Прямая и обратная полярность при сварке — определение, особенности
На чтение 18 мин Опубликовано Обновлено
Содержание
- Основное отличие в подключении
- На что влияет полярность сварки
- Особенности прямой и обратной сварки
- Различия при подключении
- Преимущества и недостатки разных методов
- Сварка током прямой и обратной полярности
- Отличия режимов при сварке
- Особенности сварки при использовании прямой полярности
- Особенности обратной полярности при сварке
- Плюсы и минусы двух методик
- Что означает полярность при сварочных работах
- Подключение по схеме прямой полярности
- Подключение по схеме обратной полярности
- По каким критериям нужно выбирать полярность
- Толщина металлического листа
- Типы металлов
- Разновидности электродов
- Присадки и прочие расходники
- Полярность аккумулятора
- Прямая
- Обратная
- Как определить?
- Можно ли установить аккумулятор другой полярности?
- Что может произойти, если перепутать при установке?
- Выбор инвертора и его эксплуатация
- Закономерности выбора
- Правила выбора полярности
- Нюансы выбора
Основное отличие в подключении
В случае прямой полярности сварочный кабель подключается к положительному выводу аппарата, так что носители электрических зарядов проникают в него через заготовку. Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Отрицательный полюс притока зарядов образуется в области основного инструмента сварщика – держателя с электродом.
Описанная разница между прямой и обратной полярностью подключения к инверторам существенно влияет на температурный режим в зоне сварки.
Следовательно, прямое подключение увеличивает температуру на анодном полюсе дугового разряда (знак «+») относительно катодного контакта (знак «-»). Этот эффект определяет возможную область применения прямой полярности при сварке.
Прямая направленность тока обеспечивает выделение значительного количества тепловой энергии со стороны детали. В результате прямая полярность может использоваться для резки больших металлических конструкций и тяжелых стальных изделий с толстыми стенками.
При обратном подключении схема распределения выделяемой тепловой энергии совершенно иная. При этом на электроде сварочного инвертора наблюдается избыток тепла, а со стороны заготовки его уровень заметно снижается.
Именно поэтому обратная полярность используется в тех случаях, когда необходимо минимизировать риски брака изделий, а также при проведении выверенных и точных ювелирных работ.
Обратная полярность применяется также при сварке тонких листов и сталей с разной степенью легирования, чувствительных к перегреву. Наиболее популярным является использование обратного переключения тока при работе в потоке, а также в среде инертного газа.
На что влияет полярность сварки
с рутиловыми электродами можно работать с обоими типами полярности. Производитель рекомендует готовить с аналогами типа УОНИ на «минус». Нагрев заготовки зависит от полярности сварки.
При прямой подаче заготовка нагревается сильнее, что позволяет сделать зону шва глубже.
При инверсии полярности обрабатываемый элемент меньше нагревается, температура концентрируется на конце электрода. Второй режим ориентирован на обработку тонких металлов и нагрев чувствительных к перегреву изделий.
Особенности прямой и обратной сварки
Прямополярный метод предназначен для:
- прокатная группа из специальных сталей для плавки;
- сварка неплавящегося вольфрама твердой присадочной проволокой;
- работа с жидкими материалами;
- резка заготовок с помощью сварочных аппаратов.

Характер распределения тепловой мощности определяется тепловым балансом дуги.
Если вы случайно измените столб, рабочий процесс DC затянется, шов станет широким, а скорость сжигания расходных материалов увеличится. Обратная полярность подходит для точной сварки детали без ожогов. Этот метод используется для обработки цветных металлов сваркой под флюсом.
Различия при подключении
Разница в подключении обусловлена перераспределением полюсов детали и электрододержателя. При прямом методе электроны движутся по детали, минус стремится к концу электрода. Арка отличается большей компактностью и плотностью. При «возврате» преимущество переходит к держателю, точка соприкосновения термической точки с металлом рассредоточена.
Способ соединения полюсов определяется физическими параметрами и толщиной детали.
Зная, что такое прямая и обратная полярность при пайке, нужно учитывать достоинства и недостатки обоих методов. Это позволит вам изменить подключение клемм, чтобы получить лучший результат работы.
Это позволит вам изменить подключение клемм, чтобы получить лучший результат работы.
Преимущества прямой полярности перед обратной полярностью:
- получить плотный шовный шов;
- сварка глубоких деталей;
- наличие стабильной электрической дуги;
- широкий ассортимент расходных материалов с разными видами покрытия.
Недостатки:
- брызги металла;
- повышенный риск ожога деталей;
- появление остаточных напряжений в местах термической обработки.
Преимущество прямой полярности – глубокий провар детали.
Преимущество отрицательной полярности в том, что схема подходит для точной обработки тонких и специальных сплавов.
К недостаткам можно отнести:
- необходимость использования электродов, устойчивых к перегреву;
- малая глубина шовного корда;
- держать короткий лук.
