Проточка тормозных дисков своими руками » АвтоНоватор
Тормоза автомобиля – это то, без чего ни один здравомыслящий человек не начинает движение. Исправная и работоспособная тормозная система вашего авто – это гарантия безопасности на дороге. Вот такая прописная истина.
Что такое проточка тормозных дисков?
Каким образом мы содержим тормозную систему автомобиля в рабочем состоянии? Опираясь на требования производителя о замене колодок через определенный километраж и опираясь на диагностику тормозной системы: реакция автомобиля на торможение и визуальную диагностика состояния тормозных дисков и колодок.
Один из способов продления жизни тормозного диска, наряду с его систематическим обслуживанием – это расточка (проточка) тормозных дисков.
Вы понимаете, что во время торможения изнашиваются не только тормозные колодки, но и сам тормозной диск. Рабочая поверхность тормозного диска начинает приобретать рифленые борозды, по краям прилегания колодок образовываются «буртики».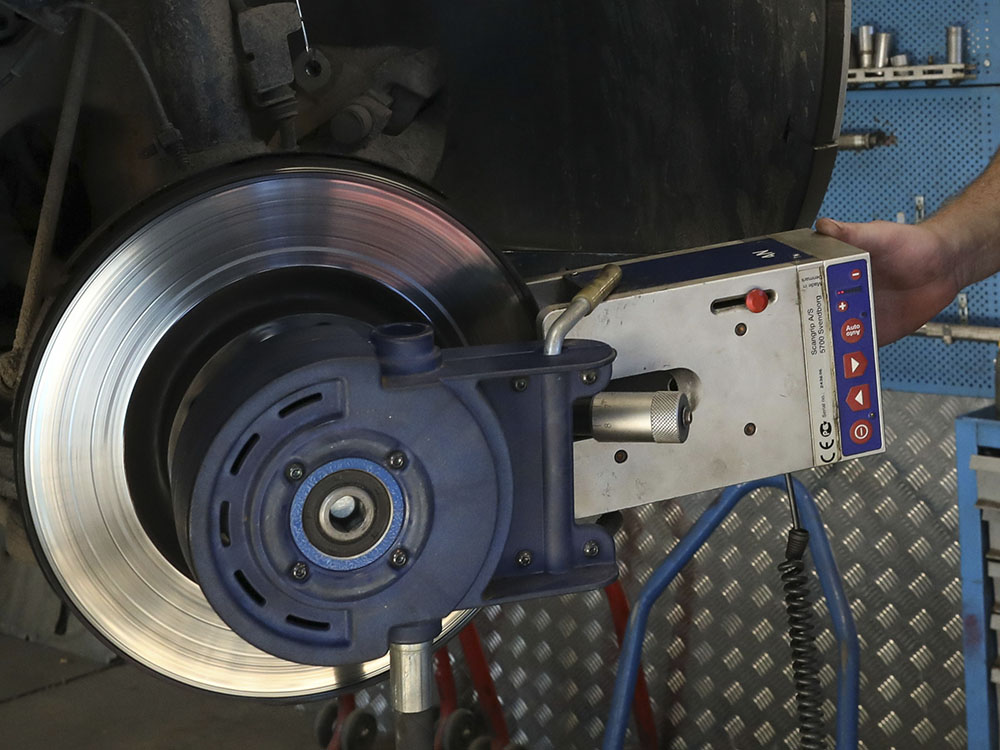
У некоторых может возникнуть вопрос, — а для чего протачивать тормозные диски, если их можно купить? В принципе, можно, но вы, вернее ваш бюджет, устанете покупать, так как на современных моделях автомобилей установлены совершенно недешёвые тормозные системы.
Собственно по этой причине и существует проточка тормозных дисков и, соответственно, разнообразное оборудование для проточки тормозных дисков.
Проточка тормозных дисков – это снятие поверхностных дефектов с тормозного диска до допустимой производителем толщины диска. Эти цифры вы найдете в Руководстве по эксплуатации вашего автомобиля.
Методика и оборудование для проточки тормозных дисков
Раньше всё было упрощенно – проточка тормозных дисков происходила на токарном станке, для чего диски снимались и уносились в цех. На такой вид проточки дисков уходило полдня – как минимум.
Сегодняшние технологии и оборудование привели к тому, что проточка тормозных дисков без снятия с автомобиля – самый распространенный и оптимальный вариант. При этом станок для проточки тормозных дисков производит регулировку всех необходимых параметров: по толщине тормозного диска и балансировке, условно – автоматически.
Проточка тормозных дисков со снятием осуществляется на стационарном станке. Обработка производится одновременно с двух сторон, при этом плоскость обработки соответствует плоскости притирания колодок.
Проточка тормозных дисков без снятия производится при помощи специального переносного оборудования для проточки дисков. Базовыми плоскостями при этом является место крепления суппорта.
Практика проточки тормозных дисков и в том, и в другом случае показывает, что станки для проточки позволяют соблюсти соосность осей и дисков. Результатом проточки тормозного диска является абсолютно плоские и параллельные рабочие поверхности диска. Гарантия отсутствия биения 100%.
Результатом проточки тормозного диска является абсолютно плоские и параллельные рабочие поверхности диска. Гарантия отсутствия биения 100%.
На вопрос автомобилистов, — где можно проточить тормозные диски, существует три варианта ответа: либо в специализированном сервисе, либо знакомому токарю в цех, либо произвести проточку тормозных дисков своими руками.
Второй вариант — это зависит от квалификации токаря, и наличия у вас свободного времени для снятия дисков. Гарантия соосности — слова мастера, не более.
Для третьего варианта вам потребуется, как минимум станок для проточки. А с учетом стоимости оборудования и достаточно большой периодичности проточки тормозных дисков, он окупится не скоро. Поэтому, все же, лучший вариант — это автосервис.
Удачи вам, любители своего автомобиля.
Проточка тормозных дисков на токарном станке со снятием
Цены на проточку тормозных дисков
| Проточка тормозных дисков | от 500 р/шт |
| Проточка одного диска | от 500 р/шт |
| Проточка тормозных дисков для легковых автомобилей | от 500 р/шт |
| Проточка тормозных дисков для джипов, кроссоверов, внедорожников |
от 750 р/шт |
Когда нужно выполнять проточку тормозных дисков
Информация по периодичности техобслуживания и ремонта прописана в сервисной книжке автомобиля. Профилактическая обработка дисков обычно проводится при пробеге 100 тысяч километров, но срок зависит от стиля вождения, соблюдения правил эксплуатации и качества обслуживания техники. Во всех случаях цена проточки тормозных дисков в СПб ниже расходов на замену детали.
Профилактическая обработка дисков обычно проводится при пробеге 100 тысяч километров, но срок зависит от стиля вождения, соблюдения правил эксплуатации и качества обслуживания техники. Во всех случаях цена проточки тормозных дисков в СПб ниже расходов на замену детали.
Наша компания производит проточку тормозных дисков в Санкт-Петербурге на профессиональном оборудовании, которое полностью удаляет неровности, следы выработки. В результате повышается эффективность торможения, исчезает скрип, пропадают рывки, посторонние звуки, транспорт становится более управляемым.
С нами выгодно сотрудничать как салонам автосервиса, так и частным владельцам авто. Предлагаем доступные цены на проточку тормозных дисков, гарантию качества работы, продуманный клиентский сервис.
Признаки и причины повышенного износа тормозного диска
- Посторонний шум. При нажатии на педаль появляется скрип, свист. Звуки могут говорить о том, что:
- стерлась (или даже оторвалась) колодка, крепеж царапает тормозную поверхность.

- тормозной диск уже деформирован, тогда хруст остается и после замены колодок.
- Увеличение тормозного пути — явный признак неполадок системы. Необходимо обратиться, даже если с дисками все в порядке.
- Вибрация руля. Говорит об искривлении детали, при этом она неравномерно задевает за колодки.
- Вибрация кузова, отдача в педаль. Сигнал об износе.
- Борозды, следы выработки, обнаруженные при визуальном осмотре.
Причиной появления дефектов или деформации может стать как нарушение правил эксплуатации (не менялись вовремя колодки, частые, резкие торможения, использование некачественных комплектующих, поездки с поврежденным суппортом), так и случайное термическое воздействие (например, холодная вода из лужи после длительного торможения).
Технология проточки тормозных дисков
Обработка представляет собой снятие слоя металла: резец удаляет лишний материал, устраняет биение и оставляет изделие с шероховатостью, которая необходима для работы. В зависимости от сложности используют 2 метода обработки: проточка тормозных дисков со снятием (на токарном станке) и без снятия (с применением специнструмента).
В зависимости от сложности используют 2 метода обработки: проточка тормозных дисков со снятием (на токарном станке) и без снятия (с применением специнструмента).
Обработка поверхности тормозного диска без демонтажа детали
На самом деле разбирать узел приходится: механики снимают колесо, отключают и убирают суппорт, освобождают деталь от всего, что может помешать. После этого закрепляется специальное оборудование, которое срезает часть металла и одновременно измеряет биение.
Преимущества метода:
- Высокая скорость восстановления (за счет монтажа и демонтажа узла).
- Возможность обойтись без промышленного оборудования.
Проточка тормозных дисков со снятием в СПб
Деталь снимается, устанавливается в станок и обрабатывается. При этом удается обеспечить полный контроль состояния (на автомобиле не всегда получается разглядеть все повреждения), обеспечить более точную обработку.
Преимущества проточки тормозного диска со снятием:
- На качество не влияет люфт подшипника, возможные нарушения работы привода.

- Обработка происходит на высоких скоростях. Число оборотов влияет на качество поверхности и отклонения по размерам (форме).
- Есть возможность снять металл со всех поверхностей — как рабочих, так и дополнительных (торцы, посадочные места точки закрепления). В результате вы получаете полностью восстановленный тормозной диск.
Предлагаем профессиональную проточку тормозных дисков авто в СПб
В компании «Анди» выгодные условия для восстановления автомобильных дисков после любых повреждений. Устраняем выработку, искривления. Пропадает биение и неприятные звуки, машина становится послушной: в зависимости от обстановки останавливается плавно и с достоинством или резко, без лишних сантиметров тормозного пути.
Чтобы проточить тормозной диск в Санкт-Петербурге свяжитесь с нашим консультантом, сообщите подробности работы, выберите время и приезжайте — обработкой занимаются профессиональные токари.
Вы представитель компании и заинтересованы больше узнать об условиях сотрудничества? Позвоните +7 (931) 291 03 69 или напишите нам на This email address is being protected from spambots. You need JavaScript enabled to view it.. Мы подробно обсудим каждый вопрос. Обращайтесь, ждем!
You need JavaScript enabled to view it.. Мы подробно обсудим каждый вопрос. Обращайтесь, ждем!
Проточка тормозных дисков на токарном станке
Проточка тормозных дисков — DRIVE2
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение.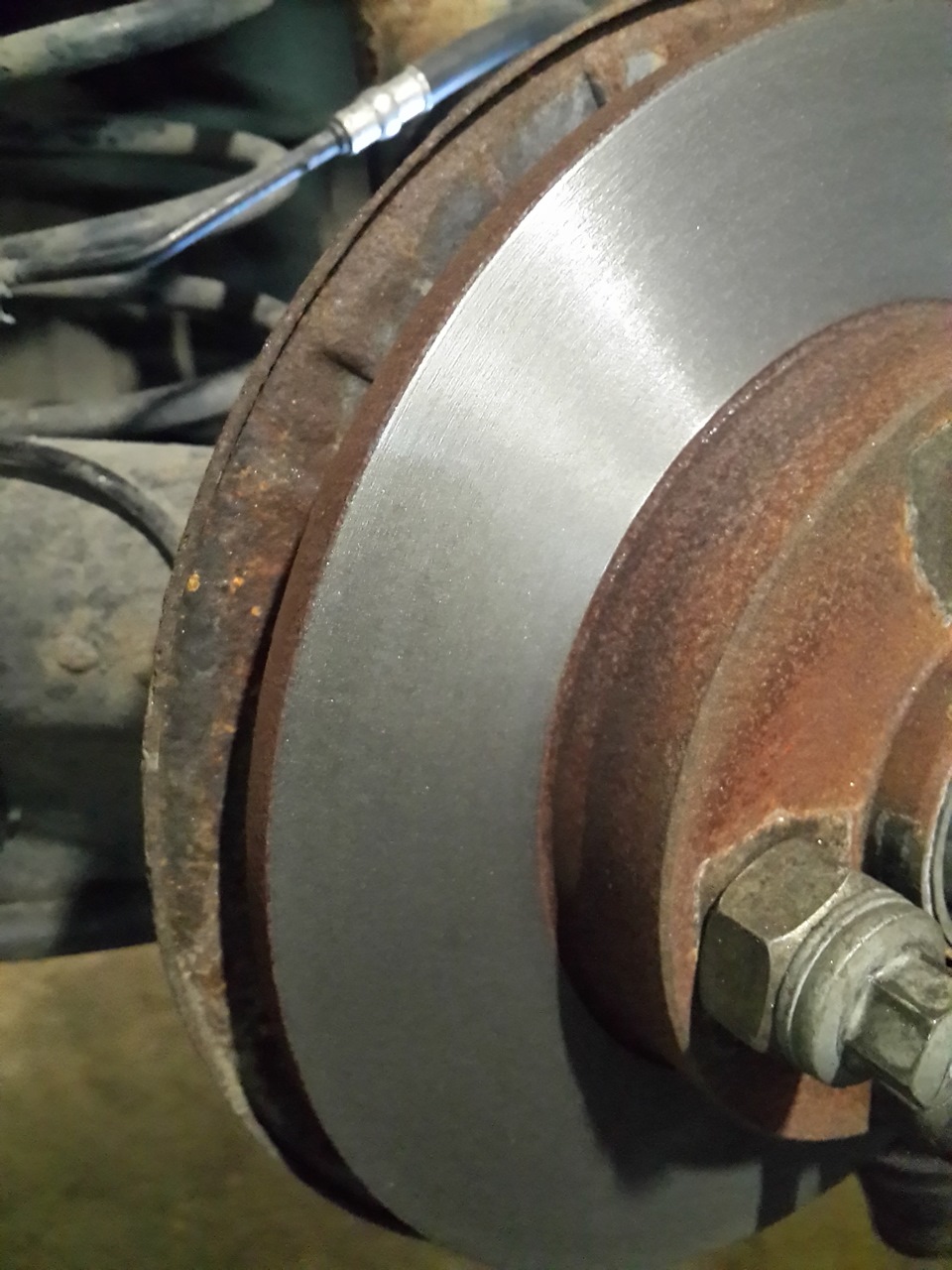
так выглядит станок для проточки дисков на авто без снятия
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта. Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.процесс проточки диска
По поводу проточки дисков в Луганске обращайтесь в личку. У нас много нужных услуг.www.drive2.ru
ИМХО о проточке дисков от меня и от токаря. — DRIVE2
Всем доброго времени суток!
