Практическая работа Изучение принципиальной электрической схемы управления ПТС
Практическая работа № 8
Тема: Изучение принципиальной электрической схемы управления поточно-транспортной системой (ПТС)
Задание
1. Запишите название, номер, тему и цель работы
2. Внимательно прочитайте краткие теоретические сведения
3. Ответьте на вопросы для закрепления теоретического материала
4. Выполните работу согласно задания к практической работе
5. Оформите отчет по практической работе
6. Сделайте вывод по работе
7. Готовое задание отправить на рецензию
Цель работы:
— изучить принцип действия и схему управления поточно-транспортной системой;
— научиться применять ГОСТ 2.710-81 «Обозначения буквенно- цифровые в электрических схемах» при работе со схемами;
-научиться
читать схемы.
Краткие теоретические сведения
Пластинчатый конвейер (рисунок 1) служит для непрерывного транспортирования насыпных и штучных грузов по трассе, расположенной в вертикальной плоскости или (при специальном исполнении) в пространстве.
Рисунок 1- Общий вид пластинчатого конвейера
Тяговым элементом конвейера является одна или две цепи, грузонесущим — жесткий металлический или, реже, деревянный, пластмассовый, резинотканевый настил (полотно), состоящий из отдельных пластин (поэтому конвейер называется пластинчатым), движущийся по направляющим путям. Действие динамических нагрузок на тяговые цепи ограничивает скорость их движения обычно до 1,25 м/с, однако при использовании цепи конвейер может иметь увеличенную длину при больших линейных нагрузках как с одним, так и с несколькими приводами; крутые перегибы по сравнительно небольшим радиусам с повышенным углом наклона.
По конструкции настила, тяговой цепи и
расположению трассы различают пластинчатые вертикально замкнутые конвейеры
общего назначения (основной тип) и изгибающиеся конвейеры с пространственной
трассой. К специальным пластинчатым конвейерам относят разливочные машины для
транспортирования и охлаждения жидкого металла, эскалаторы, пассажирские
конвейеры и конвейеры с настилом сложного профиля.
К специальным пластинчатым конвейерам относят разливочные машины для
транспортирования и охлаждения жидкого металла, эскалаторы, пассажирские
конвейеры и конвейеры с настилом сложного профиля.
Пластинчатые конвейеры применяют для транспортирования в горизонтальном и наклонном направлениях различных насыпных и штучных грузов в металлургической, химической, угольной, энергетической, машиностроительной и многих других отраслях промышленности, а также для перемещения изделий от одного рабочего места к другому по технологическому процессу при поточном производстве. Часто на пластинчатом конвейере одновременно с транспортированием грузы-изделия подвергаются технологическим операциям — закалке, отпуску, охлаждению, мойке, окраске, сборке, контролю и т. п. На пластинчатых конвейерах, в отличие от ленточных, перемещают более тяжелые крупнокусковые, абразивные (руда, камень и т. п.), а также горячие (поковки, отливки и т. п.) грузы.
Пластинчатый конвейер имеет станину, по
концам которой установлены две звездочки — приводная с приводом и натяжная с
натяжным устройством. Бесконечный настил, состоящий из отдельных металлических
или, реже, деревянных пластин, прикреплен к одной или двум тяговым цепям, которые
огибают концевые звездочки и находятся в зацеплении с их зубьями. Вертикально
замкнутые тяговые цепи снабжены опорными катками и движутся вместе с настилом
по направляющим путям станины вдоль продольной оси конвейера. Конвейер
загружается через одну или несколько воронок в любом месте трассы, а
разгружается через концевую звездочку и воронку. Промежуточная разгрузка
возможна только для пластинчатых конвейеров с безбортовым плоским настилом.
Бесконечный настил, состоящий из отдельных металлических
или, реже, деревянных пластин, прикреплен к одной или двум тяговым цепям, которые
огибают концевые звездочки и находятся в зацеплении с их зубьями. Вертикально
замкнутые тяговые цепи снабжены опорными катками и движутся вместе с настилом
по направляющим путям станины вдоль продольной оси конвейера. Конвейер
загружается через одну или несколько воронок в любом месте трассы, а
разгружается через концевую звездочку и воронку. Промежуточная разгрузка
возможна только для пластинчатых конвейеров с безбортовым плоским настилом.
Технологическая схема пластинчатого конвейера
Транспортируемый материал с падающего контейнера 3 попадает в бункер-распределитель “Б”, в которой вмонтирован шибер “Ш”. Раздача материала возможна по двум рукавам(влево и вправо) выбор которого определяется положение шибера, т.е открытием или закрытием отверстия рукава.
На
рисунке 2 показано перекрытие правого рукава и поступление материала через
левый рукав на раздаточный “конвейер 1” и далее в бункер “Б1”.
Рисунок 2 — Технологическая схема управления пластинчатого конвейера
Требования к электрооборудованию
Система представляет собой комплекс различного оборудования, механизмов и устройств, предназначенных для выполнения операций единственного технологического процесса.
Электропривод.
Условия эксплуатации:
-продолжительный режим работы без пауз за время включения
-редкие пуски и неизменное направление вращения
-преодоление статических моментов при трогании под нагрузкой (после внезапной аварийной остановки)
-влияние окружающей среды(перепад температур, агрессивная среда, запылённость и т.п)
Требования к электроприводу:
-повышенный пусковой момент(/=1,6…1,8)
-плавный пуск и торможение(для предотвращения пробуксовывания ленты или раскачивания груза у ленточных и подвесных)
-небольшое регулирование скорости в диапозоне 1:2(для изменения темпа работы у поточных линий)
-согласованное вращение электроприводов(для нескольких конвейеров)
Электродвигатели
•АД с КЗ- ротором и повышенным пусковым моментом (,
односкоростные или многоскоростные (с переключением числа пар полюсов).
ПримечаниеДля регулирования скорости однодвигательного привода конвейера применяются дополнительные вариаторы механические или регулируемые электрические и гидравлические муфты.
•АД с фазным ротором:
-на конвейерах, требующих повышенного пускового момента
-при многодвигательных приводе конвейеров(для выравнивания нагрузок отдельных двигателей)
-при обеспечении согласованного движения конвейеров.
Принципы построения.
•Пуск ЭД производится направлении, обратном технологическому потоку (ЭВ головного конвейера-первым, принимающего-последним).Это исключает возможность образования завалов транспортируемого груза.
•Остановка одного конвейера вызывает отключение всех последующих за ним(подающих материал), а остальные могут работать.
•Полная остановка поточной линии большой производительности начинается с отключения конвейера, подающего материал на другие конвейеры. Остальные отключаются поочередно.
•Пуск двигателей большой
мощности производится поочерёдно. Это исключает большие провалы напряжения в
сети.
Это исключает большие провалы напряжения в
сети.
•Возможность пуска и остановки любого конвейера, независимо от других, для опробования и наладки. Обычно “пуск” и “стоп” при наладкес местного поста.
Принцип действия пластинчатого конвейера и систем управления
Мнемосхема (рисунок 3) на ОДП предназначена для отображения информации о состоянии механизмов и арматуры. Участки мнемосхемы засвечены, если механизм работает(HLR1,HLR3) или открыт шибер(HL1), а остальные погашены.
Рисунок 3 – Мнемоническая схема управления пластинчатого конвейера
Принципиальная электрическая схема (рисунок 4) предназначена для управления, защиты и блокировок конвейера
Основные элементы схемы
Д3 – асинхронный двигатель подающего конвейера 3.
КЛ3 — контактор линейный, для подключения к сети Д3.
ВКШ — выключатель конечного шибера, путевой.
РВХ
— контакты реле времени холостого хода, для ограничения работы на холостом ходу.
ДП — контакт датчика переполнения бункера.
РТ3 — тепловые реле.
ВА3-автоматический выключатель асинхронного двигателя.
Пр.3-предохранитель плавкий.
Органы управления.
ПУ — переключатель управления, для выбора режима работы(“Н”-накладка, ”А”-автоматическое).
Кн.П, Кн.С – кнопки управления ”пуск” и ”стоп”.
Режимы управления.
Автоматический – по сигналам датчиков и состоянию механизмов и устройств.
Наладка –(ручное управление)- от кнопок управления (Кн.П, Кн.С).
Работа схемы.
Исходное состояние.
Работает конвейер1(КЛ1), открыт левый рукав(ВКШ1).
ПУ — “A”, подано питание на схему(ВА3↑)
На мнемосхеме засвечены участки с ЛСК1 и ЛСШ1.
Пуск.
Кн.П3↑↓-собирается цепь KЛ3.
KЛ3↑-подключается к сети Д3(KЛ3:1…3),
-становится
на самопитание(KЛ3:4).
Д3 пускается и выходит на естественную характеристику.
В работе конвейеры 1 и 3 на бункер Б1 через левый рукав.
На мнемосхеме засвечены участки ЛСК1, ЛСШ1, ЛСК3.
Остановка.
От “Кн.С3”, при срабатывании защиты(ВА, РТ3, Пр.3), при остановке ”конвейера 1”
(KЛ1) или по сигналам ”РВХ”, ”ДП1”.
Защита:
•от токов КЗ- силовая сеть(ВА),
— цепи управления(Пр.)
•от перегрузки Д3-реле тепловое РТ3(блок из 2 реле).
Блокировки:
•при остановке раздаточного конвейера(КЛ1,КЛ2),
•при длительном холостом ходе(РВХ1, РВХ2)
•при переполнении бункера(ДП1, ДП2),
•по положению шибера(ВКШ1, ВКШ2).
Питание:
3~380 В, 50 Гц- силовая сесть,
1~220 В, 50 Гц- цепи управления.
Вопросы для закрепления теоретического материала:
1. Укажите назначение пластинчатого конвейера
2. Укажите
как подразделяются пластинчатые конвейеры?
Укажите
как подразделяются пластинчатые конвейеры?
3. Перечислите требования к электроприводу конвейера
4. Приведите и поясните технологическую схему пластинчатого конвейера
5. Поясните предназначение мнемосхемы
Задания к практической работе:
1. Приведите принципиальную электрическую схему управления ПТС (по рисунку 3, можно использовать макет –рисунок 5), согласно ГОСТ 2.710-81 замените буквенные обозначения.
2. Составьте спецификацию к схеме.
3. Поясните каким образом осуществляется работа, защита, блокировка и питание цепей.
Рисунок 5 – Макет принципиальной схемы управления ПТС
Электропривод поточной линии переработки кормов, страница 2
Электротехника \ Электропривод и электрооборудование
Вид механической характеристики представлен на рис. 3
Определение времени пуска и торможенияЭлектромеханическая постоянная времени электропривода
Время разгона привода до номинальной частоты вращения под нагрузкой
Время торможения двигателя
Рис.
 3 Механическая характеристика электродвигателя
3 Механическая характеристика электродвигателя5. Разработка схемы автоматического управления
Рис. Принципиальная электрическая схема поточной линии
Обобщенная принципиальная электрическая схема управления электроприводом поточной линии с четырьмя электродвигателями показана на рисунке 3. Напряжение на схему поступает через автоматический выключатель QF, снабженный максимальной токовой защитой. Для подачи предварительного сигнала перед пуском поточной линии предусмотрена отдельная цепь, которая состоит из станции с кнопками «Пуск» SB 10 и «Стоп» SB9, реле времени КТ5, задающего длительность сигнала перед пуском и сигнального устройства НА.
Для управления поточной
линией служат магнитные пускатели КМ1, КМ2, КМЗ, КМ4, кнопочные станции SB1, SB2 SB3, SB4, SB5, SB6, SB7, SB8, кнопка автоматического пуска SBA, реле автоматического пуска KLA, реле времени пуска КТП1, КТП2, КТПЗ, реле остановки KLO, реле времени остановки КТС2, КТСЗ, КТС4,
тепловые реле защиты двигателей от перегрузок КК1, КК2, ККЗ, КК4, сигнальные
лампы «Машина работает» НL1Р, HL2P, HL3P, HL4P, сигнальные
лампы «Машина не работает» HL1H, HL2H, HL3H, HL4H, сигнальная лампа «Напряжение есть» HL5.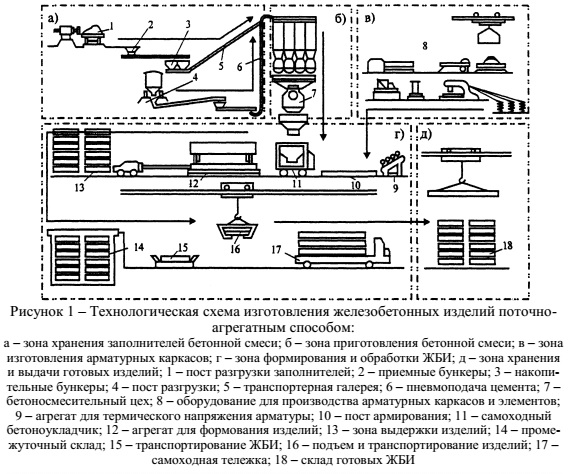
После подачи выключателем QF напряжения на схему загорается сигнальная лампа HL5. Ключ управления устанавливают в положение «Автоматический пуск», и контакты SAA закрываются. Нажав пусковую кнопку SB 10, вводят в цепь тока реле времени КТ5, которое без выдержки времени контактами КТ5 блокирует кнопку SB10. Включается сигнал НА, предупреждающий о пуске поточной линии. В цепи автоматического пуска KLA с выдержкой времени закрываются контакты реле времени КТ5. Реле KLA блокирует контакты КТ5 и подает напряжение на катушку магнитного пускателя КМ4, блок-контакты которого шунтируют контакты KLA, замыкают цепь тока реле времени пуска КТПЗ и подготавливают пускатель КМЗ к работе. Происходит пуск двигателя последней в технологическом потоке машины 4.
По окончании пуска и выдержки
времени закрываютсяконтакты
КТПЗ и срабатывает магнитный пускатель КМЗ, блок-контакты которого шунтируют контакты КТПЗ, подают
напряжение на реле КТП2 и подготавливают к работе цепь пускателя КМ 2. Контакты
датчика скорости BR3 зашунтируют размыкающие блок-контакты
КМ1 в цепи катушки КМЗ, подготовив цепь для дальнейшей работы. Осуществляется
пуск двигателя третьей в технологическом потоке машины. После пуска и выдержки
времени закрываются контакты КТП2, срабатывает магнитный пускатель КМ2, его
блок-контакты шунтируют контакты КТП2, подают напряжение на реле КТП1 и
подготавливают к действию пускатель КМ1. Происходит пуск второй в
технологическом потоке машины.
Осуществляется
пуск двигателя третьей в технологическом потоке машины. После пуска и выдержки
времени закрываются контакты КТП2, срабатывает магнитный пускатель КМ2, его
блок-контакты шунтируют контакты КТП2, подают напряжение на реле КТП1 и
подготавливают к действию пускатель КМ1. Происходит пуск второй в
технологическом потоке машины.
По истечении заданного времени контакты КТП1 подают напряжение на первый магнитный пускатель КМ1, а его блок-контакты КМ1 блокируют контакты КТП1. Начинает работать первая в технологическом потоке машина. Таким образом, машины всей линии оказываются пущенными последовательно одна за другой с выдержкой времени, необходимой для пуска каждой из них, навстречу технологическому потоку.
При срабатывании магнитных
пускателей открываются их блок-контакты в цепях реле КТ5, останова KLO, времени КТС2, КТСЗ, КТС4,
автоматического пуска KLA,
подготавливая эти цепи к дальнейшему действию. Работу машин контролируют по
сигнальным лампам HL1P, HL2P, HL3P, HL4P.
Останавливают линию по ходу потока, начиная с первой машины (вариант 1). Для этого нажимают кнопку SB1. Теряет питание магнитный пускатель КМ1, останавливается первая машина. Поток продукта на технологическую линию прекращается. Чтобы машины освободились от продукта, нужна выдержка времени, которую создают реле времени останова КТС2, КТСЗ, КТС4. Реле КТС2 вводится в цепь тока блок-контактным и пускателя КМ1 и через выдержку времени, необходимую для освобождения второй машины, отключает пускатель КМ2. Вторая машина останавливается. Блок-контакты КМ2 подают напряжение на реле КТСЗ, которое обеспечивает выдержку перед отключением третьей машины. После разгрузки третьей машины контакты КТСЗ, отключая КМЗ, останавливают ее. Блок-контакты КМЗ подают сигнал на реле КТС4, которое с выдержкой времени прекращает работу последней в технологическом потоке машины.
Таким образом, все машины
остановлены в режиме холостого хода. Об остановке машин сигнализируют лампы HL1H, HL2H, HL3H, HL4H.
Быструю (аварийную) остановку предусматривает вариант 2. Нажав кнопку SB7, лишают питания пускатель КМ4, а его блок-контакты размыкают цепь пускателя КМЗ. Аналогично теряют питание пускатели КМ2 и КМ1. Все машины останавливаются без выдержки времени. Перед последующим пуском их необходимо разгрузить.
При срабатывании одного из тепловых реле КК1, КК2, ККЗ, КК4 от перегрузки возможны следующие варианты остановки поточной линии. Если был перегружен первый или четвертый двигатель и сработали реле КК1 и КК4, то процессы остановки будут происходить, как в вариантах 1 и 2. Если сработает реле КК2, то машины 2 и 1 остановятся мгновенно, а остальные — с выдержкой времени. Если же сработает реле ККЗ, то машины 3, 2, 1 остановятся мгновенно, а машина 4 — с выдержкой времени.
Если оборвется ремень третьей передачи, сработает датчик скорости третьей машины BR3, мгновенно остановятся двигатели 3, 2, 1 и с выдержкой времени двигатель 4.