Сварка током прямой и обратной полярности
Сварка с прямой полярностью означает, что в процессе сварки ток передается от сварочного выпрямителя к заготовке с положительным зарядом. В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
В этом случае клемма «плюс» устройства подключается кабелем к изделию. Отрицательный заряд подается на электрод, подключенный к минусовой клемме, соответственно, через электрододержатель. Анод, который является положительным полюсом, имеет более высокую температуру, чем катод, который действует как отрицательный полюс. Поэтому при сварке толстостенных заготовок целесообразно использование электрических токов прямой полярности. Это также оправдано для резки металлических изделий и в других ситуациях, требующих выделения значительного количества тепла, что характеризует данный тип соединения.
При сварке с обратной полярностью требуется обратный порядок подключения. Отрицательный заряд от отрицательного вывода прикладывается к свариваемой конструкции, а положительный заряд от положительного вывода направляется к электроду. При заданной полярности сварочного электрического тока, по сравнению с прямым подключением, на конце электрода выделяется больший объем тепла при относительно меньшем нагреве заготовки, что способствует мягкой сварке.
Его применяют, когда есть вероятность прогорания детали. Поэтому сварка электродами с обратной полярностью тока целесообразна для работы с нержавеющими и легированными сталями, другими сплавами, реагирующими на перегрев, а также для соединения тонколистовых конструкций. Не менее эффективным является подключение смены полярности в процессе сварки с использованием электродуговой сварки, защиты газа и сварки под флюсом.
Независимо от полярности используемого тока питания необходимо учитывать ряд общих факторов. Если использовать постоянный ток, полученный шов будет более аккуратным, без большого количества брызг металла. Это связано с отсутствием частой смены полярности при работе с постоянным электрическим током, что выгодно отличает его от переменного тока.
Если для сварки используются плавящиеся электроды, из-за разного нагрева анода и катода способ подключения электрического тока может повлиять на объем расплавленного электродного металла, перенесенного на изделие.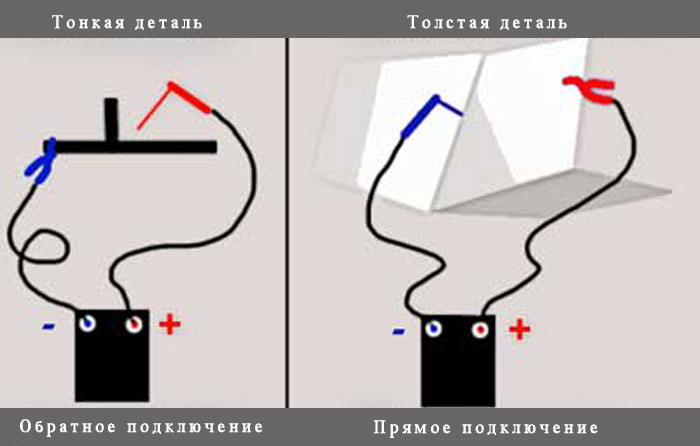 Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Чтобы избежать возможного подгорания свариваемых деталей в зоне подключения силового кабеля, независимо от заряда (положительного или отрицательного), необходимо использовать цангу.
Отличия режимов при сварке
При сварке постоянным током на кончике расходного материала появляется термическое пятно с высокой температурой. Режим сварки выбирается в зависимости от полюса, подключенного к электроду. Например, если к электроду подключен положительный вывод, на его конце образуется анодная точка с температурой 3900 градусов Цельсия, если отрицательная, точка будет катодной, и ее температура достигнет 3200 градусов Цельсия. Это главное различие между двумя методами.
Подключение сварочных кабелей разной полярности.
При сварке с прямой полярностью большая часть тепловой нагрузки приходится на металлическую деталь. В результате легко понять сварной шов. В случае смены полярности тепло концентрируется на конце электрода. В этом случае детали стыков меньше нагреваются, что желательно при сварке заготовок небольшой толщины.
Выполнение работ предполагает нагрев металла до расплава, то есть образование ванны расплава, на состояние которой влияет выбор режима сварки с обратной или прямой полярностью:
- если сила тока слишком высока, электрическая дуга начнет отталкивать нагретый металл. В этом случае стороны не могут быть связаны;
- при недостаточном натяжении металл не нагреется до нужного состояния.
При прямой полярности в ванне создается диффузионная среда, в которой можно направлять электрод, направлять сварной шов и контролировать его глубину. Конечный результат зависит от скорости, с которой движется электрод. Чем он меньше, тем больше тепла попадает в зону сварного шва и тем лучше нагревается металл. Используемый режим определяет глубину и ширину шва.
Интересно: Сварные швы – дефекты и их устранение
Схема подключения полюсов для обратной полярности.
Важно! Чем выше сила тока и рабочая энергия в дуге, тем глубже проплавление.
Максимальная глубина проплавления достигается за счет режима сварки с обратной полярностью.
