Приемочный контроль в аптеке
Приемочный контроль в аптеке имеет особое значение в условиях роста массы фальсифицированных, контрафактных и недоброкачественных лекарственных средств. Основные этапы приемочного контроля:
- Проверка поступающих лекарственных средств на соответствие требованиям по показателям: «Описание», «Упаковка», «Маркировка»
- Проверка правильности оформления расчетных документов (счетов)
- Проверка наличия сертификатов качества (паспортов) производителя и других документов, подтверждающих качество лекарственных средств в соответствии с действующими приказами и инструкциями.
Порядок проведения приемочного контроля в аптеке регламентируется Приказом Минздрава РФ от 16-07-97 214 «О контроле качества лекарственных средств, изготовляемых в аптеках».
Проверка по показателю «Описание» производится по органолептическим свойствам: запах и внешний вид (замутненность, изменение цвета и пр.). При возникновении неуверенности в качестве препарата его образец следует отправить в контрольно-аналитическую лабораторию. Хранение данных лекарственных средств осуществляется раздельно от других ЛС.
Хранение данных лекарственных средств осуществляется раздельно от других ЛС.
Проверка по показателю «Упаковка» включает полноценный осмотр целостности упаковки и ее соответствие физико-химическим свойствам лекарственных средств.
Контроль по показателю «Маркировка» заключается в проверке соответствия оформления лекарственных средств действующим требованиям. На этикетках должна содержаться следующая информация:
- предприятие-изготовитель или предприятие, производившее фасовку;
- наименование лекарственного средства;
- масса или объем;
- концентрация или состав;
- номер серии, номер анализа, срок годности, дата фасовки.
На лекарственных средствах, содержащих сердечные гликозиды, должно быть указано количество единиц действия в одном грамме лекарственного растительного сырья или в одном миллилитре лекарственного средства.
Правила приемки лекарственных средств
Чтобы принять лекарственные средства в аптеку, нужно соблюдать ряд условий:
- Наличие договора с поставщиком
- Наличие действующего приказа руководителя аптеки о назначении ответственного за приемочный контроль лица
- Соблюдение поставщиком условий хранения ЛС, особенно для термолабильных препаратов, в процессе доставки
- Отсутствие на упаковках признаков повреждения
- Наличие документов, содержащих информацию о дате отгрузки, наименовании ЛС, номеру серии и партии, количеству товара, сертификата соответствия и пр.
 сопроводительные документы
сопроводительные документы
Приемка товара в аптеке должна осуществляться по установленным правилам. После поступления в аптечную организацию все товары должны подвергнуться приемочному контролю. Сразу же отправляются в места размещения наркотические, психотропные, сильнодействующие вещества и препараты, требующие особого режима хранения. Прочие ЛС размещаются на стеллажах и полках согласно приказу Минздрава. №706н.
Лекарственные средства с истекшим сроком годности, недоброкачественные, изменившие свои свойства, не подлежат приемке.
При приемке иммунобиологических препаратов отечественного производства нужно потребовать от поставщика следующие документы:
- Копия лицензии на фармацевтическую деятельность
- Копия сертификата производства
- Паспорт ОБТК организации-изготовителя на реализуемую серию препарата.
При приемке иммунобиологических препаратов зарубежного производства нужно потребовать от поставщика следующие документы:
- Копия лицензии на фармацевтическую деятельность
- Копия регистрационного удостоверения на препарат;
- Копия сертификата соответствия на реализуемую серию препарата
Журнал регистрации приемочного контроля
В журнале приемочного контроля фиксируются все обнаруженные факты несоответствия поставляемого товара требованиям нормативных документов, правилам розничной торговли лекарственными средствами и принятые меры. Журнал оформляется в свободной форме.
Журнал оформляется в свободной форме.
Журнал приемочного контроля (примерный образец)
| № | Дата | Обнаруженное несоответствие | Основание возврата | Принятые меры | ФИО Ответственного за проведение приемочного контроля | Подпись |
В случае расхождений в количестве и качестве товара в процессе приемочного контроля составляется акт:
Контроль приемочный — Энциклопедия по машиностроению XXL
Сплошной и выборочный контроль. Приемочный контроль может быть сплошным, когда качество, партии оценивается на основании проверки каждого изделия, и выборочным, когда оценка качества партии дается по результатам проверки одной или нескольких выборок из зтой партии. [c.125]Обработка зубчатых конических колес — Контроль приемочный 367 — 369 [c.650]
Квалификационные испытания проводят на партии магнитов объемов не менее 14 шт. Магниты подвергают проверке по плану сплошного контроля. Приемочное число для партии до 14 шт. включительно равно О, Для партии свыше 14 шт. — 4 % объема партии.
[c.321]
Магниты подвергают проверке по плану сплошного контроля. Приемочное число для партии до 14 шт. включительно равно О, Для партии свыше 14 шт. — 4 % объема партии.
[c.321]
Контроль качества продукции может иметь разные формы и решать различные задачи в звеньях системы управления качеством продукции, например входной контроль, операционный контроль, приемочный контроль, инспекционный контроль и т. д. Система контроля деятельности предприятий по обеспечению установленного уровня качества выпускаемой продукции состоит из комплекса технических и организационных мероприятий и объединяет ведомственный контроль качества продукции и государственный надзор за качеством продукции.
Основные направления автоматизации контрольно-измерительных процессов в машиностроении следующие активный контроль, приемочный (пассивный) контроль и сортировка деталей на размерные группы. [c.157]
Окончательный контроль (приемочный) заключается в проверке полностью отремонтированной машины, сборочной единицы, детали. Он включает в себя проверку всех показателей, оговоренных техническими требованиями.
[c.332]
Он включает в себя проверку всех показателей, оговоренных техническими требованиями.
[c.332]
В зависимости от места организации контроля на том или ином этапе ремонтного производства различают входной контроль, операционный контроль, приемочный контроль. [c.103]
Основная область автоматизации контрольно-измерительных процессов в машиностроении в настоящее время ограничивается активным контролем, приемочным (пассивным) контролем, сортировкой деталей на размерные группы. [c.451]
Контроль разделяется на входной контроль исходных материалов, операционный контроль, приемочный окончательный контроль, профилактический контроль на отдельных переделах и др. Централизованный контроль продукции проводится на всех стадиях производства и осуществляется отделом технического контроля (ОТК) предприятия. По структуре организации различают самоконтроль исполнителя, имеющего личное клеймо одноступенчатый контроль в лице не исполнителя — операционного контролера ОТК многоступенчатый контроль в лице исполнителя — операционного контролера ОТК и специального контролера в лаборатории и др.
На стадии изготовления продукции технический контроль качества может иметь различные формы и решать различные задачи, например входной контроль, операционный контроль, приемочный контроль, контроль технологического процесса и т. п. [c.8]
Статистические методы приемочного контроля. Приемочному контролю подвергается продукция, по которой завершены все или часть технологических операций и когда необходимо принять решение о ее годности. Он применяется при входном приемочном и инспекционном контроле, при периодических, типовых испытаниях, проводимых по требованию заказчика. [c.350]
Контроль приемочный по альтернативному признаку 546-557 [c.666]
Качество сварных и паяных соединений обеспечивают предварительным контролем материалов и заготовок, текущим контролем за процессом сварки и па/гки п приемочным контролем готовых [c.242]
В зависимости от этапов проведения и назначения контроль зубчатых колес и передач подразделяют на приемочный, профилактический и технологический. [c.208]
[c.208]
Приемочный контроль устанавливает, соответствует ли точность готовых зубчатых колес условиям работы зубчатых передач. При выборе метода приемочного контроля необходимо учитывать следующие положения [c.208]
Условия применения контроля зубчатых колес а) профилактического б) приемочного в) технологического. [c.189]
Приемочный контроль после завершения всех операций. В результате его продукция признается годной для эксплуатации. [c.156]
Что такое входной, операционный, приемочный и выборочный контроль [c.167]
При производстве зубчатых колес осуществляют три вида контроля профилактический, текущий и приемочный. Профилактический контроль включает в себя контроль средств производства станка — геометрический и кинематический инструмента — нового и после заточки приспособления — вне станка и на станке заготовки — после ее обработки, на станке — перед выполнением технологических операций обработки изделия, с целью обеспечения требуемой точности изготовления зубчатых колес.
Цель приемочного контроля — оценка соответствия точности изделия требованиям, определяемым его назначением, и выделение негодной продукции. Приемочный контроль содержит кинематический, геометрический, вибрационный, акустический. [c.693]
Комплексы приемочного контроля, наиболее распространенные в различных отраслях производства, указаны в табл. 57. [c.693]
Согласно п. 2.8. ГОСТ 1643—72 непосредственный контроль зубчатых колес не является обязательным, если изготовитель существующей у него системой контроля точности производства гарантирует выполнение соответствующих требований стандарта. В этом случае изготовитель должен установить комплекс показателей точности выпускаемой им продукции, который является арбитражным. Кроме него могут быть установлены дополнительные показатели точности, контролируемые в процессе изготовления зубчатых колес (текущий контроль) и при их приемке (приемочный). Эти показатели могут отличаться от предусмотренных ГОСТ 1643—72, но совместно с объектами профилактического контроля (точности станков, инструментов, приспособлений и заготовок) должны обеспечить выполнение требований стандарта по принятому изготовителем арбитражному комплексу.
Кроме него могут быть установлены дополнительные показатели точности, контролируемые в процессе изготовления зубчатых колес (текущий контроль) и при их приемке (приемочный). Эти показатели могут отличаться от предусмотренных ГОСТ 1643—72, но совместно с объектами профилактического контроля (точности станков, инструментов, приспособлений и заготовок) должны обеспечить выполнение требований стандарта по принятому изготовителем арбитражному комплексу.
Во-вторых, упомянутые испытания предназначены для сдаточного и приемочного контроля качества [c.47]
Приемочный контроль состояния изоляции законченных строительством участков трубопроводов [c.201]
Все вновь разрабатываемые СНК перед постановкой их на серийное производство проходят государственные приемочные испытания (ГПИ) с целью обеспечения единства и требуемой точности измерений и контроля в стране, повышения технического уровня и качества СНК и совершенствования их номенклатуры. При ГПИ проводят экспертизу технической документации и экспериментальные исследования СНК, в процессе которых определяют степень соответствия СНК установленным нормам, потребностям народного хозяйства и современному уровню приборостроения, а также
[c.27]
При ГПИ проводят экспертизу технической документации и экспериментальные исследования СНК, в процессе которых определяют степень соответствия СНК установленным нормам, потребностям народного хозяйства и современному уровню приборостроения, а также
[c.27]
Пассивный контроль устанавливает соответствие материалов, полуфабрикатов и готовых изделий стандартам и техническим условиям. При пассивном контроле вне зависимости от того, является ли он входным, пооперационным или приемочным, цели проведения НК ограничены и направлены на получение заранее определенных результатов. [c.41]
Аналогично, если СНК используют для рассортировки готовой продукции при приемочном контроле на различные качественные группы (сорта), имеющие различные цены U,i и U,j, то составляющая эффективности определяется как разность суммарной стоимости годового объема проконтролированной продукции по сравнимым вариантам [c.
 42]
42]В ряде случаев СНК применяют для повторной сплошной проверки изделий в партиях, забракованных по результатам выборочного приемочного контроля.
Значение П, определяемое по (10) и (И), является важной характеристикой при сплошном приемочном контроле готовой продукции. В этом случае П называют приемочным числом, указывающим минимальный допустимый процент годных изделий в партии, ниже которого продолжать контроль нецелесообразно. [c.43]
Частотно-фазовый метод контроля 250 Число приемочное 43 Чувствительность прибора 14, 26 [c.487]
Для налаженного технологического процесса характерны испытания при входном и операционном контроле, т. е. при выполнении или завершении определенной технологической операции, и приемочные (или приемо-сдаточные) испытания. При внесении в конструкцию или технологию изготовления изделия каких-либо изменений проводят контрольные испытания продукции (так называемые, типовые), которые должны оценить эффективность и целесообразность внесенных изменений.
Суждение о годности изделия осуществляется по альтернативному или количественному признакам. При контроле по альтернативному признаку все изделия в выборке разбиваются на две категории — годные и негодные (дефектные). Оценка партии производится по величине доли дефектных изделий от общего числа проверенных. При контроле изделий по количественному признаку у каждого изделия определяется один или несколько параметров и оценка партии изделий производится по статистическим характеристикам распределения этих параметров, поскольку каждое значение параметра является случайной величиной. В работах, посвященных статистическим методам оценки качества продукции, рассматриваются такие вопросы, как оценка риска забраковать годную продукцию или принять дефектную, выбор различных планов приемочного контроля изготовленной продукции, методы контроля по количественным признакам с различными законами распределения параметров и др. 188]. Обычно статистические методы контроля качества применяются в массовом и крупносерийном производстве.
Контроль в заводских условиях. Структура службы контроля качества должна учитывать выполнение обеих функций контроля — предупредительной и приемочной. Поэтому, наряду с работниками отдела технического контроля (ОТК) и дефектоскопистами в работе по контролю качества должны принимать активное участие и технологи, первоочередная задача которых в данном случае — анализ и устранение причин появления дефектов. [c.43]
Испытания на изгиб рекомендуются для определения механических свойств хрупких и малопластичных при растяжении металлов. Их широко используют в практике коррозионных испытаний и при приемочном контроле металлов как технологическую пробу для оценки пластичности и штампуемости материала, качества сварки и т. д. (ГОСТ 14019—68, 13813—68, 3728—78, 1579—63). [c.39]
Система контроля при производстве зубчатых колес включает приемочный, профилактический, производственный и операционный контроль. Приемочный контроль проводят для оценки соответствия точности изделия требованиям, которые определяются назначением зубчатых колес. Результаты контроля должны характеризовать эксплуатационные показатели точности колеса кинематическую точность, плавность работы, контакт зубьев и боковые зазоры между зубьями в собранной передаче (см. табл. 9.1). Приемрчный контроль проводят комплексными методами и выполняют при совмещении измерительной базы с монтажной базой изделия. Для
[c.233]
Результаты контроля должны характеризовать эксплуатационные показатели точности колеса кинематическую точность, плавность работы, контакт зубьев и боковые зазоры между зубьями в собранной передаче (см. табл. 9.1). Приемрчный контроль проводят комплексными методами и выполняют при совмещении измерительной базы с монтажной базой изделия. Для
[c.233]
Готовые сварные и паяные соединения в зависимости от назначения и ответственности конструкции подвергают приемочному контролю внешнему осмотру для выявления поверхностных дефектов и обмеру сварных швов испытаниям на плотность, магнитному контролю, просвечиванию рентгеновским и гамма-нзлучением, ультразвуком для выявлений внутренних дефектов. [c.243]
Завершающим этапом производства ЭМП являются испытания, которые классифицируются следующим образом 1) приемочные (для опытных образцов ЭМП) 2) приемо-сда-точные (для каждого образца) 3) периодические (для случайно отобранных образцов) 4) типовые (при изменениях в конструкции или технологии производства). Основными методами испытаний являются измерение сопротивлений обмоток и прочности изоляции, разгон ротора до критической скорости и проверка ус-тановочно-присоединительных размеров. Надо отметить, что качество продукции контролируется не только на завершающих испытаниях, но и на всех промежуточных этапах производства, начиная с контроля материалов и комплектующих изделий.
[c.185]
Основными методами испытаний являются измерение сопротивлений обмоток и прочности изоляции, разгон ротора до критической скорости и проверка ус-тановочно-присоединительных размеров. Надо отметить, что качество продукции контролируется не только на завершающих испытаниях, но и на всех промежуточных этапах производства, начиная с контроля материалов и комплектующих изделий.
[c.185]
Используя разработанный Ташкентским институтом математики им. В. И. Романовского АН УзССР проект РТМ Стандарты статистического контроля , часть I ( Простые планы одноступенного приемочного контроля при альтернативной оценке отдельных изделий . Вып. 2Б, ЗБ, 4Б 1960, 1961 гг.), В. И. Гербуз составил таблицу, по которой для каждого конкретного значения q и соответствующих величин п и С можно определить Qff [c.38]
Из таблицы, разработанной В. И. Гербуэом, видно, что чем выше уровень сдачи продукции с первого предъявления (Я), тем выше выходное качество продукции.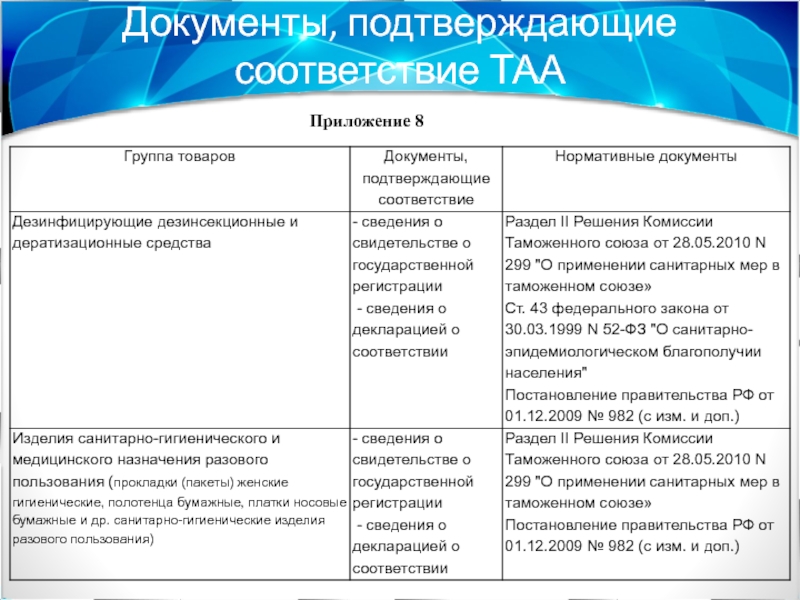 Иными словами, для повышения уровня выходного качества целесообразно не ужесточение приемочного контроля (увеличение объема и частоты выборок, установление стопроцентного контроля и т. д.), а повышение уровня входного качества, т. е. процента сдачи продукции с первого предъявления.
[c.39]
Иными словами, для повышения уровня выходного качества целесообразно не ужесточение приемочного контроля (увеличение объема и частоты выборок, установление стопроцентного контроля и т. д.), а повышение уровня входного качества, т. е. процента сдачи продукции с первого предъявления.
[c.39]
Метод контактного формования состоит из следующих операций изготовление винипластовых корпусов подготовка контактной поверхности винипласта подготовка стекломатериа-лов приготовление адгезионной композиции и нанесение ее на поверхность винипласта формование стеклопластнковой оболочки нанесение огнезащитного слоя нанесение декоративного покрытия отверждение оболочки из стеклопластика механическая обработка приемочные испытания и контроль качества изделия. [c.173]
Критерием оценки операционного контроля следует считать отсутствие дефектов при приемочном и инспекциониом контроле качества антикоррозионных работ. [c.186]
3.
 8.3. Приемочный контроль. Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВ
8.3. Приемочный контроль. Справочник по строительству и реконструкции линий электропередачи напряжением 0,4–750 кВЧитайте также
Контроль изоляции
Контроль изоляции Вопрос. В каких сетях выполняется автоматический контроль изоляции?Ответ. Выполняется в сетях переменного тока напряжением выше 1000 В с изолированной или заземленной через дугогасящий реактор (или резистор) нейтралью, в сетях переменного тока
1.5.5. Контроль видеозаписи
1.5.5. Контроль видеозаписи Режим записи. Управляйте состоянием записи каждого канала, используя «главное меню»? «режим записи», войдите в интерфейс режима записи, а также прямо с рабочего стола с помощью контекстного
5.
 2.5 Выполнение и контроль
2.5 Выполнение и контроль
5.2.5 Выполнение и контроль Данная работа состоит из следующих задач:5.2.5.1 Поставщик должен реализовать планы управления проектом, разработанные в соответствии с 5.2.4.5.2.5.2 Поставщик должен:a. разработать программный продукт в соответствии с процессом разработки (подраздел
6.2.3 Контроль конфигурации
6.2.3 Контроль конфигурации Данная работа состоит из следующей задачи:6.2.3.1 Должны быть выполнены:a. обозначение и регистрация заявок на внесение изменений;b. анализ и оценка изменений;c. принятие или непринятие заявки;d. реализация, верификация и выпуск измененного
7.1.3 Выполнение и контроль
7.1.3 Выполнение и контроль
Данная работа состоит из следующих задач:7. 1.3.1 Администратор должен начать реализацию плана, чтобы удовлетворить поставленным целям и критериям проекта, выполняя управление процессом.7.1.3.2 Администратор должен осуществлять текущий надзор за
1.3.1 Администратор должен начать реализацию плана, чтобы удовлетворить поставленным целям и критериям проекта, выполняя управление процессом.7.1.3.2 Администратор должен осуществлять текущий надзор за
С.9 Процесс разработки и контроль
С.9 Процесс разработки и контроль При создании руководств пользователя системы ABC должны использоваться процедуры разработки и контроля, установленные в Руководстве по качеству организации
3.8.1. Входной контроль
3.8.1. Входной контроль Входной контроль состоит в определении соответствия поступающих на стройку рабочей документации строительных конструкций, изделий, материалов, грунта и оборудования государственным стандартам, техническим условиям, требованиям рабочих чертежей,
3.
 8.2. Операционный контроль
8.2. Операционный контроль
3.8.2. Операционный контроль Операционный контроль осуществляется на строительной площадке во время или после завершения производственной операции или строительного процесса, обеспечивая своевременное выявление дефектов и причин их возникновения, для принятия мер по
3.8.4. инспекционный контроль
3.8.4. инспекционный контроль Инспекционный контроль осуществляется специально назначенными лицами или службами с целью проверки полноты и качества контроля, выполнявшегося ранее при входном, операционном и приемочном контроле. Строительная лаборатория принимает
5.12.1 Контроль критических ситуаций
5.12.1 Контроль критических ситуаций
Разработчик должен осуществлять контроль за критическими для выполнения контракта ситуациями, которые могут возникнуть во время разработки ПО. Разработчик должен выявить, идентифицировать и проанализировать потенциальные
Разработчик должен выявить, идентифицировать и проанализировать потенциальные
9.2.2 Контроль конфигурации
9.2.2 Контроль конфигурации Разработчик должен установить и выполнить процедуры контроля конфигурации в соответствии с уровнем контроля, установленным для каждого идентифицированного объекта (например, авторский контроль, контроль на уровне проекта, контроль
9.2.5 Контроль изменений и трассируемость
9.2.5 Контроль изменений и трассируемость Цель контроля изменений — обеспечить регистрацию, оценку, рассмотрение и утверждение изменений на протяжении жизненного цикла ПО. Требования к выполнению работ по контролю изменений:а) контроль изменений должен обеспечить
9.
 2.9 Контроль загрузки ПО
2.9 Контроль загрузки ПО
9.2.9 Контроль загрузки ПО Цель работ по контролю загрузки ПО заключается в обеспечении загрузки исполняемого объектного кода в систему с соответствующей защитой. Контроль загрузки ПО относится к процессу, посредством которого программные инструкции и данные передаются
Виды контроля по этапам производства продукции: входной, операционный, приемочный, инспекционный.
ГОСТ 16504-81 подразделяет виды лабораторного контроля продукции по этапам ее производства на 4 типа: входной, операционный, приемочный и инспекционный. Рассмотрим назначение и специфику проведения каждого из них:
- Входной контроль. Это контроль продукции,
которая поступает от поставщика и предназначена для производства, ремонта, обслуживания
продукции предприятия-потребителя.
 Входному контролю подвергаются сырье,
полуфабрикаты, исходные материалы, техническая документация и т. д.
