Как выбрать сварочный аппарат для кузовных работ
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.
Пользователи отмечают простоту использования аппарата – новичок, впервые взяв в руки инструмент, может «с ходу» разобраться с принципом варки и получить сварной шов приемлемого качества.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.
При полуавтоматической сварке, при помощи механизма подачи проволоки, она подается в рабочую зону. Свариваемые элементы надежно крепятся благодаря тому, что металл электрода плавится, но не сгорает. В результате, на месте соединения двух деталей появляется аккуратный и прочный сварной шов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Почему лучше подходит полуавтомат
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта. Данное устройство дает возможность получить аккуратный и прочный сварной шов. Оно подходит для варки металла разной толщины, Также с помощью полуавтомата выполняют газовую сварку цветных металлов. Особенностью устройства аппарата является наличие специальной катушки. Чтобы ее задействовать, выбирают нужное место, и нажимают на кнопку: в процессе варки подающая проволоку, катушка будет разматываться, и направлять в рабочую зону необходимое количество электрода.

Кроме того, инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.

Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.

Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.

При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
- Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.

Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
Принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.

Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.

Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180

Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 21800 — 22500
Подробные характеристики Aurora OVERMAN 180
2. Ресанта САИПА-135
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
ПВ: 70%
Напряжение на входе: 220 В
Степень защиты: IP21
Масса: 11 кг
Цена: 21800 — 14410
3. Aurora OVERMAN 160
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 20400
Подробные характеристики Aurora OVERMAN 160
4. Сварог EASY MIG 160 N219

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
ПВ: 60%
Напряжение на входе: 220 В
Класс изоляции: F
Степень защиты: IP215S
Масса: 12,5 кг
Цена: 29500
Подробные характеристики Сварог EASY MIG 160 N219
5. FUBAG INMIG 200 PLUS

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
ПВ: 20%
Напряжение на входе: 198-242 В
Класс изоляции: H
Степень защиты: IP21S
Масса: 15,4 кг
Цена: 35850
Подробные характеристики FUNBAG INMIG 200 PLUS
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
 Внешняя оболочка автомобиля сделана из тонкого металла, который постоянно приходится «штопать». Для ремонта удобнее всего использовать полуавтомат сварочный для кузовных работ. Он обеспечивает качественный шов, позволяет работать быстро с любого положения. Особо ценится у любителей и хозяев автосалонов простота процесса сварки полуавтоматом. На аппарате могут варить любители и сварщики с низким разрядом.
Внешняя оболочка автомобиля сделана из тонкого металла, который постоянно приходится «штопать». Для ремонта удобнее всего использовать полуавтомат сварочный для кузовных работ. Он обеспечивает качественный шов, позволяет работать быстро с любого положения. Особо ценится у любителей и хозяев автосалонов простота процесса сварки полуавтоматом. На аппарате могут варить любители и сварщики с низким разрядом.
Почему для сварочных работ с авто лучше всего подходит полуавтомат?
Подварка кузова имеет свои особенности и сложности. Автомобиль не разбирается полностью. Добраться до места работы сложно, везде металлические детали. Для электрода нет места, чтобы не зацепить за что-то расположенное в непосредственной близости. Работы проводятся в любом положении шва, с переходами по плоскости.
Сварочный аппарат для кузовных автомобильных работ, функционирующий в полуавтоматическом режиме, оптимально подходит автослесарям. Он обеспечивает ровный и прочный шов. Горелка компактная, конец электрода не торчит наружу, проволока подается по каналу.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ.
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.
Классификация и маркировка
По мощности полуавтоматы, как и другое оборудование, делится на профессиональные, вырабатывающие силу тока более 300 А. Бытовые, ограниченные 180 – 200 А. В промежутке между ними находятся полупрофессиональные аппараты.
Принцип работы – основной показатель в маркировке:
- MIG – в среде инертных газов;
- MAG – под слоем активных газов;
- NO MAG – газ не подключается.
Чаще всего встречается оборудование комбинированного типа, работающее в 2 или 3 режима.
Особенности выбора
 Профессиональные аппараты с мощностью более 300А не используются в автомобильных мастерских. Все ремонтные работы проводятся током до 200А.
Профессиональные аппараты с мощностью более 300А не используются в автомобильных мастерских. Все ремонтные работы проводятся током до 200А.Кузов автомобиля состоит из каркаса и тонкого листа. Сварочный аппарат должен работать на различных режимах MIG/MAG, чтобы варить разные по своему составу и размеру детали в любом положении.
Тянущий механизм обеспечивает более ровную подачу проволоки, позволяет варить на удалении, со шлангами длиной до 20 м. При этом увеличивается размер ручки горелки и возможность работать в труднодоступных местах.
Характеристики для оборудования
Практика показала, что в топ оборудования для сварки кузова входят аппараты типа MIG/MAG.
- сила тока;
- режим работы MIG/MAG;
- типы проволоки и электродов, максимальный диаметр;
- источник питания 220В или 380В.
Для кузовных работ следует остановить свой выбор на полупрофессиональных аппаратах универсального типа. В гараж подойдет бытовой с мощностью 180А.
Что еще учесть?
Чтобы правильно выбрать сварочный аппарат, следует определиться с толщиной металла и его составом.
Выбирая хороший полуавтомат, следует отдать предпочтение оборудованию с евроразъемом, к нему проще будет подобрать для замены горелку.
Важно, чтобы регулировка напряжения осуществлялась плавно или имелось большое количество положений регулятора, чтобы регулировать ток с небольшим по значению шагом.

