Ремонт головки блока цилиндров (ГБЦ) в компании Механика
Ремонт клапанного механизма ГБЦ (головки блока цилиндров)
В хорошо послужившей ГБЦ бывает много такого, что нужно ремонтировать. Это и постели распределительных валов, и посадочные места стаканов-толкателей, посадочные места форсунок, обработка деформированной плоскости разъема, заварка проеденных некачественной охлаждающей жидкостью раковин. В этой статье мы будем говорить только о ремонте клапанного механизма.
Ремонт клапанного механизма в самом стандартном случае заключается в замене изношенных направляющих втулок клапанов на новые и последующей правке седел клапанов с целью восстановления соосности седел и направляющих втулок.
(фото: правка седел клаппаного механизма ГБЦ Cummins)
Технология следующая: Изношенные втулки выпрессовывают из тела ГБЦ. Затем визуально осматривают посадочные места на предмет задиров, трещин и других повреждений. Если повреждений нет, производят измерения наружных диаметров направляющих втулок и диаметры их посадочных мест в ГБЦ. Если измерения показывают, что есть необходимый натяг (обычно 0,03-0,05 мм), ГБЦ разогревают в печи, направляющие втулки охлаждают и запрессовывают в посадочные места специальной оправкой которая задает выступание втулки.
Если в процессе визуального осмотра посадочных мест направляющих втулок выявлены задиры и/или измерения показывают, что натяг втулка/посадочное место недостаточный можно использовать ремонтные т.е. увеличенные по наружному диаметру направляющие втулки. В этом случае, посадочное место втулки разворачивается или даже растачивается в размер, который позволяет обеспечить необходимый натяг. Если в посадочном месте были задиры при этом они убираются.
После заперссовки направляющих втулок в посадочные места, отверстия в направляющих втулках разворачивают для получения надлежащего зазора между штоком клапана и направляющей втулкой. После этого ГБЦ устанавливается на станок для правки седел клапанов.
В случаях, когда к качеству правки седел предъявляются повышенные требования, операция может быть выполнена на станке с ЧПУ. На нашем предприятии имеется такой станок марки «Newen».
ГБЦ двигателя Cummins ISF2.8, ISF3.8
Встречаются ГБЦ в которых направляющих втулок нет. Это чугунные ГБЦ где отверстия под шток клапана выполнены непосредственно в теле головки. Типичный пример ГБЦ двигателя Cummins ISF2.8, который установлен на многих модификациях Газелей. Если направляющие отверстия (втулок-то нет!) изнашиваются, то ремонт такой головки сложен и дорог. Нужно подобрать или изготовить подходящие направляющие втулки, затем произвести фрезеровку отверстий, так чтобы в них можно было установить эти направляющие втулки и развернуть их в точный размер для обеспечения необходимого натяга. Такой ремонт часто влечет за собой замену седел клапанов т.к. величина несоосности установленной направляющей втулки и седла клапана оказывается очень значительной. Т.о. часто стоимость ремонта оказывается сопостовимой со стоимостью ГБЦ. Однако, в настоящее время в нашей компании для головок этого популярного двигателя имеются ремонтные клапаны со штоком увеличенного диаметра. Т.е. не нужно инплантировать в ГБЦ направляющие втулки, а достаточно просто развернуть изношенные отверстия под штоки клапанов в соответствующий ремонтный размер, а затем произвести правку седел.
В случае значительного износа или прогорания седел клапанов, простой правкой рабочих фасок не обойтись. В таких случаях седла меняют. Старые изношенные седла выпрессовывют или врезают. Восстанавливают геометрию посадочных мест и запрессовывают готовые ремонтные или специально изготовленные седла. Само-собой рабочие фаски замененных седел необходимо править.
После замены направляющих втулок и правки седел клапаны, как правило, держат необходимое разряжение (-0,8 БАР) даже без притирки. Однако, для достижения наилучшего результата притирку все же стоит выполнить.
Если клапаны не сильно изношены, то их можно и не менять, а предварительно очистив от нагара, установить на специальный станок и абразивным кругом поправить рабочие фаски под надлежащим углом, а затем, штоки клапанов отполировать. Такое восстановление обычно обходиться существенно дешевле, чем покупка новых клапанов.
(фото: проверка геометрии направляющих клаппанного механизма ГБЦ Cummins)
После замены направляющих втулок, правки седел и притирки клапанов ГБЦ тщательно промывается (по желанию заказчика может быть выполнена и ультразвуковая мойка) на направляющие втулки устанавливаются маслосъемные колпачки (если они предусмотрены конструкцией двигателя), после чего клапаны засухаривают и ГБЦ снова готова к работе.
качественно, но экономно» на сайте инженерной-технологической компании Механика
30 Сентября 20178041
2
Несмотря на «одноразовость» современных моторов, их по-прежнему ремонтируют. А если учесть, что еще есть и относительно «старые» моторы, то качественный ремонт головки блока без правки сёдел клапанов просто не представляется возможным. Стереотип, засевший в наших мозгах, говорит нам, что «хорошие» инструменты и станки – импортные. Но не всегда это так. А если учитывать кризисные явления и экономическую составляющую производства (ремонта в частности), то оказывается, что и российское оборудование «очень даже ничего».
|
|
|
Станок для правки седел «Механика-2» первоначально был спроектирован и начал использоваться еще в прошлом веке (в 1996 году) :-).
|
|
|
Посудите сами, «Механика-2» примерно в 2 раза дешевле импортных аналогов в базовой комплектации. С другой стороны, покупатель не зависит от «таможни» и курса евро. Это титульная сторона, обратная сторона – это пилоты и резцы. Эти «расходники» нужны постоянно и их тоже не нужно ждать из-за границы и инвестировать свои средства в зарубежную экономику. Это достаточно просто проиллюстрировать на примере твёрдосплавных профильных пластин.
|
|
|
Чем точно отличаются многие импортные аналоги, так это «вылизанность» деталей и «красивый дизайн». А важно ли это с точки зрения производства? Для иллюстрации работы мы хотели бы привести видео-ролик.
Процесс и принцип работы
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Нравится 2
Похожие статьи
28 Января 20191651
Вы можете обратиться в компанию «Механика» в любой момент, рассчитывая на низкую цену и высокую скорость предоставления услуг. Если у вашего Ford появились первые признаки неисправности двигателя, не стоит медлить.
Два видео от Elring. ..
..
Восстановление (ремонт) сёдел клапанов.
У работавших продолжительное время двигателей любого транспортного средства, клапаны которых многократно подвергались притирке, рабочие фаски сёдел клапанов, могут быть правильной формы, но сильно увеличены по ширине. А нормальная рабочая ширина фаски седла должна составлять 1 — 1,5 мм., не более. Почему, я объясню ниже. В этой статье мы рассмотрим как и с помощью чего восстановить правильную ширину фаски седла, и вообще правильную геометрию седёл клапанов.
Почему нужно восстанавливать сёдла клапанов.
Когда нормальная рабочая ширина фаски становится больше 1-1,5 мм., увеличивается площадь металлического контакта между тарелкой клапана и седлом, и казалось бы можно ожидать увеличения герметичности и усиления охлаждения тарелки клапана. Однако практика эксплуатации многих двигателей показала, что при увеличении ширины фаски седла, нормальная работа двигателя нарушается довольно быстро, после короткого пробега.
А всё дело в том, что при увеличении ширины фаски, например хотя бы до двух миллиметров, площадь соприкосновения тарелки клапана с седлом увеличивается вдвое, и значит вдвое уменьшается создаваемое клапанной пружиной давление клапана, на единицу площади. В добавок клапанные пружины итак ослаблены от продолжительной работы (усталость металла) и нагрева.
В итоге, первое время после притирки клапанов, двигатель работает вроде бы вполне нормально, но довольно быстро, от уменьшения давления пружин на единицу площади, клапан начинает подгорать (особенно выпускной) и очень быстро терять свою герметичность.
Инструмент для восстановления сёдел клапанов.
Чтобы восстановить нормальное давление тарелки клапана на единицу площади седла, установка усиленных пружин бесполезна, к тому же это может сильно сократить ресурс газораспределительного механизма, который рассчитан на меньшие нагрузки. Поэтому нормальное давление тарелки клапана на единицу площади седла, а следовательно и герметичность, восстанавливают уменьшением ширины фаски седла, до требуемой величины, с помощью специального инструмента — конических фрез.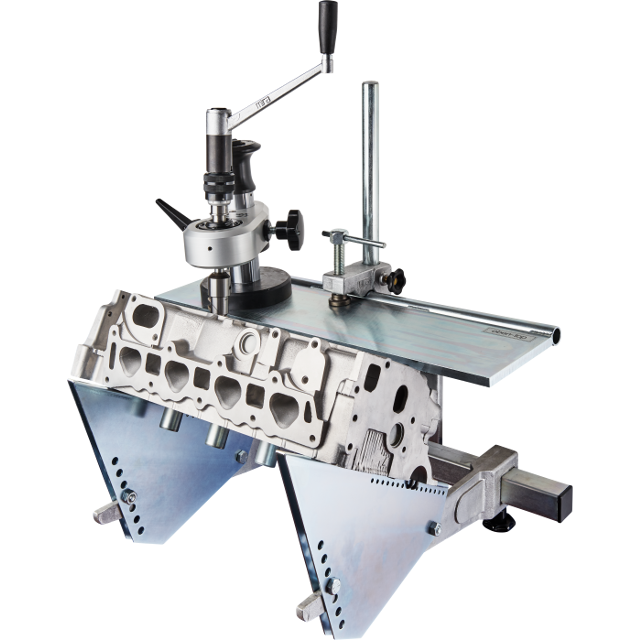
Фрезы изготавливают несколько фирм, но наиболее популярные у нас, это наборы фирм MIRA, SUNNEN, NEWAY. Причём эти фирмы делают фрезы с различными углами: 15°, 20°, 30°, 45°, 60°, 70°, 75°, 80°, которые многим могут и не понадобиться, так как углов нарезки, а следовательно и фрез, для восстановления сёдел одного какого то распространённого двигателя, потребуется всего три. Если конечно вы не занимаетесь восстановлением сёдел абсолютно всех моторов.
Но следует учесть, что качественные наборы фрез зарубежных фирм, например известной NEWAY, могут стоить 350$ и выше (цена зависит от количества фрез). И если вы не собираетесь заниматься восстановлением сёдел клапанов профессионально, то есть смысл поискать в продаже менее дорогие отечественные наборы, которые иногда попадаются вполне нормального качества (ножи фрез сделаны из твёрдого сплава).
Углы фасок ремонтируемого двигателя, следует обязательно уточнить, перед приобретением набора фрез, так как на разных моторах эти углы могут быть разными. На некоторых двигателях (как на рис 1 ниже) угол верхней фаски может быть 15 градусов, рабочей 45, а угол нижней фаски может быть 60 градусов.
А на некоторых моторах (как на рис 2) угол верхней фаски может быть в 75°, рабочей фаски тоже в 45°, а угол нижней фаски может быть всего 15° . На некоторых двигателях могут быть и другие углы.
Поэтому прежде чем покупать для своего двигателя набор из трёх фрез, уточните сначала углы фасок сёдел вашего мотора, что бы не купить набор фрез с ненужными углами.
А бывают моторы, на которых сёдла (углы их фасок) впускных клапанов, отличаются углами фасок от выпускных клапанов, это наглядно видно на рисунке 2 — 62. И в такой ситуации потребуется уже набор не из трёх фрез, а из четырёх или пяти. Все эти нюансы нужно знать, перед тем как приобретать определённый набор фрез.
Но те мастера, кто занимается восстановлением сёдел различных моторов профессионально, обычно приобретают более дорогие наборы, с фрезами различных углов, описанными выше в тексте (от 15° до 80°). В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
В каждом наборе также присутствует направляющий пилот (стальной стержень, показанный на фото), который вставляется в направляющую втулку клапана и обеспечивает правильное положение фрезы, относительно восстанавливаемого седла.
Так же следует учесть, что фрезы отличаются не только углами режущих резцов, но и своими размерами (для каждого размера свой номер). Например фрезы с номерами от 100 до 150, предназначены для сёдел моторов небольших рабочих объёмов, с диаметром сёдел клапанов от 16 до 35 мм.
Ну а фрезы с номерами от 200 до 699 предназначены для моторов большей кубатуры, с диаметром сёдел от 28 до 72 мм. И это надо учитывать при покупке набора фрез.
Практика ремонта (восстановления) сёдел клапанов.
Прежде чем начинать обработку сёдел клапанов с помощью вышеописанного инструмента, следует поменять направляющие втулки клапанов, так как к моменту износа и ремонта сёдел, эти втулки наверняка изношены. А они должны быть идеальны, так как направляющий стержень (пилот, показанный на фото чуть выше) фрезы, вставляется во втулку с минимальным зазором в несколько сотых миллиметра. Этот минимальный зазор и обеспечивает точность установки режущего инструмента (фрезы), относительно седла.
И если втулка клапанов изношена, то даже конический пилот,(с небольшим конусом) может перекосить в направляющей втулке, так как её изношенное отверстие имеет не круг, а овал. В итоге фреза будет снимать металл с поверхности седла с перекосом, и такой ремонт уже не будет считаться ремонтом, а просто порчей деталей. Как и с помощью какого приспособления заменить в головке втулки клапанов, можно почитать вот тут.
Некоторые мастера начинают обработку сначала верхней фаски в 15° (см. рисунок 1), затем обрабатывают нижнюю фаску в 60°, ну а в последнюю очередь обрабатывают рабочую фаску в 45°.
Рис.2 Последовательность обработки сёдел клапанов.
а — клапан утопленный в изношенном гнезде, б — обработка рабочей фаски седла, в- обработка верхней фаски седла, г — обработка нижней фаски седла, д — седло клапана после обработки, 1 — клапан, 2 — гнездо, 3 — направляющая втулка, 4 — фреза под 45 градусов, 5 — фреза под 75 градусов, 6 — фреза под 15 градусов, 7 — рабочая фаска клапана, 8 — рабочая фаска гнезда.
Другие мастера начинают обработку вторым способом(снятие металла) поверхности седла с рабочей фаски с углом в 45° (как на рис. 2,б), затем обрабатывают верхнюю фаску в 75° (как на рис. 2,в), ну а в последнюю очередь обрабатывают нижнюю фаску в 15° (рис. 2,г). При обработки верхней и нижней фаски, обеспечивается ширина рабочей фаски в 1 — 1,5 мм.
Я считаю, что вторым способом легче и точнее добиться ширины рабочей фаски в 1-15 мм, так как понемногу обрабатывая верхнюю фаску и понемногу нижнюю (при уже готовой рабочей фаске), легче выйти на ширину рабочей фаски в 1 — 1,5 мм (обычно полностью хватает трёх — пяти оборотов фрез, больше и не надо).
Тем более, что при таком способе, если при обработке верхней и нижней фасок, рабочая фаска станет уже 1 мм, то всегда есть возможность пройтись фрезой для рабочей фаски в 45° и добиться требуемой ширины рабочей фаски в 1 — 1,5 мм. Но всё же всегда следует стараться всё сделать за один раз и снять с поверхности седла как можно меньше металла.
Второй способ последовательности обработки сёдел, я считаю правильнее и легче первого способа. Но это моё мнение, и это не значит, что так должны делать все. Может кому то подойдёт первый способ.
После обработки трёх фасок седла и получения ширины рабочей фаски 1 мм — для малокубатурных моторов, и 1,5 мм — для двигателей большей кубатуры, клапана желательно притереть, если их тарелки не изношены, как на рисунке 3,б. Если обнаружен износ клапана как на этом рисунке, то притирка клапанов не поможет, и такие клапана следует заменить новыми.