Входному контролю подвергаются сырье,
полуфабрикаты, исходные материалы, техническая документация и т. д. - Операционный контроль. Это контроль, который осуществляется после завершения операций по изготовлению продукции перед ее передачей на следующий производственный участок. Его цель – своевременно выявить брак, чтобы не допустить поступление к потребителю некачественной продукции и снизить финансовые и временные потери, связанные с поздним обнаружением нарушений в производственных процессах.
- Приемочный контроль. Это контроль готовой продукции, который выполняется после завершения всех стадий производства. Он включает комплексную проверку всех характеристик продукта, а также его настройку и регулировку (в случае необходимости).
- Инспекционный контроль. Этот финальный контроль продукции, из которой исключен брак. Его цель – установить, не были ли допущены ошибки на всех предыдущих стадиях проверки.
Для проведения любых видов контроля испытательной лаборатории необходимо получить аттестат аккредитации, а затем регулярно подтверждать компетентность в ходе инспекционных проверок. Nice Consulting поможет вам в этом – звоните или отправляйте заявку с сайта.
Контроль качества строительных работ
Под качеством строительства понимается соответствие качества построенных зданий проектным решениям и нормативам. Качество должно формироваться на всех стадиях строительства: предпроизводственной (проектирование), производственной (строительно-монтажные процессы) и после производственной (эксплуатация). Поэтому оно является комплексной проблемой, зависящей от всех участников: государственных органов, заказчиков, проектных и строительно-монтажных организаций, заводов-изготовителей, транспортных предприятий и организаций, участвующих в эксплуатации строительных объектов.
Контроль за качеством строительства должен быть оперативным и многоступенчатым, осуществляться строительными лабораториями, ИТР стройки, застройщиком, автором проектной документации, специальными государственными контролирующими организациями. Кроме того, рабочими осуществляется общественный контроль при передаче конструкций в работу. Так, штукатуры, прежде чем приступить к оштукатуриванию каменных стен, проверяют качество работ каменщиков, маляры — качество работ штукатуров и т. п.
Качеством строительных работ во многом определяется стоимость строительства, данным фактором определяются, например такие критерии как износостойкость и долговечность объектов капитального строительства. Как правило, упущения в качестве оборачиваются удорожанием строительства, более значительным расходам по эксплуатации объекта, ухудшению условий комфортности помещения, а также возможности различных аварийных ситуаций.
Контроль качества строительных работ приводит к критериям соответствия качества здания и предполагает проверку требованиям проектным решениям, стандартам и техническим условиям, закрепленным законодательством по строительству в России.
В условиях конкурентной борьбы за технического заказчика система контроля качества строительства работает достаточно эффективно.
Участники строительства (подрядчик и технический заказчик) имеют разные права и обязанности.
На практике различают две формы контроля качества: внутренний (производственный контроль) и внешний.
При внутреннем контроле качество строительной продукции определяется техническим персоналом стройки по результатам производственного контроля и оценивается в соответствии со специально разработанными регламентами и инструкциями. Результаты контроля фиксируются в журналах работ.
Внешний контроль осуществляется государственными органами контроля и надзора, а также техническим надзором (технадзором) заказчика и авторским надзором разработчика проектной документации.
Осуществлением внутреннего контроля занимается персонал строительных организаций (подрядчик). Техническим заказчикам также не помешает иметь представление о проверках подрядчика, так как не исключено, что отдельные процедуры контроля заказчик и подрядчик будут проводить совместно.,/span>
Рассмотрим отдельные процедуры строительного контроля.
Входной контроль
Он проводится до момента применения строительных материалов в процессе строительства и включает проверку наличия и содержания документов поставщиков, содержащих сведения о качестве поставки, соответствия материалов требованиям рабочей документации, технических регламентов, стандартов и сводов правил. Входной контроль возложен на подрядчика. Он вправе провести в установленном порядке измерения и испытания стройматериалов своими силами или поручить их проведение аккредитованной организации.
При неудовлетворительных результатах входного контроля, когда строительные материалы не отвечают установленным требованиям, их использование в строительстве не допускается.
Со стороны технического заказчика осуществляется проверка полноты и соблюдения сроков выполнения подрядчиком входного контроля и достоверности документирования его результатов.
Контроль операций по строительству
Это основной этап строительного контроля, в ходе которого проверяются:
- соблюдение последовательности и состава выполняемых технологических операций, их соответствие требованиям технических регламентов, стандартов, сводов правил, проектной документации, результатам инженерных изысканий, градостроительному плану земельного участка;
- соответствие качества выполнения технологических операций и их результатов требованиям проектной и подготовленной на ее основе рабочей документации, а также технических регламентов, стандартов и сводов правил.
Следить за всем этим может как подрядчик, так и технический заказчик капитального строительства. Напоминаем, мы разобрали только основные процедуры контроля. Есть и другие виды контрольных действий, предусмотренные законодательством или договором подряда.
Операционный контроль осуществляется во время производства или по его завершению. Используется измерительный метод и технический осмотр.
Визуальный и измерительный контроль проводят в соответствии с требованиями специально разработанной документации. Визуальный и измерительный контроль материалов на стадии входного контроля выполняют при поступлении материала (полуфабрикатов, заготовок, деталей) в организацию с целью подтверждения его соответствия требованиям стандартов, технических условий, конструкторской документации.
Результаты должны быть зафиксированы документально.
Объемы проверок выделяют ряд видов контроля. Сплошным контролем проверят все стыки, конструкции. Выборочным контролем проверяют лишь часть продукции. Непрерывному контролю подвергаются ключевые параметры строительства с постоянным поступлением информации по их состоянию. Периодический контроль отражает показатели параметра в заданных промежутках времени. Летучий контроль выполняется случайно, если есть сомнения в целесообразности прочих методов.
С лабораторным оборудованием проводят измерительный контроль.
Регистрационный контроль задействует сверку сертификатов, актов освидетельствования, записей в журналах и прочего. Для проверок возможно привлечение специальных служб: геодезической, строительных лабораторий, технических инспекций.
Внешним видом контроля является приемочный контроль эта форма проверки, как правило, задействует сторону технического заказчика. Внешний контроль качества строительства проводят независимые от строительной организации надзоры. Как правило, любое строительство для осуществления контроля качества сопровождается:
- Техническим надзором заказчика;
- Авторским надзором проектировщика;
-
Контролем от приемочных комиссий при сдаче объектов в эксплуатацию;
- Государственным пожарным надзором;
- Государственным санитарно-эпидемиологическим надзором;
- Технической инспекцией труда ФНПР;
- Государственным горным и промышленным надзором за безопасным ведением работ.
- Государственным архитектурно-строительным надзором.
Рыночная экономика требует также:
- сертификацию строительной продукции и услуг;
- свидетельство о допуске к определенному виду работ, которое оказывает влияние на безопасность объектов капитального строительства.
Приемочный контроль — контроль, выполняемый по завершении строительства объекта или его этапов, скрытых работ и других объектах контроля. По его результатам принимается документированное решение о пригодности объекта контроля к эксплуатации или выполнению последующих работ.
Таким образом, были рассмотрены основные аспекты, касающиеся качества строительных работ.
Эти мероприятия являются обязательными и также относятся к контролю качества строительства.
Развитие рыночных отношений с зарубежными странами диктует новые требования. Многие строительные организации руководствуются в своей деятельности международными стандартами систем качества (ИСО 9000 и ИСО 9001).
Приемочный контроль — услуги АО СтройКонтрольСервис
Компания «СтройКонтрольСервис» стоит на защите интересов инвесторов и предоставляет услуги приемочного контроля. Он нацелен на проверку соблюдения исполнителем градостроительных и иных норм и применяется в отношении возведенных жилых строений, промышленных или иных сооружений, при монтаже готовых конструкций.
Что подразумевает проведение приемочного контроля
Приемочный контроль заключается в оценке качества и безопасности возведенного или смонтированного объекта. Соответственно, предмет надзора включает сопоставление особенностей объекта с проектной документацией. При этом происходит оценка соответствия требованиям безопасности, противопожарным, экологическим, гигиеническим и прочим нормам. Важно, чтобы объект был способен выдерживать заданные нагрузки, имел установленное число помещений, оговоренную площадь и другие отличительные признаки, отраженные в проекте.
По результатам такой проверки решается вопрос о подписании между сторонами акта приема-передачи и оплаты контракта. Как видите, приемочный контроль качества строительной продукции имеет ключевое значение для завершения отношений заказчика и исполнителя.
Когда могут понадобиться наши услуги
Помощь наших специалистов может понадобиться при завершении строительства, окончании производства или монтажа:
- Конструкций, выполненных из железобетона. Это непосредственно блоки, перекрытия, опоры, лестничные марши, стены и так далее. При обследовании объекта выясняется прочность конструкций, правильность их монтажа, соответствие проектным особенностям.
- Несущих элементов из стального сплава или металла. К таковым относятся разного рода балки, фермы, башенные элементы. Важно установить их несущую способность, что оказывает непосредственное влияние на функционал строения и его дальнейшую безопасную эксплуатацию.
- Смесей на основе цемента. В приемке и приемочном контроле нуждаются и бетонные смеси. Оценивается их качество, соответствие заявленной марке и положениям ГОСТ.
- Материалов для теплозащиты и влагозащиты. Оценке подвергаются их потребительские свойства. Важно, чтобы используемые материалы были способны выполнить заданные функции. Если они не имеют такой способности, материалы отбраковываются.
- Всех видов конструкций из дерева. Это могут быть перекрытия, арочные элементы, стены, балки.
Приемочный контроль выполненных работ исключит саму возможность обмана заказчика исполнителем. Оценка готовой работы будет проведена на основе объективно полученных и исследованных данных.
Что вы получите, заказав услугу в нашей компании
По завершению работы наших специалистов вы получаете подробное заключение. В нем описываются все выполненные работы, делаются ссылки на нормативные акты, справочную и методическую литературу, результаты проведенных исследований. В заключении отражаются выводы экспертов о качестве и допустимости применения материалов и конструкций.
При этом:
- Эксперты проводят анализ проекта и технической документации. Это важно для соотнесения данных документов с действующими нормами закона.
- Выполняются тестовые измерения, контрольные испытания при приемочном контроле. Их цель – установить соответствие параметров конструкций проектным решениям. Более того, эксперты проводят исследование материалов для определения их состава. Например, это важно при оценке качества бетона или цементной смеси.
- Проверяется соблюдение технологических требований. Это касается правил монтажа материалов, сварки металлических конструкций.
Подобные проверки могут быть не только перед сдачей готового объекта, но и промежуточными – по завершению каждого отдельного этапа строительства. Особенно он важен перед сдачей скрытых работ.
Воспользовавшись нашей помощью, вы получите объективную и достоверно обоснованную информацию о состоянии строения, конструкции или применяемых материалов. Это убережет вас от обмана и различных неприятностей, связанных с ухудшением качества строительства.
Преимущества обращения в компанию
В пользу сотрудничества с «СтройКонтрольСервис» говорит целый ряд фактов:
- Выполнение работ обязательно проводится с выездом на место и с подключением собственной лаборатории.
- Все действия выполняются собственными силами. Компания не привлекает к сотрудничеству сторонних специалистов и не использует лаборатории других фирм. Это существенно сокращает накладные расходы.
- Клиентам предлагается честная прямая цена без дополнительных накруток. Она обоснована затратами и определяется общероссийской практикой. Более того, при повторном обращении или большом объеме работы, стоимость заказа может быть существенно снижена
- Коллектив нашей организации состоит из опытных специалистов, имеющих сертификаты о прохождении обучения.
- У нас имеются документы о членстве в СРО. Это значит, что заключение экспертов компании станет неопровержимым доказательством в случае судебных разбирательств.
Хотите обеспечить независимый, объективный приемочный контроль по приемлемым ценам? Свяжитесь с нами любым удобным способом!
Обеспечение качества лекарственных средств (Реферат), стр.11
16 Контроль качества лекарств, изготавливаемых в аптеках
Общие положения о внутриаптечном контроле. Вся производственная деятельность аптеки направлена на обеспечение высококачественного изготовления Л С для населения и лечебно-профилактических учреждений. Достигается это за счет строгого выполнения технологии изготовления ЛФ, соблюдения фармацевтического порядка и санитарного режима, правильно и четко организованного внутриап- течного контроля, правил и сроков хранения и отпуска ЛС.
Внутриаптечный контроль осуществляется в соответствии с Приказом МЗ РФ от 16 июля 1997 г. №214 «О контроле качества лекарственных средств, изготавливаемых в аптеках». Приказом утверждены три документа (приложения к приказу 1, 2, 3):
«Инструкция по контролю качества лекарственных средств, изготавливаемых в аптеках», содержащая 8 приложений.
«Типовые профессионально-должностные требования к провизору, занятому контролем качества ЛС, изготавливаемых в аптеках (провизору-аналитику)».
«Сроки годности, условия хранения и режим стерилизации ЛС, изготовленных в аптеках».
В соответствии с Приказом МЗ РФ №214 в аптеках должны быть созданы условия, необходимые для выполнения всех утвержденных требований, инструкций, нормативов, положений. Контроль качества Л С, изготавливаемых в аптеках, должен осуществляться провизором-аналитиком высокой квалификации, владеющим теоретическими знаниями и практическими навыками в соответствии с «Типовыми требованиями» (приложение 2 к приказу). Провизоры-аналитики должны быть аккредитованы на этот вид фармацевтической деятельности и обязаны владеть всеми видами внутриаптечного контроля. Выполнение отдельных видов внутриаптечного контроля осуществляет провизор-технолог.
Внутриаптечный контроль — это комплекс мероприятий, направленных на своевременное предупреждение и выявление ошибок, неточностей, возникающих при изготовлении, оформлении и отпуске лекарств.
Контроль осуществляется в строгом соответствии с «Инструкцией по контролю качества лекарственных средств, изготавливаемых в аптеках», угвержденной Приказом МЗ РФ №214 (приложение 1). В ней предусмотрены все необходимые мероприятия, обеспечивающие изготовление в аптеках ЛС, качество которых соответствует требованиям, регламентированным ГФ, действующими НД (ОФС, ФС, ФСП), приказами и инструкциями Минздрава РФ. Действие Приказа МЗ РФ №214 распространяется на все аптеки (в т.ч. гомеопатические), находящиеся на территории России независимо от форм собственности и ведомственной принадлежности.
Система внутриаптечного контроля включает проведение предупредительных мероприятий и различных видов контроля, таких как приемочный, органолептический, письменный, опросный, физический, химический, контроль при отпуске. Руководитель аптеки обязан обеспечить условия для проведения всех указанных видов контроля. Для выполнения контроля в аптеках должны быть оборудованы аналитические кабинеты (столы), оснащенные всем необходи- 2- — с:гласно «Инструкции» (приложение 1).
Независимо от источника поступления все ЛСи JIB, поступающие в аптеку, подвергаются приемочному контролю. Все ~ I : — зленные в аптеке по индивидуальным рецептам и требованиям лечебных учреждений (в т.ч. гомеопатические), триаптечная заготовка, фасовка, концентраты и полуфабрикаты подвергаются письменному, органолептичес-
Контролю при отпуске обязательно, опросному и физическому — выборочно, химическому — в соответ- . с разделом 8 Инструкции — «Химический контроль» — обязательно или выборочно (в зависимости от вида Л Ф).
17 Предупредительные мероприятия
Большое значение в обеспечении фармацевтического порядка и качества изготовления ЛС имеет организация и проведение предупредительных мероприятий. К ним относится соблюдение санитарных норм и правил противоэпидемического режима, правил асептики при изготовлении ЛС в соответствии с действующими нормативными документами, инструкциями и приказами. Все это способствует изготовлению высококачественных ЛС.
Соблюдение требований и правил получения, сбора, хранения и изъятия для испытаний на стерильность воды очищенной, воды для инъекций, стерильных растворов, требований к приготовлению и контролю качества растворов для новорожденных, а также правил приготовления ЛС в асептических условиях, изготовления нестерильных ЛС определены «Инструкцией по санитарному режиму аптечных учреждений (аптек)», утвержденной Приказом МЗ РФ №309 от 21 октября 1997 г. Чем строже соблюдается санитарный режим, тем меньше микробная загрязненность ЛС.
Предупредительные мероприятия включают обеспечение исправности и точности приборов, аппаратов и весового хозяйства, систематической их проверки. Важное значение имеет контроль за правильностью выписываемых рецептов и требований лечебных учреждений, за соблюдением технологии ЛС, ее соответствием требованиям ГФ, НД и методических указаний, действующих приказов и инструкций. Любые отклонения и нарушения норм метрологии и технологии влияют на качество изготавливаемых ЛС. Приготовление ЛС по индивидуальным прописям, а также внутриаптечной заготовки, концентратов и полуфабрикатов считается законченным только после оценки их качества и правильности оформления. В аптеке должны быть созданы необходимые условия для хранения ЛС в соответствии с их физико-химическими свойствами и требованиями ГФ, чтобы они выдерживали установленные НД сроки годности.
Особые требования предъявляются в аптеке к правильности оформления и заполнения штангласов. В помещениях хранения на всех штангласах с ЛС должны быть указаны: номер серии предприятия-изготовителя, номер анализа КАнЛ (ЦККЛ), срок годности, дата заполнения и подпись заполнившего штанглас. На штангласах, заполненных ЛС, содержащими сердечные гликозиды, должно быть указано количество ЕД/г ЛРС или ЕД/мл ЛС.
В ассистентских комнатах на всех штангласах с ЛВ должны быть указаны: дата заполнения, подпись заполнившего штанглас и проверившего подлинность ЛВ. На штангласах с ЛВ списков А и Б должны быть указаны высшие разовые и суточные дозы, а на штангласах с ЛВ, предназначенными для изготовления стерильных ЛФ, — предупредительная надпись «Для стерильных лекарственных форм».
Штангласы с растворами, настойками, концентратами должны быть обеспечены нормальными каплемерами или пипетками. На штангласе указывается число капель в определенном объеме. Заполнение штангласа или бюретки в бюреточной установке должно производиться только после полного использования ЛС и соответствующей обработки штангласа (бюретки).
Номенклатура концентратов, полуфабрикатов и внутриаптечной заготовки ЛС, изготавливаемых в аптеках региона, должна утверждаться территориальной КАнЛ. В этот перечень могут включаться только те прописи, на которые имеются методики анализа для химического контроля и установлены сроки годности. Исключение составляют некоторые внутри- аптечные заготовки для ЛФ наружного применения и гомеопатические разведения, анализ которых не может быть произведен в условиях аптеки. Их готовят в присутствии провизора-аналитика или провизора-технолога.
18 Приемочный контроль
Цель приемочного контроля — предупреждение поступления в аптеку некачественных ЛС. Он заключается в проверке всех поступающих ЛС на соответствие требованиям ФС по показателям: «Описание», «Упаковка», «Маркировка», а также наличия сертификатов и других документов, подтверждающих качество ЛС в соответствии с действующими приказами и инструкциями. Этот вид контроля осуществляет зав. отделом запасов.
Контроль по показателю «Описание» предусматривает проверку внешнего вида, запаха. В случае сомнения в качестве образцы ЛС направляются в КАнЛ (ЦККЛ). Эти ЛС хранятся в аптеке изолированно от других с обозначением «Забраковано при приемочном контроле».
При проверке по показателю «Упаковка» главное внимание обращается на ее целостность и соответствие упаковки фи- зико-химическим свойствам лекарственных средств.
При контроле по показателю «Маркировка» уделяют внимание правильности оформления этикетки, а также соответствию маркировки на первичной, вторичной и групповой упаковке и наличию листовки-вкладыша (на русском языке). На этикетках должны быть указаны: предприятие-изготовитель, название ЛС, масса или объем, концентрация или состав, номер серии, номер анализа, срок годности, дата фасовки. На ЛС, содержащих сердечные гликозиды, должно быть указано количество ЕД/г ЛРС или ЕД/мл ЛС. Если ЛС предназначены к изготовлению растворов для инъекций и инфузий, то на этикетке должно быть указано «Годен для инъекций». Упаковки с ядовитыми и наркотическими ЛС должны быть оформлены в соответствии с требованиями действующих приказов и инструкций.
Лекарственное растительное сырье, поступающее от населения, проверяется по показателю «Внешние признаки» в соответствии с требованиями ГФ или другой НД, после чего направляется на анализ в территориальную КАнЛ (ЦККЛ).
| 6.
Мониторинг и контроль процессов или продуктов 6.2. Тестирование продукта на приемлемость: приемка партии Отбор проб
| |||
| Вклад Dodge и Romig в приемочную выборку | Приемочная выборка — важная область статистической контроль качества, который был популяризирован Dodge and Romig и первоначально применяется U.С. военный к испытаниям пуль во время мировой войны II. Если бы каждую пулю тестировали заранее, не оставалось бы никаких пуль. корабль. Если, с другой стороны, ни один из них не был протестирован, неисправности могут происходят на поле боя с потенциально катастрофическими результатами. | ||
| Определение приемочной выборки партии | Додж рассудил, что образец следует отбирать из партии случайным образом. и на основе информации, полученной в результате выборки, необходимо принять решение о отчуждении лота.В В общем, решение либо принять, либо отклонить лот. Этот процесс называется Приемочная выборка партии или просто Приемка Выборка . | ||
| «Атрибуты» (т. Е. Подсчет дефектов) будут предполагаться | Приемочная выборка — это подход «середины пути» между отказом от осмотр и 100% осмотр. Есть две основные классификации планы приемки: по атрибутам («идти, не идти») и по переменные .Случай атрибута является наиболее распространенным для принятия выборка, и будет предполагаться до конца этого раздела. | ||
| Важный момент | Следует помнить, что основная цель принятия отбор проб должен решить, будет ли партия приемлемой, не оценивать качество лота. | ||
| Сценарии, ведущие к приемочной выборке | Приемочный отбор используется, когда один или несколько
справедливо следующее:
| ||
| Приемочный контроль качества и приемочный отбор | В 1969 году Гарольд Додж указал, что приемлемое качество Контроль — это не то же самое, что приемочная выборка.Последнее зависит от конкретные планы выборочного контроля, которые при реализации указывают на условия для принятия или отклонения инспектируемой партии. Первый может быть реализован в виде диаграммы приемочного контроля. Контрольные пределы для карты приемочного контроля рассчитываются с использованием пределы спецификации и стандартное отклонение того, что отслеживается (см. Ryan, 2000 для подробностей). | ||
| Наблюдение Гарольда Доджа | В 1942 году Додж заявил: «…. в основном система «приемочного контроля качества», которая была разработана охватывает концепцию защиты потребителя от неприемлемого дефектный продукт и поощрение производителя к использованию качества процесса контроль за счет: варьирования количества и степени жесткости приемочных проверок в прямой связи с важностью проверяемых характеристик, и в обратной зависимости от качества уровня качества как показателя этими инспекциями «. Чтобы еще раз подчеркнуть разницу в этих двух подходах: приемочный отбор планы — это разовые сделки, которые, по сути, проверяют краткосрочные эффекты.Качественный контроль является долгосрочным и является частью хорошо спроектированной системы для приемки лота. | ||
| Наблюдение Эда Шиллинга | Шиллинг (1989) сказал: «Индивидуальный план отбора проб во многом похож на снайпера-одиночку, в то время как схема плана выборки может обеспечить огневую мощь в битве за улучшение качества.» | ||
| Контроль качества продукции по картам приемочного контроля | Согласно стандарту ISO при приемке контрольные карты (ISO 7966, 1993), карта приемочного контроля сочетает в себе учет последствий контроля с элементами приемочного отбора проб.Это подходящий инструмент для помощи принимать решения относительно принятия процесса. Разница между подходы к приемочному отбору и графики приемочного контроля являются акцентом на приемлемости процесса, а не на решениях по размещению продукта. | ||
Глава 5. Процедуры приемки — оптимальные стандарты приемки для статистических строительных спецификаций,
Предыдущая | Содержание | Следующий
В этой главе продолжается обсуждение Фазы II процесса разработки спецификации.Эта глава предназначена для того, чтобы показать, «как использовать» лучшие практики при разработке или модификации части плана приемки спецификаций QA. Шаги, которые задействованы в этой части процесса, указаны на блок-схеме на рисунке 7. Цифры в прямоугольниках перед заголовками следующих разделов относятся к соответствующему блоку на блок-схеме.
