ЛАБОРАТОРНО-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 1 Общее устройство кривошипно-шатуного механизма. Устройство деталей КШМ. Крепление двигателя. | Методическая разработка:
1. ДВИГАТЕЛЬ
ЛАБОРАТОРНО-ПРАКТИЧЕСКОЕ ЗАНЯТИЕ № 1 Общее устройство кривошипно-шатуного механизма. Устройство деталей КШМ. Крепление двигателя.
Правила безопасного выполнения задания. Рабочее место должно быть чистым; не допускается наличие посторонних предметов (сумок и др.). Инструмент разместите в порядке, удобном для работы. Снятые детали расположите на верстаке в порядке разборки. Не кладите детали, инструмент и приспособления на край верстака. Пользуйтесь исправным инструментом и только по прямому назначению. Направление движения ключей должно быть «к себе». Не следует вращать гаечные ключи вкруговую. Перед началом работы в присутствии преподавателя убедитесь в надежности крепления стенда и исправности фиксирующих устройств. Поворачивать двигатель на стенде и снимать тяжелые детали можно только с разрешения преподавателя.
Оборудование и инструмент. Блоки цилиндров (в сборе) двигателей BA3-2103, ВАЗ-2108, УЗАМ-ЗЭ1, ЗМЗ-402, ЗМЗ-406, установленные на поворотных стендах.
Двигатель BA3-2103: ключи S 13, 14, 15, 10, 17, 19, 38 мм; j приспособление для демонтажа поршневого пальца; приспособление для запрессовки поршневого пальца; фиксатор маховика; втулка для установки в цилиндры поршней; ключ динамометрический; тиски; молоток; отвертка; оправка для запрессовки заглушек коленчатого вала; съемник поршневых колец.
Двигатель ВАЗ-2108: ключи S 10, 13, 14, 17, 19 мм; переходник для болта крепления головки цилиндров; фиксатор маховика; оправка для выпрессовывания поршневого пальца; приспособление для запрессовки поршневого пальца; втулка регулируемая для установки поршней в цилиндры; выколотка; молоток; тиски; отвертка; ключ динамометрический; оправка для запрессовки заглушек коленчатого вала; выталкиватель для выпрессовывания подшипника вала коробки передач из коленчатого вала.
Двигатель УЗАМ-ЗЗГ. ключи S 17, 19, 10, 15 мм; оправка для выпрессовывания поршневого пальца; оправка для установки поршня в цилиндр; молоток; тиски; отвертка; ключ динамометрический.
ключи S 17, 19, 10, 15 мм; оправка для выпрессовывания поршневого пальца; оправка для установки поршня в цилиндр; молоток; тиски; отвертка; ключ динамометрический.
Двигатель ЗМЗ-402: ключи S 14, 17, 12, 13, 10, 8, 15, 19, 46 мм; приспособление для фиксации цилиндров при переворачивании
блока; отвертка; молоток; выколотка; тиски; пассатижи раздвижные; приспособление для обжима колец; ключ динамометрический; оправка для заглушек коленчатого вала.
Двигатель ЗМЗ-406: ключи 5 36, 17, 10, 12, 14, 15, И, 19 мм; пассатижи раздвижные; щипцы для снятия стопорных колец; оправка для установки поршня в цилиндр; ключ динамометрический; бородок; молоток; тиски.
Последовательность выполнения задания. Повторите устройство кривошипно-шатунных механизмов (КШМ). Изучите общий порядок их разборки и сборки. Установите двигатель картером вверх; снимите картер, масляный насос и маслоприемник. Поверните двигатель на 90°. Отверните гайки шатунных болтов, снимите крышки шатунов и осторожно выньте поршни с шатунами. Пометьте поршни, шатуны и крышки, чтобы при сборке установить их в прежние цилиндры. Заблокируйте маховик фиксатором и отверните болты крепления маховика. Снимите маховик с коленчатого вала. Снимите сальники коленчатого вала. Снимите крышки коренных подшипников вместе с нижними вкладышами. Выньте из гнезд подшипников коленчатый вал, верхние вкладыши и упорные полукольца. Зажмите в тисках один из шатунов и с помощью приспособления снимите поршневые кольца. Удалите из бобышек поршня стопорные кольца и выпрессуйте палец.
Пометьте поршни, шатуны и крышки, чтобы при сборке установить их в прежние цилиндры. Заблокируйте маховик фиксатором и отверните болты крепления маховика. Снимите маховик с коленчатого вала. Снимите сальники коленчатого вала. Снимите крышки коренных подшипников вместе с нижними вкладышами. Выньте из гнезд подшипников коленчатый вал, верхние вкладыши и упорные полукольца. Зажмите в тисках один из шатунов и с помощью приспособления снимите поршневые кольца. Удалите из бобышек поршня стопорные кольца и выпрессуйте палец.
Изучите устройство деталей кривошипно-шатунных механизмов, найдите установочные метки и определите способы изготовления деталей. Осмотрите состояние трущихся поверхностей и запишите выявленные дефекты.
Соберите шатунно-поршневую группу. Установите коленчатый вал. Соедините шатуны с коленчатым валом. Сборку двигателя осуществите в порядке, обратном разборке. Цилиндры, поршни, сальники, вкладыши, упорные полукольца перед сборкой смажьте трансмиссионным маслом. При затягивании резьбовых соединений руководствуйтесь рекомендациями автозаводов. Наведите порядок на рабочих местах. Ответьте на контрольные вопросы.
Наведите порядок на рабочих местах. Ответьте на контрольные вопросы.
Рекомендации по выполнению задания. Двигатель BA3-2103. Разберите двигатель. Переверните двигатель картером вверх. Выверните датчик давления масла, снимите крышку сапуна вентиляции картера, картер и масляный насос. Снимите фиксатор сливной трубки маслоотделителя и выньте маслоотделитель. Закрепите маховик фиксатором и снимите шкив коленчатого вала с помощью съемника. Отверните гайки шатунных болтов, снимите крышки шатунов и осторожно выньте через цилиндры поршни с шатунами. Пометьте поршень, шатун и крышку, чтобы при сборке установить их на прежние места. Снимите шайбу, маховик (рис. 1.1) и переднюю крышку картера сцепления. С помощью выталкивателя выньте подшипник первичного вала коробки передач из гнезда в коленчатом валу. Выпрессуйте передний сальник. Снимите держатель заднего сальника коленчатого вала.
Рис. 1.1. Снятие маховика: 1 — ключ; 2 — маховик; 3 — болт крепления маховика; 4 — шайба; 5 — фиксатор; 6 — передняя крышка картера сцепления
Отверните болты крышек коренных подшипников, снимите их вместе с нижними вкладышами. Снимите коленчатый вал, верхние вкладыши и упорные полукольца на задней опоре. Используя съемник и приспособления, разберите шатунно-поршневую группу.
Снимите коленчатый вал, верхние вкладыши и упорные полукольца на задней опоре. Используя съемник и приспособления, разберите шатунно-поршневую группу.
Соберите двигатель. Уложите в гнездо среднего коренного подшипника вкладыш без канавки на внутренней поверхности, а в остальные гнезда — с канавкой. В крышки подшипников уложите вкладыши без канавки. Установите крышки коренных подшипников в соответствии с метками (рис. 1.2). Обратите внимание на то, что номер на крышке совпадает с номером на блоке. Уложите коленчатый вал, вставьте в гнезда задней опоры два упорных полукольца. Установите полукольца выемками к упорным поверхностям коленчатого вала (с передней стороны задней опоры — сталеалюминиевое полукольцо, а с задней стороны — металлокерамическое, желтое). Наденьте на фланец коленчатого вала прокладку держателя сальника и закрепите держатель с сальником в блоке цилиндров. Установите по двум центрирующим втулкам переднюю
крышку картера сцепления. Соедините маховик с коленчатым валом так, чтобы метка (конусообразная лунка) на маховике располагалась напротив оси шатунной шейки четвертого цилиндра. Зафиксируйте маховик и прикрепите его к фланцу коленчатого вала. Для сборки шатунно-поршневой группы установите поршневой палец на приспособление. Нагретый до 240 °С шатун быстро зажмите в тисках, наденьте поршень и вставьте
Зафиксируйте маховик и прикрепите его к фланцу коленчатого вала. Для сборки шатунно-поршневой группы установите поршневой палец на приспособление. Нагретый до 240 °С шатун быстро зажмите в тисках, наденьте поршень и вставьте
палец. Если двигатель до 1990 г. выпуска, то поршень с шатуном соедините так, чтобы метка «П» на поршне находилась со стороны выхода отверстия для масла на нижней головке шатуна. Установите кольца на поршень. Замок верхнего компрессионного кольца расположите под углом 30—45° к оси поршневого пальца; замок нижнего компрессионного кольца — под углом 180° к замку верхнего, замок маслосъемного кольца — под углом 30 — 45° к оси поршневого пальца. Нижнее компрессионное кольцо установите выточкой вниз; если на кольце есть метка «Верх» или «ТОР», то установите кольцо этой меткой вверх (к днищу поршня). На маслосъемном кольце стык пружинного расширителя должен находиться на противоположной от замка стороне. Цифры (клейма) на шатуне и крышке при сборке должны находиться с одной стороны. Обратите внимание на клейма, находящиеся на днище поршня и указывающие на класс поршня (А, В, С, D, Е) и категорию отверстия под палец (1, 2, 3). В связи с тем, что отверстие для пальца на поршне смещено на 2 мм, установите поршни в цилиндры так, чтобы метка «П» на поршне была направлена к передней части двигателя. Для установки поршней в цилиндры используйте специальную втулку. Соедините шатуны с шейками коленчатого вала, установите крышки. Цифры, указывающие номера цилиндров, на крышке и шатуне должны совпадать и находиться с одной стороны. Затяните шатунные болты. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя. Установите масляный насос и масляный картер с прокладкой. Болты поддона картера затяните, начиная с центральных.
Обратите внимание на клейма, находящиеся на днище поршня и указывающие на класс поршня (А, В, С, D, Е) и категорию отверстия под палец (1, 2, 3). В связи с тем, что отверстие для пальца на поршне смещено на 2 мм, установите поршни в цилиндры так, чтобы метка «П» на поршне была направлена к передней части двигателя. Для установки поршней в цилиндры используйте специальную втулку. Соедините шатуны с шейками коленчатого вала, установите крышки. Цифры, указывающие номера цилиндров, на крышке и шатуне должны совпадать и находиться с одной стороны. Затяните шатунные болты. Установите маслоотделитель вентиляции картера, крышку сапуна и закрепите фиксатор сливной трубки маслоотделителя. Установите масляный насос и масляный картер с прокладкой. Болты поддона картера затяните, начиная с центральных.
