как притереть шуруповертом, дрелью, машинкой
После капремонта двигательной системы, снятия нагара с клапанов или при их замене на новые обязательно проводится притирка клапанов.
Благодаря процедуре удаляются мелкие неровности и повреждения, возникшие в процессе эксплуатации, а также повышается герметичность ДВС.
Для чего нужно притирать клапаны
Новые клапаны притираются для лучшего прилегания к посадочному месту. В процессе эксплуатации на клапанной системе образуется нагар, вследствие чего герметичность прилегания тарелки клапана к седлу нарушается.
Это приводит к нарушению работы топливной системы. Когда выпускной коллектор утрачивает свои первоначальные характеристики, это провоцирует прогар клапанной системы, падение мощности двигателя, износ направляющей втулки, повреждения посадочного седла и другие неприятности. Чтобы наладить четкую работу ГБЦ и снизить риск образования нагара, после очистки клапанов проводится их притирка – как следствие, клапаны и седла хорошо прилегают один к одному.
Когда пора задуматься о притирке
Чтобы понять, необходима ли притирка, можно использовать разные методы проверки – с их помощью можно уточнить степень разгерметизации клапанной системы.
Как проверить притирку:
- Производится демонтаж ГБЦ.
- Головка очищается от сажи, маслянистой пленки и загрязнений.
- Проводится проверка головки БЦ и подшипников. Они должны быть без каких-либо деформаций и механических повреждений.
- Проверяются опоры распределительного вала. Они также не должны иметь повреждений, заусенцев и металлических наплывов.
- Для контроля герметичности клапанной системы необходимо установить ГБЦ на ровную поверхность, налить в камеры сгорания немного керосина или бензина и оставить на некоторое время. Если уровень керосина начнет понижаться, значит, есть утечка и герметичность клапанной системы нарушена.
При появлении утечки (то есть разгерметизации) мотор работает неравномерно, поэтому необходимо провести притирку.
Стандартный набор инструментов для притирки
Самым важным инструментом является абразивная, или алмазная паста. Ее необходимо наносить на кромку клапана – паста создаст эффект наждачки и позволит быстрее притереть тарелку к седлу.
По типу обработки пастообразный состав отличается размером абразивных элементов – от крупнозернистого до мелкозернистого. Крупноабразивная используется для первичной притирки. Финишная притирка осуществляется с помощью мелкозернистой пасты – тогда головка компонента будет плотно установлена на посадочное место.
Пасты различаются и по цене – от недорогих для личного использования до фирменных составов для профессиональной притирки. Провести самостоятельную обработку можно составом средней стоимости. Важно следить за состоянием самих клапанов и корректностью процесса притирки.
Следующим шагом будет выбор инструмента для работы. Притирка может осуществляться посредством:
- Электродрели.

- Деревянного приспособления с присосками.
- Пневматического инструмента.
- Специальной пневмомашинки для пристукивания.
У мастером-любителей наибольшей популярностью пользуется электродрель для притирки — из-за своих доступности и универсальности. В ремонтных мастерских может быть использован специальный станок для шлифовки фаски.
Обработка седел и их восстановление требуют применения особого инструмента. Это шарошка для удаления выработки – приспособление, сделанное по форме посадки клапана. Шарошка надевается на дрель, так как сверло обычно имеет некрупные размеры.
Инструмент используется в том случае, если головки клапанов повреждены вследствие прогара.
Также потребуется рассухариватель, чтобы снять «сухари» – детали, соединяющие тарелки пружины с клапаном.
Как правильно притереть клапаны: основные методы
Существует четыре основных метода обработки.
Способ 1.
 Притирка клапанов дрелью
Притирка клапанов дрельюДля проведения работ потребуется кусок шланга. Один его «хвост» закрепляется на стержне клапана, а второй — на дрели. На сам клапан и посадочное место следует нанести небольшое количество притирочного состава, после чего деталь устанавливается на свое рабочее место в ГБЦ.
Процесс имеет несколько особенностей:
- Притирка осуществляется на малых оборотах – рекомендуется использовать дрели, способные работать на таких оборотах, или шуруповерты.
- В момент соприкосновения тарелки и седла необходимо сделать сброс – отпустить курок электродрели.
- В процессе притирки нельзя прикладывать усилия – это может спровоцировать повреждение элементов клапанной системы.
- Притирку рекомендуется проводить в несколько этапов – сначала крупнозернистой пастой, затем средне-, а в конце провести финишную обработку мелкозернистым составом.
Важна практика – если такого рода работы будет выполнять любитель, есть риск, что его неквалифицированные действия приведут к тому, что машине понадобится дорогой ремонт.
Метод 2. С помощью ручного инструмента
Такой способ представляет собой что-то вроде процесса добывания огня первобытными людьми – на деревянную палочку крепятся присоски, ими фиксируется стержень, а сама палочка вращается руками. Этот так называемый «дедовский» метод был в ходу, когда не было электроинструмента. Его плюс – минимальный риск испортить клапанную систему. Но времени занимает очень много – до получаса на каждый клапан.
Метод 3. С помощью пневматического инструмента (вращательный метод)
Притирка клапанов своими руками при использовании пневмоинструмента проходит быстро, просто и с минимальными затратами сил. Устройство представляет собой двигатель, соединенный со штифтом. На последний крепится специальная присоска, которой фиксируется клапан. В рабочее состояние система приводится с помощью сжатого воздуха.
Достоинство способа в том, что риск сделать ошибку практически отсутствует, даже если вы не имеете опыта. Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Инструмент контролирует весь процесс – угол вращения, частоту оборотов и их интенсивность. И все это происходит даже быстрее, чем при использовании электродрели – на один клапан уходит всего пара минут.
Метод 4. С помощью пневмомашинки (метод пристукивания)
Отличие пневмомашинки от предыдущего инструмента – технология притирки. Инструмент работает не вращательными движениями, а имитирует работу клапанов в реальных условиях.
Инструмент прост в использовании и делает притирку наиболее точной и качественной.
Важно! После притирки абразивный состав должен быть тщательно удален. Если он попадет в двигатель, то это выведет из строя цилиндры и другие детали.
Как проверить работоспособность
После того как клапаны были притерты, следует проверить качество притирки. Существует несколько вариантов.
Самый простой и распространенный способ проверки – это положить ГБЦ на ровную поверхность тарелками кверху и налить в камеру сгорания бензин или керосин. Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Клапан должен удерживать жидкость собственным весом. Засухаривать компонент в этом случае не нужно.
Второй метод аналогичен первому, только клапаны необходимо засухарить, перед тем, как наливать керосин.
Проверка качества притирки третьим способом проводится несколько иначе. Клапаны засухаривают, ГБЦ укладывают на бок, в камеры наливают керосин/бензин. Правильно притертый компонент будет удерживать жидкость только усилием пружины.
Сделать притирку самостоятельно не так уж и трудно – главное, правильно рассчитать усилие при работе с дрелью и частоту вращений. Если же вы опасаетесь нанести вред топливной системе автомобиля, обратитесь к квалифицированным мастерам автосервиса DDCAR. Вам не придётся переживать по поводу того, что вашему любимому «железному коню» будет причинён непоправимый ущерб!
Слесарный инструмент для автосервиса и промышленных предприятий — Профессиональный автоинструмент
Каталог специнструмента Приспособления для притирки клапанов в ассортименте «ГАРВИН».
В качестве подопытного досталась ГБЦ от BMW.
Все участники вместе с ГБЦ (ниже список, слева-направо)
Устройства для притирки клапанов двигателя, участвующие в сравнении:
- Электрическая дрель. Притирка клапанов дрелью — технология, вызывающая самое большое количество споров на тему правильности использования.
- Приспособление для притирки клапанов своими руками.
- Пневмоинструмент для притирки клапанов вращением.
- Пневмомашинка для притирки клапанов пристукиванием.
Какое из этих приспособлений быстрее, эффективнее, выгоднее, правильнее — лучше всех остальных? Какую притирку клапанов выбрать? Сейчас мы будем это выяснять.
Способ №1: с помощью дрели
Способ с дрелью получил распространение ввиду отсутствовавшего ранее инструмента для притирки.
Сначала подбирается подходящий по размеру шланг
Один конец крепится на стебель (стержень) клапана, другой — на дрель.
На клапан и седло наносится необходимое количество притирочной пасты, клапан устанавливается на свое место в ГБЦ.
Если используется присоска, ее устанавливают на тарелку клапана.
Существуют рекомендации, согласно которым инструмент обязательно должен работать на малых оборотах — предпочтение следует отдавать низкооборотной дрели или шуруповерту. Отпускайте курок дрели при соприкосновении клапана с седлом, касание должно производиться при сбросе. Не надо прикладывать никаких усилий, это значительно повышает риск неправильной притирки.
Притирка клапана к седлу при помощи электрической дрели
Полезный совет. Очень важно использовать минимальное количество притирочной пасты. Сама паста бывает разной — с крупным и мелким абразивом. Чаще всего применяют алмазную. Для правильной притирки следует применять пасты разной зернистости и начинать с абразива для грубой обработки.
После притирания обязательно смывайте притирочную пасту и очищайте детали. Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
Попадание абразивной пасты в ГБЦ и двигатель недопустимо! Это приведет к разрушению деталей и дорогому ремонту.