Что касается выбора расходных материалов, то для сварки в режиме обратной полярности рекомендуется использовать чистые металлические стержни без покрытия, а для прямых – угольные электроды.
Особенности сварки при использовании прямой полярности
Работая со сварочным аппаратом постоянного тока и используя метод подключения цепи прямой полярности, следует учитывать следующие особенности процесса:
- Шов сварного шва глубоко проварочный, узкий по ширине, более прочный по качеству;
- Можно варить практически все виды сталей, толщина которых начинается от трех миллиметров и более;
- При использовании вольфрамового стержня для цветных металлов во время сварки может применяться только метод линейной полярности;
- Сварная дуга устойчива, устойчива к выходу из строя, поэтому легче контролировать рабочий процесс и получить красивый шов;
- Электроды, предназначенные для сварки на переменном токе, не подходят для этого метода;
- При использовании сварочного аппарата в качестве резака заготовку легче резать.

Особенности обратной полярности при сварке
Сварка металла данным способом соединения оборудования имеет следующие характеристики:
- Шов сварного соединения менее глубокий по проникновению в металл, с более выраженной шириной;
- Метод лучше всего подходит для соединения заготовок средней толщины или тонких листов металла;
- При работе с толстыми деталями наблюдается хрупкость шва под действием нагрузок;
- Для работы не подходят электроды, структура которых разрушается при перегреве;
- Электрическая дуга менее устойчива, особенно в слаботочном режиме работы, что приводит к нерегулярному подключению;
- При сварке высоколегированных сталей необходимо строго соблюдать технологический процесс рабочего цикла.
Плюсы и минусы двух методик
У обоих методов сварки металла есть свои плюсы и минусы. Используя схему прямого подключения полярности, во время работы можно выделить следующие характеристики:
- получается глубокий и прочный, более плотный шов;
- отмечается стабильность сварной дуги, что позволяет полностью контролировать весь процесс;
- возможность запекать любой металл толщиной от 3 мм;
- при использовании сварочного аппарата заготовка хорошо поддается резке;
- требуется индивидуальный подбор электродов.
 Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
Сварочные материалы на переменном токе не подходят для этого метода. Вольфрамовые стержни можно использовать для соединения цветных металлов.
Сварка металлов с обратной полярностью характеризуется:
- получить более мелкий, но более широкий сварной шов;
- менее устойчивая электрическая дуга, особенно при низком напряжении, что может стать причиной неправильного соединения;
- возможность сваривать детали средней толщины и тонкие листы:
- необходимость выбора электродов со структурой, не разрушающейся при перегреве.
При использовании метода обратной полярности сварку высоколегированных сталей необходимо проводить в строгом соответствии с технологическим процессом.
Что означает полярность при сварочных работах
Сварщики с инвертором используют буквы для обозначения полярности
Учитывая проблему полярности, понятно, что сварка в этом случае осуществляется постоянным током напряжения. Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Клеммы сварочного инвертора, к которым подключаются электрододержатель и провода заземления, отмечены знаком «+» и «-». Обычно при подключении такого устройства и начале его использования многие, руководствуясь инструкциями или советами семейного специалиста, не задумываются, почему именно этот провод висит на определенной клемме, а не на другом.
Но разница все же есть, и в этом заключается однозначный физический закон движения заряженных частиц – электронов. Электроны, имеющие отрицательный заряд, всегда переходят от меньшего к большему в любой цепи, включая инвертор. При пайке можно подключить электрод как к положительной, так и к отрицательной клеммам – все заработает. Но электроны в обоих случаях будут двигаться в разных направлениях по цепочке, это повлияет на процесс и конечный результат.
Подключение по схеме прямой полярности
Если схема собрана так, что вывод от инвертора идет к стальной заготовке (свариваемой детали), то через дуговой промежуток сварочный электрод на минус инвертора, то такое соединение при сварке называется прямой полярностью. В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
В этом случае деталь является анодом, а катод – электродом. Соединение детали нагревается сильнее, чем кончик электрода, примерно на 700 градусов Цельсия.
Подключение по схеме обратной полярности
Схема соединения проводов сварочного аппарата, когда преимущество от инвертора доходит до свариваемого электрода, то через дуговой промежуток попадает на заготовку и минус инвертора, при сварке называется обратной полярностью. Здесь электрод уже будет больше нагреваться, так как острие анода будет на нем, острие катода – в области стыковки стальных заготовок.
По каким критериям нужно выбирать полярность
Выбирая тип соединения для сварочного аппарата, нужно обращать внимание на ряд важных критериев. Это позволит избежать расточительства или перерасхода материалов, обеспечит необходимую прочность соединения.
Толщина металлического листа
Часто получают ожоги детали толщиной менее 3 мм. Для сварки таких деталей используется схема с обратной полярностью, которая обеспечивает анодную термическую точку на краю электрода. Такой подход уместен при обработке цветных и склеенных материалов.