2-е издание, доработанное и дополненное)
Производство тормозных дисков не такое простое как кажется на первый взгляд. Составов масса!
Да, все они сделаны из чугуна, есть конечно и композитные, но сейчас речь не о них! Сплавов этого чугуна масса, поэтому у дисков разных производителей разные характеристики и эксплуатационные качества.
Да и сам процесс отличается. Диски не просто отлили и проточили в нужный размер, так их после первого же нагрева поведет при охлаждении! У нормальных производителей еще масса этапов по термообработке и нормализации! Не просто так цена отличается в разы! Хотя дорого не всегда хорошо, живой пример диски фирмы TRW и Brembo (Я про обычноые Brembo) Brembo MAX и Brembo Sport хороши!)
Но даже хорошие диски не вечные, их можно убить. Разница между дешёвыми и хорошими в том как скоро это произойдет!
Разница между дешёвыми и хорошими в том как скоро это произойдет!
Причин биения масса. Это и неправильная установка, и неисправные суппорта, и несоблюдение правил прикатки и многое многое другое!
Диски одних производителей можно нагреть до красна и они после остывания будут ровными, но если после пару оттормаживаний влететь в лужу ничего хорошего с ними не будет!Диски младшего ценового диапазона могут начать бить и без попадания в лужу…
ИМХО проточка тормозных дисков это деньги на ветер!Положительный эффект может быть только у водителей с пенсионерским стилем вождения!Если начали бить то после первого же хорошего отжига будет опять бить!Проверено неоднократно!
Если есть сомнения то можете сами проверить. По мере нагрева биение усиливается, на первом торможении бить начинают со 120 км/ч. Еще пару торможений и уже начинает бить начиная с 80 км/ч.
Сам лично замерял биение убитого диска на холодную и на горячую. На горячую 15соток, после остывания — 7.Проточили.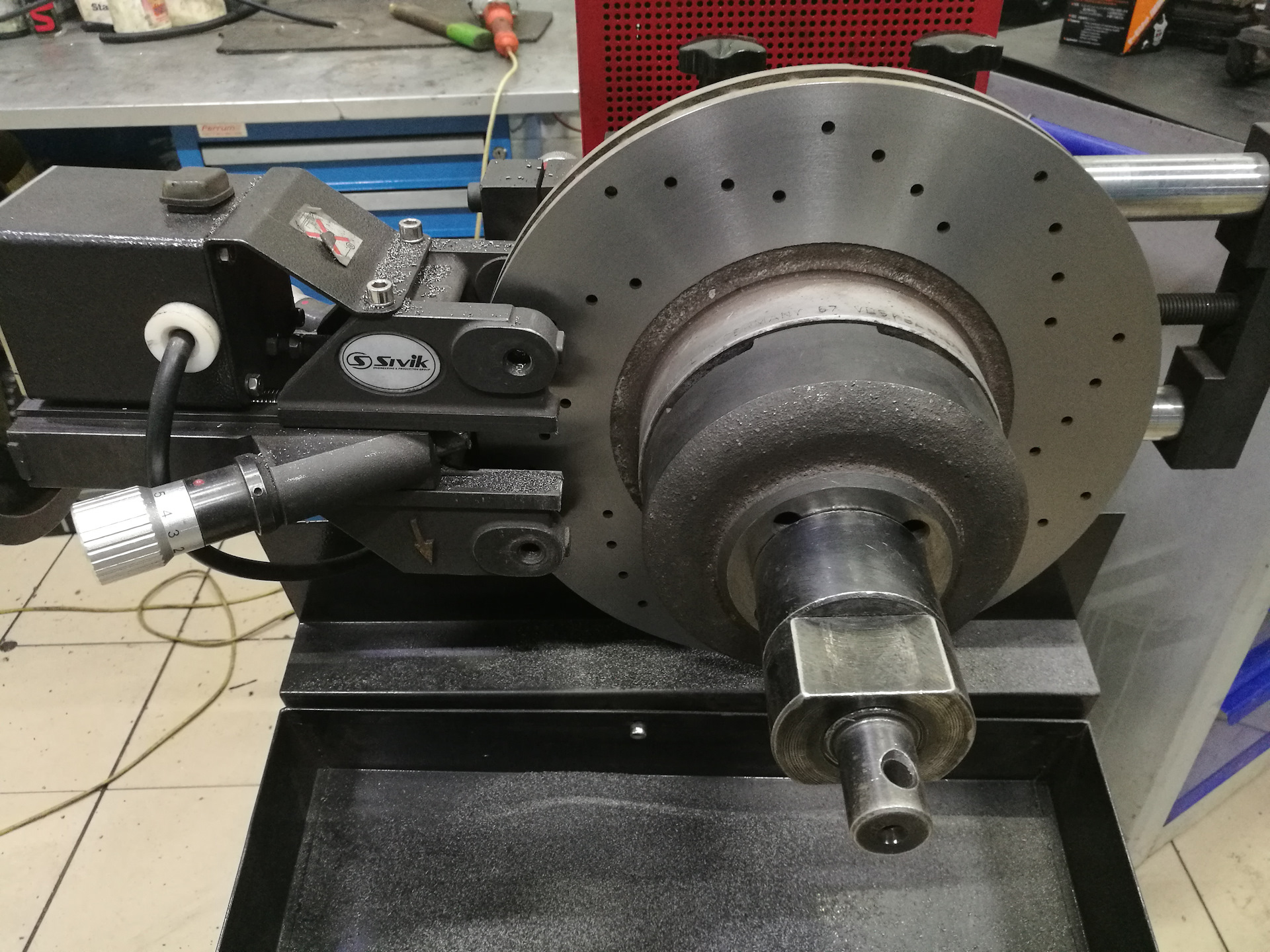 Токарь опытный, естественно с одной установки, с проточкой посадочного ступицы. Диск стал тоньше на 0,5мм, ступичная часть на 0,3мм.
Токарь опытный, естественно с одной установки, с проточкой посадочного ступицы. Диск стал тоньше на 0,5мм, ступичная часть на 0,3мм.
Сразу после проточки биение 2 сотки. Через неделю после покатушек опять начали бить. На холодную 10 соток)))И дело не в токаре, так же после других токарей, проточка без снятия тоже не панацея!
Ну и в завершение пару видосов для тех кто не любит читать а любит смотреть))
Мнение токаря о проточке дисков. САБЖ с 43 секунды
А кому лень столько смотреть сразу мотаем на 4:32
И все при проточке забывают про минимальную остаточную толщину тормозного диска. В среднем это -2мм. от толшины новых, но у многих машин допуски еще жеще, допустимый износ там всего 1,3-1,6мм. И это на дисках толщиной 30мм!Чем тоньше диск тем больше вероятность перегрева и того что его поведет!
Опять же мнение токаря на эту тему
Не выбрасывайте деньги на ветер!
www.drive2.ru
Проточка тормозных дисков — Сообщество «Тормозные Системы» на DRIVE2
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью в Луганске НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…
Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью в Луганске НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…
Проточка дисков на машине, без снятия, рекомендована заводом изготовителем автомобиля как альтернативный ремонт.
проточка на машине без снятия
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта.Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Обращайтесь, умеем.
www.drive2.ru
Проточка тормозных дисков — Community «Тормозные Системы» on DRIVE2
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью в Луганске НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…
Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью в Луганске НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…
Проточка дисков на машине, без снятия, рекомендована заводом изготовителем автомобиля как альтернативный ремонт.
проточка на машине без снятия
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта.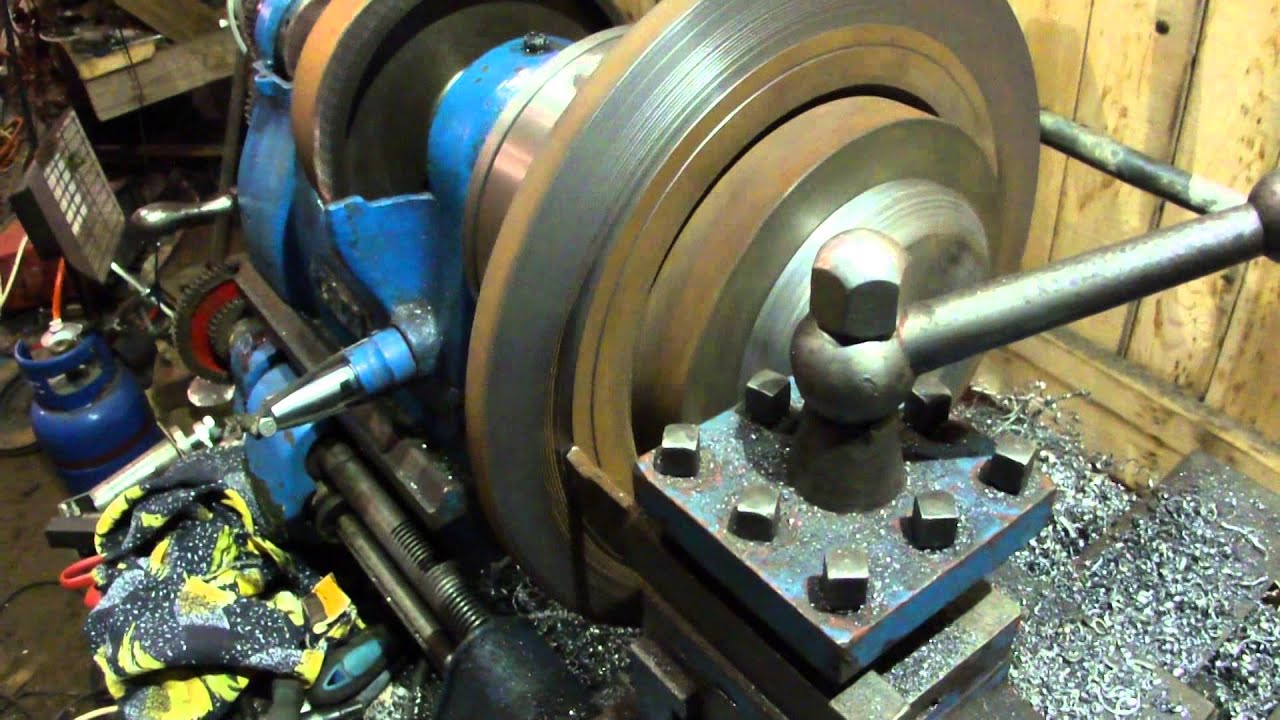 Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Обращайтесь, умеем.
www.drive2.com
Проточка тормозных дисков. Санкт-Петербург. www.dr-disk.info
Dear friends!
A.
We are pleased to offer you the service of grooving brake discs.
A.
Advantage:
A.
— Disks are processed according to the same algorithm as at the factory.
A.
— We consider the brake disc, brake pad and caliper as a single unit and achieve its perfect operation
A.
— We use three types of lubricant for each area of the unit.
A.
— All actions are carefully worked out and verified for the fastest service and the desired result.
A.
— When grooving brake discs with removal, our master conducts more than 50 operations with the assembly and its parts.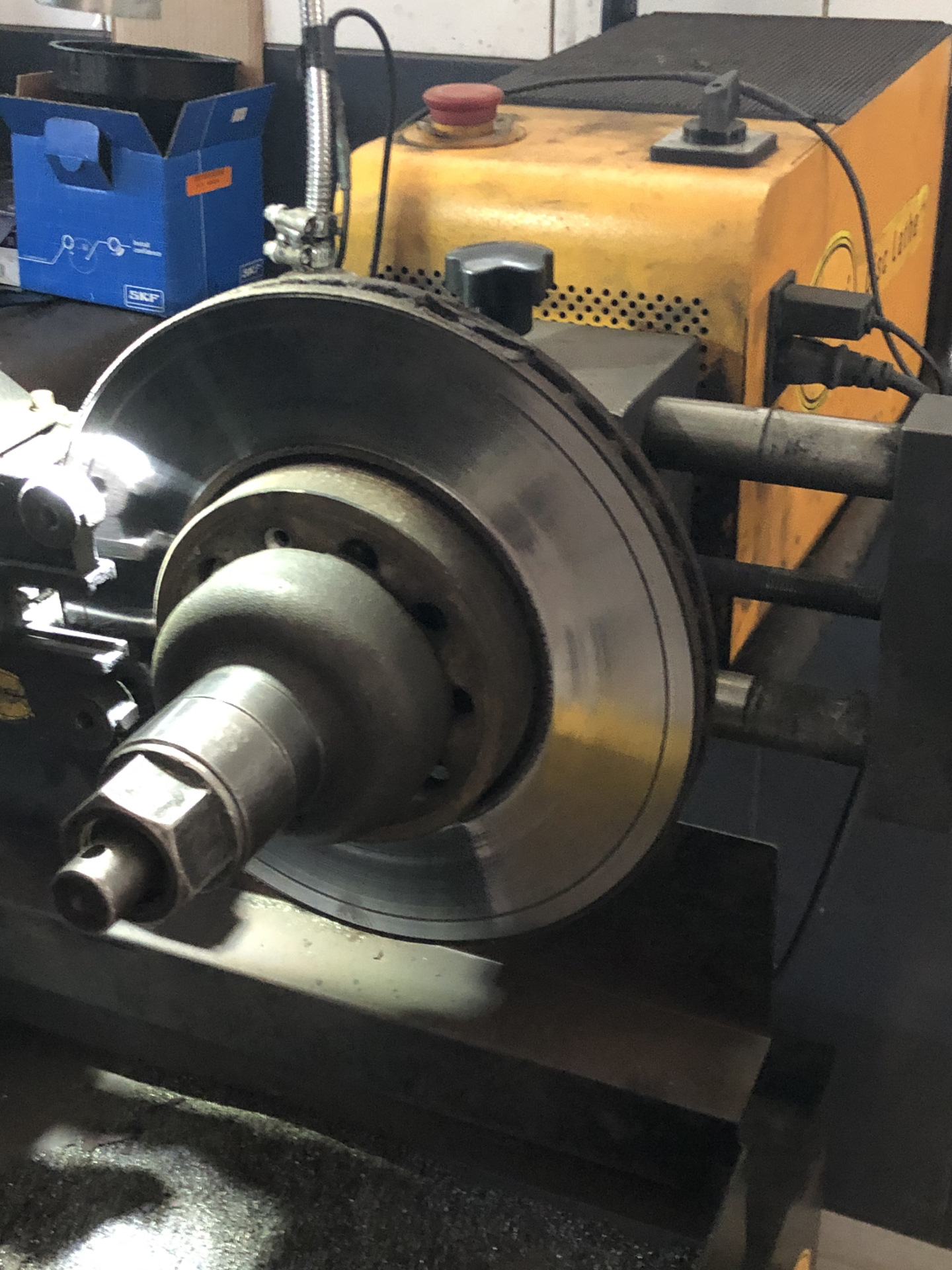
A.