Если же тарелка клапанов имеет нормальную форму как на рисунке 3,а, то клапана оставляем на двигателе и всего лишь нужно произвести их притирку к восстановленным сёдлам. Как это правильно сделать я уже писал, и желающие могут почитать об этом здесь.
Кстати, клапана следует заменить, если их стержень изношен неравномерно по высоте (проверяется микрометром), или если стержень имеет повышенный зазор, относительно отверстия направляющей втулки (можно утолщить стержень клапана с помощью хромирования, если у вас мотор редкий, и новые клапана проблематично купить).
При замене втулки и наоборот пониженном зазоре стержня клапана, относительно отверстия втулки, это отверстие просто разворачивается развёрткой, до получения необходимого зазора, между стержнем клапана и отверстием втулки. Величину правильного зазора следует уточнить в мануале конкретного двигателя.
Надеюсь данная статья поможет ремонтникам новичкам, правильно восстановить геометрию (углы) сёдел клапанов своими руками, ведь при наличии необходимого инструмента и знаний, всё можно сделать довольно быстро, даже быстрей, чем поездка в автосервис; удачи всем.
Наши возможности (Работы по головке блока цилиндров)
Вас интересует выгодная цена на ремонт головки блока цилиндров двигателя? Наиболее доступную стоимость готов предложить вам специализированный центр ООО «МоторИнтех». Доверять все работы, связанные с двигателем в целом и с ремонтом ГБЦ можно только профессионалам. Почему? По той простой причине, что без соответствующего опыта и знаний, без профессионального инструмента, мотор так и останется до конца «не долеченным».
Правильная работа ГБЦ — основная составляющая успешной работы двигателя в целом. Наиболее качественный ремонт ГБЦ возможен только при наличии высокотехнологичного оборудования и квалифицированных специалистов.
Ремонт ГБЦ включает в себя несколько этапов: подготовительные работы (мойка и опрессовка, разборка и дефектация), ремонт деталей клапанного механизма, ремонт постелей распределительных валов, ремонт резьбовых соединений и отверстий, обработку плоскостей и окончательную сборку.
Подготовительные работы
Любые работы по ремонту ГБЦ начинаются с демонтажа навесного оборудования и технологической мойки. Это позволяет очистить ГБЦ от масляных отложений, продуктов горения и
других загрязнений, которые могут скрыть поверхностные дефекты ремонтируемой детали. Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения
таких дефектов может значительно изменяться.
Первоначальная оценка объема работ и порядок их выполнения в случае обнаружения
таких дефектов может значительно изменяться.
Следующий этап подготовки к ремонту — опрессовка ГБЦ, в ходе которой проверяется герметичность рубашки охлаждения, при обнаружении микротрещин, в большинстве случаев ГБЦ подлежит замене. Опрессовка также проводится после замены прогоревших, износившихся или разрушенных седел клапанов. Работы по опрессовке выполняются специалистами ООО «МоторИнтех» на специальном оборудовании в условиях максимально приближенных к условиям работы двигателя.
Для дальнейшего определения состояния ремонтируемой головки необходима разборка клапанного механизма и его последующая дефектация. Даже такая незначительная операция должна выполняться исключительно профессионалами, что гарантирует сохранность разбираемых деталей и возможность дальнейшего их использования. Дефектация, ремонтируемых ГБЦ, проводится с помощью специального измерительного инструмента. В ходе дефектации определяется объем предстоящих работ по ремонту ГБЦ.
Ремонт деталей ГБЦ
После проведения подготовительных работ производится замена изношенных и деформированных деталей новыми. При отсутствии заводских направляющих втулок клапанов, таковые могут быть изготовлены в нашем специализированном центре ООО «МоторИнтех» из аналогичных сплавов. Всегда заменяются все резиновые детали, прокладки и сальники.
Наибольшую сложность представляет собой восстановление распределительных валов ГБЦ и их постелей. Дефекты, возникающие при неправильной эксплуатации двигателя,
(работа без смазки, перегрев двигателя) приводят к деформации распределительных валов и износу опорных шеек и кулачков, образованию задиров, глубоких царапин и
рисок как на самих валах, так и на их постелях, что может привести к необратимым последствиям вплоть до выхода из строя всего двигателя. Современные технологии
ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение
составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Современные технологии
ремонта в большинстве случаев позволяют восстанавливать изношенные поверхности постелей и распределительные валы, продлевая тем самым срок службы ГБЦ. Исключение
составляют полые облегченные распределительные валы, которые при любых повреждениях подлежат обязательной замене.
Если у Вас возникли проблемы, связанные с восстановлением Распредвалов и постелей РВ, обращайтесь в наш специализированный центр ООО «МоторИнтех», и мы качественно и быстро решим ваши проблемы.
Следующий этап заключается в восстановлении всевозможных резьбовых и крепежных элементов, резьб свечных колодцев, а на дизельных головках блока отверстий форсунок и свечей накаливания.
Одной из заключительных операций по ремонту ГБЦ является фрезеровка привалочной плоскости. Операция сводится к выравниванию плоскости ГБЦ на фрезерном или шлифовальном станках для обеспечения герметичного соединения головки блока цилиндров с блоком цилиндров по всей площади плоскости и исключения возможных утечек технических жидкостей, циркулирующих в каналах систем смазки и охлаждения. Многие заводы-изготовители допускают незначительное уменьшение высоты головки блока цилиндров и выпускают ремонтные прокладки увеличенной толщины.
Перед окончательной сборкой клапанного механизма необходимо обработать седла и фаски клапанов для обеспечения герметичного перекрытия впускных и выпускных каналов во время работы двигателя. Детали клапанного механизма обрабатываются в специализированном центре ООО «Моторинтех» на современных высокоточных станках, а проверка качества выполненных работ производится на специальных измерительных установках.
В заключение, на некоторых моделях двигателей современных автомобилей необходима ручная регулировка зазоров привода клапанов с помощью измерительных щупов.
| Обработка по плоскости ГБЦ (за деталь) | Иномарки / Крупногабарит | 1 200 / 3 600 |
| Отечественные | 1200 | |
| ЗИЛ | 1500 | |
| ЯМЗ 238 | 1200 | |
| ЯМЗ 236 | 1000 | |
| ИНОМАРКА V-ОБРАЗНАЯ 8 ЦИЛ. | 1000 | |
| Д 260, А01, Д 240-245, БЫЧОК, ЗИЛ-Дизель | 900 | |
| ГАЗ 52/53 | 600 | |
| Опрессовка сист. охлаждения (за деталь) | Иномарки / Крупногабарит | 2 000 / 5 000 |
| Отечественные | 1000 | |
| ЗИЛ | 900 | |
| ГАЗ 52/53 | 900 | |
| Д 260, А01, Д 240-245, Д-160 (Т130, Т-170, Б10, Б10м), БЫЧОК, ЗИЛ-Дизель | 900 | |
| КАМАЗ | 350 | |
| Предварительная мойка (за деталь) | Иномарки | 400 |
| Отечественные | 400 | |
| Доработка направляющих втулок | Иномарки | 100 |
| Отечественные | 100 | |
| Замена МСК | Иномарки / Крупногабарит | 55 / 75 |
| Отечественные | 55 | |
| Замена направляющих втулок | Иномарки / Крупногабарит | 350 / 500 |
| Отечественные | 300 | |
| Замена седла клапана | Иномарки / Крупногабарит | 500 / 600 |
| Отечественные | 500 | |
| Замена седла клапана (с изготовлением) | Иномарки / Крупногабарит | 950 / 1 200 |
| Отечественные | 800 | |
| Замена стакана форсунки | Иномарки / Крупногабарит | 1000 / 1 800 |
| Отечественные | 750 | |
| Дефектовка клап. механизма (за штуку) | Иномарки | 50 |
| Отечественные | 50 | |
| Засухарить клапан | Иномарки | 60 |
| Отечественные | 45 | |
| Правка и чистка клапана | Иномарки / Крупногабарит | 150 / 170 |
| Отечественные | 150 | |
| Правка седла | Иномарки / Крупногабарит | 200 |
| Отечественные | 300 | |
| Притирка | Иномарки | 50 |
| Отечественные | 50 | |
| Проверка плоскости индикатором | Иномарки | 350 |
| Отечественные | 350 | |
| Разворачивание отверстия | Иномарки / Крупногабарит | 100 / 150 |
| Отечественные | 60 | |
| Рассухарить клапан | Иномарки / Крупногабарит | 50 / 55 |
| Отечественные | 40 | |
| Ремонт постели распредвала | Иномарки / Крупногабарит | 8 000 / 14 000 |
| Отечественные | 4 500 | |
| Чистка каналов ГБЦ (за цилиндр) | Иномарки | 150 |
| Отечественные | 150 |
Седло клапана
Автор admin На чтение 5 мин. Просмотров 3.9k.
Просмотров 3.9k.
Седло клапана — небольшое кольцо, имеющее скос по внутренней поверхности.
Устанавливается в отверстия головки блока цилиндров, предназначенные для установки клапанов и перегонки через них топливовоздушной смеси и отработавших газов. Деталь запрессовывается в ГБЦ на заводе.Выполняет следующие функции:
- герметичность отверстия;
- передает излишки тепла к ГБЦ;
- обеспечивает необходимый приток воздуха, когда механизм открыт.
Замена седла клапана требуется в том случае, когда восстановить его герметичность способом механической обработки не удается (многочисленные обработки в прошлом, прогар, сильный износ). Сделать это можно своими руками.
Ремонт детали выполняют при:
- прогаре тарелки;
- после замены направляющих втулок;
- при умеренной степени естественного износа;
- при нарушении герметичности соединения кольца с тарелкой.
Правка изношенных и поврежденных седел в домашних условиях выполняется с использованием шарошек. Помимо этого, может потребоваться сварочный аппарат или мощная газовая горелка, стандартный набор гаечных ключей, необходимых для демонтажа и разборки ГБЦ, притирочная паста, дрель.
Замена седел
Процедура замены состоит из двух ответственных процедур: удаления старых деталей и монтажа новых.
Удаление старых посадочных элементов
Замена седел клапанов выполняется на демонтированной ГБЦ с разобранным газораспределительным механизмом. Удалить старое кольцо можно с использованием сварочного аппарата, если материал, из которого оно изготовлено, позволяет это сделать.
Для выполнения процедуры изготавливается съемник седел клапанов — берется старый ненужный клапан, тарелку которого необходимо проточить до размеров внутреннего диаметра седла.
После этого полученный инструмент утапливают в посадочное место, не доходя до края 2-3 мм и «прихватывают» сваркой в 2-3 местах. После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
После клапан вместе с металлическим кольцом выбивают с обратной стороны молотком.
Важно! Процедура с использованием сварки может привести к некоторой деформации посадочного места. При этом стандартные седла будут иметь слабое закрепление, что может привести к их самопроизвольному демонтажу в процессе работы мотора. Требуются кольца увеличенного диаметра, которые не продаются в магазинах, а изготавливаются на заказ.
Седло клапана, изготовленное из металлов, не подлежащих сварке, можно удалить путем вкручивания в него отрезка трубы, используемого как съемник седел клапанов. Для этого на внутренней поверхности кольца нарезается резьба. Аналогичную резьбу наносят на внешнюю поверхность подходящей по диаметру металлической трубы.
Берется старый клапан, который предварительно приваривают к торцу трубы в обратной положении. При этом ножка клапана проводится в предназначенное для нее отверстие, труба вкручивается в резьбу, после чего элемент удаляют постукиваниями по ножке.
Монтаж новых седел
Перед началом процедуры монтажа новых седел, посадочные места под них очищают от загрязнений. После ГБЦ следует равномерно нагреть до температуры, превышающей 100˚С. При этом металл расширяется, позволяя запрессовать кольцо.
Монтируемую деталь охлаждают с помощью жидкого азота. При его отсутствии можно использовать сочетание льда и ацетона, что позволяет снизить температуру металла до -70˚С. Размеры деталей подбирают таким образом, чтобы разница между диаметром посадочного места и кольца составляла не более 0.05-0.09 мм на холодных деталях.
Седло клапана запрессовывается с помощью специальной оправки или отрезка трубы подходящего диаметра. Деталь должна входить на посадочное место с небольшим усилием. При этом важно, чтобы кольцо встало без перекоса.
При этом важно, чтобы кольцо встало без перекоса.
После запрессовки и остывания ГБЦ следует проверить, не болтается ли элемент на посадочном месте. Если зазор отсутствует, а замененный элемент плотно держится на своем месте, процедуру его замены можно считать оконченной. Далее требуется прирезка седел клапанов с использованием шарошек.
Важно! При стандартной процедуре замены тарелки всех клапанов оказываются посажены достаточно высоко. Однако некоторые специалисты рекомендуют обрабатывать фаски таким образом, чтобы выпускные клапаны сидели несколько глубже нормального положения. Седло впускного клапана при этом оставляют в штатном положении.
Ремонт седел
Ремонт седел клапанов выполняется при их естественном износе и неплотном прилегании тарелки к своему посадочному месту.
С целью восстановления геометрии колец применяются шарошки для седел клапанов — набор фрезерующих головок, позволяющих делать необходимые углы.
Шарошки могут использоваться в сочетании со специальным оборудованием. Однако оно является дорогостоящим. Поэтому в домашних условиях применяют ключ-трещотку с удлинителем. Правильно обработанные места имеют углы 30˚, 60˚ и 45˚. Обработка седел клапанов для создания каждого из них производится соответствующей фрезой.
Шлифовка седел клапанов не требует их нагрева или другой обработки. Проточку производят «насухую». В дальнейшем, в момент притирки, необходимо использовать специальную притирочную пасту. Для достижения лучшего результата притирку на новые седла рекомендуется производить вручную, а не с помощью дрели.
Еще одной разновидностью ремонта является проточка посадочных мест под ремонтные вставки. Для этого по вышеописанному алгоритму удаляют седла, после чего, специальным режущим инструментом протачивают места под них. Размер ремонтного места должен быть на 0. 01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
01-0.02 см меньше вставки. Монтаж производят после нагрева ГБЦ и охлаждение монтируемых элементов.
Мне нравится1Не нравитсяПравильно произвести расточку самостоятельно можно попытаться на свой страх и риск. Однако, с учетом сложности процедуры и необходимой высокой точности работ, подобные манипуляции лучше производить в условиях квалифицированной автомастерской или авторемонтного завода.
Замена и правка седел клапанов в Череповце
Восстановление либо замена клапанных седел – важная задача, требующая профессионального исполнения. Качество выполненных работ определяет исправность транспорта, безопасность перемещения на дороге.
Фирма «ЧТК-МОТОРС» обладает существенным опытом в области выполнения ремонтных и восстановительных работ ГБЦ. Квалифицированные мастера проводят замену седел клапанов на силовых агрегатах любого типа. Мы обслуживаем дизельные/бензиновые моторы отечественных и зарубежных автомобилей. В распоряжении наших специалистов высокотехнологичные станки и спецоснастка.
ЗАМЕНА/ПРАВКА СЕДЕЛ КЛАПАНОВ:
ЛЕГКОВЫЕ АВТОМОБИЛИ
ОТЕЧ. — 558.00р./140.00р.
ИНОМАРКА — 1 023.00р./186.00р.
ГРУЗОВЫЕ АВТОМОБИЛИ
ОТЕЧ. — 1 144.00р./233.00р.
ИНОМАРКА — 1 516.00р./298.00р.
Восстановление детали
Причины, повлекшие неисправность седел клапанов, у всех машин разные. Распознать необходимость проведения замены узла либо ограничиться его обработкой с целью восстановления рабочего состояния – такое по силам только опытным специалистам с большим практическим стажем. Диагностика неполадок имеет немаловажное значение, так как помимо изношенности клапанные седла могут подгорать, а это грозит двигателю вероятностью полного отказа.