19 Разработка процедур приемки и требований
Есть много важных вопросов процедуры приемки, которые необходимо решить при разработке плана приемки, и множество требований, которые могут быть инициированы.Как и в случае с QC, не существует единого рецепта, который лучше всего работает во всех ситуациях, но есть несколько, которые эффективно использовались различными агентствами.
Важно, чтобы агентство определило, чего оно хочет достичь с помощью плана приемки и его процедур.
- Если основная функция заключается в обеспечении того, чтобы подрядчики не полностью пренебрежение качеством, то присутствие инспектора агентства в сопровождении может быть достаточно минимального количества приемочных испытаний.Это ограниченное усилие, однако на самом деле не позволит агентству различать добро и плохая конструкция и материал. Для этого потребуются дополнительные случайные отбор проб и тестирование в соответствии с традиционными методами или больше.
- Если агентству нужен надежный статистически обоснованный план, который позволит им определить с низкой степенью риска уровни качества, которые подрядчик предоставляет, то потребуются еще более крупные размеры выборки.
- Если агентство хочет предоставить достаточно информации для использования в качестве исходных данных некоторые из тщательно продуманных моделей производительности, которые сейчас разрабатываются, будут требуют значительно большего количества проб и испытаний, чем обычно сделано агентствами. В наш век конкуренции за ограниченные ресурсы кажется маловероятно, что многие агентства захотят использовать такой уровень выборки. и тестирование на всех своих проектах.Этот уровень тестирования может быть ограничен к избранным проектам, которые могут быть использованы для повышения эффективности работы конкретного агентства. модели. Однако калибровка и обновление таких моделей все равно потребуют постоянный уровень тестирования, который агентства не желали поддерживать в прошлом. Кажется маловероятным, что они захотят или смогут это сделать. в будущем.
Обсуждения и примеры того, как анализировать данные и развивать принятие планы, представленные в этой и следующих главах, помогут агентству решить, какой объем выборки и тестирования он считает экономически оправданным для его конкретной ситуации.
20 Решите, кто будет проводить приемочные испытания
В рамках процедур приемки и требований одно из первых решений, которое необходимо принять, — «Кто будет проводить приемочные испытания?» Ответ на этот вопрос повлияет на последующие решения и процедуры в плане приемки. Агентство может принять решение о проведении приемочного тестирования, может поручить тестирование подрядчику, может использовать комбинацию приемочного тестирования агентства и подрядчика или может потребовать проведения тестирования третьей стороной.
Решение о том, кто проводит тестирование, обычно принимается агентством. оценка персонала, особенно в дни сокращения штата. Однако отсутствие кадров в агентстве не должно быть единственной причиной для решения использовать приемочные испытания подрядчика, даже если так было часто. На самом деле агентства иногда не находили значительных сокращение персонала агентства в результате использования приемки подрядчика тестирование.Кроме того, если агентство применяет приемочные испытания подрядчика исключительно для сокращения кадровые потребности агентства, то с меньшей вероятностью агентство будет следовать всем такие шаги, как разработка соответствующих процедур валидации и предварительное внедрение обучение, необходимое для успешного внедрения спецификации QA. Более того, на подрядчиков никогда не следует возлагать ответственность за приемочные испытания не имея достаточного времени на подготовку, чтобы взять на себя эту задачу, особенно с точки зрения персонала и помещений.
21 Приемочные испытания подрядчика / третьей стороны
Если агентство проводит приемочные испытания, преобладающей темой будет «бизнес как обычно», и следующим шагом будет определение качественных характеристик для измерения. Если агентство не проводит приемочные испытания, оно должно решить, кто будет выполнять эту функцию, прежде чем определять, какие характеристики качества следует измерять.
Многие агентства требуют, чтобы подрядчик или третье лицо выполнили приемку тестирование.Как уже упоминалось, это часто происходило, по крайней мере частично, из-за того, что сокращения штата агентства. Часто возникало то, что подрядчик требуется для выполнения как контроля качества, так и приемочных испытаний. Это одна из причин, по которой эти две функции могут смешаться, если не позаботиться о том, чтобы они разделение. Если на подрядчика возложены обе функции, это обязательно что разница между двумя функциями и цель каждой полностью объяснил как подрядчику, так и персоналу агентства.Дополнительно, если подрядчик возложена приемочная функция, приемочные испытания подрядчика должны быть проверено агентством. Статистически обоснованные процедуры проверки должны быть разработаны, что требует отдельной программы проверки. Есть несколько формы процедур проверки и некоторые формы более эффективны, чем другие. Во избежание конфликтов в интересах обеих сторон провести проверку процесс настолько эффективен и действенен, насколько это практически возможно.
22 Разработка процедур проверки
Если подрядчик или третье лицо, действующее от имени подрядчика, например консультант, должно провести приемочные испытания, агентство должно иметь процедуру проверки, чтобы подтвердить или опровергнуть результаты приемочных испытаний.
FHWA 23 CFR 637B (6) утверждает следующее:
Результаты отбора проб и испытаний для контроля качества могут использоваться как часть решения о приемке при условии, что:
- Отбор проб и тестирование проводились квалифицированными лабораториями. и квалифицированный персонал для отбора проб и тестирования.
- Качество материала подтверждено контрольными испытаниями. и отбор проб. Проверка должна проводиться на взятых образцах. независимо от образцов контроля качества.
Суть данного требования — действенный и разумный способ защиты интересов налогоплательщика. Схема требований FHWA 23 CFR 637B приведена в приложении E.
Заявленное использование результатов отбора проб и испытаний для контроля качества в FHWA 23 CFR 637B (6) не согласуется с философским подходом, используемым в этом руководстве.То есть контроль качества и приемка — это отдельные функции, и их не следует совмещать. Причины этого подробно описаны и обсуждаются в главах 3 и 4 данного руководства. В этом руководстве тесты подрядчика, которые используются для принятия решения о приемке, называются приемочными, а не контрольными испытаниями. Тесты контроля качества — это тесты, используемые подрядчиком для контроля процесса. Хотя верно, что подрядчики определенно будут относиться к своим процессам с результатами приемочных испытаний, действительно полезными являются те тесты контроля качества, результаты которых могут быть получены во время процесса, чтобы можно было внести корректировки, чтобы гарантировать, что последующие приемочные испытания будут соответствовать требованиям. требования приемочного плана.
22.1. Определение проверки
В глоссарии TRB (2) проверка определяется следующим образом:
- Проверка — Процесс определения или проверки достоверности или точности результатов тестирования путем изучения данных и / или предоставление объективных доказательств. [Контрольный отбор образцов и тестирование могут быть частью программы независимой гарантии (для проверки тестирования QC подрядчика или агентства приемка) или часть приемочной программы (для проверки испытаний подрядчика используется в решении о приемке агентства).]
Как отмечалось в главе 1, некоторые определения в FHWA 23 CFR 637B (6) могут несколько отличаться от используемых в этом руководстве. Используемые здесь определения призваны гарантировать, что отбор образцов и тестирование для контроля качества являются отдельной функцией от приемочного отбора образцов и испытаний. Однако необходимость в процедурах проверки одинакова для обоих наборов определений. FHWA 23 CFR 637B (6) использует термин «контрольный отбор образцов и тестирование» и определяет его как «Отбор образцов и тестирование, выполняемые для подтверждения качества продукта.» В этом смысле выборка и тестирование для проверки агентством, а также приемочная выборка и тестирование агентством имеют одну и ту же основную функцию — для подтверждения качества продукта.
22.2. Независимые и разделенные образцы
Глоссарий TRB (2) содержит следующие определения:
- Разделенная выборка — Образец, который был разделены на две или более частей, представляющих один и тот же материал.[Разделить образцы иногда используются для проверки приемлемости испытательного оборудования оператора и процедура. Это возможно, потому что изменчивость, рассчитанная на основе различий в результатах сплит-теста учитывается исключительно вариативность тестирования.]
- Независимый образец — Отобранный образец безотносительно к любому другому образцу, который также мог быть взят для представления рассматриваемый материал.[Иногда для проверки решение о приемке. Это возможно, потому что наборы данных из независимых образцы, в отличие от образцов из разделенных выборок, каждая содержит независимую информацию отражающие все источники изменчивости, то есть материалы, отбор проб и испытания.]
FHWA 23 CFR 637B (6) требует, чтобы «Проверочный отбор образцов проводился на образцах, отобранных независимо от образцов контроля качества.» Таким образом, эта процедура не позволяет использовать разделенные выборки. Необходимость использования независимых выборок в отличие от разделенных выборок была поставлена под сомнение некоторыми агентствами.
Чтобы понять разницу в информации, предоставленной двумя выборочными процедуры, то есть разделение на независимые выборки, понимание концепции компонентов изменчивости. Изменчивость может исходить от множества разных источники. Статистики иногда называют эту изменчивость «ошибками». ошибка, ошибка тестирования и т. д.Эти термины означают изменчивость выборки и тестирование. вариативность, а не ошибки. Источники изменчивости объединяются за счет использования основной меры изменчивости, называемой дисперсией, обозначается как s 2 . Источники изменчивости объединяются путем добавления дисперсий (не стандартные отклонения, обозначенные как s).
Источники изменчивости важны при принятии решения об использовании независимых или разделенных выборок. Решение зависит от того, что агентство хочет проверить.Независимые образцы, то есть образцы, полученные независимо друг от друга, содержат до четырех источников изменчивости: материал, процесс, отбор образцов и метод тестирования. Разделенные образцы содержат только вариативность метода тестирования. Эти компоненты изменчивости показаны на рисунках 8 и 9.
Фигура| 8. Компоненты дисперсии для независимых выборок |
Существует значительная путаница между использованием процедур независимой и раздельной выборки.Чтобы уменьшить эту путаницу, в данном руководстве термин «проверка метода испытаний» относится к случаю, когда используются разделенные образцы, а термин «проверка процесса» относится к случаю, когда используются независимые образцы.
Статистическое значение этих терминов выходит за рамки простых определений. Если для проверки статистической схожести двух наборов данных используются независимые выборки, то агентство может рассмотреть возможность объединения двух наборов данных для принятия решения о приемке.При принятии решения об объединении двух наборов данных необходимо учитывать вопросы изменчивости. Тот факт, что данные не показаны как разные, не означает, что обязательно означает, что они совпадают. Это просто означает, что невозможно доказать, что они различны, учитывая размер выборки, в которой участвовали. Следовательно, возможно, что объединение двух наборов данных может привести к увеличению изменчивости. С другой стороны, увеличение количества значений в объединенном наборе данных может компенсировать возможное увеличение изменчивости.В целом, вероятно, лучше всего использовать проверочные тесты агентства просто для проверки и использовать только приемочные тесты подрядчика, если они сравниваются с тестами агентства.
Однако, если для проверки двух наборов данных используются разделенные выборки, эти данные не следует объединять для принятия решения о приемке, даже если они были определены как статистически схожие. Это связано с тем, что результаты двух испытаний на разделенной выборке представляют собой по существу один и тот же материал, и поэтому при использовании обоих результатов практически не предоставляется дополнительная информация.Фактически, использование обоих результатов теста с разделенной выборкой просто представляет собой двойной подсчет этого конкретного местоположения выборки.
22,3. Периодичность контрольного отбора проб и тестирования
Не существует общепринятой частоты контрольного отбора проб. Однако, как и любая статистическая процедура, способность процедуры сравнения выявлять различия между двумя наборами результатов зависит от нескольких факторов. Одним из них является количество сравниваемых тестов: чем больше количество тестов, тем выше способность процедуры выявлять статистически достоверные различия.Минимальная агентская ставка в размере 10 процентов от ставки тестирования подрядчика или третьей стороны использовалась в качестве практического правила.
На практике частота проверочного тестирования обычно является экономическим, а не статистическим решением. Статистика проблемы обычно требует столько или больше тестов, сколько у агентства есть ресурсы для их проведения. Подробное обсуждение влияния частоты проверочных испытаний представлено в техническом отчете по этому проекту. (17)
22.4. Процедуры проверки
22.4.1. Проверка гипотез и уровни значимости . обсуждение различных процедур, которые могут быть использованы для проверки метода испытаний или верификации процесса, необходимо понимать две концепции: гипотеза тестирование и уровень значимости. Когда необходимо проверить, разумно ли принять предположение В отношении набора данных проводятся статистические тесты, называемые проверками гипотез.Строго говоря, статистический тест не подтверждает и не опровергает гипотезы. Он предписывает формальный способ исследования доказательств. принять решение о том, верна ли гипотеза.
Чтобы выполнить проверку гипотезы, сначала необходимо определить предполагаемый набор условий, известный как нулевая гипотеза, H o . Кроме того, альтернативная гипотеза, H a , как следует из названия, , альтернативный набор условий, которые будут считаться существующими, если нулевая гипотеза отклонена.Статистическая процедура состоит из предположения, что нулевая гипотеза верна, и последующего изучения данных на предмет наличия достаточных доказательств того, что она должна быть отклонена. H o не может быть фактически доказано, только опровергнуто. Если нулевая гипотеза не может быть опровергнута (или, чтобы быть статистически правильной, отвергнута), следует указать, что мы «не можем отвергнуть», а не «доказать» или «принять» гипотезу. На практике некоторые люди используют «принять», а не «не отклонить», хотя это не совсем статистически правильно.
Пример
Рассмотрим в качестве примера бетонные испытательные цилиндры на сжатие. Нулевая гипотеза может оказаться, что средняя прочность бетонного настила моста составляет 35000 килопаскалей. (кПа), в то время как альтернативная гипотеза может заключаться в том, что средняя прочность менее 35000 кПа. Если выполнено три теста — и результаты теста 30,300, 31,000 и 31,700 кПа — это может показаться достаточным доказательством этот простой пример, что средняя сила не 35000 кПа, поэтому нуль гипотеза будет отвергнута.Альтернативная гипотеза, что средний прочность менее 35000 кПа, следовательно, будет считаться верным.
Важным техническим моментом, о котором следует помнить, является то, что нулевые гипотезы включают равенства (отношения со знаком «=», например, средняя сила = 35 000 кПа и т. Д.), В то время как альтернативные гипотезы включают неравенства («<", ">» или ¹).
Проверка гипотез проводится на выбранном уровне значимости, a, где a вероятность ошибочного отклонения H o , когда это действительно правда.Значение a обычно выбирается как 0,10, 0,05 или 0,01. Если, например, используется a = 0,01 и нулевая гипотеза отклоняется, то есть только 1 шанс из 100, что H o верно и было отклонено по ошибке.
22.4.2. Процедуры проверки метода испытаний. Две процедуры Чаще всего для проверки метода испытаний используются пределы D2S и парные т- испытание.
Пределы D2S. Это простейшая процедура, которую можно использовать для проверки, но она наименее эффективна. Поскольку в процедуре используются только два результата испытаний, она не может обнаружить реальных различий, если результаты не сильно различаются. Значение, обеспечиваемое этой процедурой, содержится во многих процедурах испытаний AASHTO и ASTM. Предел D2S указывает максимально допустимую разницу между двумя результатами, полученными на испытательных образцах одного и того же материала (и, таким образом, относится только к разделенным образцам), и предоставляется для одиночных и многолабораторных ситуаций.Он представляет собой разницу между результатами двух отдельных тестов, вероятность превышения которой составляет примерно 5 процентов, если тесты действительно относятся к одной и той же популяции.
Когда эта процедура используется для проверки метода испытаний, образец разделяется на две части, и подрядчик тестирует одну часть разделенной выборки, в то время как агентство тестирует другую часть разделенной выборки. Затем разница между результатами испытаний подрядчика и агентства сравнивается с пределами D2S. Если разница в тестах меньше предела D2S, два теста считаются проверенными.Если разница в тестах превышает предел D2S, то результат теста подрядчика не проверяется, и выясняется источник разницы.
Пример
Предположим, что агентство желает использовать пределы D2S для проверки метода испытаний. определения содержания асфальта подрядчиком методом зажигания. AASHTO T 308-99 , «Определение содержания асфальтового вяжущего в Горячее смешивание асфальта (HMA) методом зажигания »означает, что D2S предел для двух разных лабораторий равен 0.17 процентов. Итак, для разделенной выборки если разница между результатами подрядчика и агентства составляет 0,17 процента, или менее, метод испытания будет считаться проверенным. Если разница больше 0,17 процента, то результаты будут считаться разными, и следует начать расследование, чтобы определить причину разницы.
Парный тест t- . В случае, когда желательно сравнить более одной пары результатов теста с разделенной выборкой, можно использовать тест t для парных измерений.Этот тест использует различия между парами тестов и определяет, отличается ли средняя разница статистически от 0. Таким образом, проверяется разница внутри пары, а не между парами. Статистика t для теста t для парных измерений:
(1)
где: = среднее значение разницы между результатами теста разделенной выборки.
= стандартное отклонение разницы между результатами теста разделенной выборки.
n = количество разделенных выборок.
Вычисленное значение t затем сравнивается с критическим значением, t крит , получается из таблицы т -значения на уровне а / 2 а с n — 1 степень свободы. Таблица критических значений т представлена в приложении F. Компьютерные программы, такие как Microsoft ® . Excel, содержат статистические процедуры тестирования для парного теста t .Этот упрощает процесс внедрения.
Пример
Предположим, что агентство хотело использовать парный t -тест для тестирования. проверка метода определения содержания асфальта подрядчиком с использованием способ зажигания. В таблице 1 представлена информация о результатах 10 сплита. образцы тестов, которые были проведены.
t -статистика для различий в таблице 1 —
(2)
Из таблицы критических значений t в приложении F, для 9 градусов свободы (т.е., n — 1, или 10 — 1), критическое значение для уровня значимости 0,05 (т. е. а = 0,05) составляет 2,262. Поскольку 3,795> 2,262, агентство пришло бы к выводу, что есть разница между его результатами и результаты подрядчика. Причина этой разницы, следовательно, должна быть исследованным.
Таблица 1. Данные о содержании асфальта для парных т -test Пример
Образец пары | Подрядчик | Результат агентства | Разница |
|---|---|---|---|
1 | 5.65 | 5,75 | +0,10 |
2 | 5,45 | 5,48 | +0.03 |
3 | 5,50 | 5,62 | +0.12 |
4 | 5.60 | 5,58 | -0,02 |
5 | 5,53 | 5.60 | +0.07 |
6 | 5.51 | 5,55 | +0.04 |
7 | 5,78 | 5,86 | +0.08 |
8 | 5,40 | 5,49 | +0.09 |
9 | 5,68 | 5,67 | -0,01 |
10 | 5,70 | 5,80 | +0,10 |
Среднее значение | 5.58 | 5,64 | +0.06 |
Стандартное отклонение | 0,12 | 0,13 | 0,05 |
Рекомендация Процедура проверки метода испытаний .Сравнение одиночный разделенный образец с использованием пределов D2S прост и может быть выполнен для каждой полученной разделенной выборки. Однако, поскольку он основан на сравнивая только отдельные значения данных, он не очень эффективен для идентификации различия, когда они существуют. Рекомендуется, чтобы каждый отдельный сплит образец можно сравнить с использованием пределов D2S, но чтобы в паре t -тест также может использоваться для накопленных результатов разбитой выборки для сравнения с большей проницательностью.Если любое из этих сравнений указывает на разница, затем расследование для определения причины различия должно быть инициировано. |
Более подробное обсуждение процедур проверки представлено в техническом отчете по этому проекту. (17)
22.4.3. Процедуры проверки процесса. Так же, как существуют статистические тесты для проверки результатов испытаний на разделенной выборке, существуют также тесты для проверки независимо полученных результатов испытаний.В Руководстве по внедрению AASHTO для обеспечения качества AASHTO есть две процедуры. (16) Чаще всего используются тесты F и t , которые обычно используются вместе. Однако иногда также используется процедура, сравнивающая тест одного агентства с тестами от 5 до 10 подрядчиков. Оба они обсуждаются ниже.
F -тест и т -тест. Эта процедура включает два теста гипотез, где H o для каждого теста означает, что тесты подрядчика и тесты агентства относятся к одной и той же совокупности.Другими словами, нулевая гипотеза состоит в том, что вариативности двух наборов данных равны для теста F и что средние значения двух наборов данных равны для теста t .
При сравнении двух наборов данных важно сравнивать как средние, так и дисперсии. Для каждого из этих сравнений используется другой тест. Тест F предоставляет метод сравнения дисперсий (квадратов стандартных отклонений) двух наборов данных. Различия в средних оценках оцениваются с помощью теста t .Эти статистические тесты также являются обычным явлением во многих компьютерных программах для работы с электронными таблицами.
Процедуры, связанные с тестами F и t , на первый взгляд могут показаться сложными и запутанными. Подходы F -test и t -test также требуют дополнительных результатов испытаний агентства, прежде чем можно будет провести сравнение. Эти причины могут убедить агентство искать более простой подход. Однако подходы , -тест F, и t -тест — рекомендуемый подход, потому что он гораздо более статистически обоснован и имеет больше возможностей для обнаружения фактических различий, чем второй метод, основанный на тесте одного агентства для сравнение.Любой метод сравнения, основанный на единственном результате теста, не будет очень эффективным при обнаружении различий между наборами данных.
Некоторая сложность сравнений тестов F и t может быть устранена с помощью компьютерных программ. Как отмечалось выше, многие программы для работы с электронными таблицами могут проводить эти тесты. Кроме того, специально разработана компьютерная программа для проведения сравнений тестов F и t для проверочных испытаний процесса. (18) Эта программа, DATATEST, выполняет как тест F , так и соответствующий тест t для сравнения двух наборов данных. Он может проводить тесты на уровне значимости 0,01, 0,05 или 0,10.
Примеры
Приложение F представляет подробное описание, наряду с примерами, как ручные вычисления и компьютерные вычисления для теста F и t -test подход к процессу верификационного тестирования.
Тест одного агентства по сравнению с рядом тестов подрядчика. В этом методе тест одного агентства сравнивается с 5-10 тестами подрядчика. Результат теста одного агентства должен попадать в интервал, который определяется из среднее значение и диапазон результатов испытаний от 5 до 10 подрядчиков. Допустимый интервал в который должен попасть тест агентства — , где и R — среднее значение и диапазон, соответственно, тестов подрядчика, и C составляет фактор, который зависит от количества тестов подрядчика.Это не особо оперативный подход. Это утверждение, однако, может быть сделано для любого метода, который основан на использовании одного теста. В таблице 2 указаны допустимые интервалы на основе от количества подрядных испытаний. Эти допустимые интервалы основаны на уровень значимости, а, примерно 0,02.
Примеры
Дополнительная информация об этом методе, включая принципы, на которых он был развитая и величина различия, которую необходимо идентифицировать как важные, представлены в приложении G.