Мастер аварийной ремонтной бригады. Сварщик 6 разряда, Судоплатов Г.В.: «При покупке сварочного полуавтомата следует обращать внимание на диапазон напряжений, в котором работает оборудование. Особенно важно это при использовании его в сельских и удаленных районах, где напряжение часто падает или скачет. В случае постоянно низкого значения напряжения, следует отдавать предпочтение инвертору, который может работать при 165В, в отдельных случаях при 145В. Во время работы на даче или в поле, такие модели можно подключать к генератору».
Подготовка к работе
 Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.
Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.
- Разобрать горелку, снять сопло и наконечник.
- Установить катушку с проволокой.
- Вручную завести проволоку в канал и подающий механизм.
- Собрать горелку.
- В зависимости от типа предстоящей работы выставляется полярность, и крепятся зажимы к детали.
- Подключить полуавтомат к сети.
- Вывести конец проволоки в горелке наружу, в рабочее положение.
После этого выпускается конец проволоки, проверяется скорость и плавность подачи. Затем кусачками убирается лишнее и можно начинать работать.
Подключение газового баллона
Подваривать кузов полуавтоматом удобнее всего в среде углекислого газа. Предпочтение отдается баллонам с технической углекислотой. В них меньше водных паров.
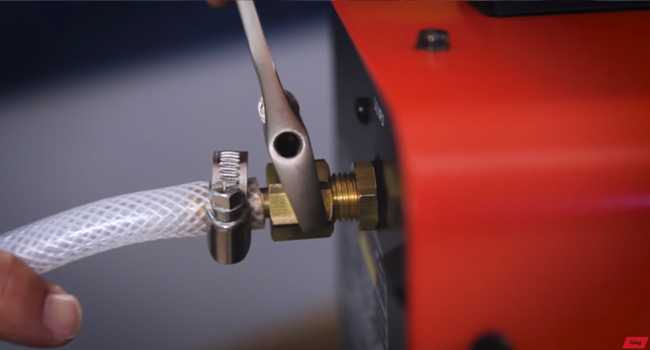
- Установить на баллон редуктор.
- Подключить гайкой редуктор к баллону.
- Соединить шлангом баллон с углекислотой и полуавтомат.
- Настроить нужный расход газа.
Редуктор устанавливается для равномерной подачи газа. Он показывает, какое давление в баллоне. Когда оно достигает 5 – 6 Атм, баллон следует заменить новым.
Регулировочные мероприятия
 Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Отрегулировать силу прижима роликов, чтобы усилия хватало тянуть проволоку даже при перегибах канала – кабеля.
При нажатии кнопки на сварочной горелке, проверяется показание расхода газа, и скорость подачи проволоки. При необходимости они регулируются.
Влияние источника питания
Источник питания влияет на качество шва и производительность работ. Тонкие листы легче сваривать переменным током, который не перегревает шов и не прожигает его.
Для постоянного подбираются специальные расходные материалы. Режимы требуют точной настройки, чтобы кузов не пришлось рихтовать. Какой источник питания выбрать, определяется объемом работ и стоимостью оборудования.
Трансформатор
![]()
![]() Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
К недостаткам относится:
- большой вес и габариты;
- работает в большом диапазоне температур;
- чувствительный к перепадам напряжения;
- потребляет много электроэнергии;
- режим работы менее 50%.
Если напряжение в сети падает, достаточно добавить ток. При резком повышении прожигает деталь.
Выпрямитель
Выпрямитель преобразует переменный ток, пропуская его через полупроводниковые вентили. По размерам он меньше трансформатора, но тяжелее инвертора.
Аппарат не имеет плавной регулировки силы тока. Простое устройство не чувствительно к перепадам температур, хорошо работает в условиях сильной запыленности, вибрации. Легко ремонтируется заменой сгоревшей детали или ее перемоткой.
Ремонтируя автомобиль в сложных условиях, предпочтение следует отдавать выпрямителю. Он работает при низких напряжениях и морозе. В качестве расходного материала используется проволока обычная, порошковая, покрытая и электроды.
Инвертор
Аппарат превращает переменный ток в постоянный, что перегревает и коробит тонкий лист. Чтобы варить , понадобится применение специальных электродов и присадок. Позволяет работать порошковой проволокой без газа и флюса, что удобно, не надо таскать баллон и подключать газ.
К плюсам инверторного аппарата относятся:
- малый вес;
- экономное расходование электроэнергии;
- качественный красивый шов;
- работает при пониженном напряжении;
- сглаживает скачки;
- ток не падает при работе с длинными кабелями, на удлинителе;
- цифровой дисплей;
- плавная регулировка всех параметров.
Недостаток инверторного полуавтомата в его повышенной чувствительности к окружающей среде. При температуре ниже – 5⁰ он тормозит и перестает работать. Платы постоянно покрываются пылью, ухудшая качество работы микросхем и срок службы оборудования. При выходе из строя одной детали, приходится менять всю микросхему, которая составляет более половины стоимости оборудования.
Варианты подключения к электросети
Бытовой полуавтоматический сварочный аппарат работает от сети 220В с частотой 50 Гц. Под него и следует подбирать оборудование для домашней мастерской. Профессиональные аппараты подключаются в основном к промышленному трехфазному току в 380В.
По виду источника питания, инверторы могут работать в любых условиях, подключатся даже к генератору. Трансформаторы в большинстве рассчитаны на промышленный ток.
Проволока и ее влияние на результат
Для сварки кузова применяют проволоку диаметром 0,6 – 0,8 мм. По составу:
- сплошная омедненная;
- покрытая флюсом;
- порошковая.

Первая применяется для сварки в среде газа. Ею удобно варить швы, расположенные горизонтально и вертикально. Недостаток работы с ней – тяжелое газовое оборудование. При работе на постоянном месте самый подходящий вариант.
Проволока с покрытием обеспечивает сварку под флюсом в любом положении. Ее покрытие расплавляется от дуги, создает пленку шлака, закрывающего шов. Выделяющиеся при сгорании компонентов обмазки газы закрывают сварочную ванну от воздуха. Шов получается ровный, прочный. Производительность работы высокая.
Порошковая проволока – это вывернутый наизнанку электрод. Флюс находится внутри. Металлический корпус плавится, заполняя шов. ПП сложно сваривать тонкие детали. При толщине металла от 3 мм получается качественный выпуклый шов.
Не забываем про горелку
Полную защиту сварочной ванны при работе на большой скорости обеспечивает широкое сопло с сеточными вставками. Газ равномерно поступает по всей площади ванны.
Токоподводящий наконечник должен иметь отверстие, соответствующее диаметру проволоки. При наличии большого зазора происходит искрение, и деталь быстро сгорает, выходит из строя.
Кнопки включения на ручке. Там же располагается тянущий механизм подачи проволоки.
Что можно сказать о баллонах?
На практике в основном применяются баллоны с углекислым газом для сварочных работ черного цвета с давлением 14,7МПа. Редуктор на них устанавливается без переходника.
Для домашнего использования удобные емкости объемом 20 литров. Их можно поднять одному человеку и поместить в багажник или на заднее сидение легкового авто.
Для большого объема работы подойдут баллоны объемом 45 литров. Их хватает надолго. Для перемещения необходима специальная тележка.
Для ремонта кузовов выбирается оборудование, способное сваривать тонкие детали из разных марок сталей и алюминий. Сила тока до 200А.
Сварка кузова автомобиля своими руками
Сегодня мы поговорим о том как и чем лучше всего сваривать кузов нашего авто.
Если Вы, как настоящий автолюбитель, не хотите доверять ремонт своего «железного коня» чужим рукам, особенно какие-то мелкие работы, и к тому же хотите значительно сэкономить, то эта статья для именно Вас.