Моменты затягивания резьбовых соединений (Н — м)
Болты крепления крышек коренных
подшипников 69 — 84
Болты крепления масляного картера 5,1 — 8,2
Шпилька крепления крышки сапуна 12,7 — 20,6
Гайка крепления крышки сапуна 12,7 — 20,6
Двигатель ВАЗ-2108.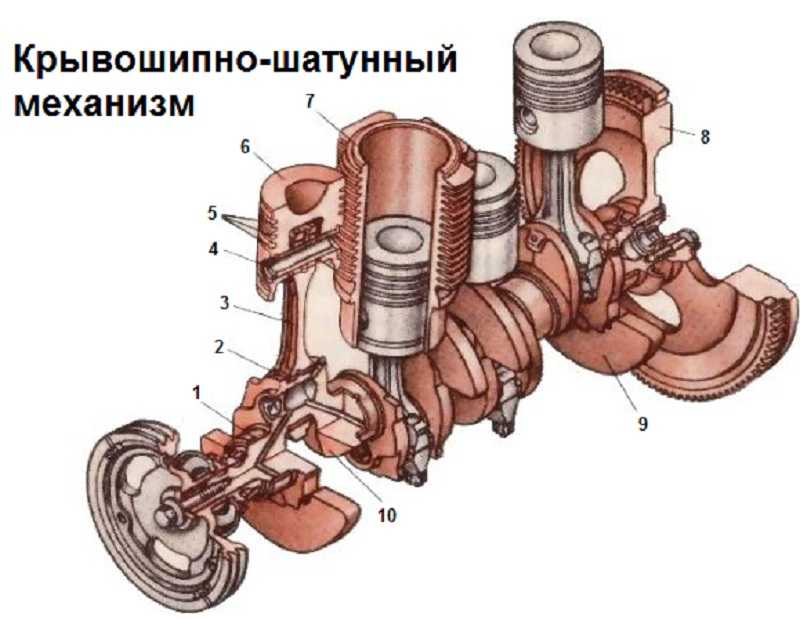 Разберите двигатель. Переверните двигатель картером вверх и снимите поддон картера, прокладку, маслоприемник и масляный насос (рис. 1.3). Отверните гайки болтов шатунных крышек и снимите их. Осторожно, чтобы не поцарапать зеркало цилиндра, вытолкните ручкой молотка через цилиндры поршни с шатунами. Заблокируйте маховик и отверните болты крепления маховика. Снимите шайбу болтов и маховик с коленчатого вала. Снимите держатель заднего сальника коленчатого вала с прокладкой (рис. 1.4). Снимите крышки коренных подшипников вместе с нижними вкладышами. Выньте из гнезд подшипников коленчатый вал, а затем верхние вкладыши и упорные полукольца из средней опоры. Удалите заглушки масляных каналов коленчатого вала.
Разберите двигатель. Переверните двигатель картером вверх и снимите поддон картера, прокладку, маслоприемник и масляный насос (рис. 1.3). Отверните гайки болтов шатунных крышек и снимите их. Осторожно, чтобы не поцарапать зеркало цилиндра, вытолкните ручкой молотка через цилиндры поршни с шатунами. Заблокируйте маховик и отверните болты крепления маховика. Снимите шайбу болтов и маховик с коленчатого вала. Снимите держатель заднего сальника коленчатого вала с прокладкой (рис. 1.4). Снимите крышки коренных подшипников вместе с нижними вкладышами. Выньте из гнезд подшипников коленчатый вал, а затем верхние вкладыши и упорные полукольца из средней опоры. Удалите заглушки масляных каналов коленчатого вала.
Рис. 1.3. Снятие масляного насоса: 1 — масляный насос; 2 — прокладка масляного насоса; 3 — приемник масляного насоса; 4 — прокладка картера; 5 — картер
Проверьте состояние масляных каналов. Разберите шатунно-поршневую группу.
Соберите двигатель. Монтаж произведите аналогично монтажу двигателя BA3-2103. Для правильного сопряжения поршневого пальца и поршня необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня при нажатии на него большим пальцем руки (рис. 1.5) и не выпадал из него
Для правильного сопряжения поршневого пальца и поршня необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня при нажатии на него большим пальцем руки (рис. 1.5) и не выпадал из него
(рис. 1.6). Для запрессовки поршневого пальца упорный винт приспособления затягивайте не плотно, чтобы не произошло заклинивания при нагреве пальца. Если на нижней головке шатуна имеется отверстие для выхода масла, то поршень с шатуном нужно собрать так, чтобы стрелка на днище поршня была направлена в сторону отверстия (рис. 1.7). Так как горячий шатун быстро остывает, необходимо предварительно потренироваться в монтаже шатуна с поршнем.
При сборке шатуна с поршнем необходимо, чтобы отверстие под палец совпадало с отверстием верхней головки шатуна и поршень был прижат бобышкой к верхней головке шатуна в направлении запрессовки пальца. Перед укладкой коленчатого вала запрессуйте заглушки и зачеканьте их керном в трех точках. Крышки коренных подшипников установите в соответствии с метками (см. рис. 1.2), так чтобы метки находились со стороны генератора. При установке поршней в цилиндры стрелка на днище поршня должна быть направлена в сторону привода распределительного вала, так как отверстие для пальца на поршне смещено от оси на 1,2 мм.
рис. 1.2), так чтобы метки находились со стороны генератора. При установке поршней в цилиндры стрелка на днище поршня должна быть направлена в сторону привода распределительного вала, так как отверстие для пальца на поршне смещено от оси на 1,2 мм.
Моменты затягивания резьбовых соединений (Н-м)
Болты крепления крышек коренных
подшипников 68,31—84,38
Болты крепления масляного картера 5,15 — 8,23
Гайки болтов шатунных крышек 43,32—53,51
Болты крепления маховика 60,96—87,42
Болты крепления маслоприемника
к крышке коренного подшипника 8,33 — 10,29
Болты крепления масляного насоса 8,33 — 10,29
Болты крепления маслоприемника к насосу 6,86 — 8,23
1 — номер цилиндра; 2 — отверстие для выхода масла; 3 — класс отверстия для поршневого пальца; 4 — класс поршня; 5 — ремонтный размер; 6 — стрелка для ориентирования поршня в цилиндре
Рис. 1.8. Последовательность затягивания винтов и гаек крепления масляного картера двигателя.
Двигатель УЗАМ-331. Разберите двигатель. Обратите внимание на следующее: вкладыши в нижних головках шатунов фиксируются замками; на боковых поверхностях шатунов и крышек нанесены метки, соответствующие номеру цилиндра, которые должны находиться с одной стороны; стрелка на днище поршня, выступ на шейке шатуна и паз на крышке шатуна должны быть направлены в переднюю часть двигателя. Вытолкните из блока цилиндров гильзы в сборе с поршнями и шатунами. Каждый поршень пометьте порядковым номером цилиндра. Удаление шатунно-поршневой группы из цилиндра производите только со стороны нижнего центрирующего пояска гильзы. Проталкивание шатуна через гильзу может привести к повреждению зеркала цилиндра. Для демонтажа поршневого пальца опустите поршень на 2 — 3 мин в горячую (45 — 75 °С) воду.
Соберите двигатель. Закрепив гильзы (для предотвращения выпадения) планками, проверьте, легко ли вращается коленчатый вал. Установите масляный картер двигателя (рис. 1.8).
Обратите внимание на следующее: гильзы цилиндров разделены на пять размерных групп через 0,01 мм (А, Б, В, Г, Д), которые обозначены зеленой, желтой, красной, синей и черной полосами; соответствующая им буквенная маркировка нанесена на днище поршня.
Поршневые пальцы, поршни, втулки малых головок шатунов сортируются на пять размерных групп через 0,0025 мм. Для облегчения подбора каждая группа имеет свой цвет: черный, красный, белый, зеленый, желтый. У поршня краска нанесена на нижней поверхности одной из бобышек; у поршневого пальца — на поверхности с одного конца; у шатуна — на малой головке.
Проверьте сопряжение поршневого пальца и втулки верхней головки шатуна (аналогично ВАЗ). Шатуны, принадлежащие к одной группе по массе, маркируются риской на приливе крышки.
Для монтажа шатунно-поршневой группы опустите поршень в горячую (45 — 75 °С) воду на 2 — 3 мин.
При установке замки поршневых колец следует располагать через 120°. Фаска на верхнем компрессионном кольце должна быть направлена вверх (в сторону днища поршня), а выточка на наружной поверхности второго компрессионного кольца — вниз.
Моменты затягивания резьбовых соединений (Н — м)
Болты крепления масляного картера
к блоку цилиндров 6 — 8
Храповик коленчатого вала 80 — 90
Болты крепления маховика 70 — 80
Гайки шатунных болтов 55 — 65
Гайки шпилек крепления крышек
коренных подшипников коленчатого
вала 100-110
Двигатель ЗМЗ-402.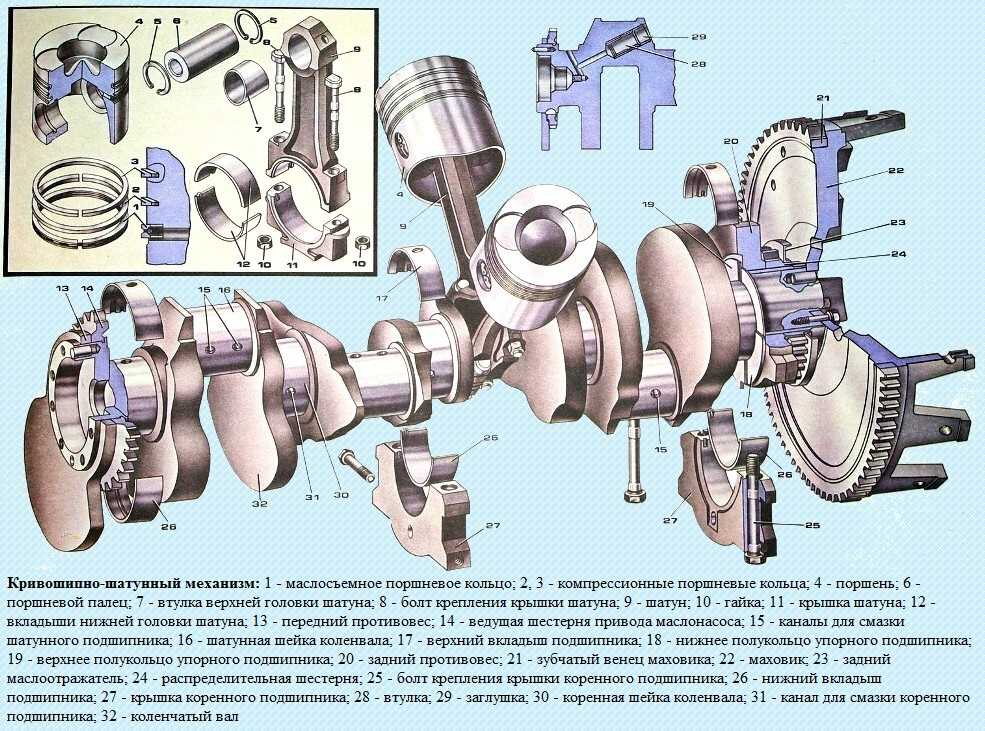 Разберите двигатель. Зафиксируйте приспособлением гильзы цилиндров для предотвращения их выпадения и переверните блок. Снимите масляный картер, масляный насос с маслоприемником. Заблокируйте маховик и отверните храповик. Отверните болты крепления шкива и снимите шкив с коленчатого вала. Съемником стяните ступицу шкива с коленчатого вала. Снимите крышку распределительных шестерен, в которой расположена передняя манжета (сальник) коленчатого вала. Легкими ударами молотка по бородку выбейте шпонку и снимите маслоотражатель. Съемником снимите шестерню коленчатого вала вместе с упорной шайбой. Обратите внимание на то, что внутренняя фаска шайбы направлена в сторону от шестерен. Снимите шайбы, ограничивающие коленчатый вал от осевого перемещения. Обратите внимание на то, что передняя шайба удерживается от проворачивания двумя штифтами (в блоке и крышке первого коренного подшипника), а для фиксации задней шайбы с другой стороны этой крышки сделан паз. Отогните стопорные шайбы, отверните гайки крепления маховика и выньте его.