Рекомендация В то время как это находится в AASHTO Руководство по внедрению для обеспечения качества , (16) ДАННЫЙ МЕТОД НЕ ДОЛЖЕН ИСПОЛЬЗОВАТЬСЯ . Этот способ был разработан очень простым. Страдает от того, что только При сравнении используется тест одного агентства. Любой метод который полагается на одно значение данных, не будет очень эффективным при обнаружении различия.Это связано с высокой изменчивостью, связанной с с индивидуальными по сравнению со средними значениями. Например, если стандартное отклонение для измерения содержания воздуха в PCC составляет 0,75 процента, то для сравнения на основе пяти подрядчиков тесты, вероятность обнаружения фактического разница в 2,25 процента между средствами подрядчика и агентства. В вероятность возрастает до 57 процентов только после 10 тестов подрядчика. использовал.(См. Приложение G для развития этих ценностей.) |
22,5. Мощность процедуры сравнения (т. Е. Проверки гипотезы)
При любом статистическом тесте, чем больше количество сравниваемых результатов теста, тем выше шанс принять правильное решение. Для описанных выше процедур имеются кривые рабочих характеристик (OC), позволяющие определить количество тестов, необходимых для достижения определенной вероятности обнаружения данной разницы, когда она действительно существует.Кривые OC отображают либо вероятность не обнаружения различия (т. Е. Принятие нулевой гипотезы о равенстве совокупностей), либо вероятность обнаружения различия (т. Е. Отклонение нулевой гипотезы о том, что совокупности равны), в сравнении с фактической разницей между две сравниваемые популяции. Кривые, отображающие вероятность обнаружения разницы, иногда называют «кривыми мощности», потому что они показывают мощность процедуры статистического теста для обнаружения данной разницы.
Так же, как есть риск ошибочно отклонить H o когда это действительно так, ошибка типа I или a, также существует риск не отклонить H o , когда он на самом деле ложно. Это называется типом II или b. ошибка. «Мощность» — это вероятность отклонения H o когда оно на самом деле ложно и равно 1 — b. И a, и b важны и используются с кривыми OC при определении подходящего размера выборки. использовать.
На рисунке 10 показана простая кривая разгона для вероятности не обнаружения разницы. между двумя популяциями. Показана фактическая разница между популяциями. по горизонтальной оси, а вероятность НЕ обнаружить разницу показан на вертикальной оси. Три кривые OC для размеров выборки n = 2, n = 4 и n = 10, показаны на рисунке. Для каждого образца размер, когда фактическая разница между популяциями равна нулю (т.э., они равно) существует вероятность 0,95 (или 95%) не обнаруживая разницу. Это означает, что существует вероятность 0,05 (или 5%) что разница будет обнаружена, когда популяции фактически станут равными. Это ошибка типа I или а.
Если нас интересует способность статистического теста идентифицировать фактическая разница в две единицы, тогда цифра 10 может использоваться для определения типа II, или b, ошибка для этой ситуации.В то время как Тип Ошибка I или a была одинаковой для каждого размера выборки, ошибка типа II, или b, уменьшается по мере того, как образец размер увеличивается. Например, на рисунке 10 вероятность не обнаружения разница в 2 единицы (изображена на горизонтальной оси) составляет около 0,81 для n = 2, около 0,23 для n = 4 и по существу 0,0 для n = 10.
Частота сравнения — еще одно решение, которое необходимо принять.Не существует общепринятой частоты. Иногда решение связано с результатом сравнения. Например, проверка может быть основана на одном сравнении для каждой партии, если проверяются результаты испытаний подрядчика. Однако частота может быть увеличена, если результаты указывают на статистическую разницу. Когда обнаруживается статистическая разница, важно исследовать разницу, найти причину различия и исправить проблему, если таковая существует.
Примеры
Кривые OC, связанные с методами проверки методов испытаний и методы проверки процесса, рассмотренные выше, представлены и объяснены в приложение G.В это приложение также включен ряд примеров. Даже более подробное обсуждение кривых разгона доступно в техническом отчете. для этого проекта. (17)
23 Определение характеристик качества для измерения при приемке
Измерение характеристик качества, связанных с производительностью, т. Е. Тех, которые относятся к эксплуатационным характеристикам, является предпочтительным в плане приемки QA, поскольку они обеспечивают указание на то, что измеряемые свойства значимы.Если корректировки платежей производятся на основе результатов тестирования этих качественных характеристик, эти связанные с производительностью результаты могут быть связаны с качеством с помощью некоторого процесса моделирования. Это делает процесс корректировки платежа рациональным, а не произвольным. Также важно выбрать качественные характеристики, которые можно измерить с помощью хорошо зарекомендовавших себя и надежных методов испытаний. Это повышает надежность при выборе качественной характеристики.
Возникают случаи, когда характеристики качества, связанные с производительностью, либо отсутствуют, либо требуют настолько сложных тестов, что они не обладают желаемым атрибутом предоставления достаточно быстрых результатов для приемочных испытаний.В этих случаях можно выбрать суррогатные характеристики качества вместо характеристики качества, связанной с производительностью, но только в случае крайней необходимости. Суррогатная характеристика качества определяется здесь как характеристика, которая измеряется вместо другой характеристики качества или представляет собой характеристику, для которой не существует удобного теста.
Пример возможного использования суррогатной характеристики качества может быть для усталостных свойств HMAC, в котором испытания балки изгиба многократной нагрузки обеспечить желаемый показатель усталостной жизни.Однако испытания на изгиб балок требует времени на запуск и, следовательно, не считается практичным для целей приемки. Следовательно, непрямая прочность на растяжение может рассматриваться как суррогатная величина. Качественная характеристика для качественной характеристики усталостной долговечности.
24 решения по каждому признаку качества приемки
По каждой характеристике приемочного качества необходимо принять несколько решений. Эти решения включают в себя такие вопросы, как принятие и / или спецификация. пределы, определение приемлемых и отклоняемых уровней качества, определение образца размер, размер партии, расположение образца и т. д.Конкретные знания каждой характеристики качества необходимо принять эти решения.
25 Оценка имеющихся данных
Так же, как и для плана контроля качества, должны быть установлены процедуры отбора образцов и испытаний для приемки, а также спецификации и / или пределы приемки. Чтобы установить это, необходимо проанализировать имеющиеся данные. Откуда можно получить эти данные? Необходимо соблюдать осторожность при использовании исторических данных при разработке новых процедур приемки. Исторические данные не всегда могут быть объективными.Фактически, исторические данные часто могут быть необъективными.
Чтобы быть достоверными, исторические данные должны быть получены с использованием процедуры случайной выборки. То есть места отбора проб должны выбираться случайным образом, а не систематически или по решению инспектора. Когда для выбора образца используется суждение, может возникнуть предвзятость, поскольку может возникнуть тенденция к выбору места образца, где материал выглядит сомнительным, чтобы гарантировать, что «плохой» материал не будет включен в проект.С другой стороны, может быть тенденция к выбору места пробы, где материал выглядит особенно хорошо, чтобы гарантировать, что материал будет принят. Любой из них предоставит необъективную оценку фактической собственности, связанной с прошлым строительством.
Еще одна потенциальная проблема с историческими данными — это прошлый процесс выбора и тестирования второго образца, когда первый образец не соответствовал требованиям спецификации. Если вторая выборка соответствовала спецификациям, и поэтому первая выборка не принималась во внимание и ее значение не регистрировалось, то исторические данные будут иметь тенденцию недооценивать фактическую изменчивость, связанную с измеряемым процессом.Достоверность исторических данных должна быть тщательно проверена, прежде чем принимать решение об их использовании в качестве основы для разработки новых процедур приемки.
Поскольку спецификация и / или допустимые пределы будут общими, т.е. общими для всего агентства, данные должны быть получены не только способом, соответствующим их используются в спецификации, но они также должны иметь широкую основу. Это означает, что они должен быть произведен в результате производства / строительства, которые представляют разные географические области штата, разные подрядчики с разными операциями и проектами разных размеров, чтобы упомянуть лишь некоторые из соображений.Данные должны были получены с помощью процедуры случайной выборки и были отобраны и испытаны таким же образом на оборудовании того же типа, которое потребуется в новый приемочный план.
26 Определение наличия достаточного количества данных
Необходимо ответить на два вопроса. Во-первых, действительны ли имеющиеся данные? Например, были ли они получены случайным, беспристрастным образом со всеми результатами? Следующий вопрос: были ли получены данные от достаточного количества различных подрядчиков и проектов разного размера, чтобы дать описание качественных характеристик, вызывающих озабоченность? Достаточно ли данных для принятия необходимых решений, таких как оценка статистических параметров и определение соответствующего распределения вероятностей, которое ляжет в основу процедуры приемки? Если ответ отрицательный, необходимо получить необходимые данные.Если ответ положительный, следующим шагом будет анализ данных.
Нет однозначного ответа на вопрос, что представляет собой достаточный объем данных. Состав достаточных данных может варьироваться от агентства к агентству. Данные должны быть получены от различных подрядчиков и должны охватывать все районы или географические регионы штата. Данные должны быть не только от операций, которые считаются более совершенными, но должны охватывать диапазон операций от лучших до тех, которые считаются просто приемлемыми.Пределы спецификации, которые будут установлены на основе этих данных, не должны основываться только на лучших операциях, но должны быть компромиссом, чтобы они могли быть достигнуты теми операциями, которые агентство считает приемлемыми. Вероятно, что данные не менее 10, а желательно до 20 понадобятся проекты для анализа.
27 Получение данных при необходимости
Что происходит, когда данных недостаточно для принятия решения о статистических параметрах и т. Д.? Откуда можно получить эти дополнительные данные?
Есть несколько потенциальных источников данных. Обзор литературы, что было предпринято ранее, это один из потенциальных источников дополнительных данных. Тем не мение, часто возникает вопрос, насколько данные из других мест применимы к место, для которого разрабатывается приемочный план. Это важно чтобы убедиться, что данные из других источников применимы с момента заключения договора оплата может быть определена по результатам анализа данных.Другие данные Источник предлагает решение проблемы применимости. Это предполагает сбор новые данные по текущим проектам в масштабах всего агентства. Преимущество этого подход заключается в том, что данные могут рассматриваться как более подходящие, чем данные из обзор литературы. Недостаток в том, что на это уйдет больше времени. собирать данные таким образом. Если необходимо собрать новые данные для выполнения оценка, график разработки спецификации должен быть пересмотрен чтобы определить, следует ли его модифицировать и / или расширять.
28 Анализ данных для статистических параметров и распределения
Когда будет достаточно данных, их необходимо проанализировать, чтобы определить соответствующие параметры и распределения, которые будут использоваться при разработке процедур приемки. В ходе анализа следует определить соответствующие распределения вероятностей для представления материала или процесса. В ходе анализа также должны быть разработаны оценки параметров совокупности — среднего, стандартного отклонения, дисперсии и, возможно, систематической ошибки, асимметрии и эксцесса — для каждого проекта отдельно.Также следует разработать «типовые» значения, особенно для стандартного отклонения процесса. Вся эта информация может быть полезна при установлении пределов спецификации и определении уровней качества. Рекомендуется использование компьютеризированных статистических программ, которые обычно включают гистограммы и графики нормальной вероятности, а также расчет статистических показателей.
28.1. Определите соответствующее распределение вероятностей для данных
Планы приемлемости атрибутов не требуют, чтобы совокупность, из которой получены данные, были из нормального распределения, тогда как использование плана приемлемости переменных обычно требует, чтобы данные были из приблизительно нормального распределения.Важно убедиться, что это предположение верно. Визуальное наблюдение за гистограммами данных, нанесение данных на нормальную вероятностную бумагу, изучение значений асимметрии и эксцесса, а также статистические тесты согласия (GOF), такие как критерий хи-квадрат и критерий Колмогорова-Смирнова, — вот некоторые методы, доступные для проверки нормальности предположение.
Хотя было показано, что большинство случаев строительных материалов являются приблизительно нормальными, существуют процедуры для оценки асимметричного распределения, если известно, что оно имеет место.Два способа устранения асимметрии:
- Чтобы использовать план принятия атрибутов, который не так эффективен в отношениях между размером выборки и риском как план переменных.
- Для использования средних результатов испытаний, а не отдельных значений. Средние данных оказалось приблизительно нормально распределенным, даже если взяты из ненормальной популяции.
Примеры
Читатель отсылается к Приложению H с описанием и примерами некоторых простые методы оценки нормальности набора данных.Более статистически здесь не обсуждаются строгие тесты на соответствие требованиям, но их процедуры доступны в многочисленных статистических текстах.
28.2. Определите соответствующую изменчивость процесса
Первый вопрос, на который необходимо ответить: «Какая изменчивость будет использоваться для типичной изменчивости, на которой будут основаны требования приемки?» При ответе на этот вопрос необходимо решить несколько проблем, которые обсуждаются в следующих разделах.
28.2.1. Какая вариативность «проекта» уместна? Первая и, возможно, самая важная проблема заключается в том, чтобы разработать значение вариативности проекта, которое согласуется с тем, как партия будет определена в соответствии с новым планом приемки QA.
Комбинированное стандартное отклонение «проекта». Как правило, целесообразно объединить все результаты испытаний данного прошлого проекта и рассчитать общее значение стандартного отклонения для объединенных данных, ТОЛЬКО если в будущем весь проект будет использоваться как единый лот для определения оплаты.Однако такое решение использовать весь проект в качестве участка предполагает, что результаты всех различных дней укладки на проекте могут быть объединены для формирования единой нормальной популяции. Это не всегда может быть правильным предположением в свете того факта, что погодные изменения и корректировки технологического процесса — частые явления в течение срока типичного проекта укладки дорожного покрытия. В прошлом некоторые агентства рассчитывали совокупные общие значения стандартного отклонения проекта, а затем использовали их для установления предельных значений спецификации, когда принимается партия за партией, а не полная проектная приемка.Это НЕ правильно и делать не следует.
Типичное стандартное отклонение «в пределах лота» для проекта. Если новый план приемки будет основан на приемке от партии к партии, то вариативность, которая используется для установления пределов спецификации, должна соответствовать типовой партии. В таком случае НЕ целесообразно объединять все результаты испытаний проекта, а затем рассчитывать стандартное отклонение для этих объединенных данных. Необходимо рассчитать индивидуальные значения стандартного отклонения для каждой партии, а затем эти стандартные отклонения для партии объединяются, чтобы получить типичное стандартное отклонение «внутри партии» для процесса.
Способ усреднения или объединения значений стандартного отклонения отдельной партии зависит от количества результатов испытаний для каждой партии. Со статистической точки зрения количество тестовых значений для каждой партии известно как размер выборки, или n . В этом случае размер образца относится не к количеству материала, из которого состоят отдельные образцы для испытаний, а к количеству результатов испытаний, на которых основана информация о партии. То есть, если от каждой партии будет четыре теста, то размер выборки составит n = 4.
Стандартное отклонение выборки . В статистических терминах стандартное отклонение выборки обозначается как s. Стандартные отклонения отдельной партии (или образца в статистическом выражении) нельзя напрямую использовать для оценки стандартного отклонения внутрипартийного процесса (или совокупности в статистическом выражении). Это верно, потому что стандартное отклонение выборки является смещенной оценкой стандартного отклонения генеральной совокупности. Следовательно, если стандартные отклонения индивидуальной выборки используются для оценки стандартного отклонения генеральной совокупности, то ДОЛЖЕН применяться поправочный коэффициент для корректировки смещения в оценке.Этот поправочный коэффициент применяется к среднему арифметическому (или среднему статистическому значению) ряда значений стандартного отклонения отдельной партии, и размер выборки должен быть одинаковым для каждой отдельной партии. Из-за этих ограничений редко бывает целесообразно оценивать типичное стандартное отклонение проекта внутри партии на основе стандартных отклонений отдельных партий.
Внимание! Неверно усреднять стандартное отклонение отдельной партии значения, чтобы получить типичное стандартное отклонение проекта. Образец Стандартное отклонение — это смещенная оценка стандартного отклонения совокупности. Для оценки совокупности допустимо использовать стандартные отклонения партии. стандартное отклонение ТОЛЬКО в том случае, если размер выборки одинаков для каждой партии и если применяется соответствующий поправочный коэффициент. Следующие Метод, использующий выборочные отклонения, является правильным и рекомендуемым методом. |
Варианты образцов .Предпочтительный метод оценки стандартного отклонения внутрипартийного процесса заключается в использовании отклонений по партиям, а не стандартных отклонений. Это верно, потому что дисперсия выборки является несмещенной оценкой дисперсии генеральной совокупности. Следовательно, отклонения отдельных партий могут быть «объединены», чтобы обеспечить несмещенную оценку отклонений внутрипартийного процесса. Квадратный корень из объединенной дисперсии проекта будет тогда несмещенной оценкой стандартного отклонения процесса внутри партии. Объединенная дисперсия представляет собой средневзвешенное значение, основанное на размерах выборки, связанных с дисперсиями отдельных партий.С точки зрения статистики, если мы предположим, что наши индивидуальные значения партии относятся к одной и той же генеральной совокупности или из разных популяций, имеющих равные отклонения, тогда индивидуальные отклонения партии могут быть объединены, чтобы дать оценку отклонения внутрипартийного процесса. Формула для этой оценки, если имеется тыс. отдельных лотов, составляет
(3)
где: s 2 p = объединенная оценка дисперсии процесса внутри партии.
s 2 i = дисперсия для лота i , где i = 1, 2, _ k .
n i = количество значений для лота i .
k = количество лотов в проекте.
Объединенное стандартное отклонение — это просто квадратный корень из объединенной дисперсии. Хотя это уравнение предполагает выборку из популяций, имеющих равные отклонения, обычно считается, что оно подходит для этого приложения при разработке планов приемки.
Пример
Результаты тестирования прошлого проекта показаны в таблице 3.
Таблица 3 показывает, что при объединении всех 40 отдельных результатов испытаний в один набор данных, изменчивость, как показано стандартным отклонением, составляет 0,69. Однако, когда стандартные отклонения 10 отдельных лотов объединенное с использованием уравнения 5-3, стандартное отклонение процесса «внутри партии» составляет 0,61.
Если агентство решит, что приемка будет основана на лоте размером с проект, то правильное стандартное отклонение для представления этого проекта равно 0.69, который основан на размере выборки n = 40 тестов в проекте. Тем не мение, если агентство решит, что приемка будет производиться по индивидуальной партии, затем приблизительное стандартное отклонение, представляющее типичную партию на этом проект составляет 0,61, с размером выборки на лот n = 4.
Лот | Результаты испытаний | n | Лот | ||
|---|---|---|---|---|---|
Среднее значение | Стандартное отклонение | Разница | |||
1 | 4.6, 5,3, 5,5, 4,8 | 4 | 5,05 | 0,420 | 0,176 |
2 | 6,0, 5,7, 5,1 | 3 | 5.60 | 0.458 | 0,210 |
3 | 5,2, 3,7, 4,2, 5,0 | 4 | 4,53 | 0,699 | 0,487 |
4 | 6.3, 6.1, 4.9, 6.0, 5.3 | 5 | 5,72 | 0,593 | 0,352 |
5 | 5,2, 5,0, 3,6 | 3 | 4,60 | 0.872 | 0,760 |
6 | 5,8, 4,9, 4,5, 5,5 | 4 | 5,18 | 0,585 | 0,342 |
7 | 4.9, 4.7, 3.5, 4.6 | 4 | 4,43 | 0,629 | 0,396 |
8 | 5,9, 5,6, 4,2, 5,5, 4,7 | 5 | 5,18 | 0.705 | 0,497 |
9 | 5,9, 5,7, 4,4, 5,6 | 4 | 5,40 | 0,678 | 0,460 |
10 | 4.4, 4.6, 5.0, 4.8 | 4 | 4,70 | 0,258 | 0,067 |
Индивидуальные тесты | 40 | 5,1 | 0.69 | ||
Объединено на 10 лотов | 10 | 0,61 | 0,371 | ||
28.2.2. Выбор «типичной» изменчивости процесса. После определения типичной изменчивости процесса внутри партии для различных проектов можно затем определить, являются ли данные от подрядчиков достаточно согласованными, или имеют ли некоторые из них значительно меньшую или большую изменчивость, чем другие, соответствуют ли одни требованиям спецификации чаще, чем другие, и т.п.Это важно при попытке выбрать «типичную» изменчивость внутри партии для всего процесса (или изменчивость процесса). Например, типичная изменчивость процесса не должна устанавливаться для наиболее или наименее последовательного подрядчика.
Как отмечалось выше, данные должны поступать от ряда различных проектов, а также от разных подрядчиков. Количество проектов для рассмотрения будет варьироваться в зависимости от количества подрядчиков, работающих в штате, количества различных геологических регионов в штате и того, насколько вариативность процесса различается между проектами и подрядчиками.
Как только данные об изменчивости проекта доступны, необходимо принять решение о том, какую изменчивость использовать в качестве «типичной» изменчивости процесса. Затем эта типичная изменчивость будет использоваться для установления пределов спецификации. Не существует единственного «правильного» способа решить, какую типичную изменчивость использовать. Пример может помочь прояснить некоторые факторы, участвовавшие в принятии решения.
Пример
Предположим, дорожное агентство собрало данные по 10 прошлым проектам, которые это было сочтено приемлемым, и были определены результаты, представленные в таблице 4.
Агентство может выбрать 1,65 в качестве «типичного» процесса. значение стандартного отклонения (мера изменчивости процесса), поскольку это значение «способно» быть достигнуто. С другой стороны, агентство могло выберите 3,20, так как это значение было получено на проекте, который агентство видимо считается приемлемым. Вероятно, нецелесообразно выбирать либо лучшая (наименьшая) изменчивость, либо наихудшая (наибольшая) изменчивость как «типичная» изменчивость.Агентство не может уменьшить вариативность просто указав его, особенно если было доказано, что подрядчики, в целом, не смогли постоянно соответствовать этому значению изменчивости. Вероятно, также не рекомендуется основывать решения по плану приемки. на худшие результаты подрядчика.
Следовательно, агентство, вероятно, пожелает выбрать типичную изменчивость процесса. значение, основанное на учете всех прошлых данных проекта, а не просто единственный лучший или худший проект.Агентство может заказать стандартное отклонение значения от наименьшего к наибольшему. Это дает: 1,65, 2,03, 2,05, 2,12, 2,20, 2.35, 2.51, 2.71, 2.84, 3.20. Субъективное решение может дать несколько возможные «типовые» значения. Например, можно выбрать 2,51 поскольку 7 из 10 проектов имели это значение или меньше, и потому что было достаточно большой разрыв до следующего более высокого значения (2,71). Точно так же можно выбрать 2,84 из-за очень большого разрыва между этим значением и наибольшим значением 3.20. Возможны и другие субъективные выборы.
Не существует единственного «правильного» способа определить типичное значение для вариативность процесса. Агентству следует рассмотреть различные варианты и выбрать метод, который наиболее удобен для данных проекта.
пр. | Стандартное отклонение проекта | пр. | Стандартное отклонение проекта |
|---|---|---|---|
А | 1.65 | ф | 2,51 |
В | 2,05 | г | 3,20 |
С | 2,84 | H | 2,20 |
Д | 2.12 | I | 2,71 |
E | 2,35 | Дж | 2,03 |
28,3. Учитывать целевое значение, пропущенное
Выбранное типичное значение стандартного отклонения служит мерой изменчивости в процессе, т.е.е. изменчивость «внутри процесса» для типичного подрядчика по типичному проекту. Это стандартное отклонение будет использоваться для определения пределов спецификации для плана приемки. Еще один фактор, который необходимо учитывать в дополнение к этой изменчивости внутри процесса, — это способность подрядчиков сосредоточить свои процессы на целевом значении. Это может быть даже более сложной задачей, чем определение типичного стандартного отклонения внутри процесса.