— The groove of the brake discs on the lathe allows you to process almost all the planes and ends of the brake disc and
A.
set its geometry from scratch.
A.
— After grooving the brake discs with removal in our workshop, you can be sure- your brake assembly
the car is fully serviced, to the last bolt!
A.
Our warranties
A.
Guarantees of the result apply only if all the recommendations are followed and the faults detected during the diagnostics of the nodes serviced by us are eliminated within 1 day or 50 km. For example: in the event of a malfunction in the caliper or a small residual disc thickness, we give a guarantee for the absence of runout for 50 km or 1 day.
-When grooving the brake disc, we provide guarantees of parallelism of all 4 planes of the brake disc. Important! Disks with a margin of thickness (after processing) close to the minimum allowable have the property to deform under excessive load, so the value of the resource of the part, like its strength, increases inversely with the margin of wall thickness.
— Warranty on the resource of the disk with corrosive ventilation cavities are not provided.
A.
A.
Service cost:
A.
For all questions of interest, you can call 89811454966.
A.
A.
A.
A.
To pierce a brake disk in our workshop means to be sure that your money will not be wasted!
Проточка тормозных дисков в Москве по выгодной цене
В Техцентре «Пит-Стоп Сервис» специалисты токарно-фрезерного цеха выполнят проточку передних и задних тормозных дисков со снятием для отечественных и зарубежных автомобилей. Мы гарантируем предоставление высокого качества услуг по доступным ценам для Вас.
Мы работаем со следующими видами транспортных средств:
- легковые (Ваз, УАЗ, volvo 850 и т.д.)
- грузовые до 2-х т (ГАЗель, Ситроен, Фиат и т.д.)
- грузовые свыше 2-х т (МАЗ, КамАЗ, Скания и т.
 д.)
д.)
Зачем нужна проточка тормозных дисков
При выполнении работ по замене колодок важным моментом является проточка тормозных дисков. При продолжительном использовании, на поверхности тормозного диска появляются повреждения, а именно проточки или бугорки по всей плоскости диска, в результате чего ухудшается сцепление между колодкой и диском, увеличивая тем самым тормозной путь в несколько раз.
Проточка тормозного диска на токарном станке позволяет вернуть первоначальные тормозные характеристики диска, устранить вибрацию при торможении и сэкономить на покупке новой запчасти. Услуга распространяется на диски с перфорацией и «без».
Работа выполняется опытными сотрудниками Техцентра «Пит-Стоп Сервис» с использованием современного оборудования и оригинальных запчастей. На все виды токарно-фрезерных работ мы предоставляем гарантию от 1 (одного) до 6 (шести) месяцев в зависимости от вида работ.
УСЛУГА «срочный ремонт» — ДОПЛАТА ВСЕГО 20%
Если вам необходимо в кратчайшие сроки выполнить механический ремонт деталей ДВС, воспользуйтесь нашей услугой «срочный ремонт». Ваш заказ будет выполнен нашими специалистами вне очереди с доплатой всего лишь 20%.
Ваш заказ будет выполнен нашими специалистами вне очереди с доплатой всего лишь 20%.Проточка тормозных дисков. Опасения в выборе оборудования.
Владельцы автосервиса готовы покупать только то оборудование, которое сможет принести реальную прибыль. Это разумный подход. Причем надо учесть: самое эффективное оборудование не сможет работать само по себе, без организации процесса сервиса.
В данной статье мы постараемся не просто подобрать оборудование для проточки дисков, а еще и попытаемся понять, как его использовать наиболее эффективным образом, для извлечения максимальной прибыли.
Итак, попробуем разобраться с различного рода утверждениями, мифами и сомнениями, касающимися проточки тормозных дисков.
1. «Как понять, что диск нуждается в проточке?»
Во-первых. Проточка тормозных дисков должна стать такой же обязательной периодической процедурой, как «сход-развал» или балансировка.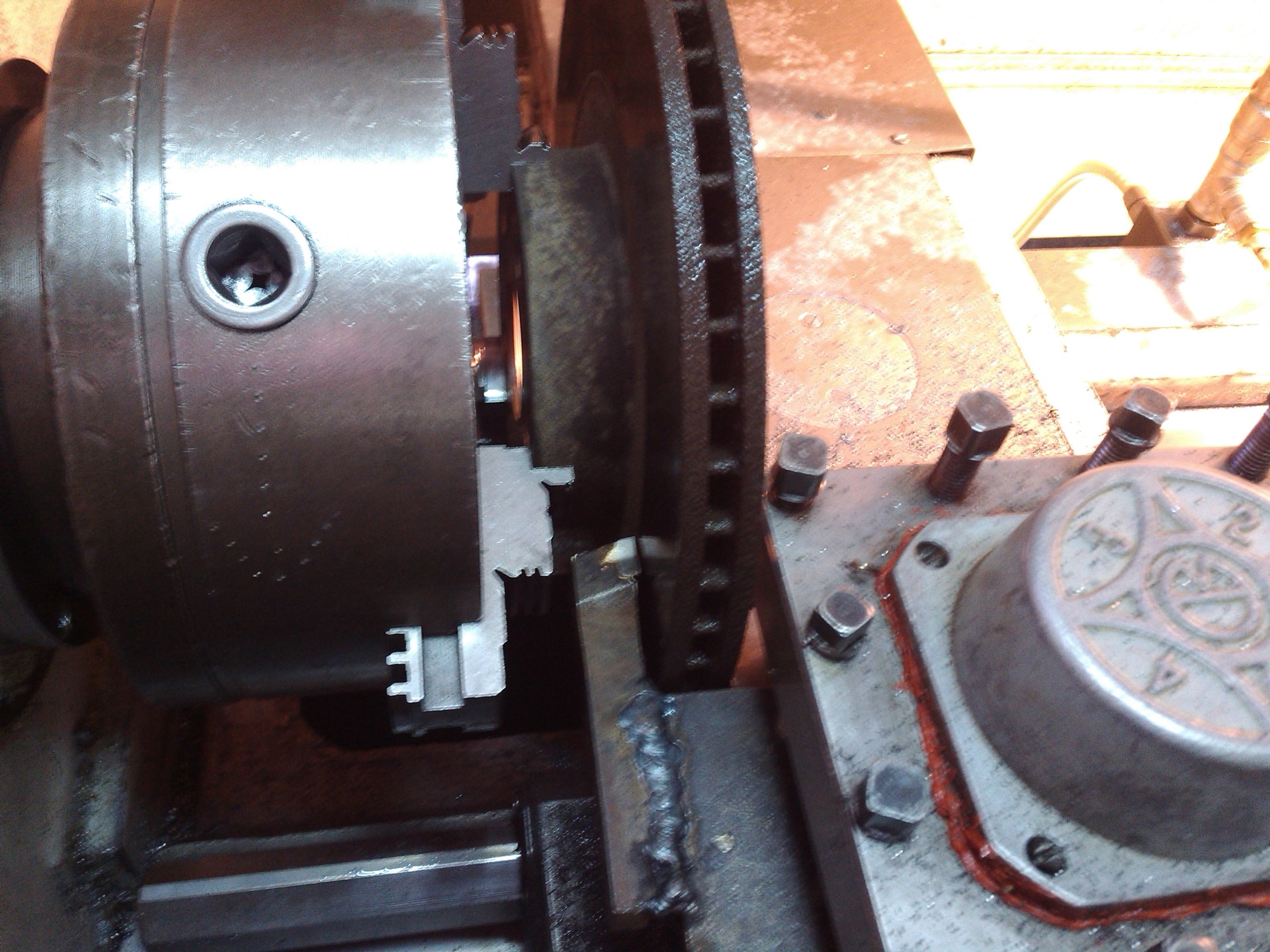 Ведь процессе эксплуатации любого агрегата его надо время от времени приводить в порядок. А порядок в работе тормозной системы – еще более жизненно важная вещь.
Ведь процессе эксплуатации любого агрегата его надо время от времени приводить в порядок. А порядок в работе тормозной системы – еще более жизненно важная вещь.
Во-вторых – визуально.
На фото справа Вы видите тормозной диск со следами коррозии. Это не что иное, как неровности, неминуемо приводящие к ухудшению работы тормозных колодок. В большинстве случаев клиент отказывается протачивать такие диски, считая, что «ничего, пара торможений – и колодки сами удалят эту ржавчину». Если коррозия поверхностная, в результате стоянки в течении нескольких дней во влажную погоду без движения – да. А если коррозия уже въелась глубже???
В-третьих. Если визуально видны неровности или биения тормозного диска – даже не обсуждается: надо точить или менять диск.
2. «Диски нужно не точить, а менять!»
Да, если диск плохого качества, если выработан весь его ресурс (остаточная толщина меньше допусков производителя), если диск покоробился в результате термических перепадов (повело от перегрева).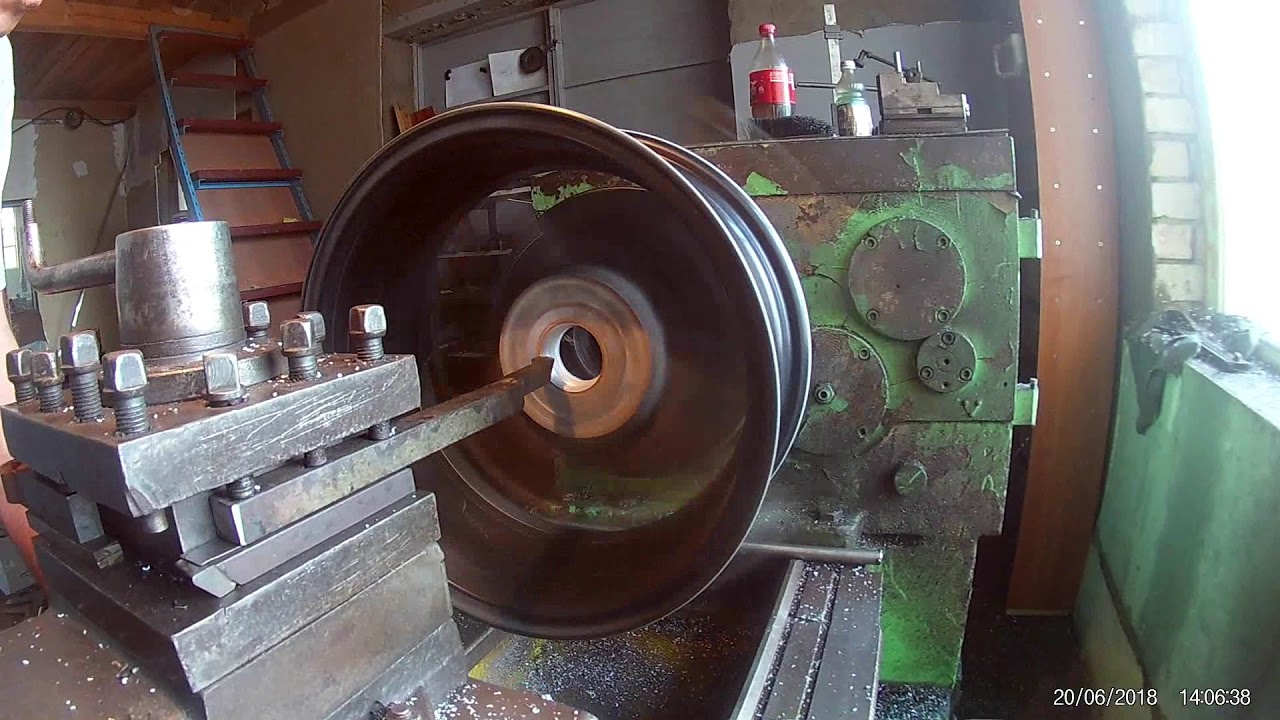 Однако, замена тормозного диска на новый должна сопровождаться проточкой нового диска после установки его на ступицу. Таким образом, проточка и замена тормозного диска – это не взаимно исключающие, а взаимно дополняющие друг друга операции. Диск надо либо только точить, либо менять + все равно точить.
Однако, замена тормозного диска на новый должна сопровождаться проточкой нового диска после установки его на ступицу. Таким образом, проточка и замена тормозного диска – это не взаимно исключающие, а взаимно дополняющие друг друга операции. Диск надо либо только точить, либо менять + все равно точить.
3. «Если уж нужно точить диск – лучше профессионала-токаря с этим никто не справится».