Содержание:
1. Сварка кузова автомобиля своими руками
2. Специфика сварки кузова инвертором
3. Преимущества сварки кузова полуавтоматом
4. Полезные советы
5. Защищаем от коррозии
В последнее время растет интерес к кузовным работам. Причем многих интересует именно сварка кузова автомобиля. Кто-то хочет приварить нужную деталь или заплатку, кто-то вытянуть вмятину, кто-то исправить следы коррозии. Все это можно сделать своими руками в гараже. Нужно всего лишь вооружиться необходимыми инструментами, изучить нюансы предстоящей работы и немного потренироваться.
Так как же восстановить кузов автомобиля с помощью сварки?
Наверняка первый вопрос, который пришел Вам в голову — что же понадобится Вам для работы? И какой сварочный аппарат выбрать?
Существует два способа кузовных сварочных работ:
- с помощью инвертора;
- с помощью полуавтомата.
Есть еще также вариант точечной сварки. Именно им пользуются на заводах при производстве автомобилей. Тут нужно специальное оборудование и определенный опыт сваривания.
Важно! Если Вы никогда не работали со сваркой, то обязательно сначала потренируйтесь на каких-нибудь металлических заготовках.
В перечисленных выше случаях не требуется каких-то специализированных навыков и умений. Достаточно просто немного попрактиковаться. Можно конечно и сразу приступить к работе с кузовом, но уже на свой страх и риск что-то испортить.

Варить сварочным инвертором несложно. Металл нагревается до нужной температуры за считанные секунды, поэтому весь рабочий процесс займет совсем немного времени.
Сварочный ток остается стабильным даже при перепадах напряжения и не создает излишних нагрузок. Разбрызгивание металла незначительно. Приятным бонусом идут функции горячего старта, антизалипание электрода и форсаж дуги. А так же инвертор потребляет на 15-20% меньше электроэнергии по сравнению с другими устройствами.
Недостатком можно считать только небольшую толщину соединяемых деталей — не больше 3 мм. В целом для бытовых условий и даже небольших мастерских — это идеальный аппарат.
К нему нужно будет докупить только нужные электроды — они различаются по толщине и по составу. Так что будьте внимательны при их выборе, ведь они напрямую влияют на качество будущего сварного шва. Кроме того стоит заранее побеспокоиться о защитной маске, рукавицах и спецодежде.
Для начала выставляем на инверторе силу тока — она зависит от толщины детали и электрода. Ее можно определить по таблице, которая размещена на корпусе большинства аппаратов.
Далее поджигаем дугу, подносим электрод к нашей детали и удерживаем под небольшим углом на расстоянии в пару мм. После этого начинаем сваривать детали, а на получившемся и уже остывшем шве сбиваем окалину молотком или щеткой.
Важно! Для получения прочного сварного шва важно учитывать полярность.
Поясним. При сварке возникает положительный и отрицательный заряд, электроды также обладают полюсами. При прямой полярности (минусом электрода к дуге) зона расплавления узкая и глубокая, при обратной (плюсом электрода к дуге) – широкая и мелкая.
Обратная полярность применяется для исправления дефектов на участке небольшой толщины, где есть опасность прожечь металл, и для сварки нержавейки, которая в силу своих химических особенностей сложнее поддается обработке.

Для начала поясним, что полуавтомат — это сварочный аппарат, который варит проволокой. Причем она автоматически подается в зону сварки. Эти устройства обозначают аббревиатурой MIG/MAG.
Такие аппараты идеально подходят для сварки кузова автомобиля. Ведь его толщина может составлять 0,8-1 мм, и чтобы не жечь в нем дырки используют именно сварочные полуавтоматы. Вообще, у них вдвое больше диапазон толщины свариваемого металла, чем у инверторов, и составляет до 5-6 мм. Стоит отметить и то, что качество сварки даже для грубого железа здесь получится на порядок выше.
Примечание. С помощью полуавтомата получаются тонкие и практически незаметные швы.
Сварочный полуавтомат вполне заменит аппарат на электродах, а вот наоборот уже не получится.
Также имейте в виду, что научиться варить электродом — процесс долгий и не простой. А вот научиться варить с помощью полуавтомата получиться значительно быстрее и проще — как минимум потому, что здесь не требуется умение зажигать и поддерживать дугу.
Полуавтоматы смело можно назвать основным видом сварочных аппаратов для гаражников и сервисов, выполняющих кузовной ремонт.

Проволока может быть как российской, так и импортной. Сварка кузова автомобиля будет успешной с любой из них, лишь бы она была омеднённой и без грязи и ржавчины.
В некоторых случаях работы можно вести так называемой “флюсовой” или “самозащитной” проволокой. Она сделана по технологиям порошковой металлургии и содержит защитный флюс, и, следовательно, не требует применения защитного газа. Но такая проволока значительно дороже обычной, да и швы выглядят не так красиво, как при сварке обычной проволокой в среде углекислого газа.
Примечание. Самый распространённый диаметр сварочной проволоки — 0,8 мм.
Сварочную проволоку можно купить практически в любом инструментальном и даже хозяйственном магазине, если там есть отдел оборудования для сварки. 8-ми мм проволокой можно варить как тонкий (0,7-0,8 мм), так и достаточно толстый металл — от 4 мм и больше.
Скажем напоследок об одном нюансе сварки тонкого металла (примерно 0,6 мм). Проволоку тут тоже удобнее использовать меньше (диаметром 6 мм). Ей Вы можете сварить и более толстые детали. Однако такой диаметр есть только у импортных брендов.
Во-первых, если предполагается длинный сварной шов, то вне зависимости от выбранного аппарата надо действовать в несколько этапов:
- сперва привариваемую деталь необходимо «прихватить» в нескольких местах, чтобы она была надёжно зафиксирована;
- затем следует сделать несколько коротких (1-2 см) шва, по линии соединения;
- после каждой операции металл должен остыть;
- и лишь как завершающий этап — производить окончательное соединение. Это позволит свести температурные деформации к минимуму.
Во-вторых, если проводится сварка кузова автомобиля из-за коррозийных разрушений, то всегда удаляем ржавчину до начала работ. Причем очистить нужно полностью до металла. В противном случае ремонта хватит ненадолго.

После проведения работ необходимо защитить сварной шов от коррозии. Если он останется «как есть», то он очень быстро будет разрушен. И если на лицевой части детали этот процесс происходит практически всегда, то про внутреннюю часто «забывают», особенно когда она расположена в закрытой полости.
Важно! Наносим антикор не только на внешнюю, но и на внутреннюю поверхность шва!
Нередки случаи, когда через год по шву через краску начинает прорываться ржавчина. Причём косметикой, в описанном случае, отделаться уже не получится — необходима полноценная переделка. Когда доступ к обработке есть с двух сторон — то проблем нет.
Однако что делать, если внутренняя часть шва находится в закрытой полости? В этом случае мы рекомендуем частично пожертвовать целостностью и просверлить в полости отверстие, которое позволит обработать ее антикором.
Читайте также:
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.

Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

После сварочных работ, необходимо обработать кузов против коррозии
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.

Для ремонта кузовов автомобилей часто применяется сварка с использованием полуавтомата(метод сварки MIG/MAG). Стоит отметить, что полуавтоматическая сварка является безопасным и лёгким в использовании процессом, обеспечивающим надёжное соединение деталей. При этом коробление практически не наблюдается.
Полуавтоматическая сварка — это
Разновидность дуговой сварки, во время которой процесс приварки происходит за счет одновременной автоматической подачи электродной проволоки с воздействием на нее защитным газом.
Защитный газ используемый при сварке полностью защищает нагретые и расплавленные основные и электродные материалы от воздействия воздуха, который как замедляет процесс варки, так и полностью может ее остановить.
Далее мы рассмотрим основные принципы работы с полуавтоматом, выбор и подготовку данного вида инструмента.
Принцип работы полуавтомата
Сварочные полуавтоматы в большинстве своём являются простым оборудованием. Основные его части – регулируемый источник постоянного тока, который и обеспечивает подачу сварочного напряжения, а также специальный механизм, предназначенный для подачи сварочной проволоки в зону сварочной дуги, причём подача выполняется с регулируемой скоростью.
Дуга имеет надёжную защиту, благодаря потоку газа, создаваемого горелкой, куда он попадает от баллона с тем самым газом. Настройка скорости подачи электрода и напряжения сварки происходит одновременно.
Как уже было сказано, сварочная проволока должна подаваться в зону дуги со строго определённой скоростью. Только в этом случае процесс сварки будет протекать стабильно. В противном случае при малейшем перерыве в подаче проволоки дуга обрывается, и это ведёт не только к снижению качества сварочного шва, но и к другим более серьёзным последствиям, к которым стоит отнести, в первую очередь, прожог шва, оплавление наконечника электрода и прочие отказы и дефекты.
Для качественной подачи необходимо перед работой проверить ведущие ролики. Необходимо, чтобы подающий ролик имел V-образную канавку, размер которой должен совпадать с размером проволоки, а также, чтобы эта канавка была в хорошем состоянии, то есть не была изношена.
Зачастую, когда люди сталкиваются с плохой подачей, они увеличивают усилие на зажим ведущих роликов, что может лишь ещё больше ухудшить подачу, поскольку проволока может деформироваться. Кроме того, можно испортить направляющий канал горелки всё по той же причине.
Во время работы сварочная проволока проходит через горелку посредством направляющего канала, который с течением времени имеет тенденцию к загрязнению и износу. Вследствие чего сопротивление подачи электрода увеличивается, вплоть до полной остановки проволоки.
Такого допускать не следует, лучше вовремя заметить эти изменения и заменить направляющий канал на новый, устанавливая который нужно быть очень внимательным, поскольку при несоответствии его длины, внешнего и внутренних диаметров могут возникнуть серьёзные проблемы подачи. Другими словами, весь смысл замены теряется, и нормальная сварка по-прежнему невозможна.
Для того, чтобы снизить загрязнение проволоки, а также преждевременный износ направляющего канала, лучше выбирать полуавтомат с закрытым механизмом подачи. Такой подход к подаче проволоки заметно лучше защищает её от пыли, влаги, окисления и т.д.
Теперь пару слов о контактном наконечнике горелки, через который собственно сварочный ток и подаётся к электроду (сварочной проволоке). Понятное дело, что для качественной сварки проволока должна иметь качественный и надёжный контакт с этим наконечником. Необходимо следить за степенью износа этой части сварочного полуавтомата, чтобы своевременно заменить.
Все эти, казалось бы, мелочи имеют огромное значение для качественной сварки, выполняемой при помощи полуавтомата. Хорошее состояние оборудование – залог успеха, а плохой за ним уход – первый и самый верный шаг к появлению всевозможных неисправностей.