28.3.1. Комбинированное стандартное стандартное отклонение. Многие возможные характеристики качества имеют целевые значения, в отношении которых будут установлены двусторонние пределы спецификации. Как показано далее в этом руководстве, идентифицированное стандартное стандартное отклонение процесса может быть использовано для установления этих пределов спецификации. Агентство, однако, должно решить, можно ли ожидать, что типичный подрядчик всегда сможет сосредоточить свой процесс точно на целевом значении. Если агентство считает, что это возможно, то типичное стандартное отклонение процесса, которое было разработано на основе анализа в предыдущих разделах, является правильным для использования при установке пределов спецификации.Если, с другой стороны, агентство считает, что типичное значение процесса подрядчика может несколько отличаться от целевого значения, то необходимо будет учесть этот факт при разработке пределов спецификации.
Неразумно предполагать, что подрядчик всегда может установить свое технологическое среднее точно на целевое значение. Различия в материалах, погодных условиях, состоянии существующего покрытия и другие факторы могут привести к тому, что подрядчик может иногда пропускать целевое значение, несмотря на все усилия подрядчика по его достижению.Если текущая технология не позволяет среднему процессу всегда идти «на цель», то агентство должно учитывать это при установлении пределов спецификации. Поскольку этот целевой промах добавит дополнительную изменчивость к изменчивости внутри процесса, это приведет к более широким пределам спецификации, чем те, которые установлены строго на основе типичного стандартного отклонения процесса.
То, что здесь обсуждается, не относится к случаю, когда подрядчик по какой-либо причине решает намеренно сосредоточить свой процесс на какой-то точке, отличной от целевого значения.Если подрядчик решает сделать это, он должен нести любые потенциальные риски приемки, связанные с его решением. С другой стороны, игнорирование того, что текущая технология может быть недостаточной, чтобы позволить подрядчику всегда достигать цели всеми своими процессами, создает несправедливый риск для подрядчика.
Правильный способ решить проблему «промаха цели» — это определить, насколько переменны фактические средства процесса относительно целевого значения. Эта изменчивость относительно того, где будет сосредоточен процесс, называемая «изменчивостью центра процесса», затем может быть объединена с ранее определенной типичной внутрипроцессной изменчивостью для получения правильного значения стандартного отклонения для использования при установлении пределов спецификации.
«Изменчивость центра обработки» и «изменчивость внутри процесса» можно объединить, просто добавив соответствующие отклонения, а НЕ их стандартные отклонения. Это предполагает, что степень изменчивости процесса не зависит от того, где он находится в центре, предположение, которое кажется разумным, особенно до тех пор, пока целевой промах не очень велик. Обратите внимание, что добавление двух стандартных отклонений НЕ правильно. Две дисперсии необходимо сложить, чтобы получить комбинированную дисперсию. Таким образом, квадратный корень из этой комбинированной дисперсии является правильным значением комбинированного стандартного отклонения для использования.Это соотношение показано в следующих уравнениях.
(4)
(5)
где: = расчетная дисперсия центра процесса.
= оценочная дисперсия внутри процесса.
= предполагаемая совокупная дисперсия по центру процесса и внутри процесса.
= расчетное комбинированное стандартное отклонение.
Чрезвычайно трудно получить истинный ответ на вопрос, насколько вариативны производственные центры.Решение может потребовать некоторой инженерной оценки, поскольку анализ данных вряд ли сможет дать четкий ответ на вопрос.
Одна из причин, по которой трудно ответить на этот вопрос о «промахе цели», исходя из данных проекта, заключается в том, что агентство никогда не знает с уверенностью, где подрядчик намеревался сосредоточить свой процесс. Подрядчик с особенно низкой изменчивостью может по ряду причин решить сосредоточить свой процесс на точке, отличной от целевого значения, и по-прежнему планировать выполнение требований спецификации на основе ее низкой изменчивости.Также будет невозможно определить из данных проекта, было ли среднее значение процесса подрядчика постоянным на протяжении всего проекта или по какой-либо из ряда причин оно было изменено в ходе проекта. Поэтому любой анализ «промаха цели» потребует некоторых предположений со стороны агентства. Каждое отдельное агентство должно решить, основываясь на своем опыте, какие допущения оно считает уместными.
28.3.2. Предполагая постоянный процесс на протяжении всего проекта. Если агентство разработало свое типичное стандартное отклонение путем объединения всех результатов испытаний по проекту, т. Е. Решило использовать весь проект для приемочной партии, то агентство уже предположило, что процесс подрядчика остается постоянным на протяжении всего проекта. Если это предположение сделано, то можно использовать данные из ряда проектов для оценки изменчивости «промаха цели». Как упоминалось в предыдущем обсуждении для определения типичного значения изменчивости процесса, кажется маловероятным, что процесс подрядчика будет идентичным на протяжении всего жизненного цикла большого проекта.Это причина того, что агентство предпочло бы использовать вариации внутри партии для определения типичного стандартного отклонения процесса.
Однако, если агентство предполагает постоянный процесс на протяжении всего проекта, то среднее значение для всех средств партии в проекте будет хорошей оценкой того, где процесс был сосредоточен в проекте. Затем агентство могло бы получить большое количество «промахов» по проекту и проанализировать их, чтобы определить вариабельность, связанную с пропуском целевого значения.Пример поможет проиллюстрировать, как это можно сделать.
Пример
Предположим, агентство готово предположить, что процесс подрядчика остается постоянна на протяжении всего проекта. Затем агентство могло определить значение «среднего целевого промаха» для конкретного проекта путем вычитания целевое значение из среднего значения всех результатов тестирования по проекту.
Предположим, что агентство получило следующий «средний промах по цели» значения из 13 прошлых проектов:
-0.30, -1,28, +0,24, +1,28, +1,20, +1,73, -2,18, -0,23, +1,10, -1,09, -0,69, -1,69, +1,85.
Среднее значение «промахов» для этих 13 проектов составляет 0,00. Это указывает что в среднем подрядчики, вероятно, стремятся к поставленной цели. В стандартное отклонение для этих 13 «промахов» составляет 1,348, с соответствующая дисперсия 1,817. Эти значения представляют изменчивость, связанную с с достижением целевого значения.
Теперь предположим, что агентство ранее выбрало типичную изменчивость процесса. должно быть представлено стандартным отклонением 2,20 с соответствующей дисперсией из 4.84. Комбинированное стандартное отклонение, используемое для определения спецификации затем пределы могут быть рассчитаны с использованием уравнений 6 и 7:
(6)
(7)
Осторожно Метод, описанный в приведенном выше примере, применяется ТОЛЬКО в том случае, если агентство решило предположить, что процесс подрядчика остается постоянным на протяжении всего срока проекта.Если считается, что Средние значения процесса подрядчика могут варьироваться от партии к партии в рамках проекта, что кажется вероятным, тогда вышеупомянутый подход НЕ подходит. |
28.3.3. Предполагая, что процесс не является постоянным на протяжении всего проекта. Если агентство не считает, что процесс подрядчика является постоянным на протяжении всего срока реализации проекта, как это обычно бывает, когда агентство решило использовать приемку партии за партией, то процедуры в предыдущем примере НЕ будут подходящее.В этом случае нет простого способа определить типичную изменчивость «промаха цели», поскольку нет способа узнать, какая часть разброса от партии к партии в средних значениях выборки связана с естественным изменением процесса выборки, а какая — из-за пропусков, изменений или корректировок целевого среднего подрядчика в ходе проекта. Чтобы разрешить эту ситуацию, агентство должно сделать некоторые предположения. Какие предположения будут сделаны, будет зависеть от конкретного агентства и от того, что оно считает наиболее разумным для его государства, подрядчиков и процессов.
Одна из возможностей может заключаться в вычислении стандартного отклонения на основе объединения всех данных проекта в один набор данных. Хотя это не рекомендовалось выше при обсуждении того, как установить стандартное отклонение процесса для использования при приемке от партии к партии, этот подход обеспечит большее значение стандартного отклонения, которое включает изменение средних значений партии от партии к партии. Решение использовать этот подход предполагает, что любое отклонение от цели в рамках проекта будет учтено при объединении всех результатов испытаний.Затем различные стандартные отклонения проекта могут быть объединены с использованием их соответствующих отклонений, чтобы получить типичное стандартное отклонение процесса, которое попыталось бы учесть возможную изменчивость «промаха цели».
Другой возможный подход заключается в том, чтобы агентство использовало некоторый опыт, инженерные решения и знание процесса для разработки разумной оценки изменчивости «промаха по цели». Агентство может основывать свое решение на своем прошлом опыте, а также на обсуждениях с подрядчиками в государстве.Очень простой пример показывает, как агентство может прийти к значению вариабельности «промаха цели».
Пример
Предположим, что агентство желает определить стандартное отклонение «целевого промаха» для конкретной характеристики качества. Основываясь на суждениях опытного персонала агентства и обсуждениях с подрядчиками, агентство считает, что большую часть времени подрядчик может контролировать среднее значение своего процесса с точностью до ± 1,5 единиц от целевого среднего.
Затем агентство может принять решение предположить, что «большую часть» времени можно представить с помощью ± 2 стандартных отклонений «промаха цели». Это соответствует примерно 95 процентам времени. При таком предположении стандартное отклонение «промаха по цели» будет примерно 1,5 ÷ 2 = 0,75 единицы. Если агентство ранее приняло решение о стандартном отклонении «внутри процесса» в 2,75 единицы, объединенное стандартное отклонение для разработки пределов спецификации можно рассчитать с помощью уравнений 8 и 9.
(8)
(9)
28,4. Выявление и объяснение аномалий данных
Аномалии в данных должны быть идентифицированы и, если возможно, объяснены. В работе подрядчика, в отборе проб, испытаниях и т. Д. Может быть что-то, что приводит к аномалии и, следовательно, должно быть рассмотрено для включения или исключения из плана приемки. Например, если данные одного проекта сильно отличаются от данных других проектов, можно определить, что в этом проекте были особые обстоятельства, такие как ночная укладка мощения в холодную погоду.Затем агентству нужно будет решить, желает ли оно учитывать этот проект при установлении требований нового плана приемки.
28,5. Текущий процесс
Как видно из предыдущих разделов, не существует единого, четкого «правильного» метода для определения типичного значения стандартного отклонения, которое можно было бы использовать при установке пределов спецификации. Каждый из возможных методов требует некоторого предположения или предположения агентства. Каждое отдельное агентство должно решить, какие из этих допущений, по его мнению, наиболее подходят для данной ситуации.Какой бы метод агентство ни использовало для определения стандартного отклонения, которое оно использует для определения пределы спецификации, агентство не должно считать процесс завершенным. После внедрения нового плана приемки агентство должно продолжить сбор и мониторинг данных по проектам, чтобы убедиться, что допущения, сделанные при разработке плана приемки, были правильными. Важно, чтобы данные мониторинга были получены таким же образом, как и исходные данные, которые использовались для определения начального типичного значения стандартного отклонения для процесса.Затем агентство должно быть готово изменить свое типичное значение стандартного отклонения и соответствующие пределы спецификации, если дополнительные данные проекта указывают на то, что что надо.
29 Выберите лучшие характеристики качества для приемочных испытаний
В качестве окончательной проверки каждая характеристика качества, выбранная для целей приемки, должна быть пересмотрена после того, как данные будут собраны, проанализированы и проанализированы целевой группой агентства / отрасли. Затем принимается окончательное решение о том, или не включать тесты для измерения каждой характеристики качества в установленные требования приемки.Если решение состоит в том, чтобы не измерять характеристику качества для целей приемки, то целевая группа должна решить, следует ли характеристика должна быть рассмотрена для возможного тестирования QC или должна быть исключена из дальнейшего рассмотрения.
Приемочная выборка для сертифицированного инженера по качеству
Приемочная выборка — это практика, при которой образец тестируется из совокупности (партии), а решение о принятии или отклонении этой совокупности (партии) основывается на результатах теста образца.
Приемочный отбор проб возник в 1930-х годах в Bell Labs благодаря работе Гарольда Доджа и позже был популяризирован военными США во время Второй мировой войны для производства боеприпасов (пуль).
Во время войны было произведено много пуль, и не было экономической возможности испытать их все. Кроме того, часть испытаний была разрушительной , что делало боеприпасы непригодными для использования, поэтому 100% проверка была невозможна.
Приемочная выборка стала компромиссом между отсутствием инспекции и 100% инспекцией и позволила производителям сделать вывод об общем «качестве» всей партии при тестировании только части всей партии.
Со временем приемочная выборка также стала выгодной для других компаний, которые столкнулись с разрушительной проверкой, или когда затраты, связанные со 100% проверкой, были нерентабельными, или где риск обнаружения дефекта низок.
Эта глава состоит из 3 основных частей:
Первая — это концепции выборки — сюда входят такие темы, как кривая рабочих характеристик (OC) , риск производителя и потребителя , а также обсуждение общих терминов выборки, таких как AQL, LTPD, AOQ и AOQL .
Вторая часть — это стандарты и планы выборочного контроля — сюда входит обзор стандартов ANSI / ASQ Z1.4 и Z1.9 , объяснение планов одинарного, двойного, множественного, последовательного и непрерывного выборочного контроля , а также обзор таблиц выборки Dodge-Romig .
Третье — целостность пробы — Включает обсуждение методов установления и поддержания целостности пробы при выполнении плана отбора проб.
Простая викторина для начинающих
Прежде чем тратить время на чтение этой главы, попробуйте пройти тест для начинающих.
Информация
Это предварительная викторина к главе, в которой я попытаюсь подготовить вас к предстоящей информации!
Викторина состоит из 10 случайных вопросов, которые меняются каждый раз, когда вы проходите тест.
Вы уже проходили викторину раньше. Следовательно, вы не можете запустить его снова.
Вы должны войти или зарегистрироваться, чтобы начать викторину.
Вы должны пройти следующую викторину, чтобы начать эту викторину:
Результаты
0 из 10 вопросов ответил правильно
Ваше время:
Прошло время
Вы набрали 0 из 0 баллов, (0)
| Средний балл | |
| Ваша оценка |
Если вы сдали действительно хорошо (> 80%), попробуйте прыгнуть прямо вниз для второго экзамена.
Если вы не справились (<80%), прочтите эту главу и просмотрите подробности!
Если вы действительно хорошо справляетесь, то переходите к финальной викторине внизу.
Часть 1 разбита на 3 подраздела:
- Кривые рабочих характеристик (OC)
- Риск производителя и потребителя
- Термины и определения для AQL, LTPD, AOQ и AOQL.
Эти 3 темы взаимосвязаны и лежат в основе концепции приемочного контроля.
Мы начнем сначала с кривой OC , которая естественным образом приведет нас к рискам (риск производителя и риск потребителя) , связанный с выборкой, а затем, наконец, соответствующие термины AQL, LTPD, AOQ и AOQL. .
Кривые рабочих характеристик (OC)
Кривая OC представляет собой визуальное представление того, насколько хорошо конкретный план выборочного контроля может различать хорошие и плохие партии.
Ниже приведен пример кривой разгона.
По оси Y отложена вероятность приемки (P a ) , а кривая показывает, как вероятность приемки изменяется в зависимости от входящего уровня качества , который показан на оси X.
Кривая OC позволяет визуально оценить план выборочного контроля и понять вероятность принятия множества различных уровней качества.
Кривая OC для идеального плана выборки
Чтобы понять, как работает кривая OC и ее связь с рисками в приемочной выборке , мы должны обсудить идеальную кривую OC .
Допустим, вы покупаете 100,00 резисторов для электронного продукта, и ваш AQL установлен на уровне 3%.
В идеальном плане выборочного контроля принимались бы все партии с несоответствиями менее 3% и отбраковывались все партии с 3% и более несоответствий.
Кривая OC для этого идеального плана выборки будет выглядеть, как показано ниже.
Вы можете видеть, что вероятность принятия составляет 100% для всех уровней входящего качества, — менее 3% несоответствий и 0% — для всех уровней входящего качества, превышающих 3% несоответствующих.
Это означает, что мы примем любую входящую партию, уровень качества которой составляет менее 3% несоответствующей, и отклоним все партии, уровень входящего качества которой превышает 3%.
Выборка не работает.
Иногда мы принимаем партии низкого качества, а иногда отклоняем партии хорошего качества.
Это риски, связанные с отбором проб.
Давайте обсудим, как создать кривую OC, , и тогда вы сможете визуализировать риски , связанные с выборкой.
Создание кривой OC
Кривые OC построены с помощью вычисления вероятности приемки (P a ) для различных уровней входящего качества (p) .
В большинстве планов приемочного контроля используются данные атрибута , и приведенный выше пример ничем не отличается.
Поскольку мы используем данные атрибутов, биномиальное распределение можно использовать для расчета вероятности принятия.
Это уравнение может быть выполнено на различных уровнях входящего качества (p) для построения всей кривой OC:
Где:
- d = количество несоответствий, наблюдаемых во время отбора проб
- c = приемка номер, связанный с планом выборочного контроля
- n = размер выборки, связанный с планом выборочного контроля
- p = входящий уровень качества
Пример кривой OC с использованием биномиального распределения
Предположим, вы работаете на производителя, выполняющего план выборочного контроля на Недавно поступила партия купленных комплектующих.
В вашем плане выборочного контроля вы отобрали 60 компонентов, и вы считаете, что общий процент несоответствия из приобретенной партии поставщика составляет 1 процент, а уровень соответствия составляет 99%.
Вы принимаете эту партию с 1 или менее дефектом (c <1) .
Какова вероятность того, что менее 1 несоответствия (c <1) будет обнаружено в этой выборке из 60, когда известно, что входящий уровень качества составляет 1%?
Уравнение означает, что вероятность того, что d меньше или равно 1 ( d < 1 ), равна вероятности того, что d = 0 плюс вероятность того, что d = 1 .
Мы должны вычислить каждую из этих вероятностей отдельно, а затем сложить их, чтобы найти кумулятивную вероятность.
Я повторил этот расчет для всех входящих уровней качества (p) и рассчитал вероятность принятия для создания всей кривой OC.
Приближение Пуассона
Когда частота дефектов меньше 10%, а размер выборки большой, распределение Пуассона является подходящим приближением для биномиального распределения.
Это часто предпочтительнее, так как вычисления проще, а таблицы Пуассона проще в использовании.
Ниже приведено уравнение для расчета вероятности принятия с использованием распределения Пуассона.
Где:
- μ = n * p = размер выборки , умноженный на входящий уровень качества
- d = количество несоответствий , обнаруженных в выборке
По сути, мы вычисляем вероятность того, что в выборке из n единиц будет обнаружено ровно «d» несоответствий, чей входящий уровень качества оценивается как «p» с точки зрения процента несоответствующих единиц.
Подобно биномиальному распределению, кумулятивная вероятность выражается следующим образом, где c = 1 :
Давайте сделаем это для этого конкретного примера, где:
- n = размер выборки = 60
- p = процент несоответствия проверяемой партии = 1%
- μ = n * p = 60 * 0,01 = 0,6
Как видите, этот расчет вероятности почти идентичен биномиальному расчет распределения, и его намного проще выполнить.
Фактические кривые OC — варьирующийся размер выборки и число приемки
Планы выборочного контроля и связанные с ними кривые OC определяются двумя параметрами: размером выборки (n) и числом приемки (c).
Размер выборки (n) — это количество проверяемых образцов. Приемочный номер (c) — это максимальное количество несоответствий, разрешенное в образце.
Вы также увидите номер отклонения (r), , который для планов единичного выборочного контроля всегда на одно несоответствие больше, чем номер приемки (c).Для планов с двойной и множественной выборкой это число отклонений будет другим.
Последний параметр любого плана выборочного контроля — это количество несоответствий , d , что является фактическим количеством несоответствий, наблюдаемых в выборке .
- Если образец взят и d (наблюдаемые фактические несоответствия) больше, чем приемочное число (c), то партия отклоняется.
- Если образец взят и d (наблюдаемые фактические несоответствия) меньше или равно приемочному числу (c), то партия принимается.
Вернуться к Размер пробы и приемочное число — Когда вы изменяете эти два параметра, план отбора проб и его кривая OC резко меняются. Посмотрим, как это выглядит!
Кривая OC и изменяющееся число приемки
Давайте начнем с примера, где мы сохраняем постоянный размер выборки и меняем число приемки , и давайте посмотрим, как это повлияет на план выборки , — кривую OC , и вероятность принятия лота .
Пример ниже для образца размером из 50 с 4 различными приемочными числами (c = 0, c = 1, c = 2, c = 3).
Здесь вы можете видеть, что при приемочное число, равное нулю, имеет гораздо более крутой угол OC Curve , чем кривая OC, связанная с большими приемочными числами (1, 2 из 3).
Давайте посмотрим на нижеприведенные значения вероятности приемлемости, которые представляют собой точки данных, составляющие четыре кривые OC выше.
Давайте посмотрим на конкретный уровень качества входящей поставки 5%, где 5 из 100 единиц в партии не соответствуют требованиям.
- Вероятность отбора 50 единиц из этой партии и обнаружения нулевого несоответствия (план c = 0) составляет всего 8%.
- Вероятность отбора 50 единиц из этой партии и обнаружения двух несоответствий (план c = 2) выше — 54%.
Здесь можно сделать вывод, что с более низким приемочным числом имеет более крутую кривую OC , и с гораздо большей вероятностью отклонит поступающие партии с низким качеством .
Ниже мы поговорим о AQL (предел приемлемого качества). Вы выберете свой AQL-уровень для своего плана выборки , и этот AQL-номер будет диктовать ваш приемочный номер .
Меньшие значения AQL имеют более низкие приемочные числа , и, таким образом, план выборочного контроля с большей вероятностью отклонит партии низкого качества. Более крупные AQL имеют на большее приемочное число и, следовательно, имеют противоположный эффект.
Кривая OC и варьирующийся размер выборки
Теперь давайте оставим приемочное число постоянным равным 1 (c = 1) и посмотрим, что произойдет с кривой OC, когда мы изменим размер выборки (n) .Ниже представлены 4 различных кривых OC, все при c = 1, но с различными размерами выборки .
Помните, что этот план выборочного контроля имеет номер приемки , равный 1 , это означает, что если фактическое количество несоответствий, обнаруженных во время выборки (d), равно 2 или более, мы отклоняем всю партию.
Давайте посмотрим на вероятность принятия для этих различных размеров выборки, уделяя особое внимание уровню 2% входящего качества .
- При отборе 200 проб вероятность принятия партии с 2% несоответствий очень мала и составляет 9%.
- Когда отбирается только 50 проб , вероятность принятия партии с 2% несоответствий намного выше — 74%.
Вывод состоит в том, что выборка большего количества единиц улучшает способность планов выборки различать входящие партии высокого качества и плохие.
Однако, глядя на эту таблицу, вы можете увидеть, что все еще существует риск того, что ваш план выборки не всегда будет принимать правильное решение о принятии / отклонении.Когда наш план не принимает правильного решения, мы вводим в процесс около риска .
Давайте теперь обсудим 2 рисков, связанных с приемочным отбором .
Два риска приемочной выборки
Приемлемая выборка аналогична другим статистическим методам, особенно методам логической статистики, когда мы берем данные из выборки и делаем выводы обо всей генеральной совокупности.
Другие темы в выводной статистике включают оценки точек и доверительные интервалы, проверку гипотез, анализ ANOVA и т. Д.
Подобно этим другим темам в выводной статистике, существует вероятность того, что выборка может привести нас к неправильному выводу об общей численности населения .