Абсолютно верно, НО:
— После проточки диска у токаря (качественной проточки, вопросов нет!) Вы все равно в итоге получите биения тормозного диска из-за микронеровностей поверхности ступицы, на которую Вы этот диск установите. Если «поймали» микронеровность размером в 10 микрон (примерно в 10 раз меньше толщины бумаги для визитки) – на диаметре 300 мм Вы получите биения поверхности тормозного диска порядка 0,10…0,15 мм (100…150 микрон) при допуске 0,05 мм (50 микрон). Придется точить…
— Затраты времени на монтаж/демонтаж диска, доставку диска токарю (если это штатный токарь – он какое-то время должен ждать Ваш заказ, занимаясь чем-то другим), и обратно.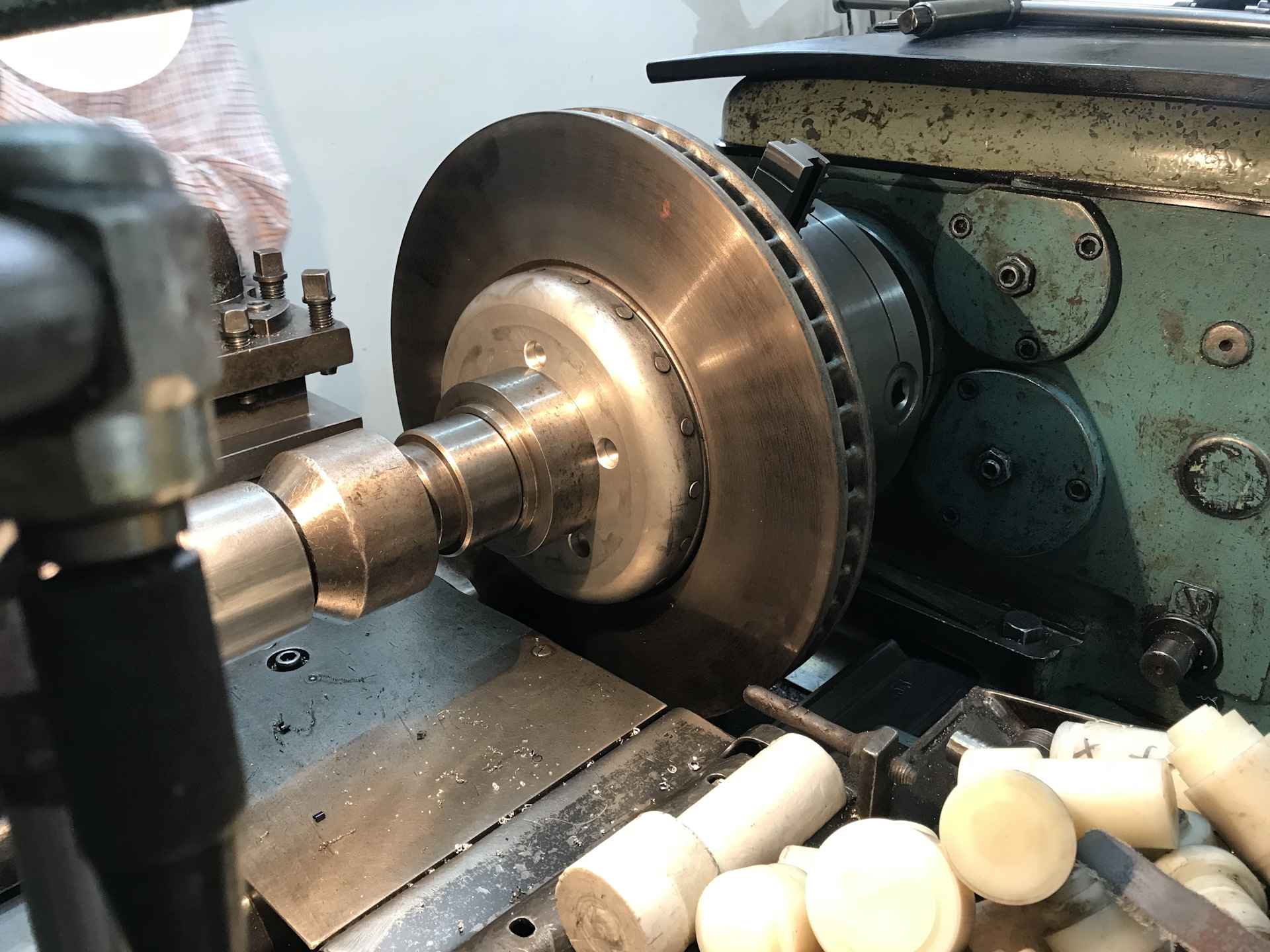 И это время тоже должен кто-то оплатить.
И это время тоже должен кто-то оплатить.
— Если токарь является штатной единицей сервиса – от покупки токарного станка все равно «не отвертеться».
— Токарный станок точит «спиралью». Это допустимо для любой детали, поверхность которой не соприкасается во вращении с фрикционной поверхностью колодок. Тут особый случай, описанный в следующем вопросе.
4. «Говорят, что после проточки дисков скорость износа колодок увеличивается!»
Это действительно так, если проточка осуществляется на любом станке, кроме HUNTER.
После проточки ЛЮБЫМ станком, HUNTER в том числе, на поверхности остаются микронеровности. Это результат воздействия резцов, которые не могут оставить после себя отшлифованную поверхность. В результате эти неровности в виде острой кромки – не что иное, как «рашпиль», стачивающий часть фрикциона колодки при каждом торможении. Происходит это потому, что резец движется вдоль всей поверхности диска равномерно, нарезая своего рода «спираль» (поверхность похожа на виниловую пластинку). НО только станок для проточки HUNTER перемещает резцы только тогда, когда окружность замкнулась. И так, шаг за шагом, достигается финишная поверхность с микронеровностями в виде концентрических окружностей, а не спирали, как у других. Новая колодка один раз «прирабатывается» к ней (профиль поверхности колодки принимает профиль поверхности диска), и дальше работает без спиливания слоев тормозной колодки.
5. «Я слышал, что поверхность тормозных дисков покрыта особым слоем, который нельзя стачивать».
Если бы это было так – тогда диск приходил бы в негодность к моменту первой же замены колодок.
Конечно же, это миф. На самом деле «особый слой» — это ржавчина и остатки фрикционного материала колодок, которые не способствуют (мягко говоря) процессу нормального торможения. Надо обязательно снять этот «особый слой» перед каждой заменой тормозных колодок.
Тормозные диски изготавливаются преимущественно из чугуна. В меньшей степени – из легированной стали, особой керамики или карбона (углепластика). У каждого материала есть свои преимущества и недостатки, но в любом случае – это однородный материал, без всяких «особых слоев».
Каким бы ни был материал тормозного диска и конструктивное исполнение (гладкий, с насечками, перфорацией…) – проточка Hunter справится наилучшим образом, поскольку имеет плавный регулятор оборотов, позволяя выбрать наилучшую скорость для различной глубины резания и материала диска.
6. «Автопроизводители не рекомендуют протачивать диски, а сразу рекомендуют менять».
— Зачастую сами сотрудники дилерских центров даже не подозревают о таких рекомендациях. И не в силу свей некомпетентности, а в силу того, что таких рекомендаций просто не существует.
— Напротив автопроизводители рекомендуют именно станок HUNTER для обслуживания тормозной системы своих автомобилей. Вот некоторые из них:
— Даже если диск требует замены, он требует и проточки после установки на ступицу, чтобы снять остаточные биения.
7. «Почему некоторые сервисы считают процедуру проточки дисков сложной, дорогой и невыгодной?»
Действительно, если проточка дисков крепится на скобу тормозного суппорта (вместо тормозного суппорта) – это долго, сложно и невыгодно. Ни один автомеханик не возьмется за работу, если не уверен в результате. Такой способ проточки сопряжен с рядом трудностей и «подводных камней», вот только некоторые из них:
— Демонтаж скобы суппорта — нежелательная операция. При установке его на место необходимо использовать специальный фиксатор резьбы или контрящие шайбы. Отсутствие этих расходных материалов у мастера может привести к проблемам с тормозами на дороге.
— Установка режущего модуля на место крепежа скобы суппорта сопряжена с подбором шайб в двух плоскостях. Ошибки монтажа, попадание песчинок в место сопряжения деталей приведут к порче тормозного диска. Если же такая проточка используется в автосервисе, то работают на ней пара самых умелых и опытных мастера. А кадровые проблемы никто не отменял…
— Режущий модуль не всегда помещается в арке колеса. «Можно вывернуть передние колеса, чтобы модуль поместился снаружи» — возразите Вы. А как быть с дисковыми тормозами задних колес? А ведь сейчас таких автомобилей большинство…
Проточки такого типа выпускались 10-15 лет назад, но безнадежно устарели. Возможно, китайские копии еще можно встретить на нашем рынке, но стоит ли вообще связываться с таким оборудованием?..
Проточка HUNTER устанавливается на тормозной диск, а режущий модуль подводится к месту, освободившемуся при отведении тормозного суппорта. При этом точно не надо демонтировать скобу, а часто не надо демонтировать и сам тормозной суппорт, достаточно его именно отвести, оставив на одном болту крепления.
При этом очень важно, чтобы вся конструкция станка была жесткой, чтобы обеспечить перпендикулярность оси движения каретки резцедержателя к оси вращения фланцевого адаптера. Проточной станок HUNTER имеет самую жесткую конструкцию по сравнению с другими брендами.
8. «Компенсация биений выполняется сложно и долго, а потому проточка занимает много времени».
Компенсация биений – это действительно вопрос, над которым «сломана голова» ни у одного инженера. Раньше действительно, была механическая 3-х точечная компенсация, которая заключалась в том, что к поверхности муфты сопряжения адаптера и проточки подводился стрелочный индикатор биения. Затем производилась регулировка упоров в трех точках (если вспомните геометрию за 7-й класс – именно три точки являются необходимым и достаточным условием создания плоскости). Затем результат проверялся, проводилась коррекция… И так до тех пор, пока биение не станет ничтожно малым.
Этот процесс действительно требовал значительного времени: 3-5 минут.
Следующий шаг – уход от длительной 3-х точечной процедуры и переход на «одноточечную» компенсацию с помощью муфты специальной конструкции. В этой муфте нет механизмов, конструкция проста до неприличия: два плоских фланца, а между ними – еще один, имеющий небольшую конусность. В этом случае достаточно запустить мотор, дождаться показаний инклинометра о биениях, а затем произвести регулировку путем вращения всего одного винта. Весь процесс занимает порядка 20 секунд. Именно так в недавнем времени производилась компенсация биений на проточках Hunter Engineering.
Затем инженеры придумали «непрерывную» компенсацию. Заключается она в считывании биений с помощью гироскопа (менее популярное название – инклинометр). Затем приводится в действие механизм, автоматически «подкручивающий» нужные винты муфты для выравнивания ее биений. При этом раздается характерное пощелкивание. Надо подождать, пока оно прекратится (5…10 секунд) – и можно начинать работу.
9. «При проточке часто слышен неприятный писк, а поверхность получается волнообразной, даже если я делаю все правильно».
Это не вина проточки. Дело в том, что тормозной диск является своего рода мембраной, имеющей собственные колебания, на которую Вы воздействуете резцами, вынуждая «дрожать». Этот эффект называется резонанс и является очень частой проблемой при протачивании диска на постоянной скорости.
На проточных станках производства HUNTER эта проблема легко решается нажатием кнопки «АСТ» (Anti-Chatter Technology) – технология подавления резонанса. Вот как это работает:
Грег Мейер, продукт-менеджер компании Hunter Engineering, объясняет, что эффект резонанса можно ощутить, проведя простой эксперимент: возьмите стакан, смочите палец в воде и начинайте равномерно водить им по краю стакана. Спустя пару-тройку оборотов вы ощутите вибрацию стенок стакана и услышите писк. Стенки стакана – это протачиваемый диск, а трение влажного пальца о его стенки – трение резцов о диск. Когда резонанс возникнет – поверхность диска будет испорчена. Но если Вы пользуетесь проточкой HUNTER – Вы готовы к любой «неожиданности».
10. «Проточка не справляется с полноприводными автомобилями. Приходится отсоединять кардан или все-таки снимать весь диск».
Это частая проблема для проточек со слабыми приводными двигателями. Проточка HUNTER имеет двигатель мощностью 1,5 л.с. (самый мощный среди подобных станков), который справится с проточкой дисков полноприводного автомобиля наилучшим образом. Есть и еще один «подводный камень»: автоблокировка межколесного дифференциала.
Грег Мейер, продукт-менеджер компании Hunter Engineering, рассказывает, что дифференциал начинает блокироваться при разности угловых скоростей оппозитно стоящих колес. На каждом автомобиле – это разное значение. В данном случае – 60 об/мин. Необходимо «поймать» эту разницу и с помощью плавной регулировки оборотов задать скорость вращения протачиваемого диска немного меньшее значение. В данном случае – 50…55 об/мин. Это невысокая скорость, но гарантированно позволяющая обеспечить должную обработку без слесарных манипуляций, которые займут гораздо большее время, чем «потеря» скорости протачивания.
Сравните проточку Hunter с другой хорошей проточкой:
Позвоните нам, и мы готовы ответить на все вопросы, которые не попали в этот обзор.
новинка
Диаметр диска (внутренний захват): 12-23″
1 406 462руб
Под заказ
Купить
новинка
Диаметр диска (внутренний захват): 12-23″
1 257 377руб
Под заказ
Купить
Проточка тормозных дисков на токарном станке
ИМХО о проточке дисков от меня и от токаря. — DRIVE2
Всем доброго времени суток!
2-е издание, доработанное и дополненное)
Производство тормозных дисков не такое простое как кажется на первый взгляд. Составов масса!
Да, все они сделаны из чугуна, есть конечно и композитные, но сейчас речь не о них! Сплавов этого чугуна масса, поэтому у дисков разных производителей разные характеристики и эксплуатационные качества.
Да и сам процесс отличается. Диски не просто отлили и проточили в нужный размер, так их после первого же нагрева поведет при охлаждении! У нормальных производителей еще масса этапов по термообработке и нормализации! Не просто так цена отличается в разы! Хотя дорого не всегда хорошо, живой пример диски фирмы TRW и Brembo (Я про обычноые Brembo) Brembo MAX и Brembo Sport хороши!)