Таким образом, последовательная остановка машин
против потока идет без выдержки времени, а по потоку — с выдержкой времени.
Пусковые опробования электропривода выполняют в деблокированном режиме, для осуществления которого ключ управления ставят в положение ручного управления. При этом закрываются контакты SA.P и несблокированным каждым в отдельности приводом управляют вручную своей кнопочной станцией.
6. Выбор аппаратуры управления и защиты
Для защиты электродвигателя выберу автоматический выключатель АЕ 2016Р
Принимаю автоматический выключатель АЕ 2016Р
Iн = 10А
Iн.т.р. = 10А
Проверка по условиям срабатывания:
Iн.авт.³Iн.дв.
10А>6,161А
Iн.т.р.³Iраб.×кн.т.р. кн.т.р. = 1,1…1,3
10А>8А
Iсраб. эл. = 10Iн.т.р. = 10×10=100А
Все условия выполняются.
Для
дистанционного управления, остановки и реверсирования двигателя, а также для
защиты от снижения напряжения выбираю магнитный пускатель серии ПМЛ на
номинальный ток 10А — ПМЛ-1000. Пускатель комплектуется трёхполюсным тепловым
реле РТЛ. Степень защиты IP 54
Пускатель комплектуется трёхполюсным тепловым
реле РТЛ. Степень защиты IP 54
7. Выбор проводов и кабелей
По номинальному току электродвигателя выбираю провод АВРГ 4*2,5
Литература
1. Савченко П.И. – Практикум по электроприводу в с/х. М., Колос, 1996
2. Чиликин М.Г., Сандлер А.С., — Общий курс электропривода. М, Энергоиздат, 1981
3. Фоменков А.П.- Электропривод с/х машин и поточных линий. М, Колос, 1984
Скачать файл
Выбери свой ВУЗ
- АлтГТУ 419
- АлтГУ 113
- АмПГУ 296
- АГТУ 267
- БИТТУ 794
- БГТУ «Военмех» 1191
- БГМУ 172
- БГТУ 603
- БГУ 155
- БГУИР 391
- БелГУТ 4908
- БГЭУ 963
- БНТУ 1070
- БТЭУ ПК 689
- БрГУ 179
- ВНТУ 120
- ВГУЭС 426
- ВлГУ 645
- ВМедА 611
- ВолгГТУ 235
- ВНУ им.
 Даля 166
Даля 166 - ВЗФЭИ 245
- ВятГСХА 101
- ВятГГУ 139
- ВятГУ 559
- ГГДСК 171
- ГомГМК 501
- ГГМУ 1966
- ГГТУ им. Сухого 4467
- ГГУ им. Скорины 1590
- ГМА им. Макарова 299
- ДГПУ 159
- ДальГАУ 279
- ДВГГУ 134
- ДВГМУ 408
- ДВГТУ 936
- ДВГУПС 305
- ДВФУ 949
- ДонГТУ 498
- ДИТМ МНТУ 109
- ИвГМА 488
- ИГХТУ 131
- ИжГТУ 145
- КемГППК 171
- КемГУ 508
- КГМТУ 270
- КировАТ 147
- КГКСЭП 407
- КГТА им.
 Дегтярева 174
Дегтярева 174 - КнАГТУ 2910
- КрасГАУ 345
- КрасГМУ 629
- КГПУ им. Астафьева 133
- КГТУ (СФУ) 567
- КГТЭИ (СФУ) 112
- КПК №2 177
- КубГТУ 138
- КубГУ 109
- КузГПА 182
- КузГТУ 789
- МГТУ им. Носова 369
- МГЭУ им. Сахарова 232
- МГЭК 249
- МГПУ 165
- МАИ 144
- МАДИ 151
- МГИУ 1179
- МГОУ 121
- МГСУ 331
- МГУ 273
- МГУКИ 101
- МГУПИ 225
- МГУПС (МИИТ) 637
- МГУТУ 122
- МТУСИ 179
- ХАИ 656
- ТПУ 455
- НИУ МЭИ 640
- НМСУ «Горный» 1701
- ХПИ 1534
- НТУУ «КПИ» 213
- НУК им.
 Макарова 543
Макарова 543 - НВ 1001
- НГАВТ 362
- НГАУ 411
- НГАСУ 817
- НГМУ 665
- НГПУ 214
- НГТУ 4610
- НГУ 1993
- НГУЭУ 499
- НИИ 201
- ОмГТУ 302
- ОмГУПС 230
- СПбПК №4 115
- ПГУПС 2489
- ПГПУ им. Короленко 296
- ПНТУ им. Кондратюка 120
- РАНХиГС 190
- РОАТ МИИТ 608
- РТА 245
- РГГМУ 117
- РГПУ им.
 Герцена 123
Герцена 123 - РГППУ 142
- РГСУ 162
- «МАТИ» — РГТУ 121
- РГУНиГ 260
- РЭУ им. Плеханова 123
- РГАТУ им. Соловьёва 219
- РязГМУ 125
- РГРТУ 666
- СамГТУ 131
- СПбГАСУ 315
- ИНЖЭКОН 328
- СПбГИПСР 136
- СПбГЛТУ им. Кирова 227
- СПбГМТУ 143
- СПбГПМУ 146
- СПбГПУ 1599
- СПбГТИ (ТУ) 293
- СПбГТУРП 236
- СПбГУ 578
- ГУАП 524
- СПбГУНиПТ 291
- СПбГУПТД 438
- СПбГУСЭ 226
- СПбГУТ 194
- СПГУТД 151
- СПбГУЭФ 145
- СПбГЭТУ «ЛЭТИ» 379
- ПИМаш 247
- НИУ ИТМО 531
- СГТУ им.
 Гагарина 114
Гагарина 114 - СахГУ 278
- СЗТУ 484
- СибАГС 249
- СибГАУ 462
- СибГИУ 1654
- СибГТУ 946
- СГУПС 1473
- СибГУТИ 2083
- СибУПК 377
- СФУ 2424
- СНАУ 567
- СумГУ 768
- ТРТУ 149
- ТОГУ 551
- ТГЭУ 325
- ТГУ (Томск) 276
- ТГПУ 181
- ТулГУ 553
- УкрГАЖТ 234
- УлГТУ 536
- УИПКПРО 123
- УрГПУ 195
- УГТУ-УПИ 758
- УГНТУ 570
- УГТУ 134
- ХГАЭП 138
- ХГАФК 110
- ХНАГХ 407
- ХНУВД 512
- ХНУ им.
 Каразина 305
Каразина 305 - ХНУРЭ 325
- ХНЭУ 495
- ЦПУ 157
- ЧитГУ 220
- ЮУрГУ 309
Управление электроприводами поточных линий | Электрооборудование и автоматизация сельскохозяйственных агрегатов
Страница 34 из 59
Глава 15. УПРАВЛЕНИЕ ЭЛЕКТРОПРИВОДАМИ ПОТОЧНЫХ ЛИНИИ В РАСТЕНИЕВОДСТВЕ И ЖИВОТНОВОДСТВЕ
ОБЩИЕ ПОЛОЖЕНИЯ
Поточная линия—это система производственных машин, агрегатов и транспортирующих механизмов, выполняющих один технологический цикл, например приготовление гранулированных кормов, очистку, сушку и сортирование зерна и т. п.
Поточность производственного процесса предъявляет определенные требования к электроприводу и его автоматизации.
Автоматизированное управление поточными линиями должно обеспечивать: безопасность для обслуживающего персонала, определенную последовательность включения и отключения токоприемников, исключающую аварийные ситуации, легкость отыскания неисправностей и т. п.
С этой целью в схемах управления предусматриваются:
а) устройство для подачи звукового и светового сигнала перед включением;
б) блокировки, обеспечивающие:
пуск электродвигателей механизмов поточной линии против, а остановку по ходу движения продукта или материала обработки;
остановку без выдержки времени всех машин, работающих на загрузку какой-либо машины, при аварийном отключении этой машины;
невозможность неправильного включения и отключения электрических цепей;
в) переключатели, позволяющие осуществлять переходы от автоматического управления к ручному, от централизованного к местному и к наладочному, от одного режима работы к другому;
г) световую сигнализацию состояния машин и аппаратов, появления или исчезновения напряжения на отдельных участках схемы, возникновения неисправностей;
д) кнопки аварийного отключения линии в разных местах протяженного помещения, позволяющее быстро отключить линию, если необходимо, не только с пульта управления.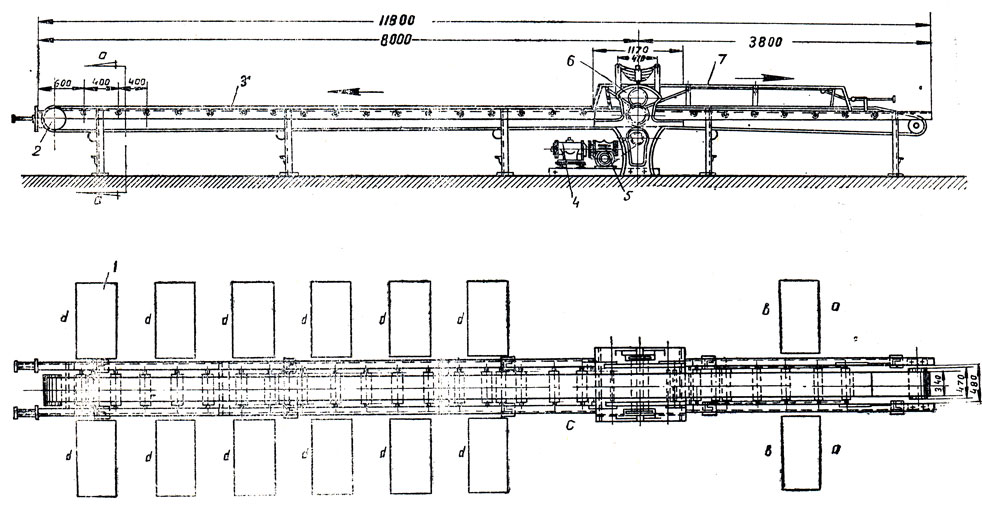
Поточные линии требуют дистанционного, централизованного управления с одного пульта, который устанавливается обычно в производственном цехе ближе к основным агрегатам. Шкаф с магнитными пускателями, контакторами и другими аппаратами размещается отдельно в более сухом и чистом месте.
Электрические схемы управления поточными линиями включают большое число элементов и достаточно громоздки. Чтобы обеспечить большую надежность, простоту и удобство эксплуатации, в разработанных поточных линиях сельскохозяйственного назначения, как правило, применяют однотипную аппаратуру управления, асинхронные двигатели с короткозамкнутым ротором. Составляют схемы с наименьшим числом контактов, используя простейшие средства индивидуальной защиты электродвигателей от перегрузок при помощи тепловых реле магнитных пускателей и индивидуальную или групповую защиту цепей электродвигателей от коротких замыканий при помощи электромагнитных расцепителей автоматов защиты.
В результате схемы различных поточных линий, применяемых в настоящее время, достаточно трафаретны.
Электротехническая промышленность начала выпускать специально для сельскохозяйственного производства унифицированные низковольтные распределительные устройства РУС, низковольтные комплектные устройства для дистанционного управления механизмами, ящики управления и т. д. Это оборудование позволит совершенствовать электроприводы поточных линий.
ЭЛЕКТРОПРИВОД ПОТОЧНЫХ ЛИНИИ ЗЕРНООЧИСТИТЕЛЬНО-СУШИЛЬНЫХ ПУНКТОВ И КОМПЛЕКСОВ
После комбайновой уборки зерно, особенно то, которое предназначено на семена, необходимо в кратчайший срок очистить от сорняков, а влажное, кроме того, высушить.
Внедрение поточной технологии послеуборочной обработки зерна позволяет значительно сократить затраты труда и увеличить производительность агрегатов.
Согласно этой технологии, для районов с относительно сухим климатом выпускаются зерноочистительные машины серии ЗАВ, для увлажненной зоны — зерноочистительно-сушильные комплексы кзс.
Каждый агрегат или комплекс, помимо машин, непосредственно обрабатывающих семена, и устройства для разгрузки автомобиля, включает набор транспортирующих машин: норий, ленточных транспортеров, шнеков.
Рис. 15.1. Технологическая схема зерноочистительного отделения КЗС-10:
1 — автомобиле-разгрузчик; 2 — приемный бункер; 5 — нория; 4 — машина первичной очистки; 5 — воздушно-ремонтная машина;6 — триерный блок; 7 — вентиляционная система; 8 — транспортеры.
Все машины согласованы по производительности и объединена в единую поточную линию, обслуживаемую одним-двумя операторами. Эти агрегаты и комплексы довольно крупные потребители электрической энергии (табл. 15.1). Разработаны еще более производительные агрегаты ЗАВ-50, 3AB-10U, КЗР-5 и специальные пункты для обработки и хранения семенного зерна. В колхозах и совхозах страны широко распространены зерноочистительно-сушильные комплексы КЗС.
Комплекс КЗС-10Ш производительностью 10 т/ч с шахтной сушилкой СЗШ-8 имеет зерноочистительное и сушильное отделения. Обработка зерна происходит по следующей технологической схеме (рис. 15.1). Поступающее зерно выгружается из автомобилей на автомобиле-разгрузчике 1 в приемный бункер 2.
Из бункера зерно поступает в ветвь а нории 3, поднимается ею и в зависимости от положения распределителя подается или в бункер резерва или в машину первичной очистки 4. После первичной очистки зерно в зависимости от его состояния по влажности может быть направлено в сушильное отделение или в ветвь нории 3 на вторичную очистку.
Табл. 15.1. Общие технические показатели зерноочистительных агрегатов
Вторичная очистка проводится сначала на воздушно-решетной машине 5. Затем винтовым транспортером 8 очищенное зерно направляется на триерный блок 6 для окончательной обработки. Очищенное зерно самотеком поступает в бункер чистого зерна. Отходы от воздушно-решетной машины, триерного блока, централизованной вентиляционной воздушной системы 7 поступают в бункеры фуража и отходов. Сюда же транспортером 9 доставляются отходы из машины первичной очистки.
К зерноочистительному отделению примыкает сушильное, куда подается влажное зерно после первичной очистки.
Электрические схемы соединений электродвигателей зерноочистительного отделения и их цепей управления обеспечивают: дистанционное включение и отключение электродвигателей в соответствии с выбранным маршрутом зерна.
В первом положении универсального переключателя S1 (рис. 15.2) замкнуты цепи 1, 2. При этом можно включать поочередно двигатели циклона M1, блока триеров М2, транспортера М3, воздушно-решетной машины М4, агрегата предварительной очистки с транспортером отходов М5, М6, загрузочной нории М7.
Во втором положении S1 замыкаются контакты 3 и последовательно вводятся в работу циклон, машина предварительной очистки, загрузочная нория. Когда замкнута цепь 4, включаются те же машины, что и в первом случае, за исключением триерного блока. Наладочный режим получают замыканием контактов 5 при помощи реле К8.
Рис. 15.2. Схема управления электродвигателями зерноочистительного отделения.
Универсальный переключатель S1, кнопки S2…S14 для включения и отключения двигателей размещаются на пульте управления, кнопка SJ5 в зерноочистительном отделении, а кнопка S16 в сушильном. Все электродвигатели снабжены тепловой защитой F1… F7. Промежуточное реле К9 позволяет отключить все двигатели в экстренном случае.
Все электродвигатели снабжены тепловой защитой F1… F7. Промежуточное реле К9 позволяет отключить все двигатели в экстренном случае.
На пульте, кроме кнопок, имеются лампы световой сигнализации о наличии напряжения, включении электродвигателей, заполнении бункеров. Аналогично построены и схемы управления двигателями сушильного отделения, а также комплексов КЗС-20Ш и других.
В КЗС и других комплексах для привода машин и агрегатов применяют асинхронные двигатели с короткозамкнутым ротором единых серий закрытого обдуваемого исполнения. Режим работы их продолжительный, нагрузка меняется незначительно.
Номинальная мощность вентилятора циклона 14 кВт, вентиляторов шахт сушилок и автомобилеподъемника по 10 кВт, норий — 2,2 кВт, зерноочистительных машин 3 и 1,1 кВт, триерного блока 2,2 кВт, транспортеров 1,5 кВт.
- Назад
- Вперёд
Описать работу и дишение поршня в компрессоре — Студопедия.Нет
Лабораторная работа 9
Тема работы:Исследование работы устройства автоматического управления задвижкой центробежного насосного агрегата
Цель работы:Понять принцип работы устройства, выявить возможные неисправности, определить тип электродвигателя и предложить аналог для замены.
Краткие теоретические сведения:
Насосные установки предназначены для транспортировки жидкости, заполнения и осушения резервуаров, для обслуживания механизмов (например, система водяного охлаждения).
Наибольшее распространение получили центробежные насосы.
Для централизованного обеспечения водой промышленных и сельскохозяйственных объектов сооружаются насосные станции, состоящие из крупных насосных агрегатов, и с обслуживающим персоналом.
Внутри корпуса насоса, который имеет, как правило, спиральную форму, на валу жестко закреплено рабочее колесо. Оно может быть открытого типа (диск на котором установлены лопасти) и закрытого типа — лопасти размещены между передним и задним дисками. Лопасти отогнуты от радиального направления в сторону, противоположную направлению вращения рабочего колеса. С помощью патрубков корпус насоса соединяется с всасывающим и напорным трубопроводами.