Правила работы с полуавтоматом
Перечислим ряд требований, а точнее правил, которыми не стоит пренебрегать при применении сварочного автомата:
- Перед началом работы сварочным полуавтоматом следует внимательно изучить инструкцию по этого эксплуатации;
- при сварке нужно следить за строгой полярностью – «плюс» должен быть на горелке, а «минус» — на свариваемой детали;
- во избежание неприятных ситуаций, связанных с человеческими повреждениями, не следует при заправке проволоки в горелку направлять её сопло на себя или других людей. Тут нужно быть очень внимательным, ведь проволока своим концом может проткнуть вам ладонь или другую часть тела;
- категорически запрещается во время работы перемещать полуавтомат, потянув его за горелку или кабель, для этого существуют ручки;
- чтобы не повредить глаза и другие части лица работать сварочным полуавтоматом следует только в специальной защитной маске, имеющей светофильтр, маркировка которого должна соответствовать диапазону тока, используемого в сварке, а для дополнительной защиты следует использовать очки со стеклянными линзами, поскольку стекло не пропускает ультрафиолет;
- для долгой и безотказной работы устройства необходимо два раза в год прочищать все его внутренности от грязи и пыли;
- если в процессе внешнего осмотра прибора были обнаружены повреждения в кабеле или рукаве горелки, их нужно тут же устранить при помощи изоляционной ленты или термоусадочной трубки, а изношенные части и вовсе лучше заменить на новые;
- форма канавки должна чётко соответствовать материалу электрода: V-образная гладкая применяется для сплошной стальной проволоки, V–образная с насечками – для порошковой проволоки, U-образная – для сплавов и мягких металлов;
- во время работы запрещено прикасаться к токоведущим частям сварочного полуавтомата, а также работать со снятыми его крышками;
- помещение, в котором выполняется сварка, должно хорошо проветриваться, поскольку аэрозоли, выделяющиеся во время работы, чрезвычайно вредны;
- следует строго соблюдать правила пожарной безопасности;
- нельзя забывать о том, что во время сварки сварочный шов нагревается до очень высоких температур, поэтому строго запрещается прикасаться к этим местам;
- не секрет, что полуавтомат, как и всякий сварочный аппарат, является источником электромагнитного излучения, которое чрезвычайно вредно влияет на здоровье человека. Не все люди могут работать в таких условиях, поэтому предварительно нужно пройти медицинский осмотр;
- категорически запрещено сваривать сосуды и трубопроводы вместе с жидкостями, а также сосуды, в которых прежде хранились горючие и легковоспламеняющиеся жидкости;
- не стоит перенагружать полуавтомат, работайте только в условиях, предусмотренных в инструкции по эксплуатации, поскольку это, во-первых, опасно для здоровья работающего, а, во-вторых, сокращает ресурс работы самого полуавтомата;
- поскольку человек является носителем статического электричества, прикасаться к элементам электронной платы строго запрещается, в этом случае возможен их пробой;
- крышка ниши механизма подачи во время работы должна быть плотно и надёжно закрыта, дабы не стать источником травматизма оператора;
- сварка не должна выполняться в непрерывном режиме, нужно чередовать её с регламентируемыми перерывами, продолжительность которых и интервалы между ними должны быть выбраны в соответствии с рекомендациями производителей;
- во время работы сварочным полуавтоматом строго запрещено переключать ступени трансформатора, установленного на источнике сварочного тока;
- все работы по сварке следует выполнять только в специально предназначенной для этого одежде, кроме того, одежда должна быть полностью сухой, дабы защитить себя от возможного поражения электрическим током;
- расход защитного газа, который может быть аргоном, гелием, углекислым газом или их смесями, должен быть рассчитан оптимально, поскольку он в зоне дуги образует защитную среду, кроме того, газ должен быть выбран в соответствии с типом свариваемого материала, а также его толщиной. Баллон должен быть закреплён горизонтально и достаточно надёжно.
Сварка полуавтоматом без применения газа
Среди обширного количества видов сварок самой перспективной и востребованной становится сварка без использования газа.
Сварка полуавтоматом данного типа производится с помощью флюсовой проволоки или как ее называют специалисты сварочная порошковая проволока.
Флюсовая проволока это стальная трубка, но внутри данной трубки находится специальный порошок— сварочный флюс, похожий на обмазку обычных электродов.
Воздействуя на флюсовую проволоку с помощью высокой температуры получается сгорание флюса, которое обеспечивает защитное газовое облако в месте сварки. Сам процесс очень схож с обычной электродной сваркой.
Главное достоинство данного метода это отсутствие необходимости носить с собой газовые баллоны, огромный выбор материала с различными видами химических составов, с помощью которых можно формировать необходимые дуговые свойства и менять характеристику шва.
Так как сварка полуавтоматом схожа с обычной электродной, то происходит попадание шлака от сгоревшего флюса в сварочную зону, поэтому необходимо обеспечивать герметизацию сварочной поверхности. Для этого необходимо сверху готового шва наложить еще несколько новых.
Флюсовая проволока имеет низкую жесткость, поэтому ее подача к зоне сварки должна быть с небольшим усиленным нажатием, изгибы шланга полуавтоматической сварки попросту недопустимы.
Крайне необходимо соблюдать условия полярности фазного провода и «массы»
Слева вы видите полярность сварки без использования газа, а справа с использованием газа при сварке.
Для того, чтобы начать процесс необходимо подключить источник питания следующим способом: минус к держателю горелки, а плюс к свариваемой поверхности. В случае сварки с использованием защитного газа, происходит подключение в обратном порядке.
Данный метод подключения питания обеспечивает высокую температуру для плавления флюса и образование защитной газовой среды.
Основные преимущества безгазовой сварки:
- Простота сварочного процесса
- Отсутствие необходимости в газовом баллоне
- Быстрая скорость осуществления работы
Сварочный полуавтомат для газовой среды
Сварочный полуавтомат предназначенный для работы в защитной газовой среде это новый, набирающий популярность вид сварки. За последние 20 лет использование данного вида сварки достигло больших масштабов.
Этот тип сварки предполагает два вида работ это:
MIG (Metal Insert Gas) — сваривание происходит с воздействием инертного газа, к примеру аргона, а также других видов газовых смесей.
MAG (Metal Active Gas) — процесс сваривания металла с использованием активного газа, к примеру это углекислый газ.
Использование газовых баллонов не позволяет мобильно произвести сварку в любых условиях, однако при стационарном использовании этот вид сварки самый лучший и аналогов у него нет.
Процесс сварки осуществляется при подаче электродной проволоки, в состав которой входит кремний и марганец в зону сварки совместно с углекислым газом.
Таким образом создается защитная среда для электрода и сварочно поверхности от действия окружающей среды.
Преимущество данной сварки это возможность контролировать процесс, также к достоинствам сварки в газовой среде относят экономию времени, потому как при безгазовой сварке необходимо менять электроды и очищать сварочные швы от шлака.
Качество работ с использованием защитной газовой среды намного превосходит безгазовую сварку, но и здесь есть небольшие нюансы.
Рассмотрим их на примере качества швов. При использовании активного газа СО2 шов будет иметь чешуйчатый внешний вид и граты т.е. эффект прилипших шариков. В то же время при использовании смеси газов аргона в количестве 80% и углекислого газа 20% соответственно шов имеет гладкую и ровную поверхность, не требующую дополнительной обработки.
В последние годы для работы сварочных автоматов полуавтоматического типа получило широкое распространение применение инверторные типы источников питания вместо источника переменного тока. Это обусловлено такими плюсами как:
- Малый вес прибора
- Плавная регулировка напряжения, а значит безопасность выполнения работы
- Низкая нагрузка на электросеть, что в свою очередь приводит к бесперебойной работе других электро потребляющих приборов в помещении.
Как выбрать сварочный аппарат
Как и любая техника сварочный аппарат имеет свою конструкцию и она состоит из:
- Горелка, различающаяся по типу мощности и способам охлаждения
- Механизм подачи проволоки. Он включает в себя способ подачи, регулирование скорости и количество прижимных роликов
- Шланг, который различается по диаметру
- Газовый редуктор, который в обязательном порядке должен иметь два манометра.
Выбирая полуавтоматический сварочный аппарат следует учитывать толщину металла, который будет находиться под воздействием сварки, какую длину шва производит аппарат, а также условия выполнения сварочных работ.
Перед покупкой необходимо уточнить все вышеуказанные параметры, так как это поможет выбрать подходящий именно для вас аппарат.
Подбирать сварочный аппарат необходимо по следующей методике:
- Выбор начинается с выяснения задач, для которых приобретается аппарат
- При выборе обращайте внимание на качество сварочного аппарата, прочитайте информацию о заводе-изготовителе и изучите отзывы о нем и об аппарате. Также обратите внимание на стоимость, которая не может быть ниже средней.
- Если вы выбираете маломощный аппарат, то следует учесть что он способен обрабатывать исключительно небольшие поверхности.
- В месте покупке узнайте особенности гарантии, наличие сервисных центров и доступность расходных материалов и запчастей к аппарату, таких как токопроводящие наконечники, сопла для горелки, изоляционные втулки, подающие спирали и ролики.
Подготовка сварочного аппарата к работе
Как любой вид деятельности проведение сварочных работ предполагает соблюдение правил подготовки к процессу, это позволит обеспечить безопасность и качественность самого процесса.
Перед началом работы нужно подготовить сварочную поверхность для избежания появления пор. Для этого с поверхности нужно удалить пыль, мусор, грязь, влагу, масло, а также ржавчину размеров до 30 мм от края зазора.
Очистку поверхности можно провести металлической щеткой, стальной щеткой по металлу, ветошью, пескоструйным аппаратом, затем нужно обезжирить и протравить.
Также необходимо подготовить сварочный аппарат, для этого необходимо соблюсти следующие этапы подготовки:
- Проверяем заземление аппарата. Любое варочное оборудование нужно проверить на наличие присоединения к заземляющему проводнику. Отсутствие или неисправность угрожает безопасности процесса сварки.
- Проверяем напряжение сети. Многие аппараты чувствительны к скачкам напряжения и могут выходит из строя. Поэтому напряжение в сети должно быть стабильным.
- Выбираем режим сварочного аппарата. Современные полуавтоматы имеют множество режимов сварки и ее регулировку. С помощью них можно подстроить сварку под свариваемый материал и характер сварки.
- Перед началом работы нужно отрегулировать диаметр наконечника, он должен быть на несколько миллиметров больше чем размер проволоки.
- Проверяем регулировку наконечника и подающего механизма. Если эти элементы расстроены и настроены неправильно это может привести к ошибкам в работе или к порче свариваемого материала.
- Проверяем качество проволоки. Она должна быть ровная без заусенцев, вмятин и различного род царапин.
Насколько полезной была эта статья?
Нажмите на звезду, чтобы оценить!
Отправить рейтингСредний рейтинг / 5. Подсчет голосов:
Сварка полуавтоматом – от А до Я | СОВЕТЫ
 В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
Настройка полуавтомата для сварки на живом примере
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:

Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ. При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.

С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.

Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки. Стоит обратить внимание на то, что помимо явных плюсов использования, есть и минусы: при сварке флюсовой проволокой обычно образуется облако дыма, что усложняет визуальный контроль процесса. Ее же нельзя применять для потолочного шва.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.

2. Соединяем газовый шланг с редуктором на баллоне.

3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.

5. Подключаем кабель массы к минусовому разъему.

Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.

2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.

4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.

6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.

8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.

9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.

Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.

5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.

Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.

Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:


Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный. К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
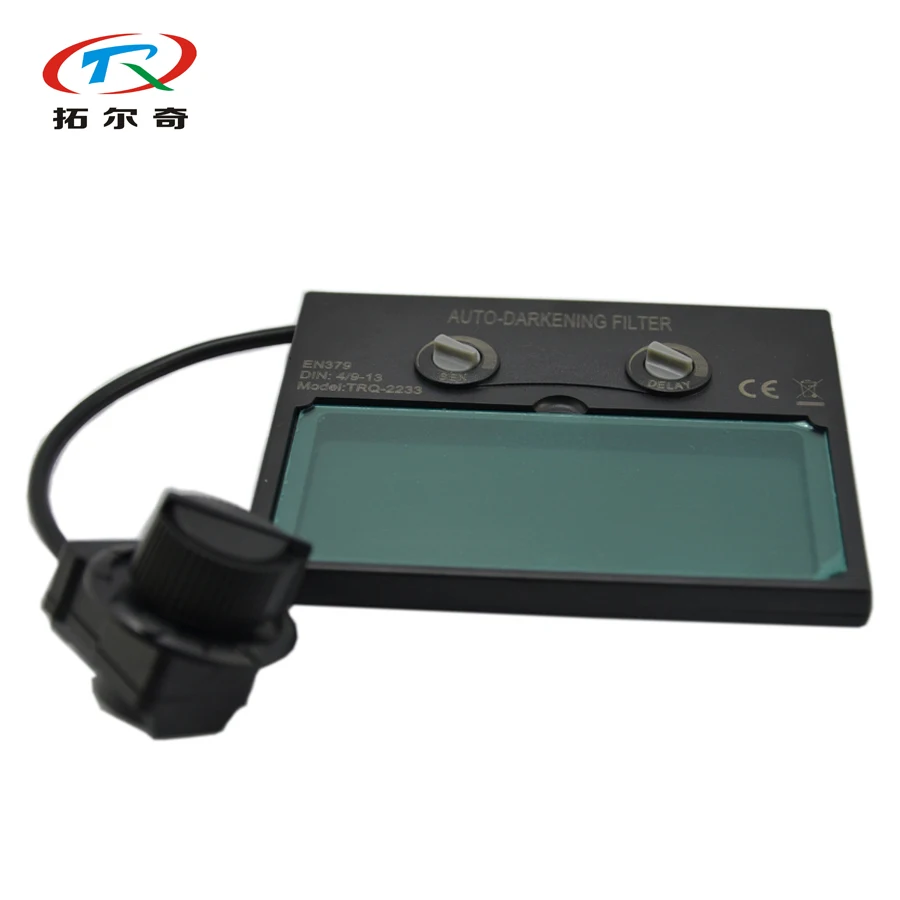
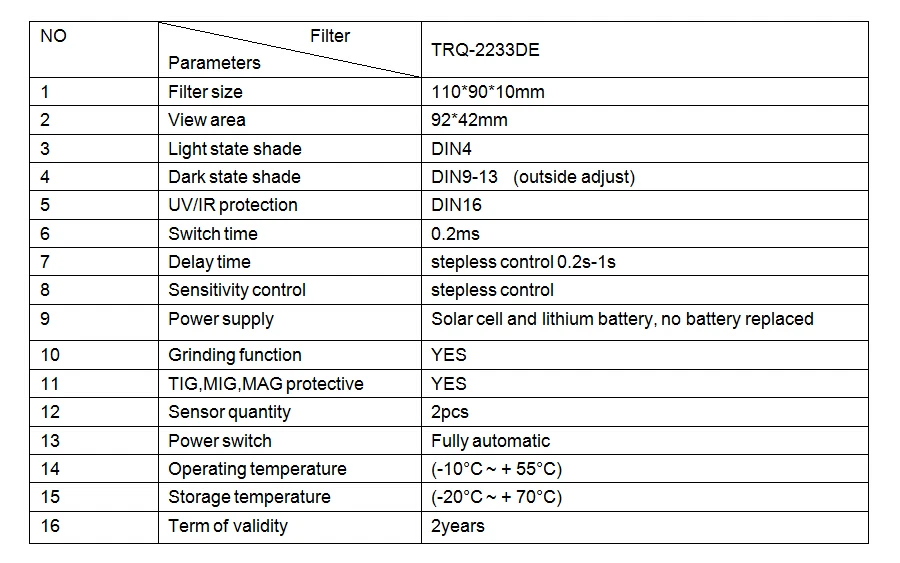
Наименование продукта:
Автоматический затемняющий сварочный шлем или сварочная маска
Применимые поля :
Аргонодуговая сварка, TIG, TIG Pulsing, MIG, MAG, электрод, плазменная резка и шлифование.