Но даже хорошие диски не вечные, их можно убить.Разница между дешёвыми и хорошими в том как скоро это произойдет!
Причин биения масса. Это и неправильная установка, и неисправные суппорта, и несоблюдение правил прикатки и многое многое другое!
Диски одних производителей можно нагреть до красна и они после остывания будут ровными, но если после пару оттормаживаний влететь в лужу ничего хорошего с ними не будет!Диски младшего ценового диапазона могут начать бить и без попадания в лужу…
ИМХО проточка тормозных дисков это деньги на ветер!Положительный эффект может быть только у водителей с пенсионерским стилем вождения!Если начали бить то после первого же хорошего отжига будет опять бить!Проверено неоднократно!
Если есть сомнения то можете сами проверить. По мере нагрева биение усиливается, на первом торможении бить начинают со 120 км/ч. Еще пару торможений и уже начинает бить начиная с 80 км/ч.
Сам лично замерял биение убитого диска на холодную и на горячую. На горячую 15соток, после остывания — 7.Проточили. Токарь опытный, естественно с одной установки, с проточкой посадочного ступицы. Диск стал тоньше на 0,5мм, ступичная часть на 0,3мм.
Сразу после проточки биение 2 сотки. Через неделю после покатушек опять начали бить. На холодную 10 соток)))И дело не в токаре, так же после других токарей, проточка без снятия тоже не панацея!
Ну и в завершение пару видосов для тех кто не любит читать а любит смотреть))
Мнение токаря о проточке дисков. САБЖ с 43 секунды
А кому лень столько смотреть сразу мотаем на 4:32
И все при проточке забывают про минимальную остаточную толщину тормозного диска. В среднем это -2мм. от толшины новых, но у многих машин допуски еще жеще, допустимый износ там всего 1,3-1,6мм. И это на дисках толщиной 30мм!Чем тоньше диск тем больше вероятность перегрева и того что его поведет!
Опять же мнение токаря на эту тему
Не выбрасывайте деньги на ветер!
Page 2
Всем доброго времени суток!
2-е издание, доработанное и дополненное)
Производство тормозных дисков не такое простое как кажется на первый взгляд. Составов масса!
Да, все они сделаны из чугуна, есть конечно и композитные, но сейчас речь не о них! Сплавов этого чугуна масса, поэтому у дисков разных производителей разные характеристики и эксплуатационные качества.
Да и сам процесс отличается. Диски не просто отлили и проточили в нужный размер, так их после первого же нагрева поведет при охлаждении! У нормальных производителей еще масса этапов по термообработке и нормализации! Не просто так цена отличается в разы! Хотя дорого не всегда хорошо, живой пример диски фирмы TRW и Brembo (Я про обычноые Brembo) Brembo MAX и Brembo Sport хороши!)
Но даже хорошие диски не вечные, их можно убить.Разница между дешёвыми и хорошими в том как скоро это произойдет!
Причин биения масса. Это и неправильная установка, и неисправные суппорта, и несоблюдение правил прикатки и многое многое другое!
Диски одних производителей можно нагреть до красна и они после остывания будут ровными, но если после пару оттормаживаний влететь в лужу ничего хорошего с ними не будет!Диски младшего ценового диапазона могут начать бить и без попадания в лужу…
ИМХО проточка тормозных дисков это деньги на ветер!Положительный эффект может быть только у водителей с пенсионерским стилем вождения!Если начали бить то после первого же хорошего отжига будет опять бить!Проверено неоднократно!
Если есть сомнения то можете сами проверить. По мере нагрева биение усиливается, на первом торможении бить начинают со 120 км/ч. Еще пару торможений и уже начинает бить начиная с 80 км/ч.
Сам лично замерял биение убитого диска на холодную и на горячую. На горячую 15соток, после остывания — 7.Проточили. Токарь опытный, естественно с одной установки, с проточкой посадочного ступицы. Диск стал тоньше на 0,5мм, ступичная часть на 0,3мм.
Сразу после проточки биение 2 сотки. Через неделю после покатушек опять начали бить. На холодную 10 соток)))И дело не в токаре, так же после других токарей, проточка без снятия тоже не панацея!
Ну и в завершение пару видосов для тех кто не любит читать а любит смотреть))
Мнение токаря о проточке дисков. САБЖ с 43 секунды
А кому лень столько смотреть сразу мотаем на 4:32
И все при проточке забывают про минимальную остаточную толщину тормозного диска. В среднем это -2мм. от толшины новых, но у многих машин допуски еще жеще, допустимый износ там всего 1,3-1,6мм. И это на дисках толщиной 30мм!Чем тоньше диск тем больше вероятность перегрева и того что его поведет!
Опять же мнение токаря на эту тему
Не выбрасывайте деньги на ветер!
Проточка тормозных дисков своими руками
Диагностика и ремонт6 апреля 2019
Тормоза нужны автомобилю не только для экстренной остановки, но и для лучшей его управляемости, повышения контроля движения со стороны водителя, и конечно же для обеспечения безопасности пассажиров. Именно поэтому сам водитель в личном авто или технический персонал в гараже, должны регулярно проверять состояние тормозной системы – шлангов, рабочих цилиндров, колодок и самого тормозного диска. И, если почти все детали легко заменить на новые, то тормозной диск можно вернуть к нормальному состоянию в короткие сроки своими руками.
Когда необходима проточка тормозных дисков?
В комплекте любого автомобиля есть техническое руководство по его эксплуатации. В нём указаны все регламентные работы, которые необходимо проводить точно в срок и в указанном объёме. Там же описывается с какой периодичностью обслуживается тормозная система, в том числе и обточка тормозного диска. Нужно понимать, что данные рекомендации, относятся к стандартному использованию автомобиля. Однако если он работает в режиме максимальной нагрузки, в экстремальных условиях, то и регламентные работы проводятся намного чаще.
Важно! Для среднего седана нормой для тормозного диска является 100 000 км, а для колодок 30 000 км. Но и тут нужно учитывать массу автомобиля, климатическую зону и манеру вождения.
На то, что тормозной диск пора протачивать указывают и некоторые признаки:
- Даже после непродолжительной езды диск автомобиля сильно нагревается. Это определяется простым касанием руки, высокая температура даже может оставить ожог на коже. Чаще всего водитель обнаруживает сильный нагрев просто заехав в лужу – от колеса начинает подниматься пар.
- При нажатии на педаль тормоза возникает свистящий или скрежещущий звук. Обычно из салона определить с какой именно стороны он раздаётся невозможно. Поэтому на СТО проверяется состояние всех дисков автомобиля.
- На привычной дороге и стандартной скорости увеличивается тормозной путь автомобиля.
- При торможении педаль тормоза ощутимо подаётся назад.
- При торможении возникает вибрация с отклонением руля влево или в право, в зависимости от того, какой диск пришёл в негодность.
- Визуальная оценка диска отмечает явные физические повреждения в виде глубоких царапин и каверн.
Плюсы и минусы проточки
Все недостатки легко устраняются после проточки диска, но важно понимать, что данная процедура не может проводиться бесконечное число раз. Рано или поздно диск придётся менять. В тот момент, когда его толщина достигнет минимума предусмотренного для данного типа автомобиля. Это и есть основной минус проточки – диск постепенно истончается, а это ведет к его хрупкости.
Главным плюсом является цена. Если на замену нового диска в зависимости от модели авто придется раскошелиться на 10-40 тыс. руб, то обточка обойдется в 4-5 раз дешевле.
Проведение работ
Методов проточить тормозной диск несколько. Это можно сделать индустриальным путём, с использованием станков и тяжёлого оборудования, но при этом колесо надо будет разобрать полностью и снять с него тормозной диск. При работе подручными средствами можно проточить диск, не снимая его с автомобиля.
Использование станков
На базе индустриальной автомобильной мастерской имеются специальные станки и стенды для проведения любых работ, в том числе и проточке тормозного диска. В специальный станок устанавливается тормозной дик. Далее работает программа станка. После всех измерений она выбирает оптимальные размеры снимаемого слоя метала для выравнивания детали и её балансировки.
Колесо полностью разбирается, освобождается тормозной диск и устанавливается на токарный станок. Такую процедуру может произвести только профессиональный токарь. Данный метод подразумевает максимальную точность проточки с минимальными потерями метала на самом диске.
После проточки диск устанавливается на место, а собранное колесо желательно заново отбалансировать на станке финишной балансировки, то есть не снимая его с автомобиля.
Минусом такого вида работ является стоимость. Ведь, как правило, разбирает колесо, автослесарь, на станке работает токарь, то есть необходимо оплатить работу, как минимум двух специалистов.
Работа подручными средствами
Проточить тормозной диск можно не снимая его с автомобиля. Но в данном случае придётся снять тормозной суппорт с колодками, он будет мешать. Для проточки можно использовать шлифовальную машинку с абразивным диском различной плотности и структуры. Для измерения толщины диска нужно использовать электронный или механический микрометр.
Обточить сколы на краях диска и явные неровности можно простым напильником. При этом суппорт снимать не потребуется. Однако и точность данной операции остаётся очень приблизительной. Зато процедура проста. Достаточно поднять автомобиль на домкратах завести двигатель и включить передачу, это в том случае если обрабатываемое колесо является ведущим. Вращающийся тормозной диск легко обрабатывается напильником, главное при этом соблюдать технику безопасности и защитить глаза от искр.
Важно! Ручные методы проточки намного дешевле индустриальных, их даже можно проводить самостоятельно в своём гараже. Однако и качество такой работы остается настолько низким, что процедуры придётся повторять снова и снова через короткие промежутки времени.
Заключение
Тормозная система – одна из самых важных конструкций в автомобиле, ведь, если, например, откажет коробка передач или двигатель, машина просто остановится. А если сломается тормоз, да ещё и на большой скорости, это может закончиться катастрофой. Малейшая вибрация приводит к расшатыванию и ослаблению всей подвески автомобиля или вытеканию тормозной жидкости.
Именно поэтому необходимо регулярно проверять качество торможения не только на дороге, но и на станциях технического обслуживания. А устранять неполадки нужно сразу при их выявлении и желательно делать это в профессиональных автомастерских, где специалисты дают гарантию на свою работу.
Проточка тормозных дисков — DRIVE2
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…Проточка дисков на машине, без снятия, рекомендована заводом изготовителем автомобиля как альтернативный ремонт.
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта. Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
процесс проточки диска
По поводу проточки дисков в Луганске обращайтесь в личку. У нас много нужных услуг.Проточка тормозных дисков — Сообщество «Тормозные Системы» на DRIVE2
Читаю много блогов и встречаю вопросы как протачивать тормозные диски, в токарном станке или на машине. Решил отписать по этому поводу свое мнение. Начну из далека. Когда то в далеком прошлом я имел опыт работы токарем — фрезеровщиком с ЧПУ. Спустя какое то время меня увлек ремонт автомобилей. На СТО на котором я трудится был токарный станок и само собой мне как имеющему опыт общения с ним, приходилось на нем работать. Тогда то я и попытался восстанавливать геометрию тормозных дисков с помощью токарного станка. Понятное дело что точить диск надо с одной установки. Есть извечная проблема установки диска в станок. За частую диск зажимается за центральное отверстие, и опорой является привалочная плоскость на которую на машине опирается колесный диск. Учитывая разлет кулачков в патроне, даже если их проточить перед установкой диска, все равно будет биение. Ограничения по радиальному биению одной плоскости тормозной поверхности 0,03 мм. Ограничение по разнице в толщине диска (между двумя плоскостями) все те же 0,03 мм. Для незнающих толщина человеческого волоса 0, 06 мм. Очень трудно установить диск в станок с биением меньше указанного, а тем более что тормозная плоскость находится значительно выше от места зажима диска, то есть появляется рычаг.Вывод: проточить диск в токарном станке с указанной точностью в Луганске НЕВОЗМОЖНО.Еще есть неприятная штука в машинах — согнутые ступицы. И после проточки в токарном станке иногда бывает даже хуже чем было…
Проточка дисков на машине, без снятия, рекомендована заводом изготовителем автомобиля как альтернативный ремонт.
проточка на машине без снятия
Протачиваются обе тормозные поверхности за один проход, что исключает разницу в толщине. Так же момент с изогнутыми ступицами тоже исключается, так как резцы устанавливаются вместо тормозного суппорта.Вывод: только на автомобиле возможна правильная проточка тормозных дисков . Мои рекомендации выравнивать тормозную поверхность при каждой замене тормозных колодок. Важно контролировать минимальную толщину диска, согласно рекомендациям завода изготовителя.
Обращайтесь, умеем.
Когда ремонтировать и когда заменять тормозные диски
Тормозные диски не прослужат вечно, они немного изнашиваются при каждом нажатии на педаль тормоза. Скорость износа роторов зависит от множества факторов, включая тип тормозных колодок, качество материалов, скорость охлаждения роторов, стиль вождения, воздействие влаги и дорожной соли.
Раньше большинство тормозных роторов оригинального оборудования имели достаточную толщину, чтобы выдержать как минимум две или более замены колодок.Большинство новых автомобилей имеют более тонкие роторы для снижения веса и могут быть изношены до минимума при первой замене тормозных колодок. Обычно необходимо заменять оба ротора, потому что они обычно имеют одинаковый износ. Даже если одна сторона «достаточно хороша», разумно заменить оба тормозных ротора одновременно, чтобы поддерживать равномерное торможение, поскольку любая разница в толщине ротора приведет к смещению тормозов в одну сторону.
Если тормозной ротор имеет минимальное боковое биение, он должен изнашиваться равномерно, в противном случае возникнут колебания толщины, которые вызовут вибрацию.Чтобы вызвать заметную вибрацию педали, требуется изменение толщины всего 0,001 дюйма. Чрезмерное биение можно решить, установив конические прокладки между тормозным ротором и ступицей или заменив поверхность ротора на автомобильном тормозном станке. Биение также можно исправить на обычном токарном станке, но это гораздо более сложная процедура. Очистка поверхности ступицы и внутренней части шляпки ротора щеткой с дрелью перед установкой удалит грязь, ржавчину или любые частицы, которые могут создать зазоры между ротором и ступицей.Деформации ротора могут быть вызваны неправильной затяжкой гаек. Неравномерный крутящий момент между выступами может искривлять шляпку ротора, вызывая качание дисковой части ротора.