Если корпус насоса полностью наполнен жидкостью из всасывающего трубопровода, то при придании вращения рабочему колесу (например, при помощи электродвигателя) жидкость, которая находится в каналах рабочего колеса (между его лопастями), под действием центробежной силы будет отбрасываться от центра колеса к периферии. Это приведёт к тому, что в центральной части колеса создастся разрежение, а на периферии повысится давление. А если повышается давление, то жидкость из насоса начнёт поступать в напорный трубопровод. Вследствие этого внутри корпуса насоса образуется разрежение, под действием которого жидкость одновременно начнёт поступать в насос из всасывающего трубопровода. Таким образом, происходит непрерывная подача жидкости центробежным насосом из всасывающего в напорный трубопровод.
Это приведёт к тому, что в центральной части колеса создастся разрежение, а на периферии повысится давление. А если повышается давление, то жидкость из насоса начнёт поступать в напорный трубопровод. Вследствие этого внутри корпуса насоса образуется разрежение, под действием которого жидкость одновременно начнёт поступать в насос из всасывающего трубопровода. Таким образом, происходит непрерывная подача жидкости центробежным насосом из всасывающего в напорный трубопровод.
Центробежные насосы бывают не только одноступенчатыми (с одним рабочим колесом), но и многоступенчатыми (с несколькими рабочими колесами). При этом принцип их действия во всех случаях остается таким же, как и всегда. Жидкость будет перемещаться под действием центробежной силы, которая развивается за счёт вращающегося рабочего колеса.
На рисунке приведена схема управления насосной задвижкой, которая открывается и закрывается небольшим асинхронным двигателем через редуктор. При подаче напряжения на схему загорается в полнакала зеленая лампа HL1. Включение насосного агрегата производится через реле уровня РУ, которое замыкает один контакт в цепи управления двигателем М1 насоса Н, а другой — в цепи катушки реле РП1 двигателя задвижки М2.
При подаче напряжения на схему загорается в полнакала зеленая лампа HL1. Включение насосного агрегата производится через реле уровня РУ, которое замыкает один контакт в цепи управления двигателем М1 насоса Н, а другой — в цепи катушки реле РП1 двигателя задвижки М2.
После того как насос будет пущен и давление повысится до нормального значения, замкнет свой контакт реле давления РД в цепи катушки реле РП1. Это реле включится, закроет свой замыкающий контакт вы цепи катушки контактора открывания задвижки КО и откроет размыкающий контакт в цепи катушки контактора закрывания задвижки К3. Контактор КО сработает и включит двигатель М2 на открывание задвижки. Открывание контролируется конечным выключателем ВК2 и ярко горящей красной сигнальной лампой HL. Выключатель ВК2 разомкнет свой контакт, когда задвижка полностью откроется. При этом контактор КО отключится, двигатель М2остановится,погаснет горящая в полнакала зеленая лампа, а кранная лампа будет гореть тускло.
Процесс открывания задвижки, кроме того, контролируется аварийным конечным выключателем ВКА. При неисправности открывающих и закрывающих устройств этот выключатель отключает всю схему управления двигателем задвижки, о чем сигнализирует погасание обеих ламп. Замыкание контакта выключателя ВКА производится оператором при ручном закрывании задвижки.
При неисправности открывающих и закрывающих устройств этот выключатель отключает всю схему управления двигателем задвижки, о чем сигнализирует погасание обеих ламп. Замыкание контакта выключателя ВКА производится оператором при ручном закрывании задвижки.
Ход работы:
1. Ознакомиться с краткими теоретическими сведениями
2. Описать принцип работы устройства
3. Нарисовать схему электрическую принципиальную и описать взаимосвязь между блоками.
4. Описать возможные неисправности работы устройства и методы их устранения
5. Определить тип электродвигателя, описать его устройство и принцип работы
6. Предложить аналог электродвигателя для замены
7. Написать вывод о проделанной работе
8. Ответить на контрольные вопросы
9. Подготовить отчет по проделанной работе
Контрольные вопросы:
1. Какая разница между насосом и компрессором?
2. Для чего предназначена насосная установка?
3. Какая разница между центробежным и поршневым насосом?
Лабораторная работа 10
Тема работы:Исследование работы устройства поточно – транспортной системой
Цель работы:Понять принцип работы устройства, выявить возможные неисправности, определить тип электродвигателя и предложить аналог для замены.
Краткие теоретические сведения:
Принципы построения
• Пуск ЭД производится в направлении, обратном технологическому потоку (ЭД головного конвейера — первым, принимающего — последним). Это исключает возможность образования завалов транспортируемого груза.
• Остановка одного конвейера вызывает отключение всех следующих за ним (подающих материал), а остальные могут работать.
• Полная остановка поточной линии большой производительности начинается с отключения конвейера, подающего материал на другие конвейеры. Остальные отключаются поочередно.
• Пуск двигателей большой мощности производится поочередно. Это исключает большие провалы напряжения в сети.
• Возможность пуска и остановки любого конвейере, независимо от других, для опробования и наладки. Обычно «пуск» и «стоп» при наладке — с местного поста.
Блокировки.
• При неисправностях (соскальзывание ленты) отключается двигатель ведомого барабана по сигналу реле контроля скорости (РКС).
• «РКС» контролирует скорость ведомого барабана, который вращается от транспортирующей ленты непосредственно.
• Электрические блокировки последовательного пуска и остановки ЭД, запрета выполнения операций в нежелательной последовательности и др.
• Выполняются контактами пускателей, реле, переключателей и др. аппаратов
Сигнализация, предназначена для:
— контроля состояния механизмов (двигателей),
— оповещения о нормвльных и аварийных режимах,
— указания места и причины неисправности.
Звуковая сигнализация применяется для предупреждения персонала при пуске и остановке механизмов, особенно если они удалены от ОДП(объединенного диспетчерского пульта).
Световая сигнализация отображает на мнемосхеме режим работы и положение арматуры, соответствие положения органов управления состоянию объекта.
Аварийная и предупредительная сигнализация различаются по цвету (например, красный и желтый) и тональности (например, ревун и звонок).
Принцип построения узла предупредительной сигнализации представлен на рис. 3.3-9.
Перед пуском конвейеров оператор «ОДП» оповещает обслуживающий персонал на рабочем месте подачей звукового сигнала (Зв), который включается нажатием кнопки (Кн.3в).
Ответные сигналы с рабочих мест о готовности механизмов к работе подаются с помощью сигнальных ламп ЛС1 и ЛС2 «готов», установленных на «ОДП» и включаемых нажатием кнопок оповещения «Кн.О1» и «Кн.02».
Реле оповещения (Р01 и Р02) срабатывают, собираются цепи ЛС1 и ЛC2, и они засвечиваются.
После пуска конвейеров лампы гаснут (КЛ1 и КЛ2).
При управлении транспортирующими механизмами ПТС блокировки применяются не только для конвейеров, но и для обслуживающих устройств.
Типичным примером может быть блокировка работы конвейеров с положением шибера (перекидной заслонки), направляющего поток насыпного груза в одну или в другую сторону (рис. 3.3-10).
Технологическая схема.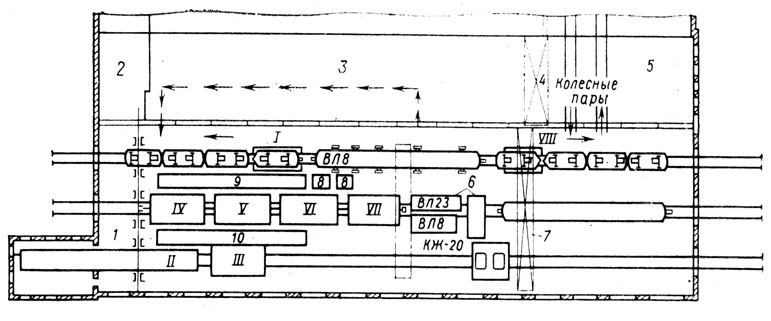
Транспортируемый материал с подающего конвейера 3 попадает вбункер-распределитель «Б», в который вмонтирован шибер «Ш». Раздача материала возможна по двум рукавам (влево или вправо) выбор которого определяется положением шибера, т. е. открытием или закрытием отверстия рукава.
На рисунке показано перекрытие правого рукава и поступление материала через левый рукав на раздаточный «конвейер 1» и далее в бункер «Б1».
Во избежание заввла бункеров материалом или длительного холостого хода конвейеров следует применить блокировки:
• по положению шибера — пуск конвейера 1 и 3 одновременно возможен при открытом левом рукаве (замкнут ВКШ1), а 2 и 3 — при открытом правом рукаве (замкнут ВКШ2).
• по неисправностям:
— остановка конвейеров при переполнении бункеров (датчики переполнения ДП1 или ДП2),
— остановка конвейеров при длительной работе на холостом ходу (реле времени, ограничивающие холостой ход, РВХ1 и РВХ2).
Примечание— Все контакты датчиков (ДП), реле (РВ) и положения (ВКШ) введены в электрическую схему управления.
Мнемосхема на ОДП (рис. 3.3-11) предназначена для отображения информации о состоянии механизмов и арматуры.
Участки мнемосхемы засвечены, если механизм работает (ЛCK1, ЛСКЗ) или открыт шибер (ЛСШ1), а остальные погашены
Подключение поточно-транспортной системы(далее ПТС) к трёхфазной сети осуществляется через автоматический выключателей QF1. Схема управления ПТС питается от понижающего трансформатора Тр и включается автоматическим выключателей SF.
ПТС осуществляется нажатием на кнопку SB2. В результате чего получит питание промежуточное реле KL и своими вспомогательными контактами поставит цепь на самопитание и подаст питание в цепь реле времени KT и магнитного пускателя KM1.
При получении питания в цепь реле времени KT1, происходит срабатывание звукового сигнала НА. По истечении 10 сек. контакт KT1 замкнётся и подаст питание на магнитный пускатель KM1. Который своими силовыми контактами включит двигатель М1; своими вспомогательными контактами отключит звуковую сигнализацию НА, зашунтирует вспомогательный контакт реле времени КТ1 и замкнёт свой вспомогательный контакт в цепи магнитного пускателя КМ2.
Включение второй части ПТС осуществляется нажатием на кнопку SB4, после чего получит питание магнитный пускатель KM3. Который своими силовыми контактами включит двигатель М3; своими вспомогательными контактами зашунтирует кнопку SB4 и замкнёт свой вспомогательный контакт в цепи магнитного пускателя КМ2.Таким образом двигатель М2 можно включить только после пуска двигателей М1 и М3, выключателем SA/
Для защиты двигателей M1-M3 от перегрузок, в схеме предусмотрены тепловые реле KK1-KK3.Для защиты силовых цепей и цепей управления от токов короткого замыкания, в схеме предусмотрены автоматические выключатели QF1, SF.
Ход работы:
1. Ознакомиться с краткими теоретическими сведениями
2. Описать предназначение основных узлов и блоковтехнологической схемы управления поточно – транспортной системы
3. Нарисовать схему электрическую принципиальную и описать принцип её работы.
4. Описать возможные неисправности работы устройства и методы их устранения
5. Определить тип электродвигателя, описать его устройство и принцип работы
6. Предложить аналог электродвигателя для замены
7. Написать вывод о проделанной работе
8. Ответить на контрольные вопросы
9. Подготовить отчет по проделанной работе
Контрольные вопросы:
1. Что в себя включает ПТС
2. Для чего предназначена ПТС?
3. Для чего нужна световая и звуковая сигнализация в ПТС?
Лабораторная работа 11
Тема работы:Измерение сопротивления защитного заземления электрооборудования и сопротивления петли «фаза-нуль»
Цель работы: Изучение метода измерения защитного заземления электрооборудования и сопротивления петли «фаза-нуль»
Проблема качества электроэнергии в системах электроснабжения предприятий Текст научной статьи по специальности «Электротехника, электронная техника, информационные технологии»
В1СНИК ПРИАЗОВСЬКОГО ДЕРЖАВНОГО ТЕХН1ЧНОГО УН1ВЕРСИТЕТУ
Вип. №11
2001 р.
ЕНЕРГЕТИКА
УДК 621.311
Жежеленко И.В.* ПРОБЛЕМА КАЧЕСТВА ЭЛЕКТРОЭНЕРГИИ В СИСТЕМАХ ЭЛЕКТРОСНАБЖЕНИЯ ПРЕДПРИЯТИЙ
Рассмотрен ряд вопросов проблемы качества электроэнергии в современных системах электроснабжения предприятий. Проведен анализ качества электроэнергии в Украине и за рубежом. Поставлены основные задачи дальнейшего развития вопросов расчета и нормализации качества электроэнергии.
Сегодня нет необходимости доказывать значимость проблемы качества электроэнергии. Наряду с проблемой энергоресурсосбережения, она относится к числу важнейших проблем современной электроэнергетики.
Круг вопросов, составляющих содержание этой проблемы, достаточно обширен и, в основном, сводится к следующим: оценке электромагнитной совместимости источников электромагнитных помех и других нагрузок, т.е. влиянию низкочастотных электромагнитных помех на электроустановки и оценке возникающего при этом экономического ущерба; оценке значений электромагнитных помех, генерируемых различными нелинейными и резкопеременными нагрузками, прогнозирование их значений в различных узлах систем электроснабжения, и, наконец, минимизации их уровней до значений, допустимых соответствующими стандартами, в отдельных случаях — с использованием оптимизационных решений.
Таким образом, говоря о проблеме КЭ, мы можем выделить ее основные аспекты: нормативный, расчетный, технический и экономический. В последнее десятилетие существенное развитие получают экономический и правовой аспекты проблемы. Это позволяет сделать заключение о том, что проблема качества электроэнергии может рассматриваться как самостоятельная научная дисциплина, самостоятельная отрасль знаний, сформировавшаяся в последние десятилетия прошедшего века наряду с такими новыми дисциплинами, как логистика, мехатро-ника, экология и др.
Наиболее высокую значимость проблемы КЭ иллюстрирует ее экономический аспект. Так, по последним данным, опубликованным в американских периодических журналах в 2000 году, ежегодный экономический ущерб в США, обусловленный низким качеством электроэнергии, составляет (по различным публикациям) 30-50 млрд.дол./год за счет отрицательного влияния, главным образом высших гармоник, а также несимметрии и колебаний амплитуды напряжения. Широкие исследования, проведенные в Советском Союзе к началу 90-х годов, позволили оценить суммарный ущерб величиной более 10 млрд. дол/год. Эта цифра меньше, чем значение ущерба от низкого качества электроэнергии электроэнергетики США, поскольку уровень использования нелинейных нагрузок, в первую очередь, устройств силовой преобразовательной техники, в 80-е годы в СССР был значительно ниже, чем в США в 2000 году. Исследования КЭ и оценка ущерба в промышленности СССР были выполнены по заданию тогдашнего Госкомитета по науке и технике кафедрой электроснабжения ПГТУ.
Диапазоны изменений показателей качества электроэнергии на предприятиях различных отраслей в России и Украине велики: в большинстве случаев они выходят за пределы допустимых по нормам стандарта ГОСТ 13109-97 и европейского стандарта. Рост установленной мощности нелинейных, а также несимметричных и резкопеременных нагрузок даже в развитых странах опережает внедрение мероприятий по минимизации генерируемых ими электромагнитных помех. Например, в низковольтных распределительных сетях Швейцарии содержание гармоник в течение 12 лет возросло на 30 %.
ПГТУ, акад. , д-р техн.наук, проф.
Суммарная установленная мощность управляемых тиристорных преобразователей на листовых и сортовых прокатных станах достигает 1000 МВт, на алюминиевых комбинатах -более 1000 МВт. Вновь сооружаемые электродуговые сталеплавильные печи имеют печные трансформаторы мощностью 200 МВ-А. Даже эти немногочисленные примеры позволяют судить о масштабах источников несинусоидальности, колебаний и несимметрии напряжения.
Экономический ущерб, обусловленный пониженным качеством электроэнергии, имеет две составляющие: электромагнитную и технологическую. Электромагнитная составляющая определяется, в основном, увеличением потерь активной мощности и соответствующим сокращением срока службы изоляции электрооборудования. При этом ущерб, связанный с несинусоидальностью, несимметрией и колебаниями напряжения, будет равен нулю при синусоидальности и симметрии системы линейных напряжений и отсутствия колебаний напряжения в сети; при отклонениях напряжения ущерб принимается равным нулю при напряжении, равном оптимальному. Технологическая составляющая ущерба вызывается влиянием качества электроэнергии на производительность технологических установок и себестоимость выпускаемой продукции, а также частичной или полной остановки производства.
Увеличение потерь электроэнергии за счет ее низкого качества может достигать 15-20%. Потери электроэнергии в электрических сетях Минтопливоэнерго Украины по официальным данным за 1999 и 2000 годы составляют около 20%. Доля потерь, обусловленных низким качеством электроэнергии, колеблется в пределах 2,5-3 %.
Дополнительные потери активной энергии в энергосистемах Западной Сибири, где велик удельный вес несимметричной и нелинейной нагрузки, составляет 5-7,5 %. Сокращение срока службы изоляции электрооборудования обусловлено дополнительным нагревом и необратимыми ионизационными процессами, вызванными пониженным ее качеством. Следующий пример иллюстрирует последствия этого явления на примере, заимствованном из январского номера журнала IEEE за 2000 год. В настоящее время в США установлено более 700 млн. 20 силовых трансформаторов в год.
Следует отметить, что фактически сокращение срока службы изоляции будет больше рассчитанного только с учетом нагрева, поскольку имеют место ионизационные процессы в изоляции; их влияние также поддается количественной оценке.