Риск производителя и Риск потребителя — термины для этих ошибок в приемочной выборке , потому что приемочная выборка часто используется, когда материал перемещается от производителя (продавца) к потребителю (покупателю).
Помните, цель приемочной выборки — принять хороший материал и отклонить плохой .Итак, два из четырех приведенных ниже результатов верны.
Производитель и Потребительский риск возникает, когда мы принимаем неправильное решение.
Риск производителя — это риск (вероятность) отклонения партии , истинный уровень качества которой соответствует или превышает требуемый уровень качества (AQL) . Риск производителей обычно обозначается как α , и наиболее распространенная цель риска производителей составляет 5% (0,05).
Потребительский риск — это риск (вероятность) принятия партии , истинный уровень качества которой не соответствует требуемому уровню качества (LTPD) . Потребительский риск обычно обозначается как β , и наиболее распространенная цель для потребительского риска составляет 10% (0,10).
Для любого данного плана выборочного контроля риски, связанные с этим планом (потребительский риск и риск производителя), связанные с этим планом, можно увидеть на кривой OC вместе с их отношением к уровням AQL и LTPD.
В следующем разделе мы определим AQL и LTPD , и вы можете увидеть , как определить их на кривой OC .
Давайте сейчас перейдем к этому.
Ключевой термин в приемочной выборке
В последнем разделе части 1 приведены некоторые общие термины в приемочной выборке, включая AQL, LTPD, AOQ и AOQL.
- AQL означает Предел приемлемого качества
- LTPD означает Допуск партии, процент дефектных
- AOQ означает Среднее исходящее качество
- Исходящее качество означает
AQL — Предел приемлемого качества
В исходных военных стандартах приемочного отбора проб AQL означал приемлемый уровень качества. Это значение «приемлемого уровня , » привело к серьезным ошибкам в интерпретации и было пересмотрено в «Предел приемлемого качества ».
Это отражено во всех основных стандартах отбора проб, включая ANSI / ASQ Z1.4, ISO 2859-1 и ASTME2234.
AQL обычно определяется как наихудшее допустимое среднее значение процесса, которое все еще считается приемлемым.
Одно из наиболее распространенных неправильного понимания AQL заключается в том, что он представляет собой желаемый уровень качества для производственного процесса , из которого отбирается образец.Это неверно. Желаемый уровень качества для процесса, из которого отбирается проба, должен быть намного лучше, чем заявленный AQL.
AQL выражается в процентах несоответствующего материала . Таким образом, AQL, равный 1,0, означает, что потребитель хочет получать материал от поставщика, чей процесс в среднем составляет, в худшем случае, 1% несоответствий или 1 из 100.
Выбор AQL для вашего плана выборочного контроля должен основываться на оценке риска и принимая во внимание критичность измеряемого атрибута качества и критичность любых связанных несоответствий (критических, значительных, незначительных) .
Довольно часто при выборочном контроле оценивается продукт по нескольким качественным характеристикам.
Таким образом, вы можете назначить уровень AQL для группы несоответствий (различные и множественные режимы отказа), или вы можете указать уникальных уровней AQL для отдельных типов несоответствий (режимы отказа). Это полностью зависит от вас.
Наконец, и мне даже не нужно это говорить, но я скажу. . . . Тот факт, что мы указываем уровень AQL, не означает, что вы (или ваш поставщик) можете сознательно передавать несоответствующие единицы.
LTPD — Партия допусков, процент дефектных
LTPD — еще один распространенный показатель при приемочной выборке, отражающий предел качества в процентах брака, то есть наихудшее качество, которое может быть допущено.
LTPD связано с риском потребителя и обычно представляет собой процент брака, связанный с 10% вероятностью принятия.
Кривая OC также помогает проиллюстрировать риск потребителя и производителя, связанный с конкретным планом выборочного контроля, наряду с AQL и LTPD
Напомним, что риск производителей привязан к AQL и традиционно устанавливается на уровне 5% (95% вероятность принятия + 5% вероятность отклонения), а потребительский риск привязан к LTPD и установлен на уровне 10% (вероятность принятия 10%, вероятность отклонения 90%).
Если мы посмотрим на эту кривую OC выше, мы можем сказать, что AQL, связанный с этим планом выборки, составляет 2%, а LTPD для этого плана выборки составляет 8%.
AOQ — Среднее качество исходящей информации
Среднее качество исходящей информации — еще один распространенный термин, используемый в мире приемочной выборки.
Давайте сначала согласимся с тем, что мы имеем в виду, когда говорим исходящее качество .
Если при отборе проб принимается партия, она становится «исходящим» продуктом .Точно так же, если партия отклоняется и выполняется 100% сортировка, эта партия будет выпущена как « исходящий» продукт после завершения сортировки.
Качество этого исходящего материала — это то, что мы имеем в виду, когда говорим о качестве исходящего материала, и оно измеряется в процентном соотношении материала, не соответствующего требованиям .
Концепция AOQ основана на предположении, что любая отклоненная партия будет на 100% отсортирована, а любые несоответствия будут заменены соответствующей единицей.
Если вы откажетесь от этого предположения, вы сможете затем рассчитать Среднее качество исходящих данных для любого плана выборочного контроля.
AOQ определяется как мера среднего исходящего качества данного плана выборочного контроля в% несоответствий после того, как партии были приняты или отклонены и 100% отсортированы.
Рассмотрим эти 3 точки ниже на кривой OC для иллюстрации AOQ .
- В точке , точка A , наша входящая партия имеет хорошее качество (низкий процент несоответствий), поэтому существует большая вероятность того, что большинство партий будет принято и рассматриваться как исходящий продукт.
- Все отклонения отсортировываются и отправляются как исходящий продукт. Из-за высокого качества входящих партий качество исходящего продукта высокое (AOQ низкий).
- В точке , точка B , наша входящая партия имеет предельное качество, поэтому существует 50% вероятность того, что партия будет принята и обработана как исходящий продукт.
- Остальные 50% отклоненных партий будут отсортированы и выпущены как исходящий продукт.
- AOQ здесь имеет тенденцию быть наихудшим, потому что план выборочного контроля имеет 50% вероятность принятия партии с предельным качеством.
- В точке C наша входящая партия имеет плохое качество, поэтому существует большая вероятность того, что большинство лотов будет отклонено и 100% отсортировано, что приведет к высоким уровням исходящего качества (низкий AOQ).
Мы можем перевести их в расчет среднего качества исходящего трафика, используя следующее уравнение:
По сути, мы умножаем вероятность принятия (P a ) на уровень входящего качества (p) , который вы можете увидеть ниже.
Когда уровень качества входящей почты высокий (низкий процент брака), AOQ также высокий (низкий процент брака).
AOQ имеет тенденцию к пику , когда входящий уровень качества является предельным , поскольку мы начинаем принимать партии предельного качества. Затем AOQ улучшается по мере ухудшения входящего уровня качества из-за того, что входящие партии отбраковываются и сортируются на 100%.
AOQL — средний предел качества исходящих сообщений
Расширение концепции AOQ (среднее качество исходящих сообщений) является идеей среднего предела качества исходящих сообщений .
Естественный вопрос, который возникает при взгляде на график AOQ: . . Каков наихудший уровень качества исходящей информации, связанный с этим планом выборочного контроля? Это AOQL .
AOQL — это максимальный AOQ для данного плана выборочного контроля и отражает наихудшее возможное среднее исходящее качество, связанное с данным планом выборочного контроля.
В приведенном выше примере максимальное значение AOQ составляет примерно 1,35% исходящего качества. Этот AOQL проявляется как несоответствие входящего уровня качества на 2%.
Хорошо, вы готовы ко второй части этой главы, которая представляет собой фактические стандарты отбора проб и сами планы .
Сюда входит обзор основных планов выборочного контроля, таких как планы одинарного, двойного, множественного, последовательного и непрерывного выборочного контроля .
Затем мы рассмотрим более сложные схемы выборки в стандартах ANSI / ASQ Z1.4 и Z1.9 . Наконец, мы завершим эту часть кратким описанием таблиц выборки Dodge-Romig .
Давайте начнем с простых концепций плана одинарного выборочного контроля и планов двойного / множественного выборочного контроля .
Планы единичного выборочного контроля
Однократный план выборочного контроля — это самый простой и наиболее распространенный план выборочного контроля.
В планах единичного выборочного контроля вся партия принимается или отклоняется на основании результатов проверки группы единичных проб размера n, взятой из всей партии (совокупность — N).
Единичные планы выборочного контроля определяются тремя параметрами : :
N = общий размер партии, n = размер выборки, c = приемочное число (получено из AQL)
Общий размер партии рассчитывается как N , а Размер выборки (n) — это количество образцов, которые необходимо проверить.
Я перейду к стандарту ANSI / ASQ Z1.4 , чтобы дать вам пример того, как это выглядит на практике.
В большинстве обычных инспекций используется General Inspection Level II , и предположим, что ваш общий размер партии (N) равен 5000, тогда размер вашей выборки определяется буквой кода размера выборки , L.
Приемочный номер (c) — это максимальное количество несоответствий, разрешенное в образце. Приемочное число получается из комбинации AQL, который вы выбираете для проверяемого атрибута, и размера выборки.
И снова давайте воспользуемся стандартом ANSI / ASQ Z1.4 , чтобы продемонстрировать, как найти приемочный номер с помощью букв с кодом размера образца AQL и .
Предположим, что ваш AQL равен 1.0 . Итак, вы начинаете с поиска AQL вверху и буквенного кода размера выборки (в данном случае L) сбоку и находите их пересечение в матрице.
Также важно знать, что в этой таблице также указано количество образцов, которые вы должны использовать во время проверки. Таким образом, вы можете видеть, что для кода размера выборки L вы должны проверить 200 образцов (n) , приемочное число (c) — 5 , а число отклонения — 6 .
Последний ключевой параметр любого плана выборочного контроля — это количество несоответствий , d. Это фактическое количество несоответствий, обнаруженных в образце.
По завершении вашей проверки 200 образцов вы должны принять партию, если количество обнаруженных несоответствий (d) составляет 5 или меньше, и вы отклоните партию с 6 или более несоответствиями.
Единый план выборочного контроля является самым простым в администрировании и выполнении, однако он дает наибольшее среднее число выборки среди всех различных планов.
Если ваша цель — свести к минимуму выборку, вы можете использовать планы двойного или последовательного выборочного контроля, которые часто позволяют распределить партии с меньшим количеством образцов, чем план одиночного выборочного контроля.
Планы двойной выборки
В то время как план одиночной выборки выполняется только с одной выборкой единиц, в двойной выборке вы можете взять до двух разных выборок.
Планы двойного отбора проб эффективны, потому что часто поступающая партия продукта может быть настолько хорошей или настолько плохой , что мы можем сделать разумный вывод о ее качестве , взяв размер образца намного меньше, чем требуется при однократном отборе. план.
В планах двойного выборочного контроля это преимущество заключается в том, что сначала отбирают меньшую пробу, затем, в зависимости от результатов, партия может быть либо принята, либо отклонена, либо отбор проб может быть продолжен.
Двойные планы выборочного контроля определены в n 1 , c 1 , r 1 и n 2 , c 2 , r 2 . Нижние индексы 1 и 2 (n 1 v n 2 ) просто обозначают выборку 1 st и 2 nd .
n = размер образца, c = приемочное число, r = число брака
Партия может быть принята в пределах образца 1 st , если фактическое количество несоответствий меньше приемочного числа (c).Точно так же партия может быть отклонена, если фактическое количество несоответствий превышает количество брака.
Если количество обнаруженных несоответствий больше, чем 1 st приемочный номер (c 1 ), но меньше 1 st номер отказа (r 1 ), то выборка продолжается со второй выборки, n 2 .
Пример двойной выборки
Предположим, вы хотите превратить предыдущий пример в двойную выборку, используя тот же AQL и начиная с того же размера партии.
Если общий размер партии (N) действительно изменится, то буквенный код размера выборки также не изменится, L .
Выполнение этого плана выборочного контроля означает взятие первоначальной выборки (n 1 ) из 125 единиц и проверку на предмет несоответствий.
Давайте быстро рассмотрим, как реагировать на различные результаты этого первого образца:
- Если в этих начальных 125 единицах обнаружено 2 или меньше несоответствий (c 1 , приемочный номер ), тогда вся партия принято.
- Если в начальных 125 единицах обнаружено 5 или более несоответствий (r 1 , номер брака) , то вся партия отклоняется.
Если, скажем, трех несоответствий обнаружено в этих начальных 125 единицах, то мы переходим ко второй выборке из других 125 образцов (n 2 ).
Затем результаты обоих образцов объединяются для принятия окончательного решения, поэтому давайте рассмотрим эти возможные результаты:
- Если в совокупности обнаружено 7 несоответствий между обоими образцами (всего 250), тогда партия отклоненный.
- Если в сумме обнаруживается 6 (или меньше) несоответствий между обеими группами образцов, партия принимается.
Помните, окончательное решение в конце второй выборки — кумулятивно . Вы должны объединить несоответствия, обнаруженные в первом и втором примере, и сравнить их с r 2 .
Планы множественного выборочного контроля
План множественного выборочного контроля — это просто расширение плана двойного выборочного контроля, при котором выборка может продолжаться до 7 для различных образцов .
Подобно плану двойного отбора проб, каждая взятая проба имеет свои собственные требования к принятию (c) и отклонению (r).
Давайте посмотрим на план множественной выборки для кодовой буквы L размера выборки с AQL 1,0 .
Аналогично плану двойной выборки, с течением времени эти планы показали, что среднее число выборки (ASN) ниже, по сравнению с планом двойной или одиночной выборки.
Обратной стороной является то, что эти планы могут быть трудными для администрирования и создавать отходов (муда) в виде избыточного движения при отборе образцов.
Планы последовательного отбора проб
План последовательного отбора проб является дальнейшим расширением плана многократного отбора проб, при котором отбор проб может продолжаться неограниченное время до тех пор, пока не будет проверена вся партия.
Ни ANSI / ASQ Z1.4, ни Z1.9 не имеют планов последовательного выборочного контроля.
ANSI / ASQ Z1.4 — План выборки атрибутов
Стандарт ANSI / ASQ Z1.4 представляет собой приемочную выборку для данных атрибутов и возник как Военный стандарт 105 .
Этот стандарт применяется к процессам, которые носят непрерывный характер, и не применяется к процессам, которые выполняются нечасто или нерегулярно.
Стандарт Z1.4 позволяет пользователю выбирать между одинарным, двойным или множественным планом выборки , а затем помогает пользователю настроить свою схему выборки .
Поскольку мы уже обсуждали нюансы одинарного, двойного, множественного и последовательного планов, давайте сосредоточимся теперь на схемах выборки , и правилах переключения в стандарте ANSI / ASQ .
Схема выборки — это набор планов выборочного контроля, которые используются вместе с правилами переключения . Следует использовать , которые регулируют план выборочного контроля. Эти различные планы выборочного контроля включают нормальный отбор образцов , усиленный отбор образцов и сокращенный отбор .
Эти правила переключения являются неотъемлемой частью стандарта.
Многие люди просто используют различные планы выборки без правил переключения. Это не цель стандарта.
Стандарт предназначен для использования в качестве системы, использующей правила переключения. Если вы не используете правила переключения, значит, вы не выполняете проверку в соответствии с ANSI Z1.4.
Эти схемы выборки предназначены для поощрения продавцов, которые продемонстрировали стабильный, высококачественный процесс с сокращенной выборкой , и поощряют постоянное улучшение для неэффективных поставщиков с усиленной выборкой .
Давайте перейдем к самому стандарту и обсудим, как его конкретно использовать.
Стандарт ANSI имеет 3 общих уровня проверки (I, II и III) и 4 специальных проверки , которые вы можете увидеть ниже.
Специальная проверка уровней должна использоваться только в том случае, если требуется небольшой объем выборки из-за высоких затрат на проверку. Эти небольшие размеры выборки , естественно, приводят к большим рискам выборки как для производителя, так и для потребителя. Использование этих специальных планов должно сопровождаться оценкой и принятием этих рисков.
Мы сосредоточимся в основном на уровнях общего контроля в рамках стандарта .
Обычный отбор проб начинается с Уровень общего контроля II , это должно быть начальной точкой по умолчанию для любого плана или схемы отбора проб.
Как видно из приведенной выше таблицы, переход между уровнями контроля I, II и III изменяет буквенное обозначение размера выборки , что изменяет количество образцов n , связанных с планом выборочного контроля .
Например, если размер вашей партии составляет 100 000 единиц, вот буквы кода размера выборки и размеры выборки:
- Уровень I переводится в буквенный код размера выборки L , который имеет размер выборки 200
- Уровень II преобразуется в кодовую букву размера выборки N , которая имеет размер выборки 500
- . Уровень III переводится в кодовую букву размера выборки P , которая имеет размер выборки 800
. все уровни могут иметь одинаковый AQL. Проверка большего количества образцов всегда снижает риск потребителей принять плохую партию .Таким образом, General Inspection Level I может использоваться, когда можно допустить больший риск, и General Inspection Level III может использоваться, когда можно терпеть меньший риск.
Схема отбора проб
Давайте рассмотрим детали, связанные с переключением между усиленным, нормальным и сокращенным контролем отбора проб .
Все схемы отбора проб должны начинаться с Нормальный контроль .
Сокращенный контроль — это набор планов, в которых размер выборки уменьшен по сравнению с обычным контролем.Уменьшение размера выборки увеличивает риск для потребителя, однако этот риск можно допустить из-за высоких показателей поставщика.
Усиленный контроль — это набор планов, которые имеют тот же размер выборки , но , меньшее приемочное число и номер отклонения от до снижают потребительский риск .
Ниже приводится сравнение планов выборочного контроля для нормального, повышенного и пониженного для AQL 1,0 . Здесь показаны как размер выборки , так и числа принятия / отклонения для каждого.
Я выделил фиолетовым цветом разницу в размерах выборки между сокращенным и обычным контролем . Я также выделил желтым цветом разницу в числах принятия / отклонения между нормальным и усиленным контролем .
Вы также можете заметить, что некоторые из планов сокращенной выборки имеют на меньшие числа принятия / отклонения . Это необходимо для обеспечения того же AQL для меньшего размера выборки.
Последний комментарий о сокращенной выборке : если количество фактических браковок падает между числом принятия / отклонения , партия принимается, однако план переключается с сокращенной выборки на нормальный контроль.
Существует также четвертое условие в схеме переключения , которое стоит упомянуть, а именно прерванная выборка .
Если входящая партия прошла усиленный контроль и имеет 5 последовательных браковок, вся методология отбора проб может быть прекращена, что перемещает входящий материал на 100% контроль.Отбор проб не может возобновиться, пока поставщик не предпримет корректирующих действий для улучшения стабильности или возможностей своего процесса.
Давайте обсудим, что требуется для переключения между этими различными планами выборочного контроля.
Правила переключения
Нормальный на Затянутый
Как я сказал выше, схемы выборки всегда начинается с нормальной проверки . Переход с нормального отбора проб на усиленный отбор проб должен происходить, когда отбраковываются 2 из 5 последовательных партий.Это показатель того, что поставщику необходимо улучшить стабильность или возможность своего процесса.
Нормальный контроль
Поставщик может отказаться от усиленного контроля и вернуться к обычному контролю после принятия 5 последовательных партий .
Нормальный к уменьшенному
Для перехода от нормального отбора проб к сокращенному отбору должны быть выполнены все следующие условия:
- Принято 10 последовательных партий
- Общее количество несоответствий в предыдущих 10 партиях составляет меньше, чем «Предельные числа», чем Предельное число, указанное в Таблице VIII в применимом стандарте.При использовании двойного или множественного отбора проб следует учитывать всех обследованных.
- Производство осуществляется с постоянной и стабильной скоростью
- Сокращенный отбор проб приемлем, желателен и одобрен ответственным органом
Снижен до нормального
Схема отбора проб должна переключиться с сокращенного контроля на нормальный контроль, если возникает любое из следующих условий :
- Одна партия отклоняется
- Если количество несоответствий (d) находится между числом приемки (c) и числом отклонения (r).В этом сценарии партия принимается, но сокращенный отбор проб прекращается.
- Производственный процесс поставщика нерегулярный или нечастый
- Другие условия требуют переключения
ANSI / ASQ Z1.9 — Вариант плана выборочного контроля
Стандарт ANSI / ASQ Z1.9 — приемочный отбор для переменных данных (для оценки процентного несоответствия партии), и возник как Военный стандарт 414 .
Преимущество использования переменных данных состоит в том, что размеры выборки намного меньше по сравнению с выборкой по атрибутам, при этом обеспечивая тот же уровень защиты от рисков потребителей и производителей.
Недостаток в управлении планами, где математика сложна.
Эти планы выборки основаны на предположении о нормальности , и они используют описательную статистику , такую как среднее значение , диапазон и стандартное отклонение , чтобы сделать выводы об общей популяции.
Подобно Z1.4, Z1.9 основан на схеме переключения , где продукт может переключаться между нормальным, сокращенным или усиленным контролем в зависимости от качества, поступающего от поставщика. Критерии переключения в Z1.9 полностью соответствуют критериям Z.14.
Кроме того, Z1.9 также имеет планы для одинарных, двойных и множественных планов выборочного контроля .
Выборка переменных часто требует сравнения статистических данных образца (среднего и стандартного отклонения) как с верхним, так и с нижним значением спецификации для оценки общего процента несоответствующего материала в партии.Это также увеличивает сложность и административные расходы, связанные с переменным планом выборки.
Напомним, что стандарт выборки атрибутов (Z1.4) позволяет группировать различные характеристики качества в один план выборки. Этот стандарт применим только к измерению одной характеристики качества . Если необходимо оценить несколько качественных характеристик, административные расходы, связанные с переменным планом, увеличиваются.
Этот стандарт предоставляет 3 различных процесса расчета для выборки на основе 3 различных оценок Вариации партии .
- Когда известно стандартное отклонение .
- Если стандартное отклонение неизвестно и средний диапазон используется для оценки отклонения.
- Если стандартное отклонение неизвестно и стандартное отклонение выборки используется для оценки отклонения.
Этот стандарт также предусматривает 5 различных уровней контроля , которые можно использовать. 3 уровня General Inspection (I, II и III) и 2 уровня Special Inspection (S3 & S4).Как и в стандарте Z1.4, уровень проверки по умолчанию — общий уровень II.
Я не включаю никаких таблиц или примеров расчетов для планов выборки переменных, поскольку они используются реже и выходят за рамки этого текста.
Таблицы отбора проб Dodge-Romig
В то время как стандарты Z1.4 и Z1.9 предоставляют планы отбора проб на основе AQL, таблицы отбора проб Dodge-Romig предоставляют планы отбора проб на основе желаемого процента допуска дефектных партий (LTPD) , или Предел среднего исходящего качества (AOQL) .
Эти планы относятся только к данным атрибута и бывают двух видов — план одиночной или двойной выборки.
Если вы помните выше в нашем обсуждении AOQL, эта концепция основана на предположении, что все отклоненные партии проверяются на 100%, а несоответствующие продукты заменяются соответствующими продуктами.
Также напомним, что LTPD — это входящий уровень качества , связанный с низкой вероятностью принятия .
Напомним, что LTPD связан с потребительским риском ( β ) и обычно устанавливается с вероятностью принятия 10%.
Эти планы созданы таким образом, чтобы ваш LTPD соответствовал определенному входящему уровню качества , например, 1% несоответствие . Это означает, что план будет иметь 10% вероятность принятия партии, уровень качества которой составляет 1% несоответствующей.
Планы AOQL предназначены для обеспечения того, чтобы AOQL было меньше числа, указанного в плане.