При притирке дрелью ключевую роль имеет опыт. Не обладая необходимыми навыками, очень легко получить канавы и риски или сместить пятно контакта клапана с седлом. Все это приводит к очень скорой поломке.
Профессионалы часто сходятся во мнении, что применять дрель допустимо, но неправильно. Это мнение мы поддерживаем и смотрим на дрель с недоверием
Способ №2: ручная притирка клапанов авто
Ручная притирка — дедовский способ, проводится с использованием присоски. Как и в случае с дрелью, очень важен опыт человека, который осуществляет процедуру.
Обратите внимание, что в специализированных магазинах продаются ручные приспособления для притирки клапанов, представляющие собой деревянный стержень и набор присосок
Притирка клапанов своими руками неудобна и утомительна, она занимает много времени — в среднем, 15 — 20 минут на один клапан. Риск что-то испортить или сделать неправильно минимален, но он присутствует.
Риск что-то испортить или сделать неправильно минимален, но он присутствует.
На 12-ой минуте теста ручной приспособы мы отчего-то почувствовали себя вот так
Главное преимущество: низкая стоимость ручных приспособлений для притирки клапанов.
Способ №3: пневмоинструмент для притирки клапанов вращением
Пневмомашинка — автоматизированный, упрощенный и многократно ускоренный метод ручной притирки. Двигатель соединен со штифтом, который приводится в движение энергией сжатого воздуха.
Для работы потребуется подключение к источнику сжатого воздуха
На штифт устанавливается присоска подходящего размера, которая затем крепится на тарелку клапана.
В комплект, как правило, входит целый набор присосок различного размера
Под воздействием сжатого воздуха двигатель обеспечивает возвратно-вращательное движение штифта с присоской, вследствие чего вращается и клапан — происходит притирка. Перед сменой направления вращения клапан успевает провернуться примерно на 75 градусов.
Это самый простой и доступный способ притереть клапан, не требующий никаких специальных навыков. Устройство само контролирует угол и частоту вращения, которые являются оптимальными. Скорость работы еще выше, чем у дрели — для притирки одного клапана достаточно всего нескольких минут.
Также отметим, что тестируемый нами набор для притирки клапанов имеет очень удобную для хранения упаковку — пластиковый противоударный кейс. Это может стать дополнительным плюсом, например, для применения в условиях автосервиса.
Главные преимущества: очень высокая скорость работы, простота и удобство использования, отсутствие требований к навыкам и заведомо гарантированное качество.
Метод №4: пневмомашинка для притирки клапанов пристукиванием
Принципиальное различие между этим и предыдущим устройством — способ притирки. При помощи данной машинки клапан притирается не вращением, а пристукиванием, что имитирует реальную работу двигателя.
На шток приспособления устанавливается одна из присосок набора, которая затем закрепляется на тарелке клапана
Инструмент оснащен колесиком для настройки частоты оборотов
Притирка осуществляется многократным повторением возвратно-поступательных движений клапана
Пневмомашинка для пристукивания имеет минимальные требования к навыкам использования. При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
При отсутствии опыта обучение происходит прямо в работе, за первые же минуты. Также приспособление полностью исключает риски повредить детали и испортить что-либо.
Главные преимущества: заведомо гарантированное качество, самое точное притирание за счет имитации работы клапана в двигателе.
Итоговая таблица, результаты и выводы
Для объективной комплексной оценки каждого из методов мы выбрали шесть параметров, которые имеют наибольшее значение:
- Скорость.
- Удобство использования. Этот параметр также оказывает влияние и на общую скорость работы.
- Отсутствие требований к опыту и навыкам. Чем выше оценка, тем легче пользователю провести правильную притирку клапана.
- Отсутствие рисков. Чем выше оценка, тем меньше вероятность что-то сделать неправильно или испортить детали.
- Качество притирки. Чем выше оценка, тем точнее выполнена операция.
- Стоимость. Чем меньше расходов на тот или иной способ, тем выше бал.
ПараметрДрельРучное приспособлениеПневмомашинка, вращениеПневмомашинка, пристукиваниеСкорость8197Удобство использования31108Не требуется спец.навык12107Отсутствие рисков141010Качество44810Стоимость71013Итоговый результат24224845
Как видно из таблицы, специальные пневмо-приспособления для притирки значительно превосходят ручной способ и дрель. Если откинуть параметр стоимость и смотреть только на качественные показатели, то оба метода проигрывают пневматическим машинкам с разгромом.
Выдающиеся показатели и наибольший итоговый бал по результатам тестов у машинки для притирки клапанов вращением. Максимальное количество баллов не сумел набрать ни один из участников — что же, идеального во всем инструмента не существует. Места распределились следующим образом:
Последнее место, 22 балла — ручной способ, который прогнозируемо позади всех остальных. В настоящее время клапаны притираются ручным способом либо для получения удовольствия от процесса (да-да, бывает и такое), либо при полном отсутствии доступа к современному инструменту.
Предпоследнее место, 24 балла — дрель. Несмотря на высокую скорость работы, дрель опережает ручной метод всего на несколько пунктов. Прежде всего это связано с высокими рисками неправильной притирки и порчи деталей, а также с повышенными требованиями к специальным навыкам.
Второе место, 45 баллов — машинка для пристукивания. Несильно уступает первому месту, зато обеспечивает самую точную и правильную притирку клапана.
Первое место, 48 баллов — машинка для вращения. Лидирует практически по всем показателям и является оптимальным решением для притирки.
Для испытаний использовалось следующее оборудование:
- Ручная притирка клапанов — Licota ATA-0003A
- Электрическая дрель Hitachi — модель D10VC2
- Пневматическая машинка для притирки клапанов вращением — Licota ATA-1100
- Пневматическое приспособление для притирки клапанов пристукиванием — Licota ATA-1401
В ГАРВИН вы можете купить профессиональное оборудование для притирки клапанов. Цены и подробные характеристики смотрите в нашем каталоге.
Цены и подробные характеристики смотрите в нашем каталоге.
Пользователи машинок для притирки клапанов
Пневматические приспособления для притирки клапанов в первую очередь будут интересны сотрудникам автосервисов. Оборудование значительно снижает затраты времени на ремонт ГБЦ и повышает само качество притирки. На нашей практике ни один мастер, испытавшей в работе профессиональный инструмент, не вернулся затем к ручному методу или дрели.
Невысокая цена инструмента делает его доступным также для частного применения. При желании самостоятельно провести притирку клапанов, а не доверять эту операцию стороннему сервису — приспособление станет оптимальным решением.
Описание этапов притиркиПритирка клапанов — технологическая операция пригонки фаски грибка клапана к седлу, которая производится при ремонте старого и замене нового клапана. Для притирки клапанов на фаску клапана наносится притирочная паста или мелкий наждак с маслом. Притирка клапанов — операция механической обработки с целью подгонки главным образом деталей, работающих в паре. операция притирки клапанов сводится к многократным относительным перемещениям инструмента и детали или обеих деталей совместно с абразивным материалом. Притирка клапанов исправляет форму детали в пределах допуска, уменьшает шероховатость поверхности. Для притирки клапанов удобнее всего пользоваться специальным механическим приспособлением. Кроме того для притирки клапанов вам потребуются:
Описание процесса притирки
Правильная притирка клапанов очень важна. Снимите головку, положите ее на горизонтальную поверхность. Нанесите смесь на кромку клапана. Прижмите клапан к седлу и вращайте его, поворачивая каждый раз примерно на 30° и часто переставляя клапан на новое место, чтобы на поверхности седел и клапанов не образовывались риски. Притирайте, следя за тем, чтобы смесь не попала на стержень клапана, не испортила текстолитовую направляющую ручку. На окончание притирки укажет ровная серая дорожка шириной 1—2 мм на поверхности клапана. |
 Притирка клапанов осуществляется колебательным движением воротка, а вместе с ним и клапана и продолжается до получения равномерного серого цвета фаски клапана и седла. В ремонтных мастерских применяется станок для притирки одновременно нескольких клапанов, что значительно ускоряет процесс притирки клапанов .
Притирка клапанов осуществляется колебательным движением воротка, а вместе с ним и клапана и продолжается до получения равномерного серого цвета фаски клапана и седла. В ремонтных мастерских применяется станок для притирки одновременно нескольких клапанов, что значительно ускоряет процесс притирки клапанов .

Притирка клапанов: как правильно притереть клапана
После замены клапанов надо обязательно выполнить их притирку. Если вы устанавливаете клапана без притирки, есть риск, что они будут пропускать воздух или бензин в закрытую камеру сгорания. Кроме того, иногда может потребоваться и притирка старых клапанов: основной признак того, что клапана требуют притирки, – это разная компрессия в цилиндрах, при которой автомобиль дергается на холостых оборотах.
Если вы устанавливаете клапана без притирки, есть риск, что они будут пропускать воздух или бензин в закрытую камеру сгорания. Кроме того, иногда может потребоваться и притирка старых клапанов: основной признак того, что клапана требуют притирки, – это разная компрессия в цилиндрах, при которой автомобиль дергается на холостых оборотах.
Обратите внимание: прежде чем приступать к притирке старых клапанов, их нужно очистить от нагара с помощью металлической щетки, после чего проверить на биение с помощью специального прибора.
Для притирки клапанов необходимы следующие инструменты и материалы:
1. Притирочная паста. В автомагазинах можно найти много вариантов притирочной пасты. Основная характеристика притирочной пасты – это степень обработки. Опытные автомобилисты советуют брать мелкозернистую пасту, так как с ней притирка клапанов будет гораздо быстрее и эффективнее.