Если нарушения функционирования пары клапан-седло невелики, будет достаточно их ремонта. Аналогичные операции выполняются при частичном изнашивании детали в ходе эксплуатации, если износ не носит критический характер.
По факту замены направляющих втулок седла требуют обработки. Для этого используется установка, позволяющая восстановить исходные параметры узла с последующей притиркой элементов. Контроль герметичности блока седло-клапан проводится с использованием вакуум-тестеров. Проверка исключает вероятность возникновения дефектов и обязательно проводится после обработки.
Когда выполняется замена клапанных седел ГБЦ?
Если их изношенность достигла критической отметки, без замены вам не обойтись. Операция также выполняется, если детали не один раз обрабатывались, прогорели, проходили ремонт трещин либо имело место выпадение седла.
Для смены детали используется специализированный станок, операция состоит из следующих этапов:
Снятие старой детали.
Подготовка нового посадочного места.
Производство, обработка заготовки.
Формирование требуемого профиля детали.
В качестве альтернативы замене выступает производство детали из металлокерамики. Изделия из этого материала отличаются долговечностью, их надежность превышает параметры заводских элементов.
Высокая сложность проводимых операций требует мастерства от исполнителей. Допущенные ошибки в ходе ремонта или замены приводят к серьезным нарушениям всего блока. Мы даем гарантии на все работы, обеспечивая точность и своевременность их выполнения.
Наши процессы и оборудование | Головки цилиндров
Оборудование
Мы используем самое современное и сложное оборудование, выполняем все работы по восстановлению и ремонту.- Miller Aerowave Tig Welder Сварочный аппарат Miller Aerowave Tig Welder
- Петерсон БК17
- Вертикальная фреза
- Абсолютно прочный бластер
- Манометр Sunnen
- Устройство для обработки ремня Master Tool
- Спрей-спрей Peterson
- Распылительная машина AX 2X2
- Система очистки Ampro
- Роттлер S7M Шлифовальный станок
- Berco Resurfacer
- 2- Serdi 100
- Машина для производства стеклянных шариков Zero
- 3 — Маленькие скрубберы
- Шлифовальный станок для клапанов Sunnen
- Шлифовальный станок с вращающимся клапаном
- Многие другие специальные инструменты
Мы постоянно обновляем наши инструменты и оборудование, чтобы предоставить вам восстановленные головки блока цилиндров высокого качества.
Процесс восстановления головки блока цилиндров
Перед разборкой проверьте головку блока цилиндров.
Разобрать головку блока цилиндров — снять клапаны, пружины, кулачок (OHC) и т. Д.
Проверка на коробление — проверьте поверхность головки блока цилиндров и расточку на верхнем валу, чтобы убедиться в выравнивании распредвала.
Термическая очистка — головки цилиндров без покрытия помещаются в печь на несколько часов. Затем запекшаяся смазка удаляется дробеструйной очисткой для чугунных головок цилиндров или стеклянной шайбой для алюминиевых головок цилиндров.
Проверка на трещины — чугунные головки блока цилиндров maxnaflux; Испытание алюминиевых головок цилиндров под давлением. Проверьте и отремонтируйте всю поврежденную резьбу.
Устранить трещины — приварить трещины в алюминиевых головках цилиндров или зашить трещины в чугунных головках цилиндров и при необходимости установить новые седла клапанов.
Выпрямление головки блока цилиндров, когда она сильно деформирована: этот процесс включает в себя установку головки блока цилиндров на металлическую выравнивающую пластину, установку регулировочных шайб и затяжку, а затем помещение в печь с температурой 500 градусов на четыре часа.
Обрабатывать клапаны в соответствии с заводскими спецификациями.
Обработать седла клапана — отремонтировать или заменить направляющие клапана — направляющие клапана должны соответствовать заводским спецификациям.
Поверхность головки цилиндров.
Проверьте пружины клапана, чтобы убедиться в правильном натяжении и высоте.
Установить новые уплотнения клапана.
Собрать головку блока цилиндров — все движущиеся части предварительно смазаны для защиты от сухого пуска; к головке блока цилиндров прикреплен тепловой язычок; Затем головка блока цилиндров собирается и упаковывается в мешки для защиты от загрязнения.
Головка блока цилиндров — Проблемы с двигателем, погнутый / взорванный / треснувший / ремонт
Согнутый
Проблема с головкой двигателя — ИЗГИБ Головки цилиндров изгибаются в результате перегрева. В двигателях с толкателем OHV изгиб головки блока цилиндров часто игнорируется, и шлифовка поверхности для ремонта поверхности — это все, что необходимо для ремонта.
В двигателях с толкателем OHV изгиб головки блока цилиндров часто игнорируется, и шлифовка поверхности для ремонта поверхности — это все, что необходимо для ремонта.
OHC-двигатели постигнет другая судьба, если пренебречь изгибом ГБЦ. После изгиба головки OHC необходимо выпрямить головку блока цилиндров перед проведением шлифования поверхности. Процесс правки предназначен для обеспечения свободного вращения распределительного вала и отсутствия заедания после установки новой прокладки головки блока цилиндров или ремонта. Ремонтники двигателей могут использовать несколько различных методов выпрямления головы. Если для подготовки головы к выпрямлению используется тепло, необходимо следить за тем, чтобы голова не нагревалась выше 250-300 градусов C.
Головка может серьезно повредить, например, отсоединение вставок, перемещение направляющих клапана и, что хуже всего, головки из сплава могут стать мягкими и непригодными для обслуживания. Был разработан новый метод, который исключает необходимость нагрева, поэтому риск повреждения снижается. Выпрямление сильно изогнутых головок сопряжено с высоким риском образования трещин, и в этих случаях желательно заменить головку, а не ремонтировать ее. Допустимый изгиб большинства головок OHC составляет от 0,005 до 0,006 дюйма (от 5 до 6 тысячных дюйма.). Желательно проверить, насколько легко распредвал вращается в головке без установленных клапанов.
Распределительный вал должен свободно вращаться без какого-либо сопротивления. В противном случае требуется правка головки или проходка туннеля. Плоское шлифование головки блока цилиндров может уменьшить ее общую толщину до уровня ниже допустимых пределов. Если эту проблему не устранить и установить головку с толщиной ниже минимальной, могут возникнуть проблемы с работой.
После выхода на рынок производители прокладок изготовили прокладки для прокладки головки , чтобы решить эту проблему.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но никакая ответственность не может быть исключена за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи. © Copyright 2020 UMR Engines www.engineproblem.com.au
Взорван
Проблема с головным двигателем — ПРОДУВКАНормальная температура сгорания достигает примерно от 2000 до 2500 градусов Цельсия. Если двигатель работает под нагрузкой, вызванной перегрузкой, обедненной смесью, неправильной синхронизацией форсунок, неправильной синхронизацией зажигания или перегревом, температура сгорания может повыситься примерно до 3000 градусов по Цельсию. острый край, который выступает на его пути. Как только горячая точка образуется, дополнительное тепло, выделяемое расплавленным металлом, увеличивает температуру сгорания, увеличивает детонацию и продолжает агрессивно сжигать головку цилиндра, уплотнительное кольцо прокладки головки, головку поршня или край стенки цилиндра.В то время как это происходит, работа двигателя будет заметно ухудшаться, что будет сопровождаться слышимым звуком и стуком.
Температура охлаждающей жидкости будет высокой, а давление масла значительно ниже нормального. Несколько веских причин выключить зажигание, но большинство водителей предпочитают выжать из двигателя последние несколько ярдов. Когда двигатель работает постоянно после того, как прокладка головки блока цилиндров вышла из строя, перекрестное горение между двумя цилиндрами прожигает канавку в головке и торце блока.Перед шлифовкой поверхности часто требуется нарастить головку на обгоревшем участке.
Пораженная область выглядит так, как если бы для создания выемки использовался кислородный фонарик. Вокруг пораженного участка обычно обнаруживается множество мелких трещин на поверхности нагрева, которые необходимо удалить с помощью фрезы перед проведением сварки. Поскольку положение блока также может быть повреждено, его необходимо отремонтировать, чтобы прокладка правильно закрывала.
Другой важной причиной выхода из строя прокладок является то, что современный двигатель имеет тенденцию к появлению мягких головок.Это условие не позволяет поддерживать правильное давление зажима на прокладку. В течение довольно короткого периода времени болты головки ослабляются, и давление зажима снижается до того места, где прокладка выходит из строя. Головки из мягкого сплава не должны использоваться повторно. Всегда проверяйте твердость сплавов.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но никакая ответственность не может быть исключена за ошибки, упущения или неправильное использование этой информации и процедур.Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи. © Copyright 2020 UMR Engines www.engineproblem.com.au
Коррозия
Проблема с головкой двигателя — КОРРОЗИЯВы слышали термин « паразитные токи »? А как насчет продукта « гликоль »? А как насчет « эрозии »? А как насчет « коррозия «? А как насчет « показания pH »?
Головки блока цилиндров из корродированного сплава стали нормой в автомобильной торговле.При правильном и последовательном обслуживании проблема может быть значительно уменьшена. При сварке и ремонте этих головок из сплава совершенно очевидно, что все производители используют разные стандарты при изготовлении головок цилиндров. Выбор алюминиевых отливок любого качества. Некоторые легированные головки легче сваривать, чем другие, и кажутся более устойчивыми к коррозии. Головки из других сплавов обычно имеют серьезные проблемы с коррозией. Независимо от качества отливки из сплава, используемого производителями, коррозию можно контролировать с помощью правильных процедур обслуживания.Качество или выбор литья из сплава очевидны, когда не соблюдаются процедуры обслуживания. Отливка из хорошего сплава будет более устойчивой к коррозии в суровых условиях.
При сварке и ремонте этих головок из сплава совершенно очевидно, что все производители используют разные стандарты при изготовлении головок цилиндров. Выбор алюминиевых отливок любого качества. Некоторые легированные головки легче сваривать, чем другие, и кажутся более устойчивыми к коррозии. Головки из других сплавов обычно имеют серьезные проблемы с коррозией. Независимо от качества отливки из сплава, используемого производителями, коррозию можно контролировать с помощью правильных процедур обслуживания.Качество или выбор литья из сплава очевидны, когда не соблюдаются процедуры обслуживания. Отливка из хорошего сплава будет более устойчивой к коррозии в суровых условиях.
Блуждающие токи являются проблемой при использовании постоянного тока. Общее описание паразитных токов — это когда ток по альтернативному пути возвращается к отрицательной клемме аккумулятора. Это происходит, когда система заземления не отвечает требованиям. В случае автомобильных двигателей часть обратного тока использует структуру охлаждающей жидкости и головки блока цилиндров в качестве пути обратно к отрицательному полюсу.Это вызывает блуждающий ток , эрозию и обычно проявляется, когда совершенно хорошая отливка имеет одну или две изолированные точки эрозии. Все точки контакта с землей должны быть сохранены. К поврежденному компоненту и отрицательной клемме аккумуляторной батареи следует присоединить дополнительные провода заземления.
Лучшая защита — это химическое покрытие отливки. Это достигается за счет использования специально разработанных ингибиторов , которые постоянно поддерживаются в системе охлаждения. Эти ингибиторы покрывают всю водную рубашку защитным покрытием и обеспечивают наилучшую защиту.
Гликоль повысит температуру кипения и снизит температуру замерзания охлаждающей жидкости. Прочность и целостность охлаждающей жидкости в системе должны поддерживаться на правильном уровне, чтобы обеспечить наилучшую защиту от коррозии и эрозии. Гликоль необходим для контроля кипения горячей точки.
Гликоль необходим для контроля кипения горячей точки.
Показания pH с помощью тест-полосок должны быть частью процедуры обслуживания для поддержания уровня охлаждающей жидкости на уровне, рекомендованном производителем. Хладагент хорошего качества содержит от 33% до 50% гликоля вместе с другими антикоррозионными средствами.(Этот уровень гликоля от 33% до 50% — это то, что требуется в смешанной охлаждающей жидкости, поэтому будьте осторожны, чтобы рассчитать, какое соотношение воды и охлаждающей жидкости поддерживает этот уровень. Охлаждающие жидкости следует смешивать в рекомендуемых пропорциях с деминерализованной водой хорошего качества.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все усилия, но никакая ответственность не может быть исключена за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего инструкции и не может быть скопирована на продажу, © Copyright 2020 UMR Engines www.engineproblem.com.au
Треснутый
Проблема с головкой двигателя — ТРЕЩИНАБольшинство головок цилиндров трескаются из-за превышения температуры, для которой они были предназначены. Термический шок также может быть причиной трещин в головке блока цилиндров.
Термический удар возникает, когда температура головки цилиндров быстро и значительно изменяется.В случае транспортных средств это чаще всего происходит, когда оператор заливает холодную воду в уже перегретый двигатель. Внезапное понижение температуры двигателя приводит к растрескиванию отливки головки там, где она самая горячая, самая тонкая или самая слабая. Обычно это седла клапана, выпускные отверстия и верхняя часть головки. Закалка отливки вызывает появление трещин в этих точках напряжения.
Закалка отливки вызывает появление трещин в этих точках напряжения.
При сильном перегреве двигателя температура головки цилиндров повышается еще выше, когда двигатель окончательно останавливается.Это сильное повышение температуры приведет к растрескиванию большинства чугунных головок поперек и между седлами клапана. Поскольку отливки стали легче, а выпускное и впускное отверстия больше, у современной головки снизилась способность выдерживать повреждения во время перегрева. Для современной головки блока цилиндров из сплава очень часто встречается трещина в верхней части в области крышки толкателя.
Двигатель, имеющий трещину, уходящую в воду через верхнюю часть, обычно работает, но использует воду, не возвращает воду обратно в радиатор и имеет масло в системе охлаждения.Испытание под давлением системы горячего охлаждения в сочетании с осмотром области крышки толкателя обычно подтверждает наличие этого повреждения. Трещины в головках из сплава, как правило, могут быть успешно устранены ремонтниками двигателя с помощью сварочного аппарата TIG.
Результат перегретой головки из сплава часто бывает очень серьезным, поскольку отливка может стать мягкой, и при ремонте и повторном использовании она может никогда не удерживать натяжение головки и продолжать выдувать прокладки головки.
Проверка твердости должна быть частью предварительных исследований во время ремонта.Визуальная проверка посадочного места болтов головки также покажет твердость головки. (опорная подушка болта головки будет вдавлена болтом головки)
Трещины седла в литых головках можно отремонтировать путем ремонта трещин холодным швом и подгонки обработанных вставок седла клапана. Все ремонты головки должны иметь испытание под давлением, чтобы определить успешность ремонта трещин и обнаружение скрытых трещин.
Посторонний материал , попавший в камеру сгорания, является более очевидной причиной трещин в камере сгорания. При этом типе неисправности любые поршни и штоки, имеющие видимые повреждения, должны быть удалены для проверки и возможной замены. Необходимо проверить центровку всех затронутых шатунов. Необходимо устранить повреждения камеры сгорания и проверить герметичность головки под давлением.
При этом типе неисправности любые поршни и штоки, имеющие видимые повреждения, должны быть удалены для проверки и возможной замены. Необходимо проверить центровку всех затронутых шатунов. Необходимо устранить повреждения камеры сгорания и проверить герметичность головки под давлением.