Трение тормозных колодок о тормозные диски приводит к сильному нагреву. Перегрев тормозов сокращает срок службы колодок и роторов. Транспортные средства, которые проводят большую часть своего времени в пробках, буксировке прицепа или ездят по горам, изнашивают тормоза гораздо раньше, чем автомобили, которые движутся в основном в условиях легкого движения.Твердые пятна и обесцвечивание также могут появиться из-за чрезмерного тепла. Эти твердые участки приводят к неравномерному износу тормозного диска. Попытка сбрить их путем шлифовки не решит проблему, поскольку твердые участки простираются ниже поверхности, единственное решение — замена ротора.
Если на ваших тормозных дисках осталось достаточно металла без твердых пятен, трещин, серьезных канавок или ржавчины, то можно заменить поверхность роторов. Некоторые считают, что если у тормозных роторов нет проблем с поверхностью, требующих ремонта, роторы не следует заменять каждый раз при замене колодок.Если тормозные диски все еще гладкие, возможно, они не нуждаются в замене поверхности, но большинство профессиональных механиков по тормозам не будут устанавливать новые тормозные колодки без замены поверхности роторов. Шлифовка восстанавливает плоскую и ровную поверхность, которая сводит к минимуму вибрации и обеспечивает максимальное трение тормозных колодок. Установка новых колодок на рифленый тормозной ротор не позволит колодкам полностью контактировать с тормозным диском, и в конечном итоге колодки изнашиваются и полностью садятся в контуры тормозных дисков, но это только сокращает срок службы тормозных дисков. тормозные колодки.
Какими бы дешевыми ни были роторы сейчас, они достаточно доступны, чтобы просто заменить роторы вместо того, чтобы платить за их ремонт. Новые тормозные диски должны быть готовы к установке прямо из коробки. Повторная обработка поверхности не требуется, поскольку это может привести к биению и сокращению срока их службы. Если в вашем автомобиле изначально были тормозные диски с отдельной ступицей и диском (композитные роторы), их можно безопасно заменить на чугунные тормозные диски. Литые роторы более жесткие, чем композитные, но они могут незначительно повлиять на рулевое управление и управляемость на некоторых автомобилях.Тем клиентам, которые заинтересованы в повышении эффективности и безопасности тормозов, мы рекомендуем тормозные диски премиум-класса вместо стандартных сменных тормозных роторов.
Токарный станок Pro Cut — EBC Brakes
13 Февраль 2013 г.
13 февраля 2013 г.
Токарный станок Pro Cut КОРРЕКЦИЯ ДЕФОРМАЦИИ РОТОРА, НЕИСПРАВНОСТИ РОТОРА И ЛЕЧЕНИЕ ВИБРАЦИИ ТОРМОЗАЕсть две основные причины вибрации тормозов.Первый — это проблемы с геометрией рулевого управления, а второй — проблемы с установкой или биением ступицы.
ПРОБЛЕМЫ ГЕОМЕТРИИ — Каждый седьмой автомобиль в течение всего срока службы испытывает проблемы с геометрией, которые могут повлиять на рулевое управление и вызвать вибрацию тормозов. Это НЕ проблема качества продукта !!!!!! Не только EBC осознает эту проблему, но и является единственным поставщиком тормозов на планете, готовым предложить диагностику и РЕШЕНИЕ.
ПРОБЛЕМЫ УСТАНОВКИ ИЛИ ВЫПОЛНЕНИЯ ХАБА — Они вызывают так называемое DTV. На видео ниже показано, как исправить вибрацию тормозов, вызванную DTV (изменение толщины диска). ДТВ развивается в автомобиле после 3000-4000 км пробега из-за встроенного в автомобиль биения или из-за неправильной центровки роторов при установке. Это довольно распространенная неисправность современных автомобилей, и многие автомобили требуют ее при каждой замене ротора. Водители также путают деформацию ступицы с проблемой качества ротора, но в 99% случаев DTV — это проблема автомобиля, а не проблема качества ротора.Вы можете заменять роторы столько раз, сколько хотите, пытаясь устранить вибрацию, и проблема исчезнет только через несколько тысяч миль, а затем вернется. Это означает, что вы добросовестно приобрели новые роторы, но проблема НЕ РЕШЕНА И НЕ ПРОЙДЕТ ПОСТОЯННО, пока вы не выполните эту процедуру. После этого скольжения с поверхности ротора у вас будут плавные тормоза, более эффективные тормоза и НУЛЕВАЯ вибрация. Это даже очень полезная практика при установке новых роторов, чтобы все четыре ротора были идеально выровнены на вашем автомобиле с помощью этой недорогой процедуры.
Деформация ротора из-за DTV — очень распространенное явление, на самом деле ONE IN SEVEN CARS имеет проблемы с геометрией рулевого управления, когда он построен НОВЫЙ, или после столкновения с бордюром или наезда на большую выбоину (очень часто после повреждения дорожного покрытия после зимних снежных периодов). Необразованные люди до сих пор говорят: «Мои роторы покоробились». Что ж, инженерные факты таковы: РОТОРЫ НЕ ИСКЛЮЧАЮТСЯ, они сделаны из чугуна, они очень прочные, их можно раз за разом нагревать до красного каления и охлаждать, и они не будут искажать, мы делаем это изо дня в день на наших динамометрических станциях в лаборатория EBC.Вот почему весь мир до сих пор использует чугун в качестве материала тормозного ротора транспортных средств, его никогда не было, и, вероятно, никогда не будет.
Станки Pro Cut РАБОТАЮТ НА ОБЕИХ ГЛАВНЫХ РОТОРАХ, И ДАЖЕ ЛУЧШЕ НА ПРОФИЛЬНЫХ И СВЕРЛЕННЫХ РОТОРАХ ВСЕХ ТИПОВ
ПРОЧИТАЙТЕ ЭТОТ ТЕКСТ НА СТРАНИЦЕ 8 ЭТОЙ ССЫЛКИ, ЧТОБЫ ПОДТВЕРДИТЬ, ЧТО
PRO CUT ДОПУСКАЕТ ИСПОЛЬЗОВАНИЕ СВОИХ СТАНКОВ НА РОТОРАХ С ПЛИТОМ
https://www.procutinternational.com/pdf/pfmtrainingguide.pdf
Сервисный бюллетень PROCUT № 9
Кто такие Pro-Cut ???? … Pro Cut — это многонациональная и чрезвычайно профессиональная корпорация, базирующаяся в США.Их машины используются и одобрены многими крупными производителями автомобилей и используются во всем мире, чтобы делать именно то, что они умеют лучше всего, ПРАВИЛЬНО для несоосности ротора, независимо от того, как это происходит на автомобиле. Вы не можете добиться этого ни с каким другим устройством.
Щелкните здесь, чтобы получить информацию о центрах резки Pro
Осмотр и ремонт тормозных роторов
Состояние тормозных роторов вашего автомобиля важно для хороших тормозных характеристик и безопасности.Итак, вот несколько вопросов и ответов относительно обслуживания тормозного ротора:
- Обработка поверхности ротора: насколько гладкая является достаточно гладкой?
- Шлифовка ротора: нужно ли поворачивать роторы каждый раз при замене колодок или нет?
- Биение ротора: сколько это слишком? Как вы компенсируете это или избавитесь от этого?
- Плоскостность и параллельность ротора: сколько — это слишком? Вы даже можете это измерить?
- Толщина ротора: Насколько тонкий слишком тонкий?
- Твердые пятна: устранят ли их шлифовка или они вернутся?
- Шлифовальные роторы: помогает? Если да, то как это сделать?
- Оборудование для шлифовки поверхностей: настольный токарный станок, автомобильный токарный станок или то и другое вместе?
- Новые роторы: установить как есть или откорректировать?
ПРОВЕРЬТЕ ОТДЕЛКУ ТОРМОЗНОГО РОТОРА
Насколько гладкость достаточно гладкая? Достаточно плавный, чтобы не вызывать дребезга пэдов, шума и повышенного усилия на педали.Слишком быстрое вращение ротора на токарном станке оставляет бороздки на поверхности. Канавки не параллельны, а по спирали внутрь к центру, потому что токарные коронки режут снаружи ротора к центру. Когда эти канавки соприкасаются с колодками, они стремятся захватить и дергать колодки вверх и вниз, создавая вибрации, которые вызывают шум и могут ощущаться через педаль.
Если вы чувствуете канавки ногтем, вероятно, ротор слишком грубый. Другой тест — написать свое имя на роторе шариковой ручкой.Если чернила распадаются на точки, а не на непрерывную линию, ротор слишком грубый. Гладкость всегда лучше, потому что это влияет на коэффициент трения, шум, посадку колодок, приработку и износ колодок.
Слишком грубая обработка роторов также может увеличить усилие на педали, потому что только выступы между канавками непосредственно контактируют с колодками (по крайней мере, на начальном этапе). По мере использования тормозов колодки со временем изнашивают пики и увеличивают площадь контакта. Но это ускоряет как износ ротора, так и износ колодок.Опять же, чем больше гладкости, тем лучше.
Как правило, большинство новых OEM и качественных роторов послепродажного обслуживания имеют чистовую обработку от 30 до 60 микродюймов RA (средняя шероховатость), причем многие из них находятся в диапазоне от 40 до 50 RA. Некоторые говорят, что качество обработки ротора 80 микродюймов или меньше достаточно для большинства автомобилей. Другие говорят, что 60 микродюймов — это магическое число, или 50 микродюймов или меньше, если автомобиль особенно чувствителен к отделке ротора.
На чистовую обработку больше всего влияет скорость поперечной подачи токарного станка и в меньшей степени — глубина резания.Большинство экспертов говорят, что наилучшая отделка достигается снятием как можно меньшего количества металла. Это не только продлевает срок службы ротора, но также уменьшает количество скрученного и рваного металла на поверхности ротора.
Как правило, глубина чистового пропила должна составлять от 0,002 до 0,008 дюйма. Если ротор находится в плохой форме, следует использовать несколько разрезов: один или несколько черновых разрезов, за которыми следует неглубокий окончательный разрез.
На настольных токарных станках скорость шпинделя от 100 до 150 об / мин со скоростью поперечной подачи.От 002 до 0,005 дюйма на оборот должен обеспечить гладкую высококачественную отделку ротора.
На станках с регулируемой скоростью шпинделя скорость шпинделя должна быть уменьшена для больших роторов. Один производитель предлагает следующие скорости: для роторов размером 10 дюймов и меньше используйте 170 об / мин; для роторов размером от 11 до 16 дюймов используйте скорость 100 об / мин; для роторов 17 дюймов и более используйте скорость 60 об / мин.
Тип резцов, используемых в токарном станке с тормозом, также влияет на качество поверхности. Круглые твердосплавные коронки обычно имеют более гладкую поверхность, чем угловые, и обеспечивают более высокую скорость поперечной подачи для экономии времени.Титановые биты с параллельными периферийными шлифованными кромками считаются лучшими битами для этого типа работ.
При вращении композитных роторов обязательно поддерживайте ротор надлежащим образом с помощью больших зажимов раструба или адаптеров, чтобы предотвратить изгиб и вибрацию.
ПОВЕРХНОСТЬ РОТОРОВ КАЖДЫЙ ТОРМОЗ ИЛИ ПО НЕОБХОДИМОСТИ?
Следует ли поворачивать роторы при каждой замене колодок? Многие магазины заменяют роторы на поверхность каждый раз при замене колодок, независимо от того, действительно ли это нужно им или нет. Почему? Потому что они хотят избежать камбэков.Кроме того, многие клиенты могут подумать, что они не окупают свои деньги, если роторы не ремонтируются в процессе торможения.
General Motors другого мнения. В техническом бюллетене № 00-05-22-002 для дилеров GM говорится: «Тормозные роторы следует поворачивать только при наличии одного из следующих условий поверхности ротора: сильные задиры глубиной более 1,5 мм или 0,060 дюйма, пульсация от чрезмерное боковое биение более 0,080 мм или 0,003 дюйма, изменение толщины более 0.025 мм или 0,001 дюйма, или чрезмерная коррозия на тормозных поверхностях ротора ».
GM также сообщает:« Поверхность ротора не подлежит замене в попытке исправить следующие условия: шум / визг, косметическая коррозия, плановая замена колодок или обесцвечивание / затвердение. пятна ».
Другими словами, GM не одобряет шлифовку ротора во время так называемой« нормальной »замены колодок. Но нормальная ли работа тормозов? Каждая работа индивидуальна, и каждый ротор необходимо тщательно проверять и оценивать, чтобы определить его состояние когда тормозная работа сделана.
GM утверждает, что замена поверхности роторов излишне сокращает срок их службы. Они также говорят, что шлифовка «неэффективна для исправления скрипа тормозов и / или преждевременного износа накладок и не должна использоваться для решения этих проблем, если это специально не указано в сервисном бюллетене». Тем не менее, сколько сервисных бюллетеней мы видели за эти годы от GM и других автопроизводителей, в которых говорится, что исправление определенного состояния скрипа тормозов на определенной марке или модели заключается в замене колодок и обновлении поверхности роторов? Это может сбивать с толку.
ИЗМЕРЕНИЕ ИЗНОСА РОТОРА ТОРМОЗА
Биение тормозного ротора должно всегда измерять биение ротора до того, как роторы будут сняты для шлифовки. Почему? Потому что, если в ступице есть биение, это заставит ротор раскачиваться при вращении. Это, в свою очередь, может привести к неравномерному износу и пульсации педали.
Биение ротора может быть вызвано несколькими причинами: отклонениями в производственных допусках, небрежными процедурами шлифовки, накоплением ржавчины и коррозии между ротором и ступицей, а также неравномерным крутящим моментом на зажимных гайках.