Разберите двигатель. Зафиксируйте приспособлением гильзы цилиндров для предотвращения их выпадения и переверните блок. Снимите масляный картер, масляный насос с маслоприемником. Заблокируйте маховик и отверните храповик. Отверните болты крепления шкива и снимите шкив с коленчатого вала. Съемником стяните ступицу шкива с коленчатого вала. Снимите крышку распределительных шестерен, в которой расположена передняя манжета (сальник) коленчатого вала. Легкими ударами молотка по бородку выбейте шпонку и снимите маслоотражатель. Съемником снимите шестерню коленчатого вала вместе с упорной шайбой. Обратите внимание на то, что внутренняя фаска шайбы направлена в сторону от шестерен. Снимите шайбы, ограничивающие коленчатый вал от осевого перемещения. Обратите внимание на то, что передняя шайба удерживается от проворачивания двумя штифтами (в блоке и крышке первого коренного подшипника), а для фиксации задней шайбы с другой стороны этой крышки сделан паз. Отогните стопорные шайбы, отверните гайки крепления маховика и выньте его. Отверните две гайки, фиксиру
Отверните две гайки, фиксиру
ющие держатель сальника заднего подшипника в блоке, и снимите его. Отверните гайки крепления шатунных крышек и снимите их вместе с вкладышами. Нажимая деревянной ручкой молотка на шатун, вытолкните поршни из цилиндров. Наденьте на шатуны соответствующие крышки и наживите гайки. Проверьте правильность меток на шатунах и крышках, а также их соответствие порядковым номерам цилиндров. Обратите внимание на ориентировочный выступ на крышке шатуна. Демонтируйте крышки коренных подшипников. Извлеките из блока коленчатый вал. Выверните из него заглушки масляного канала. Установите блок в исходное положение (поверните его на 90°). Снимите приспособление для фиксации гильз. Краской пометьте положения цилиндров в блоке и их порядковые номера. Извлеките цилиндры из блока, используя съемник (рис. 1.9). Обратите внимание на то, что на нижней части гильз имеются метки, указывающие размерные группы поршней и гильз (А, Б, В, Г, Д). Эта метка должна располагаться в поперечной плоскости блока. Разборку шатунно-поршневой группы произведите аналогично разборке шатунно-поршневой группы двигателя УЗАМ. Обратите внимание на метки на поршне (модель двигателя, «Перед», размерная группа пары поршень—гильза, размерная группа требуемого пальца). Размеры отверстий в бобышках поршня, головке шатуна и наружный диаметр пальца подразделяются на четыре группы, помечаемые римской цифрой и краской (I — белой, II — зеленной, III — желтой, IV — красной)*. На шатуне и крышке найдите метку номера цилиндра.
Разборку шатунно-поршневой группы произведите аналогично разборке шатунно-поршневой группы двигателя УЗАМ. Обратите внимание на метки на поршне (модель двигателя, «Перед», размерная группа пары поршень—гильза, размерная группа требуемого пальца). Размеры отверстий в бобышках поршня, головке шатуна и наружный диаметр пальца подразделяются на четыре группы, помечаемые римской цифрой и краской (I — белой, II — зеленной, III — желтой, IV — красной)*. На шатуне и крышке найдите метку номера цилиндра.
Соберите двигатель. Сборка шатун- но-поршневой группы аналогична сборке шатунно-поршневой группы двигателя УЗАМ-331. После сборки выступ на крышке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне. Нижнее компрессионное кольцо поставьте выточкой вверх. Разведите стыки компрессионных колец на 180° и стыки маслосъемных колец на 180°, так чтобы стыки между разными типами колец были разнесены на 90°. Замок расширителя в трехэлементном кольце установите под углом 45° к замку одного из его дисков. При установке шатунно-поршневой группы проследите, чтобы номера, выбитые на крышке и шатуне, были направлены в одну сторону, а надпись «Перед» на поршне была направлена к передней части блока. Вложите в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла. По обе стороны центральной постели установите два упорных полукольца без выступов, повернув их поперечными проточками к щекам коленчатого вала. Смажьте моторным маслом вкладыши и коренные шейки коленчатого вала и уложите его в блок цилиндров. Установите вкладыши в крышки коренных подшипников, смажьте их маслом и уложите крышки на шейки коленчатого вала в соответствии с выбитыми на них цифрами (от 1 до 5), начиная с передней части блока (третья крышка не маркируется). В выточки третей крышки вставьте два упорных полукольца с выступами. Равномерно завинчивая болты, запрессуйте крышки в посадочные места. Дальнейшую сборку двигателя произведите в порядке, обратном разборке.
При установке шатунно-поршневой группы проследите, чтобы номера, выбитые на крышке и шатуне, были направлены в одну сторону, а надпись «Перед» на поршне была направлена к передней части блока. Вложите в постели коренных подшипников вкладыши с канавкой и отверстием для подачи масла. По обе стороны центральной постели установите два упорных полукольца без выступов, повернув их поперечными проточками к щекам коленчатого вала. Смажьте моторным маслом вкладыши и коренные шейки коленчатого вала и уложите его в блок цилиндров. Установите вкладыши в крышки коренных подшипников, смажьте их маслом и уложите крышки на шейки коленчатого вала в соответствии с выбитыми на них цифрами (от 1 до 5), начиная с передней части блока (третья крышка не маркируется). В выточки третей крышки вставьте два упорных полукольца с выступами. Равномерно завинчивая болты, запрессуйте крышки в посадочные места. Дальнейшую сборку двигателя произведите в порядке, обратном разборке.
Моменты затягивания резьбовых соединений (Н-м)
Болты крепления крышки
распределительных шестерен 11 — 16
Гайки крепления крышки
распределительных шестерен 12—18
Гайки шатунных болтов 68 — 75
Стопорные гайки крепления крышки
шатуна 4 — 5
Гайки крепления маховика 78 — 83
Болты крепления шкива
коленчатого вала 11 — 16
Гайки крепления держателя
заднего сальника 12—18
Гайки крепления поддона картера 12 — 15
Гайки крепления масляного насоса 18 — 25
Храповик 14—16
Гайки крепления крышек коренных
подшипников 100—110
Болты крепления маховика 72 — 80
Двигатель ЗМЗ-406.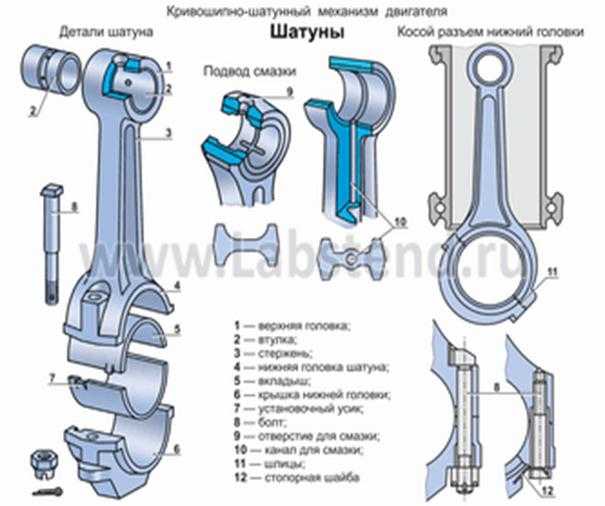 В отличие от двигателя ЗМЗ-402, блок цилиндров этой модели чугунный и цилиндры расточены непосредственно в нем, однако разборно-сборочные работы для этих двигателей имеют небольшие различия.
В отличие от двигателя ЗМЗ-402, блок цилиндров этой модели чугунный и цилиндры расточены непосредственно в нем, однако разборно-сборочные работы для этих двигателей имеют небольшие различия.
Разберите двигатель. Снимите поддон картера двигателя, отверните болт крепления кронштейна масляного насоса к крышке коренного подшипника коленчатого вала, два болта крепления корпуса насоса к блоку цилиндров и снимите корпус насоса. Отверните болт крепления шкива коленчатого вала, удерживая его от проворачивания отверткой, вставленной между зубьями. Двумя монтажными лопатками равномерно отожмите шкив от передней крышки картера двигателя и снимите его. Отверните шесть болтов крепления маховика, снимите шайбу и маховик. Отверните шесть болтов крепления задней крышки блока и снимите ее. Отверните по две гайки крепления крышки каждого из четырех шатунов, поворачивая при необходимости коленчатый вал. Снятые крышки разложите по порядку. Рукояткой молотка вытолкните поршни в сборе с шатунами из цилиндров, поддерживая их рукой с другой стороны для предотвращения падения. Наденьте на шатуны крышки и «наживите» их гайками. Отверните болты крепления крышек коренных подшипников коленчатого вала. Раскачивая крышки в осевом направлении раздвижными пассатижами, снимите их вместе с вкладышами коренных подшипников. Снимите два упорных полукольца со средней опоры. Извлеките вкладыши коренных и шатунных подшипников. Выньте коленчатый вал из блока. Снимите с помощью съемника или латунной оправки муфту с коленчатого вала. Поддев отверткой, снимите резиновое кольцо, шпонки и с помощью латунной оправки или съемника спрессуйте звездочку. Выверните заглушки масляного канала коленчатого вала, используя в качестве приспособления болт с законтренной гайкой.
Наденьте на шатуны крышки и «наживите» их гайками. Отверните болты крепления крышек коренных подшипников коленчатого вала. Раскачивая крышки в осевом направлении раздвижными пассатижами, снимите их вместе с вкладышами коренных подшипников. Снимите два упорных полукольца со средней опоры. Извлеките вкладыши коренных и шатунных подшипников. Выньте коленчатый вал из блока. Снимите с помощью съемника или латунной оправки муфту с коленчатого вала. Поддев отверткой, снимите резиновое кольцо, шпонки и с помощью латунной оправки или съемника спрессуйте звездочку. Выверните заглушки масляного канала коленчатого вала, используя в качестве приспособления болт с законтренной гайкой.
Соберите двигатель. Раздвиньте замок расширителя маслосъемного кольца, наденьте его на поршень в нижнюю канавку и сведите замок. Наденьте на расширитель маслосъемное кольцо. Угол между замками кольца и расширителя при неразъемном кольце — 45 \ при разъемном — 90°. Наденьте нижнее компрессионное кольцо надписью «Верх» к днищу поршня, затем установите верхнее компрессионное кольцо. Замки компрессионных колец необходимо развести на 180°. На центральной постеле установите два упорных полукольца по обе стороны без выступов, повернув их поперечными проточками к щекам коленчатого вала. Крышки коренных подшипников уложите на шейки коленчатого вала в соответствии с выбитыми на них цифрами (от 1 до 5), начиная с передней части блока. Третья крьшка не маркируется. В ее выточки вставьте два упорных полукольца с выступами. Правый и левый упоры крышки имеют разную длину, поэтому перевернутая крышка в посадочное место не встанет. Номер, выбитый на крышке, должен совпадать с номером шатуна и находиться с той же стороны; при этом уступ на крышке шатуна должен быть направлен к передней части двигателя.
Замки компрессионных колец необходимо развести на 180°. На центральной постеле установите два упорных полукольца по обе стороны без выступов, повернув их поперечными проточками к щекам коленчатого вала. Крышки коренных подшипников уложите на шейки коленчатого вала в соответствии с выбитыми на них цифрами (от 1 до 5), начиная с передней части блока. Третья крьшка не маркируется. В ее выточки вставьте два упорных полукольца с выступами. Правый и левый упоры крышки имеют разную длину, поэтому перевернутая крышка в посадочное место не встанет. Номер, выбитый на крышке, должен совпадать с номером шатуна и находиться с той же стороны; при этом уступ на крышке шатуна должен быть направлен к передней части двигателя.
После сборки выступ на нижней головке шатуна должен находиться с той же стороны, что и надпись «Перед» на поршне. Поршневые кольца, установленные в цилиндре на глубину 20 — 30 мм, должны иметь зазор в замке 0,3 — 0,6 мм (компрессионные) и 0,5—1,0 мм (маслосъемное).
Моменты затягивания резьбовых соединений (Н*м)
Болт крепления крышки коренного
подшипника 100—110
Гайка болта шатуна 68 — 75
Болт крепления маховика 72 — 80
Болт стяжной коленчатого вала 104—128
Болт крепления поддона картера 12—18
Болт крепления держателя
заднего сальника 6 — 9
Контрольные вопросы
1. Запишите результаты осмотра деталей двигателей в таблицу:
Запишите результаты осмотра деталей двигателей в таблицу:
Модель двигателя | Деталь | Материал | Отличительные особенности | Состояние |
2. Какими конструктивными особенностями обусловлено различие при проведении разборно-сборочных работ цилиндропоршневой группы двигателей ВАЗ, УЗАМ и ЗМЗ?