Такой подход уместен при обработке цветных и склеенных материалов.
Типы металлов
Положительный вывод отвечает за окончательный нагрев продуктов и опоры. Катод выделяет меньше тепла, чем анод. При обработке тугоплавких сталей лучше всего использовать прямое соединение, когда температура достигает 4000 ° С. Для металлов, которые меняют характеристики при перегреве, подключайте отрицательную клемму. При прямополярной обработке шов углубляется, при «возврате» – фокусируется на поверхности.
Разновидности электродов
При выборе марки электродов учитывается род тока. Для переменного напряжения подходит любая разновидность, так как полярность в этом случае роли не играет. Для разновидностей ОК, ОЗС, МР рекомендуется обратное подключение. УОНИИ и аналогичные модификации выполнены по простой схеме. Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Рекомендации производителя указаны на упаковке. Многие сварщики предпочитают универсальные аналоги другим вариантам.
Присадки и прочие расходники
Огнеупорные электроды, используемые для создания дуги, чаще всего используются с прямой полярностью. Работа с поверхностной проволокой предполагает использование только вольфрамовых элементов. Аналоги углерода неустойчивы при высоких температурах, становятся хрупкими и крошатся.
Полярность аккумулятора
Полярность относится к расположению токоведущих элементов на верхней крышке или передней части батареи. Другими словами, это положительная и отрицательная позиция. Силовые кабели тоже свинцовые, как и пластины внутри.
Прямая и обратная полярность
Есть два распространенных макета:
- прямая полярность;
- обратная полярность.
Прямая
В советское время все аккумуляторы собственного производства имели прямую полярность. Полюсные клеммы расположены по схеме – плюс (+) слева и минус (-) справа. Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Аккумуляторы с такой же схемой сейчас производятся в России и на постсоветском пространстве. Подобная распиновка также имеет аккумуляторы иностранного производства, российского производства.
Обратная
На таких аккумуляторах слева есть минус, а справа – плюс. Такое расположение типично для аккумуляторов европейского производства, поэтому такую полярность часто называют «европолярностью».
Аккумуляторная батарея
Другая схема расположения не дает особых преимуществ. Это не влияет на дизайн и производительность. Проблемы могут возникнуть при установке нового аккумулятора. Противоположная полярность приведет к изменению положения аккумулятора и длины кабеля может оказаться недостаточно. К тому же драйвер может просто перепутать контакты, что приведет к короткому замыканию. Поэтому важно определиться с типом аккумулятора для вашего автомобиля еще при покупке.
Как определить?
Узнать это не так уж и сложно. Для начала нужно повернуть аккумулятор на себя. Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
Он расположен сбоку, где расположены элементы логотипа и наклейки. Также полюсные выводы ближе к лицевой стороне.
На многих аккумуляторах сразу можно увидеть знаки «+» и «-», которые точно указывают полярность контактов. Другие производители указывают информацию на этикетке или раскрашивают силовые кабели. Обычно плюс красный, а минус синий или черный.
В маркировке обратная полярность обозначается буквой «R» или «0», а прямая буква – «L» или «1».
Можно ли установить аккумулятор другой полярности?
Этот вопрос часто возникает у тех, кто случайно приобрел аккумулятор другого типа. Теоретически это возможно, но это потребует излишних затрат и бюрократии при установке. Дело в том, что если вы купите для домашнего автомобиля аккумулятор с обратной полярностью, длины кабелей может не хватить. Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Нельзя просто натянуть нить. Учитывайте сечение и диаметр клемм. Также это может повлиять на качество передачи тока от АКБ.
Лучшим вариантом будет замена батареи на другую с подходящим расположением контактов. Можно попробовать продать купленный аккумулятор, чтобы не растеряться.
Что может произойти, если перепутать при установке?
При изменении полярности может произойти следующее:
- перегоревшие предохранители, реле и провода;
- выход из строя генераторного диодного моста;
- перегорание электронного блока управления двигателем, сигнализация.
Самая простая и дешевая проблема – перегоревшие предохранители. Однако это их основная функция. Найти перегоревший предохранитель можно “звенящим” мультиметром».
Если перепутать контакты, генератор наоборот потребляет энергию от АКБ, а не отдает ее. Обмотка генератора не рассчитана на входное напряжение. Аккумулятор также может быть поврежден. Самым простым вариантом будет отключить нужный предохранитель или реле.
Отказ электронного блока управления двигателем (ЭБУ) может быть серьезной проблемой. Это устройство требует соблюдения полярности, несмотря на встроенную защиту. Если предохранитель или реле не успевают перегореть, скорее всего, ЭБУ не работает. А это значит, что дорогостоящая диагностика и ремонт автовладельцу гарантированы.
Большинство устройств в электрической системе автомобиля, таких как автомобильная стереосистема или усилитель, защищены от обратной полярности. Их микросхемы содержат специальные защитные элементы.