2. Инструмент для притирки клапанов. Если специального инструмента у вас нет, приспособление для притирки клапанов можно изготовить своими руками с помощью дрели и резинового шланга.
3. «Шарошка» для клапанного гнезда. Она понадобится в том случае, если седло клапана повреждено или прогорело – в таком случае, прежде чем притирать клапан, нужно обработать седло с помощью «шарошки».
Притирку клапанов следует проводить на разобранной ГБЦ. Выполняется она следующим образом:
1. На фаску клапана наносится притирочная паста по кругу.
2. На стержень клапана надевается пружина, клапан вставляется в направляющую втулку со стороны камеры сгорания.
3. Чтобы в направляющую втулку не попала притирочная смазка, стержень клапана следует предварительно смазать графитовой смазкой.
4. На стержень клапана надевается инструмент для притирки. Если речь идет о самодельном инструменте из дрели – натянуть резиновый шланг.
5. Притирать клапан, попеременно прижимая его к седлу, а потом ослабляя усилия. Если речь идет о притирке с помощью дрели, следует включить ее на минимальные обороты в реверсивном режиме, если о ручном инструменте – вращать по очереди в обе стороны на пол-оборота.
6. Притирку клапана следует проводить до тех пор, пока на фаске не появится «поясок» серого цвета шириной 1,5 мм. В то же время на седле клапана должен появиться блестящий «пояс» такой же ширины – около 1,5 мм.
7. После притирки клапан и седло клапана следует протереть чистой тряпкой и промыть бензином, чтобы удалить остатки притирочной пасты.
8. Процедуру притирки следует повторить для каждого клапана.
После того как притирка клапана завершена, можно проверить его герметичность. Для этого необходимо поставить клапан с пружинами и сухарями, положить головку набок и налить керосина в канал, закрытый клапаном. После этого следует подождать несколько минут: если керосин не поступает в камеру сгорания, значит, клапан герметичен.
Финишная притирка клапанов без абразивной пастой Фабо
Всех приветствую. Решил заняться доработкой гбц, расточка каналов, замена направляющих, замена клапанов, прирезка, притирка седел клапанов. Встал вопрос о выборе пасты. Давно уже видел и слышал о пасте ВМПАвто, зашел на их сайт. По мимо пасты абразивной класической для притирки фаски седла и клапана, для лучшей герметичности, увидел финишную пасту для окончательной притирки фаски седла и клапана, стало интересно. На сайте обещают что эта паста даёт покрытие в микронах на рабочей поверхности из цветных металлов, в основном медь и олово в итоге имеем бронзовое покрытие. Информация с сайта ВМПАвто: ПАСТА ФАБО — принцип работы заключается в образовании бронзовых поясков на седле и клапане. Это обеспечивает наиболее высокую герметичность — 0,97атм, лучший отвод тепла и мягкую работу двигателя. www.smazka.ru/production/pritirochnye-pasty/pritirochnaya-pasta-fabo-dlya-klapanov/
После полазил по интернету, нашел информацию о патенте этой канторы www. findpatent.ru/patent/224/2247768.html. Там описанна присадка в масло работающая на том же принципе что и эта паста. Смысл этого маталлоплакирующего вещества что соли металлов и мелкая, просто наномелкая стружка цветных металлов попадает в микропоры и микротрещены забиваясь туда, саздавая более гладкую, с низким трением, поверхность из цветного металла которая препятствует износу поверхности трения, по райней мере отодвигает иоиент износа этих трущихся деталей.
findpatent.ru/patent/224/2247768.html. Там описанна присадка в масло работающая на том же принципе что и эта паста. Смысл этого маталлоплакирующего вещества что соли металлов и мелкая, просто наномелкая стружка цветных металлов попадает в микропоры и микротрещены забиваясь туда, саздавая более гладкую, с низким трением, поверхность из цветного металла которая препятствует износу поверхности трения, по райней мере отодвигает иоиент износа этих трущихся деталей.
На стадии притирки действительно паста покрыла седло клапана и саму рабочую поверхность клапана металлом. По ощещениям клапан как будто прилипает и не хочет вращаться по седло если его придавить пальцами и попытаться повращать, как будто поверхность магкая и вязкая. А вот до притирки этой пастой на сухую клапан вращался впринципе легки. Герметичность тут без вопросов. На этой стадии к пасте вопросов нет, притер классической пастой, потом пастой Фабо и получил бронзовое покрытие. Вопрос тепер в ресурсе на практике, как будет ходить покажут годы, а пока результатом доволен.
Притирка клапанов — Полезные статьи
Клапана в двигателе внутреннего сгорания служат для регулирования подачи топливно-воздушной смеси. Эффективность их работы зависит от плотности прилегания каждого клапана, соответственно, это позволяет предотвратить утечку газов и обеспечивает необходимую компрессию. Кроме того, правильное сопряжение клапана влияет на работу двигателя, поскольку при неплотном прилегании, через отверстие могут проходить отработанные газы, что вызывает прогар клапанов и оплавление седел. В момент сгорания топлива выделяется большое количество тепла, которое отводится от двигателя, и перегреву больше всего подвержены клапана. Их правильная геометрия, позволит предотвратить негативные последствия.
Правильную форму седлу и клапану можно придать вручную или же на специальном станке, который обеспечивает более высокую точность. Притирку клапанов нужно проводить при их замене или при текущем ремонте.
Станок для притирки клапанов
С помощью специального оборудования можно получить максимально точное сопряжения, которое достигается благодаря жесткой центровке. В результате работы получается точный нарезанный профиль, высокого качества. После притирки на станке больше не требуется проводить другие работы, достаточно промыть и собрать головку.
В результате работы получается точный нарезанный профиль, высокого качества. После притирки на станке больше не требуется проводить другие работы, достаточно промыть и собрать головку.
Ручные фрезы
При отсутствии специального оборудования притирка клапанов проводится с помощью ручных фрез, которые отличаются по диаметру, соответственно используются для разных типов двигателей.
Абразивная паста
Притирка клапанов с помощью абразивной пасты проводится в том случае, когда плоскость клапана и седла совпадают и необходимо только устранить некоторые неровности. На кромку клапана наносится притирочная паста, в местах сопряжения, затем клапан ставиться на свое посадочное место. После чего его нужно прижимать и одновременно вращать вокруг оси, это позволит стереть неровности на поверхности. После притирки все абразивные частицы необходимо смыть.
Минус притирки руками очень влияет на качество и надежность, довольно часто после такой обработки, через 10-20 тысяч км необходимо снова проводить ремонт. Обработка на профессиональном оборудовании в нашем сервисе обеспечивает высокое качество выполнения работы, вы будите уверенны в своем автомобиле.
Обработка на профессиональном оборудовании в нашем сервисе обеспечивает высокое качество выполнения работы, вы будите уверенны в своем автомобиле.
Притирка клапанов ЗМЗ-402
Притирка клапанов ЗМЗ-402 поэтапно с иллюстрациями
Берем торцовый ключ на 22 или подходящий отрезок трубы
С торца трубки или ключа вставляем кусок ветоши (чтобы сухари не вылетели при демонтаже)
Резкими несильными ударами молотка рассухариваем пружины (это наиболее простой и надежный способ)
Можно конечно воспользоваться специальным рычажным съемником
Вынимаем пружины и клапана (раскладываем их по порядку, чтобы не перепутать)
С помощью пассатижей аккуратно, с прокручиванием вынимаем маслосъемные колпачки
Надо быть внимательным при демонтаже маслосъемных колпачков, направляющие втулки клапанов очень хрупкие.
Неосторожными движениями можно их повредить!
Находим подходящий кусок шланга, в который с натягом вставляется клапан.
С другой стороны шланга вставляем сверло и зажимаем патрон электродрели
Наносим притирочную пасту на гнездо клапана и сам клапан
Притирочную пасту можно сделать самому.
Берем из под наждака песчаную смесь и смешиваем с маслом.
Включаем электродрель на малые обороты и возвратно поступательными движениями притираем клапан.
В процессе притирки надо протирать клапан и смотреть привалочные плоскости клапана и гнезда.
На клапане и гнезде должна быть чистая полоска. Что свидетельствует о правильной притирке
После притирки клапанов промываем и продуваем головку.
Новые маслосъемные колпачки перед установкой смазываем чистым моторным маслом.
Для предотвращения деформации маслосъемного колпачка, надеваем на клапан тонкую пластмассовую трубку или обворачиваем куском скотча.
Надеваем колпачок на клапан и с помощью подходящей алюминиевой трубки или съемника легкими ударами молотка осаживаем колпачки на втулки клапанов.
С помощью металлической линейки проверяем посадку маслосъемных колпачков
Вставляем пружины и засухариваем клапана с помощью рычажного съемника
Переворачиваем головку и заливаем керосин в камеры сгорания для контроля герметичности клапанов.
Достаточно 5 -10 минут, чтобы определить качество притирки клапанов.
Сделай сам с низким энергопотреблением: притирка клапана — CPGNation
Недавно мы обновили набор оголовков на 30 000 миль для нашего бюджетного ремонта LT-1. В то время как мы потратили деньги на новые пружины, соответствующие нашему кулачку, клапаны хорошо очистились, и мы решили использовать их повторно. Осмотр показал небольшие изъязвления на уплотнительной поверхности, и хотя они могли быть в порядке, мы знали, что они могут быть немного лучше.