3. Как фиксируется коленчатый вал для предотвращения от осевых перемещений у двигателей разных моделей?
4. Как удерживаются от проворачивания коренные и шатунные вкладыши?
5. Чем обусловлена необходимость наличия на поршне метки «Перед»?
6. Почему необходимо клеймение деталей кривошипно-шатунных механизмов двигателей?
7. Как необходимо устанавливать на поршне замки поршневых колец?
Как необходимо устанавливать на поршне замки поршневых колец?
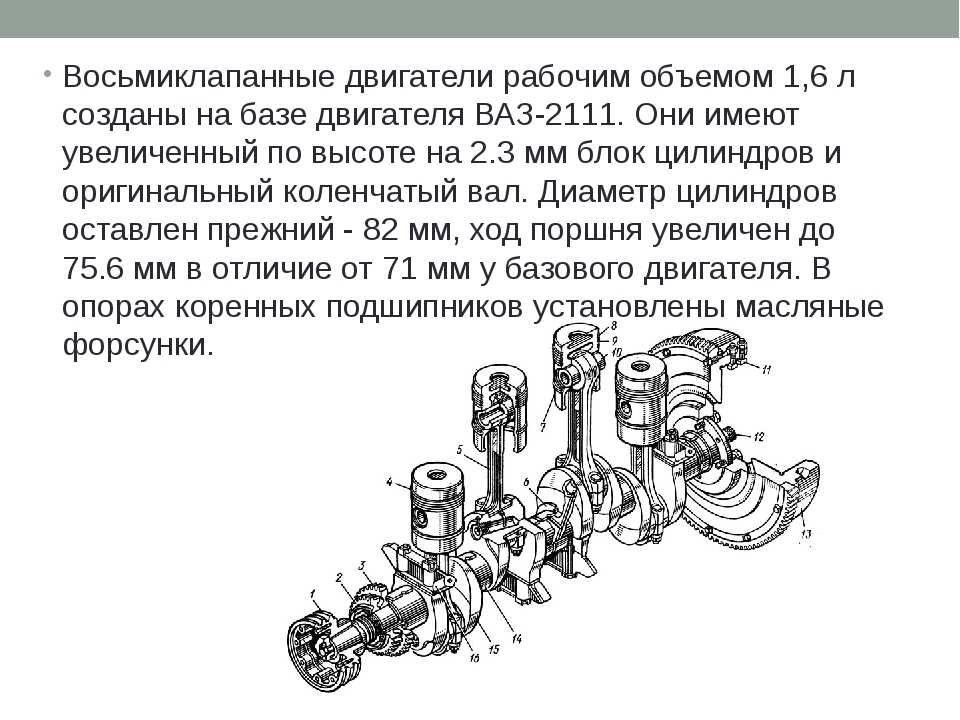
Кривошипно-шатунный механизм двигателя СМД-62
Кривошипно-шатунный механизм двигателя СМД-62
Кривошипно-шатунный механизм предназначен для преобразования возвратно-поступательного движения поршней во вращательное движение коленчатого вала и состоит из коленчатого вала, маховика, комплекта шатунов, коренных и шатунных подшипников, поршней, поршневых колец и пальцев.
Рис. 1. Кривошипно-шатунный механизм:
1 — шкив; 2, 21— гайки круглые; 3, 24 — маслоотражатели; 4— шестерня привода маслонасоса; 5 — коленчатый вал; 6 — верхний вкладыш шатунного подшипника; 7 — шатун; 8— бронзовая втулка; 9 — поршень; 10—штифт; И— кольцо стопорное; 12 — место маркировки; 13—палец поршневой; 14 — место маркировки массы поршня; 15 — расширитель маслосъемного кольца; 16 — кольцо маслосъемное; 11 — кольцо компрессионное; 18 — верхний вкладыш коренного подшипника; 19 — полукольцо упорного подшипника; 20 — маховик; 22 — болт крепления фланца; 23 — фланец колен-вала; 25 — шестерня коленвала; 26 — нижний вкладыш коренного подшипника; 27 — шплинт; 28—мас-лозаборная трубка; 29 — полость шатунной шейки; 30 — пробка резьбовая; 31 — болт шатунный с шайбой стопорной; 32 — крышка шатуна; 33—нижний вкладыш шатунного подшипника; 34 — место маркировки валаг 35— противовес передний.
Коленчатый вал кованый из стали селект, имеет четыре коренных и три шатунных шейки, расположенных под углом 120° друг относительно друга. Противовесы откованы вместе со щеками, кроме первого противовеса, который устанавливается на переднем носке коленчатого вала на шпонке и вместе с шестерней привода маслонасоса и маслоотражателем закрепляется круглой гайкой, законтренной замковой шайбой. На каждой шатунной шейке устанавливается по два шатуна противоположных цилиндров (1-го и 4-го, 2-го и 5-го, 3-го и 6-го). Сверленые полости шатунных шеек предназначены для дополнительной очистки масла, поступающего в шатунные подшипники. Полости закрыты резьбовыми пробками, законтренными шплинтами. Масло к подшипнику подается через заборную трубку, завальцованную в отверстие в шейке. Шатунные и коренные шейки соединены маслоканалами. К первой шатунной шейке масло поступает по сверленому каналу в теле вала от первой коренной шейки, ко второй шатунной шейке — от второй коренной, к третьей шатунной — от четвертой коренной.
Рекламные предложения на основе ваших интересов:
Дополнительные материалы по теме:
Коленчатый вал подвергается динамической балансировке в сборе с шестернями, передним противовесом и технологическим грузом, имитирующим массу маховика с расположенным на нем противовесом. Допустимая несбалансированность вала не более 50 гсм.
Фланец прикрепляется к коленчатому валу после установки картера маховика Момент затяжки болтов крепления фланца равен 20—22 кгм. Необходимая прочность и жесткость вала обеспечиваются большим перекрытием шеек (31 мм). Диаметр коренных шеек равен 92 мм, шатунных — 85 мм. Коленчатый вал устанавливают на двигатель с зазорами в коренных подшипниках 0,100—0,156 мм. Зазор в шатунных подшипниках равен 0,090—0,146 мм.
Необходимая прочность и жесткость вала обеспечиваются большим перекрытием шеек (31 мм). Диаметр коренных шеек равен 92 мм, шатунных — 85 мм. Коленчатый вал устанавливают на двигатель с зазорами в коренных подшипниках 0,100—0,156 мм. Зазор в шатунных подшипниках равен 0,090—0,146 мм.
Четвертый коренной подшипник упорный. Осевой зазор коленчатого вала в четвертом коренном подшипнике находится в пределах 0,125— 0,345 мм. Осевое усилие воспринимается четырьмя полукольцами 19, изготовленными из сталеалюминиевой ленты.
Коленчатые валы изготавливают двух производственных размеров. Маркировка наносится на площадке первой щеки.
Коренные подшипники коленчатого вала расположены в нижней части блок-картера в приливах поперечных перегородок.
Каждый подшипник состоит из двух вкладышей, изготовленных из специальной стальной ленты, покрытой слоем из антифрикционного сплава АО-20.
Верхний вкладыш имеет канавку и отверстие для подвода смазки и устанавливается в постель блок-картера. Нижний вкладыш гладкий и устанавливается в крышку подшипника. Вкладыши фиксируются от проворота отогнутым «усом», входящим в паз постели и крышки.
Нижний вкладыш гладкий и устанавливается в крышку подшипника. Вкладыши фиксируются от проворота отогнутым «усом», входящим в паз постели и крышки.
Вкладыши подшипника подобраны по высоте. Верхний и нижний вкладыши одного подшипника могут быть спаренными. Спаренность верхнего и нижнего вкладышей определяется маркировкой. Вкладыш с маркировкой «+» спаривают с вкладышем с маркировкой «—». Вместо маркировки знаками «-)-» и «—» применяется также маркировка красной и зеленой краской. Вкладыши коренных подшипников взаимозаменяемы по коренным опорам.
В комплект коренных подшипников входят четыре полукольца упорного подшипника, воспринимающие осевые усилия от коленчатого вала.
Два верхних полукольца установлены в торцевых расточках четвертой коренной опоры на двух штифтах каждый. Нижние полукольца установлены на торцах крышки подшипника. По толщине полукольца изготавливают пяти размеров: один производственный и четыре ремонтных. Диаметр подшипника проверяется при установленных вкладышах в постель и затянутых гайках крепления крышек и стяжных болтах.
Маховик представляет собой массивную цилиндрическую отливку из серого чугуна; служит для уменьшения неравномерности вращения коленчатого вала и передачи крутящего момента через муфту сцепления на трансмиссию трактора. Масса маховика составляет 52 кг. На маховик напрессован зубчатый венец, с которым при запуске двигателя входит в зацепление пусковая шестерня редуктора. Дополнительно зубчатый венец закреплен четырьмя болтами равномерно расположенными по окружности. Прилив в виде сегмента, расположенный на диске маховика, служит дополнительной уравновешивающей массой (противовесом).
В центральное отверстие запрессован шарикоподшипник, который служит передней» опорой вала муфты сцепления. Подшипник закреплен в гнезде упорным кольцом, привернутым к маховику двумя болтами. Полость подшипника уплотняется самоподвижным сальником 11 типа 1—1—50 с размерами 50Х70ХЮ мм. Консистентная смазка к подшипнику подается через масленку и канал.
В четыре паза маховика заходят выступами нажимной и промежуточный диски муфты сцепления.
Задняя плоскость маховика служит рабочей поверхностью, к которой прилегает ведомый диск муфты сцепления, передающий крутящий момент двигателя.
Дисбаланс маховика составляет 24 000 гссм и имеет определенную направленность относительно вертикальной плоскости его установки на коленчатый вал.
Допустимое отклонение дисбаланса — не более 60 гссм.
Маховик устанавливается на фланец коленчатого вала специальной еыточкой и фиксируется в определенном положении двумя цилиндрическими штифтами. При установке совмещают отверстия в маховике со штифтом на фланце, помеченные рисками. Маховик к фланцу крепится восемью болтами, которые стопорятся замковыми шайбами.
Рис. 2. Маховик:
1— болт крепления венца; 2— болт крепления упорного кольца; 3 — шарикоподшипник; 4 — упорное кольцо; 5 — выточка под посадку на фланец; 6 — маслоканал; 7 —зубчатый венец; 8 — масленка; 9—поверхность прилегания ведомого диска; 10 — отверстие под болты крепления маховика к фланцу: 11 — сальник самоподжимной; 12 — контрольные отверстия под штифты; 13 — метка для сборки маховика с коленвалом.
Определенное положение маховика относительно коленчатого вала объясняется необходимостью расположения уравновешивающей массы на маховике в точном соответствии с положением противовесов на коленчатом валу. Кроме того, на маховике имеются метка ВМТ с лимбом для установки угла начала подачи топлива и метки для определения положения коленчатого вала, при котором регулируются зазоры в клапанах каждого цилиндра.
Шатун изготовлен методом горячей штамповки из стали 40Х. Стержень шатуна имеет двутавровое сечение.
В верхнюю головку шатуна запрессована бронзовая втулка с кольцевой канавкой по наружному диаметру с четырьмя отверстиями для подвода смазки. Масло в верхнюю головку подается по вертикальному каналу в стержне шатуна из шатунного подшипника.
Косой разъем нижней головки шатуна под углом 35° выбран из условия удобства монтажа шатуна на коленчатый вал через цилиндр. Крышка крепится двумя болтами 31, ввернутыми в тело шатуна. Треугольные шлицы в разъеме на шатуне и крышке фиксируют крышку от поперечного смещения. От осевого смещения предохраняет установленный в тело шатуна штифт 10. Такая фиксация крышки разгружает шатунные болты от боковых сил, действующих на срез.
От осевого смещения предохраняет установленный в тело шатуна штифт 10. Такая фиксация крышки разгружает шатунные болты от боковых сил, действующих на срез.