Головки сплавов необходимо приварить и вернуть в форму. Небольшие повреждения камеры сгорания на чугунной головке лучше отделать и все края зачистить, чем приваривать. (Испытание на трещинообразование и испытание под давлением являются обязательными)
Соглашение об отказе от ответственности
: При написании этой информации и процедур были приняты все меры, но ответственность за ошибки, упущения или неправильное использование этой информации и процедур не снимается.Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи. © Copyright 2020 UMR Engines www.engineproblem.com.au
Отверстие в
Проблема с головкой двигателя — ОТВЕРСТИЕ ВВ современных головках цилиндров из сплава имеются отверстия в портах, отверстия под вставками и т. Д. Некоторые головки имеют дефекты при производстве и имеют так называемую пористую отливку. Однако в большинстве случаев эти проблемы являются результатом плохого обслуживания . Недостатком является то, что обычно не придается большое значение использованию правильных ингибиторов и их постоянному обслуживанию. Легкосплавные головки подвержены коррозии, и плохо обслуживаемые головки могут вызвать проблемы в течение очень короткого времени …… Посетите Процедуры и нажмите «Охлаждающая жидкость радиатора»
При правильном обслуживании подходящих ингибиторов эти проблемы могут быть решены. устранено. Большинство отверстий для штифтов в портах настолько малы , что их невозможно обнаружить глазом. Во впускных портах контрольный знак представляет собой размытый вид отверстия для штифта, расширяющегося веером при входе в зону клапана. В выхлопных отверстиях углерод будет вымыт из отверстия, выходящего веером в выхлопной коллектор. Как только отверстие будет обнаружено, вскоре отверстие откроется маленьким колючим. После шлифовки перед сваркой от степени обнаруженной коррозии будет зависеть необходимость ремонта или замены головки.Чаще всего небольшое отверстие для булавки будет первым прорывом в корродированной области размером с монету в 20 центов или больше.
Во впускных портах контрольный знак представляет собой размытый вид отверстия для штифта, расширяющегося веером при входе в зону клапана. В выхлопных отверстиях углерод будет вымыт из отверстия, выходящего веером в выхлопной коллектор. Как только отверстие будет обнаружено, вскоре отверстие откроется маленьким колючим. После шлифовки перед сваркой от степени обнаруженной коррозии будет зависеть необходимость ремонта или замены головки.Чаще всего небольшое отверстие для булавки будет первым прорывом в корродированной области размером с монету в 20 центов или больше.
Испытание горячим давлением и визуальный осмотр необходимы для оценки состояния остальной отливки. Эти отверстия для штифтов могут появиться где угодно на головке блока цилиндров. Помимо портов, некоторые из мест, которые они были обнаружены, включают, снаружи в посадочной нише свечи зажигания, поверхность головки в пределах 1/4 мм от уплотнительного кольца прокладки головки, снаружи со стороны головки и внутри обработанной области подушечки пружины клапана.К счастью, большинство из них могут быть отремонтированы специалистами по ремонту двигателей, и при изменении графика технического обслуживания они имеют долгий срок службы.
Для получения дополнительной информации см. головка / коррозия
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но ответственность за ошибки, упущения или неправильное использование этой информации и процедур не снимается. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Подобрано / арестовано
Проблема с головкой двигателя — ПОДБОР / ЗАКРЫТИЕ ДВИГАТЕЛИ OHC , особенно те, которые разработаны с головками блока цилиндров из сплава, чаще страдают от заклинивания или заклинивания распредвала. Подача масла по природе своей является самой дальней точкой от масляного насоса.Отверстие для подачи масла, как правило, небольшое или имеет ограничитель, чтобы контролировать количество масла, подаваемого в верхнюю шестерню. Этого отверстия достаточно, когда двигатель новый и внутренне чистый. По мере того, как двигатель накапливается, отверстие для подачи масла часто блокируется, вызывая масляное голодание, что, в свою очередь, приводит к заклиниванию распределительного вала. Нарушение смазки приводит к тому, что туннели или подшипники распредвала головки из сплава привариваются к распределительному валу, что приводит к полному заклиниванию кулачка. Довольно часто эти двигатели получают серьезные повреждения, такие как погнутые или сломанные клапаны, повреждение поршня, поломка коромысла и направляющей клапана.
Подача масла по природе своей является самой дальней точкой от масляного насоса.Отверстие для подачи масла, как правило, небольшое или имеет ограничитель, чтобы контролировать количество масла, подаваемого в верхнюю шестерню. Этого отверстия достаточно, когда двигатель новый и внутренне чистый. По мере того, как двигатель накапливается, отверстие для подачи масла часто блокируется, вызывая масляное голодание, что, в свою очередь, приводит к заклиниванию распределительного вала. Нарушение смазки приводит к тому, что туннели или подшипники распредвала головки из сплава привариваются к распределительному валу, что приводит к полному заклиниванию кулачка. Довольно часто эти двигатели получают серьезные повреждения, такие как погнутые или сломанные клапаны, повреждение поршня, поломка коромысла и направляющей клапана.
Некоторые производители разработали так называемый безопасный двигатель , в котором коленчатый вал и поршни могут вращаться независимо от распределительного вала без контакта с неподвижными открытыми клапанами. Основными причинами захвата или заклинивания распределительного вала являются отсутствие смазки или сильный перегрев.
Другой распространенной причиной является практика шлифования поверхности изогнутой головки OHC без предварительного физического правки головки блока цилиндров. Туннели распределительного вала должны быть выровнены до того, как головка будет отшлифована на поверхности.Ремонтники двигателей используют несколько методов для правки легкосплавных головок. Головка также должна пройти испытание на твердость, чтобы убедиться в ее исправности.
Некоторые головки из сплава требуют правки, а также сверления туннеля для исправления соосности. Неправильно подогнанные вкладыши подшипников скольжения — менее частая причина заклинивания OHC, но некоторые конструкции допускают это. Большинство конструкторов двигателей имеют разные смещенные выступы на подшипниках скользящего типа, чтобы предотвратить неправильную установку верхней и нижней половин корпуса. При неправильной установке подача масла к распределительному валу блокируется, что приводит к быстрому заеданию кулачка.
При неправильной установке подача масла к распределительному валу блокируется, что приводит к быстрому заеданию кулачка.
Соглашение об отказе от ответственности
: При написании этой информации и процедур были предприняты все меры, но никакая ответственность не может быть снята с ответственности за ошибки, упущения или неправильное использование этой информации и процедур. Информация, доступная на этом сайте, предназначена только для вашего ознакомления и не может быть скопирована для продажи, © Copyright 2020 UMR Engines www.engineproblem.com.au
Типы порта / седла головки цилиндров
Введение: типы конструкции порта / седла головки цилиндров
* Примечание студенту:
Информация, представленная в этой статье, относится к семейству Honda. двигатели в примерах,
Имейте в виду, что эти принципы применимы к любому двигателю.
Некоторые области этой информации могут не полностью соответствовать вашему Engine
Отремонтируйте учебник, вы обязаны найти эти отличия и
поднимите их во время обсуждения в классе.
цитата:
от carpenterracing.com
Порты головки цилиндров делятся на две основные конструкции:
порт прямого выстрела и порт высокого захода.
В порте Straight Shot конструкция обеспечивает прямую видимость с впускной прямо к переднему отверстию впускного клапана. Иногда этот дизайн дает меньшее значение расхода, но поскольку он прямой, мы достигаем более высокой скорости камеры подачи топлива / воздуха.Это также создает турбулентное вращение или завихрение в камера сгорания, обеспечивающая более эффективное и полное сгорание.
A High Approach Порт — это место, где в конструкции порта необходим поворот. Термин «высокий подход» происходит от угла последней секции порт относительно клапана — он больше соответствует штоку клапана.
Мы используем это преимущество, чтобы получить полный объемный расход в полных 360
окружность клапана. Делая поворот к воздушному потоку
проблематично, но мы ласкаем поворот — делаем его настолько умеренным и эффективным, насколько
возможно — использовать в свою пользу.Прямой выстрел в отверстие дает
более полный и равномерный поток по всей завесе клапана. Преимущество
что полное открытие клапана используется более полно.
Делая поворот к воздушному потоку
проблематично, но мы ласкаем поворот — делаем его настолько умеренным и эффективным, насколько
возможно — использовать в свою пользу.Прямой выстрел в отверстие дает
более полный и равномерный поток по всей завесе клапана. Преимущество
что полное открытие клапана используется более полно.
Помните, что предварительным условием для потока, поступающего в седло клапана, должно быть быть так, чтобы скорость потока при любых оборотах в минуту поддерживала распыление топлива (топливо остается в воздухе в виде тумана и не «проливается дождем» в больших капли на стенку головки блока цилиндров) .Поток во впускном канале не должен отделяются и образуют вихри, прежде чем он упадет в камеру сгорания.
цитата:
из 1996 Motorcyclist Magazine Cylinder Head Tech
Артикул
Когда поток в воздуховоде (например, всасывающем патрубке) достигает изгиба, он теряет любое подобие упорядоченного поведения. Частицы на внутренней стороне изгиба кратчайшее расстояние (с наименьшим сопротивлением потоку), поэтому они стремятся поддерживать скорость при повороте вниз к седлу клапана. Но поток в верхней части порт замедляется относительно пола, создавая большой градиент скорости.Давление в движущейся жидкости обратно пропорционально ее величине. скорости, поэтому градиент скорости создает более низкое давление на дно порта, чем на крыше.
Этот дифференциал заставляет воздух по бокам двигаться вверх, а воздух в середине потока чтобы двигаться вниз, в результате чего поток потока делится на вихри, вращающиеся в противоположных направлениях, где порт изгибается. Добавить к этому невидимый вихрь «дымового кольца», образующийся под входным отверстием клапана, и у вас достаточно беспорядка, чтобы сбить с толку даже лучшие умы (или компьютеры).
Конфигурация порта и клапана (как по форме, так и по углам) может существенно повлиять на
полноту сгорания. AJS 7R Джека Уильямса показал максимальную мощность с
форма впускного отверстия, которая препятствовала потоку в пользу большего сгорания
завихрение камеры и перенаправление поступающих капель топлива от цилиндра
стены. Мне достоверно известно, что Кейт Дакворт остановился на приеме
клапаны наклонены на 15 градусов от оси цилиндра, а порты на 30 градусов от оси цилиндра.
клапаны в аналогичном компромиссе между потоком и горением.
Мне достоверно известно, что Кейт Дакворт остановился на приеме
клапаны наклонены на 15 градусов от оси цилиндра, а порты на 30 градусов от оси цилиндра.
клапаны в аналогичном компромиссе между потоком и горением.
Впускной поток влияет на сгорание, потому что оба карбюратора, а форсунки для впрыска топлива подают топливо в жидкой форме. Лучшее, на что ты можешь надеяться это туман из капель, достаточно маленький, чтобы оставаться в воздухе, пока испаряющийся; большие капли центрифугируются из воздушного потока, разбрызгиваясь на впускное отверстие и стенки цилиндра, которые плохо сказывается на мощности, топливной экономичности и выбросах. Топливо не может гореть, пока не станет испаряется; если у вас есть сырое топливо, которое все еще пытается гореть, когда выпускной клапан открывается, выходит из трубы, тратя ваши деньги и загрязняя воздух.
Конические порты и седла клапанов предназначены для повторного ускорения воздушно-топливной смеси, как эффект Вентури, после того, как она замедлилась и совершила поворот. вниз по изгибу к горлу. Однако это еще не все.
A. Углы седла клапана штока
Вот что рекомендуют стандартные углы седла клапана. Honda использует 30-45-60 градусов незаметная конфигурация углов для седел клапанов в их головки цилиндров, ориентированные на производительность, как показано в GSR, ITR и CTR.Их называют «сдержанными», потому что они выделяются сами по себе отчетливые острые края или границы и не плавно переходят друг в друга, как закругленные углы сиденья, наблюдаемые в отечественных головах Это Важно точно отрезать поверхность седла клапана под углом 45 градусов (с помощью краски отметьте, правильно ли сидит сиденье).
На головке блока цилиндров 30 градусов ближе всего к поршню или сгоранию
сторона камеры и называется « top cut ». Далее идет « сиденье».
угол «, который соответствует
Угол сиденья 45 градусов.Угол 60 градусов ниже угла сиденья ближе к
впускной порт / IM и называется « перерезать горло ».
Рис. 1. Углы клапана штока B18 и Расположение седла клапана
B. Типичные области, на которые нацелены головные уборщики Шлифовальный станок
Рис. 2. Традиционные целевые области для удаляемого материала по Headporting (более светлые части): Крыша вокруг направляющая клапана, малый радиус поворота днища и седло клапана.Площадь от незащищенная область направляющей клапана до малого радиуса поворота или дна порта назвал в хедпортинговом выражении «чашу » портвейна площадь «.
Рисунок 3. Уменьшение нижней поверхности клапана угол (так называемый «обратный проход» клапана) и изменение среза горловины и угла посадки головы для изменения «потока конусообразная форма на нижних и средних подъемах клапана — вот где основные преимущества Сделаны 3-х угловые клапаны. Сужение угла сиденья также улучшает низкие подъемный поток.Изменения верхнего среза и смешивание чаши улучшают средне-высокий подъем клапана поток.
Пример обратного клапана (слева):
Рис. 4. С веб-сайта Standard Abrasives по ссылке выше:
(А) В этом производственном впускном отверстии воздух начинает поступать в порт. плавно. При обнаружении дефекта заводского литья на полу В порту плавный поток переходит в кувырки и завихрения.Это вызывает ограничение общего воздушного потока в порту. (B) Турбулентность в поток воздуха становится более сильным, когда воздух проходит через острых края коротких боковой радиус на этом чертеже. Сглаживание радиуса и удаление (обязательно) литье неровностей и изъянов (не всех) снижает турбулентность и увеличивает поток.
C. Почему именно седло клапана?
Рисунок 5.Недостатки литья (обозначены 4 красными
стрелки) под седлом клапана и выступ над седлами клапана в
камеру сгорания обычно сглаживают, чтобы обеспечить более однородный
поток для завихрения (топливовоздушной смеси) в цилиндр. Некоторые предлагают
что «провисания» под седлом клапана
(две нижние красные стрелки) следует оставить в покое, так как они помогают создать завихрение, поскольку
впускной клапан открывается (из отверстия головки Endyn B16A
статья).
Некоторые предлагают
что «провисания» под седлом клапана
(две нижние красные стрелки) следует оставить в покое, так как они помогают создать завихрение, поскольку
впускной клапан открывается (из отверстия головки Endyn B16A
статья).
Большинство хедпортеров согласятся, что премьер Область «удар за деньги» для повышения производительности от Honda Головной убор находится на углах седла клапана и в переход из области чаши порта в седло клапана.Вот где Хонда сосредоточил свое внимание на достопочтенном b16a с головой в превратите его в впечатляюще улучшенную голову b18c5 (тип R). Этот факт может удивить новичка, который, возможно, подумал, что вход в порт (стыковка с IM) будет основной областью повышения производительности.
Цель потока при низких оборотах в макетах DOHC, as
он проходит мимо открывающегося седла впускного клапана, должно иметь вихревое наполнение или
обратная галтовка или комбинация этих двух методов наполнения баллона
чем обычный заправочный цилиндр, верхний клапан
макеты предпочитаю.Таким образом мы получаем слои (так называемый стратифицированный заряд )
воздуха: топливные соотношения, которые
становятся все более тонкими и наклонными к нижней части цилиндра. Этот
стек воздуха: слои топлива
с разными соотношениями воздух: топливо (самый бедный внизу
на целых 28: 1 соотношение воздух-топливо) является основой компактного сгорания обедненный ожог камеры теория. Это позволяет на бензине лучше пробег ,
выбросы и, конечно же, мощность за счет более быстрого сгорания (и более
полностью), чем просто заливка больших камер сгорания (в старых
отечественные двигатели V8) при низкой скорости воздушного потока.При средних и высоких оборотах в минуту заполнение вихревым барабаном с более высокой скоростью воздушного потока
достигает однородного всасываемого заряда для достижения эффективного полного
гореть, когда для события такта сгорания осталось меньше времени. Седло клапана
углы имеют решающее значение для достижения закрученного заполнения и предотвращения реверсии
(обратный поток обратно в горловину впускного отверстия).