Как правило, биение ротора на большинстве автомобилей не должно превышать 0,003 дюйма. Еще лучше стремиться к биению 0,002 дюйма или меньше.
GM заявляет, что на роторах Chevrolet Malibu 1997–2002, Olds Cutlass 1997–1999, Olds Alero 1999–2002 и Pontiac Grand Am 1999–2002 годов боковое биение не более 0,0015 дюйма необходимо для предотвращения пульсации педалей.
Если биение слишком велико, попробуйте проиндексировать ротор на ступице, чтобы увидеть, помогает ли изменение положения.
После того, как вы узнаете, какое биение находится на транспортном средстве, вы можете компенсировать его, когда будете резать ротор на токарном станке.Установите циферблатный индикатор на поворотный кулак или суппорт и измерьте биение ротора. Отметьте место, количество и направление биения. После установки ротора на токарный станок еще раз проверьте биение по циферблатному индикатору. Если он не находится в пределах 0,003 дюйма (и в том же месте и в том же направлении) от того, что было на транспортном средстве, отрегулируйте или подкладывайте опору ротора до тех пор, пока биение не будет дублироваться.
Для некоторых автомобилей также доступны тонкие конические стальные прокладки для коррекции биения. Прокладка устанавливается за ротором так, чтобы самая толстая часть на 180 градусов была противоположна максимальному биению ротора.
Другой альтернативой является устранение биения с помощью автомобильного токарного станка для нарезки роторов на место.
ВОССТАНОВЛЕНИЕ ПОВЕРХНОСТИ НА АВТОМОБИЛЕ И ВНЕЗАПНО
При правильном использовании оба типа токарных станков могут дать хорошие результаты. Однако, если вы не компенсируете биение ротора на транспортном средстве при использовании настольного токарного станка, вы не можете гарантировать истинную работу ротора, когда он возвращается на ступицу. Это одно из преимуществ автомобильных токарных станков. Они срезают ротор в соответствии с направлением вращения и практически исключают проблемы биения.Недостатком некоторых автомобильных токарных станков является то, что они дороги и требуют определенных навыков для настройки (оборудование с автоматической компенсацией значительно упрощает настройку).
Замена покрытия на автомобиле одобрена большинством производителей транспортных средств и рекомендуется для любого транспортного средства, чувствительного к биению ротора. Это также может сэкономить много труда на автомобилях с трудно снимаемыми захваченными роторами (некоторых японских производителей) и на задних дисковых тормозах.
Если ротор разрезать на токарном станке без учета биения на транспортном средстве, это может вызвать колебание ротора, которое приведет к вибрации педали и неравномерному износу ротора.Даже если биение на транспортном средстве небольшое или отсутствует, неправильная установка ротора на токарный станок может привести к биению при разрезании ротора.
Причины биения такого типа включают изношенное оборудование оправки, неправильное центрирование ротора на оправке, грязь или вмятины на шляпке ротора или центральном отверстии, которые препятствуют его установке перпендикулярно оправке, или смещение в самом токарном станке. Ключевым моментом здесь является регулярный осмотр вашего токарного станка с помощью индикатора часового типа на предмет биения и обеспечение максимально прямой установки ротора при резке.
ПЛОСКОСТЬ И ПАРАЛЛЕЛИЗМ ТОРМОЗНОГО РОТОРА
Мнения расходятся относительно того, насколько допустимы отклонения в плоскостности и параллельности между поверхностями ротора. Некоторые говорят, что всего лишь отклонение в 0,0003 дюйма может вызвать заметную пульсацию педали на некоторых автомобилях.
Суть в том, что если водитель не чувствует пульсацию педали, роторы, вероятно, в порядке. Но если есть пульсация, обычно можно предположить, что ротор деформирован или имеет вариации толщины, и его необходимо восстановить или заменить.
Измерение плоскостности и параллельности затруднено (некоторые говорят, что невозможно), потому что для этого требуются многочисленные измерения по всей длине ротора (по крайней мере, в 8–12 точках). Если кончик микрометра совпадает с небольшой ямкой на поверхности, это даст ложные показания, которые могут заставить вас думать, что ротор деформирован, хотя на самом деле это не так. У большинства технических специалистов нет времени на выполнение всех этих измерений, поэтому они просто поворачивают роторы, скрещивают пальцы и надеются, что роторы верны.Обычно это так.
ПРОВЕРЬТЕ ТОЛЩИНУ РОТОРА ТОРМОЗА
Да, толщина имеет значение. В роторах должно быть достаточно мяса, чтобы поглощать и рассеивать тепло, а также поддерживать их структурную целостность. Тонкие роторы — это опасные роторы, которые увеличивают риск теплового перегрева, растрескивания и поломки. Вот почему у большинства роторов есть спецификация отливки «отбракованная толщина» или «минимальная машинная толщина». Если вы не можете найти его или числа неразборчивы, поищите спецификацию в руководстве по обслуживанию или в электронной базе данных.
Спецификация «машина до» включает встроенный запас прочности от 0,03 до 0,06 дюйма. чтобы учесть износ при возврате ротора в эксплуатацию. Но на Фордах нет измерения «отбрасывать», только «машина в соответствии со спецификацией». Ford заявляет, что их «машина в соответствии с» спецификацией оставляет достаточный запас для безопасности, поэтому ротор должен прослужить столько же, сколько и колодки. Однако, если ротор Ford изношен до толщины ниже «машины», его нельзя заменять на поверхность или возвращать в эксплуатацию. Его необходимо заменить.
Толщина ротора всегда должна измеряться микрометром при замене футеровки, перед поворотом роторов и после поворота роторов, чтобы убедиться, что роторы соответствуют техническим характеристикам.По этому поводу не должно быть никаких споров!
ТОРМОЗНЫЕ ТОЧКИ И ТРЕЩИНЫ РОТОРА
Твердые пятна на роторах приводят к неравномерному износу и изменениям толщины, вызывающим пульсацию педали. Твердые пятна могут быть результатом некачественного литья или чрезмерного нагрева, который вызывает изменения в металлургии роторов. Липкий суппорт или тормозной тормоз могут вызвать нагрев ротора и увеличить риск образования твердых пятен. Жесткие горшки часто можно увидеть как обесцвеченные пятна на лицевой стороне ротора.
Шлифовка соскребает верхушки твердых участков и восстанавливает плоскостность и параллельность, но это только временное решение. Рано или поздно твердые точки обычно возвращаются, и у вас снова возникает одна и та же проблема. Лучшим вариантом ремонта здесь будет замена ротора. Еще одна проблема с роторами — трещины. Трещины могут образоваться в результате плохой металлургии в роторе (слишком твердый и слишком хрупкий, потому что ротор слишком быстро остыл в процессе литья). Чаще всего они являются результатом чрезмерного нагрева (сильное продолжительное торможение или перетаскивание).Небольшие поверхностные трещины допустимы, и их часто можно удалить путем шлифовки. Но большие или глубокие трещины ослабляют ротор и увеличивают риск катастрофического отказа.
РОТОРЫ ШЛИФОВАЛЬНОГО ТОРМОЗА
Эти споры ведутся годами. Большинство поставщиков настольных и автомобильных токарных станков говорят, что шлифование после точения не требуется, если используются правильные скорости подачи и острые токарные коронки. Отделка должна соответствовать спецификациям и не вызывать проблем.
Сторонники шлифования, с другой стороны, говорят, что оно улучшает отделку, делая роторы более гладкими.Шлифовка удаляет острые выступы, рваный и гнутый металл, оставленный на поверхности токарными насадками, и может улучшить качество обработки поверхности на 2–5 микродюймов для лучшего ощущения педали, посадки колодки и общих характеристик тормоза.
Роторы можно шлифовать различными способами. Один из них — нанести ненаправленную отделку наждачной бумагой № 120–150 на плоский шлифовальный блок. Прижмите пару шлифовальных блоков к ротору примерно на 60 секунд, пока ротор вращается на токарном станке с нормальной скоростью. Другой метод — использовать гибкую головку в форме шарика в ручном сверле для полировки поверхностей ротора (средняя зернистость 120 или мелкая зернистость 240).Третий метод — использовать абразивную подушку в сверле, но некоторые говорят, что этот метод опасен, потому что трудно выполнять ровную работу, а налет металла на подушке может фактически сделать поверхность более шероховатой, если не использовать новую подушку для каждой стороны. ротора.
Лучший совет при шлифовании — делать это осторожно, равномерно и не удалять слишком много металла. Минуты или меньше с каждой стороны должно быть достаточно.
Связанный с этим вопрос заключается в том, следует ли очищать роторы после их обточки или шлифовки.Хотя мало кто на самом деле тратит на это время, мытье горячей мыльной водой может удалить кусочки металла, которые в противном случае могли бы застрять в новых подушках. Те, кто моет роторы, говорят, что это снижает проблемы с шумом.
НОВЫЕ ТОРМОЗНЫЕ РОТОРЫ
Следует ли очищать новые роторы перед установкой? Большинство поставщиков роторов говорят нет. Роторы обрабатываются в соответствии со спецификациями и готовы к установке «как есть» с завода. Замена поверхности просто сокращает срок службы роторов и увеличивает риск биения ротора, которого изначально не было (если используется настольный токарный станок).
Обратной стороной этой позиции является то, что новые роторы могут быть не такими совершенными, как заявляют производители. Очистка роторов перед их установкой — дешевая страховка от повторного использования.
Возвращение производителей состоит в том, что качественные роторы не нуждаются в чистке. Если есть проблема, то только с дешевыми роторами низкого качества и не производятся с жесткими допусками. Это хороший повод покупать качественные роторы у надежного поставщика.
Обновление: предупреждение о проблемах Raybestos на «легких» роторах
Raybestos, ведущий поставщик тормозов на вторичном рынке, выпустил предупреждение о тормозных дисках китайского производства, которые опасно тоньше, чем роторы тормозных механизмов известных производителей и оригинального оборудования.Легкие роторы продаются в различных магазинах автозапчастей ничего не подозревающим потребителям в качестве стандартных сменных роторов. Но толщина дисков в этих «легких» роторах была уменьшена за счет увеличения воздушного зазора между поверхностями ротора. Это экономит от 4 до 5 фунтов. чугуна на ротор и снижает производственные затраты на 3–4 доллара на ротор. К сожалению, этот трюк также снижает прочность ротора (что важно для противодействия растрескиванию и поломке ротора), способность ротора поглощать и рассеивать тепло, а также способность безопасно восстанавливать поверхность ротора при следующей замене колодок.
Советы по проверке и замене тормозных роторов:
1. Осмотрите ротор на предмет признаков перегрева и трещин. Обязательно проверьте воротник (область, где ступица встречается с пластиной) и внешний край. При обнаружении трещин или механических повреждений ротор необходимо заменить.
2. Сравните толщину пластин ротора с пластинами оригинального или высококачественного ротора. Если возможно, взвесьте ротор на весах и сравните. Если вес и толщина листа значительно ниже оригинального или высококачественного ротора, замените ротор.
3. Измерьте биение ротора и ступичного подшипника с помощью индикатора часового типа. Также проверьте толщину ротора микрометром. На большинстве автомобилей боковое биение более 0,002 дюйма вызывает жалобы на пульсацию.
Примечание: Если установлен новый ротор, обработка ротора не требуется.
4. Осмотрите пыльники поршня суппорта на предмет тепловых повреждений. Материал должен быть бездефектным и податливым. Ботинки могут быть повреждены из-за повышенных температур и даже загорятся.Любое повреждение пыльника приведет к повышенному износу уплотнения суппорта. При необходимости замените поврежденный пыльник или суппорт.
5. Соберите суппорт и кронштейн. Смажьте все направляющие, штифты и крепеж соответствующей смазкой.
6. Замените тормозные колодки, если они остекленели или имеют другие признаки других механических повреждений, например, подъем кромок. Часто чрезмерное нагревание изменяет химическую структуру фрикционного материала и приводит к его отделению от опорной пластины.
7. Выполните тест-драйв автомобиля. Если были установлены новые колодки, выполните процедуру обкатки, рекомендованную производителем.
ПРЕДУПРЕЖДЕНИЕ: НЕ ИСПОЛЬЗУЙТЕ МАСЛО, СМАЗКУ, ПРОТИВОЗАДИРНЫЕ ИЛИ
СМАЗКИ ЛЮБОГО ТИПА ПРИ ЗАТЯЖЕНИИ ГАЙКОВ ПРОКЛАДОК!
Правильный момент затяжки гаек очень важен по трем причинам. Один состоит в том, чтобы предотвратить ослабление гаек и ослабление колеса, другой — во избежание перекоса тормозного ротора за колесом, а третий — во избежание поломки шпилек.Для окончательной затяжки зажимных гаек следует использовать динамометрический ключ, и гайки всегда следует затягивать с рекомендованными характеристиками.
ВНИМАНИЕ: Момент затяжки гаек с проушинами всегда относится к шпилькам и гайкам CLEAN и DRY . Это означает отсутствие масла, смазки, противозадирных средств и каких-либо смазок. Любой из этих продуктов уменьшит трение между нитками. Это может показаться хорошим средством для предотвращения ржавчины и замерзания гаек наконечников, но уменьшение трения означает, что гораздо более высокий процент приложенного крутящего момента (до 25% или более) будет направлен на нагрузку гаек наконечников.Конечным результатом может быть перекос тормозного ротора или поломка шпилек!
Шпильки колес следует очистить проволочной щеткой от ржавчины и грязи. ПЕРЕД установкой колес . Если гайки проушин сильно заржавели или имеют поврежденную резьбу и не могут легко поворачиваться на шпильках, замените гайки проушин. То же самое касается колесных шпилек с поврежденной или сильно корродированной резьбой. И не забудьте установить колеса СУХОЙ без резьбы.
Другие статьи о тормозах:
Скажи «нет» шуму тормозов
Гашение шума тормозов
Устранение шума тормозов
Устранение распространенных проблем тормозов
Завершение работы тормозов
Тормозные роторы
Меры предосторожности в отношении композитных дисковых тормозов Роторы
Симпозиум Big Three Brake (Информация о шлифовке ротора с использованием настольных и автомобильных токарных станков)
Щелкните здесь, чтобы увидеть больше технических статей
Нужна информация из руководства по заводскому обслуживанию для вашего автомобиля?