Коричневое кольцо — область контакта, оно было изъедено и изношено.
Ручная доводка клапанов была частью регулярного технического обслуживания автомобилей в начале 1900-х годов, но освященная веками церемония вышла из моды с появлением современных технологий. Сегодняшние двигателестроители имеют передовое оборудование, которое идеально режет седла клапанов и клапаны лучше, чем когда-либо могла бы сделать любая рука. Тем не менее, для всего есть время и место, и многие ведущие производители двигателей до сих пор бегло осматривают их, чтобы быть уверенным.
В случаях, подобных нашему движку, это шаг, который нельзя пропускать.Каждый раз, когда вы меняете седла, повторно шлифуете клапаны или вставляете новые клапаны в существующее седло, рекомендуется притереть их и убедиться, что они сели.
Поскольку паста для притирки клапанов представляет собой очень абразивную пемзу, есть правильный и неправильный способ ее применения. Когда все сделано правильно, пемза разрушается между поверхностями, когда они стираются вместе. Вот почему звук меняется от песчаного к плавному. Затем клапан поднимается и поворачивается на четверть оборота, чтобы выпустить новую пемзу на поверхность, и движение повторяется.
Правильное движение — это быстрое движение руки вперед-назад, которое равномерно воздействует на пемзу. Обман, вращая их в дрели, вырезает канавку в сиденье, и этого следует избегать. Если вы ДОЛЖНЫ использовать электроинструмент, аккуратно подбросьте его и обязательно поднимите и поверните несколько раз. Предмет представляет собой однородную посадочную поверхность, не допускающую их механической обработки. Тише едешь — дальше будешь.
Новая подобранная область будет представлять собой гладкое серое кольцо как на клапане, так и на седле, что позволит клапану издавать твердый звук чаши при падении на место.По завершении обязательно тщательно очистите все следы состава и мусора. Несоблюдение этого требования приведет к тому, что на нем останется песок, который приведет к серьезным повреждениям. Следуйте и посмотрите, как это делается.
Необходимые инструменты:
Притирка клапана 101 | Инструменты и расходные материалы Goodson
Хорошо, вы уже отрезали или отшлифовали седла клапана под правильные углы; вы отшлифовали поверхность клапана в устройстве для повторной обработки клапана. Готовы к окончательной сборке ГБЦ? Может быть, а может и нет.Следующим шагом во многих случаях является притирка клапана к седлу клапана для окончательной идеальной посадки.
Притирка существует столько же, сколько и двигателестроение. Это очень простая и понятная процедура.
Все притирочные инструменты работают одинаково. Это означает, что инструмент прикреплен к головке клапана, притирочная паста наносится на седло клапана или поверхность клапана, и инструмент поворачивается влево и вправо, чтобы притирать клапан к седлу. Это похоже на попытку разжечь костер, вращая палку достаточно быстро, чтобы создать достаточно тепла, чтобы зажечь растопку.Конечно, при притирке клапана вы даже не будете пытаться разжечь огонь, но движение такое же.
Сначала выберите предпочитаемый тип притирочного инструмента. Goodson предлагает множество типов и размеров, в том числе:
- Традиционные стержни для притирки клапанов
- Ручка для притирки ручного клапана очень большого размера
- Притирочные палочки вакуумного типа
- Инструмент для притирки механического клапана
- Инструмент для притирки клапана с приводом
- Инструмент для притирки клапана с пневматическим приводом
Рассмотрим каждый из них.
Традиционные и очень большие притирочные палочки управляются полностью вручную. Они включают присоску на одном или обоих концах, которую вы будете использовать, чтобы прикрепить ее к головке клапана. Иногда небольшой вертел помогает сохранить присоску на месте. Конечно, всегда лучше убедиться, что все масла удалены с поверхности клапана, чтобы присоска соответствовала клапану. Присоски доступны в различных размерах, чтобы соответствовать ряду клапанных головок.
Другой тип инструмента для притирки клапана включает насос для создания вакуума, чтобы инструмент оставался прикрепленным к головке клапана.Не играйте с ними, если только вы не хотите устроить себе спячку. Они создают большой вакуум!
Далее идет наш инструмент для притирки механических клапанов. Представьте себе удочку или взбиватель для яиц. Вы поворачиваете ручку, которая создает необходимое колебание.
Если вам нужен электроинструмент для притирки, вам повезло. Гудсон предлагает два из них. Во-первых, это инструмент для притирки, которым вы управляете с помощью дрели. Инструмент предназначен для преобразования вращательного действия в эффективное колебательное движение.
И последнее, но не менее важное — это верхняя полка, которую используют большинство команд NHRA Top Fuel (и других гоночных команд). Инструмент для притирки клапанов с пневматическим приводом. Этот сверхмощный агрегат работает при давлении рабочего воздуха 90 фунтов на квадратный дюйм и быстро выполняет притирку клапана.
Осталось поговорить только о притирке — пасте на основе консистентной смазки на основе карбида кремния. Выбор правильной смеси для притирки — это, как правило, дело личного вкуса. Гудсон предлагает несколько крупинок; от 120 до 1200, так что у вас есть из чего выбирать.Если вы только начинаете, вы можете поэкспериментировать с разными крупами, пока не найдете то, что лучше всего подходит для вас.
У притирки клапана есть свои плюсы и минусы, и со временем вы обнаружите, какие области применения нужно выполнять, а какие нет. Практика ведет к совершенству, но помните об одном:
Притирка — это заключительный этап, который НЕ ДОЛЖЕН использоваться для исправления плохого седла или, что еще хуже, плохо отшлифованного клапана.
Как всегда, если у вас есть какие-либо вопросы о притирке клапанов или любой другой теме, связанной с двигателем, свяжитесь с отделом технического обслуживания Goodson по телефону 1-800-533-8010 .
Притирка выпускного клапана | Теннесси Эйркрафт Сервисез, Инк.
Притирка выпускного клапанаБенджамину Франклину приписывают утверждение: «Унция профилактики стоит фунта лечения. «Это высказывание легко применимо к обслуживанию самолетов. Мы проводим определенные проверки в надежде устранить любые проблемы, прежде чем они доставят нам неприятности в полете. Мы можем заменить аксессуар в заранее определенное время, что, по нашему мнению, устранит любую вероятность того, что эта часть выйдет из строя в полете.Конечно, замена детали — это недорогая профилактика по сравнению с риском отказа в полете или стоимостью ремонта повреждений, которые могут возникнуть. Хотя замена деталей — это один из способов избежать катастрофы, он не особенно эффективен и может вызвать больше проблем, чем избежать.
Лучшим подходом является проверка, где это необходимо, и мониторинг всех индикаторов в поисках доказательств того, что необходимо предпринять какие-то действия. Когда доступны варианты действий, наименее навязчивый обычно оказывается лучшим.
ПроблемаПредположим, что анализ масла показал чрезмерно высокое содержание определенных металлов износа, что указывало на неисправность распределительного вала и было подтверждено визуальным осмотром через выступы подъемника. После этого ужасного открытия, предположим, нам представили два варианта: 1) снять двигатель с самолета, разделить половинки корпуса и заменить распредвал на новый или 2) просто снять подъемники для доступа к кулачку и произвести какой-то чудесный ремонт с распредвалом все еще в положении.Вариант 2 кажется очевидным выбором.
Второй пример — негерметичный выпускной клапан. Допустим, обычная проверка компрессии цилиндра выявила низкую компрессию в одном цилиндре. Мы прикладываем ухо к выхлопной трубе и слышим, как выходит воздух, и таким образом определяем, что клапан протекает. Чтобы быть точными в наших выводах, мы используем бороскоп или видеоскоп, чтобы посмотреть на клапан, вызывающий нарушение. Возможно, визуальный осмотр не показывает никаких признаков горения или теплового повреждения клапана, и мы обнаруживаем только мусор на седле клапана, который мешает хорошей герметизации.Типичный способ — снять цилиндр и отправить его в моторный цех для ремонта. Разве не было бы круто, если бы мы могли просто залезть в этот цилиндр и очистить клапан и седло клапана, не снимая цилиндр? … Ой, подождите, мы можем сделать это!
РемонтВ «старые времена» новый цилиндр был очень дорогим, и отправить цилиндр в ремонт было не намного лучше. Многие небольшие мастерские по ремонту самолетов будут иметь необходимое оборудование для выполнения основного ремонта цилиндров собственными силами.Это будет включать шлифовальный станок для клапанов и набор хомутов для «торцевания» седел клапанов. Замена направляющих клапанов довольно проста и часто также выполняется в полевых условиях. Я до сих пор занимаюсь этим ремонтом на дому время от времени и использую то же оборудование, которому папа научил меня использовать сорок лет назад. Небольшая, но очень важная заключительная деталь установки этих деталей — притирка клапана.
Правильное соединение между клапаном и его седлом позволяет многое. Конечно, выпускной и впускной клапаны должны хорошо уплотняться, чтобы обеспечить хорошее сжатие и сгорание в цилиндре во время работы двигателя.Клапаны также должны иметь хороший контакт с седлом для передачи тепла.
Картинка не очень хорошая, но притирка штифта показывает хороший контакт клапана и седла по всему периметру.