Седло клапана
углы имеют решающее значение для достижения закрученного заполнения и предотвращения реверсии
(обратный поток обратно в горловину впускного отверстия).
Рисунок 6. Камера сгорания Mitsubishi с прямым Впрыск топлива в камеру вместо порта способствует обратному кувырку. (Завихрение) Заполнение по сравнению с обычным наполнением в барабане
Посмотрите видеоролики об этих 2 типах заправки баллонов, перейдя по ссылке на mitsubishi на этом изображении выше:
lhttp: // www.mitsubishi-motors.com/corporate/about_us/technology/review/e/pdf/2003/15E_04.pdf
Просмотрите файлы .avi Swirl Filling Versus Наполнение барабана!
http://www.ricardo.com/movies/Swirl.avi
http://www.ricardo.com/movies/tumble.avi
D. Что мы изменим?
Существуют разногласия относительно того, все ли области, показанные на рисунке 2
нужно снять болгаркой на ГБЦ Хонда.Традиционно большинство
отечественные носильщики идут после литья в порте и резких торчащих
углы на крыше порта вокруг направляющих клапана и малый радиус поворота на
этаж или порт. Однако некоторые посоветовали бы удалить даже часть отливки.
недостатки, такие как выступы или вмятины чуть ниже
седло клапана, область крыши и сужающиеся штоки клапанов мало что мешают
улучшения (и, возможно, даже затруднения) завихрения. Фактически, удаление некоторых из
эти недостатки литья на голове хонды могут помешать расходу как уже говорилось выше! Некоторые имеют
обнаружил, что подрезка (т.е. конусность) шток клапана не дает больше мощности
за счет повышенного качества потока в уже очень эффективных головках Honda серии B
(в Интеграх). Основная причина сужения
шток предназначен для уменьшения веса клапанного механизма, а НЕ для потока
Улучшение . Напротив, подрезание штоков клапанов приносит пользу Honda.
Головка серии D. Суть в том, чтобы не
предположить, что то, что хорошо для одной головки двигателя, обязательно хорошо и для
голова другого двигателя.
Рис. 7. Спорный: много ли мы получаем с конусом Штоки клапана в B18C ?: Стандартный шток клапана B18C на левый и клапан DPR с тюльпанами из нержавеющей стали с Подрезанный или конический стержень.
Рис. 8. Более пристальный взгляд на поверхность клапана с обратным вырезом, канавку или конический шток клапана и Полированная вихревым методом нижняя часть поверхности клапана на DPR из нержавеющей стали Стальной клапан для B18C1:
Основной выход дополнительной мощности за счет лучшего потока исходит от седла клапана сам (на головке) и на седле клапана угол и угол заднего среза.Второй осторожный концентрический шаг головы (называемый собственно «угол сиденья») можно сократить до 45 градусов, а следующий концентрический угол ниже этого разреза (так называемый «горловой разрез», см. рис. 3.) может быть изменен для получения резкого «шага», который уменьшает реверсию. (обратный поток) на такте сжатия, когда впускной клапан начинает закрываться и поршень сжимает топливовоздушную смесь или при перекрытии кулачков когда впускной клапан начинает открываться в начале такта впуска когда давление в выпускном отверстии и камере выше, чем во впускном отверстии давление.Насколько круто нужно идти и какие углы ниже второго 45? градусный концентрический угол, разумеется, является запатентованным для каждого хедпорта магазин и каждое приложение (FI vs. N / A). Завод решил уменьшить GSR и Угол поворота второго концентрического клапана головки типа R (то есть угол седла) уже с 60 градусов, в предыдущих Интеграх 2-го поколения, до 45 градусов. Некоторые магазины уменьшают этот второй концентрический угол наклона сиденья еще больше до 40 градусов на стороне всасывания, убедившись, что концентрические углы выше & ниже предотвращают обратный поток.
Делайте НЕ притирайте клапаны, точка, если вы хотите, чтобы седла и поверхности клапана длиться любое время.
* Примечание для студентов: просмотрите вспомогательный текст и сделайте свой собственный
выводы.
цитата:
от Endyn
Я не притиркала ни клапан, ни седло с конца шестидесятых.Притирочная масса проникает в поверхность клапана и в седла, вызывая преждевременное эрозия обоих.
Я с самого первого дня задавался вопросом, почему все эксперты по импорту головок прижимают клапаны, но Я всегда объяснял это недостатком опыта. Я не знаю ни одного профессиональные головные мастерские, которые делают домашние головки с прижимными клапанами, домашние руководители тоже имеют гораздо больший опыт.
Притирка клапанов — отличный способ гарантировать, что работа клапана не продлится долго протяженность времени.Honda не рекомендует ничего делать с сиденьями (и клапанами). кроме обработки их тоже.
Еще могу сказать, что есть МНОГО нержавеющих клапанов там для импорта, который является мусором, потому что они так мягкий. Не нужно много времени, прежде чем они закончатся с углом седла клапана «врезались» в их лица, эффективно разрушая как уплотнение, так и поток возможности.
Суть в том, что НИКОГДА не притирайте клапан или седло. Если сиденье обработаны концентрически, и поверхность клапана имеет меньше, чем.0005 «, двигатель закроется.
Если вам нужно« увидеть », где седло соприкасается с поверхностью клапана, используйте
какой-нибудь машинистский (прусский) синий на лицевой стороне клапана и поверните его против
сиденье с притирочной палкой. Контактная площадка будет «зачищена»,
показывая ширину сиденья.
Контактная площадка будет «зачищена»,
показывая ширину сиденья.
Мы замачиваем клапаны в растворителе, а затем используем круг из мягкой проволоки на настольной шлифовальной машине. для удаления нагара.
Далее клапаны переходят в Serdi centerless вентиль болгарки для облицовки.После того, как лица будут в идеальном состоянии, мы «отрегулируйте» их ширину, отшлифуя задний угол клапана.
Я сужаю лицо так, что оно примерно на 0,015 дюйма шире седла клапана, с
0,003 дюйма снаружи и 0,012 дюйма внутри, чтобы учесть головку клапана.
расширение в горячем состоянии.
Рисунок 9. Добавление антиреверсии. шаг ниже угла седла (вырез горловины и ниже) дает значительный выигрыш в мощность по словам Эндина, несмотря на то, что это также предотвращает любой прямой поток с малым подъемом клапана ниже 30% полезного подъема.
цитата:
Endyn’s ответ на мои вопросы по этому поводу
шаг, если вы попробуете сами, используя незаметные концентрические углы клапана
а не их изогнутый метод
Туан,
Если я правильно читаю, вы хотите знать, какими должны быть нижние углы а где находится ступень антиреверсии ??
Во-первых, если я делал многоступенчатое седло клапана, то угол под седлом собственно
может быть не 60 градусов…… сюрприз! На короткой стороне этот угол может быть 55
градусов (или меньше) при ширине, скажем, 0,045 дюйма, однако по длинной стороне
тот же угол может быть только 0,010 дюйма в ширину. Углы под ним могут быть
от 60 до 90 градусов, в зависимости от характеристик потока
мы пытаемся добиться с портом. Я полагаю, что я говорю, что там
не являются «заданными» углами, которые отражают работу наших клапанов.
настроены. Если бы я делал все вручную и начинал с трехугольного
работа клапана (на Honda ), те
углы будут 35, 45, 55 как для впускных, так и для выпускных сидений, но к тому времени
Я закончил смешивать их с необходимыми переменными радиусами, вы никогда не сможете
измерить любой из углов, кроме самого сиденья в 45 (в этом
пример).
Если бы я вставил ступень против реверсии во впускной канал, она бы упала под углом 55 градусов, и есть падение примерно на 90 градусов 0,020 дюйма с последующим переходом на угол 65 градусов обратно в существующий работа клапана.
… при каком чистом подъеме клапана вы видите реверсирование впуска при сжатии ход и ход впуска соответственно?
Изучите кривую подъема впускного клапана на ранних стадиях. открытия (в то время как выпускной клапан находится вне седла), и это даст вам четкое представление о том, когда произойдет возврат.Создан еще один всплеск реверсии когда впускной клапан закрывается на своем седле и смесь «подбирается».
Вот несколько разных подходы к оптимизации расхода за счет замены клапана углы (с использованием незаметных или смешанных закругленных углов):
цитата:
Endyn’s Комментарии к записи «Большой крутой поворот»
Шаг »
Порты текут в обоих направлениях !!!
Во время перекрытия и в момент закрытия впускного клапана всплески потока обратно вверх впускной порт.Теперь, поскольку реверсия во время перекрытия в основном инертна, вы не может снова сжечь его, и каждый раз, когда возникает большой скачок давления (от клапана закрытие), смесь, которая направлялась в порт по инерции, испытывает, мягко говоря, неблагоприятное воздействие.
Мое решение этой дилеммы — конструкция седла впускного клапана. В конфигурацию седла впускного клапана и самого клапана можно минимизировать, если не остановить проблему обратного потока.
Большой впускной клапан или впускной канал, который отлично пропускает при среднем и высоком подъеме, не
иметь низкий подъемный поток, черт возьми, если бы я его спроектировал.Во время моих попыток
препятствовать обратному потоку на входе, я обнаружил, что любой порт, который хорошо течет на входе
нижние подъемники будут течь назад с еще большей эффективностью. Так что внимание к
Конфигурация сиденья убивает низкий подъемный поток, чтобы препятствовать обратному потоку. Если
Я мог бы спроектировать конфигурацию порта / сиденья, которая будет расходовать «0 кубических футов в минуту» при низком подъеме, и я буду счастлив.
Если
Я мог бы спроектировать конфигурацию порта / сиденья, которая будет расходовать «0 кубических футов в минуту» при низком подъеме, и я буду счастлив.
Конфигурация сиденья, которую я использую, концентрична только по углу, под которым Клапан на самом деле сидит, а верхний угол — это камера сгорания.Ниже угол седла внутренний диаметр вставки седла не круглый, а постоянно меняющийся радиус в разрезе? Здесь нет трех или пяти углов. В «места из ада», как их называют многие клиенты, настраиваются в таким образом справляться с изменяющимися скоростями и давлениями, возникающими при клапан открывается и закрывается. Сиденье, наверное, самое важное аспект в портировании, так как это переход от порта к камере / цилиндру, и если вы до сих пор хорошо справились с составом смеси, здесь все ваша тяжелая работа вверх по потоку будет напрасной, если не будет сделана должным образом…
Что касается размера порта, … вход и выход из портов практически не влияют на скорость потока в порту. Большая часть потока улучшены участки с малым радиусом поворота и подход чаши к седла клапана …
Лучший способ предотвратить реверсирование впускного клапана — просто поставить угол 90 градусов. угол со стороны головки клапана (плоский с острым краем к камере боковая сторона). Мы никогда не видели каких-либо значимых результатов от рытья траншеи на стороне камеры. впускного клапана.
Формы клапана были первым местом, где большинство из нас начали искать сокращение обратный поток.
Впускные клапаны любят иметь «квадратные» края … с углом, определяющим разрыв со стороны патронника головы к краю составляет 90 градусов (или меньше) с острой кромкой (без радиуса) и углом, определяющим разрыв от край к лицевому углу одинаково острый.
Если седло имеет чистый радиус, клапан должен иметь (соответствующий) выпуклый
радиус для уплотнения с седлом, предполагая, что должно быть больше, чем (точка)
контакт между двумя компонентами.Радиус выпуклости в торце клапана
не будет способствовать эффективному потоку смеси. О механическом
сторона …. поскольку седло и клапан не расширяются одинаково с температурой,
два обозначенных радиуса даже не совпадают друг с другом во время термоциклирования.
Хотя простые ступенчатые угловые разрезы создают некоторую турбулентность, они обеспечивают
своего рода «имитируемый» радиус, и они также допускают положительное уплотнение с
торцевой угол самого клапана.
О механическом
сторона …. поскольку седло и клапан не расширяются одинаково с температурой,
два обозначенных радиуса даже не совпадают друг с другом во время термоциклирования.
Хотя простые ступенчатые угловые разрезы создают некоторую турбулентность, они обеспечивают
своего рода «имитируемый» радиус, и они также допускают положительное уплотнение с
торцевой угол самого клапана.
Выпускные клапаны с закругленными углами для положительного потоку и реверсии тоже нравятся формы.Если мы не остановили возврат до к клапану, мы прорежем клапан траншеей, так что есть резкая ступенька, соединяющая тюльпан (или филе) к фактической посадочной поверхности клапана. Это очень эффективный.
———————
из Soft Head ’99 Статья на веб-сайте Endyn
Горловина впускного порта должна немного расширяться по площади во время короткого повернуть Радиусная секция (независимо от высоты) для снижения скорости и увеличения давления обеспечение необходимой энергии для усиления перехода смеси через область седла и дальше в цилиндр.Седло впускного клапана должно быть сконфигурирован с использованием одного дискретного угла опоры с камерой сгорания определение OD и ID должно быть установлено с помощью короткого (0,010 дюйма) 58 нижний угол градуса. Конфигурация остальных нижних фигур пересечение порта должно быть рассчитано на создание более длинного короткого поворота «перекат» и крутые боковые и задняя стенка подходят к сиденью, поэтому внутренний угол сливается с формами, которые не концентричны с сиденьем. Это Все это делается для того, чтобы обеспечить одинаковую длину крыши и пола.Еще одно преимущество эта конфигурация сиденья заключается в том, что оно не способствует обратному потоку и последующему потери мощности.
Пока мы обсуждаем работу клапана, необходимо высказать некоторые дополнительные мысли.
относительно конфигурации седел клапанов. Я считаю седло клапана
единственный наиболее важный аспект подготовки впускного порта. Это абсолютно необходимо
допуски на обработку должны составлять 0,0001 дюйма. Отдельные штоки клапана
должны быть отточены снаружи до надлежащей отделки, и каждая направляющая клапана должна быть
заточены под выбранный клапан.По завершении у каждого клапана будет собственная пронумерованная направляющая. Поскольку допуски клапана к
направляющий зазор будет очень узким, допуск на биение седла
также следует придерживаться 0,0001 «. При подготовке к
Седла клапанов станка, на кулачковую сторону головки ставим крепление с
пружины, загружающие верхние части сидений ковшей. Свечи зажигания затягиваются на место, и мы всегда используем торсионную пластину / головку.
прокладка прикручена к деке головы. Последние попытки смоделировать реальный
мир должен прокачать охлаждающую жидкость 220 градусов через водяную рубашку головы
при этом происходит вся обработка седла.Эти шаги могут показаться чрезмерными, но
если бы в них не было необходимости, мы бы их не сделали. Вся обработка седла также
на основе бесцентрово-наземных пилотов, которые
«без конуса» подходит для каждой направляющей. Мы также считаем, что все регулируемые пилоты
следует выбросить как мусор, а любой «уважаемый» механический цех должен
чувствую то же самое. А теперь вернемся в порт.
Это абсолютно необходимо
допуски на обработку должны составлять 0,0001 дюйма. Отдельные штоки клапана
должны быть отточены снаружи до надлежащей отделки, и каждая направляющая клапана должна быть
заточены под выбранный клапан.По завершении у каждого клапана будет собственная пронумерованная направляющая. Поскольку допуски клапана к
направляющий зазор будет очень узким, допуск на биение седла
также следует придерживаться 0,0001 «. При подготовке к
Седла клапанов станка, на кулачковую сторону головки ставим крепление с
пружины, загружающие верхние части сидений ковшей. Свечи зажигания затягиваются на место, и мы всегда используем торсионную пластину / головку.