Существует априорно очевидная связь между качеством электроэнергии и надежностью электроснабжения. Основной причиной снижения надежности функционирования систем электроснабжения является именно ускоренное старение изоляции; математически это выражается в возрастании интенсивности потока отказов с течением времени. Например, измерения состояния изоляции в кабельных сетях 10 кВ двух идентичных толстолистовых прокатных станов, один из которых имел приводы по системе генератор-двигатель, другой — по системе тири-сторный преобразователь-двигатель показали, что во втором случае состояние изоляции оказалось значительно хуже, имела место повышенная аварийность в кабельных сетях, приводившая к нарушениям технологического процесса. Ущерб от перерывов электроснабжения достигает весьма больших величин. Так, в США по данным 2000 года, ущерб от перерыва электроснабжения составил 50 млрд. дол/год и прогнозируется рост этой цифры.
На целлюлозно-бумажном комбинате, по тем же данным, остановка технологического процесса приводит к потере порядка 250 тыс.дол. Аналогичные цифры характеризуют ущерб от перерывов электроснабжения таких крупных комбинатов России как Архангельский (156 тыс. дол), Котласский (162 тыс.дол), Сыктывкарский (108 тыс. дол). На заводе интегрированных микросхем в штате Аризона, США. 20-минунтный простой приводит к браку продукции на сумму 5-10 млн.дол., что вынудило построить собственную электростанцию мощностью 13 МВт.
Провалы напряжения также часто приводят к перерывам электроснабжения и, соответственно, к возникновению технологического ущерба.
Провалы напряжения возникают в результате отключений, как правило, воздушных линий и последующего автоматического повторного включения (однофазного или иного), а также в результате включения мощных электроприемников и других причин. Провалы негативно влияют на работу электроприемников и, прежде всего, помехочувствительных элементов, входящих в состав систем управления и контроля. В большинстве случаев они выполняются на базе микропроцессорной техники либо использования ЭВМ. Воздействие провалов, в особенности в сочетании с высшими гармониками, в ряде случаев приводит не только к локальным аварийным ситуациям, но и к полной остановке производства. Особую опасность провалы напряжения представляют для производств с использованием поточных линий (например, в машиностроении). Например, на заводе химволокна в Латвии ежегодный ущерб от отказов технологического оборудования в результате провалов напряжения составляет 617 тыс.дол. При этом каждый провал напряжения приводит в среднем к отказу 20 единиц технологического оборудования. Аналогичная ситуация имела место на автомобильном заводе «Москвич»; в грозовой сезон автоматизированные поточные линии фирмы «Рено» с автоматикой фирмы «Сименс» простаивали по несколько часов в сутки. Характерно, что увеличение мощности электроприемников и количества воздушных линий, питающих предприятие, снижает надежность электроснабжения. Это объясняется тем, что несколько снижается глубина провалов, но увеличивается их количество за счет расширения зоны влияния. Так, например, при подключении к районной подстанции, питающей завод химволокна, дополнительной воздушной линии 330 кВ среднегодовое число провалов напряжения на подстанции завода увеличилось за год на 18%.
Главными факторами, определяющими влияние провалов напряжения на устойчивость помехочуствительных устройств (т.е. отсутствие ложного срабатывания), являются глубина провала, (в меньшей мере длительность), состав нагрузки сети предприятия и уровень гармоник. Следовательно, нормировать необходимо допустимое значение некоторой функции этих параметров.
Нормирование только продолжительности провала, как это сделано в стандарте стран СНГ ГОСТ 13109-97, некорректно.
В последнее десятилетие в электротехнической практике рассматривается вопрос об интергармониках — гармонических колебаниях с частотами не кратными частоте питающей сети. В амплитудно-частотном спектре они находятся между каноническими гармониками либо каноническими и неканоническими.
Возникновение интергармоник в ряде случаев обусловлено модуляцией несинусоидальных процессов, кривые которых содержат только кратные гармоники, а также низкочастотными колебаниями, характерными для сетей с резкопеременными нелинейными нагрузками, такими, как электродуговые сталеплавильные печи, сварочные установки, частотно-регулируемые источники реактивной мощности, электроприводы с частотным регулированием скорости вращения. Интергармоники также являются причиной появления дополнительных потерь активной энергии, ускоренного старения изоляции и в целом снижения надежности электроснабжения. Спектры интергармоник могут быть получены по известным характеристикам корреляционных функций токов резкопеременных нагрузок.
Расчет показывает, что в цехах с большим удельным весом сварочных агрегатов потери электроэнергии за счет интергармоник достигает 3% величины потерь от канонических гармоник.
Расчетно-аналитический аспект проблемы качества электроэнергии в системах электроснабжения промпредприятий имеет ряд специфических особенностей, хотя общепринятое положение — расчет на основании линейных (или линеаризированных) схем замещения, в которых источник электромагнитной помехи представляется в виде источника тока или источника ЭДС — остается неизменным.
Практика выполнения расчетов несинусоидальных режимов с помощью компьютеров позволяет заключить, что целесообразным является использование метода узловых напряжений. Расчеты выполняются как в детерминированной, так и в вероятностной постановке.
Важным является вопрос о точности (или погрешности) расчетов, ибо это во многом определяет методику расчетов и их объем. Возможности современной компьютерной техники позволяют производить расчет в весьма сложных энергосистемах с учетом максимального числа влияющих факторов, однако в этом случае высокая точность расчетов далеко не всегда достигается в связи с неполнотой и некорректностью исходной информации. дкнс~ 0,1, свидетельствуют о том, что погрешность расчетов может значительно превосходить 5 %. Однако такая точность может быть достигнута и с помощью известных упрощенных методик, исключающих необходимость прибегать к учету максимального числа влияющих факторов; например, при расчете несинусоидальных режимов можно полагать амплитудно-частотную характеристику узла сети промпредприятия линейной в диапазоне частот до 650 Гц, а сопротивления элементов сети определять по усредненным значениям.
В практике расчета несинусоидальных режимов принято частотную характеристику активных сопротивлений элементов сети принимать из условий резкого проявления поверхностного эффекта. При этом, как свидетельствует практика, напряжения и токи гармоник могут быть определены с достаточной точностью для сетей 6-10 кВ и не всегда удовлетворительной -для сетей с напряжением до 1 кВ.
Однако оценки этих параметров в резонансных режимах и величин потерь, а также других аспектов влияния гармоник на электрооборудование требуют знания достаточно точных значений активных сопротивлений. Они должны определяться с учетом не только поверхностного эффекта, но и эффекта близости, влияния вихревых токов, распределенности параметров и других факторов.
При расчете несинусоидальных режимов в промышленных электрических сетях амплитудно-частотные характеристики активных сопротивлений удобно представлять с помощью имитирующих последовательно-параллельных активно-индуктивных цепей. Для определения их параметров могут использоваться методы синтеза электрических цепей и другие в сочетании с методом наименьших квадратов.
Эквивалентное значение активного сопротивления в узле сети можно найти по схеме замещения, состоящей только из активных сопротивлений, без учета реактивных. Для частот до 650 Гц погрешность расчета не превышает 7%.
Особого внимания заслуживает вопрос учета амплитудно-частотных характеристик питающей энергосистемы в узле подключения промышленных нагрузок. Эта характеристика может считаться линейной, если к шинам 6-10 кВ предприятия подключена ТЭЦ (блок-станция) или к узлу сети 110 кВ и выше подключена мощная электростанция. Линейной в диапазоне до 1000 Гц эта характеристика будет и в случае, если в сети 6-10 кВ имеется мощный парк синхронных и асинхронных электродвигателей с установленной мощностью не менее 100 МВ-А. В остальных случаях учет амплитудно-частотной характеристики обязателен.
Следует сказать, что методы расчета этих характеристик входных сопротивлений узлов разработаны достаточно подробно. При этом в случае сложной разветвленной сети энергосистемы, в первом приближении можно ограничиться учетом примыкающих линий и их нагрузок. Вообще же вопрос о том, какую часть сети можно не учитывать (отсечь) подлежит дальнейшей разработке.
Распределенность параметров высоковольтных воздушных линий с погрешностью не более 1 % можно не учитывать при длине ее 270 км и менее.
Практика эксплуатации свидетельствует о том, что в электрических сетях некоторых промышленных предприятий, на которых нет нелинейных нагрузок, появляются значительные гармоники напряжения и тока. Это наводит на мысль, что теорема Фостера о чередовании нулей и полюсов, справедливая для входных сопротивлений, остается в силе и для взаимных сопротивлений различных узлов или ветвей электрической сети. Значит, если в одном из узлов электрической сети находится источник гармоник, а частотная характеристика взаимного со-
противления между этими узлами имеет минимальное значение на частоте какой-либо гармоники, то во втором узле электрической сети появится напряжение этой гармоники.
Теорема Фостера для АЧХ взаимных сопротивлений доказана. Это объясняет возможность появления минимумов частотных характеристик взаимных сопротивлений и возникновения токов и напряжений высших гармоник в различных узлах электрической сети при отсутствии в них нелинейных нагрузок. Так, в электрических сетях некоторых предприятий с практически линейной нагрузкой (электродвигатели и трансформаторы) наблюдались резонансные режимы на частотах гармоник 7-11-го порядков, следствием которых были повреждения батарей конденсаторов. Источники гармоник (вентильные преобразователи электролизных установок, электродуговые сталеплавильные печи) находились на расстоянии 50-100 км от этих предприятий. Известны случаи распространения гармоник, генерируемых преобразователями Братского алюминиевого завода, на расстояние более 400 км. Это легко проиллюстрировать на примере частотных характеристик, представленных на рисунке.
Практика работы в энергохозяйстве предприятия подсказала важность вопроса определения гармоник тока в компенсированных сетях 6-10 кВ при однофазных замыканиях на землю. В этом случае, в особенности при однофазном замыкании в реактированных кабельных линиях, возможно появление в токе гармоник, значительно превышающих ток основной частоты, как правило, 7-й гармоники; в нереактированных сетях такое явление имеет место на частотах гармоник 11-13-го порядков. Известны случаи, когда токи гармоник достигали величины > 100 А; при этом вследствие прожигания кабеля однофазные замыкания переходили в междуфазные.
Эти явления исключаются при наличии фильтров, однако, отключение фильтра приводит к их появлению. Кстати, это дает основание заключить, что потоки отказов при несинусоидальных режимах в общем случае оказываются нестационарными, неординарными и немарковскими; математическая модель надежности, основанная на использовании простейших потоков, неприемлема.
Фильтрация высших гармоник путем подключения фильтрокомпенсирующих устройств к узлам сети, к которым подключены источники гармоник, сегодня имеют преимущественное распространение. Однако в разветвленных распределительных сетях с несколькими источниками гармоник такое решение может оказаться весьма дорогим; степень компенсации реактивной мощности может оказаться выше требуемой.
Централизованная коррекция несинусоидальных режимов, рекомендуемая одной из последних сессий СИГРЭ, в ряде случаев может оказаться более целесообразной в экономическом отношении. Идея такой фильтрации гармоник заключается в размещении одного или нескольких фильтрокомпенсирующих устройств на одной из подстанций распределительной сети, обеспечивающих снижение несинусоидальности до допустимых значений во всех узлах сети.
Соответствующая методика расчетов, внедренная в проектную практику, реализуется с помощью ЭВМ; разработана специальная программа расчетов.
Использование централизованной коррекции несинусоидальных режимов в сравнении с локальной — у каждого источника гармоник — обеспечивает в конкретных случаях снижение затрат на 15-25 %.
Расчет несимметричных режимов достаточно традиционен. До последнего времени не было ясности с определением значения сопротивления обратной последовательности вентильных преобразователей. Строгий подход, основанный на анализе электромагнитных процессов в преобразователе при несимметричных режимах, дал удвоенное значение сопротивления прямой последовательности.
Следует отметить, что непосредственный пересчет значений коэффициента несимметрии для узлов сети, если известно его значение в узле с источником несимметрии, невозможен. Необходимо определить задающий ток обратной последовательности — источник тока обратной последовательности — и вести расчет известными методами. Расчет аналогичен случаю расчета гармоник (здесь также удобен метод узловых потенциалов), более того — на практике используется единая программа расчетов.
Расчет амплитуды колебаний напряжения и оценка допустимости их в узлах сети предприятия в соответствии с принятыми в настоящее время подходами, основанными на имитировании воздействия колебаний светового потока на принятую модель органа зрения человека; анализ колебаний напряжения различной формы кривых позволяет оценить степень этого воз-
действия — интенсивность или дозу фликера — только в случае, если кривая колебания напряжения и ее параметры известны с достаточной точностью, что отнюдь не всегда имеет место в проектной практике, поэтому прогноз ожидаемого уровня колебаний весьма затруднен.
В связи с этим в настоящее время ведется разработка методов оценки интенсивности фликера для ряда характерных промышленных электроприемников с учетом режима их работы — методов, основанных на положениях повсеместно принятых норм европейского стандарта. Необходимы также методы оценки интенсивности фликера в узлах сети, где нет источников колебаний напряжения — резкопеременных детерминированных или случайных нагрузок; методы, позволяющие рассчитывать параметры корректирующих устройств, предназначенных для снижения уровня колебаний напряжения до допустимых значений.
Такая методика на сегодняшний день имеется, — она разработана применительно к электрическим сетям прокатных станов, позволяет оценить интенсивность фликера в узлах сети прокатного стана и смежных и выбрать параметры статического компенсатора.
Опуская вопросы мониторинга в проблеме качества электроэнергии, перейдем к вопросам коррекции показателей, характеризующих качество электроэнергии. Для снижения уровней ПКЭ на сегодняшний день разработаны и используются методы и технические средства, многие из которых можно считать традиционными. Главная особенность таких средств — это их многофункциональность, т.е. позитивное воздействие на несколько параметров систем электроснабжения. Так, фильтрокомпенсирующие устройства на базе простых режекторных крупных или сложных комбинированных фильтров обеспечивает фильтрацию высших гармоник и компенсацию реактивной мощности. Еще более широкими возможностями обладают активные и гибридные фильтры, с помощью которых снижается также уровень интергармоник.
Симметрокомпенсирующие устройства обеспечивают снижение уровня гармоник, симметрирование системы линейных напряжений и компенсацию реактивной мощности. Все эти устройства обеспечивают также некоторую компенсацию отклонений напряжения основной частоты.
Быстродействующие статические компенсаторы снижают уровень колебаний напряжения, но одновременно улучшают гармонический состав напряжения сети и снижают несимметрию.
Этих примеров достаточно для иллюстрации положения о многофункциональности современных технических средств улучшения качества электроэнергии.
Несимметрию напряжений, обусловленную наличием несимметричных электроприемников, можно ограничить до допустимых значений как с помощью схемных решений, так и путем применения специальных симметрирующих устройств. При соотношении мощностей короткого замыкания в узле сети и однофазной нагрузки более 50, коэффициент обратной последовательности напряжений не превышает 2 %. Поэтому целесообразно присоединять электроприемники, вызывающие несимметрию, к узлам сети, где мощность короткого замыкания удовлетворяет этому соотношению. Например, мощные однофазные электроприемники подключаются через отдельные трансформаторы к шинам 110-220 кВ, где уровень мощности к.з. достаточно велик. В ряде случаев снижение несимметрии напряжений может быть обеспечено рациональным распределением нагрузок. При невозможности обеспечить требуемый уровень несимметрии напряжений с помощью схемных решений применяют симметрирующие устройства. Они выполняются неуправляемыми или управляемыми в зависимости от особенностей графика нагрузки. Известно большое число схем симметрирующих устройств, которые имеют как электрические, так и магнитные связи между элементами. Каждое конкретное схемное и техническое решение имеет определенные достоинства и недостатки, ограничивающие область их применения. Управляемые симметрирующие устройства могут иметь как непрерывное (аналоговое), так и ступенчатое (дискретное) управление.
Конденсаторные батареи корректирующих устройств набираются из нескольких групп, одна из которых подключена постоянно, а другие — переменно. Переключения осуществляются с помощью контакторов или тиристорных ключей. Такое устройство, разработанное Институтом электродинамики Украинской Академии Наук, было установлено на металлургическом комбинате в Мариуполе. В настоящее время находит применение плавное регулирование емкостных элементов путем подключения параллельно конденсаторам реакторов, управляемых тиристорами.
Для симметрирования системы линейных напряжений при однофазных и двух- и трехфазных несимметричных нагрузках широко применяются батареи конденсаторов с неодинаковыми мощностями фаз, используемые для компенсации реактивной мощности в сети.
Фильтросимметрирующие устройства представляют собой фильтры ВГ, собранные на базе БК симметрирующего устройства, — так называемые несимметричные фильтры. Вопрос снижения уровней гармоник с использованием фильтрокомпенсирующих устройств в последние десятилетия решен в теоретическом и прикладном плане достаточно подробно. Нами разработана серия таких устройств для сетей 10 кВ, которые выпускаются в России, и для сетей 0,4 кВ, а также практические рекомендации для проектных организаций, в том числе по применению ненагруженных фильтров.
Несомненно, важной проблемой является разработка и экономическое обоснование использования мощных активных и гибридных фильтров в промышленных электрических сетях.
Для разделения быстропеременной и спокойной нагрузок могут использоваться различные схемы и устройства. Наиболее простой является схема, основанная на использовании сдвоенного реактора: спокойные и быстропеременные нагрузки подключаются к различным секциям (обмоткам) реактора. Применение этого способа для подключения дуговых печей и мощных электродвигателей позволяет в ряде случаев обеспечить на шинах «спокойной» нагрузки колебания, допустимые стандартом.
Для резкопеременных и спокойных нагрузок применяются также трансформаторы с расщепленными обмотками.