Нижняя головка шатуна не симметрична относительно оси стержня. Это обусловлено установкой двух шатунов на одну шейку коленчатого вала. Нижняя головка шатуна растачивается в сборе с крышкой. Комплектность шатуна с крышкой маркируют цифрами, которые набивают на торце шатуна и крышки в месте разъема от 1 до 999.
Шатуны сортируют по величине массы. В комплект на двигатель шатуны подбирают с разницей в массе, не превышающей 10 г. Масса шатуна выбита трехзначным числом на торце нижней головки. Отверстие расточное в нижней головке шатуна служит постелью для вкладышей шатунного подшипника. Подшипник состоит из двух вкладышей: верхний вкладыш 6 и нижний 33 взаимозаменяемы. Отверстие в верхнем вкладыше совпадает с отверстием в шатуне для подачи смазки к поршневому пальцу. Отверстие в нижнем вкладыше выполнено из условия взаимозаменяемости с верхним.
Вкладыши изготовлены из биметаллической ленты, у которой антифрикционный слой выполнен из сплава AS-11.
Поршень отлит из алюминиевого сплава АЛ-25. В головке поршня в центре расположена камера сгорания открытого типа. Подбор ее формы и объема в сочетании с организацией подачи воздуха и принятого закона подачи топлива насосом обеспечили высокую топливную экономичность двигателя порядка 1704-180 г/э.л.с. ч.
Геометрия наружной поверхности поршня и литой внутренней поверхности выбрана с учетом расположения камеры сгорания и бобышек под поршневой палец и для обеспечения лучшего отвода тепла от стенок камеры сгорания и теплопередачи к гильзе цилиндров. Все это создает условия для надежной работы поршня на всех режимах эксплуатации трактора.
На головке поршня проточены четыре канавки под поршневые кольца. В нижней канавке равномерно по окружности просверлены отверстия для слива масла, снимаемого маслосъемным кольцом со стенки цилиндра.
В двух бобышках поршня расточены отверстия под поршневой палец.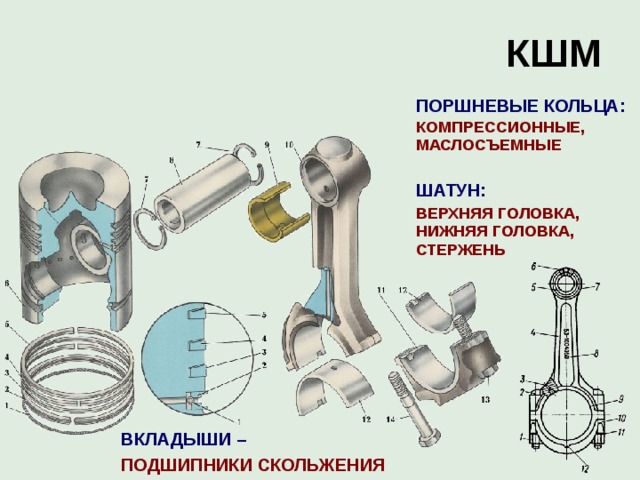 У наружных краев отверстий под поршневой палец проточены канавки для стопорных колец. В каждой бобышке снизу просверлено по два отверстия для поступления смазки к поршневому пальцу.
У наружных краев отверстий под поршневой палец проточены канавки для стопорных колец. В каждой бобышке снизу просверлено по два отверстия для поступления смазки к поршневому пальцу.
Для уменьшения влияния боковой силы, возникающей при рабочем ходе поршня, ось отверстий в бобышках под поршневой палец смещена относительно оси поршня на 3 мм.
Отношение хода поршня к диаметру цилиндра составляет 0,89; для прохода противовесов коленчатого вала юбка поршня по бокам укорочена.
Участки поршня во время работы двигателя нагреваются по-разному. Больше всего нагревается головка поршня, где размещается камера сгорания и непосредственно воздействуют горячие газы. Чем ниже от головки, тем температура нагрева участков поршня меньше и, следовательно, тем меньше они расширяются. В соответствии с этим поршень выполнен с разными по высоте диаметрами. Наименьший диаметр имеет участок головки. Юбка имеет конус с большим диаметром у нижнего торца. С целью лучшей проработки юбка поршня подвергается лужению.
Для обеспечения зазора между юбкой поршня и гильзой цилиндра, равным 0,22—0,26 мм, поршни по диаметру юбки сортируются на две группы, которые маркируются буквами «Б» и «М». Размер диаметра юбки поршня при сортировке на группы определяют на расстоянии 41 мм от нижнего торца юбки в плоскости, перпендикулярной оси поршневого пальца при температуре 20° С.
Для получения необходимого натяга пальца в бобышках поршни также подразделяют на две группы по размеру диаметра в бобышках. Маркировку групп производят краской: белой и желтой.
По величине массы поршни в комплект на двигатель подбираются с разницей, не превышающей 7 г. Величина массы набивается ударным клеймом на донышке поршня тремя цифрами.
Поршневой палец предназначен для шарнирного соединения поршня с шатуном.
В холодном состоянии палец в бобышках поршня находится с небольшим натягом в 6—7 мк или с зазором 4—5 мк. Для обеспечения требуемого сопряжения пальцы по наружному диаметру сортируются на две группы.
При установке пальца поршень нагревают до температуры 50— 60 °С. В верхней головке шатуна палец должен плавно перемещаться под действием собственной массы. От осевого смещения в поршне палец фиксируется пружинными кольцами, установленными в канавки, выточенные в бобышках поршня.
Поршневые кольца. Поршневые кольца служат для уплотнения зазора между поршнем и гильзой цилиндра. На каждом поршне установлено три компрессионных кольца и одно маслосъемное.
Компрессионные кольца трапецеидальной формы; верхний торец имеет скос под углом 10°.
Первое (верхнее) кольцо хромированное по наружной цилиндрической поверхности, остальные два кольца нехроми-рованные, имеют на цилиндрической поверхности канавки для ускоренной приработки в начальный период эксплуатации двигателя. Одновременно канавки служат для аккумулирования масла, которое уменьшает трение кольца о гильзу. Компрессионные кольца взаимозаменяемы с кольцами двигателей ЯМЗ-236 и АМЗ.
Маслосъемное кольцо коробчатой формы имеет два рабочих пояска шириной 0,5 мм с фасками и прорези в средней части для отвода масла. Такая конструкция кольца с применением радиального расширителя обеспечивает умеренный угар масла при наличии одного масло-съемного кольца.
Такая конструкция кольца с применением радиального расширителя обеспечивает умеренный угар масла при наличии одного масло-съемного кольца.
Для обеспечения теплового расширения в замке для всех колец предусмотрен зазор, равный 0,45—0,75 мм.
Особенности эксплуатации. Детали кривошипно-шатунного механизма работают надежно и не требуют периодического технического обслуживания. Темп износа умеренный. Величина износа, при которой требуется капитальный ремонт, наступает после наработки 6000 ч. Однако в результате нарушения правил эксплуатации или небрежной сборки возможны неполадки в работе механизма или преждевременный износ деталей.
Наиболее часто встречающееся нарушение в эксплуатации трактора — длительная работа с перегрузом — приводит к перегреву двигателя, а длительная работа с малой нагрузкой или на холостом ходу приводит к переохлаждению двигателя* особенно в зимних условиях. Несвоевременный уход за воздухоочистителем служит причиной проникновения запыленного воздуха в цилиндры, что вызывает интенсивный износ поршневых колец и гильз цилиндров. Применение дизельного масла, по качеству не соответствующее рекомендованному заводом-изготовителем, вызывает повышенное нагарообразование на деталях кривошипно-шатунного механизма, износ шатунных и коренных подшипников, а‘также преждевременное засорение масляного фильтра смолистыми отложениями и продуктами износа.
Применение дизельного масла, по качеству не соответствующее рекомендованному заводом-изготовителем, вызывает повышенное нагарообразование на деталях кривошипно-шатунного механизма, износ шатунных и коренных подшипников, а‘также преждевременное засорение масляного фильтра смолистыми отложениями и продуктами износа.
Долговечность работы кривошипно-шатунного механизма в значительной степени зависит от соблюдения правил пуска дизеля особенно в холодное время года.
Для исключения сухого трения в подшипниках в момент пуска на двигателе предусмотрена предпусковая прокачка масла в системе смазки.
Рис. 3. Поршневые кольца: 1 — сечение верхнего компрессионного кольца; 2— слой хрома; 3— второе и третье компрессионные кольца; 4 — канавки; 5 — маслосъемное кольцо; А — место клейма «верх».
Для облегчения пуска дизеля на тракторе установлен предпусковой подогреватель. Все эти устройства обеспечивают надежный пуск двигателя при низких температурах и длительную работу деталей криво-шипно-шатунного механизма.
Для контроля за давлением смазки в системе на щитке приборов установлены два прибора: манометр, показывающий давление масла в системе, которое должно быть не ниже 2 кгс/см2 при работе под нагрузкой и лампочка аварийного состояния, которая загорается при резком снижении давления масла.
За этими приборами тракторист должен постоянно наблюдать в период работы трактора.
При загорании лампочки аварийного состояния следует немедленно остановить двигатель и выяснить причину.
В первую очередь необходимо проверить уровень масла в картере двигателя маслоизмерителем, затем исправность сигнальной лампочки и датчика (см. раздел «Система смазки»). Если уровень масла соответствует норме и система сигнализации исправна, то необходимо снять поддон и проверить состояние крепления маслоподводящей трубки.
Разборка и сборка. Замена поршневых колец. Разборку двигателя следует производить в закрытом помещении. Двигатель необходимо предварительно очистить от грязи и помыть. После слива масла из картера и воды из системы охлаждения снимают головки цилиндров. Отсоединяют сильфоны от выпускных коллекторов, топливные трубки от форсунок, снимают колпаки, вынимают штанги и после отвертывания гаек крепления снимают головки цилиндров вместе с выпускным коллектором и прокладки головок.
После слива масла из картера и воды из системы охлаждения снимают головки цилиндров. Отсоединяют сильфоны от выпускных коллекторов, топливные трубки от форсунок, снимают колпаки, вынимают штанги и после отвертывания гаек крепления снимают головки цилиндров вместе с выпускным коллектором и прокладки головок.
Головку цилиндров следует положить таким образом, чтобы не повредить выступающие носки распылителя форсунок.
Чтобы поршень можно было свободно вынуть из гильзы, необходимо очистить верхний пояс гильз цилиндров от нагара скребком из мягкого металла (меди, латуни, алюминия).
Затем снимают поддон и приступают к отсоединению шатунов. При положении кривошипа в нижнем положении снимают крышки шатунов первого и четвертого цилиндров.
Установив коленчатый вал в положение ВМТ, вынимают поршень с шатуном четвертого цилиндра, а затем, повернув на 90° по часовой стрелке, вынимают поршень с шатуном первого цилиндра. При выемке поршня из гильзы нельзя допускать ударов шатуна по гильзе. Запрещается зыталкивать поршень ударами по нижней головке шатуна металлическим инструментом, так как при этом возникают забоины на плоскости разъема или на поверхности вкладыша.
Запрещается зыталкивать поршень ударами по нижней головке шатуна металлическим инструментом, так как при этом возникают забоины на плоскости разъема или на поверхности вкладыша.
После выемки поршня нижнюю крышку шатуна и шатунные болты ставят на свои места.
Поршни с шатунами продолжают вынимать из второго и пятого, а затем из третьего и шестого цилиндров, устанавливая коленчатый вал в положение, удобное для демонтажа. Поршневые кольца снимают и устанавливают на поршень специальными шипцами, ограничивающими расширение кольца.
Перед установкой поршневых колец канавки в поршне и отверстия в канавке под маслосъемное кольцо очищают от нагара и промывают дизельным топливом или бензином, после чего продувают сжатым воздухом. Сначала устанавливают маслосъемное кольцо с радиальным расширителем, а затем третье, второе и первое компрессионные кольца. Первое компрессионное кольцо, хромированное, отличается большей упругостью, на верхнем торце имеется клеймо «верх».