При «включении» от другого аккумулятора также важно соблюдать полярность и последовательность подключения клемм. Неправильное подключение вызовет короткое замыкание на 24 вольта. Если провода имеют достаточное сечение, они могут оплавиться или обжечься сам драйвер.
При покупке нового аккумулятора внимательно прочтите этикетку и узнайте у продавца все характеристики аккумулятора. Если случилось так, что вы купили аккумулятор с неправильной полярностью, лучше заменить его или купить новый. Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Удлините кабели и измените положение батареи только в крайнем случае. Лучше использовать подходящий прибор, чем потом тратиться на дорогостоящий ремонт.
Выбор инвертора и его эксплуатация
Для быстрой смены полярности при работе с тонкими и толстыми металлами инвертор должен иметь надежные разъемы силового кабеля. Тонкие хрупкие штыри в разъеме и низкий фланец крепления быстро изнашиваются из-за частой перестановки. Тогда будет отдача, в гнездах кабелей будут болтаться, образуется повышенное сопротивление и образуется перегрев. Сварочный ток уменьшится, и электрическая дуга может даже образоваться между вилкой и розеткой.
Выбирайте надежные инверторы MMA с прочными розетками, чтобы при смене полярности ничего не изнашивалось и не болталось. Если у вас уже есть инвертор и его разъемы изношены, вы можете заменить их на более мощные, выбрав из каталога кабельных разъемов.
Сварка металла толщиной 1,0-1,5 мм покрытым электродом – сложная задача для новичка. Справиться без выгорания помогут инверторы RDS с функцией Anti-Stick. Когда наконечник электрода погружается в сварочную ванну, аппарат «чувствует» его и отключает сварочный ток. В результате отсутствует удерживающая сила, нет необходимости наклонять держатель влево и вправо, чтобы оторвать электрод от поверхности. При этом не рассыпается футеровка расходника.
Arc Force также помогает при сварке тонких металлов с обратной полярностью. Когда электрод вот-вот прилипнет, инвертор автоматически увеличит силу тока на 10 ампер, поддерживая дугу. Как только воздушный зазор восстанавливается, устройство само снижает силу тока до прежнего значения, исключая ожоги.
Закономерности выбора
Почему для одних работ выбрана обратная полярность, а для других – прямая? Ответим на этот вопрос, рассмотрев тепловые характеристики процесса при обратном направлении.
Когда сварочная дуга горит на заготовке, на конце электрода появляется пара участков, называемых анодной и катодной точками. Разница в их температурах иногда достигает 800 градусов по Цельсию (в пользу анодного). То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
То есть количество тепла, выделяемого на заготовке при работе, довольно велико, и способ больше подходит для качественного проплавления швов.
примечательно, что при работе с постоянным током прямой полярности скорость горения металла электрода на 20-40% ниже. А для переменного тока соблюдение полярности совершенно не актуально: его особенность в том, что направление тока меняется 100 раз за единицу времени.
Правила выбора полярности
Основным критерием выбора прямой или обратной полярности при сварке является материал покрытия электрода. Например, угольные расходные материалы при обратном соединении элементов очень быстро нагреваются и, как следствие, разрушаются. Проволока, не имеющая покрытия, хорошо горит при прямой полярности и совсем не горит при использовании переменного тока.
Размер и форма получившегося шва также зависят от расположения столбов. Например, возможно более глубокое проникновение при постоянном обратном токе из-за повышенного тепловыделения на аноде и катоде.
важно помнить, что чем быстрее идет процесс сварки, тем уже ширина шва и глубина провара.
Нюансы выбора
Для проведения сварочных работ инверторным аппаратом недостаточно подключить его к сети 220 вольт. Вам нужно будет выбрать необходимые расходные материалы и определить полярность, с которой их следует подключать. Полярность меняется в зависимости от толщины и марки стали, а также от типа электрода.
При выборе полярности важно помнить, что в анодной области (где находится разъем «+») всегда будет генерироваться мощная тепловая энергия, способная нагревать металл до 4000 ° C, а на катоде (где «коннектор -») температура плавления не превысит 3000 ° С. Поэтому при сварке тонких металлов важно правильно использовать клеммы полярности, чтобы не обжечь стенки металлической детали.
Чтобы не ошибиться в выборе полярности подключения электрического тока, необходимо учитывать следующие важные нюансы сварочной техники.
- При электросварке металлических заготовок с толстыми стенками необходимо будет обжечь материал большой толщины, что позволит увеличить площадь контакта металла с рабочей поверхностью и поможет заполнить любые пустоты.
 Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением.
Для выполнения таких работ рекомендуется применять метод электросварки с прямым полярным подключением. - При электросварке тонкостенных деталей для защиты от сквозного прокола металлической детали необходимо направить отрицательный заряд электрического тока на поверхность металла, а положительный заряд – на стержень сварочного электрода. Если пренебречь этим правилом, готовый шов может получиться неровным или с отверстиями.