прокладка прикручена к деке головы. Последние попытки смоделировать реальный
мир должен прокачать охлаждающую жидкость 220 градусов через водяную рубашку головы
при этом происходит вся обработка седла.Эти шаги могут показаться чрезмерными, но
если бы в них не было необходимости, мы бы их не сделали. Вся обработка седла также
на основе бесцентрово-наземных пилотов, которые
«без конуса» подходит для каждой направляющей. Мы также считаем, что все регулируемые пилоты
следует выбросить как мусор, а любой «уважаемый» механический цех должен
чувствую то же самое. А теперь вернемся в порт.
Сам порт должен быть настроен для работы с камерой и стенкой цилиндра для создания смещения потока, которое будет приводить к вращению смеси в цилиндр, который мы теперь называем завихрением.Все исследования и тесты показывают, что это действительно возможно спроектировать порты и прилегающие области в цилиндре, чтобы позволить оптимальная частота завихрения практически во всех диапазонах оборотов.
———————————————-
Из специального подхода Endyn к углам седла клапана
Позвольте мне начать с того, что конфигурация седла клапана не так хороша
влияние на завихрение или кувырок, как вы могли подумать. Классический 30-45-60 градусов
седло клапана обеспечивает хорошее уплотнение и хорошую общую пропускную способность при низких и средних
и высокий подъем клапанов (по меркам Хонды). Ступенчатые углы легко
машины, и поскольку поток изменяется только с шагом 15 градусов, смесь
разделение не слишком серьезное. Испытания на влажный поток на некоторых
«примитивные» машины заставили многих думать, что
ступенчатые дискретные углы обеспечивают лучшую подачу смеси к цилиндру, чем конфигурации с закругленными углами. Это правда, но если сиденье
с асимметричным радиусом и одним
Дискретный угол седла, подача смеси и скорость потока выиграют.Такого рода
работа с клапаном является чрезвычайно трудоемкой и поэтому дорогостоящей. Один также
должен иметь реальный контроль над нюансами потока портов, чтобы сделать сиденье этого типа
Работа.
Ступенчатые углы легко
машины, и поскольку поток изменяется только с шагом 15 градусов, смесь
разделение не слишком серьезное. Испытания на влажный поток на некоторых
«примитивные» машины заставили многих думать, что
ступенчатые дискретные углы обеспечивают лучшую подачу смеси к цилиндру, чем конфигурации с закругленными углами. Это правда, но если сиденье
с асимметричным радиусом и одним
Дискретный угол седла, подача смеси и скорость потока выиграют.Такого рода
работа с клапаном является чрезвычайно трудоемкой и поэтому дорогостоящей. Один также
должен иметь реальный контроль над нюансами потока портов, чтобы сделать сиденье этого типа
Работа.
… Фактически, единственное, что есть у головки ITR, это то, что конфигурация седла, которая в большей степени ориентирована на производительность клапана, с правильное седло расположено дальше наружу по диаметру клапана. Внутри диаметр посадочного места также больше, чем у штатной головки B16, что позволяет более высокие скорости потока, необходимые для подачи 1.Комбинация 8 литров. Мы даже не обманем с портированием головы ITR больше, потому что люди, портирующие их, удалили так много материала в «неправильных» местах, что нет возможности спасти голова, даже для комбинаций с большим портом. При переносе штатной головки B16 мы может увеличить поток примерно на 8% в критических диапазонах подъема над головкой ITR, которую мы переработан.
Головка GSR имеет больший внутренний диаметр впускного седла, чем головка B16, которая предназначен для питания двигателя 1,8 л.Насчет более крутого порта на GSR … вы необходимо подключить порт к впускному коллектору, прежде чем вы попытаетесь проанализировать его характеристики потока. Поскольку впускные каналы Honda находятся на их серии B Руководители VTEC, вы рискуете увидеть «мутную картинку» на движение смеси цилиндров, если вы просто изучаете порт с закругленным входом на столе потока.
Мы не видим различий, которые, по мнению некоторых, существуют, с головкой B16
больше ориентирован на завихрение, а GSR больше склоняется к кувырку. …
…
Некоторые из вас могут быть шокированы, узнав, что углы седла впускных клапанов, которые мы используем в многие головы больше не имеют углов в 45 градусов. Впускные сиденья 55 градусов хороши обычное дело в наши дни, особенно в тех случаях, когда мы хотим улучшить от среднего до высокого подъема. Это более крутое сиденье также хорошо работает с навязчивыми камеры и ситуации, когда близость стенок цилиндра вызывает беспокойство. это отличный способ заставить порт думать, что у него есть клапан большего диаметра в нем.
… На тотальных головках-убийцах наша лучшая голова на основе обсадной трубы B16 будет отток эквивалентно подготовленного GSR примерно на 5 куб. футов в минуту при подъеме 0,500, и этого недостаточно, чтобы заставить одного превзойти другого в реальный мир.
Наши порты настроены на продвижение модифицированного завихрения, вращающегося против часовой стрелки. из левой чаши и по часовой стрелке справа с коротким поворотом радиус, форма чаш и седла наших клапанов, которые также предназначены для «выровнять» поверхность стенки со всех сторон порта…
———————————————- ———————-
Магия — это люди и их инструменты, создающие переменные и концентрические /
неконцентрические радиусы.
(на поверхности клапана) мы перемещаем 45 градусов наружу, чтобы в пределах 0,005 дюйма от края клапана (лица). Если вы сталкиваетесь с клапаном, 45 простираются до края. Используем задние (срезанные) углы различной степени, продиктованной предназначением головы, (в порядка), чтобы сузить 45 и позволить потоку «видеть» окно (в камера сгорания) на более ранних подъемниках.
Ширина впускного сиденья (угол) обычно составляет 0,045 дюйма, а выпускного —
то же самое (на наших головах Хонды). Используйте совмещенный верхний (срезанный) угол 35 градусов на
выхлоп, с вырезом под сиденьем на 53-55 градусов (горло). Этот (верхний разрез) должен
быть радиально направленным в чашу.
(для 5 угловых клапанов) воздухозаборники на этих двигателях очень короткие 33 градуса верхний (срезанный) угол (макс. ширина 0,008 дюйма), 58 градусов (Ширина 0,010 дюйма) (разрез горла) под сиденьем. Этот угол (разрез горла) должны следовать 65 градусов на короткой стороне поворота и 70 градусов на длинная сторона.Все это нужно смешать в чаше портвейна, чтобы оно работало. должным образом.
Здесь не используются ступенчатые дискретные углы (закругленные углы плавные, как в домашних головах) , поэтому аппроксимировать их таким образом сложно ….
Имейте в виду, что углы и горловина порта все в конечном итоге сливаются в очень сложные радиусы, при этом 45 градусов (угол сиденья) является единственным дискретным угол влево. Ширина седла определялась размером клапана, его массой, и характеристики распределительного вала, ключевую роль в которых играет долговечность.
«Углы» седла клапана должны быть сконструированы таким образом, чтобы двигатель мог вдохнуть максимальный (неотделенный) входной заряд, когда скорость поршня (и падение давления) будет наибольшей, если вы собираетесь делать большие мощность. Тот факт, что мы имеем дело с путешествием по потоку в более чем одном направлении делает работу еще более сложной.
Учтите, что кроме положительного давления на впуске на мгновение, когда клапан открывается при выпуске (перекрытии), происходит вторичный обратный пик, с которым нужно справиться, когда клапан возвращается в свое седло.
Это «комбинированная» форма области над и под дискретным угол сиденья, контролирующий характеристики потока. Конечно, главный Угол седла также влияет на общий расход в зависимости от подъема клапана ….
Главный угол седла (торца), безусловно, будет влиять на поток. характеристики порта. Его ширина также будет влияют на скорость потока и качество, а также на его долговечность.
Узкое сиденье передает меньше тепла, чем широкое, и оно также будет иметь тенденцию
«растирать» в течение определенного периода времени, изменяя оба герметизирующих свойства
и характеристики потока. Следовательно, ширина сиденья должна соответствовать потоку,
материалы клапана и седла, распределительный вал и пружины, диапазон оборотов и двигатель
заявление.
Следовательно, ширина сиденья должна соответствовать потоку,
материалы клапана и седла, распределительный вал и пружины, диапазон оборотов и двигатель
заявление.
Будьте осторожны при соединении чаши порта с седлами клапана, так как за направляющими клапана есть несколько «ступенек» литья. (как впускной, так и выпускной), которые нельзя снимать или сглаживать. Если вы удалите эти углубления для косметических целей, расход пострадает ….
Переход от портов к сиденьям должен быть сглажен и любые неровности или неровности очевидные недостатки сглажены.Используйте хороший жесткий картридж ролики (зернистость 80), чтобы соединить алюминий с седлами в чашах. Шлифовальный станок должен вращаться на умеренных оборотах, и нужно следить за тем, чтобы валок не удалите больше материала с алюминиевой части порта, чем с седла. Ты хочешь чтобы избежать положительного шага при приближении к сиденью (кроме случаев, указанных выше, где отливка занижает форму). Я бы использовал жесткий 80 валок с картриджами с зерном, чтобы соединить седла с чашами так же, как с впускными отверстиями.Если вы очень осторожны и не касаетесь седла клапана (45 градусов угол), вы можете придать выхлопным сиденьям форму радиуса.
цитата:
от Джо Аланиза из Alaniz Technologies с использованием традиционного потока с малой подъемной силой.
философия усовершенствования или подход к переносу головок
Я заметил, что головка B16 имеет другую форму чаши , чтобы Это. Если (чаша) имеет форму правильно , Вы видите действительно хороший высокий подъемник CFM.Если вы этого не сделаете (сформируйте чашу правильно) ну, скажем так, вы дали кому-то деньги, чтобы это выглядело довольно, глядя на эту местность.
На протяжении многих лет многие носильщики и головные уборщики говорят, что чаши предназначены для низкого подъема, короткого
сторона для среднего подъема и бегунок для высокого подъема. Это то место, где вы хотите изменить
характеристики потока на определенных подъемниках. Я уверен, что это относится ко многим головам
но это просто показывает вам, что головы Honda привередливы там, где вы думаете
что-то не должно работать (тогда) на самом деле работает !
Я уверен, что это относится ко многим головам
но это просто показывает вам, что головы Honda привередливы там, где вы думаете
что-то не должно работать (тогда) на самом деле работает !
Еще одна вещь, которую я заметил, это то, что на многих производимых многоклапанных головы, высокие порты , кажется, течет лучше в от низкого до среднего числа подъема …в то время как порты с более узким радиусом имеют тенденцию течь лучше на высоте лифты. Я часто замечал это с мотоциклетными головами также. Они не поднимают очень высоко. В среднем они видят около 0,300–350 (7,6-8,9 мм) подъема клапана. Высокий порт отлично подойдет для этого тип подъемника.
РАБОТА КЛАПАНА И ПОТОК (ИСТИНА)
В последние несколько месяцев я потратил много времени, изучая различные типы клапанные работы на головке В16, КГР, Д16 и С2000.Я заметил, что это один область, которая воспринимается как должное. Причина в том, что многие «гоночные головы» магазины »используют твердосплавные пластины SERDI или SUNNEN с типичными размерами 30,45, 70 или 30, 45 и радиусом. Библию им и используют их, потому что они не знают другого. На Напор С2000, если использовать эти углы, вы просто теряете около 2-3% потока от Высота подъема клапана 0,050–350 (1,3–8,9 мм). Я даже тестировал сиденье с 5 углами наклона (это шутка) с результатами меньше, чем сток.Углы очень важны для создания эффекта Вентури, необходимого при определенных подъемах клапана. На старом Неэффективная фабрика возглавляет 30,45,70, которые могут увидеть выигрывает только потому, что голова такая плохая с самого начала.
Мы в ALANIZ знаем, что работает, а что нет. О нашей внутренней работе S2000
В проекте у нас есть более 25 индивидуальных испытаний угла наклона сиденья. Было очень сложно
улучшить заводскую работу клапана. Причина, по которой мы это знаем, в том, что мы текем
протестировал новую головку с заводским сиденьем и углами клапана. После всего этого
тестирование мы нашли то, что действительно работает. Мы увидели около 2–3% улучшений
для низкого подъема и около 1% для среднего и высокого подъема. Клапан
профилирование также очень важно. Соответствие углов седла углам клапана будет
привести к хорошей дыхательной комбинации. Вот почему наша работа не имеет себе равных.
Не соглашайтесь на догадки. Наши стендовые испытания потока уверяют нас в нашей работе.
После всего этого
тестирование мы нашли то, что действительно работает. Мы увидели около 2–3% улучшений
для низкого подъема и около 1% для среднего и высокого подъема. Клапан
профилирование также очень важно. Соответствие углов седла углам клапана будет
привести к хорошей дыхательной комбинации. Вот почему наша работа не имеет себе равных.
Не соглашайтесь на догадки. Наши стендовые испытания потока уверяют нас в нашей работе.
Я надеюсь, что пролил свет на эту тему, и надеюсь, что это поможет вам сделать правильное решение.
Примечание для студентов:
Используйте всю информацию из этой статьи на своем собственный риск.
10 мифов о переносе головки блока цилиндров
Об авторе: Дэйв Локалио — наш давний друг и владелец / оператор Headgames Motorworks, специалиста по головкам цилиндров, основанного в Нью-Джерси в 2001 году. Дэйв и его команда накопили огромный опыт и знания, и в настоящее время создают одни из самых эффективных комплектов головок цилиндров и кулачков как для отечественных, так и для импортных автомобилей, будь то для использования на улице / полосе или для полномасштабных гонок.
Миф №1. ЧПУ «лучше»
Это зависит от детали в станке. Если вы делаете головки для заготовок, стоит поговорить о точности ЧПУ, потому что вы делаете что-то с нуля, а изготовление партии гарантирует, что все они будут одинаковыми. Но когда дело доходит до обработки с ЧПУ заводской литой головки блока цилиндров, говорить о точности станка — спорный вопрос. Я говорю это, потому что заводская головка отлита, а это означает, что будут некоторые отклонения от головы к голове из-за недостатков, возникающих в процессе литья.Вот здесь-то и вступают в игру слова «сдвиг сердечника», потому что, когда мы получаем отлитые головы из цехов с ЧПУ, нет абсолютно одинаковых. На самом деле в голове нет одинаковых портов. Вы даже можете увидеть, где ЧПУ не касалось отливки в одном порте, но касалось других. Это потому, что станок с ЧПУ не знает, где находятся порты, а только где они должны быть. Между тем, рука каждый раз знает центр этого порта. Итак, что это значит?
Это потому, что станок с ЧПУ не знает, где находятся порты, а только где они должны быть. Между тем, рука каждый раз знает центр этого порта. Итак, что это значит?
Хотя ЧПУ во многих делах лучше, чем рука, когда дело доходит до переноса заводской литой головки блока цилиндров, он действительно работает быстрее, а это означает, что он быстрее, чем любой человек может отшлифовать и отшлифовать вашу голову.Таким образом, вместо того, чтобы ждать недели или месяцы, чтобы получить его обратно из механического цеха, кто-нибудь с ЧПУ может разорвать его за несколько часов и поставить на пол, готовый к работе на станке. Говорить о согласованности обработки противоречивой детали нет смысла, кроме как продавать ее как лучший вариант. Однако из-за того, что есть ребята с головками цилиндров, которые так плохо переносят вручную, казалось бы, не взяв уроки у слепого человека с молотком и зубилом, они помогают увековечить миф о том, что перенос с ЧПУ более точен или «лучше».
Миф 2. Димпл Порты
Раз уж мы затронули эту тему, мы должны коснуться ямок на портах. Аргумент состоит в том, что он работает с мячами для гольфа, потому что создает пограничный слой воздуха и помогает ему перемещать мяч быстрее и дальше. В порту мы стремимся создать ситуацию, при которой топливо остается за стенкой порта. Таким образом, ямочки (теоретически) помогли бы создать этот пограничный слой воздуха, который удерживал бы топливо от стенок, в состоянии приостановки и распыления.