Применение установок продольной компенсации наиболее эффективно при преобладании реактивного сопротивления, а также при низких значениях коэффициента мощности. При пиковых нагрузках устройства оказываются эффективным средством уменьшения размахов изменения напряжения. Они находят значительное применение для электроснабжения сварочных установок и рудно-термических печей. Устройства продольной компенсации включаются последовательно со сварочными или печными трансформаторами, т.е. параллельно ветви намагничивания трансформатора. В образовавшемся феррорезонансном контуре при резких изменениях нагрузки, шунтировании или расшунтировании батареи возможно возникновение феррорезонанса токов и субгармонических колебаний; в этом случае возникают 8-10-кратные увеличения тока и перенапряжения на батарее с кратностью 2-2,5. Появление субгармоник может привести к возникновению субгармонического резонанса, при котором наблюдаются периодические колебания напряжения; в результате становится заметным мигание ламп, возникают периодические колебания частоты вращения роторов электродвигателей. Значительные субгармоники напряжения наблюдались в сети реверсивного прокатного стана, где была применена продольная компенсация.
Если связь системы электроснабжения прокатного стана с ТЭЦ или подстанцией завода осуществляется по протяженному шинопроводу, то при работе стана также возникают субгармонические колебания. Такие явления были нами зафиксированы в сети 10 кВ непрерывного прокатного стана, связанного с ТЭЦ шинопроводом общей длиной (с ответвлениями) около 14 км. Возникающие при этом кратковременные перенапряжения были причиной повышенной аварийности в кабельной сети.
Для борьбы с недостатками продольной компенсации практикуется ряд методов. К ним относятся применение специальных конденсаторов, допускающих кратковременные перенапряжения; использование постоянно включенных шунтирующих резисторов, сопротивления которых в несколько раз превосходят сопротивления конденсаторов при промышленной частоте; подключение параллельно конденсаторам защитных разрядников, шунтирующих конденсаторы при КЗ за ними на стороне потребителя.
В системах электроснабжения прокатных станов и мощных дуговых сталеплавильных печей преимущественное применение находят быстродействующие статические компенсаторы реактивной мощности. Компенсация колебаний напряжения осуществляется за счет компенсации набросов реактивной мощности; например, на современных станах холодной прокатки скорость набросов составляет 2000 Мвар/с.
Применение тех или иных технических средств в конкретных случаях обосновывается техническими соображениями и экономическими расчетами.
В заключение — несколько примеров решения проблем, возникших в связи с низким качеством электроэнергии.
1. На заводе полупроводниковых материалов от одного трансформатора в сети 0,4 кВ питаются 12 трехфазных печей сопротивления через тиристорные преобразователи. При последовательном включении печей включение 7-й печи вызывало автоколебания в сети 0,4 кВ, — при этом амплитуды колебаний тока превосходили допустимые по уставкам релейной защиты; трансформатор отключался. Долгое время цех работал с половинной производительностью. Решение проблемы заключалось в подключении к сети 0,4 кВ конденсатора мощностью 30 Квар, который «отсосал» гармоники 30-40-х порядков. Проникновение их в системы управления и приводило к нарушению устойчивости и появлению автоколебаний.
Отметим, что нормальная работа цеха была обеспечена при общем увеличении несинусоидальности. При включении конденсатора вырос уровень гармоник относительно низких порядков.
2. В северо-восточной Сибири на линиях 220 кВ возникали резкие повышения напряжения — до 250-260 кВ, сопровождавшиеся ростом уровней 3 и 9-й гармоник. В результате иногда имели место отключения линий. При исследовании проблемы было установлено, что неблагоприятные явления наблюдаются при магнитных бурях, во время которых вдоль меридиана появляются электромагнитные поля с градиентом 2-3 кВ/км. Линии были расположены именно вдоль меридианов и между нулевыми точками заземленных автотрансформаторов возникало напряжение порядка 400-500 В и периодом около получаса, то есть практически постоянное напряжение. Дополнительное намагничивание стали автотрансформаторов постоянным током и вызывало появление значительных гармоник, кратных трем, и все неблагоприятные последствия.
Введение емкостей в цепи заземления автотрансформаторов, — их величина выбиралась таким образом, чтобы не нарушить селективность работы защит от замыкания на землю, — позволило резко снизить уровни гармоник нулевой последовательности и практически полностью исключить неблагоприятные последствия влияния магнитных бурь.
Выводы
В настоящее время сложно говорить о приближении к коренному решению проблемы качества электроэнергии. Это станет возможным лишь при разработке экономически обоснованных норм, методов и средств минимизации уровней показателей качества электроэнергии, решения правовых вопросов проблемы, а в странах с переходной экономикой — к тому же коренного подъема экономики.
Перечень ссылок
1. Жежеленко И.В. Высшие гармоники в системах электроснабжения промпредприятий. Изд-е 4-е.- М.: Энергоатомиздат, 2000,- 332 с.
2. Жежеленко И.В, Саенко Ю.Л. Показатели качества электроэнергии и их контроль на промышленных предприятиях. Изд-е 3-е.- М: Энергоатомиздат, 2000. 254 с.
Жежеленко Игорь Владимирович. Ректор ПГТУ, академик АН высшей школы Украины, д-р техн.наук, проф., завкафедрой электроснабжения промышленных предприятий, окончил Московский энергетический институт в 1954 году. Основные направления научных исследований — проблемы качества электроэнергии.
Статья поступила 30.05.2001.
Типовые схемы управления
Для управления силовым электрооборудованием в электрических цепях используют разнообразные устройства дистанционного управления, защиты, телемеханики и автоматики, воздействующие на коммутационные аппараты его включения и отключения или регулирования.
На рис.5.4 приведена принципиальная схема управления асинхронным электродвигателем с короткозамкнутым ротором. Данная схема широко используется на практике при управлении приводами насосов, вентиляторов и многих других.
Перед началом работы включают автоматический выключатель QF. При нажатии кнопки SВ2 включается пускатель КМ и запускается двигатель М. Для остановки двигателя необходимо нажать кнопку SВ1, при этом отключаются пускатель КМ и двигатель М.
Рис.5.4. Схема включения асинхронного электродвигателя с короткозамкнутым ротором
При перегрузке электродвигателя М срабатывает электротепловое реле КК, размыкающее контакты КК:1 в цепи катушки КМ. Пускатель КМ отключается, двигатель М останавливается.
В общем случае схемы управления могут осуществлять торможение электропривода, его реверсирование, изменять частоту вращения и т.д. В каждом конкретном случае используется своя схема управления.
В системах управления электроприводами широко используются блокировочные связи. Блокировкой обеспечивают фиксацию определенного состояния или положения рабочих органов устройства или элементов схемы. Блокировка обеспечивает надежность работы привода, безопасность обслуживания, необходимую последовательность включения или отключения отдельных механизмов, а также ограничение перемещения механизмов или исполнительных органов в пределах рабочей зоны.
Различают механическую и электрическую блокировки.
Примером простейшей электрической блокировки, применяемой практически во всех схемах управления, является блокировка кнопки «Пуск» SB2 (рис. 5.4.) контактом КМ2. Блокировка этим контактом позволяет после включения двигателя кнопку SB2 отпустить, не прерывая цепи питания катушки магнитного пускателя КМ, которое идет через блокировочный контакт КМ2.
В схемах реверсирования электродвигателей (при обеспечении движения механизмов вперед-назад, вверх-вниз и т.д.), а также при торможении применяются реверсивные магнитные пускатели. Реверсивный магнитный пускатель состоит из двух нереверсивных. При работе реверсивного пускателя необходимо исключить возможность их одновременно включения. Для этого в схемах предусматриваются и электрическая, и механическая блокировки (рис. 5.5). Если реверсирование двигателя выполняется двумя нереверсивными магнитными пускателями, то роль электрической блокировки играют контакты КМ1:3 и КМ2:3, а механическая блокировка обеспечивается кнопками SВ2 и SВ3, каждая из которых состоит из двух контактов, связанных между собой механически. При этом один из контактов-замыкающий, другой — размыкающий (механическая блокировка).
Схема работает следующим образом. Предположим что при включении пускателя КМ1 двигатель М вращается по часовой стрелке и против часовой — при включении КМ2. При нажатии кнопки SВ3 сначала размыкающий контакт кнопки разорвет цепь питания пускателя КМ2 и только потом замыкающий контакт SВ3 замкнет цепь катушки КМ1.
Рис.5.5. Механическая и электрическая блокировки при реверсировании привода
Пускатель КМ1 включается, запускается с вращением по часовой стрелке двигатель М. Контакт КМ1:3 размыкается, осуществляя электрическую блокировку, т.е. пока включен КМ1, цепь питания пускателя КМ2 разомкнута и его нельзя включить. Для осуществления реверса двигателя необходимо его остановить кнопкой SВ1, а затем, нажав кнопку SВ2, запустить в обратную сторону. При нажатии SВ2 сначала размыкающим контактом SВ2 разрывается цепь питания катушки КМ1 и далее замыкается цепь питания катушки КМ2 (механическая блокировка). Пускатель КМ2 включается и реверсирует двигатель М. Контакт КМ2:3, размыкаясь, осуществляет электрическую блокировку пускателя КМ1.
Чаще реверсирование двигателя выполняется одним реверсивным магнитным пускателем. Такой пускатель состоит из двух простых пускателей, подвижные части которых между собой связаны механически с помощью устройства в виде коромысла. Такое устройство называется механической блокировкой, не позволяющей силовым контактом одного пускателя КМ1 одновременно замыкаться силовым контактам другого пускателя КМ2 (рис. 5.6).
Рис. 5.6. Механическая блокировка «коромыслом» подвижных частей двух пускателей единого реверсивного магнитного пускателя
Электрическая схема управления реверсом двигателя при помощи двух простейших пускателей единого реверсивного магнитного пускателя такая же, как и электрическая схема управления реверсом двигателя с использованием двух нереверсивных магнитных пускателей (рис. 5.5), с применением в электрической схеме таких же электрических и механических блокировок.
При автоматизации электроприводов поточных линий, конвейеров и т.п. применяется электрическая блокировка, которая обеспечивает пуск электродвигателей линии в определенной последовательности (рис. 5.7). При такой схеме, например, включение второго двигателя М2 (рис. 5.7) возможно только после включения первого двигателя М1, включение двигателя М3 – после включения М2. Такая очередность пуска обеспечивается блокировочными контактами КМ1:3 и КМ2:3.
Рис. 5.7. Схема последовательного включения двигателей
Пример 5.1. Используя электрическую схему (рис. 5.4) управления асинхронным электродвигателем с короткозамкнутым ротором, необходимо включить в эту схему дополнительные контакты, обеспечивающие автоматическую остановку электродвигателя рабочего механизма в одной и в двух заданных точках.
Решение. Требование задачи обеспечить остановку электродвигателя в одной заданной точке может быть выполнено путевым выключателем SQ1 с нормально закрытым контактом, установленным последовательно с блок-контактом KM2, шунтирующим кнопку SB2. Для остановки электродвигателя рабочего механизма в двух заданных точках последовательно с контактом путевого выключателя SQ1 размещают контакт второго путевого выключателя SQ2. На рис. 5.8 приведены электрические схемы остановки электродвигателя в одной и в двух заданных точках. После пуска двигателя механизм приходит в движение и при достижении места остановки нажимает на путевой выключатель, например SQ1, и электродвигатель останавливается. После выполнения необходимой технологической операции вновь нажимаем на кнопку SB2, и механизм продолжает движение до следующего путевого выключателя SQ2, где технологическая операция заканчивается.
Рис. 5.8 К примеру 5.1
Пример 5.2. В электрическую схему (рис. 5.5) управления реверсом короткозамкнутого асинхронного двигателя с помощью блокировочных связей следует ввести элементы световой сигнализации для контроля направления вращения двигателя.
Решение. Схема световой сигнализации контроля направления вращения двигателя при реверсе, совмещённая со схемой управления реверсом двигателя, приведена на рис. 5.9. При вращении двигателя, например вправо, горит лампа HL1, включаемая контактом KM1.4 магнитного пускателя KM1, при этом лампа HL2 погашена, т.к. магнитный пускатель KM2 не включён. При вращении двигателя влево горит лампа HL2, включённая контактом KM2.4 магнитного пускателя KM2. Таким образом, лампа HL1 сигнализирует о вращении двигателя вправо, а лампа HL2 — о вращении двигателя влево. В результате блокировочными связями световая сигнализация обеспечивает контроль над направлением вращения двигателя при реверсе.
Рис. 5.9 К примеру 5.2
Контрольные вопросы
1. Как подразделяются электрические схемы по видам и типам?
2. Каковы основные правила построения электрических схем?
3. Приведите примеры буквенного обозначения электрических элементов.
4. Приведите примеры графического обозначения электрических элементов.
5. Нарисуйте схемы включения двигателя, приведенные на рис. 5.1, 5.2 и 5.4.
6. Объясните работу схем на рис. 5.5 и 5.7.
Дата добавления: 2019-02-08; просмотров: 2414; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Stop the Line: качество без компромиссов
Методы бережливого производства появились на производстве, где общепринятое мнение заключалось в том, что цель состоит в том, чтобы произвести как можно больше товаров как можно быстрее. Когда Тайичи Оно представил в Toyota шнур Andon, разрешив каждому сотруднику на сборочной линии немедленно останавливать производство, если они заметили проблему или дефект, даже люди в его собственной компании думали, что он сошел с ума.
На самом деле, у тех менеджеров, которые внедрили процедуру Андона и остановили линию, резко упала производительность, а у менеджеров, которые не видели своих номеров, они остались на прежнем уровне. Но в конечном итоге система Оно доказала свою эффективность. Менеджеры, остановившие линию, вскоре догнали, а затем и превзошли своих коллег, производя больше автомобилей, более эффективно и с более надежным качеством.
Как и предполагал Оно, остановка линии сместила фокус всего автозавода с простого максимизации текущих процессов на их улучшение. Временная потеря производства была инвестицией в создание более совершенных процессов. Готова ли ваша компания сделать то же самое?
Риски «остановки линии»
Конечно, в любой компании остановка линии связана с рисками:
1) Потеря дохода
Очевидный риск остановки линии заключается в том, время, ваша компания не производит продукт. Когда производство остановлено, ваша компания тратит деньги, не зарабатывая их. Хотя степень риска зависит от маржи вашей компании, ни один бизнес не может позволить себе оставаться в таком состоянии долго.
2) Пропущенные сроки
Предоставление рядовым сотрудникам возможности остановить производство также сопряжено с очень реальным риском того, что вы можете не уложиться в сроки, обещанные клиентам и партнерам. Опять же, в зависимости от компании или отрасли, это может представлять огромный риск для будущих деловых отношений и может поставить под угрозу некоторые контракты.
3) Нестабильные поставки
Даже без крайних сроков остановка производства может означать, что ваш продукт не является нестабильным предложением для ваших клиентов. Это может не только разочаровать клиентов, но и создать возможности для конкурентов. Люди, которым ваш продукт нужен прямо сейчас (особенно если вы используете систему инвентаризации «как раз вовремя»), будут склонны искать в другом месте.
Для некоторых предприятий и отраслей может быть еще больше рисков. Возможно, ваша технология не является быстрой и простой в остановке и перезапуске, или окна доставки сжаты. Если вам нужно успеть на рейс с эффектом красных глаз, сделать доставку FedEx или иметь товар в магазинах к Черной пятнице, задержка даже на несколько минут может стоить дней или недель негативных последствий.
Преимущества «Остановки линии»
Однако, как доказал Оно на примере Toyota, внедрение процедур остановки производства имеет определенные преимущества:
1) Улучшенное качество
Конечно, очевидное преимущество заключается в том, что вы определяете проблемы с качеством и устраняете их перед отправкой продукта. Это приводит к улучшению качества продукции и повышению удовлетворенности клиентов. Но остановка очереди имеет и другие преимущества, которые могут быть менее очевидными.
2) Сокращение времени, затрачиваемого на контроль качества
Каким бы ни был механизм контроля качества вашего продукта или услуги, поставка продуктов более высокого качества, прежде всего, ускоряет процесс.
3) Улучшение процесса
Ошибки и ошибки выявляются и исправляются раньше, чтобы в целом было сделано меньше ошибок.
4) Повышение вовлеченности сотрудников
Когда сотрудники чувствуют, что им доверяют и что у них есть личные полномочия уделять внимание качеству продукции, они чувствуют себя более ответственными и более вовлеченными. Их чувство сопричастности и ответственности улучшается, что способствует повышению вовлеченности и производительности.
5) Предотвращает накопление проблем
В зависимости от отрасли небольшие проблемы с качеством в одной области или отделе могут вызывать задержки и обходные пути в другом отделе, что, в свою очередь, влияет на еще один отдел и еще на один.
Со временем вся система может в конечном итоге накопить большое количество своеобразных ошибок, проблем, проблем и обходных путей, которые становится трудно искоренить и решить. Это особенно актуально при разработке программного обеспечения и является сильным аргументом в пользу ранней остановки линии.
«Остановка линии» на практике
Системы бережливого производства широко применяются во многих компаниях и отраслях, не связанных непосредственно с производством. Итак, что на самом деле означает «остановить линию»?
Остановка линии означает две вещи:
- Временная остановка производства в текущих условиях или с текущим продуктом;
- Немедленно вызвать помощь.
Остановка очереди означает, что каждый на каждом уровне немедленно сосредоточится на решении этой проблемы, и отдельные люди, команды или отделы не должны пытаться решить ее в одиночку.
При правильном выполнении остановка линии приводит к немедленной, продуктивной поддержке и сотрудничеству.
Если вы реализуете политику «стоп-линии», но не организуете быстрое, системное и эффективное реагирование, то вы создаете больше проблем, чем решаете, и рискуете наказать сотрудника, вызвавшего тревогу .