Кольца должны иметь хорошую подвижность в к. анавках поршня. При проворачивании поршня, установленного горизонтально, компрессионные кольца должны плавно перемещаться в канавках и утопать в них под действием собственного веса, а маслосъемное — при легком нажатии пальцем.
анавках поршня. При проворачивании поршня, установленного горизонтально, компрессионные кольца должны плавно перемещаться в канавках и утопать в них под действием собственного веса, а маслосъемное — при легком нажатии пальцем.
Замки смежных колец должны быть расположены в противоположных сторонах, смещены по окружности на равных расстояниях друг от друга, но не против отверстий под. палец.
При установке поршня в цилиндр следует пользоваться специальной обжимной наставкой, устанавливаемой на бурт гильзы.
Сборка шатуна с поршнем. Для отсоединения шатуна от поршня следует вынуть стопорные кольца поршневого пальца, нагреть поршень в масляной ванне до 60° С и вынуть поршневой палец
При сборке поршни и пальцы подбирают одной группы. Поршневой палец должен запрессовываться в бобышки только нагретого поршня с установленным одним стопорным кольцом.
Взаимное положение поршня и шатуна в сборе для левого и правого ряда цилиндров должно соответствовать рисунку.
После запрессовки поршневого пальца устанавливают второе стопорное кольцо. Стопорные кольца должны свободно вращаться в канавках, а шатун перемещаться по оси пальца и качаться без заедания. Устанавливают на поршень поршневые пальцы.
Перед установкой в цилиндр поршень, гильзу и шатунную шейку смазывают дизельным маслом. Установку поршней производят попарно: цилиндры. Стрелка на поршнях должна быть направлена вперед в сторону вентилятора.
Замена вкладышей шатунных и коренных подшипников. Вкладыши коренных и шатунных подшипников ремонту не подлежат. В случае задира или выкрашивания (отслоения) антифрикционного слоя при хорошем состоянии шеек коленчатого вала вкладыши заменяют новыми соответствующего номинала без съема коленчатого вала.
Рис. 4. Установка поршня в цилиндр: 1 — блок-картер; 2 — гильза цилиндра; 3 — обжимная наставка; 4 — поршневые кольца; 5 — поршень.
Рис. 5. Сборка поршня с шатуном:
А — для правого ряда цилиндров; Б — для левого ряда цилиндров.
Коленчатый вал устанавливают в положение, удобное для съема нижних крышек шатунов, начиная с первого и четвертого цилиндров. Расконтривают шатунные болты, вывинчивают их и снимают крышки шатунов вместе с нижней половиной вкладыша. Верхнюю половинку вкладыша выталкивают легкими ударами по медной пластинке, установленной в торец вкладыша со стороны, противоположной расположению усика на вкладыше.
Перед установкой новых вкладышей протирают чистой салфеткой шейку вала и постель под вкладыш на крышке шатуна. Верхняя и нижняя половинки вкладыша шатунного подшипника взаимозаменяемы. Вкладыш, установленный в постель, должен плотно прилегать и надежно фиксироваться усиком в пазе постели. Шейку вала смазывают дизельным маслом. Верхний вкладыш устанавливают в постель шатуна легкими ударами медного молотка в торец.
Крышка шатуна с нижней половинкой вкладыша должна быть установлена так, чтобы штифт в стержне шатуна и паз в крышке совместились, а номера крышки с шатуном совпали. Затягивают шатунные болты равномерно в два-три приема с конечным усилием, равным 20— 22 кгм и контрят замковыми шайбами с отгибкой на грань головки болта. При переборке следует использовать новые замковые шайбы. При правильно установленном шатунном подшипнике и выдержанном усилии затяжки шатунных болтов нижняя головка шатуна должна свободно перемещаться по шейке коленчатого вала. Продольный люфт допускается в пределах 0,35—0,66 мм.
Затягивают шатунные болты равномерно в два-три приема с конечным усилием, равным 20— 22 кгм и контрят замковыми шайбами с отгибкой на грань головки болта. При переборке следует использовать новые замковые шайбы. При правильно установленном шатунном подшипнике и выдержанном усилии затяжки шатунных болтов нижняя головка шатуна должна свободно перемещаться по шейке коленчатого вала. Продольный люфт допускается в пределах 0,35—0,66 мм.
Для замены вкладышей коренных,подшипников необходимо поочередно снимать крышки коренных подшипников. Вначале вывинчивают стяжные болты, а затем расконтривают и снимают гайки крепления крышек.
При установке новых вкладышей следует иметь в виду, что верхний вкладыш имеет канавку и отверстие для подвода смазки, а нижний вкладыш гладкий. Если вкладыши замаркированы, то их подбирают с учетом маркировки. Вкладыш с маркировкой «+» устанавливается в паре с вкладышем, имеющим маркировку «—» или с красной и зеленой краской соответственно.
После установки в постели вкладыши смазывают дизельным маслом, укладывают коленчатый вал и ставят на свои места крышки.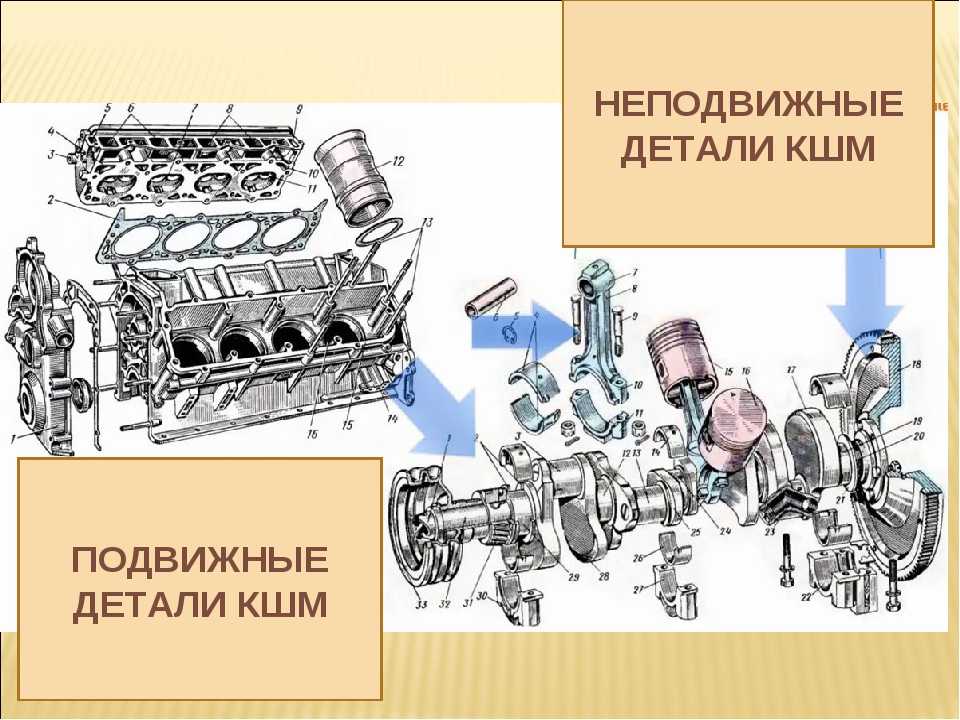 В связи с плотной посадкой крышки в паз блок-картера крышки осаживают легкими ударами медного молотка или монтировкой.
В связи с плотной посадкой крышки в паз блок-картера крышки осаживают легкими ударами медного молотка или монтировкой.
Перед навинчиванием гаек резьбу шпилек смазывают дизельным маслом.
Гайки крепления затягиваются поочередно, начиная со средних крышек, в два приема. Сначала затягивают гайки всех крышек с половинным усилием, а затем с окончательным, равным 26—28 кгм. Если отсутствует динамометрический ключ для определения усилия затяжки, гайки затягивают до совпадения меток на шпильке и гайке, которые наносят перед разборкой.
Перед затяжкой заднего упорного подшипника необходимо выровнять осевой зазор, для чего, слегка притянув гайками крышку, перемещают вал взад-вперед в осевом направлении, выравнивая положение крышки. Когда крышка займет положение, при котором осевой зазор будет одинаковый с обеих сторон крышки, гайки затягивают окончательно. Зазор проверяют щупом.
Контровку гаек необходимо производить новыми замковыми шайбами. Повторное их использование не разрешается.
Затем затянуть стяжные болты с усилием 16—18 кгм.
При правильно подобранных и установленных вкладышах коренных подшипников коленчатый вал без шатунов должен свободно вращаться от руки.
Полное руководство по коленчатым валам
Коленчатые валы изготавливаются путем литья модифицированного чугуна и используются в судовых, стационарных, локомотивных и тракторных двигателях. Его изготавливают путем нагревания стального блока до раскаленного докрасна, а затем придают ему форму под экстремальным давлением. Чугунные коленчатые валы дешевле и менее трудоемки для производителя по сравнению с коваными стальными.
В этой статье мы подробно обсудим функции, типы и детали коленчатого вала. Принцип работы и приложения также обсуждаются в этой статье. Полная информация о коленчатом вале производства DEK также указана в конце статьи.
Что такое коленчатый вал?
Коленчатый вал является важнейшей частью двигателя внутреннего сгорания и подвергается очень высокой нагрузке во время работы двигателя. Его функция заключается в преобразовании линейного движения во вращательное движение. Или можно сказать, что это механическая часть, которая выполняет возвратно-поступательное движение во вращательное движение. Выбор материала и изготовление зависят от типа двигателя, конструкции и геометрии коленчатого вала. Для обеспечения длительного срока эксплуатации необходимо использовать высокопрочный материал.
Его функция заключается в преобразовании линейного движения во вращательное движение. Или можно сказать, что это механическая часть, которая выполняет возвратно-поступательное движение во вращательное движение. Выбор материала и изготовление зависят от типа двигателя, конструкции и геометрии коленчатого вала. Для обеспечения длительного срока эксплуатации необходимо использовать высокопрочный материал.
Какова функция коленчатого вала?
Коленчатый вал важен для обеспечения плавного привода больших двигателей с несколькими цилиндрами. При осмотре коленчатого вала можно обнаружить, что шатунный подшипник почти отбалансирован. В этом месте балансировка вала изменяет ответное движение на вращательное движение коленчатого вала. Вал просверлен мелкими отверстиями для подачи масла на вал, чтобы обеспечить плавность работы. Эта механическая часть состоит из некоторого противовеса, который помогает каркасу регулировать и контролировать вес шатуна.
Также гарантируется регулировка мощности при вращении движущейся части. Коленчатый вал является структурой в соответствии с каждым двигателем. Его конструкция основана на количестве цилиндров в двигателе и его размере. В цикле зажигания кривошип наполняет рычаг, который тянет и толкает цилиндры. Это помогает вращательному движению двигателя. Когда коленчатый вал завершает свое вращение, поршень возвращается в наивысшую точку цилиндров. Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Коленчатый вал является структурой в соответствии с каждым двигателем. Его конструкция основана на количестве цилиндров в двигателе и его размере. В цикле зажигания кривошип наполняет рычаг, который тянет и толкает цилиндры. Это помогает вращательному движению двигателя. Когда коленчатый вал завершает свое вращение, поршень возвращается в наивысшую точку цилиндров. Для поддержания веса и баланса для снижения вибрации в двигателе коленчатый вал нуждается в чисто гладкой конструкции. Такие вибрации могут быть смертельными и крайне небезопасными.
Из каких частей состоит коленчатый вал?
Шатун
Шатун — это механическая часть двигателя, с помощью которой соединительная ось очень прочно присоединяется к коленчатому валу. Для придания вращающего усилия большей части шатуна его форма цилиндрическая. Шатунная шейка также известна как шатунная шейка.
Основные шейки
Крепятся к блокам двигателя. Коренной подшипник скольжения удерживает коленчатый вал и указывает ось вращения вала. Эти подшипники различаются от двигателя к двигателю, в зависимости от силы, создаваемой двигателем. Этот подшипник похож на подшипники скольжения и опорные подшипники.