Поверхность контакта между впускным клапаном и его седлом довольно узкая, может быть, 1/16 дюйма. Этого достаточно для образования уплотнения, но он не избавляет от значительной части тепла, выделяемого при сгорании. К счастью для впускного клапана, каждый раз, когда он открывается, его омывает смесь холодного бензина и воздуха.Это не только сохраняет впускной клапан прохладным, но и чистым. Проблемы с впускными клапанами возникают очень редко. Несчастный выпускной клапан живет совсем другой жизнью.
Выпускной клапан выдерживает высокую температуру сгорания, когда все эти неприятные, огненные, перегретые, содержащие мусор газы обрушиваются на него, выходя из двигателя. Есть два основных источника охлаждения клапана. Первый — это контакт между штоком клапана и направляющей клапана, а второй — контакт клапана с седлом клапана.Для лучшей передачи тепла площадь поверхности контакта между выпускным клапаном и седлом примерно вдвое больше, чем у впускного седла. Даже в этом случае продолжительность контакта очень мала, поэтому очень важен прочный и полный контакт.
Мусор, выходящий из камеры сгорания, представляет собой настоящую проблему, когда он зажат между выпускным клапаном и седлом. Этот мусор может застрять на месте, что не позволяет полностью закрыть клапан. В течение определенного периода времени созданный зазор позволяет достаточно горячим газам выходить во время сгорания, что может привести к размыванию следа в месте на клапане или седле.Со временем это пятно выдерживает гораздо больше тепла, чем может выдержать, и клапан «горит». Есть и другие причины сгоревших клапанов, но это одна из тех, которые мы легко видим и стараемся предотвратить.
Что нам действительно нужно, так это очистить клапан и седло до того, как произойдет повреждение. Низкое сжатие часто начинается в диапазоне от 700 до 1100 часов в зависимости от того, как работает двигатель. Если бы клапан можно было должным образом очистить, можно было бы получить еще около 500 часов хорошей работы двигателя, прежде чем проблема повторится.
Почти поздно для этого места. Вы можете увидеть, где началась эрозия.
ПроцессНачнем с того, что некоторые называют трюком с веревкой. Обычно это связано с выполнением сервисного бюллетеня по проверке биения клапана на двигателях Lycoming, но цель та же самая: освободить клапан от его возвратных пружин, чтобы он мог свободно двигаться.
Свечи зажигания снимаются, и коленчатый вал вращается, чтобы поместить поршень в нижнюю часть его хода и продвинуться к такту сжатия.Кусок веревки проталкивается в камеру сгорания через одно из отверстий для свечей зажигания, чтобы почти заполнить камеру. Затем коленчатый вал вращается, чтобы подвести поршень к верхней части цилиндра, который будет удерживать клапан в закрытом состоянии. При закрытом клапане можно снять держатели клапана, а затем и пружины клапана. Давление поршня можно сбросить и трос снять.
На этом этапе клапан должен легко поворачиваться, а также входить и выходить вручную. Если он не сдвинется с места, у нас возникнет другая проблема.Жесткий клапан означает, что в направляющей скопился осадок, уменьшивший ее диаметр. Клапан можно снять, а направляющую развернуть, чтобы удалить осадок. Эту проблему нужно решать сразу, но это тема для отдельной статьи.
Коромысло снято, трос на месте, поршень создает противодавление, поэтому пружины клапана можно сжать для снятия шпонки.
Отрезок резинового шланга можно надеть на конец штока клапана в качестве ручки для следующей операции. Клапан вставлен в цилиндр достаточно глубоко, чтобы нанести небольшое количество шлифовальной пасты для клапана через одно из отверстий для свечей зажигания.Затем клапан отводят назад, пока он не коснется седла. Удерживая давление на клапане, он вращается вперед и назад, пока грубый звук измельчения не станет плавным.
Ткань протягивается в камеру, чтобы очистить смесь от сопрягаемых поверхностей клапана и седла для проверки. Правильно законченный продукт будет тусклым, но законченным и ровным по всей длине вокруг обеих частей. Ширина этой поверхности должна быть около 1/8 дюйма. Если все еще остаются значительные участки, на которые не было восстановлено покрытие, процесс шлифования можно повторить.
Резиновый шланг на штоке клапана для манипулирования им при притирке.
Нет жесткого правила относительно того, сколько измельчения следует выполнять. В идеальном мире первая попытка счищает весь мусор, чтобы выявить идеальную сопрягаемую поверхность. В реальном мире, где я живу, в сиденье будет много маленьких ямок. Второе, более агрессивное усилие шлифования может быть выполнено с другим применением шлифовальной пасты. Чтобы ускорить процесс, конец резинового шланга можно вставить в сверло с медленным вращением.
Клапан и седло изготовлены из очень твердых материалов, поэтому вам не нужно слишком беспокоиться о том, чтобы переборщить с этим процессом. При выполнении начальных надрезов под 45 градусов на седлах и клапанах при снятом с двигателя цилиндре используются большие электроинструменты с кругами для шлифования камня. Небольшая зернистость между частями будет относительно медленным процессом. Тем не менее рекомендуется частый визуальный осмотр деталей во время эксплуатации.
После окончательной очистки и осмотра можно провести предварительную проверку компрессии.Установите на место одну из свечей зажигания, подайте сжатый воздух с помощью стандартного тестера дифференциального сжатия и удерживайте клапан в закрытом положении. Будет отмечено значительное улучшение. Обычно мы видим 68/80 или выше. Другая утечка обычно происходит через поршневые кольца.
Теперь трюк с тросом повторяется, чтобы удерживать заново отремонтированный клапан на месте, в то время как пружины и держатели устанавливаются заново. Затем переустановка коромысла, толкателя и связанных деталей выполняется в порядке, обратном снятию.Как только все будет на месте, можно выполнить окончательную проверку сжатия, чтобы увидеть, насколько хорошо все детали вместе.
ПочемуВ этой процедуре нет ничего волшебного или нового. Для многих молодых механиков или тех, кто не знаком с работой двигателя, неизвестно, что им может быть неудобно выполнять. Это гораздо менее навязчиво, чем удаление цилиндра, и выполняет именно ту работу, которая требуется; Ни больше ни меньше.
Навыки и опыт заключаются в том, чтобы знать, когда выполнять эту процедуру.Если выполнить слишком рано, это просто лишние ненужные расходы. Если сделать это слишком поздно, это неэффективно и будет пустой тратой времени. Осмотр сопрягаемых поверхностей выпускного клапана с помощью бороскопа каждый год или не более 100 часов — лучший способ определить, когда профилактическая шлифовка клапана является рентабельной. Мы считаем, что обеспечение здоровья, богатства и мудрости помогает делать работу, пока требуется лишь унция профилактики.
Copyright © Paul New 2011. Все права защищены.
Притирка клапана| Общее руководство по обслуживанию
В первую очередь БЕЗОПАСНОСТЬ: На этом этапе рекомендуется использовать защитные перчатки и очки.
Примечание. Если вам нужно отремонтировать седла клапана, мы рекомендуем сходить в механический цех.
Примечание. В этой главе показаны основные этапы ремонта седел клапанов путем притирки клапанов. Каждый двигатель имеет свои собственные спецификации углов седла клапана, и вы найдете эти спецификации в руководстве Cyclepedia или заводском руководстве по обслуживанию.
Осмотрите седло клапана на предмет неровностей уплотнения и точечной коррозии. Седло клапана следует заменить, если оно повреждено или неровно.
Покройте поверхность клапана тонким слоем берлинской синей и установите клапан в направляющую.
Используя приспособление для притирки клапана, вращайте клапан круговыми движениями вперед и назад, прикладывая к клапану давление вниз.
Потяните клапан вверх и найдите полное впечатление берлинской синевы по всей поверхности седла клапана.Если на седле есть разрыв маркировки, вам нужно будет заново отрезать седло клапана.
Измерьте ширину посадочной поверхности клапана. Если размеры выходят за рамки спецификации или не соответствуют требованиям по окружности, седло клапана необходимо отремонтировать с помощью инструментов для резки клапана.
Седла клапана имеют три разреза под разными углами, каждое из которых вырезается специальными режущими инструментами. Используйте инструкции производителя инструмента для резки. (Примечание: каждый двигатель индивидуален, и выбор углов здесь типичный, но не универсальный.Полные технические характеристики см. В руководстве по Cyclepedia или заводском руководстве по обслуживанию).
Первая резка выполняется фрезой 30 °, вторая резка — фрезой 45 °, а третья резка — фрезой 60 °. Поверните резак один-два раза по часовой стрелке, чтобы очистить сиденье.
Примечание. Никогда не поворачивайте резак седла клапана против часовой стрелки, так как это затупит лезвия.
Если точечная коррозия все еще очевидна, повторите процесс. ПРИМЕЧАНИЕ. Отрежьте только минимум, который вам нужен.
Если контактная поверхность на выхлопе слишком велика, вам понадобится резак на 30 ° и 60 °. Это поможет сузить посадку клапана на седло.
Если площадь контакта слишком узкая, вам понадобится фреза на 45 °.
Если седло клапана слишком низкое, узкое и близко к краю, используйте резак 30 °, чтобы поднять седло, а затем резак 45 °, чтобы расширить его.
Если седло клапана слишком высокое и узкое, используйте нож на 60 °, чтобы опустить седло, а затем резак на 45 °, чтобы расширить и отцентрировать его.