Останов линии может быть инициирован рядовым сотрудником, тестировщиком качества или даже покупателем, обнаружившим критический недостаток продукта. Это может быть тимлид или руководитель отдела, который считает, что его группа не может быть эффективной в текущих условиях по причинам, не входящим в его зону ответственности. Это может быть вызвано даже техническим сбоем. Но как только и включено (фактически или виртуально), происходит несколько вещей:
Обея — комплексный подход к решению проблем
Затронутые сотрудники, отделы и руководство собираются для выявления проблемы и определения ее последствий и ответвлений.
Obeya объединяет лиц, решающих проблемы, и лиц, принимающих решения, в одном месте в одно и то же время, чтобы никому не приходилось ждать дополнительной информации или разрешения продолжить работу.
Если компания внедрила бережливое управление в глобальном масштабе, другие отделы и сотрудники предложат помощь во время Обейи по мере необходимости.
Дзидока — это акт фактической остановки производства
Возможно, что при срабатывании предупреждения группа или лидер могут решить, что на самом деле останавливаться не нужно, так что это не неизбежный результат триггера Андон.
Однако, особенно в компаниях, занимающихся программным обеспечением и технологиями, дзидока может быть необходима, поскольку проблемы и решения в одной области могут потребовать изменений в другой. Если руководство решит, что одни отделы продолжат работать, а другие прекратят работу, они рискуют получить несовместимые решения.
Связь
Во многих местах, где используются доски Канбан, есть специальная дорожка или карточка для дзидока. Важно, чтобы не только затронутые сотрудники, но и вся организация знали, что происходит, кто затронут и каковы следующие шаги. Связь является постоянной и активной до тех пор, пока проблема не будет решена, а затем решение сообщается всем.
Внедрение решений и постоянное совершенствование
В Обейе все сосредоточены на решении текущих, неотложных проблем. Но важно, чтобы после разрешения ситуации за ней последовали размышления и обучение, чтобы увидеть, есть ли уроки, применимые к другим ситуациям, или как можно улучшить процесс, чтобы предотвратить возникновение подобных проблем в будущем.
Остановка линии — важная концепция в системах бережливого производства, обеспечивающая сохранение качества продукции, инвестирование в улучшение процессов и расширение возможностей сотрудников. Степень, в которой данная компания может реализовать эту практику, зависит от их отрасли и потребностей бизнеса.
Но помните, что остановка линии на раннем этапе производства чревата негативными последствиями для последующих стадий и повышает ценность продукта для клиента. Это фантастический инструмент при разумном использовании и важная часть поиска совершенства.
Попробуйте Kanbanize бесплатно
4 Общие проблемы с производственной линией: как современные двигатели могут помочь?
| Загрузите эту статью в формате .PDF Файлы этого типа содержат графику и схемы с высоким разрешением, если применимо. |
Тенденции, влияющие на современные двигатели и приводы, такие же, как и на другое производственное оборудование. Одним из примеров является потребность в модульных продуктах, которые облегчают интеграцию с существующими производственными линиями или легко модернизируются/заменяются с течением времени. Клиенты также требуют эффективности. Это часто означает драйверы, которые могут обрабатывать больше осей, двигатели, которые обеспечивают больший крутящий момент и скорость, и оба делают это в меньшем корпусе.
Еще одной серьезной проблемой является обеспечение безопасности, поскольку производственные линии увеличивают мощность и скорость работы. Кроме того, передовая автоматизация и промышленный Интернет вещей (IIoT) увеличивают потребность в подключении.
В этой статье рассматриваются эти изменения на рынке двигателей и приводов. В частности, в нем рассматривается, как четыре тенденции влияют на решения в области проектирования, подключения и безопасности.
1. Устранение переналадок линии
Останов линии для замены инструментов или продуктов требует больших затрат. Традиционные двигатели переменного (переменного) или постоянного тока (постоянного тока) могут ограничивать такие функции, как индексация или перемещение деталей разных размеров на одной линии. Современные производственные линии все чаще используют передовую автоматизацию и робототехнику, которые выигрывают от знания положения или фазы двигателей.
Сервоприводы или шаговые двигатели в робототехнике могут снизить потребность в перенастройках и дополнительном оборудовании на последующих этапах. Например, роботизированная рука и машинное зрение могут работать вместе, чтобы собирать и размещать детали на конвейерной ленте в определенной ориентации или разделять их в зависимости от размера или конкретного продукта.
Эта новая информация объединяет производственные линии. Раньше одна секция производственной линии могла доставлять продукцию в конец сборочной линии, а другая, скажем, упаковывать продукцию в коробки. Добавление дополнительных средств передачи данных и управления с помощью серводвигателей и шаговых двигателей может сократить количество аппаратных средств и объединить сегментированную производственную линию.
По данным PR Newswire и MarketsandMarkets.com, передовая автоматизация и стандарты энергоэффективности привели к росту производства серводвигателей и приводов. Ожидается, что рынок вырастет с 10,26 млрд долларов США в 2015 году до 10,43 млрд долларов США в 2018 году. По данным Globe Newswire, к 2022 году он достигнет 15,92 млрд долларов США. Передовая автоматизация и робототехника являются ключевыми факторами роста на рынке серводвигателей и шаговых двигателей, который в очередь ведет к меньшим, более мощным двигателям и усовершенствованным драйверам.
Конструкция двигателя Sinochron предлагает преимущества в приложениях с длительным режимом работы без энкодера. Области применения могут включать питание конвейерного оборудования, эскалаторов, намоточных машин, компрессоров и тяговых приводов. ABM Drives™ Sinochron является одним из примеров того, как двигатели непрерывного действия конкурируют по эффективности и уровню затрат (экономия до 35% стоимости энергии).
Серводвигатели и шаговые двигатели дороже двигателей переменного и постоянного тока. Однако их использование неуклонно растет благодаря преимуществам расширенной автоматизации в приложениях для индексации или управления положением. Как правило, непрерывные или автономные двигатели имеют особое применение; следовательно, серводвигатели и шаговые двигатели вряд ли заменят их полностью. В общем, у каждого мотора есть свое применение.
«Несмотря на то, что типы двигателей зависят от конкретного применения, благодаря снижению стоимости и дополнительным функциям серводвигатели появляются в новых местах, — говорит Джон Коваль, директор по развитию бизнеса B&R Industrial Automation. «Поскольку сервоприводы дешевеют, конструкция упаковщика гильз может перейти от механических устройств к сервоприводам, чтобы индексировать, подворачивать клапаны и сжимать гильзы после склеивания. Хотя это увеличивает количество осей, это также делает машину более гибкой, снижает трудозатраты и уменьшает количество изменений с течением времени. Изменения формата становятся изменениями рецепта, которые не требуют инструментов или сменных деталей. Эти преимущества перевесят любую разницу в стоимости, которую могут иметь эти двигатели. Движущей силой снижения стоимости серводвигателей являются производственные процессы и модульность».
2. Замена заказных двигателей
Многие OEM-производители предлагают модульные конструкции, которые позволяют им экономически эффективно производить полузаказные серводвигатели и шаговые двигатели. Кроме того, высокоскоростные коммуникационные шины позволяют системам управления эффективно обрабатывать большее количество осей. Драйверы и устройства обратной связи могут еще больше отточить двигатель. Драйверы и программное обеспечение позволят нескольким двигателям удовлетворить целый ряд приложений.
«Конструкторы обнаружили, что размещение всего на одной платформе управления является наиболее эффективным способом разработки кода», — говорит Джим Вили, менеджер по продукции для сервоприводов и шаговых приводов в Parker Hannifin Corp. «Гибкость и возможность выбирать двигатели и необходимая мощность, в то время как втиснуть больше электроники в меньшие коробки, чтобы получить больше осей в одном шкафу, является важным дизайнерским решением для OEM-производителей».
В конструкции двигателей существует множество аспектов, которые затрудняют их массовое производство. Возможность смешивать и сочетать стандартные рамы, статоры и роторы с другими компонентами обеспечивает баланс между экономически эффективным производством и индивидуальной настройкой. Чтобы упростить и сохранить бережливое производство, некоторые компании автоматизировали обработку материалов, которые будут собирать материалы по мере их заказа. С помощью программного обеспечения для планирования ресурсов предприятия обработчик материалов может перемещать наиболее часто заказываемые детали ближе к месту выдачи, что ускоряет приобретение материалов и помогает регулировать запасы. Конечным результатом является то, что вы быстрее получаете двигатели и замену.
Детали могут быть заменены или обновлены до того, как компонент достигнет своего жизненного цикла. Ожидается, что платформа прослужит от 20 до 25 лет. При таком длительном промежутке времени возможность легко модифицировать деталь имеет очевидные преимущества. Если стандартный двигатель перестанет работать, заменить его будет быстрее, чем нестандартную версию.
Важно знать двигатели в оборудовании, которое вы покупаете, чтобы вы могли предвидеть время выполнения заказа, если один из них необходимо заменить. Если для применения требуется специально адаптированный двигатель, а сроки выполнения заказа велики, может оказаться полезным иметь на складе дополнительный двигатель или инвестировать в функции профилактического обслуживания. Например, суровые условия часто наносят ущерб небольшим и хрупким серводвигателям. Это создает высокую общую стоимость владения не только из-за затрат на замену, но и из-за потери дохода, когда производственные линии не работают.
Вес и температура в линейке Cyber dynamic снижены на 25% за счет оптимизации магнитной цепи. Такая конструкция снижает потери на вихревые токи и ограничивает магнитное насыщение.
Поддержание производственной линии в рабочем состоянии важнее, чем когда-либо, поскольку производители постоянно стремятся сократить время работы производственной линии. Сокращение времени простоя может серьезно повлиять на размер прибыли на быстрых производственных линиях. На этом фронте рынок в настоящее время гудит по поводу IIoT. Возможность получать больше данных о двигателях, скорости, крутящем моменте, положении, температуре и т. д. может улучшить жизненный цикл двигателя, сократив количество ошибок и время простоя. Однако многие компании пытаются оправдать стоимость нового оборудования IIoT, потому что монетизировать эти данные может быть сложно.
3. Мили кабельных и медленных производственных линий
Герметичные статоры Parker MPP (MaxPlusPlus) улучшают теплопередачу для повышения теплового КПД, что приводит к увеличению крутящего момента на валу двигателя. Использование обратной связи Hiperface DSL снижает сложность, поскольку существует только одно кабельное соединение между приводом и двигателем.
Обратная связь от двигателя к приводу, наряду с уменьшением длины кабеля, поддерживает конкурентоспособность производственных линий. Обратная связь повышает производительность и разрешение, предоставляя больше информации. В прошлом протоколы в этой области были проприетарными и специфичными для производителей, но открытые протоколы, такие как EnDat, BiSS и Hiperface, становятся все более популярными, поскольку они предлагают большую гибкость и выбор. Продвинутые платформы, которые увеличивают объем передаваемых данных и скорость передачи данных, лучше справляются с шумом. Это позволило сократить количество кабелей.
На самом деле, если связь не уменьшится, клиенты теперь требуют один кабель. Меньшее количество кабелей сокращает время и стоимость установки при сохранении или даже добавлении функций. В центре этой тенденции находятся протоколы связи. Вы не хотите ограничиваться одним типом протокола обратной связи или связи, поэтому ищите производителей приводов, которые предлагают несколько протоколов. Это дает разработчикам возможность использовать протокол, который им удобен, или протокол, который лучше всего подходит для конкретного приложения.
«В настоящее время полевые шины, такие как CANopen, Profibus и DeviceNet, используются для различных приложений. Но то, что возникло из этих различных коммуникаций как волны настоящего и будущего, — это связь, основанная на Ethernet», — говорит Уайли из Parker Hannifin. «Оборудование экономично, и оно есть во всем. Это стало вопросом использования аппаратного обеспечения Ethernet и поиска способа выполнения требований в реальном времени, необходимых для приложений управления движением и сервоприводов».
EtherCAT, Profinet, Ethernet IP и Powerlink являются распространенными способами связи между системой управления и приводом. Все они обеспечивают высокоскоростную связь в режиме реального времени, увеличивая объем информации, которая может быть передана от привода к системе управления. «10–15 лет назад производители приводов включали протоколы связи в качестве дополнения или задним числом, — говорит Уайли. «Сегодня важно разработать платформу сервоприводов на основе этих протоколов связи. Если вы будете проектировать с учетом этого в первую очередь, вы сможете достичь производительности и структуры затрат, которые помогут вам быть конкурентоспособными».
CANopen — это одна из коммуникационных шин высокого уровня, которая хорошо подходит для управления двигателем. Этот протокол был разработан для встроенных сетей. Например, Crouzet Motors предлагает коммуникационную шину CANopen для своих бесколлекторных двигателей постоянного тока. В зависимости от применения можно управлять до 127 двигателями с помощью одного экранированного двухжильного кабеля. «Система CANopen — очень надежная система, идеально подходящая для управления движением, положением двигателя, скоростью, крутящим моментом и т. д., — говорит Роберт Дерринджер, директор по маркетингу Crouzet Motors.
Бесщеточный двигатель постоянного тока CANopen от Crouzet Motors позволяет прокладывать один кабель от одного двигателя к другому; мастер может обращаться к каждому из двигателей отдельно для управления движением, выполнения регулировки или диагностики. На изображении показан двигатель CANopen с редуктором и без него. Эта конкретная коробка передач обеспечивает передаточное число 27:1. Интерфейс CANopen позволяет передавать данные со скоростью до 125 кбод на расстояние до 550 ярдов. Увеличение этого расстояния возможно (до трех миль) за счет снижения скорости передачи данных.
Опираясь на протоколы связи, блоки управления некоторых двигателей также могут обрабатывать несколько входов безопасности. В случае отказа дополнительные входы безопасности могут заблокировать управление силовым каскадом двигателя. Это отключает подачу питания на обмотки двигателя, переводя двигатель в своего рода режим свободного хода. Это действие не должно проходить через микроконтроллер, что обеспечивает высокий уровень безопасности .
4. Не прикасайтесь к аварийной остановке!
Кто-нибудь на вашем заводе нажимал аварийную остановку, что, в свою очередь, заставляло вас переставлять серводвигатели перед возобновлением производства? Часто в этом случае виноват энкодер, который посылает сигнал обратной связи от двигателя к приводу. Абсолютные энкодеры популярны, потому что они отслеживают конкретное положение или фазу двигателей. Питание двигателя с абсолютным энкодером может быть отключено, и впоследствии он запустится с того места, где остановился.
Инкрементальный энкодер, с другой стороны, измеряет только направление и расстояние, в котором проехал двигатель. Следовательно, инкрементальные энкодеры необходимо откалибровать, что требует времени, или дать позицию для перезапуска. Если задействована аварийная остановка или световая завеса, двигатель с инкрементным энкодером не может просто возобновить работу. Хотя аварийные остановки и световые завесы важны для безопасности работников, остановка производства может быть дорогостоящей. Это привело к появлению более интеллектуальных приводных решений.
B
Сегодня вы все больше и больше слышите о функциональной безопасности. Этот подход не отключает мощность двигателя; вместо этого он переходит в безопасный режим, который ограничивает скорость, направление, крутящий момент и положение, что позволяет машине линии продолжать работу с пониженной производительностью. Это важные конструктивные ограничения, применяемые программистом, и они должны соответствовать стандартам, обеспечивая при этом непрерывность производства и повышая безопасность сотрудников.
Некоторые энкодеры стали предлагать дополнительные крепления, снижающие риск ослабления энкодера. Надежное соединение важнее, чем когда-либо, сейчас, когда информация обратной связи стала настолько важной для производства и безопасности. Хотя энкодеры могут показаться простыми, знание того, имеют ли ваши двигатели абсолютный или инкрементный энкодер, будет иметь решающее значение, если двигатель время от времени выключается, включается аварийный останов или по какой-либо причине отключается питание.
По мере увеличения скорости производственных линий важно поддерживать безопасность рабочих и минимизировать время простоя. Стремление к большему количеству функций безопасности и более широкое использование передовой автоматизации и робототехники будет продолжать укреплять рынок серводвигателей и шаговых двигателей. На рынке будут лидировать двигатели с протоколами связи более высокого уровня и более надежной интеллектуальной обратной связью. В целом, рынок двигателей и приводов определяется потребительским спросом. Производители, которые могут получить больше крутящего момента, скорости и данных в меньшем корпусе за меньшие деньги, добьются большего успеха.
GM и Ford сокращают производство на нескольких заводах из-за нехватки чипов
- GM и Ford временно приостанавливают или продлевают простои на нескольких заводах в Северной Америке из-за продолжающейся нехватки полупроводниковых чипов, влияющей на мировую автомобильную промышленность.
- Временное закрытие завода варьируется от недели или двух до нескольких дополнительных недель для заводов, которые уже простаивают из-за нехватки запчастей.
- Компания ожидает , что проблема снизит ее операционную прибыль на 1,5–2 миллиарда долларов в этом году.
Двигатели в сборе, проходящие через сборочную линию на заводе General Motors (GM) в Спринг-Хилл, штат Теннесси, 22 августа 2019 года.
Харрисон Макклари | Reuters
ДЕТРОЙТ – General Motors и Ford Motor временно простаивают или продлевают остановки на нескольких заводах в Северной Америке из-за продолжающейся нехватки полупроводниковых микросхем, что негативно сказывается на мировой автомобильной промышленности.
Для GM временные закрытия заводов варьируются от одной или двух недель до нескольких дополнительных недель для заводов, которые уже простаивали из-за поломки деталей. GM также возобновит производство пикапов среднего размера в понедельник после двухнедельной остановки из-за дефицита на заводе в Миссури.