Во-первых, если вы читаете это, более чем вероятно, что у вас есть двигатель с современным впрыском топлива. Современные топливные форсунки отлично справляются с распылением топлива, особенно в современных двигателях, где расположение форсунок спроектировано очень тщательно для оптимизации подачи. Итак, единственное реальное преимущество, которое я вижу в отверстиях с ямочками, — это если вы играете диском с головкой блока цилиндров и хотите посмотреть, на сколько дальше вы можете ее бросить. Если бы была какая-то реальная основа для отверстий с углублениями на щеках, вы бы увидели их в высокопроизводительных заводских двигателях и гоночных двигателях профессионального уровня, а это просто не так.
Если бы была какая-то реальная основа для отверстий с углублениями на щеках, вы бы увидели их в высокопроизводительных заводских двигателях и гоночных двигателях профессионального уровня, а это просто не так.
Миф 3. Зеркальная полировка
Чарли Кулп научил меня гринду. Этот человек работал со Смоки Юником еще в 1960-х (посмотрите это имя в Google, если вы не знакомы со Смоки, он — легенда гонок и новатор на уровне, которого мало кто мог коснуться), и когда они запускали вещи в NASCAR, они пробовали зеркало полировка на головках. Это не сработало тогда и не будет работать сейчас. Причина в том, что когда вы делаете стенки порта слишком гладкими, воздух движется так быстро и прилипает к стенкам порта, так что топливо выпадает из суспензии, вызывая непостоянную подачу топлива в камеру сгорания.
Миф 4. Больше — лучше
Сделать порт настолько большим, насколько это возможно, очень просто. И все мы знаем, что если бы это было легко, все бы этим занимались. Но это своего рода проблема. Есть больше мест, которые верят в эту теорию, чем нет. Итак, вы получаете индустрию, полную голов, которые отлично справляются с подъемом 0,500, но ленивы в машине. Потому что скорость означает больше, чем поток! Воздушный поток что-то значит, а большие порты и большие клапаны не равны скорости воздуха.Проще говоря, крупная фигура сияет на скамейке запасных, но бежит, как собака, убегая по машине.
Миф 5. Поскольку он перенесен, он подходит для моего приложения
Это огромное заблуждение. С появлением ЧПУ у вас появилось множество специализированных магазинов и даже магазинов с ЧПУ, которые продают головки и продают их в одной конфигурации. Все они настроены на максимум, с клапаном увеличенного размера и безумным расходом при максимальном подъеме. Но вот в чем проблема: вы делаете 700 и хотите больше мощности.Вы проезжаете по улице несколько сотен миль в месяц. Вы любите бить по нему. Положите на него большую голову, и он потеряет весь крутящий момент и получит динамометрическую рампу, которая выглядит как лыжный склон. Это потому, что голова слишком велика для вашего приложения. Особенно это касается автомобилей с турбонаддувом. Максимальное усилие головы заставит машину лениться ускоряться. Это только повысит пиковую мощность. Вот почему запрашивать технологическую схему так неуместно. В этом случае дино имитирует технологическую схему. Из него будет получено больше варенья, но вам следует позаботиться о том, где он делает варенье.
Вы любите бить по нему. Положите на него большую голову, и он потеряет весь крутящий момент и получит динамометрическую рампу, которая выглядит как лыжный склон. Это потому, что голова слишком велика для вашего приложения. Особенно это касается автомобилей с турбонаддувом. Максимальное усилие головы заставит машину лениться ускоряться. Это только повысит пиковую мощность. Вот почему запрашивать технологическую схему так неуместно. В этом случае дино имитирует технологическую схему. Из него будет получено больше варенья, но вам следует позаботиться о том, где он делает варенье.
Миф №6. Проверка потока
Самый большой вопрос, который мы получаем ежедневно: «Что это за поток?» но это абсолютно самая непонятная часть покупки головки блока цилиндров. И там, где чем больше, тем лучше теория продаж головки блока цилиндров. Как было сказано выше, у вас есть группа людей, которые не понимают потокового тестирования, бросают все в голову ради могущественного числа CFM на максимальном подъеме и забывают, что оно достигает этой точки только один раз, когда они должны концентрировать свои усилия на всем, что происходит. между.Клапан дважды поднимается и опускается в пределах диапазона подъема. Поведение головы на скамейке указывает на то, как она будет вести себя в машине большую часть времени. Почему я говорю больше всего? У нас были головы, которые текут, как гангстеры на рэп-вечеринке, но бегают, как толстяки, гоняющиеся за бананом. Вы не всегда можете поверить в стенд потока, потому что в двигателе происходит так много разных переменных, которые стенд не может уловить или учесть. Такие вещи, как перекрытие, подъем и продолжительность распредвала, могут иметь значение.Спросить, «что это за поток», не обязательно поможет вам принять правильное решение, и часто это создает путаницу для начинающего покупателя.
Миф № 7. Прокладка Match
Этот миф начался с бытовой стороны вещей. Со старыми головками люди открывали впускной или выпускной порт для определенной прокладки. Это должно было стать окончательным повышением производительности. По правде говоря, производители прокладок не задумываются о том, насколько большим должен быть ваш порт.Прокладка предназначена для уплотнения, а не для увеличения потока. Когда мы смотрим на истоки этого мифа, люди пытались открыть головку блока цилиндров в точке защемления, которая была бы ограничением толкателя. У спортивных компактных головок нет этого ограничения. И правда в том, что большинству голов не требуется подходящая прокладка для того уровня производительности, на котором они работают. Здесь, в HeadGames, мы обычно ничего не открываем рядом с прокладкой до 1500 л.с. на 6-цилиндровых автомобилях и 1200 л.с. на 4-цилиндровых. Его лучше описать как соединение порта, а не соединение прокладки.Соответствие порта означает, что размер порта наиболее подходит для формы порта, а НЕ для прокладки.
Это должно было стать окончательным повышением производительности. По правде говоря, производители прокладок не задумываются о том, насколько большим должен быть ваш порт.Прокладка предназначена для уплотнения, а не для увеличения потока. Когда мы смотрим на истоки этого мифа, люди пытались открыть головку блока цилиндров в точке защемления, которая была бы ограничением толкателя. У спортивных компактных головок нет этого ограничения. И правда в том, что большинству голов не требуется подходящая прокладка для того уровня производительности, на котором они работают. Здесь, в HeadGames, мы обычно ничего не открываем рядом с прокладкой до 1500 л.с. на 6-цилиндровых автомобилях и 1200 л.с. на 4-цилиндровых. Его лучше описать как соединение порта, а не соединение прокладки.Соответствие порта означает, что размер порта наиболее подходит для формы порта, а НЕ для прокладки.
Миф № 8. Задвижки клапана
Еще один вопрос, который мы получаем здесь ежедневно: «Выполняете ли вы работу с радиальным клапаном?» или «Вы работаете с 5-угольным клапаном?». Работа клапана — это не просто работа клапана. Вы не можете просто бросить любые 5 углов или любые углы в голову и ожидать результатов. Обычно заводская работа клапана состоит из трех углов. Почти любая головка блока цилиндров на каждом автомобиле с 1960-х годов имеет угол наклона сиденья 45 градусов (за исключением мускулистых Pontiac и Oldsmobile, у которых угол сиденья составлял 30 градусов).Мы говорим угол седла, потому что это угол, под которым клапан сидит, когда он закрыт. Затем идет верхний и нижний разрезы. Когда мы добавляем углы, они добавляются к нижней части 45. Примером трех углов будет 35-45-60 углов. Когда мы увеличиваем количество углов, мы скажем 35-45-60-70-90 для 5 углов. Теперь, когда у нас есть количество углов, единственный способ действительно узнать, какие углы на самом деле нужны для головы, мы должны использовать стенд потока, дино и тестирование на треке. Мы проводим обширные и трудоемкие испытания каждой головки клапана. Не любой клапан работает только потому, что он имеет несколько углов. Они должны быть под прямым углом к конкретной головке блока цилиндров.
Не любой клапан работает только потому, что он имеет несколько углов. Они должны быть под прямым углом к конкретной головке блока цилиндров.
Кроме того, часто задают вопрос о радиусе клапана. Они работают? Иногда. Они работают над всем? НЕТ. Радиус выглядит великолепно, и пощупайте его пальцем, и вы можете подумать, что это самое потрясающее изобретение со времен нарезанного хлеба. Но на скамейке запасных и в машине это может стать настоящим испытанием для сердца. Бывает больше случаев, когда работа клапана с полным радиусом поворота больше навредит, чем поможет.Это особенно актуально для впускного сиденья. Воздух не любит вертеться. Любит прямые дороги. И любит ракурсы. Но не слишком много, потому что слишком много углов на маленьком сиденье может сделать его радиусом.
Миф № 9. Большие клапаны
В связи с работой клапанов, клапаны большего размера, безусловно, являются важной частью того, почему люди их используют. Вот сделка. В сообществе мультиклапанов есть много компаний, которые делают клапаны увеличенного размера просто потому, что у них нет технологии работы с клапанами.Но если у вас нет технологии клапана, то вы, вероятно, не знаете, где указать диаметр горловины. Область под седлом клапана имеет больший потенциал для потока, чем где-либо еще в головке! Он также имеет самый большой потенциал повредить потоку, будучи слишком маленьким или слишком большим!
Миф № 10. Форма порта
Форма порта — второе по величине преимущество, когда речь идет о головке с отверстиями. Когда мы переносим головы вручную, многие люди спрашивают, как узнать, когда остановиться? Что ж, ответ в форме порта.Как только форма будет нанесена на карту, вы просто сделаете всех одинаковыми. Но именно здесь скамья потока может быть вашим другом или вашим сердцем, в зависимости от того, что произойдет. Расшифровать это практически невозможно, если у вас нет испытательного стенда или если у вас нет достаточного количества отверстий, чтобы знать, какие формы изменяют характеристики потока на определенных головках цилиндров.
Лучше всего это показать на примере, который мы использовали при разработке 4-цилиндрового двигателя Mustang Ecoboost.
Когда мы впервые посмотрели на эту головку, было легко увидеть, как Ford полностью разделяет два впускных отверстия.Ни одна спортивная компактная голова не делает этого так далеко в порт. Порт очень длинный и маленький. Увидев другие головы на рынке, большинство из них отбрасывает центр двух портов и заставляет их казаться более крупными. Выглядит потрясающе!
Итак, мы сделали один порт, чтобы увидеть, что он делает на стенде, и только эту часть порта, чтобы увидеть, как он себя ведет. НУ … он вел себя не очень хорошо. Фактически, он потерял 40 куб. Футов в минуту почти везде. Подумав, может быть, именно так мы сформировали его по сравнению с конкурентами, мы имитировали вход в порт для второго тестирования.Те же результаты. Было очевидно, что до сих пор никто не проверял это на стенде потока.
Итак, если мы теряли так много воздуха, куда он шел? Ну, а когда не знаешь, спроси у кого-нибудь поумнее. Мы встретили наших друзей из McLaren, Дэна Арчера и Тима, «доктора воздушного потока» Коннелли. Мы прошли через порт и с помощью датчиков скорости узнали, что воздушный поток фактически переместился в угол одной стороны порта из-за разделителя! Выглядело круто, но не сработало.
Мы вернулись к чертежной доске и оставили разделитель.Портировал и просто изменил форму впускного отверстия. Прирост 90 куб. Футов в минуту! И эта голова установила национальный рекорд по инопланетянам.
Услуги
Наши услуги
Блок двигателя
Расточка цилиндра, шлифовка, расточка цилиндра, гильза цилиндра, зенковка, силовое хонингование, хонингование крутящего момента, наплавка… позвольте нам превратить ваш старый ржавый блок в новый двигатель!
- Расточка до 5 «
- Очистка — термо или химическая
- Зенковка
- Установка гильзы цилиндра
- Гильзы цилиндров фланцевые
- Хонингование до 5 «
- Хонингование линии
- Растачивание линии
- Опрессовка
- Удаление ржавчины и краски
- Покрытие блочного настила
- Хонинговальный диск крутящего момента
Шлифовка и сварка коленчатого вала
Stock, Stroker, High Performance billet, Marine, Diesel, Промышленное шлифование на новых станках с прецизионной полировкой «QPAC» (c копией справа) позволяет нам достичь ваших «названных спецификаций»
- Шлифование зазоров подшипников
- Измельчение до 74 «OAL
- Ремонт шпоночного паза
- Обнаружение трещин Magnaflux
- Азотирование
- Полировка до 74 дюймов
- Преобразование пилотного отверстия
- Дробеструйная обработка
- Правка
- Коррекция обводки и индекса
- Сварка тяговым усилием
- Сварка
- Дизельное топливо и закалка гоночных цапф
Шлифовка и профилирование распределительного вала
Стандартные, антикварные, морские, кольцевые или высокоподъемные RV1, RV2, шлифовка на дому.
 Мы можем модифицировать и компьютерным профилировать любой плоский толкатель или роликовый кулачок с помощью нашего компьютера для профилирования «Cam Doctor» или «Cam Pro Plus». Наша специальность — дизельные «на шоссе» большие кулачки с поврежденной рабочей частью форсунки. Возможен ремонт емкостей до 72 дюймов.
Мы можем модифицировать и компьютерным профилировать любой плоский толкатель или роликовый кулачок с помощью нашего компьютера для профилирования «Cam Doctor» или «Cam Pro Plus». Наша специальность — дизельные «на шоссе» большие кулачки с поврежденной рабочей частью форсунки. Возможен ремонт емкостей до 72 дюймов.- Кулачковые карты
- Шлифование на длину до 72 дюймов
- Шлифование с высоким подъемом
- Лепестковая сварка форсунки
- Ремонт шпоночного паза
- Ремонт главного журнала
- Полировка
- Профилирование
- Шлифование сплошным подъемником
- Удаление ржавчины и краски
- Правка
- Antique & Restoration Ремонт кулачков
Восстановление головки блока цилиндров
Начиная с экологически чистой очистки, KEC может восстановить большинство головок в соответствии со стандартами оригинального оборудования в домашних условиях.Услуги включают ремонт трещин, сварку, правку в печи, наплавку CBN, резку седла с 3 углами наклона, замену направляющей клапана, направляющих вкладышей, центровку хонинговальных отверстий кулачка и точную сборку. Мы также являемся экспертами в области подъемников с нерегулируемыми шайбами или ковшами!
- Наплавка CBN
- Камеры сгорания CC
- Ремонт трещин
- Хонингование отверстия кулачка
- Ремонт кулачка
- Устранение коррозии
- Замена жесткого сиденья
- Наплавка PCD
- Опрессовка
- Регулировка цельнолитого подъемника или ковша
- Ремонт резьбы свечи зажигания
- Правка
- Наплавка = алюминий и чугун
- Титановая заточка клапана
- Трехугловая резка под седло
- Работа трехуглового клапана
- Клапан шлифовальный
- Направляющие клапана
- Работа клапана
- Клапан регулировочный
- Вкладыши направляющих клапанов
- Замена седла клапана
- Сварка
Балансировка
Услуги по балансировке кривошипа включают складские запасы, уличные характеристики, гонку или «баланс соответствия» внешних компонентов.
 За последние 25 лет мы зарегистрировали более 15 000 балансов !!!!
За последние 25 лет мы зарегистрировали более 15 000 балансов !!!!- Распредвалы
- Дизель
- GMC V6
- рядный
- Матч балансировки внешнего маховика
- Match balance внешний демпфер
- Компоненты противовеса
- Гонка за балансом
- Поршни
- Стержни
- Гонка и высокие обороты
- V6 и V8
Магазин Работа Arcives
В нашем компьютере есть записи за 20 лет.Мы можем отслеживать вашу работу до следующего «освежения» с нашим номером работы, который мы штампуем на всех кривошипах, кулачках, балансах или головках. Какой еще магазин может предложить вам эту услугу?