Эти подшипники различаются от двигателя к двигателю, в зависимости от силы, создаваемой двигателем. Этот подшипник похож на подшипники скольжения и опорные подшипники.
Шестерня коленчатого вала
Это самая важная часть коленчатого вала. Перепонка кривошипа соединяет коленчатый вал с коренными шейками.
Противовес
Это груз, который прикладывает противоположную силу, помогающую коленчатому валу сохранять равновесие и устойчивость. Они монтируются на шатуне. Причина размещения противовеса в коленчатом валу заключается в том, что он может устранить реакцию, вызванную вращательным движением. Это также облегчает работу двигателя и помогает увеличить скорость вращения.
Типы коленчатых валов
Коленчатый вал может быть выкован из стального стержня путем прокатки или отлит из ковкой стали. Сегодня все больше и больше производителей отдают предпочтение кованым коленчатым валам из-за их меньшего веса, лучшего собственного демпфирования и более компактных размеров.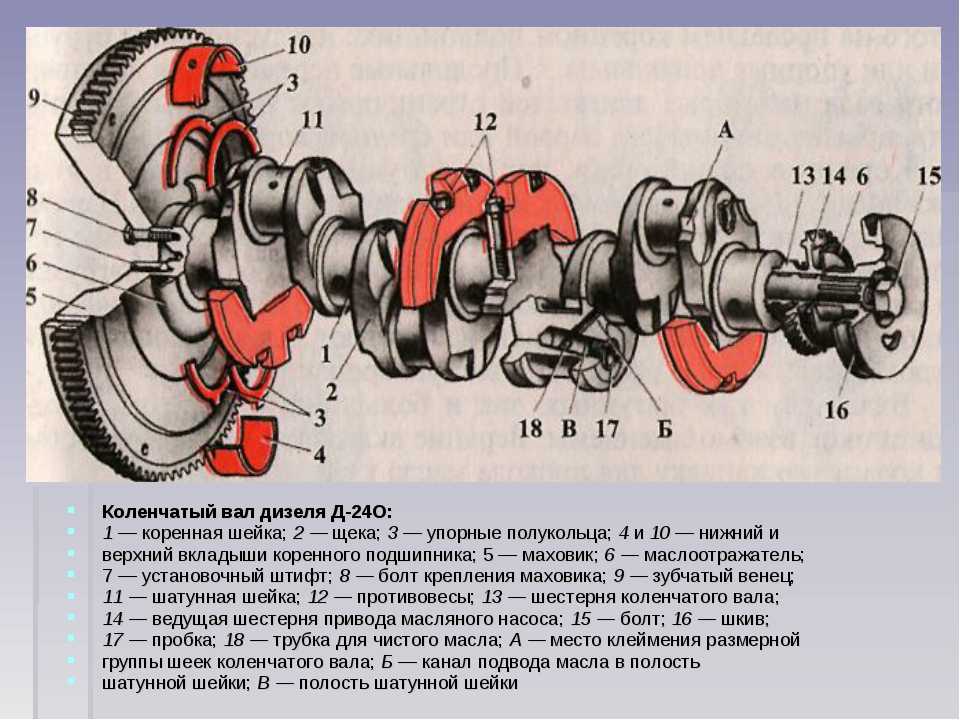 Ниже упомянуты два типа коленчатых валов.
Ниже упомянуты два типа коленчатых валов.
Монолит
Монолит изготовлен из цельного куска, поэтому он и называется монолитом. Коленчатые валы Monolith очень популярны и используются в многоцилиндровых двигателях.
Сборный
Коленчатый вал сборного типа изготавливается из отдельных элементов, что в основном используется в мотоциклах. Коленчатые валы в сборе также используются в больших и малых двигателях.
Типы коленчатых валов в судовых двигателях
Полностью собранные
Как следует из названия, эти типы валов изготавливаются по частям. В полностью построенном валу различные компоненты собираются вместе после отдельного изготовления. Он состоит из ковки отдельных шатунов, шатунов и основных шеек.
Этот процесс прост в том, что нужно соединять мелкие детали для создания большего вала. Таким образом, обработка деталей становится проще. Полностью собранные валы тяжелее, так как они сделаны из дополнительного металла, чтобы выдерживать усадочные силы.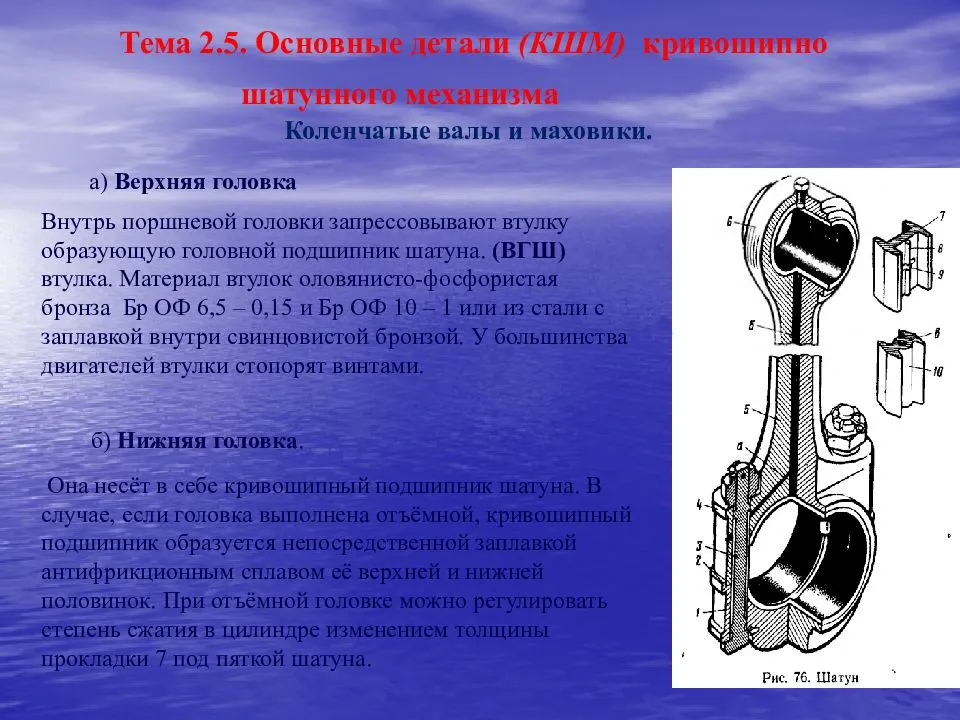 Это приводит к усложнению изготовления и утяжелению вала. Эти валы больше не используются.
Это приводит к усложнению изготовления и утяжелению вала. Эти валы больше не используются.
Полусобранный вал
Они не состоят из сборки множества деталей, как полностью собранный вал. В этом валу полностью собранная шейка кривошипа выкована и сжата по размеру к подшипникам. Таким образом, материал шатунной шейки и шейки шатуна одинаков, и они обрабатываются вместе, чтобы получить гладкую поверхность. В настоящее время в основном большие дизельные двигатели, используемые в главных двигателях судов, создаются с помощью такого процесса. Этот процесс помогает нам получить зернистую структуру по всей шейке кривошипа и избежать теплового повреждения отверстий кривошипа при установке в него шейки.
Сварной коленчатый вал
При этом типе изготовления вала все детали собираются с помощью сварки. Итак, одна половина приварена к другой половине. То же самое используется для присоединения журналов к сети Crank. С помощью этого процесса изготавливается очень мало валов, но они достаточно хороши и служат очень долго по сравнению с другими типами.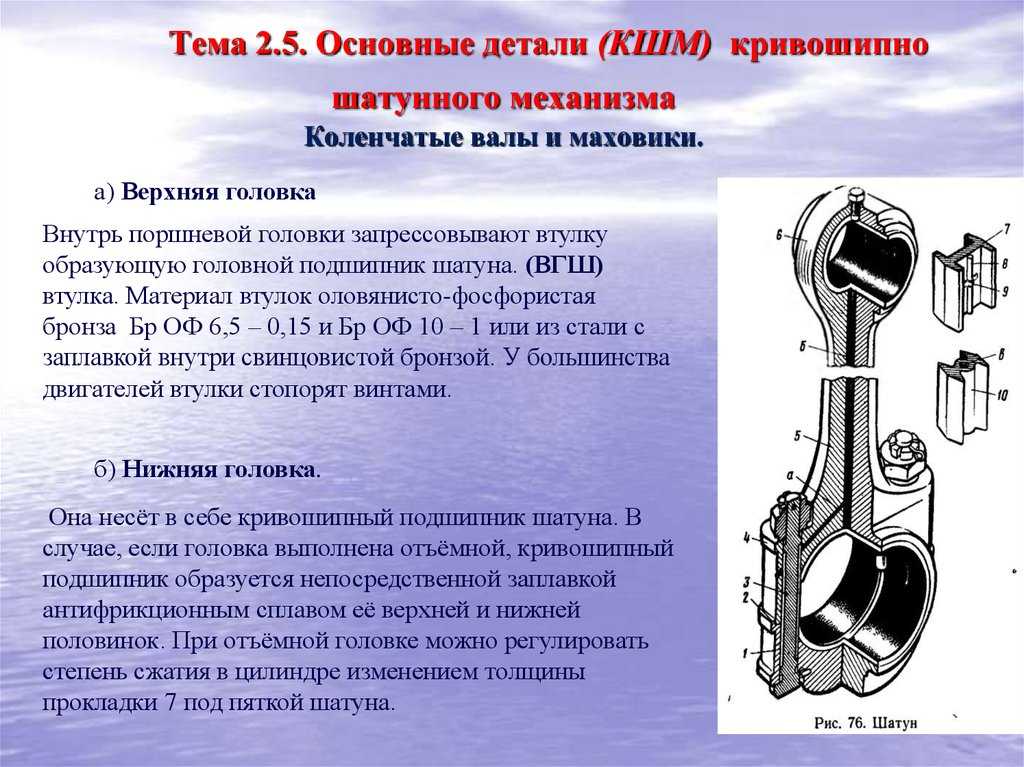 Этот процесс изготовления валов слишком дорог, и теперь производитель прекратил производство валов с использованием этого процесса.
Этот процесс изготовления валов слишком дорог, и теперь производитель прекратил производство валов с использованием этого процесса.
Цельная деталь
Эти валы отлиты или выкованы как цельная деталь. Цельные цельные валы используются в малых, средних и высокоскоростных двигателях. Он состоит из нескольких частей и скреплен болтами на цельных фланцах. Это разработано таким образом, чтобы выдерживать обжиг и циклические нагрузки. Коленчатый вал испытывает нагрузку из-за перекоса, осевой вибрации и крутильных колебаний коренного подшипника.
Как работает коленчатый вал?