Обновленные планы Ford включают дополнительные простои на двух заводах в Иллинойсе и Миссури до следующей недели и временное закрытие сборочного завода Flat Rock в Мичигане на неделю, начиная с понедельника. Пострадавшие автомобили включают внедорожники Ford Explorer и Lincoln Aviator, Ford Mustang и фургон Transit.
посмотреть
Полупроводники являются ключевыми компонентами, используемыми, среди прочего, в информационно-развлекательных системах, гидроусилителях рулевого управления и тормозных системах. Поскольку в прошлом году несколько заводов закрылись из-за Covid, поставщики направили полупроводники от автопроизводителей к другим отраслям, что создало дефицит после того, как потребительский спрос опустился сильнее, чем ожидалось.
По оценкам консалтинговой фирмы AlixPartners, нехватка микросхем сократит в этом году доходы мировой автомобильной промышленности на 60,6 млрд долларов.
Ford
На прошлой неделе Ford уже объявил о сокращении производства на шести заводах, в том числе на заводах, которые до следующей недели будут выпускать популярный пикап F-150 в Мичигане.
Ранее компания также отменила сверхурочные смены на сборочном заводе в Чикаго, производящем внедорожники, и сборочном заводе в Канзас-Сити, производящем фургоны, но не остановила производство полностью. В четверг компания заявила, что также сократит производственный график на своем сборочном заводе в Огайо, где производятся большие грузовики и шасси с кабиной.
Ford ранее заявлял, что ожидает, что нехватка может снизить ее прибыль на 1 миллиард долларов до 2,5 миллиардов долларов в 2021 году. прибыль за первый квартал от 28 апреля.
«Команда Ford продолжает работать над поиском решений глобальной нехватки полупроводников в отрасли», — говорится в сообщении компании, отправленном по электронной почте. «Например, этим летом мы планируем эксплуатировать больше сборочных заводов в США в течение большего количества недель, чем за более чем 15 лет, чтобы мы могли производить наши автомобили, которые должны быть у дилеров и клиентов».
GM
GM заявила, что стоимость закрытия была учтена в прогнозе прибыли компании на год, согласно GM. Автопроизводитель ожидает, что проблема снизит его операционную прибыль на 1,5-2 миллиарда долларов в этом году.
«Мы продолжаем тесно сотрудничать с нашей базой поставщиков, чтобы найти решения для требований наших поставщиков к полупроводникам и смягчить воздействие на GM», — говорится в заявлении GM по электронной почте. «Наша цель состоит в том, чтобы компенсировать как можно больше производственных потерь на этих заводах».
Завод GM в Спринг-Хилл, штат Теннесси, будет закрыт с субботы до 23 апреля, согласно сообщению Объединенного профсоюза работников автомобильной промышленности, полученному CNBC. Завод собирает кроссоверы GMC Acadia и Cadillac XT5 и XT6. GM подтвердил отключение.
смотреть сейчас
В дополнение к этому, GM заявила, что еще один завод по производству кроссоверов, который производит Chevrolet Traverse и Buick Enclave недалеко от Лансинга, штат Мичиган, будет простаивать 19 апреля, а производство Chevrolet Blazer на заводе в Мексике также будет приостановлено. отменен на той неделе.
GM также продлевает время простоя на заводах в Канзасе и Канаде, производящих автомобили и кроссоверы, до середины мая. Они выпускают седан Chevrolet Malibu и кроссовер Equinox и Cadillac XT4. Еще один завод в Лансинге, производящий Chevrolet Camaro и Cadillac CT4 и CT5, также продлил время простоя на две недели до первой недели мая.
В течение нескольких месяцев GM и Ford уделяли первоочередное внимание сборке высокодоходных автомобилей, таких как полноразмерные пикапы, путем сокращения производства автомобилей и кроссоверов. Компании даже частично строят пикапы, чтобы завершить их и отправить позже.
Компания GM была вынуждена на две недели сократить производство среднеразмерных пикапов Chevrolet Colorado и GMC Canyon. По данным GM, производство небольших грузовиков планируется возобновить в понедельник.
GM заявила, что ожидает заработать от 10 до 11 миллиардов долларов, или от 4,50 до 5,25 долларов на акцию, скорректированной прибыли до налогообложения в этом году. Он прогнозирует скорректированный свободный денежный поток в размере от 1 до 2 миллиардов долларов для своего автомобильного подразделения в 2021 году. Прогнозы учитывают потенциальное влияние нехватки чипов, в том числе увеличение свободного денежного потока на 1,5-2,5 миллиарда долларов.
Финансовый директор GM Пол Джейкобсон заявил на прошлой неделе, что он «все более уверен» в том, что автопроизводитель выполнит свои планы по прибыли на год, несмотря на закрытие заводов.
СМОТРЕТЬ ПРЯМОЙ КОНТРОЛЬ В ПРИЛОЖЕНИИ
СМОТРЕТЬ ПРЯМОЙ КОНТРОЛЬ В ПРИЛОЖЕНИИ
Почему американские автомобильные компании больше не хотят продавать настоящие автомобили
Джанет Нгуен 26 ноября 2018 г. Лайонс, Иллинойс.
Скотт Олсон / Getty Images
Джанет Нгуен 26 ноября 2018 г.
Автомобили Chevrolet Cruze выставлены на продажу в Лионе, штат Иллинойс. Скотт Олсон/Getty Images
Компания General Motors планирует провести некоторые крупные реструктуризации, объявив, что она уволит до 14 000 заводских и служащих в Северной Америке и, возможно, закроет пять заводов.
Заводы в Детройте, штат Мичиган, и в Лордстауне, штат Огайо (производящие такие автомобили, как Chevrolet Impala и Chevrolet Cruze) потенциально находятся под угрозой закрытия, что отражает переход компании от продаж автомобилей в США к внедорожникам и грузовикам.
Большая тройка автопроизводителей, в которую входят GM, а также Ford и Fiat Chrysler, переходят на более крупные автомобили в США, потому что они приносят большую прибыль. И чтобы помочь растущей тенденции продаж внедорожников и пикапов, цены на бензин низкие.
«Знаете, автопроизводители всегда говорят, что строят то, что хотят люди. Но они никогда не упоминают тот факт, что тратят миллиарды, чтобы сказать им, чего они хотят», — сказал ранее в этом году Marketplace Дэн Нил, автомобильный обозреватель Wall Street Journal. «Дело не только в том, что потребители спонтанно захотели грузовик размером с дом. Нет, это был постепенный процесс».
Вот несколько линий, выпуск которых эти компании прекратили.
Ранее в этом году Ford объявил, что планирует прекратить продажу большинства автомобилей, которые производит, и «перейдет» только на два автомобиля в Северной Америке: свой Mustang и новый кроссовер Focus Active, который должен выйти в следующем году.
«Мы обязуемся принимать соответствующие меры для стимулирования прибыльного роста и максимизации прибыли нашего бизнеса в долгосрочной перспективе», — сказал тогда генеральный директор и президент Ford Джим Хакетт.
Это означает конец для Focus, Fiesta, Fusion, Taurus и C-MAX.
Джанет Нгуен/Marketplace
Продажи начали снижаться, особенно за последние пару лет. Ford Fusion продал около 300 000 единиц в 2015 году, а в 2017 году это число упало почти до 210 000.
Ford Focus также испытал резкое снижение: в 2015 году было продано около 200 000 единиц по сравнению с примерно 158 000 в прошлом году.
GM заявила, что прекратит производство в США автомобилей Chevrolet Volt, Cruze и Impala, а также Buick LaCrosse, Cadillac XTS и Cadillac CT6, которые продаются в США только с 2016 года. (Однако производство и продажи CT6 продолжатся в Китае.)
Джанет Нгуен/Marketplace
В 2015 году было продано около 227 000 автомобилей Chevrolet Cruze, а в прошлом году это число упало до 185 000.
GM заявила, что крупная реструктуризация, о которой она только что объявила, сэкономит 6 миллиардов долларов наличными к концу следующего года (это в дополнение к 6,5 миллиардам долларов, которые она уже объявила о сокращении к концу этого года). Как и Ford, компания занимается продажей грузовиков и внедорожников.
Генеральный директор Мэри Барра сообщила, что компания вложила средства в новую архитектуру для этих автомобилей и планирует нанять людей, имеющих опыт работы с программным обеспечением, электрическими и автономными транспортными средствами.
Компания Fiat Chrysler уже объявила о планах прекратить производство автомобилей в США еще в 2016 году. пикапы и внедорожники для своих брендов Ram и Jeep.
Джанет Нгуен/Marketplace
Генеральный директор Серджио Маркионне раскритиковал две линейки автомобилей на пресс-конференции в прошлом году.
«Я могу сказать вам прямо сейчас, что и Chrysler 200, и Dodge Dart, какими бы замечательными они ни были, были наименее прибыльными в финансовом отношении предприятиями, которые мы осуществляли внутри FCA за последние восемь лет», — сказал Маркионне. «Я не знаю ни одной инвестиции, которая была бы такой плохой, как эти две».
В июне прошлого года Маркионне обнародовал пятилетний план компании, заявив, что он электрифицирует свою линейку автомобилей и предложит новые автомобили, такие как пикап Ram среднего размера, трехрядный Grand Cherokee и кроссовер среднего размера Maserati.
В мире много чего происходит. Несмотря на все это, Marketplace здесь для вас.
Вы полагаетесь на Marketplace, чтобы анализировать события в мире и сообщать вам, как они влияют на вас, основанным на фактах и доступным способом. Мы рассчитываем на вашу финансовую поддержку, чтобы сделать это возможным.
Ваше сегодняшнее пожертвование поддерживает независимую журналистику, на которую вы полагаетесь. Всего за 5 долларов США в месяц вы можете помочь поддерживать Marketplace, чтобы мы могли продолжать сообщать о том, что важно для вас.
Последние выпуски наших шоу
2:38 по тихоокеанскому времени
7:09
17:09 PDT
28:56
2:43 PDT
1:50
16:07 PDT
26:47
13 сентября 2022 г.
6:58
7 июля 2022 г.
30:13
9 августа 2022
24:46
GM временно закрывает заводы в Северной Америке из-за нехватки чипов
Перейти к основному содержанию
The VergeThe Verge logo.Домашняя страница The Verge
The VergeЛоготип Verge.- Техника/
- Транспорт/
- GM
/
«Ситуация остается сложной и очень нестабильной»
Эндрю Дж. Хокинс / @andyjayhawk
|
Поделиться этой историей
Фото Марио Тама/Getty Images заводов в результате глобальной нехватки чипов. Это последний крупный автопроизводитель, на которого повлияла нехватка основных компьютерных чипов.
Будут затронуты четыре завода GM в США: Форт-Уэйн, Индиана; Венцвилл, штат Миссури; Спринг-Хилл, Теннесси; и Лансинг, штат Мичиган. Четыре других завода в Мексике и Канаде также не работают в течение нескольких недель, поскольку GM работает над увеличением поставок чипов. Остановка производства затронет самые прибыльные автомобили GM, включая пикапы и внедорожники.
«Ситуация остается сложной и очень нестабильной»
«Во время простоя мы будем ремонтировать и отправлять недостроенные автомобили со многих пострадавших заводов, включая Форт-Уэйн и Силао, дилерам, чтобы помочь удовлетворить высокий спрос клиентов на нашу продукцию», — сказал представитель в электронном письме. «Хотя ситуация остается сложной и очень нестабильной, мы по-прежнему уверены в способности нашей команды продолжать находить творческие решения, чтобы минимизировать влияние на наши автомобили с самым высоким спросом и ограниченной вместимостью».
Затронутые автомобили включают Chevy Silverado, Cheyenne, Traverse, Equinox и Express; GMC Acadia, Sierra, Savana, Terrain и Canyon; Бьюик Анклав; и Кадиллак ХТ5 и ХТ6.
Это уже второй раз, когда GM вынуждена объявить о временном закрытии завода из-за нехватки чипов. Автопроизводитель, который является крупнейшим в Северной Америке, еще в апреле остановил несколько заводов на две недели.
Конечно, не только GM испытывает боль от глобальной нехватки полупроводниковых микросхем, которая не показывает никаких признаков улучшения. Практически каждому автопроизводителю пришлось в ответ сократить производство и временно закрыть заводы, включая Volkswagen, Ford и Toyota.
Даже Tesla, которая производит гораздо меньше автомобилей, чем большинство ее конкурентов, заявила, что ей пришлось переписать программное обеспечение своих автомобилей для поддержки альтернативных чипов. Генеральный директор Tesla Илон Маск заявил во время телефонного разговора о прибылях и убытках, что «глобальная ситуация с нехваткой чипов остается довольно серьезной».
Во время недавней телефонной встречи руководители GM не уточнили, сколько производства они ожидают потерять из-за нехватки чипов. Но генеральный директор Мэри Барра сказала, что группы по закупкам, производству, проектированию и продажам работают над тем, чтобы перенаправить чипы с автомобилей и небольших внедорожников на полноразмерные пикапы, большие внедорожники и новые электромобили. Компания подчеркнула, что нехватка будет стоить от 1,5 до 2 миллиардов долларов прибыли до налогообложения в этом году из-за потерь производства.
Самый популярный
Добро пожаловать на новую Verge
IOS 16 Обзор: разблокировка экрана блокировки
Goldeneye 007 Наконец -то появится на Xbox и Nintendo Switch
Последний Kindle от Amazon имеет зарядку USB-C и гораздо лучший экран
9297997997799007917991799929992979. Pixelbook и закрыл команду, занимающуюся его созданием
Еще от Tech
Ремонт Apple Watch Ultra может быть очень дорогим без AppleCare только не в США или Китае
Вот лучшие предложения Amazon Echo прямо сейчас
T
Внешняя ссылкаТомас РикерЧас назад
У Aqara есть новый интеллектуальный термостат для Европы.
Радиаторный термостат E1 прибывает в Европу (56,99 евро / 54,99 фунтов стерлингов) с множеством переходников для клапанов для автоматизации настенных радиаторов, полотенцесушителей и полов с подогревом. Он будет поддерживать Matter через будущее обновление хабов Aqara.
Термостат радиатора E1
[www.aqara.com]
R
Внешняя ссылкаРичард Лоулер, 13 сентября
Потоковая передача Showtime может исчезнуть в Paramount Plus.
В следующем году HBO Max устроит фьюжн-танец с Discovery Plus, а генеральный директор Disney говорит о «жестком пакете» для Hulu и Disney Plus, поэтому слухи о том, что Paramount прекращает потоковое вещание Showtime, неудивительны.
Контент Showtime уже находится в приложении Paramount, и Paramount предлагает комбо-подписку со скидкой 8 долларов (реклама) или 13 долларов (меньше рекламы) до 2 октября. Пачка вернулась.
Paramount рассматривает возможность закрытия службы потокового вещания Showtime и слияния с Paramount Plus
Лорен Груш13 сентября
Tech
Tech
Jon Porter59 minutes ago
Revolutionizing the media with blog posts
Nilay PatelSep 13
Gaming
Gaming
Mitchell ClarkSep 13
Must Reads
Must Reads
Must Reads
Добро пожаловать в новую Грань
Нилай Патель, 13 сентября
Электронные письма Илона Маска SpaceX и Tesla предназначены только для его глаз
Элизабет Лопатто, 13 сентября
У нас появилась новая система комментариев Verge!
Т.
 С. SottekSep 13
С. SottekSep 13Amazon’s latest Kindle has USB-C charging and a much better screen
David PierceSep 13
Here are the biggest announcements from Nintendo’s latest Direct
Ash ParrishSep 13
Gaming
Gaming
Джей Питерс 13 сентября
Игры
Игры
Эш Пэрриш 13 сентября
Adi RobertsonSep 13
Science
Science
Emma RothSep 13
Gaming
Gaming
Tom WarrenSep 13
D
TwitterDan SeifertSep 13
iOS 16 should let us swipe down для уведомлений.
Антонио делает здесь отличное замечание, которое полностью ускользнуло от меня за те месяцы, когда я использовал бета-версии iOS 16. Проведение пальцем вниз по домашнему экрану является частью моей мышечной памяти для Spotlight, но теперь, когда на главном экране всегда есть кнопка для запуска Spotlight, жест смахивания вниз можно легко переназначить для Центра уведомлений. Или, по крайней мере, дайте нам возможность.
В iOS 16 Apple теперь предлагает ДВА разных способа поиска на главном экране (проведите пальцем вниз от центра и нажмите кнопку с таблеткой внизу). Это был бы идеальный шанс переключить это смахивание вниз, чтобы скрыть панель уведомлений, а это все, что я хочу в iOS
— Антонио Г. Ди Бенедетто (@SuperAntonio64) 13 сентября 2022 г.
Tech
Tech
Nilay PatelSep 13
Chromebook HP Elite Dragonfly невероятен — с одной большой проблемой
Monica Chinsep 13
Новая веб-камера Logitech имеет аккуратную встроенную конфиденциальность
Jon Portersep 14
См. All Tech
См. All Tech
D
. первый корпус Pixel 6 оказался хламом.У меня сразу сложилось впечатление, что официальные чехлы Google для Pixel 6 были ужасны, как только я прикоснулся к ним в прошлом году, но долгосрочный обзор от 9to5Google показывает, насколько плохими они могут быть.
Будем надеяться, что в этом году у Google дела с чехлами для Pixel 7 будут лучше.