Рабочие характеристики :
1. Популярный и классический дизайн, конструкция внутренней конструкции сварочного шлема, соответствует принципу эргономики.
2. Корпус шлема изготовлен из полипропилена, обладает высокой и низкой температурой, устойчивостью к коррозии, огнестойкостью, мягкостью, светонепроницаемостью, высокой интенсивностью и долговечностью.
3. Быстрое автоматическое затемнение, время переключения фильтра, высокое разрешение, широкая зона обзора, с небольшим энергопотреблением.
4. Автоматическая технология сварки SMT полностью обеспечивает стабильность и надежность качества продукции.
5. Общая защита процесса от ультрафиолетового (УФ) и инфракрасного (ИК) излучения.



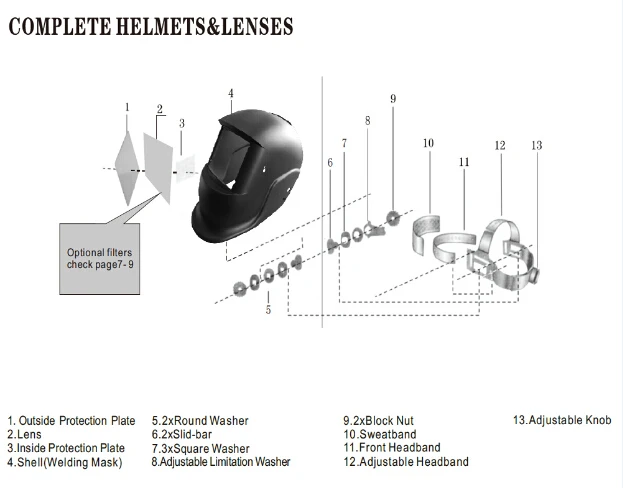
сварочная маска Структура и сборка:
Профиль компании:
Wuhan Torch Optoelectronic Technology Co., Ltd находится в «Оптическая долина Китая», Оптическая долина Внутренний электронный промышленный парк в Ухань Хубэй Китай. Благодаря почти двадцатилетнему развитию и огромной поддержке со стороны Научно-технического университета Хуанчжоу и Уханьского университета мы развиваемся как высокотехнологичное предприятие, которое производит композиции фотоэлектронных изделий, средств защиты, средств автоматизации, сварочного оборудования и сварочных изделий OEM.
Мы стремимся «построить первоклассную команду и создать первоклассное предприятие» бизнес-философию, стремиться к инновациям продукта и совершенствованию технологий, чтобы создать совершенный продукт. Чтобы соответствовать европейским стандартам, в 2012 году наша компания прошла сертификацию системы менеджмента качества ISO9001, а также представила самое передовое в Европе оборудование для испытаний индекса оптических технологий; и в 2015 году, за исключением одной производственной линии Samsung SMT для поверхностного монтажа, мы также увеличиваем две комплектные производственные линии Casio speed SMT для поверхностного монтажа, производственные линии для пайки волной припоя и испытательную сборочную линию, эти улучшения сокращают время выполнения заказа, а также сделать нашу продукцию более конкурентоспособной на рынке.
Благодаря передовым технологиям, превосходной производительности, а также надежному и стабильному качеству мы имеем в наличии сварочный шлем с автоматическим затемнением, сварочный шлем с затемнением от солнечных лучей, фильтрующую пленку с ЖК-фильтром с автоматическим затемнением ……,
с его конкурентоспособной стоимостью, и это принята многими клиентами в стране и за рубежом, мы также приветствуем OEM / ODM в соответствии с требованиями заказчика.
наш сертификат:
сварки деталей фильтра:


Сварочная маска головной убор деталь:


Производство и тестирование потока:
24-часовое обслуживание в линии, любой вопрос, обратная связь мне в любое время.
Инверторный сварочный аппарат MMA MIG MAG 200A предлагает доступные функциональные инструменты. Функциональность устройства MIG / MAG также была принята во внимание. Аппарат для сварки электродов встроен. Сварочное оборудование с защитой от CO2 использует самую передовую инверторную технологию, поскольку наша внутренняя часть машины оснащена электронной схемой реактора, которая может точно контролировать процесс короткого электрического перехода и перехода с наложением и обеспечивает превосходные характеристики сварки.
Особенности
1. Компактный, легкий, надежный и доступный, 200А.
2. Стабильная скорость провода, экономия энергии, отсутствие электромагнитных помех.
3. Постоянная и стабильная работа с малым током.
4. Автоматическая компенсация пульсации напряжения, небольшая яркость, хорошее искрение.
5. Особое преимущество — небольшой вес устройства.
6. Устройство работает однофазным и микропроцессорным управлением.
7. Встроенный вентилятор обеспечивает длительное время сварки.
8. Равномерный сварочный бассейн и высокий рабочий цикл.
9. Подача проволоки и мощность должны регулироваться бесконечно.
10. Длинные сварочные кабели обеспечивают свободу движения.
11. Функция горячего старта для запуска сварки без заедания электрода.
12. Функция защиты от залипания контролирует сварочный ток после залипания.
Приложение
Сварочный аппарат был разработан специально для сварки обычных сталей, а также оцинкованных материалов, алюминия, нержавеющей стали, высокопрочной стали и т. Д.должны быть сварены. Особенно подходит для сварки листа из низкоуглеродистой стали, легированной стали и нержавеющей стали. Устройство идеально подходит для частной мастерской, для автомобильного измельчителя или садовника.
ОСОБЕННОСТИ:
- MIG / MMA200A многофункциональный
- Легкий и компактный
- Надежный и доступный
- Энергосбережение
- Отдельная фаза
- Высокий рабочий цикл
- Управляемый микропроцессором
- Стабильная скорость проволоки
- Нет электромагнитного шума
- Единый сварочный бассейн
- Небольшой блеск и хорошее искрение
- Встроенный вентилятор обеспечивает длительное время сварки
- Возможность автоматической компенсации пульсации напряжения
- Подходит для сварки листа из низкоуглеродистой стали, легированной стали и нержавеющей стали
- Идеально подходит для частной мастерской для автомобиля измельчителя или садовника
ТЕХНИЧЕСКИЕ :
- Модель: MIG / MMA200A
- Мощность: 240 В, 50 Гц
- Номинальный входной ток: 27.6 А
- Выходной ток: 40 — 200 А
- Leistung MIG / MAG: 200 А
- Leistung Elektrode: 160 А
- ED MIG / MAG: 60% / 200 A, 100% / 155 A
- ED Elektrodenschweißen: 60% / 160 А, 100% / 124 А
- Напряжение без нагрузки: 16,5 — 23,0 В
- Рабочий цикл: 60%
- Коэффициент мощности: 0,93
- Эффективность: 85%
- Скорость провода: 2.5 — 13 м / мин
- Используемый электрод: 1,6 — 4,0 мм (0,06 — 0,16 дюйма)
- Диаметр проволоки: 0,8 / 1,0 мм (0,03 / 0,04 дюйма)
- Степень защиты: IP21S
- Класс изоляции: F
- Подходящая толщина: 0,8 мм (0,03 дюйма) выше
- Размер упаковки: 57 х 46 х 35 см (22,4 х 18,1 х 13,8 дюйма)
- Вес: 15 кг (33 фунта)
Название продукта:
Автоматическая затемняющая сварочная маска или сварочная маска
Применимые поля :
Аргонодуговая сварка, TIG, TIG Pulsing, MIG, MAG, электрод, плазменная резка и шлифование.
Рабочие характеристики :
1. Популярный и классический дизайн, конструкция внутренней конструкции сварочного шлема, соответствует принципу эргономики.
2. Корпус шлема изготовлен из полипропилена, обладает высокой и низкой температурой, устойчивостью к коррозии, огнестойкостью, мягкостью, светонепроницаемостью, высокой интенсивностью и долговечностью.
3. Быстрое автоматическое затемнение, время переключения фильтра, высокое разрешение, широкая зона обзора, с небольшим энергопотреблением.
4. Автоматическая технология сварки SMT полностью обеспечивает стабильность и надежность качества продукции.
5. Общая защита процесса от ультрафиолетового (УФ) и инфракрасного (ИК) излучения.