По сути, коленчатый вал выполняет простую задачу. Он переводит прямолинейное движение поршня во вращательное движение. Хотя принцип прост, мы должны внимательно присмотреться, чтобы увидеть, как он работает. Коленчатый вал перемещается в цилиндрах вверх и вниз. Он регулирует движение поршня. Два компонента двигателя, распределительный вал и коленчатый вал, синхронизированы для правильного регулирования движения поршня.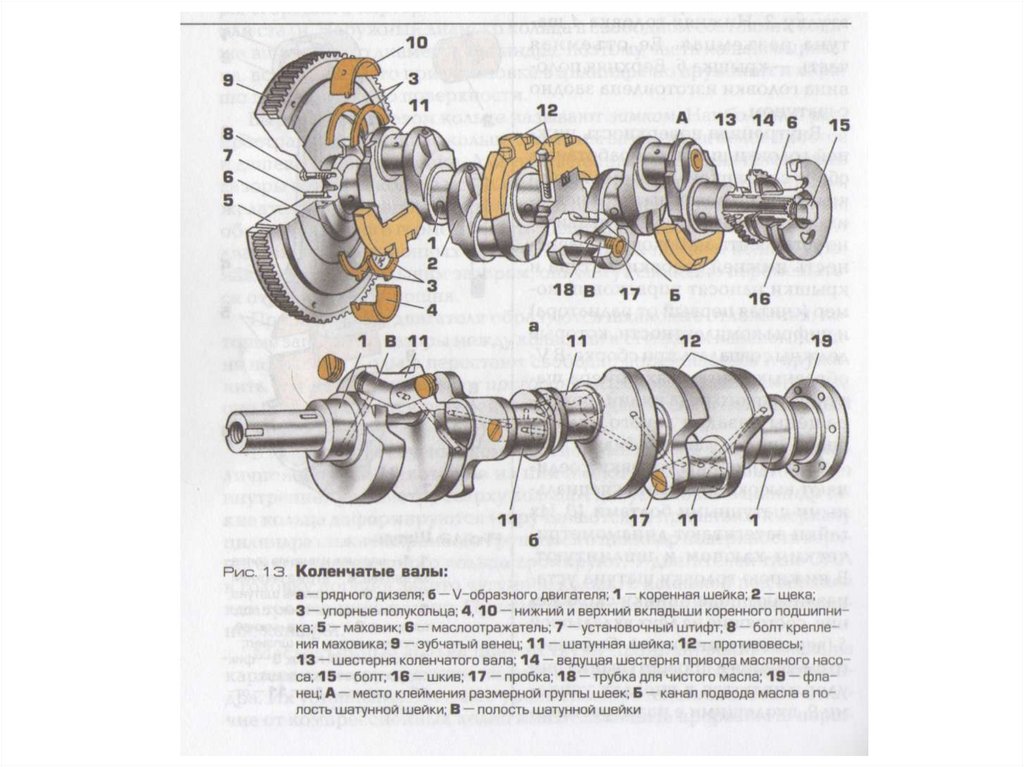
Движение коленчатого вала приводит во вращение распределительный вал, управляющий работой впускных и выпускных клапанов. Это позволяет воздуху течь в цилиндры двигателя, что способствует взрыву внутри цилиндров двигателя. Этот взрыв давит на поршень и передает энергию маховику.
Где используется коленчатый вал?
Коленчатый вал в основном используется для линейного возвратно-поступательного движения поршня во вращательное движение. Это помогает вашему автомобилю двигаться. Если вы знаете, как работает двигатель, он совершает возвратно-поступательное движение, когда топливо сгорает и выбрасываются газы. В его функции входит предотвращение столкновения поршня с головкой блока цилиндров и его выпадения из нижней части отверстий. Многоцилиндровый двигатель гарантирует, что поршень достигает вершины в нужное время. Это также помогает сохранить основной баланс двигателя за счет углового смещения кривошипа в течение соответствующего интервала времени.
Другими функциями коленчатого вала является передача мощности другим системам двигателя, таким как масляный насос, компрессор кондиционера, синхронизация клапанов и генератор переменного тока.
Можете ли вы предложить индивидуальный коленчатый вал?
Если вы являетесь производителем, который ищет коленчатый вал высочайшего качества, который прослужит долго и обеспечит неизмеримую рентабельность инвестиций, DEK должен быть вашим первым выбором. Нашим коленчатым валам доверяют ведущие производители по всему миру. Мы производим первоклассный коленчатый вал по индивидуальному заказу, который увеличивает мощность двигателя и ценность вашего бренда на рынке. У нас есть опыт в изготовлении и изготовлении машин на заказ, которые обеспечивают высочайшую эксплуатационную надежность.
Мы в DEK предлагаем наши услуги широкому кругу клиентов по всему миру с высочайшим качеством сборки и индивидуальным обслуживанием. Наше качество — это то, что делает нас уникальными в отрасли.
Заключение
В предыдущем разделе мы подробно обсудили функции коленчатого вала, детали, типы, удобство использования и схему работы. Эта статья дает общее представление о каждой функции коленчатого вала, а также о типах двигателей, в которых вы можете использовать коленчатый вал. Теперь вы можете выбрать наилучшую практику и тип коленчатого вала, которые вы можете использовать в своем производстве.
Теперь вы можете выбрать наилучшую практику и тип коленчатого вала, которые вы можете использовать в своем производстве.
Разместите заказ прямо сейчас, чтобы получить его на свой служебный адрес. Вы всегда можете обратиться к нашим инженерам за технической поддержкой или если у вас есть какие-либо вопросы по продукту.
Ремонт коленчатых валов на месте — MSHS
Мобильная обработка коленчатых валов и др.
Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
Преимущества использования услуг MSHS на месте
- Более 60 лет опыта обработки на месте
- Высокотехнологичные инструменты, используемые для ремонта коленчатых валов на месте
- Индивидуальные инструменты для всех марок и моделей двигателей
- Минимизация времени простоя двигателя с помощью мобильных обрабатывающих инструментов
- Международный аварийный ремонт коленчатого вала круглосуточно и без выходных
- Оценка повреждения коленчатого вала в течение 24 часов
- Термическая обработка на месте для устранения чрезвычайно твердых участков, вызванных выходом из строя подшипников на шейках коленчатого вала
- Экономия средств, так как не требуется разборка двигателя и замена коленчатого вала
Мобильная промышленная и морская обработка на месте
Служба MSHS на месте известна во всем мире своей механической обработкой на месте и капитальным ремонтом двигателя на месте. MSHS является признанным экспертом в области восстановления компонентов дизельных двигателей, таких как коленчатые валы, посадочные и уплотнительные поверхности вкладышей, а также расточка линий гнезд коренных подшипников.
MSHS является признанным экспертом в области восстановления компонентов дизельных двигателей, таких как коленчатые валы, посадочные и уплотнительные поверхности вкладышей, а также расточка линий гнезд коренных подшипников.
Ремонт коленчатого вала на месте
Когда поверхность шейки повреждена из-за выхода из строя подшипника, коленчатый вал обычно снимается и обрабатывается на стационарном станке для шлифовки коленчатого вала, что приводит к затратам на демонтаж и транспортировку, а также к простою оборудования. С помощью нашего инструмента для обработки на месте мы предлагаем ремонт шейки коленчатого вала на месте, ремонт шейки на месте, без разборки двигателя и необходимости транспортировки коленчатого вала в береговую мастерскую.
Наш инструмент для обработки на месте использует радиусы скругления шатунной шейки в качестве эталона для регулировки машины для ремонта на месте. На случай, если эти радиусы галтелей повреждены или не центрированы относительно центральной оси, МШС разработала специальный метод обработки и необходимые приспособления, позволяющие производить обработку шатунных и коренных шеек для их восстановления в соответствии с допусками производителя.
При этом методе сначала обрабатываются радиусы галтелей, затем поврежденная шейка. Необходимо, чтобы мобильное устройство было максимально точно подогнано под базовую линию коленчатого вала с помощью специализированных электронных измерительных приборов. Этот метод можно использовать даже в море, на месте вашего судна.
Мобильная обработка
Поскольку в нашем распоряжении имеется большое количество специальных переносных мобильных обрабатывающих инструментов и/или соответствующих станков, мы можем выполнять все виды механической обработки в полевых условиях или на месте. К преимуществам мобильной обработки относятся минимальные затраты на разборку и транспортировку крупногабаритных и тяжелых деталей. Обработка на месте сокращает время простоя и экономит ваше время и деньги.
Завершение ремонта судовых дизельных двигателей, вспомогательных генераторов и другого оборудования всегда ограничено по времени. В этом случае наши бригады могут дежурить 24 часа в сутки. Все техники, т.е. фрезерование, токарная обработка, растачивание, выравнивание растачивания с помощью оптического устройства, шлифование и хонингование могут выполняться на месте с помощью нашего оборудования. Наши устройства спроектированы таким образом, чтобы их можно было использовать на месте в самых маленьких помещениях.
Все техники, т.е. фрезерование, токарная обработка, растачивание, выравнивание растачивания с помощью оптического устройства, шлифование и хонингование могут выполняться на месте с помощью нашего оборудования. Наши устройства спроектированы таким образом, чтобы их можно было использовать на месте в самых маленьких помещениях.
Облицовочные работы
Плоские поверхности, которые перестают быть плоскими и, следовательно, вызывают протечки, т.е. на фланцах или повреждениях на токарных кольцах механически обрабатываются на месте с помощью передвижных токарных устройств. В процессе восстанавливаются требования к допускам.
Сверлильные работы
Подшипниковые каналы, отверстия, корпус турбины, резьба и т. д. механически обрабатываются на месте с помощью переносных сверл и токарных приспособлений для обеспечения требуемых допусков.
Фрезерные работы
Прессы, корпуса валков, корпуса турбин, фундаменты машин и т. д., которые больше не соответствуют техническим требованиям, механически обрабатываются на месте с помощью мобильных фрезерных установок. Таким образом, требуемые допуски восстанавливаются. Обработка валов и шеек, шатунные шейки, валы и т. д. обтачивают и шлифуют на месте с помощью мобильных токарных устройств для восстановления требуемых допусков.
Таким образом, требуемые допуски восстанавливаются. Обработка валов и шеек, шатунные шейки, валы и т. д. обтачивают и шлифуют на месте с помощью мобильных токарных устройств для восстановления требуемых допусков.
Шлифовальные работы
Шарики во вращающихся печах, бумажные или другие цилиндры и т. д., которые больше не соответствуют геометрическим требованиям, обтачиваются и шлифуются с помощью наших мобильных шлифовальных устройств, чтобы они снова соответствовали требованиям.
Пиление Работа с мобильными пилами и алмазными ленточнопильными пилами
Резка больших поперечных сечений часто требует очень много времени. Поэтому мы предлагаем различные пилы для механической обработки. Положительный аспект заключается в том, что большие поперечные сечения разрезаются с экономией времени и без необходимости подвода тепла.
Геодезические работы
Часто неясно, является ли повреждение машины результатом геометрической ошибки. Мы предлагаем различные измерительные устройства, которые используются до, во время и после обработки. К ним, среди прочего, относятся лазеры и оптические устройства для измерения осевых линий и поверхностей. Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
К ним, среди прочего, относятся лазеры и оптические устройства для измерения осевых линий и поверхностей. Отказ двигателя на судне или стационарной электростанции может привести к чрезвычайно высоким затратам и огромным простоям. Наши услуги по механической обработке на месте и на месте исключают затраты и экономят время, поскольку разборка, удаление и транспортировка поврежденных деталей не требуются. Техническое обслуживание и механическая обработка на месте выполняются на месте нашим компетентным квалифицированным персоналом, чтобы помочь вам свести к минимуму время простоя и значительно сократить расходы.
Ремонт
Ремонт сломанных, треснутых или поврежденных литых деталей всегда является большой проблемой, поскольку чугун сваривается лишь в ограниченных пределах. Благодаря процедуре, которую мы применяем, мы можем предложить привлекательную альтернативу, которая в настоящее время является предпочтительным методом, используемым в промышленности и морском судоходстве.
Сварочный ремонт
Трещины в различных деталях машин, изготовленных из стали и стального литья, обычно ремонтируются путем зачеканки, шлифовки или фрезерования на месте, а затем завариваются путем предварительного нагрева. Наиболее широко применяемым сварочным процессом для таких работ является ручной метод дуговой сварки. Как правило, во время и после сварки требуется дополнительная термообработка.
Капитальный ремонт станков
Восстановление и ремонт прессов и станков самых разных производителей. Сюда входят прессы любой грузоподъемности, шлифовальные, фрезерные, расточные и токарные станки любых размеров. Хорошо информированные, обученные специалисты готовы предоставить вам эти услуги либо в нашей мастерской, либо на месте. Всегда обеспечена поддержка механиков из крупного машинного отдела.
Механическое производство
Наша мастерская оснащена широчайшим разнообразием станков для резки, что обеспечивает гибкость и профессиональное производство.