- Степень нагрева поверхности металлической заготовки и сварочного электрода выбирается регулировкой электрического тока на инверторном сварочном аппарате. Чем выше электрический ток, тем сильнее нагревается электрическая дуга и область, которой она касается. Если рабочая поверхность металлической заготовки расположена строго горизонтально, сила электрического тока при ее подаче снизится примерно на 15%.
При работе с инверторно-инверторным сварочным аппаратом следует понимать, что неправильно выбранный режим выполнения электросварки не сможет дать хорошие и надежные результаты. Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Например, толстостенный кусок металла при работе с обратным направлением электрического тока не будет хорошо нагреваться, а готовый сварной шов будет очень неглубоким, не захватывая глубокие слои материала. Чтобы устранить этот недостаток и усилить сварной шов, необходимо будет выполнить шов с другой стороны изделия, что значительно увеличит стоимость и время.
Если приступить к сварке тонкостенных металлических деталей в режиме положительной полярности, металл быстро расплавится и начнет стекать, сварочный электрод его прожигет, а на рабочую поверхность деталей будет попадать больше брызг, а после сварки вы будете придется потратить много времени и сил на их удаление.
При правильном выборе режима работы на инверторном сварочном аппарате результат электросварки будет долговечным и радовать своим внешним видом.
Следующее видео объясняет полярность при пайке.
Обратный ток при сварке
 org/ListItem»>Главная
org/ListItem»>Главная- |
- Азбука сварки — Справочный раздел
- |
- Общие сведения о сварке
Каждый сварочный инвертор имеет две клеммы для подключения. На одну подключают электрод или сварочную горелку, а другую замыкают на сварочном изделии. При этом на инверторах постоянного тока предусмотрены положительная и отрицательная клемма. Поэтому при сварке и наплавке постоянным током существуют понятия полярности: прямой и обратной.
Полярность определяется тем, к какой клемме подключают электрод. Ток обратной полярности при сварке появляется при подключении изделия к «минусу», а электрода – к «плюсу». Прямая подразумевает, что электрод подключен к отрицательной клемме, а изделие – к положительной.
Прямой и обратный ток при сварке имеют ряд существенных отличий, позволяющих использовать каждый тип тока для разных условий. Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Тип подключения влияет на особенности сварочного тока, характеристики процесса и его итоговый результат. С помощью советов нашей статьи вы сможете разобраться в отличиях типов подключения.
Рассмотрение понятия следует начать с основ – особенностей явления постоянного тока. На кончике электрода во время сварки появляется термическое пятно. Оно отличается высокой температурой, позволяющей расплавлять основной металла и сварочные материалы и с их помощью формировать шов.
Температура пятна зависит от его вида. В зависимости от подключения различают катодное и анодное пятно. Поэтому температура зависит от клеммы, к которой подключен электрод. Температура анодного пятна может достигать 4000oC, а катодного гораздо ниже – его температура обычно не превышает 3200oC.
При прямом подключении на конце электрода появляется катодное пятно. Заготовка при этом будет анодом, и основная температура будет фиксироваться на самом изделии.
Из-за подключения к положительной клемме обратный ток предполагает, что на электроде образуется анодное пятно. Выступающим катодом основной металл будет получать меньше тепла и будет меньше нагревается.
Помимо температуры есть и другие отличия:
- чтобы получить более глубокую сварочную ванну и более глубокий шов, используют прямое подключение, но при этом шов будет узким, а при обратном шов шире, но не такой глубокий,
- при прямой дуга горит стабильнее, а при обратном токе за ней нужно тщательно следить, чтобы избежать ее скачков и гашения, особенно на низких токах,
- расход электродов на прямом токе выше, потому что они быстрее плавятся, а за счет обратной полярности расход материалов можно снизить,
- из-за слабого нагрева обратный ток практически не способен прожечь металл, поэтому лучше подходит для работы с тонкими изделиями до 3мм, вот прямой ток нагревает сильнее и чаще применяется для более толстых деталей.

Итоговую схему подключения выбирают по роду металла, его толщине, а также по виду сварочных материалов. Например, многие высоколегированные стали и чувствительные металлы лучше варить обратным током, чтобы снизить вероятность перегрева. Электроды для переменного тока нельзя применять для прямой полярности. Для обратного не подойдут чувствительные к перегреву электроды. Независимо от подключения в каждом случае нужно соблюдать и другие рекомендации по сварочному процессу, особенно в вопросах предварительного нагрева или остывания заготовок.
Ответ на этот вопрос очень прост: нет. Суть переменного тока заключается в автоматическом изменении полярности с заданной частотой без переключения. Сварщик никаким образом не может влиять на это и не может самостоятельно менять полярность тока по желанию в принципе. Поэтому переменный ток обратной полярности при сварке не существует.
