни на один из вышеперечисленных вопросов, рекомендуется создать собственный план ключевого контроля для вашего предприятия.Выполните следующие действия, чтобы приступить к разработке комплексного плана контроля ключей:
Начните с запатентованной системы ключей: Штамп «Не дублировать» на ваших ключах ничего не значит, если вы не следите за их распространением. Вместо этого вам следует узнать о продукте с патентом на полезную продукцию. При выборе запатентованной системы замков ключи просто недоступны, кроме как у оригинального слесаря, а затем только у тех сотрудников, которым было разрешено делать копии.
Тесно сотрудничайте со своим слесарем: Обратитесь к надежному слесарю, например, к одному из наших обученных слесарей с высоким уровнем знаний в области изготовления ключей в жилых и коммерческих помещениях, чтобы вместе разработать план ключевого контроля.Слесарь может помочь вам разработать систему мастер-ключей для создания набора ключей различного назначения. Например, вы можете работать вместе, чтобы создать ключи для владельца, сотрудников и ночного персонала, которые будут иметь разные уровни доступа к разным частям вашего объекта.
Предоставьте утвержденному слесарю список лиц, уполномоченных создавать для вас копии ключей. Это защитит ваши ключи от копирования в местном магазине любым случайным человеком с бланком.
Выход новых ключей: Вы всегда должны следить за тем, у кого в настоящее время есть копия вашего ключа и сколько копий существует. Это можно легко отследить с помощью программного обеспечения для управления ключами, совместимого с вашей системой.
Все доверенные держатели ключей на вашем предприятии должны подписать соглашение о владельце ключей, в котором они соглашаются немедленно сообщать об утерянных ключах и возвращать ключи после расторжения. В случае компаний с высокой текучестью кадров вам следует внедрить процесс, гарантирующий, что вы всегда будете получать обратно ключ от своих предыдущих сотрудников.
Разработка комплексного плана контроля ключей для вашего предприятия потребует затрат времени и усилий от вас, вашего надежного слесаря и вашей команды. Фактически, Richmond Security имеет заранее разработанную политику контроля ключей, которую можно легко настроить и реализовать как часть общей программы безопасности вашей компании. В конце концов, высокий уровень безопасности будет стоить того, чтобы иметь систему мастер-ключей, ограниченный доступ к дублированию ключей и душевное спокойствие.
Выявили ли вы пробелы в своей политике контроля ключевых слов? Свяжитесь с нами, чтобы получить консультацию по контролю ключей от наших опытных слесаров сегодня!
Спасибо, что поделились
Слесарь: профессии в Альберте — alis
Слесарь
Слесари устанавливают, обслуживают и ремонтируют замки, создают и дублируют ключи на бытовых, автомобильных, коммерческих и институциональных замках.Они также могут устанавливать и поддерживать более сложные системы безопасности, контроля доступа и видеонаблюдения. Для получения дополнительной информации см. Раздел «Профессии и профессии» на веб-сайте Tradesecrets провинции Альберта.
Законодательство
В соответствии с Законом о службах безопасности и следователях Альберты [pdf] и Постановлением о службах безопасности и следователях (министерском) [pdf] вы должны иметь лицензию правительства Альберты на владение слесарными инструментами или работу с запирающими устройствами или системами главных ключей, а также поддерживать код ключа. записывает, или режет, изготавливает или продает ключи или другие устройства управления замками, копирование которых запрещено.
В соответствии с Законом об ученичестве и отраслевом обучении [pdf] и Положением о торговле слесарями [pdf] ученики слесаря должны быть зарегистрированы в Альберте, чтобы изучать эту профессию.
Что вам понадобится
Срок обучения в Альберте составляет 3 года (три 12-месячных периода), которые включают минимум 1560 часов обучения на рабочем месте и 8 недель технического обучения в год.
Стажеры должны найти подходящих работодателей, которые готовы нанимать и обучать учеников и успешно сдавать экзамены по технической подготовке.