Притереть седла клапана притирочной пастой. Слегка надавливайте и не допускайте попадания притирочной пасты в направляющие клапана. Когда вы закончите, тщательно очистите головку блока цилиндров от притирочной пасты.
Притирочные клапаны
Как я с готовностью признаю, я не мастер-механик. Я не брал авто магазин в старшей школе, и пока другие ребята чинили свои 57 Chevy, я пел в хоре, изучал математику и вообще был ботаник (кроме букв в треке).Я полагаю, многие из вас знают больше, чем я делать с автомеханикой, и это часто подтверждается отзывами к моим сообщениям в WillysTech.
Но я притирал свои клапаны со значительными преимуществами, поэтому для тех, кто если вы не знакомы с этим процессом, позвольте мне объяснить.
Мой двигатель работал очень грубо. Тест на сжатие показал 90, 115, 60, 50, так что в основном он работал на 1 1/2 цилиндра. Я скорректировал впускные клапаны около года назад, но выпускные клапаны не делал потому что я не решился тянуть выпускной коллектор (из-за плохой заржавевшие шпильки и гайки).Кто-то с тех пор сказал мне, что он поправил выпускных клапанов, не вытягивая коллектор, но он признал, что места было действительно плотно.
Я снял головку с моего F4-134, чтобы найти слегка обгоревшие клапаны, с выхлоп немного хуже, чем воздухозаборник, как я и ожидал с моим пренебрежением к ним. Если клапан не герметичен, небольшое количество горячих дымовых газов улетучится. Этот горячий газ под высоким давлением разрушает поверхность клапана и седла, приводящая к так называемому сгоранию клапаны.Сгоревшие клапаны не герметичны, поэтому состояние усугубляется. сам. Глядя на скошенный край клапанов, я мог видеть неровные темные пятна, а не гладкий блестящий металл.
Я получил набор для притирки от Checker менее чем за 10 долларов, который состоял из деревянная палочка с присосками на каждом конце и двумя банками с абразивом состав: крупный и мелкий. При снятых пружинах клапанов клапаны свободны выходить. Для снятия давления требуется инструмент для сжатия пружины клапана. натяжение пружин, чтобы вы могли снять зажимы, удерживающие пружины к клапанам.
Соскреб с клапанов нагар. Я положил немного притирки состав (о консистенции зубной пасты) на поверхности клапана, потом вставил в головку (или блок для выпускных клапанов). Я использовал отсос чашки на плоскую поверхность клапана и вращая стержень между ладонями моих рук вращал клапан на своем месте. Сначала я использовал грубую и потом нормально на выпускных клапанах, но хорошо только на впуске. Я проверил поверхность клапана и подходящее седло время от времени и повторил процесс до тех пор, пока каждый клапан не стал выглядеть хорошо.
Когда я собрал двигатель, компрессия была 112, 115, 115, 80. Цилиндр номер 4 имеет серьезные царапины, возможно, от сломанное кольцо или выпавшая булавка на запястье. Теперь я бегу на 3 1/2 цилиндры. Некоторых улучшений можно было добиться с помощью регулировка клапана, но притирка полирует клапан и седло, устранение мелких неровностей сопрягаемых поверхностей, приводящих к более плотная печать.
Изначально в 134 двигателях седло клапана врезалось прямо в литой блок.Этот металл слишком мягкий и быстро изнашивается, особенно с неэтилированный газ. Мой двигатель был оснащен упрочненным седлом клапана. вставки. Любой механический цех может сделать это за вас, если ваш двигатель еще не это было сделано. Вкладыш для сиденья стоит около 5 долларов, но придется вырезать землю. в блоке и вдавите сиденье. Я был рад узнать, что у кого-то уже сделал это на моем движке.
Притирку можно было провести за день, за исключением того, что в моем случае я сломал шпильку, затем сломал винтовой экстрактор, затем сломал несколько твердосплавных бит и в итоге поставил геликоил и новую шпильку.Я провел несколько дней.
Притирка клапанов такая же старая, как ДВС. Я был сказал в руководстве по эксплуатации Model-T, рекомендовав притирку на регулярной график, может быть, раз в год. Работа клапана в механическом цехе ставит точная фаска на поверхности клапана и седла, которая превосходит то, что можно обойтись притиркой. После того, как вы прижмете клапаны несколько раз, вы иметь канавку в сиденье, что нежелательно, поэтому вам придется их шлифуют и / или заменяют.Если клапан серьезно обгорел, его необходимо заменены. Притирка является наименее затратной, наименее эффективной и простой. ремонт сгоревшей арматуры.
Я бы предположил (и это только предположение, поскольку я этого не делал), что если вы регулируете свои клапаны регулярно (раз в год?) и притираете их, когда сжатие указывает на то, что это необходимо, вы можете пойти немного дольше между клапанами.
Рик
10.09.98
Жесткая правда о притирке клапанов мотоциклов — что это такое и что не предназначено для
Итак, вот мое большое предварительное предупреждение о притирке клапанов мотоцикла — настоящая работа клапана, включая обрезку седел клапанов и т. Д.есть и всегда должно быть делом профессионального мотоциклетного магазина.
Почему? Поскольку обрезка седла клапана — очень точная процедура, требующая специального оборудования. Хорошая работа клапана — это искусство / наука, которое может длиться очень долго.
Тем не менее, работа клапана также не должна быть ужасно дорогостоящей, если вы сами вносите головки (на самом деле большая часть работы — это разборка двигателя). Я видел, как магазины берут всего 15 долларов за место.
Неплохо, учитывая важность правильно установленных клапанов для сжатия и предотвращения ужасного синего дыма.
Тогда вы можете спросить, в чем смысл этого сообщения в блоге? Объяснить назначение и разместить для притирки клапанов мотоцикла.
Проблема, которую я заметил, заключается в том, что многие механики-самоделки думают, что притирка клапана мотоцикла может решить проблему с посадкой клапана, когда в действительности ничто не заменяет правильную работу клапана. Тем не менее, притирка клапана важна в подходящее время и в нужном месте, поэтому она заслуживает отдельного обсуждения.
Например, если ваши клапаны и седла клапанов обнаруживают точечную коррозию и износ, то пора выполнить ремонт клапана.Притирка не является и никогда не должна быть агрессивной или основанной на использовании электроинструмента. Есть причина, по которой они делают эти дурацкие деревянные палки из присоски.
Правильная притирка выполняется вращением инструмента между руками (движение в обоих направлениях и частое поднятие), как будто кто-то пытается зажечь огонь двумя палками.
Не делайте этого, и я повторяю: НЕ вставляйте клапан в дрель и пытайтесь притирка таким образом. Это слишком большая сила, и вы все равно получите работу клапана.
Следует иметь в виду, что когда вы вставляете клапан в его седло и начинаете притирку, притирочная паста будет вытолкнута с боков и останется только в середине седла — перекрытие в этих условиях создаст вогнутую форму для ваше седло клапана, если сделано слишком агрессивно. Более легкое прикосновение лучше.
Чтобы упростить ситуацию, резка и шлифовка клапана являются частью процесса, выполняемого для обеспечения герметичной посадки клапана и седла клапана.Притирка клапана — последний этап процесса (своего рода глазурь на торте), чтобы убедиться, что все идеально сочетается.
Если честно, иногда притирка клапана даже не требуется, если работа клапана выполнена правильно. Я склоняюсь к тому, чтобы не доводить до конца после хорошей работы клапана (в мастерской может быть сделана небольшая притирка как часть процесса для вас) и делать притирку клапана мотоцикла своими руками, когда я пытаюсь исправить только мельчайшие проблемы.
Например, если я заменяю один клапан из-за проблемы, я могу притереть новый клапан к старому седлу при условии, что старое седло клапана все еще в хорошем состоянии.По сути, притирка клапана может использоваться для соединения двух частей (в хорошем состоянии!), Которые в прошлом не были соединены друг с другом.
Его также можно использовать для очистки минимального объема клапана и седла клапана. Опять же, если вы видите сильные язвы или рубцы, то притирки клапана будет недостаточно.
Не забудьте после этого всегда проверять уплотнение клапана, залив бензин в камеру сгорания с повторно установленными клапанами и пружинами клапана. Оставьте на ночь и посмотрите, не возникнет ли утечка.Не должно быть.
Заключительный совет по притирке клапанов мотоциклов. По окончании притирки убедитесь, что вы ОЧЕНЬ тщательно вытерли и очистили всю притирочную пасту. Этот материал очень абразивен и может повредить двигатель, если попадет внутрь.
Если вам понравился этот пост в блоге, пожалуйста, поставьте лайк или поделитесь на Facebook, твитните в Twitter или поставьте лайк в Instagram.
Не нашли то, что вам нужно в этом посте? Ознакомьтесь с базой данных по ремонту мотоциклов HappyWrench.Это универсальный магазин, в котором можно найти всю информацию о ремонте мотоциклов своими руками.
пожаловаться на это объявлениеПроектирование и разработка машины для притирки клапанов — IJERT
Проектирование и разработка машины для притирки клапанов
Панкадж Пуджари1, Четан Аррот2, Тушар Кале3, Киран Кавале4, профессор Д. Коткар5
Кафедра машиностроения,
Инженерный колледж Дхола Патила, Пуна, Махараштра, Индия.