Чтобы правильно пользоваться таблицей dodge-romig, нужно знать два параметра. Общий размер партии входящего материала и ожидаемых средних значений процесса для несоответствующего материала , связанных с процессом, из которого отбирается проба.
Одним из основных преимуществ таблиц Dodge-Romig является то, что они стремятся минимизировать среднее количество проверяемых единиц.
Это верно только в том случае, если среднее несоответствие, связанное с процессом, из которого производится выборка, соответствует оценке.Если средний процент несоответствий в процессе падает, результирующие отклонения выборки из партии и 100% сортировка будут иметь тенденцию компенсировать или минимизировать выгоды, связанные с меньшим количеством проверок.
Опять же, я не буду включать ни одну из этих таблиц в эту главу, поскольку такой уровень глубины выходит за рамки экзамена CQE.
Не будет преуменьшением сказать, что пробы, которые мы отбираем во время приемочного отбора, очень важны.
По этой причине при отборе этих выборок важно соблюдать осторожность, чтобы убедиться, что они репрезентативны для всей генеральной совокупности и не подвержены каким-либо предубеждениям или ненужным рискам.
В частности, случайность в процессе выборки имеет решающее значение. Это гарантирует, что выборка репрезентативна как для центральной тенденции, так и для вариации, связанной с генеральной совокупностью.
Неправильная рандомизация процесса выборки может привести к систематической ошибке (неточности), связанной с вашими данными, что может существенно повлиять на окончательное решение (принятие / отклонение) продукта.
Цель случайной выборки — гарантировать, что каждый элемент в генеральной совокупности имеет равные шансы быть выбранным для выборки.
Например, если вы хотите определить среднюю цену на жилье в Америке, взяв образец, ваши данные будут очень предвзятыми (неточными), если вы позвоните только домовладельцам, которые живут на Манхэттене или Голливуде.
Из-за того, что при отборе образцов поступающих деталей вы извлекали только детали из коробки наверху поддона. Эти поля могут означать конец цикла от поставщика, который мог быть выполнен иначе, чем начало цикла.
Выборка без замены — еще одна важная тема при использовании двойной / множественной выборки.Отбор образцов без замены означает, что при взятии нескольких групп образцов вы не должны возвращать протестированный продукт в общую совокупность продуктов.
Уф! Выполнено! Если вы зашли так далеко, поздравляю.
Хорошо, подведем итоги.
Приемочная выборка — это практика, при которой образец тестируется из генеральной совокупности (партии), и решение принять или отклонить эту генеральную совокупность (партию) основывается на результатах тестирования выборки.
Эта глава состояла из 3 основных частей.
Первая часть была фундаментальной концепцией выборки .
Сюда входят такие темы, как кривая операционной характеристики (OC) , риск производителя и потребителя , а также обсуждение общих терминов выборки, таких как AQL, LTPD, AOQ и AOQL .
Вторая часть была стандартами и планами отбора проб .
Сюда входит обзор ANSI / ASQ Z1.4 и Z1.9 стандартов , объяснение планов одинарного, двойного, множественного, последовательного и непрерывного выборочного контроля и обзор таблиц выборки Dodge-Romig .
Третья часть была целостности пробы, , которая включала обсуждение методов установления и поддержания целостности пробы при выполнении плана отбора проб.
Информация
Этот тест имитирует фактический формат и сложность экзамена, включая временные ограничения.
Здесь я даю вам 1 минуту на вопрос .
Вы уже проходили викторину раньше. Следовательно, вы не можете запустить его снова.
Вы должны войти или зарегистрироваться, чтобы начать викторину.
Вы должны пройти следующую викторину, чтобы начать эту викторину:
Результаты
0 из 10 вопросов ответил правильно
Ваше время:
Прошло время
Вы набрали 0 из 0 баллов, (0)
| Средний балл | |
| Ваша оценка |
Так как у вас дела? Была ли какая-то тема, в которой вы были сильными или слабыми?
Что такое приемочный отбор?
Если вы только начинаете заниматься улучшением качества или оказались в ситуации, когда вам внезапно необходимо оценить качество входящей или исходящей продукции от вашей компании, вы, возможно, столкнулись с термином «приемочная выборка». .«Это статистический метод оценки качества большой партии материалов из небольшой выборки элементов, который может значительно упростить статистическое программное обеспечение, такое как Minitab.
Курсы базовой статистики обычно обучают формированию выборки в контексте обследований: вы проводите обследование среди репрезентативной выборки людей, а затем экстраполируете эту выборку, чтобы сделать выводы обо всей совокупности, из которой были взяты выборки. Результаты такой выборки мы слышим каждый день в новостях, когда обсуждаются результаты опросов.
Идея приемочного отбора аналогична: мы проверяем или тестируем образец из партии продукта, затем экстраполируем из этого образца, чтобы сделать вывод о том, является ли вся партия приемлемой или ее нужно отклонить.
Вы можете понять, почему это полезно для сохранения качества. Если вы работаете на производителя электроники, который получает партию из 500 конденсаторов, проверка и тестирование каждого из них займет слишком много времени и будет стоить слишком много денег. Гораздо эффективнее изучить несколько, чтобы определить, готова ли к использованию вся партия товара или вам следует отправить партию обратно своему поставщику.
Но на сколько нужно смотреть? Приемочный отбор поможет вам определить, сколько конденсаторов необходимо проверить, сколько дефектов вы можете выдержать и все же принять партию.
Но важно помнить, что приемочная выборка не дает оценок уровней качества, и поскольку вы проверяете уже готовые элементы, она не дает вам никакого прямого управления процессом.
Приемочная выборка по атрибутам или по переменным?
Если вы хотите использовать приемочную выборку для оценки партии продукции, вам сначала необходимо решить, какой метод лучше всего подходит для вашей ситуации: приемочная выборка по атрибутам или по переменным.
Приемочная выборка по атрибутам оценивает либо количество дефектов, либо количество дефектных элементов в выборке. Вы можете подсчитать общее количество дефектов, и в этом случае учитывается каждый дефект в отдельном элементе с несколькими дефектами. В качестве альтернативы вы можете подсчитать дефектные элементы, и в этом случае первая проблема делает элемент дефектным, и вы переходите к оценке следующего элемента в вашей выборке.
В Minitab можно выбрать Stat> Инструменты качества> Приемочная выборка по атрибутам , чтобы создать новый план выборки или сравнить различные планы.
Планы атрибутов, как правило, легко реализовать: вы случайным образом выбираете указанную выборку из n единиц из партии N единиц. Если имеется дефект c или меньше, примите партию. Если имеется более c неисправностей, отклоните его.
Например, предположим, что вы получаете 10 000 транзисторов. Вы осмотрите 89 из них. Если имеется 0, 1 или 2 неисправных транзистора, вы можете принять поставку. Но если в образце более двух дефектов, вы откажетесь от партии.
Приемочная выборка по переменным основана на характеристиках качества, которые вы можете измерить. Например, вы можете измерить длину выводов конденсаторов, резисторов или других электронных компонентов для печатных плат.
В Minitab выберите Приемочная выборка b y Переменные — Создать / сравнить , чтобы разработать новый план выборки или сопоставить различные возможные планы выборки. После того, как вы собрали данные в соответствии с вашим планом переменных, вам нужно вычислить среднее значение, стандартное отклонение и значение Z, используя эти измерения.Просто выберите Acceptance Sampling by Variables — Accept / Reject в Minitab, чтобы выполнить эти вычисления и определить, из какой партии был получен образец.
Одна вещь, которую следует помнить о планах выборочного контроля переменных, заключается в том, что в одном плане выборочного контроля может быть исследовано только одно измерение. Поэтому, если вам нужно оценить длину вывода образцов резисторов, а также их характеристики, требуются два отдельных плана выборочного контроля. Однако планы выборки переменных требуют гораздо меньших размеров выборки, чем планы атрибутов.
Риски приемочного отбора проб
Поскольку мы не отбираем пробы из всей партии, мы должны учитывать два типа риска:
- Отклонение партии хорошего качества, также известное как риск производителя, или a.
- Прием партии некачественной партии, также известный как риск потребителя, или b.
Когда вы используете Minitab для приемочного контроля, программное обеспечение строит кривую рабочих характеристик (кривая OC) для количественной оценки этих рисков. Этот график показывает вероятность того, что партия, содержащая определенную долю дефектов или дефектных изделий, будет принята.
На этом графике, основанном на выборке из 89 элементов, вероятность принятия партии составляет 50%, если она неисправна 3%, но если процент брака составляет 9%, вероятность принятия партии составляет только 10%.
В следующем посте я рассмотрю пример приемочной выборки по атрибутам.
Принятие клиента: привратник ответственности
Часто говорят, что письма-обязательства являются одним из лучших инструментов в защите иска о профессиональной ответственности.Тем не менее, немногие CPA предпочли бы проверить силу своих писем-обязательств в процессе подачи заявки и предпочли бы вообще избегать ее. Даже успешно защищенный иск вызывает стресс и отнимает время у приносящей доход деятельности, не говоря уже о расходах на защиту, связанных с иском.
Каков один из лучших способов предотвратить претензию? Использование строгих процедур принятия клиентов — процесс, с помощью которого потенциальный клиент оценивается до оказания каких-либо услуг.Хотя принятие клиентов не является хрустальным шаром, разумные процедуры принятия клиентов могут помочь фирмам CPA выявить потенциальных проблемных клиентов до того, как они вызовут проблемы. Вооружившись этой информацией, CPA-фирма может избежать риска и отклонить предполагаемую возможность или начать отношения с клиентом, полностью осознавая риски, представленные новым клиентом, и внедрить инструменты снижения рисков для управления ими.
ЧТО ОЦЕНИТЬ
Хотя есть много факторов, которые CPA-фирма может оценить при принятии решения о привлечении нового клиента, есть три, которые могут существенно повлиять на риск профессиональной ответственности фирмы.
Целостность
Целостность клиента имеет решающее значение. CPA должен иметь возможность полагаться на представления клиента и предоставленную информацию. Для многих услуг, таких как подготовка налоговой декларации, например, заявления клиента — единственное, на что полагается CPA. Тон клиента наверху говорит об его отношении к риску. Если клиенту не хватает честности, независимо от того, насколько хорошо выполняется обслуживание, проблема все равно может возникнуть. Плохие люди делают плохие поступки … и иногда CPA прекращает работу из-за их проступков.
Финансовая устойчивость
Еще одним важным фактором является финансовая стабильность и кредитоспособность клиента. CPA-фирмы, предоставляющие услуги аттестации, часто подвергаются судебным искам, когда клиенты теряют деньги или становятся банкротами. Финансово отчаявшийся клиент может с большей вероятностью занять необоснованную позицию в налоговой декларации, применить творческие меры для поддержки своей финансовой отчетности или рассматривать банковский счет своего бизнеса как копилку на черный день. Любой из них может привести к иску против фирмы CPA.
Существует также финансовый риск для фирмы. Непогашенная дебиторская задолженность отвлекает. Многим фирмам трудно уйти от клиентов с просроченной задолженностью и продолжать оказывать услуги, надеясь, что клиент заплатит, что усугубляет проблему. Крупные просроченные остатки могут побудить фирму подать в суд или отправить клиента на взыскание неуплаченных комиссий. Однако это часто приводит к встречным искам о профессиональной халатности.
Культура
Часто упускается из виду часть предполагаемой оценки клиента — выравнивание культур между фирмой и клиентом.Проще говоря, является ли клиент тем, с кем фирме было бы приятно вести дела? Есть ли взаимное профессиональное уважение и вежливость? Отсутствие культурного соответствия может проявляться по-разному, включая отношение клиента к персоналу фирмы CPA; готовность уложиться в сроки, оплатить счета или предоставить своевременную информацию; а также понимание и принятие клиентом ролей и обязанностей каждой стороны. Любой из этих пунктов может привести к спору или недопониманию относительно ожиданий, что, в свою очередь, может привести к иску о профессиональной ответственности.
КАК ОЦЕНИТЬ
Положения AICPA о стандартах контроля качества (SQCS) требуют, чтобы фирмы устанавливали политику и процедуры для принятия и продолжения отношений с клиентами и конкретных обязательств. Хотя SQCS применяется к бухгалтерскому учету и аудиторской практике CPA-фирмы, эти стандарты могут быть адаптированы к любой услуге. У каждой фирмы, независимо от ее размера, должен быть какой-то процесс принятия. Формальность и глубина таковых могут варьироваться от фирмы к фирме. Соло-практикующие могут обсудить новую возможность с доверенным лицом.Компании среднего размера могут обсуждать потенциальных клиентов как группу партнеров. Более крупные фирмы могут использовать комиссию по приему клиентов. Фирмы любого размера могут использовать контрольный список для управления своим процессом.
Риск профессиональной ответственности несет вся фирма, а не только партнер, который принимает и обслуживает клиента. Согласованность между офисами, сферами практики или отдельными партнерами в том, как оцениваются и принимаются потенциальные клиенты, имеет решающее значение для обеспечения устойчивого уровня терпимости к риску.Для обеспечения согласованности задокументируйте критерии приемки клиентов фирмы и процесс оценки, включая требуемые дополнительные утверждения.
Конкретные шаги оценки приемки клиента могут включать:
- Получение справочной информации, включая поиск в Интернете, о клиенте и ключевых членах управления клиентом;
- Направление запросов к источнику направления и / или другим профессиональным консультантам клиента;
- Понимание того, почему клиент отказался от прежнего CPA и его история смены поставщиков услуг;
- Просьба поговорить с предыдущим CPA.Если потенциальный клиент колеблется или отказывается, это может сигнализировать о проблеме;
- Оценка опыта руководства, финансовых знаний, полномочий, понимания внутреннего контроля и принятия ими своих обязанностей, применимых к оказываемым услугам;
- понимание любых изменений в составе собственности, руководства и лиц, отвечающих за корпоративное управление;
- Проведение проверки кредитоспособности для оценки способности или желания клиента своевременно оплачивать счета;
- Личная встреча с потенциальными клиентами;
- Посредством запросов, поиска в Интернете и изучения публичных записей о незавершенных или прошлых судебных процессах, понимание склонности клиента подавать в суд на своих профессиональных консультантов;
- Проверка публичных записей клиента, включая финансовые рейтинги;
- Проверка предыдущей финансовой отчетности и понимание причин любых задержек в выпуске или пересчете;
- Проверка предыдущих налоговых деклараций, последних результатов аудита налоговых деклараций и других нерешенных налоговых вопросов; и
- Проверка кишечника.Инстинкт может сыграть ключевую роль в выявлении и оценке риска клиента.
ОТВЕТЫ НА ВЫЯВЛЕННЫЕ РИСКИ
Выявление рисков во время оценки приемки клиента не обязательно приводит к отказу от возможности, но требует от фирмы внедрения методов управления рисками, которые помогут снизить риск до уровня, приемлемого для фирмы. Среди прочего следует учитывать следующие методы управления рисками:
- Получение гонорара до предоставления услуг и включение условий выставления счетов и оплаты в письмо-соглашение;
- Где это допустимо, включая положения о распределении рисков, такие как разрешение споров, ограничение ответственности и возмещения убытков, а также возмещение убытков, в письмах-обязательствах;
- Назначение более опытной аудиторской группы для оказания услуги;
- Включение второго рецензента старшего уровня в аудиторскую группу;
- Рассмотрение содержания письма-соглашения с клиентом, в частности, обсуждение его обязанностей и ваших ожиданий от их роли в соглашении; и
- Более частое выполнение оценок непрерывности для мониторинга риска клиента и обеспечения того, чтобы он не превышал изначально принятый уровень риска.
Важно отметить, что если во время приемочной оценки выявляются проблемы с целостностью, серьезно подумайте об отказе от возможности для клиента. Трудно определить практику управления рисками или их комбинацию, которая могла бы снизить риск недобросовестного клиента.
ЭКОНОМИЧЕСКИЕ СООБРАЖЕНИЯ
В тяжелые экономические времена CPA-фирмы могут быть более склонны принимать на себя риск, которого в противном случае они бы не понесли. Это может проявляться в принятии обязательства, которое выходит за рамки границ или выходит за рамки компетенции фирмы.Или фирма может нанять клиента, который не совсем соответствует критериям приемки фирмы. Обе эти практики приводят к дополнительному риску для фирмы.
ПРОДОЛЖЕНИЕ КЛИЕНТА
Уровень риска клиента может со временем измениться. Уровень толерантности фирмы к риску также может измениться. Выполнение оценки продолжения работы клиента так же важно, как и принятие клиента. Фундаментальный вопрос, который следует задать при любой оценке продолжения, заключается в следующем: «Если бы этот клиент вошел сегодня в мою дверь в качестве нового потенциального клиента, прошли бы они мои критерии приемлемости?» Если ответ — «нет», возможно, пора расстаться.
Сара Беккет Ференс, бухгалтер , директор по контролю рисков в CNA. Для получения дополнительной информации об этой статье свяжитесь с [email protected].
Continental Casualty Company, одна из страховых компаний CNA, является андеррайтером программы страхования профессиональной ответственности AICPA. Aon Insurance Services, национальный администратор программы по программе профессиональной ответственности AICPA, доступен по телефону 800-221-3023 или на сайте cpai.com.
Эта статья предоставляет информацию, а не советы или мнения. Насколько известно автору на дату статьи, это достоверно. Эту статью не следует рассматривать как замену рекомендаций нанятого профессионала. Такая консультация рекомендуется при применении данного материала в любых конкретных фактических ситуациях.
Примеры приведены только для иллюстративных целей и не предназначены для установления каких-либо стандартов обслуживания, служат в качестве юридической консультации или подтверждения того, что какая-либо конкретная фактическая ситуация покрывается каким-либо страховым полисом CNA.В соответствующем страховом полисе указаны фактические условия, покрытие, суммы, условия и исключения для застрахованного. Все продукты и услуги могут быть доступны не во всех штатах и могут быть изменены без предварительного уведомления.
Управление изменениями 5 этапов принятия мер безопасности
Изменения, даже если они приняты, требуют корректировок внутри организаций и их сотрудников. Изменяющийся и развивающийся ландшафт угроз и частота атак подчеркнули необходимость для организаций продолжать внедрять новые меры безопасности и совершенствовать существующие.Способный противник мотивирован обойти и обойти существующие меры безопасности организации для достижения своих целей. При внедрении новых мер безопасности в организации затронутые лица могут легко выйти из строя из-за изменений в методах работы, отмены прав и предполагаемых негативных результатов и неэффективности, которые часто связаны с изменениями в элементах управления безопасностью.
Ключом к навигации по изменениям, связанным с внедрением новых мер безопасности и зрелостью существующих, является понимание потенциальных воздействий изменений.Важно распознать и понять эмоциональное путешествие, которое затронутые люди пройдут как часть изменения, чтобы реализовать намеченные выгоды для организации. Концепция пяти стадий горя может быть полезным справочником, чтобы помочь специалистам по рискам и безопасности понять проблемы и помочь в навигации по изменениям, часто связанным с принятием и принятием мер безопасности. Ниже приведены 5 ключевых моментов при переходе на этапах принятия мер безопасности:
- Отказ — Отказ часто является первой реакцией пострадавшего человека, когда его просят принять и принять новые или улучшенные меры безопасности, которые вынуждают изменить его поведение или лишают его права, в котором они в настоящее время находят ценность.Хотя эта реакция может быть недолгой, она все же возникает часто, особенно когда пострадавший человек осознает, что это заставит изменить его существующие методы работы таким образом, который не имеет для него немедленного или очевидного смысла. Отрицание помогает им справиться с периодом первоначального шока и трепета, когда они часто чувствуют себя беспомощными, потому что ожидается, что в их рабочем поведении и / или практике что-то изменится, что находится вне их контроля. усиление мер безопасности требует положительного и последовательного подкрепления пострадавших лиц.Для них критически важно понять или оценить изменение на этом этапе. Однако важно подчеркнуть, что изменение произойдет. В противном случае может быть реализован риск, при котором пострадавший может попытаться обойти новые или улучшенные меры безопасности, пытаясь продолжить свои текущие методы работы, которые они ценят, понимают и в которых они чувствуют себя комфортно.
- Гнев —На стадии гнева при принятии мер безопасности люди часто активно или пассивно выражают свое недовольство и недовольство, связанные с их внедрением.На стадии гнева люди, вероятно, будут создавать иррациональные сценарии и опасения, чтобы поддержать свою позицию о том, почему новые или улучшенные меры безопасности не нужно внедрять и могут даже нанести вред и / или создать неэффективность в организации. Стадия гнева часто является критическим моментом, когда громкие и влиятельные люди могут негативно влиять на своих сверстников и избирателей, чтобы привести их в соответствие со своими убеждениями. Переход на стадию гнева часто требует прислушиваться к пострадавшим, чтобы убедиться, что они чувствуют, что вместо этого их мнение выслушивают. быть проигнорированным.Для специалиста по рискам и безопасности важно попытаться сохранить доверие и доброжелательность с людьми, находящимися на стадии гнева. На данном этапе не предполагается, что специалист по рискам и безопасности пытается изменить взгляды или мнения пострадавших. Этот вид деятельности часто только усиливает их гнев и продлевает период гнева. Вместо этого специалист по рискам и безопасности должен твердо придерживаться своей позиции, что новые или улучшенные меры безопасности будут внедрены, и предлагать конструктивные, подробные обсуждения, чтобы объяснить, почему необходимы новые меры безопасности.
- Торг —Торг часто является ранним признаком возможного принятия, поскольку затронутые люди понимают, что изменение в конечном итоге произойдет. В то же время эти группы не хотят чувствовать себя обессиленными в результате изменений. Они часто будут пытаться торговаться, чтобы попытаться сохранить некоторую степень контроля и последовательности в своих текущих методах работы. На стадии переговоров затронутые лица часто пытаются предложить компромиссы или альтернативные варианты предлагаемым новым или улучшенным мерам безопасности, которые имеют для них больше смысла.Они часто пытаются убедить специалиста по рискам и безопасности, что эти возможности обеспечат такой же уровень снижения рисков и повышенную безопасность, не оказывая существенного воздействия на поведение или изменение практики работы. Торговля часто связана с управлением рисками и принятием решения. Затронутые лица часто пытаются найти альтернативы предлагаемым мерам безопасности, которые, по их мнению, уменьшат влияние связанных с ними изменений, сделав их более удобоваримыми и приемлемыми. Для специалиста по рискам и безопасности важно предоставить пострадавшим лицам точные и достоверные оценки рисков безопасности, подкрепленные комплексным анализом угроз и уязвимостей.Это помогает им точно описать и поддержать аргументацию и обоснование новых или улучшенных мер безопасности и ожидаемых изменений поведения.
- Депрессия — Стадия депрессии — это деликатное время, когда пострадавшие могут чувствовать себя уязвимыми, побежденными и несчастными. Этот этап часто включает в себя страх и неуверенность в отношении потенциальных воздействий после внедрения новых или улучшенных мер безопасности. Этот страх перед неизвестным и чувство поражения могут привести к снижению интереса к поддержке целей организации в области риска и безопасности, что может создать большую уязвимость для организации, если не будет тщательно продуман.Ключом к поддержке пострадавших на стадии депрессии людей является постоянное подкрепление будущих позитивов специалистам по рискам и безопасности. Несмотря на то, что может возникнуть некоторый краткосрочный дискомфорт, неэффективность и корректировки, преимущества, возникающие в результате введения или улучшения мер безопасности, в конечном итоге позволят снизить выявленные области риска или управлять ими более эффективно. Чтобы сократить этот этап, специалисты по рискам и безопасности могут обратиться к тематическим исследованиям или примерам, с которыми затронутые лица ранее сталкивались с проблемами, которые приводили к положительным результатам, даже когда изначально было нежелание применять новые или улучшенные меры безопасности.