Как выбрать правильную полярность при сварке
Сварщики должны обладать определенным объемом технических знаний, чтобы правильно выполнять свою работу. Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Одним из технических терминов, которые можно услышать в любом сварочном цеху или на курсах сварки, является полярность. Полярность является одним из факторов, определяющих качество и прочность сварного шва. Поскольку не бывает двух одинаковых сварочных проектов, сварщики должны приспосабливаться к каждому материалу в зависимости от желаемых результатов.
Другим термином, с которым сталкивается каждый сварщик, является сварочный ток. Многие сварочные аппараты имеют маркировку переменного или постоянного тока, описывающую полярность тока аппарата. Вот что вы должны знать:
Сварка переменным и постоянным током
Переменный ток означает переменный ток, а постоянный ток — постоянный. В то время как постоянный ток течет в одном направлении, что приводит к постоянной полярности, переменный ток течет в одном направлении в течение половины времени и в обратном направлении в течение другой половины.
Что такое полярность при сварке?
Когда вы включаете сварочный аппарат, он образует электрическую цепь с положительным или отрицательным полюсом.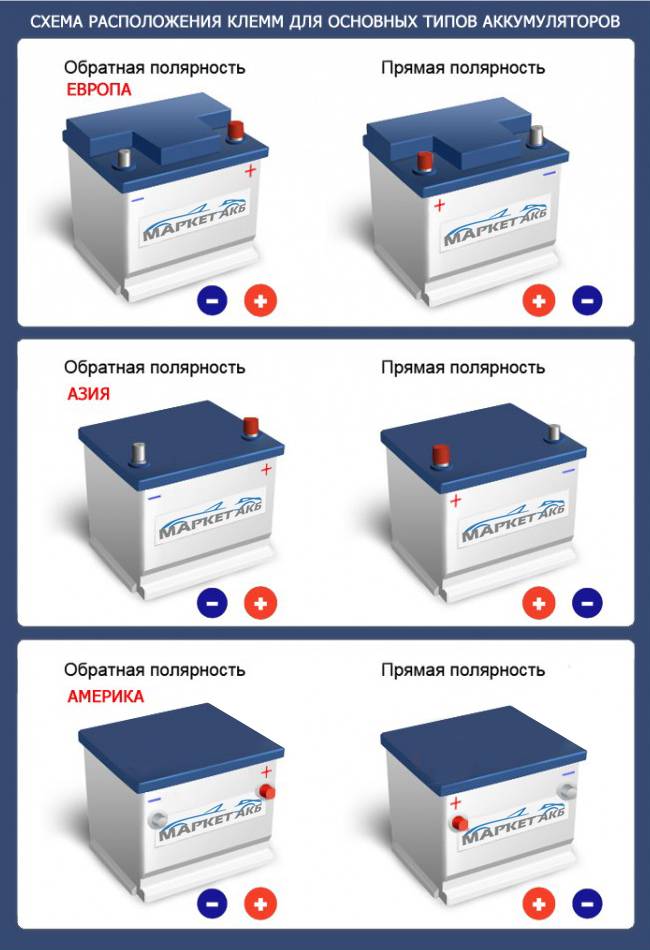 Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Это свойство называется полярностью. Поскольку правильная полярность обеспечивает прочные высококачественные сварные швы, правильный выбор имеет решающее значение.
Сварка с неправильной полярностью может вызвать множество проблем, в том числе неэффективное проплавление, чрезмерное разбрызгивание и потерю контроля над сварочной дугой.
Какие существуют типы полярности при сварке?
Три основных типа полярности при сварке: постоянный ток прямой полярности, постоянный ток обратной полярности и переменный ток.
Прямая полярность постоянного тока возникает, когда пластины положительные, а электрод отрицательный, в результате чего электроны перемещаются от кончика электрода к опорным пластинам. В большинстве случаев около двух третей тепла дуги выделяется на электроде, а другая треть приходится на опорную плиту.
Из-за этого электрод быстро расплавляется, а скорость наплавки металла увеличивается.
С другой стороны, пластины плохо плавятся из-за меньшего количества тепла. Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование — вот некоторые из довольно распространенных дефектов.
Недостаточное плавление, отсутствие надлежащего проникновения и сильное армирование — вот некоторые из довольно распространенных дефектов.
Постоянный ток обратной полярности происходит, когда электрод положительный, а пластины отрицательные. Электроны меняют направление и перемещаются от базовой пластины к электроду, выделяя больше тепла на пластине по сравнению с прямой полярностью постоянного тока. Сварка постоянным током с обратной полярностью обычно имеет меньше дефектов включения и обеспечивает более быстрый процесс сварки. Он хорошо работает с тонкими материалами и металлами с низкой температурой плавления, такими как медь.
Потенциальные проблемы с обратной полярностью постоянного тока включают более короткий срок службы электрода и необходимость более высокого уровня усиления, если скорость установлена неправильно. Хотя этот метод отлично подходит для более тонких материалов, он часто неэффективен для соединения толстых пластин с более высокой температурой плавления.