Abstract Конструкция и разработка машины для притирки клапанов сводят к минимуму человеческие усилия при притирке, а также сокращают время, затрачиваемое на притирку клапана.В развитии автомобильного сектора передовая методология и приемы очень важны для повышения эффективности машин. Текущие методы, используемые в большинстве предприятий по техническому обслуживанию автомобилей для притирки клапанов, неэффективны и требуют много рабочего времени. «Притирочная машина для клапанов двигателей внутреннего сгорания» — это машина, спроектированная и разработанная для решения этих проблем путем минимизации участия человека в процессе.
Ключевые слова Методология; техники; эффективность; Обслуживание; участие;
ВВЕДЕНИЕ
Процесс, связанный с получением хорошего седла, более тонких поверхностей, более плотной посадки, исправления мелких дефектов и поддержания жестких допусков между клапанами двигателя и соответствующей площадью седла клапана в головке блока цилиндров двигателя внутреннего сгорания, является задачей, которую необходимо выполнять очень точно.Важность получения хорошего сиденья заключается в том, чтобы не допускать попадания воздушно-топливной смеси в бензиновых двигателях или воздуха в дизельных двигателях в камеру сгорания, так же как предотвращается попадание выхлопных газов в выпускной коллектор из камеры сгорания до тех пор, пока подходящее время. А также хорошее седло предотвращает утечки компрессии. Двигатель потеряет свою эффективность на огромные проценты, если произойдет какая-либо из описанных выше ситуаций. Поскольку это очень важная задача при техническом обслуживании двигателей внутреннего сгорания, технические специалисты уделяют ей особое внимание.Этот процесс притирки клапана обычно выполняется с помощью ручки для притирки клапана или электроинструмента. Поскольку оба этих инструмента не очень эффективны, эти инструменты можно заменить «Притиркой клапанов для двигателей внутреннего сгорания», специально разработанной для процесса притирки клапанов двигателя. В машине используется полностью механическая и автоматизированная система, которая выполняет два разных движения в двух направлениях, которые ранее выполнялись вручную при использовании ручки для притирки клапана и электроинструмента. По сравнению с этим машина для притирки клапанов очень эффективна, потому что участие человека в процессе очень ограничено.
ЗАЯВЛЕНИЕ О ПРОБЛЕМЕ
Основная цель проекта — минимизировать человеческие усилия с помощью превосходных станков с высокой точностью, хотя время, необходимое для процесса, такое же для ручного управления, а также время, указанное сотрудником, будет сокращено, но, если мы будем использовать
машина вместо человека, человек может к этому времени выполнить другую работу. Также усилия
Цель
Целью этого проекта является разработка машины, которая будет эффективнее и эффективнее, чем использовавшиеся ранее машины / методы для притирки клапанов, а также снизить трудозатраты за счет уменьшения участия человека в процессе.Цели, которые должны были быть достигнуты для достижения основной цели, заключались в разработке базового прототипа машины, разработке механизма притирки клапана, сборке всей машины путем проектирования необходимых деталей, расчета и проектирования необходимого кулачка, анализа данных и категоризация, анализ данных для получения технических характеристик машины, получение двух двигателей постоянного тока с высоким крутящим моментом, которые имеют определенные значения числа оборотов в минуту, и принятие решения о том, какие материалы необходимо использовать, чтобы конструкция была долговечной и экономичной.
ОБЗОР ЛИТЕРАТУРЫ
Айодхья Абейсекара [1]: Техническое обслуживание автомобилей — это важная область в автомобильной промышленности, а также основной доход для бизнеса. В настоящее время техническое обслуживание двигателя внутреннего сгорания можно назвать очень важным разделом в техническом обслуживании автомобилей, а процесс притирки клапанов, которому посвящен этот тезис, выполняется во время технического обслуживания двигателя внутреннего сгорания. Текущие методы, используемые в большинстве предприятий по техническому обслуживанию автомобилей для притирки клапанов, неэффективны и требуют много рабочего времени.«Притирочная машина для клапанов для двигателей внутреннего сгорания» — это машина, предназначенная для решения этих проблем за счет минимизации участия человека в процессе. Тезис состоит из предыстории проектирования машины, использованных методологий, результатов, полученных путем анализа данных с целью оптимизации конструкции и конструкции машины для притирки клапанов.
Г-н Пратиш Кумар [2]: Притирка — это процесс чистовой обработки, в котором удаление материала происходит за счет относительного движения рабочего материала, незакрепленных абразивных зерен и притирочной плиты.Этот процесс используется для получения более тонких поверхностей и более плотного прилегания, исправления мелких дефектов и поддержания жестких допусков. Хотя существует значительная фундаментальная научная база в отношении физики, механики и тепловых эффектов, притирка считается скорее искусством, чем наукой. Следовательно, изучение притирки на фундаментальном уровне поможет улучшить ее применение. В этом исследовании обсуждается влияние различных параметров процесса на скорость съема материала и качество поверхности.Это делается путем проведения серии экспериментов, варьируя параметры процесса и вычисляя скорость съема материала
.и шероховатость поверхности. Затем последний шаг — найти оптимальную комбинацию параметров процесса для определения скорости съема материала и качества поверхности. Это делается путем проведения серии экспериментов, варьируя параметры процесса и рассчитывая скорость съема материала и шероховатость поверхности. Затем последний шаг — найти оптимальную комбинацию параметров процесса для определения скорости съема материала и качества поверхности.Качество обработки поверхности компонента зависит от ряда факторов, таких как концентрация абразива, время притирки и т. Д. Таким образом, эти факторы необходимо эффективно контролировать для получения хорошего качества поверхности. Обработка поверхности является важным фактором при решении таких проблем, как трение, смазка и износ. Это также оказывает большое влияние на приложения, включающие тепловое или электрическое сопротивление, контроль шума и вибрации, допуски на размеры и т. Д. Качество поверхности, получаемой при притирке, является функцией скорости съема материала.Обычно шероховатость поверхности имеет тенденцию к увеличению по мере увеличения MRR.
S. M. Fulmaliet all [3]: Притирка — это операция микрообработки, которая требует получения зеркальной отделки поверхности на металлическом элементе. Обеспечивает хорошую прочность сформированному стыку. Притирка широко используется при производстве оптических зеркал и линз, керамики, жестких дисков, полупроводниковых пластин, седел клапанов, шариковых подшипников и многих других деталей. В процессе притирки необходимо учитывать несколько факторов.Сюда входят такие факторы, как тип машины, состояние поверхности притирочной плиты, скорость притирочной плиты, тип абразива, тип жидкости-носителя, концентрация суспензии, скорость потока суспензии, размер и форма абразива, материал притирочной плиты, жесткость притирочной пластины, приложенное усилие к заготовке, время работы и продолжительность между двумя последовательными случаями нанесения свежей абразивной суспензии. В этой статье будет исследовано текущее рабочее состояние притирочной машины в арматурной промышленности.Будет детально проработано влияние абразивных частиц, рабочей скорости, шероховатости поверхности и других связанных параметров. С какими трудностями они сталкиваются при ремонте клапана, связанном с притиркой, и пойдет речь. Текущая настройка и изменения, необходимые в этой модели, предлагаются вместе с предлагаемой моделью. Вышеупомянутая исследовательская работа и предложенная модель могут обеспечить преимущество при притирке компонента клапана. Модель обеспечит портативность и в некоторой степени сократит время настройки притирки.В документе показана важность притирки в арматурной промышленности. Он показывает размер и тип абразива, используемого для притирки клапана. Предлагаемая модель будет более дешевой по сравнению с имеющейся машиной для притирки. Это будет экономичная модель. Количество трудозатрат, необходимых для работы с этой машиной, составляет всего один, и с этой моделью может работать менее квалифицированный персонал.
III ОБЗОР ПРОЕКТА
ЧТО ТАКОЕ КЛАПАН
Притирка клапана— это в основном шлифование поверхности клапанов (которые позволяют топливу и воздуху поступать, а выхлопу выходить наружу) и головки (удерживает распределительные валы и клапаны), где они контактируют друг с другом.Это делается путем нанесения составной пасты (в основном, масла и мелкого песка) на края клапанов и вращения их в гнездах на головке. Обеспечивает лучшее уплотнение между
и головка, которая предотвращает утечку газов во время такта сжатия вашего двигателя, а большая площадь контакта позволяет лучше отводить тепло от клапанов к головке, что предотвратит сгоревшие клапаны.
Двигатель внутреннего сгорания работает за счет достижения определенной степени сжатия, которая различается от двигателя к двигателю, и сжигания топливовоздушной смеси, которая сжимается до определенного объема, определяемого степенью сжатия.И если топливовоздушная смесь просачивается через сиденье, объем топливовоздушной смеси изменится, и процесс сгорания не будет точным, что приведет к снижению производительности двигателя. Поэтому жизненно важно иметь полностью герметичную камеру сгорания, а седло клапана очень важно для получения полностью герметичной камеры сгорания.
Рис-1: Головка двигателя IC
ПРОЦЕСС НАКЛАДКИ
В процессе притирки клапана мы должны время от времени наблюдать невооруженным глазом площадь седла клапана.Это нормальный способ определить, в порядке ли седло клапана или требуется дополнительная притирка клапана. На рис. 02 показан клапан с притиркой и клапан без прихвата. После притирки клапанов наиболее распространенным способом наблюдения за посадкой клапанов является использование бензина. После того, как работа клапана выполнена, механик или техник помещает точный клапан в точное место в головке блока цилиндров и заливает бензин на шток клапана, за которым он должен наблюдать. Затем этот залитый бензин достигает посадочного места клапана.Затем наблюдается утечка бензина через сиденье. Если бензин протекает через седло клапана, он делает вывод, что работа клапана не удалась, а если бензин не течет через седло клапана, он делает вывод, что клапан приобрел хорошее седло, поэтому рекомендуется собрать двигатель с помощью клапана.