Отчеты о ходе работ
Наша новая компьютерная система отслеживания позволяет нам постоянно следить за процессом восстановления. Не нужно тратить время на телефонные разговоры. Просто войдите в систему со своего смартфона или компьютера и узнайте его статус! Вы также можете напрямую общаться с персоналом нашего магазина по таким вопросам, как технические характеристики, дополнительные работы или запросы на доставку через наш сайт.
Блоки с плоской головкой
- Ремонт трещин
- Диаметр отверстия и точение
- Рукав
- Наплавка
- Рабочие места клапана
- Направляющие клапана
- Седла клапана
- Ребаббитинг
- Центровка хонингования
Услуги магазина Разного
Трудно найти другие услуги, включая сшивание трещин, горячую сварку, азотирование, обнаружение трещин Magnaflux, заливку и изменение размера подшипников Babbit, а также удаление старой краски путем выпечки и струйной обработки.Также мы можем отремонтировать опорные поверхности на осях старинных или восстановленных автомобилей. Нашей специализацией является поиск восстанавливаемых сердечников с использованием новых старых запасных частей двигателя.
 Посетите наш дочерний веб-сайт www.California Obsolete Engine Parts.com.
Посетите наш дочерний веб-сайт www.California Obsolete Engine Parts.com.- Баббит подшипниковый сервис
- Выпечка и дробеструйная очистка
- Блок преобразований — топливный насос, опора двигателя, распределитель
- Ядра
- Ремонт трещин — сварка или зашивание
- Шлифовка маховика
- Восстановление генератора
- Горячая сварка — чугун
- Ремонт шпоночного паза
- Ремонт подъемника
- Lock-n-stitch (c авторским правом)
- Обнаружение трещин Magnaflux
- Нитридное поверхностное упрочнение
- Шлифование сплошным подъемником
- Удаление краски с мелких деталей
- Опрессовка
- Дробеструйная обработка
- Правка — валы и оси
- Термоочистка и струйная очистка
- Ремонт водяного насоса
Сварка
- Распредвалы
- Коленчатые валы
- Головки цилиндров
- Блоки двигателя
- Лопасти форсунки
- Подводная дуга
- Арка
- Газ
- Тиг
- Миг
- Горячая сварка
Шатун
- Баббит
- Полировка балки
- Вкладыши подшипников Rebabbit
- Преобразование из баббита во вставку
- От центра к центру
- Полностью плавающие штифты
- Magnaflux
- Втулка
- Изменение размера
- Дробеструйная обработка
- Изменение размера в стиле Tung & Groove
- Изменение размера в стиле пилообразного зуба
Правка обода | SAE — Специализированное автомобильное оборудование | Удаление выхлопных газов | Ремонт двигателя | Тормоз и сцепление | Шайбы для деталей | Тяжелые твердые детали | Седла клапана | Расходные материалы для обслуживания
- Дом
- Правка обода
Оборудование премиум-класса, произведенное и спроектированное в Италии:
RSM 240 разработан и изготовлен для ремонта путем правки всех видов стальных, алюминиевых и легкосплавных дисков диаметром от 13 до 24 дюймов. В системе используется простой в обращении гидроцилиндр, приводимый в действие гидравлическим блоком, который при удобном расположении толкает поврежденную часть обода, возвращая ему первоначальную форму. Такая операция упрощается с помощью широкого набора фигурных пуансонов, которые идеально подходят к различным профилям обода. Кроме того, гидроцилиндр снабжен системой регулирования давления с манометром (PRP100), которая позволяет регулировать силу толчка в зависимости от материала при работе.
В системе используется простой в обращении гидроцилиндр, приводимый в действие гидравлическим блоком, который при удобном расположении толкает поврежденную часть обода, возвращая ему первоначальную форму. Такая операция упрощается с помощью широкого набора фигурных пуансонов, которые идеально подходят к различным профилям обода. Кроме того, гидроцилиндр снабжен системой регулирования давления с манометром (PRP100), которая позволяет регулировать силу толчка в зависимости от материала при работе.
RSM 240 оснащен токарным станком, который позволяет после операции правки круга удалять вмятины на кромках.Полезные аксессуары, среди которых регулируемая скорость шпинделя с
Цифровой индикатор(VRV050) или индикатор часового типа для юстировки (CPR150) доступны в соответствии с любыми потребностями.
| Технические характеристики | |
|---|---|
| Область применения | |
| Рабочее давление | 140 бар |
| Максимальное усилие удара | 3950 кг |
| Скорость вращения шпинделя | 80 об / мин |
| Двигатель гидроагрегата | 0,75 кВт-140 об / мин |
| Электродвигатель токарного станка | 0,75 кВт-1400 об / мин |
| Размеры (ДxДxВ) | 1250x860x1250 мм |
| Вес | 350 кг |
Перенос базовой головки
Томас Симпсон, он же.»Огайо Том»
От редакции:
Независимо от того, какой тип двигателя вы строите, независимо от того, будет ли он мягко настроен
Ежедневный водитель объемом 1600 куб. См или полномасштабный уличный монстр объемом 2275 куб.
Самый важный ингредиент — это головки блока цилиндров. Почему 1914cc одного человека
двигатель превосходит чужой двигатель объемом 2275 куб. см? Ответ часто кроется в цилиндре
головы. Одно из важнейших правил строительства с высокими эксплуатационными характеристиками —
помните, что лошадиные силы находятся в головах.
Общие вложения в головки блока цилиндров высокопроизводительного двигателя могут составляют значительную часть всего бюджета движка, а в поиске для лошадиных сил вы не ошибетесь, заказав комплект головок от одного из гуру ГБЦ. Но что делать, если ваш бюджет выходит за рамки «гуру» цены диапазон? Самодельщик все еще может добиться заметных успехов за счет тщательная сборка и внимание к деталям. Следуйте за Томасом Симпсоном. вы познакомитесь с основами переноса головы.
Это описание основных методов переноса, используемых для переноса стандартного VW литье, Головки Тип 1. К ним относятся 040, 043 и 044, с запасом или Клапаны 40 мм x 35,5 мм. Головки с большими клапанами должны иметь больше отверстий. работа сделана для того, чтобы раскрыть весь свой потенциал. Мои источники принадлежат Биллу Фишеру How to Hotrod VW Engines (1970), различные статьи и мои личные экспериментирование. Я не профессионал. Их профессия действительно одна из черных Художественная форма.Не ждите, что ваша голова будет текучей так же хорошо, как это сделал бы профессионал.
Мне нравится использовать ротационный напильник разной формы (шар, желудь, тюльпан). Для Для отделки я использую шлифовальный валок и мелкие шлифовальные круги (80 грит). Это все доступный для использования с инструментом Dremel Moto, доступный для любого хорошо оборудованного хобби или строительный магазин. Чтобы все оставалось идентичным, я люблю делать шаг за шагом, чтобы все 4 порта, прежде чем перейти к следующему шагу. Этот процесс обычно занимает примерно 10-20 часов.завершить.
(Примечание: в рамках данной статьи изображенные головки предназначены для турбонагнетателя. двигателя и удалите выступы направляющей выхлопной трубы. Это необходимо для турбин. при высоком наддуве, однако я не рекомендую это для безнаддувных двигатель, так как это сократит срок службы направляющей клапана).
Бриллиант в
грубый. Вернитесь к этой картинке для сравнения. Обратите внимание на острый край
ниже седла выпускного клапана .
Эти шаги применимы к любому головка любого типа:
Клапаны и седла
Использование клапанов из нержавеющей стали всегда улучшает расход по сравнению со стандартным запасом.
клапаны, так как они имеют гораздо более узкий радиус на задней стороне, что позволяет
препятствие при открытии, когда клапаны открыты на малых подъемниках. Хороший
Работа клапана с 3-4-5 углами наклона еще больше увеличит улучшение потока.Вы можете заплатить
профессионал для выполнения этой работы. У меня есть доступ к действительно хорошим точильным камням
на работе и хорошо шлифуйте углы клапана вручную, с
за исключением уплотнения под углом 45 градусов. Я оставляю это в покое.
Обратите внимание на более плотный
радиус на тыльной стороне и удаление острого угла под углом 45 °. Голова имеет
радиус по всей длине.
Область порта и камеры вокруг сиденья
Седла клапанов представляют собой стальные вставки, запрессованные в алюминиевую отливку.Там есть
обычно несоответствие металла в порту и в камере сгорания. Занимать время
смешать порт и камеру до тех пор, пока ступенька (несоответствие) не исчезнет, используя свой
пальцем, чтобы нащупать недостатки. Работая вокруг седла клапана, возьмите
крайняя осторожность, чтобы случайно не порезать угол 45 градусов в комплекте, иначе вы
возьму голову в механический цех для отделки сиденья. Если головы
используются, сначала выполните работу порта.
Смешивание
сиденья в левый бегун.Обратите внимание на отсутствие выступа направляющей выхлопной трубы (для
только турбо-приложения!)
Камеры сгорания
Слишком большая высота палубы — плохо, что приводит к потере турбулентности.
в ВМТ при воспламенении смеси и снижении полноты сгорания. Глубокий
камеры сгорания — еще одна проблема, так как они имеют тенденцию закрывать клапаны.
давая очень мало места для потока вокруг клапана в камеру. Я люблю
Отложите обе стороны камеры с заглушкой и стороной без заглушки, расширив
углы.Я также снимаю кожух с клапанов, открывая стенки камеры до
диаметр отверстия цилиндра. Затем я смешиваю все это вместе, сглаживая все
несовершенства и следы отливок. Это означает, что в камере открыты все
наоборот, что значительно облегчает попадание газов в баллон
(и выход за выхлоп). Затем я вырезал головы, чтобы получить желаемую камеру
CC (с высотой палубы 0,050–070 дюймов). Затем я использую маховое колесо, чтобы удалить
острый край по всему периметру.Следите за тем, чтобы не округлить стороны, где
цилиндр уплотняется против головки. Хорошая идея — нарисовать линию вокруг
головку, где цилиндр будет встречаться с головкой, и сбросить несколько ненужных клапанов в
головки для защиты седел клапанов при работе в камерах.
Используйте цилиндр для
начертите или начертите линию внутри отверстия, отмечая, где вы находитесь по периметру
снять кожух клапана. Сравните это фото с готовым камерным фото позже.
на.
Раскрытие
до линии писца.
«Откладывая»
сторона камеры с заглушкой (контрольные линии используются для четкой демонстрации
количество).
Боковой откат без вилки. Обратите внимание, что это не так резко, как на стороне вилки, как там.
меньше потока можно получить на этой стороне.
Готовая камера
после полировки лепестковым колесом.
Важно удалить заусенцы все острые края в камере. Сшибаю углы маховиком. Этот также показан новый угол наклона камер. Впускные патрубки
Цель состоит в том, чтобы обеспечить наилучшее соответствие отверстий для впускного клапана 35,5 мм или 40 мм. «Избиение» — это не то Цель. Порт стандартного размера не нужно сильно увеличивать, чтобы получить хорошее качество результаты, а слишком большой порт вызовет потерю скорости порта и создаст нежелательная турбулентность.Цель — уменьшить ограничение порта.
Установите головку перед собой так, чтобы впускной фланец был обращен к вам (правой стороной вверх). Порты круглые, и мы собираемся сделать их овальными по направлению к отверстия для свечей зажигания, похожие на V-образную форму. Если у вас есть впускная прокладка или узор Чтобы позаимствовать, сейчас самое время нарисовать / нарисовать его на впускном фланце. Держать шлифовальный станок перпендикулярно фланцу и откройте порты для нового порта форма. Пока не беспокойтесь о слиянии с портом.Не торопитесь и сделайте все отверстия портов выглядят так же.
примечание
линия разметки на левом порте. Правый порт почти готов. Также обратите внимание на
угол поворотного файла такой же, как угол входа порта, сохраняя вещи
согласован с впускным коллектором (позже).
Установите файл желудя как как можно дальше в кофемолке, чтобы обеспечить максимальный доступ к порту. На большинстве голов порт имеет линию отливки прямо над втулкой впускной направляющей.Эта часть линия образует большой угол прямо над направляющим выступом, блокируя любой поток пытаясь обойти руководство (в книге Билла Фишера есть несколько хороших изображений эта зона). Вы захотите растушевать этот угол, опустив кофемолку вниз. через порт, проходящий поверх направляющей втулки. Через некоторое время работайте с сторона камеры порта для растушевки контура. Есть изрядное количество металла удалить здесь, так что не торопитесь и внимательно изучите порт.Цель состоит в том, чтобы сделать порт над направляющей выглядит так же, как и под направляющей, по сути выпрямление порта. Это откроет новый путь для всасывания заряда. я Также хотелось бы утончить бобышку впускной направляющей, так как в любом случае это очень мало. Форма металл в красивой форме капли вокруг направляющей, работая с обоих концов порт (однако у головок, использованных на этих рисунках, нет направляющих выступов).
Наличие
порт.
Проделанная работа по выпрямлению поток над направляющей.
Сливаемся с портом.
Как только основное портирование выполнено, смешайте весь порт вместе, удалив все неровности и углы, закругляющие порт в новые отверстия. Используйте свой палец, чтобы нащупать неровности. Контур должен быть одним красивым плавным переходом до самого края. седло клапана. Работайте медленно!
закончил порт после растушевываем контуры.
Выхлопные отверстия
Я
в значительной степени идти по книге здесь. Не удаляя слишком много материала направляющей втулки,
Мне нравится обводить босса так же, как мы делали бугорок на входе.
Поскольку босс занимает большую часть порта в этой области, он помогает течь в
расширьте (или сожмите) отверстие вокруг бобышки. Работа со стороны сиденья
порт, начните расширять порт с обеих сторон выступа чуть ниже сиденья.Вы можете вписать эти широкие карманы в порт со стороны выходного фланца. Там
острая кромка на большинстве головок на внутреннем радиусе порта, и это почти
невозможно увидеть (нужно пальцем найти). Подтянуть
внутренний радиус, ведущий от сиденья, сглаживая этот край. Не принимают
здесь слишком много материала, иначе его не будет достаточно для поддержки сиденья
должным образом. Наконец, откройте порт на фланце коллектора. Используйте подходящий размер
прокладка выхлопа по этой выкройке.Примечание. Заголовок размером 1 5/8 дюйма имеет идентификатор 1 дюйм, поэтому измерьте
трубы. Теперь, как и раньше, смешайте все в красивый гладкий порт без
неровности или острые радиусы.
Сравните это фото с ведущий (фото №1). Радиуса порта под сиденьем не видно, но это там. Вы можете видеть, что направляющий выступ был утончен и сформирован.
Завершение работы
Мне нравится использовать маховик везде, где я могу, так как они отлично справляются с сглаживанием неровностей и смешиванием все (и служат они долго).Если маховик не сгладит его, вернуться к ротационному файлу. Если вы все сделали правильно, у вас будет профессионально выглядящая портовая работа. Если повезет, у вас будет тот, который почти течет так же хорошо, как и профессиональная портовая работа.
Сопоставление портов
Чтобы в полной мере воспользоваться Вашими усилиями важно согласовать впускные коллекторы. Я использую то же самое шаблонную прокладку и перенесите форму порта на основание коллектора.
Фото 16 и 17; перед и после. Эти коллекторы идеально подходят к головкам. Обратите внимание, что это сток отливки для использования с системой протяжки через турбо. Те же принципы будет применяться с любым другим используемым коллектором.
Чего ожидать
Я сделал несколько комплекты головок точно такие, как описано здесь.Эти головки со стандартным клапаном на 1585cc двигатель с «горячим» кулачком и двойными карбюраторами 44IDF пробежал 15,38 миль и сделал мощность до 6700 оборотов в моем 73 ‘Super Beetle.