Если источник питания подает переменный ток с полярностью , обратная и прямая полярность будут чередоваться с положительной пластиной основания и отрицательным электродом в половине случаев. Напротив, электрод будет положительным, а опорная пластина отрицательной другой половиной.
Полярность переменного тока имеет атрибуты прямой и обратной полярности, и оба они возникают в течение одного и того же цикла. Он эффективен с большинством типов электродов и пластин различной толщины, что делает его популярным универсальным выбором.
Выбор из различных типов полярности при сварке
При выборе полярности необходимо учитывать несколько факторов, включая температуру плавления материала и его толщину. Например, алюминий и магний лучше всего работают с обратной полярностью из-за их низкой температуры плавления. С другой стороны, нержавеющая сталь и титан лучше реагируют на полярность переменного тока. Он обеспечивает преимущества прямой и обратной полярности и предотвращает чрезмерное расширение зоны термического влияния.
Каждый сварщик будет работать с различными материалами, поэтому необходимо ознакомиться с типами полярности, которые можно использовать в различных обстоятельствах.
Integrated Publishing — ваш источник военных спецификаций и образовательных публикаций
Администрация — Навыки, процедуры, обязанности и т. д. военного персонала
Продвижение — Военный карьерный рост книги и т. д.
Аэрограф/метеорология
— Метеорология
основы, физика атмосферы, атмосферные явления и др.
Руководства по аэрографии и метеорологии военно-морского флота
Автомобилестроение/Механика — Руководства по техническому обслуживанию автомобилей, механика дизельных и бензиновых двигателей, руководства по автомобильным деталям, руководства по деталям дизельных двигателей, руководства по деталям бензиновых двигателей и т. д.
Автомобильные аксессуары |
Перевозчик, персонал |
Дизельные генераторы |
Механика двигателя |
Фильтры |
Пожарные машины и оборудование |
Топливные насосы и хранение |
Газотурбинные генераторы |
Генераторы |
Обогреватели |
HMMWV (Хаммер/Хамви) |
и т. д…
д…
Авиация — Принципы полетов,
авиастроение, авиационная техника, авиационные силовые установки, справочники по авиационным частям, справочники по авиационным частям и т. д.
Руководства по авиации ВМФ |
Авиационные аксессуары |
Общее техническое обслуживание авиации |
Руководства по эксплуатации вертолетов AH-Apache |
Руководства по эксплуатации вертолетов серии CH |
Руководства по эксплуатации вертолетов Chinook |
и т.д…
Боевой — Служебная винтовка, пистолет
меткая стрельба, боевые маневры, штатное вооружение поддержки и т. д.
Химико-биологические, маски и оборудование |
Одежда и индивидуальное снаряжение |
Боевая инженерная машина |
и т.д…
Строительство — Техническое администрирование,
планирование, оценка, планирование, планирование проекта, бетон, кирпичная кладка, тяжелый
строительство и др.
Руководства по строительству военно-морского флота |
Совокупность |
Асфальт |
Битумный корпус распределителя |
Мосты |
Ведро, Раскладушка |
Бульдозеры |
Компрессоры |
Обработчик контейнеров |
дробилка |
Самосвалы |
Землеройные машины |
Экскаваторы | так далее. ..
..
Дайвинг — Руководства по водолазным работам и спасению различного снаряжения.
Чертежник — Основы, методы, составление чертежей, эскизов и т. д.
Электроника — Руководства по обслуживанию электроники для базового ремонта и основ. Руководства по компьютерным компонентам, руководства по электронным компонентам, руководства по электрическим компонентам и т. д.
Кондиционер |
Усилители |
Антенны и мачты |
Аудио |
Батареи |
Компьютерное оборудование |
Электротехника (NEETS) (самая популярная) |
техник по электронике |
Электрооборудование |
Электронное общее испытательное оборудование |
Электронные счетчики |
и т.д…
Машиностроение — Основы и методы черчения, составление проекций и эскизов, деревянное и легкокаркасное строительство и т. д.
Военно-морское машиностроение |
Армейская программа исследований прибрежных бухт |
так далее. ..
..
Еда и кулинария — Руководства по рецептам и оборудованию для приготовления пищи.
Логистика — Логистические данные для миллионов различных деталей.
Математика — Арифметика, элементарная алгебра, предварительное исчисление, введение в вероятность и т. д.
Медицинские книги — Анатомия, физиология, пациент
уход, средства первой помощи, фармация, токсикология и т. д.
Медицинские руководства военно-морского флота |
Агентство регистрации токсичных веществ и заболеваний
Военные спецификации — Государственные спецификации MIL и другие сопутствующие материалы
Музыка — Мажор и минор масштабные действия, диатонические и недиатонические мелодии, паттерны такта, и т.д.
Основы ядра — Теории ядерной энергии,
химия, физика и т.