Рис. 2: клапан с притиркой и без притирки
КЛАПАН ДВИГАТЕЛЯ
Существует два типа клапанов двигателя: впускные / впускные клапаны и выпускные / выпускные клапаны.Эти клапаны можно было легко идентифицировать в головке блока цилиндров. Впускные клапаны обычно больше выпускных. Хотя для одного цилиндра может присутствовать более одного впускного и выпускного клапана. Существуют различные конструкции впускных и выпускных клапанов. Наиболее часто используемая конструкция клапана — это конструкция с тарельчатым клапаном. Кроме того, в некоторых двигателях с турбонаддувом используются натриевые клапаны. А клапаны-маски, грибовидные створки, створки тюльпанов можно было наблюдать в разных ситуациях. На следующем рисунке показана подробная схема клапана.Угол седла является самым важным в процессе притирки клапана. Угол седла в большинстве клапанов обычно составляет 45 ° и 30 °. Другой важный фактор при проектировании машины для притирки клапана — это диаметр штока клапана. Клапан должен быть прикреплен к машине для притирки клапанов, чтобы начать процесс притирки штоком клапана. Размеры из собранных данных клапанов анализируются, чтобы получить три категории диаметров штоков. Эти проанализированные данные используются для определения характеристик держателей клапанов машины, которая будет построена.Общая длина клапана также является важным фактором, который следует учитывать при настройке машины перед началом процесса притирки клапана.
Рис-3: Детальная схема клапана двигателя
IV. ДИЗАЙН
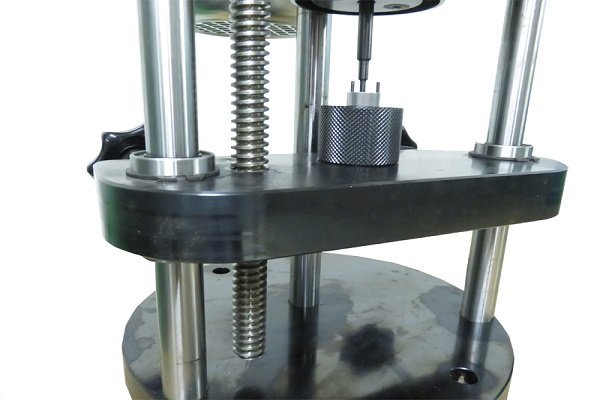
Рис-4: Триметрический вид 3D-модели притирочного станка для двигателей внутреннего сгорания
МАШИНА КРОВАТЬ
Станина станка является основой притирочного станка с клапанами. Головку блока цилиндров можно изначально держать на станине станка для целей измерения или наблюдения, а станина спроектирована таким образом, чтобы без проблем разместить головку цилиндра.
ОПОРЫ ГОЛОВКИ ЦИЛЕНДЕРА
Опоры головки блока цилиндров предназначены для размещения головки блока цилиндров во время притирки клапана. Эта дополнительная функция добавлена к конструкции, потому что головку блока цилиндров трудно перемещать, когда головку блока цилиндров необходимо отрегулировать в другое положение. Поскольку эти опоры головки блока цилиндров могут перемещаться вдоль станины машины, положение головки блока цилиндров очень легко отрегулировать.
КАМЕР И ПОСЛЕДУЮЩИЙ
Кулачок — основная деталь, отвечающая за вертикальное перемещение механизма притирки клапана.Фактически кулачок работает как система, состоящая из ведомого, кулачкового привода и ведомой системы. Вертикальное движение достигается механизмом притирки клапана, когда кулачок вращается за счет вращательного движения, с высоким крутящим моментом и мощным двигателем постоянного тока, который является приводом кулачка, и вращательное движение затем преобразуется в линейное движение с использованием формы выступа кулачка и его передается на клапанный механизм через толкатель кулачка. Вертикальное движение механизма притирки клапана помогает нарушить контакт между седлом клапана и соответствующей поверхностью головки блока цилиндров.По важности этого действия вращательное движение превращается в поступательное. Кулачковый толкатель натягивается с помощью пружины в притирочном механизме клапана, и когда кулачок вращается, толкатель получает пространство для перемещения вверх, а когда передняя часть кулачка возвращается, толкатель перемещается вниз, создавая линейное движение.
ОБ / МИН, КРЕПЕЖНЫЙ КРОНШТЕЙН ДВИГАТЕЛЯ ПОСТОЯННОГО ТОКА ДЛЯ ВЫСОКОГО МОМЕНТА И УСИЛЕННЫХ РАБОТ
Этот кронштейн удерживает двигатель, который передает движение кулачку, и поскольку кулачок подвергается некоторому крутящему моменту, тот же крутящий момент передается через двигатель к кронштейну, и, следовательно, кронштейн также подвергается воздействию такого же крутящего момента.
СТЕНД
Стенд станка крепится к станине одним концом. Другой конец стенда станка — это крепление для механизма притирки клапана, а также удерживающий кронштейн для высокопроизводительного редукторного двигателя 12 В постоянного тока с высоким крутящим моментом, установленный рядом с тем же концом. Таким образом обеспечивается доступ к любому положению клапана в головке блока цилиндров, установленной на опорах головки блока цилиндров. Нагрузка, возникающая в процессе притирки клапана, передается на станину станка через стойку станка, и целостность конструкции является очень важным фактором, который следует учитывать при проектировании.Нижняя часть станины станка, которая крепится к станине станка, является одной из областей станка с наибольшей концентрацией напряжений. Зона сборки станины станка к станине станка подвергается нагрузкам со стороны станины станка и процессу притирки клапана.
ПРУЖИНА РАСТЯЖЕНИЯ
Пружина натяжения является связующим звеном между верхним монтажным кронштейном и нижним монтажным кронштейном. Они соединяются привариванием обоих концов пружины к двум кронштейнам.
ДЕРЖАТЕЛЬ КЛАПАНА
Это одна из самых важных частей в этой машине.Большинство электроинструментов для притирки клапанов и стержней для притирки клапанов не имеют эффективного блока удержания клапана. По этой причине иногда во время притирки клапана клапан двигателя отсоединяется от блока удержания клапана. Это настоящее неудобство. Чтобы этого не происходило, машина для притирки клапанов для двигателей внутреннего сгорания имеет специальный фиксатор клапана. Удерживающая деталь клапана, которую можно установить на крепежный винт держателя клапана или на удлинитель. Головка этой детали сделана из стали, а корпус — из натурального каучука, так как натуральный каучук обладает лучшей эластичностью из всех типов резины.Голова и тело соединяются с помощью промышленного клея.
КРАН ХОЛДИНГ PIECE ВИНТ КРЕПЛЕНИЯ
Крепление клапанов двигателя к машине для притирки — еще одна важная задача, которую необходимо выполнить до начала процесса притирки клапанов. Этот маленький винт — первая часть устройства, предназначенная для удержания любого короля клапана.
В ЗАКЛЮЧЕНИЕ
л. Чтобы убедиться в функциональности и эффективности машины для притирки клапанов, ее необходимо усовершенствовать.Проблема с удержанием клапанов двигателя была решена путем разработки элементов крепления клапанов. Механизм притирки клапана заменен ручным трудом. Опоры ГБЦ облегчили перемещение ГБЦ по горизонтали. Проблема регулировки высоты по вертикали была решена с помощью удлинителя. Двигатель постоянного тока на 20 об / мин способен выдерживать крутящий момент, необходимый для притирки клапана. Механизм притирки клапана был разработан как сборка из нескольких частей, ослабляющих любую
обслуживание машины.Структурная целостность станины станка, станины станка, опор головки блока цилиндров, пружины растяжения и кулачка против нагрузок и крутящих моментов была хорошей, и конструкция удалась. Чтобы обеспечить функциональность и эффективность машины для притирки клапанов, ее необходимо разработать.
VI ПОДТВЕРЖДЕНИЕ
Мне доставляет огромное удовольствие и огромное удовлетворение выразить нашу глубочайшую признательность и благодарность всем, кто прямо или косвенно помог нам в успешном завершении нашей проектной работы.Мы выражаем благодарность руководителю проекта профессору Даттатрай Коткару и координатору проекта профессору Викраму Авхаду и профессору Я.Г. Ингулкару, руководителю отдела машиностроения инженерного колледжа Дхоле Патил, Пуна, которые руководили нами во времени. Мы хотели бы поблагодарить нашего директора доктора Нихара Валимбе за то, что он предоставил нам благоприятные условия для работы.
VII СПРАВОЧНАЯ ИНФОРМАЦИЯ
Айодхья Абейсекара [1]: Притирочная машина для клапанов для двигателей внутреннего сгорания, октябрь 2015 г. DOI: 10.13140 / RG.2.1.1277.0000, Технологическая школа Питигала А. Г. Абейсекара, Университет Вулверхэмптона.
M. R. Pratheesh Kumaret all [2]: Оптимизация параметров процесса при притирке нержавеющей стали, Международный журнал инженерных исследований и технологий (IJERT), 2013.