сварочная маска Структура и сборка:
Профиль компании:
Wuhan Torch Optoelectronic Technology Co., Ltd находится в «Оптическая долина Китая», Оптическая долина Внутренний электронный промышленный парк в Ухань Хубэй Китай. Благодаря почти двадцатилетнему развитию и огромной поддержке со стороны Научно-технического университета Хуанчжоу и Уханьского университета мы развиваемся как высокотехнологичное предприятие, которое производит композиции фотоэлектронных изделий, средств защиты, средств автоматизации, сварочного оборудования и сварочных изделий OEM.
Мы стремимся «построить первоклассную команду и создать первоклассное предприятие» бизнес-философию, стремиться к инновациям продукта и совершенствованию технологий, чтобы создать совершенный продукт. Чтобы соответствовать европейским стандартам, в 2012 году наша компания прошла сертификацию системы менеджмента качества ISO9001, а также представила самое передовое в Европе оборудование для испытаний индекса оптических технологий; и в 2015 году, за исключением одной производственной линии Samsung SMT для поверхностного монтажа, мы также увеличиваем две комплектные производственные линии Casio speed SMT для поверхностного монтажа, производственные линии для пайки волной припоя и испытательную сборочную линию, эти улучшения сокращают время выполнения заказа, а также сделать нашу продукцию более конкурентоспособной на рынке.
Благодаря передовым технологиям, превосходной производительности, а также надежному и стабильному качеству мы имеем в наличии сварочный шлем с автоматическим затемнением, сварочный шлем с затемнением от солнечных лучей, фильтрующую пленку с ЖК-фильтром с автоматическим затемнением ……,
с его конкурентоспособной стоимостью, и это принята многими клиентами в стране и за рубежом, мы также приветствуем OEM / ODM в соответствии с требованиями заказчика.
наш сертификат:
сварки деталей фильтра:
Сварочная маска головной убор деталь:
Производство и тестирование потока:
24-часовое обслуживание в линии, любой вопрос, обратная связь мне в любое время.
Название продукта:
Автоматический затемняющий сварочный шлем или сварочная маска
Применимые поля :
Аргонодуговая сварка, TIG, TIG Pulsing, MIG, MAG, электрод, плазменная резка и шлифование.
Рабочие характеристики :
1. Популярный и классический дизайн, конструкция внутренней конструкции сварочного шлема, соответствует принципу эргономики.
2. Корпус шлема изготовлен из полипропилена, обладает высокой и низкой температурой, устойчивостью к коррозии, огнестойкостью, мягкостью, светонепроницаемостью, высокой интенсивностью и долговечностью.
3. Быстрое автоматическое затемнение, время переключения фильтра, высокое разрешение, широкая зона обзора, с небольшим энергопотреблением.
4. Автоматическая технология сварки SMT полностью обеспечивает стабильность и надежность качества продукции.
5. Общая защита процесса от ультрафиолетового (УФ) и инфракрасного (ИК) излучения.






сварочная маска Структура и сборка:
Профиль компании:
Wuhan Torch Optoelectronic Technology Co., Ltd находится в «Китайской оптической долине» , Оптическая долина внутреннего промышленного электронного парка в Ухань Хубэй, Китай. Благодаря почти двадцатилетнему развитию и огромной поддержке со стороны Научно-технического университета Хуанчжоу и Уханьского университета мы развиваемся как высокотехнологичное предприятие, которое производит композиции фотоэлектронных изделий, средств защиты, средств автоматизации, сварочного оборудования и сварочных изделий OEM.
Мы стремимся «построить первоклассную команду и создать первоклассное предприятие» бизнес-философию, стремиться к инновациям продукта и совершенствованию технологий, чтобы создать совершенный продукт. Чтобы соответствовать европейским стандартам, в 2012 году наша компания прошла сертификацию системы менеджмента качества ISO9001, а также представила самое передовое в Европе оборудование для испытаний индекса оптических технологий; и в 2015 году, за исключением одной производственной линии Samsung SMT для поверхностного монтажа, мы также увеличиваем две комплектные производственные линии Casio speed SMT для поверхностного монтажа, производственные линии для пайки волной припоя и испытательную сборочную линию, эти улучшения сокращают время выполнения заказа, а также сделать нашу продукцию более конкурентоспособной на рынке.
Благодаря передовым технологиям, превосходной производительности, а также надежному и стабильному качеству мы имеем в наличии сварочный шлем с автоматическим затемнением, сварочный шлем с затемнением от солнечных лучей, фильтрующую пленку с ЖК-фильтром с автоматическим затемнением ……,
с его конкурентоспособной стоимостью, и это принята многими клиентами в стране и за рубежом, мы также приветствуем OEM / ODM в соответствии с требованиями заказчика.
наш сертификат:
сварки деталей фильтра:
Сварочная маска головной убор деталь:
Производство и тестирование потока:
24-часовое обслуживание в линии, любой вопрос, обратная связь мне в любое время.