- Принятие — Заключительная фаза, принятие, происходит, когда затронутые лица понимают, что новые или улучшенные меры безопасности будут реализованы независимо от того, согласны ли они с решением. Однако специалисты по рискам и безопасности не должны рассматривать принятие как согласие или поддержку со стороны пострадавших лиц. Стадия приемки по-прежнему требует значительного и последовательного повышения ценности и преимуществ мер безопасности. Это помогает обеспечить постоянное принятие и положительные эмоции по мере возобновления обычной работы в организации.Навигация по принятию мер безопасности должна включать в себя выражение признательности пострадавшим лицам за принятие и принятие мер безопасности. Это часто хрупкий и деликатный период, когда им нужно почувствовать, что организация не навязала им принятие, и что их готовность к изменениям ценится. Без поддержки этими людьми средств контроля безопасности существует более высокий риск неудачи и отрицательных результатов, а не положительных, которые они призваны обеспечить.Предложение предоставить метрики, которые объективно демонстрируют преимущества недавно реализованных мер безопасности, может усилить их ценность и помочь в получении постоянной поддержки со стороны затронутых лиц (например, оценка риска, которая включает неотъемлемые и остаточные компоненты риска, которая четко показывает, как состояние безопасности организации Улучшился).
Изменения в организациях неизбежны, и необходимость принятия новых мер безопасности и усиления существующих является настоятельной необходимостью в текущем ландшафте угроз.В некоторых случаях реализация мер безопасности требует корректировки рабочих процессов и удаления или корректировки прав для отдельных лиц. Людям, которые привыкли выполнять действия, которые они считают уместными и благоприятными, часто бывает трудно изменить или исключить эти действия во имя безопасности. Чтобы успешно справляться с изменениями, специалистам по рискам и безопасности важно понимать их психологические последствия. Обладая этими знаниями, они могут понять, почему пострадавшие люди реагируют так же, как при внедрении или усилении мер безопасности, и включить это понимание в свои планы подхода для достижения лучших результатов.
Джон П. Пиронти , CISA, CRISC, CISM, CGEIT, CISSP, ISSAP, ISSMP — президент IP Architects LLC.
Глава 1 Введение Историческая справка
Статистический контроль качества включает как (1) применение теории статистической выборки, которая касается обеспечения качества, так и (2) использование статистических методов для мониторинга и управления процессом. Первый включает процедуры приемочного отбора образцов для проверки поступающих деталей или сырья, а второй (часто называемый статистическим контролем процесса или SPC) использует контрольные диаграммы, инструменты непрерывного совершенствования и планирование экспериментов для раннего обнаружения и предотвращения проблемы, а не исправление уже возникших проблем.
Истоки статистического контроля качества
Контроль качества так же стара, как и сама промышленность, но применение статистической теории к контролю качества появилось сравнительно недавно. Когда AT&T разрабатывала общенациональную телефонную систему в начале 20-го века, выборочная проверка в той или иной форме использовалась в Western Electric Company (подразделение по производству оборудования AT&T). Кроме того, согласно статье в General Electric Review в 1922 году, в лаборатории G.E. Ламповый завод.
В Western Electric был сформирован инженерный отдел инспекции, который позже стал отделом обеспечения качества Bell Telephone Laboratories. В 1924 году Уолтеру Шухарту, физику и статистику, который добился своего, было поручено изучить и интерпретировать данные инспекций, полученные от компании Western Electric Company Hawthorn Works. Ему было очевидно, что из записей прошлых проверок можно сделать мало полезных выводов в будущем, но он понял, что нужно делать что-то серьезное, и задумал идею статистического контроля.Он был основан на предпосылке, что никакое действие не может быть повторено в точности. Следовательно, вся производимая продукция подвержена определенным вариациям, которые могут быть отнесены к системе случайных причин. Стабильные вариации внутри этой системы неизбежны. Тем не менее, можно (и нужно) распознать и устранить причины особых причин вариаций за пределами этого стабильного паттерна.
Контрольная диаграмма, которую он воспринимал, была основана на отборе проб во время производства, а не на ожидании окончания производственного цикла.Пределы действия были рассчитаны на основе случайной причины вариации в данных выборки, и процесс можно было немедленно остановить и скорректировать, когда дополнительные образцы выходили за пределы действия. Таким образом, можно было ожидать, что объем производства останется в определенных пределах.
Раннее распространение этих идей ограничивалось распространением служебных записок в телефонной системе Bell. Однако надежность предложенных методов была тщательно проверена сотрудниками Western Electric и Bell Telephone Laboratories.Эти методы работали эффективно и вскоре стали частью обычных процедур производственных подразделений. В конечном итоге идеи Шухарта были опубликованы в его книге 1931 года Экономический контроль качества производимой продукции (Shewhart 1931).
У. Эдвардс Деминг из Министерства сельского хозяйства США и Бюро переписи населения, который разработал методику выборки, которая впервые была использована при переписи населения США 1940 года, был представлен Шухарту в 1927 году. Он нашел большое вдохновение в теории случайности Шухарта (что он переименован в общие) и особые причины вариации.Он понял, что эти идеи могут быть применены не только к производственным процессам, но и к административным процессам, с помощью которых предприятия управляются и управляются. Однако много лет спустя в записанной на пленку лекции Деминг сказал, что, хотя Шухарт был гениален, он заставлял вещи казаться намного более сложными, чем необходимо. Поэтому он потратил много времени на копирование идей Шухарта и разработку более простых и понятных способов их представления.
Хотя контрольные карты Шухарта были эффективны, помогая организациям контролировать качество своих собственных производственных процессов, они по-прежнему зависели от качества сырья, закупаемых деталей и преобладающих методов контроля качества их поставщиков.По этим причинам выборочная проверка поступающих деталей оставалась важной частью статистического контроля качества.
Гарольд Ф. Додж присоединился к Western Electric Corporation вскоре после того, как это сделал Шухарт. Он задавался вопросом, «сколько образцов необходимо при проверке большого количества материалов», и начал разрабатывать таблицы проверки образцов. Когда к нему присоединился Гарри Г. Ромиг, они вместе разработали планы двойного отбора проб, чтобы уменьшить средний требуемый размер выборки, и к 1927 году они разработали таблицы для проверки исправления, индексированные по допуску партии и AOQL (средний исходящий уровень качества).Отбор проб для ректификации требовал удаления дефектных изделий путем 100% проверки партий, в которых количество дефектных образцов было слишком большим. Таблицы выборки Доджа и Ромига были опубликованы в журнале Bell System Technical Journal в 1941 году (Dodge and Romig 1941).
Работа Шухарта, Доджа и Ромига в Bell Telephone составляет большую часть статистической теории контроля качества. В 1930-х годах инженеры Bell System, разработавшие эти методы, стремились популяризировать их в сотрудничестве с Американским обществом испытаний и материалов, Американской ассоциацией стандартов и Американским обществом инженеров-механиков.Шухарт также побывал в Лондоне, где встретился с видными британскими статистиками и инженерами.
Несмотря на попытки обнародовать их, внедрение статистического контроля качества в Соединенных Штатах было медленным. Большинство инженеров чувствовали, что их конкретная ситуация была иной, и было немного промышленных статистиков, которые были должным образом обучены новым методам. К 1937 году только дюжина или более предприятий массового производства внедрили эти методы в нормальном режиме. Однако в Британии прогресс был гораздо более быстрым.Там статистический контроль качества применялся к таким продуктам, как уголь, кокс, текстиль, очки для очков, лампы, строительные материалы и промышленные химикаты (Freeman 1937).
Расширение и развитие статистического контроля качества во время Второй мировой войны
Первоначальное нежелание применять статистический контроль качества в Соединенных Штатах было быстро преодолено в начале Второй мировой войны. Фирмы-производители перешли с производства товаров народного потребления на оборонное оборудование.С увеличением количества военнослужащих и материальных средств вооруженные силы стали крупными потребителями американских товаров и оказали большое влияние на стандарты качества.
Военные двояко повлияли на внедрение методов статистического контроля качества в промышленности. Во-первых, вооруженные силы сами использовали статистически полученные методы выборки и проверки в своих закупках. Во-вторых, по просьбе военного ведомства была организована широкомасштабная образовательная программа для промышленного персонала.
Методы отбора проб использовались в Арсенале Пикатинни еще в 1934 году под руководством Л. Э. Саймона. В 1936 году Bell Telephone Laboratories была приглашена к сотрудничеству с Управлением вооружений армии и Техническим комитетом Американской ассоциации стандартов в разработке военных стандартов для контроля качества. В 1942 году Додж и Ромиг завершили составление стандартных инспекционных таблиц артиллерийского вооружения, и использование этих таблиц было введено в вооруженные силы на нескольких курсах интенсивной подготовки.
В таблицах для проверки боеприпасов используется схема выборки, основанная на приемлемом уровне качества (AQL). Схема предполагала, что будет непрерывный поток лотов, представленных поставщиком. Если уровень качества поставщика был хуже, чем AQL, схема автоматически переключалась на усиленный контроль, и поставщик был вынужден нести расходы, связанные с высокой долей отклоненных и возвращенных партий. Эта схема поощряла поставщиков повышать качество.
В 1940 году военные разработали широкомасштабную программу обучения промышленного персонала, в первую очередь поставщиков военной техники.По запросу военного министерства Американская ассоциация стандартов разработала Американские военные стандарты Z1.1-1941 и Руководство по контролю качества Z.1-2-1941, Метод контрольной диаграммы для анализа данных — 1941 и Метод контрольной диаграммы для контроля. Качество при производстве Z1.3-1942. Они определили американскую практику контрольных карт и использовались в качестве текстового материала для последующих учебных курсов, разработанных в Стэнфорде Холбрук Уоркинг, Э. Л. Грантом и У. Эдвардсом Демингом. В 1942 году этот интенсивный курс по статистическому контролю качества был прочитан в Стэнфордском университете для представителей военной промышленности и закупочных агентств вооруженных сил.
Ранняя образовательная программа увенчалась успехом. Этот успех, наряду с предложением доктора Уолтера Шухарта о том, что федеральная помощь должна быть предоставлена американской военной промышленности в разработке приложений статистического контроля качества, побудил Управление производства, исследований и разработок (OPRD) Совета по военному производству создать общенациональная программа. Программа сочетала в себе помощь в разработке интенсивных курсов для высокопоставленных руководителей от поставщиков военной промышленности и прямую помощь предприятиям по конкретным проблемам контроля качества.Эта программа должна решить следующие конкретные задачи по развитию системы статистического контроля качества во время войны:
Обучение руководителей предприятий основным концепциям и преимуществам статистического контроля качества
Обучение ключевого персонала по контролю качества в промышленности
Консультации по конкретным проблемам контроля качества
Обучение подчиненного персонала по контролю качества
Подготовка инструкторов, а также
Публикация литературы
Подготовка инструкторов считалась важной задачей программы OPRD.В качестве инструкторов использовались компетентные и опытные университетские преподаватели статистики, которым требовалось только (1) расширить свои знания в области конкретных методов и теории, наиболее актуальных для статистического контроля качества, (2) ознакомиться с практическими применениями и (3) изучить обучающие методы, которые были признаны наиболее полезными.
План состоял в том, чтобы организовать курсы для ключевого персонала по контролю качества из промышленности в местных образовательных учреждениях, которые будут предоставлять инструктора из своего персонала.Этот план был реализован при административной поддержке и грантах Программы обучения инженеров, науке и менеджменту (ESMWT), финансируемой Управлением образования США.
Большая часть обучения подчиненного персонала по контролю качества была проведена на их собственных предприятиях теми, кто прошел обучение ранее. Чтобы стимулировать людей активно продвигать свое собственное образование, OPRD поощрял формирование местных групп. Таким образом, соседние заведения могли обмениваться информацией и опытом. Эти местные группы привели к созданию многих региональных обществ контроля качества.Потребность в литературе по статистическому контролю качества удовлетворялась публикациями Американской ассоциации стандартов и статьями в инженерных и технических журналах.
Благодаря обучению и литературе, методы статистического контроля качества широко использовались в годы войны. Они сыграли важную роль в обеспечении качества и рентабельности промышленных товаров, поскольку национальные заводы совершили большой перелом от гражданского к военному производству. Например, в 1940 году было произведено 6000 военных самолетов, а в 1943 году оно выросло до 85000.Иосиф Сталин заявил, что без американского производства союзники никогда бы не выиграли войну.
По завершении войны в 1946 году семнадцать местных обществ контроля качества, сформированных во время войны, организовали Американское общество контроля качества (ASQC). Это общество недавно было переименовано в Американское общество качества (ASQ), чтобы отразить тот факт, что качество важно не только для производственных предприятий. Интересно отметить, что возле зала заседаний ASQ в Милуоки, штат Висконсин, стоит выставка, посвященная В.Знаменитый эксперимент Э. Деминга с красной бусиной (учебное пособие), который использовался во время войны, чтобы показать менеджерам тщетность стандартной реакции на общие причины отклонений. (инструмент обучения), который использовался во время войны, чтобы показать менеджерам бесполезность стандартной реакции на общие причины отклонений.
Разработка и использование таблиц выборки и схем выборки для военных закупок продолжилась после войны, в результате чего была разработана схема выборки атрибутов MIL-STD 105A, которая позже была пересмотрена как 105B, 105C, 105D и 105E.Кроме того, были разработаны схемы выборки переменных, которые в конечном итоге привели к стандарту MIL-STD 414.
Использование и дальнейшее развитие статистического контроля качества в послевоенной Японии
После войны предприятия, производившие оборонное оборудование, возобновили производство товаров для общественного потребления. К сожалению, широкое использование статистических методов контроля качества, которые так эффективно использовались при производстве оборонного оборудования, не повлияло на производство товаров гражданского назначения.Женщины, занимавшие многие должности в отделах инспекции и повышения качества во время войны, покинули рабочую силу и были заменены ветеранами вооруженных сил, которые не были обучены видению и техническому использованию SPC. Промышленность в Европе лежала в руинах войны, и зарубежный и внутренний спрос на американские промышленные товары превышал предложение. Продавая все, что они производили, топ-менеджеры компании не видели выгоды от дополнительных усилий, необходимых для повышения качества. По мере роста экономики США в 1950-х годах были предположения о приближающейся рецессии, но она так и не наступила.Спрос на продукцию продолжал расти, заставляя менеджеров полагать, что они все делают правильно.
В то же время оккупационные силы США находились в Японии, пытаясь помочь восстановить разрушенную экономику. По просьбе генерала Дугласа МакАртура У. Э. Деминга вызвали для помощи в планировании переписи населения Японии 1951 года. Опыт Деминга в методах контроля качества и его сострадание к тяжелому положению японских граждан привели к тому, что Японское общество ученых и инженеров (JUSE) пригласило его поговорить с ними о SPC.В то время то, что осталось от японского производства, было чуть ли не хуже, чем вообще ничего. Лейбл «Сделано в Японии» был синонимом дешевого барахла на мировых рынках.
Члены JUSE интересовались идеями Шухарта, и они искали эксперта, который помог бы им понять, как они могут применить их в реконструкции своей промышленности. По их просьбе старший преподаватель Деминг обучил сотни японских ученых, инженеров и менеджеров методам статистического контроля качества.Однако он был обеспокоен своим опытом в Соединенных Штатах, где эти методы широко использовались лишь в течение короткого времени в годы войны. После долгих размышлений Деминг пришел к выводу, что для того, чтобы использование этих статистических методов продолжало работать, необходима авторитетная и жизнеспособная философия управления, совместимая со статистическими методами. В результате Деминг разработал философию, которую он назвал «14 пунктов управления». Первоначально их было меньше 14, но с более поздним опытом они превратились в 14.
Таким образом, когда JUSE пригласил Деминга поговорить с ними о SPC, он согласился сделать это только в том случае, если он сначала сможет поговорить напрямую с высшим руководством компаний. На встречах с руководителями в 1950 году его основным посланием были его «Очки для менеджмента» и следующий простой принцип: (1) Повышение качества \ (\ Rightarrow \) (2) Меньше переделок и отходов \ (\ Rightarrow \) (3) Повышение производительности \ (\ Rightarrow \) (4) Захватывайте рынок с более низкой ценой и лучшим качеством \ (\ Rightarrow \) (5) Оставайтесь в бизнесе \ (\ Rightarrow \) (6) Обеспечивайте работу.
Нечего терять, японские производители применили методы и философию Деминга и других американских экспертов по качеству. Повышение качества наряду с более низкой стоимостью товаров позволило японцам создать новые международные рынки для японских товаров, особенно автомобилей и бытовой электроники. Япония поднялась из пепла войны и стала одной из крупнейших экономик мира. Когда Деминг отказался принять гонорары за опубликованные стенограммы его лекций 1950 года, совет директоров JUSE использовал вырученные средства для учреждения Премии Деминга — серебряной медали с выгравированным профилем Демингса.Он ежегодно вручается на церемонии, транслируемой по общенациональному телевидению, отдельным лицам за вклад в теорию статистики и компаниям за достижения в области статистических приложений.
Как и предсказывал Деминг в 1950 году, японские товары завоевали признание на мировых рынках. Кроме того, японцы начали вносить новые идеи в совокупность знаний о SQC. Каору Исикава, лауреат премии Деминга, разработал идею кружков качества, где бригадир и рабочие встречаются, чтобы изучить инструменты решения проблем и применить их в своем собственном процессе.Это было началом совместного управления. Исикава также написал книги по контролю качества, в том числе его руководство по контролю качества , которое было переведено на английский и определило 7 основных инструментов качества, которые будут обсуждаться в главе 4. Геничи Тагучи разработал философию автономного контроля качества, в которой производятся продукты и процессы. разработан, чтобы быть нечувствительным к общим источникам отклонений, которые находятся вне контроля инженеров-проектировщиков. Пример этого будет показан в главе 5.
Когда арабское нефтяное эмбарго привело к увеличению цены на нефть с 3 до 12 долларов за баррель в 1973 году, это создало еще больший спрос на небольшие экономичные японские автомобили. В США, когда водители начали переключаться на автомобили меньшего размера, они заметили, что они не только более экономичны, но и более надежны и менее проблематичны. К 1979 году автопроизводители США потеряли большую часть своего рынка, многие заводы были закрыты, а рабочие уволены. Это было болезненное время, и когда в 1979 году вышел в эфир документальный фильм NBC «Если Япония может, почему мы не можем», это послужило стимулом для руководителей отрасли к тому, чтобы начать заново изучать качественные технологии, которые помогли производству в Японии, но были не используется в США.С.
Возрождение статистического контроля качества в США и во всем мире
Примерно с 1980 года высшее руководство крупных американских компаний начало принимать цели в области качества как один из стратегических параметров в бизнес-планировании наряду с традиционными маркетинговыми и финансовыми целями. Например, Ford Motor Company приняла лозунг «Качество — это работа 1», и они следовали плану министерства обороны во время Второй мировой войны, создав программы обучения для своего персонала и своих поставщиков.Другие компании последовали их примеру, и в США началась революция качества.
Total Quality Management или TQM был принят многими компаниями США. Эту систему управления можно охарактеризовать как ориентированную на клиента и вовлекающую всех сотрудников в постоянные усилия по улучшению. Как описано на веб-сайте Американского общества качества (ASQ), «оно использует стратегию, данные и эффективные коммуникации для интеграции дисциплины качества в культуру и деятельность организации».
На основе подобных усилий рыночные доли U.Компании S. возродились в производстве промышленных товаров, таких как автомобили, электроника и сталь. Кроме того, определение качества расширилось с простого соответствия производственным спецификациям до удовлетворения клиента. Средства обеспечения качества за счет расширенного определения SQC, поддерживаемого Демингом и другими, были приняты в различных областях, таких как коммунальные предприятия, медицинские учреждения, банковские и другие организации по обслуживанию клиентов.
Мировое движение начало использовать ту же философию.В 1987 году Международная организация по стандартизации создала стандарты для систем обеспечения качества (ISO 9000). Это было признание всемирного признания системного подхода к обеспечению качества. ISO 9001 касается требований, которым должны соответствовать организации, желающие соответствовать стандарту. Сертификация соответствия этим стандартам требуется компаниям для участия в Европейской ассоциации свободной торговли (EFTA). В таблице 1.1 показано количество компаний, зарегистрированных в соответствии с ISO 9001, по странам.
Таблица 1.1 : Регистрации ISO 9001 по странам 2014
| 1 | Китай | 342 180 |
| 2 | Италия | 168 960 |
| 3 | Германия | 55 563 |
| 4 | Япония | 45,785 |
| 5 | Индия | 41 016 |
| 6 | Соединенное Королевство | 40 200 |
| 7 | Испания | 36 005 |
| 8 | США | 33 008 |
| 9 | Франция | 29,122 |
| 10 | Австрия | 19 731 |
В 1988 году компания U.С. Конгресс учредил Национальную премию качества Малкольма Болдриджа, названную в честь покойного министра торговли. Это похоже на премию Деминга в Японии, и это было признанием правительством США необходимости сосредоточить внимание на качестве продуктов и услуг для поддержания конкурентоспособности экономики США.
Также произошли другие изменения в практике статистического контроля качества. Министерство обороны США прекратило поддержку своих военных стандартов для инспекций при отборе проб, чтобы использовать гражданские стандарты для экономии средств.ANSI / ASQ Z1.4 — это гражданский стандарт в США, который заменяет таблицы контроля выборки атрибутов MIL-STD 105E. Лучше всего использовать для внутренних операций или для внутреннего использования. ISO 2851-1 — это международный стандарт. Он отражает современное состояние дел и рекомендуется для международной торговли, где это часто требуется. Гражданским стандартом США для замены планов выборки переменных MIL-STD 414 является ANSI / ASQ Z1.9. Он был разработан для того, чтобы уровни проверки совпадали с Z1.4 планирует атрибуты и принимает общие правила переключения. ISO 3951-1 — это международная версия с планами, близкими к планам атрибутов ISO 2851-. Он также используется в международной торговле.
Еще одно изменение в применении технических методологий для контроля качества и повышения качества — это использование компьютера. До 1963 года единственными инструментами, доступными инженерам и статистикам для вычислений, были логарифмические линейки или механические или электромеханические калькуляторы. Таблицы выборочного контроля и контрольные карты Шухарта были разработаны с учетом этого факта.
После появления компьютеров начали разрабатывать программное обеспечение для статистических расчетов и приложений SQC. Однако большая часть учебных материалов и учебников, которые были разработаны после возвращения SQC в промышленность США в 1980 году, по-прежнему иллюстрируют методы, которые можно легко реализовать с помощью ручных вычислений. Однако в этой книге особое внимание будет уделено использованию компьютера для вычислений SQC.
Популярное коммерческое программное обеспечение, используемое в промышленности, включает такие программы, как SynergySPC и SQCpack, которые могут обмениваться данными и отчетами между разными компьютерами.Другие, такие как SAS, Minitab 18 или StatGraphics Centurion, сочетают вычисления SQC с функциями обработки данных и полным набором инструментов статистического анализа.
Эта книга проиллюстрирует использование R, поскольку это бесплатный язык программирования и среда для статистических вычислений. R был разработан Россом Ихакой и Робертом Джентльманом из Оклендского университета, Новая Зеландия. Он реализует язык программирования S, который был разработан в Bell Labs Джоном Чемберсом в 1976 году. R легко расширяется с помощью функций и расширений.Существует множество написанных пользователем пакетов для функций статистического контроля качества, доступных в Comprehensive Archive Network (CRAN).