Pixel 6 Case Longroccy Review: аксессуальная репутация Google поступает
[9to5google]
Science
Science
Elizabeth Lopattosep 13
Spartube
Jays Petterssep 13
Spartube
Jaysepep 13
Spartube
Spateube
. 18:00 по восточноевропейскому времени
Вы, вероятно, не должны ожидать объявления на уровне раскрытия имени Zelda от Nintendo, но скрестим пальцы за какие-то новости о God of War Ragnarok в 20-минутном потоке. Шоу будет транслироваться на Twitch и YouTube. (Обновление: новости о Рагнареке действительно были, трейлер!)
Science
Science
Justine CalmaSep 13
Smart Home
Smart Home
Jennifer Pattison TuohySep 13
Tech
Tech
Umar ShakirSep 13
Podcasts
PodcastsSee more Podcasts
Podcasts
Все знают, что такое YouTube, но немногие знают, как он работает на самом деле0011
Andrew Marinosep 9
Пришло время, чтобы Apple Watch стала следующей большой вещью Apple
Дэвид Пирсес 7
Кнопка «Редактирование Twitter» Twitter — большой тест для будущей платформы
Дэвид Пирсеп 3
101010101011
David Peertercesep 3
10101010101110111111111111110 гг.
Внутри самой крупной ставки Марка ЦукербергаАлекс Хит 31 августа
Просмотреть все подкасты
Политика
Политика
Митчелл Кларк 13 сентября
Тех.
Технический отдел
Миа Сато, 13 сентября
A
Внешняя ссылкаЭндрю Дж. Хокинс, 13 сентября
Uber заплатит Нью-Джерси 100 миллионов долларов за неправильную классификацию водителей и продолжит их ошибочную классификацию.
Gizmodo сообщает, что Uber выплатит штату Нью-Джерси 100 миллионов долларов налоговых задолженностей в ответ на аудиторскую проверку, которая пришла к выводу, что компания ошибочно классифицировала своих водителей как независимых подрядчиков. Но вот в чем дело: Uber заплатит любую сумму денег, необходимую для продолжения неправильной классификации водителей, потому что реклассификация их как сотрудников приведет к прекращению существования Uber.
В рамках крупного выигрыша для Gig Workers Uber соглашается выплатить Нью-Джерси 100 миллионов долларов за ошибочную характеристику водителей как подрядчиков
[Gizmodo]
D
The Verge продукт 2015 года.Где ложь?
Виктория Сонг, 13 сентября
Нилай Патель, 13 сентября
Сабреддит Westworld обеспокоен тем, что шоу будет отменено до финального сезона.
Зрителей в этом сезоне стало намного меньше, и недавние изменения, в том числе новые увольнения в материнской компании HBO Warner Bros. Discovery сегодня, похоже, не предвещают ничего хорошего для очень дорогого шоу. Тем не менее, этот сезон начался сильно и закончился плачевно, так что, возможно, все к лучшему.
Чем дольше мы обходимся без продления… как мы думаем, это лучший или худший признак? из западный мир
Самые популярные
Самые популярные
Самые популярные
Добро пожаловать на новую Verge
Nilay Patelsep 13
IOS 16 Обзор: разблокировка экрана блокировки
Дэвид Пирсп 12
Goldeneye 007, наконец, появится в Xbox и Nintendo Switch
Goldeneye 007
Google отменил свой следующий Pixelbook и закрыл команду, занимающуюся его созданием
Алекс Хит, 12 сентября
Последний Kindle от Amazon имеет зарядку USB-C и гораздо лучший экран
Дэвид Пирс 13 сентября
J
TwitterДжей Питерс 13 сентября
Nintendo объявит дату релиза отложенной перезагрузки Advance Wars, «как только она будет определена», сообщила компания Axios.
Advance Wars 1 + 2: Re-Boot Camp , ремастер Nintendo Switch первых двух игр Advance Wars , был отложен с апрельского запуска из-за вторжения России в Украину. Сегодня его не было на большой презентации Nintendo Direct.
Я спросил Nintendo, отменили ли Advance Wars 1 + 2, учитывая отсутствие новостей о ней, так как она была отложена из-за вторжения в Украину.
Ответ представителя Nintendo: «Релиз отложен. Мы объявим новую дату, как только она будет определена».
— Стивен Тотило (@stephentotilo) 13 сентября 2022 г.
A
Внешняя ссылкаАди Робертсон 13 сентября
Алекс Джонс снова предстал перед судом.
Ведущий InfoWars по умолчанию проиграл дело о клевете из-за стрельбы в Сэнди Хук, и теперь присяжные Коннектикута решат, сколько ему заплатить. Это почти повторение аналогичного дела в Техасе, но без ограничений этого штата на финансовый ущерб. Однако компания Джонса подала заявление о банкротстве, устроив драку из-за денег.
Прямые обновления суда над Алексом Джонсом: присяжные заслушивают показания ФБР. Агент, которого преследует Джонс
[Нью-Йорк Таймс]
E
Внешняя ссылкаЭлизабет Лопатто, 13 сентября
Революция в розничной торговле приходит в Конгресс: член палаты представителей Энджи Крейг узнала, что ее сын торговал за ее спиной.
«Как мама я была бы благодарна, если бы моему сыну-студенту не разрешили владеть акциями или торговать ими. И как член Конгресса я работаю над принятием закона, чтобы заставить его слушать свою мать», — сказала она 906:33 Нью-Йорк Таймс.
Эти 97 членов Конгресса сообщили о сделках с компаниями, находящимися под влиянием их комитетов Sottek 13 сентября
A
Внешняя ссылкаЭндрю Дж. Хокинс 13 сентября
Судя по всему, Motorola построила полностью функциональный электрический прототип Chevy Corvette в 1990-х годах.
Драйв Кевин Уильямс из сделал то, что может стать одним из величайших археологических открытий поколения электромобилей: 1987 Chevy Corvette EV, созданный пионером мобильных телефонов Motorola.
Это вызывает столько вопросов. Прежде всего, какого черта Motorola производила автомобили? Электрические автомобили в этом отношении? И смогу ли я на нем ездить? Там много фотографий и забавной предыстории, поэтому я рекомендую вам посмотреть это.
Мы нашли секретный прототип электромобиля Chevy Corvette, сделанный Motorola в 1990-х годах
[The Drive]
E
TwitterЭлизабет Лопатто, 13 сентября
Илон снова Илон.
Маск снова ввязывается в борьбу между Twitter и исследователем безопасности Пейтером «Маджем» Затко после того, как The New Yorker сообщает, что люди пытаются накопать на него компромат. Удачи тому, кому в его юридической фирме было поручено следить за его лентой в Твиттере!
Кто-нибудь знает, кто такие тайные клиенты? Давайте опубликуем их в Твиттере, ха-ха.
— Naughtius Maximus (@elonmusk) 13 сентября 2022 г.
Отзывы
Отзывы
IOS 16 Обзор: разблокировка экрана блокировки
David Piercesep 13
Ecoflow Delta Pro Battery Review: максимальная солнечная энергия для неопределенного мира
Thomas Rickersep 100003
. Reviews
A
TwitterАди Робертсон 13 сентября
Разоблачитель Twitter говорит, что он будет работать с Конгрессом над «крайне необходимыми» законами.
Адвокаты Пейтера «Маджа» Затко говорят, что они надеются, что он рассказал о бизнес-операциях Twitter, включая подробности о потенциальных рисках для национальной безопасности, во время сегодняшних слушаний в Сенате. Законодатели сосредоточились на угрозе иностранных агентов внутри Twitter и предложениях по реформированию FTC.
Заявление адвокатов: «Г-н Затко надеется, что сегодняшняя работа Комитета помогла информировать общественность о том, насколько ужасна ситуация с безопасностью и конфиденциальностью в Твиттере .
— Ади Робертсон (@thedextriarchy) 13 сентября 2022 г.
R
Внешняя ссылкаРассел Брэндом 13 сентября
У Марка Цукерберга очень хорошие юристы.
Чтобы затянуть дело в продолжающемся деле FTC об объединении Facebook и Instagram, Meta пытается получить как можно больше информации по решению суда о таких конкурентах, как Snapchat и TikTok.
Угроза здесь не столько в том, что Мета обнаружит секретный соус Snapchat, сколько в том, что это (и дюжина других движений) лишит FTC возможности должным образом рассмотреть дело с имеющимися ресурсами.
Meta ищет секреты конкурентов, включая Snap и TikTok, чтобы выиграть антимонопольный иск
[Bloomberg.com]
Gaming
Gaming
Ash Parrish and Cameron FaulknerSep 13
Business
Business
Adi RobertsonSep 13
Tech
Tech
Ariel ShapiroSep 13
Press Room
Press Комната
Т. С. Sottek, 13 сентября
Science
Science
Emma Roth, 13 сентября
Мы приближаемся к «неизведанной территории разрушения», говорится в климатическом отчете ВМО
Жюстин Кальма 13 сентября
Просмотреть все Наука
Просмотреть все Наука
E
TwitterЭмма Рот 13 сентября
Waze приготовила еще больше пыток для вашего возвращения в офис.
Новая опция голосовой навигации «Biz Jargon» «высмеивает людей, которыми мы все можем стать на работе — произнося аббревиатуры, повторяя жаргоны, используя крылатые фразы», и включает такие фразы, как «Сделай разворот: Или то, что я зовите «круг назад». Спасибо, Waze, но я думаю, что пока буду придерживаться голосовых указаний бойз-бэнда.
Наш месячный опыт вождения призван помочь вам добиться синергии.
Давайте запишем это обсуждение и посмотрим, сможете ли вы понять, что это такое.
— waze (@waze) 12 сентября 2022 г.
Эндрю Дж. Хокинс, 13 сентября
Specialized дразнит свой новый бренд электронных велосипедов Globe стихотворением и дерзким логотипом.
Ранее в этом году Specialized объявила о создании нового суббренда под названием Globe, предназначенного для создания высококачественных электрических универсальных велосипедов, разработанных специально для замены поездок на автомобиле. Мы до сих пор не знаем, как будут выглядеть эти байки, но сегодня компания выпустила заявление о своем бренде в форме стихотворения, что очень мило. Specialized обещает, что 27 сентября будет о чем рассказать, так что отмечайте в календарях.
Gaming
Gaming
Jay PetersSep 13
Apple
Apple
David PierceSep 13
Creators
Creators
Mitchell ClarkSep 13
Viral internet documentary series Channel 5 is getting the HBO обработка
Миа Сато 13 сентября
Меган Маркл приостановила свой подкаст, чтобы оплакать королеву, но это все еще огромный хит
Ариэль Шапиро 13 сентября
Просмотреть всех авторов
Просмотреть всех авторов
Нехватка мелких деталей подрывает работу автомобильных заводов по всему миру
Бизнес|Отсутствие мелких деталей подрывает работу автомобильных заводов по всему миру
https://www. nytimes.com/1021/0021/0021 13/business/auto-factories-semiconductor-chips.html
Реклама
Продолжить чтение основного сюжета
Автопроизводители не могут покупать необходимые им полупроводники, потому что все поставки забирают бытовая электроника.
Завод Volkswagen в Цвиккау, Германия, прошлым летом. Автопроизводитель предупредил о производственных проблемах на заводах в Китае, Европе и США. Фото… Йенс Шлютер/Getty Images
Автопроизводители приготовились к потрясениям, когда разразилась пандемия. Они ожидали сбоев в цепочке поставок и резкого падения продаж. Но они никогда не предполагали, что через год одной из их самых больших проблем станут PlayStation.
Высокий спрос на игровые системы, персональные компьютеры и другую электронику со стороны мира, застрявшего в закрытых помещениях, сократил запасы полупроводников, заставив автопроизводителей по всему миру бороться за чипы, которые стали такими же важными для мобильности, как бензин или сталь.
Практически ни один автопроизводитель не пощажен. Toyota Motor остановила производственные линии в Китае. Fiat Chrysler Automobiles временно остановила производство на заводах в Онтарио и Мексике. Volkswagen предупредил о производственных проблемах на заводах в Китае, Европе и США. На прошлой неделе Ford Motor заявила, что из-за дефицита на неделю простаивает завод в Луисвилле, штат Кентукки.
Когда разразился Covid-19, автопроизводители сократили заказы на чипы в ожидании падения продаж. В то же время производители полупроводников перенесли свои производственные линии, чтобы удовлетворить растущие заказы на чипы, используемые в таких продуктах, как ноутбуки, веб-камеры, планшеты и смартфоны 5G.
Предприятия также модернизировали свою цифровую инфраструктуру, чтобы проводить онлайн-совещания и сотрудников, работающих из дома, в то время как телекоммуникационные компании инвестировали в инфраструктуру широкополосной связи, что еще больше подстегнуло спрос на полупроводники.
Затем в конце 2020 года продажи автомобилей восстановились быстрее, чем ожидалось, застигнув всех врасплох. Ожидается, что возникшая в результате нехватка чипов продлится до 2021 года, поскольку производителям полупроводников может потребоваться от шести до девяти месяцев, чтобы перестроить производство.
«Бытовая электроника взорвалась», — сказал Дэн Херш, управляющий директор консалтинговой фирмы AlixPartners. «Все и их брат хотели купить Xbox, PlayStation и ноутбуки, в то время как автомобили закрыты. Затем автомобильная промышленность вернулась быстрее, чем ожидалось, и вот тут-то вы и сталкиваетесь с этой проблемой».
Хотя ожидается, что дефицит не приведет к значительному росту цен на автомобили, покупателям, возможно, придется ждать дольше, чтобы получить автомобили, которые они хотят.
Нехватка чипов коренится в долгосрочных силах, изменяющих автомобильную и полупроводниковую промышленность, а также в краткосрочной неразберихе из-за пандемии.
За последнее десятилетие автопроизводители стали все больше зависеть от электроники, чтобы повысить привлекательность своей продукции, добавляя такие функции, как сенсорные экраны, компьютеризированное управление двигателем и трансмиссией, встроенные сотовые и Wi-Fi соединения, а также системы предотвращения столкновений, которые использовать камеры и другие датчики.
В новых автомобилях может быть более сотни полупроводников, и отсутствие даже одного компонента может привести к задержкам или остановкам производства, говорят отраслевые аналитики и консультанты.
Долгосрочное давление на производителей чипов с целью контроля производственных затрат также сыграло свою роль. Компании-производители полупроводников, поставляющие продукцию для автомобильной промышленности, такие как Infineon, NXP Semiconductors и Renesas, предпочли, чтобы их самые передовые микросхемы производились для них внешними производственными службами, известными как литейные заводы. Но производители также содержат свои собственные заводы по производству более простых автомобильных чипов, часто изготавливая их на восьмидюймовых кремниевых пластинах, а не на 12-дюймовых дисках, используемых на более современных заводах.
Производителям, чьи заводы использовали старые восьмидюймовые пластины, было нелегко увеличить производство. В последнее время они мало инвестировали в новое оборудование, которое сейчас труднее найти, потому что эта технология устарела, сказал Сайед Алам, глобальный руководитель международной консультационной практики Accenture по полупроводникам.
Геополитика тоже сыграла свою роль. Администрация Трампа в сентябре ввела ограничения на деятельность Semiconductor Manufacturing International Corporation, главного литейного завода Китая, который производит чипы для автомобилей и многих других приложений. По словам Гаурав Гупта, вице-президента исследовательской компании Gartner, клиенты компании начали искать альтернативы, создавая дополнительную конкуренцию за поставки микросхем со стороны других производителей.
Кризис чипов — пример того, как пандемия непредсказуемым образом потрясла мировую экономику. Ожидалось, что автопроизводители столкнутся с нехваткой цепочек поставок, и заводы закрылись в начале 2020 года из-за опасений, что рабочие заразят друг друга, или из-за того, что автотранспортные компании прекратили доставку. Прошлой весной большинство автомобильных заводов США прекратили производство примерно на два месяца.
Но поставщики и автопроизводители быстро нашли способы сдержать заражение на заводах и снова запустили сборочные линии. Воздействие на поставки большинства запасных частей было меньше, чем опасались.
Дефицит полупроводников возник неожиданно, ударив по отрасли в опасный момент. Продажи упали по всему миру. В Европе, например, в 2020 году они снизились на 25%. компания, которая стала самым дорогим автопроизводителем в мире, и новые китайские производители, такие как Nio.
Неизвестно, как долго продлится дефицит. По словам Майкла Хогана, старшего вице-президента GlobalFoundries, крупного производителя микросхем, обслуживающего автомобильную промышленность, может пройти от 20 до 25 недель с момента размещения новых заказов на производство чипов и их продвижение по цепочке поставок до автомобилей. другие рынки.
«Мы делаем все, что в человеческих силах, чтобы сделать нашу продукцию приоритетной для автомобилестроения, — сказал г-н Хоган.
Немецкий поставщик автомобильной электроники Bosch заявил, что особенно остро ощущается нехватка интегральных схем, используемых для управления двигателями, трансмиссиями и другими ключевыми функциями. «Несмотря на сложную рыночную ситуацию, Bosch делает все возможное, чтобы обеспечить своих клиентов снабжением и свести к минимуму любое дальнейшее влияние», — говорится в заявлении компании.
Автопроизводители и поставщики реагируют как могут. BMW, базирующаяся в Мюнхене, заявила, что смогла сохранить производство, но «интенсивно наблюдает за ситуацией» и находится в постоянном контакте с поставщиками.
Для автопроизводителей, которые уже пострадали от пандемии, некоторые последствия неизбежны. Honda заявила в среду, что закроет некоторые виды производственной деятельности на своем заводе в Суиндоне, Англия, который производит Civic, как минимум на четыре дня, начиная с понедельника. Honda сослалась на проблемы с цепочкой поставок, в том числе на нехватку полупроводников.
Немецкий поставщик Continental, который больше всего известен шинами, но также производит электронные компоненты, призвал производителей полупроводников наращивать мощности литейных цехов, производящих микросхемы.