Mitchell 1 Инструкции по ремонту своими рукамиОборудование для токарного станка для тормозных дисков
В нашем магазине есть заказы на оборудование для центровки тормозных дисков, запчасти, а также необходимые комплектующие для полноценной работы.
Что такое станок для проточки тормозных дисков?
Это устройство способно восстановить заводские параметры тормозной системы автомобиля, а именно исправное состояние тормозных дисков без необходимости их замены на новые. Процесс нарезки дисков на токарном станке занимает немного времени и даже не требует их снятия с машины.
Прекратите терять прибыль!
Для сервисных мастерских восстановление тормозных дисков является частной деятельностью и приносит дополнительный доход и репутацию среди конкурентов.Особенно это актуально в центрах, где проводится комплексное обслуживание тормозных систем автомобиля и замена тормозных колодок. Но в небольших мастерских можно успешно использовать токарно-восстановительное оборудование. Ведь для работы не нужна высокая квалификация персонала или наличие дополнительного оборудования.
Тормозные диски можно перемещать прямо на автомобиле. Достаточно купить простейшую базовую модель машины и снятые с машины диски. В этом случае вам понадобится универсальная модель станка.
Кто победитель?
Льготы получают обе стороны, как владелец транспортного средства, так и автоцентр. Как было сказано выше, автоцентр — это дополнительная услуга и прибыль, но что получает владелец машины? Владелец автомобиля экономит деньги на поиске и покупке новых оригинальных тормозных дисков и экономит время. В результате он получает не только отличные тормоза в машине, но и сохраняет оригинальные диски, установленные на заводе при изготовлении автомобиля.Совсем не факт, что вы покупаете исключительно качественный новый тормозной диск взамен старых.
Каков результат проточки дисков?
В результате получается ровный, гладкий тормозной диск. Следующие недостатки будут исправлены;
- Кромка на краю диска, образовавшаяся от износа при торможении, была удалена.
- Устранена шероховатость поверхности.
- Коррекция биений (кривизны) диска, полученных в результате работы и интенсивного нагрева.
- Тормозной путь автомобиля будет сокращен за счет более тесного контакта с тормозными колодками.
- Пропадет скрип и отказ педали тормоза
Подготовка к установке тормозного ротора | Знай свои запчасти
Предполагается, что новые роторы, оригинальные или неоригинальные, должны быть закончены в соответствии со спецификациями и готовы к установке из коробки. Не должно быть никаких причин для «чистки» стрижки. Если он есть, вам нужно найти другого поставщика ротора.
Производственные допуски на биение ротора на большинстве новых роторов составляют в среднем около 0,002 дюйма или меньше, с максимальным верхним пределом 0,004 дюйма. Некоторые автомобили необычно чувствительны к биению ротора. Всего лишь 0,0015 дюйма биения на этих автомобилях может вызвать заметную пульсацию педали. Итак, если новый ротор имеет биение 0,004 дюйма или более из коробки, а ваш токарный станок по тормозам настолько точен, что может резать роторы с биением менее 0,002 дюйма, сделайте это, если считаете, что это необходимо.В противном случае не резайте новые роторы на токарном станке.
Если в узле ротора при установке на транспортном средстве наблюдается биение, его можно опустить тремя способами. Сначала попробуйте проиндексировать ротор и изменить его положение на фланце, чтобы компенсировать биение двух компонентов. Во-вторых, между ротором и фланцем можно установить корректирующие пластины. Эти конические прокладки можно поворачивать для минимизации биения. В-третьих, использование автомобильного токарного станка с тормозами может сократить любое боковое биение ступицы и фланца в сборе.
Поверхность
Если вы ремонтируете роторы, рекомендуется нанести ненаправленную отделку. Технология, лежащая в основе ненаправленной отделки, заключается в том, что царапины на поверхности идут в разных направлениях, поэтому вероятность вибрации и шума площадки меньше. Ненаправленная отделка не длится вечно (может быть, от нескольких сотен до нескольких тысяч миль езды, в зависимости от использования тормозов), но ее хватает на то, чтобы новые колодки сели на место и не позволяли покупателю заметить какой-либо шум от новых установлены колодки.
Ненаправленное покрытие ротора можно нанести разными способами. Его можно наносить абразивным диском в дрели или специальной щеткой для полировки ротора. Эти абразивные инструменты сбивают острые выступы на поверхности ротора.
Гладкость поверхности трения ротора описывается с помощью микроволокнистости или коэффициента RA. RA означает «Средняя шероховатость» и представляет собой способ измерения гладкости ротора. Большинство токарных станков в хорошем состоянии и при правильном использовании дают очень приемлемые значения RA.Отделка необходима для переноса материала для органических и керамических подушек. Правильная отделка также важна для полуметаллических колодок, чтобы они могли иметь правильный коэффициент трения во время первоначальной обкатки. Если поверхность слишком гладкая, может быть невозможно равномерно передать фрикционный материал на ротор. Если поверхность слишком шероховатая, это может вызвать чрезмерный шум и снизить уровень трения.
Ненаправленная отделка может помочь в процессе укладки и создания переходного слоя.Это также может препятствовать тому, чтобы канавки ротора тянули и давили на колодку, как пластинка перемещает иглу.
Уборка
Если вы поворачиваете роторы острыми битами и используете правильную скорость подачи и глубину резания, вероятно, нет необходимости наносить ненаправленную отделку в качестве последнего шага. Роторы должны быть готовы к установке — при условии, что вы их предварительно очистите. Если не мыть роторы, на поверхности может остаться много остатков, которые могут застрять в колодках и, возможно, вызвать проблемы с торможением и шумом.Опрыскивание роторов аэрозольным очистителем тормозов с последующим их протиранием — это лучше, чем ничего, но на самом деле это не очень хорошо удаляет поверхностный мусор. Вам понадобится теплая мыльная вода, хорошая жесткая щетка и немного смазки для локтей.
SAE J2928: Стандарты ротора
В 2012 году Обществом автомобильных инженеров (SAE) была одобрена процедура испытаний ротора послепродажного обслуживания под названием «Процедура термического растрескивания тормозного ротора J2928 для автомобилей с полной массой менее 4540 кг». Документ представляет собой сочетание текущих отраслевых тестов и лучших практик.Целью документа было провести стандартизированный тест, который мог бы оценить способность вторичного ротора противостоять растрескиванию с помощью динамометра.
Для техников и водителей J2928 может изменить процесс принятия решения о том, какие роторы установлены на транспортном средстве.
Тест
В процедурах испытанийSAE J2928 ротор подвергается 150 тепловым циклам. Тепловой цикл — это когда холодный ротор доводится до высокой температуры. Во время теплового цикла ротор расширяется и сжимается. Это может вызвать усталость ротора, которая может вызвать растрескивание и разрушение конструкции.
В течение 150 тепловых циклов осматривается ротор; это включает в себя размеры и любые видимые признаки повреждений. Целью испытания является термическая и механическая нагрузка на ротор, чтобы выявить любые дефекты в металлургии или конструкции. J2928 также описывает, как документировать и классифицировать трещины.
В отличие от оценки USDA или рейтинга фильмов, SAE J2928 представляет собой всего лишь документ с рекомендуемыми процедурами. Отрасль должна принять и принять эти тесты. Цепочка поставок может выиграть от сравнения и оценки производителей роторов для оценки согласованности и подотчетности.Это принесет прямую пользу магазинам.
Маркетинг J2928
Ни один производитель ротора не может утверждать, что прохождение 150 тепловых циклов означает, что его роторы останавливаются раньше, издают меньше шума или служат дольше. J2928 не проверяет это. Производитель также не может утверждать, что, поскольку его роторы испытаны с J2928, они соответствуют государственному стандарту, установленному DOT или NHTSA.
Производитель ротора может заявить, что его роторы были испытаны с использованием SAE J2928 и оценены с использованием принятых в отрасли критериев эффективности; или что его роторы соответствуют принятым в отрасли критериям годен / не годен в отношении количества циклов нагрева без серьезных трещин.
Итог
SAE J2928 — это шаг вперед, потому что он помогает всем участникам цепочки поставок говорить на одном языке. Он также устанавливает критерии, когда речь идет об измерении роторов на вторичном рынке.
SAE J2928 — это:
- Процедура тестирования ротора на вторичном рынке.
- Серия из 150 тепловых циклов, выполненных на динамометре.
- Измерение тепловой и конструктивной адекватности ротора.
- Способ измерения, классификации и документирования трещин в роторе.
- Инструмент цепочки поставок для контроля качества продаваемой продукции.
- Способ сравнения ротора на вторичном рынке с ротором оригинального производителя.
- Измерение роторов на биение и изменение толщины.
- Спецификация для ротора, который соответствует процентной доле веса исходного ротора.
- Спецификация ротора, который должен находиться в пределах определенных допусков на размеры.
SAE J2928 не является:
- Способ исправления неисправных роторов.
- Обязательно для всех производителей, включая OEM.
- Показатель эффективности или тормозного пути на автомобиле.
- Мера шума или прочности.
- «Сертификация» или «одобрение» ротора.
- Выполняется на транспортном средстве.
- Определение конструкции лопастей ротора.
Регулировка стальных тормозных дисков на токарном станке (bmw airhead)
Это очень распространенная проблема на мотоциклах, особенно со стальными или нержавеющими дисками. У меня уже был этот аргумент на другом форуме, но поскольку это касается личной безопасности, я готов Чтобы иметь его снова, сталь / нержавеющая сталь не подходят для изготовления дисковых тормозов, и если у вас нет бездонных карманов и вы не можете позволить себе экзотику, такую как диски из углеродного композита (которые плохо работают на низких скоростях), лучший материал — чугун .Причина этого в том, что благодаря своим тепловым свойствам и зернистой структуре он равномерно и быстро рассеивает тепло по всей своей массе. Проще говоря, энергию нельзя ни создать, ни уничтожить, она просто меняет форму. В двигателе вашего велосипеда используется жидкое топливо для создания тепла для расширения воздуха и ускорения мотоцикла. Когда вы нажимаете на тормоза, они превращают ускорение в тепло. Работа дисков заключается в том, чтобы как можно быстрее и равномернее отводить это тепло. Если они не могут этого сделать, они деформируются из-за неравномерной температуры диска.Если вы удалите массу с диска путем снятия или измельчения, они станут еще хуже рассеивать тепло и снова деформируются. У большинства ремонтных мастерских есть скипы, полные деформированных дисков из нержавеющей и стали, и если вы будете очень усердно ездить на мощном байке, вы обнаружите, что нержавеющая / сталь деформируется почти так же быстро, как вы можете их установить, в то время как чугун редко дает проблемы, пока они не станут настолько изношенными (тонкими), что они тоже не смогут справиться, и тогда даже они будут деформироваться. Посмотрите, есть ли возможность переоборудования диска для установки литого диска, увеличьте охлаждение в области диска, а также (если это применимо) убедитесь, что, если диск использует ступицу колеса для кондуктивного охлаждения, между ними нет слоя коррозии. диск и ступица.
Если вы погуглите «деформированные дисковые тормоза на мотоцикле» или что-то подобное, вы поймете, насколько серьезна проблема. Решением является вентилируемый диск из чугуна, но он уродлив и ржавеет. Просверливание отверстий имеет сомнительную ценность, это ничего не дает для охлаждения. или даже теплопроводность, и в начале семидесятых, когда диски из нержавеющей стали впервые появились на японских мотоциклах (они работали не очень хорошо, и совсем не на мокрой дороге, люди умирали!), отверстия препятствовали образованию пара. при торможении на мокром диске, когда колодки отрываются от диска, что приводит к потере тормоза.они даже пробовали маленькие щетки стеклоочистителя, чтобы снимать воду. Короче говоря, это неправильный материал, потому что нержавеющая сталь и сталь хорошо полируются, а чугун — нет. без изменения материала они будут постоянно деформироваться.
Фил
Великобритания
Царапая поверхность — Auto Service World
Диск или барабан, АБС или нет, остановить просто: сожмите ротор или разверните его внутри барабана, и вы на месте. В течение многих лет полная работа тормозов включала повторную полировку поверхности, на которую опираются новые колодки или накладки, и для достижения этой цели было разработано множество эффективных механизмов.Тормозной токарный станок есть в каждом серьезном цехе, но сколько техников действительно учитывают эффект свежей поверхности, создаваемой токарным станком? Норман Эбботт, президент OE Quality Friction из Миссиссоги, Онтарио, провел серию экспериментов, демонстрирующих некоторые удивительные свойства дисковых тормозов при различных условиях чистовой обработки ротора.
В середине восьмидесятых годов индустрия трения в целом и Norman Abbott в частности столкнулись с проблемами. Работая на крупного поставщика фрикционных тормозов для крупной канадской сети установщиков, некоторые автомобили Chrysler K испытали очень плохое торможение после установки колодок его фирмы.Применив некоторые базовые инженерные принципы для выявления проблемы, в том числе оснастив новый автомобиль акселерометрами, Эбботт обнаружил, что отделка ротора имеет решающее значение для адекватных тормозных характеристик.
«В то время они платили своим техникам премию за вращение роторов, — говорит Эбботт, — и они вынимали новые роторы из коробки и поворачивали их перед установкой на автомобиль. Мы также обнаружили, что тормозные станки были в ужасном состоянии. Мы закончили снимать видео, чтобы объяснить важность обработки поверхности.”
В 1997 году Abbott запустила OE Quality Friction, и постепенно« проблемы »возобновились. Эбботт утверждает, что это произошло из-за азиатского импорта ротора: «Китайцы начали производить роторы и барабаны в середине восьмидесятых и наводнили рынок дешевой продукцией. Люди говорили: «Мне не нужно крутить роторы; так же дешево поставить две новые ». Проблема отделки ротора исчезла, но когда китайцы стали доминировать на рынке и цены поднялись, мы вернулись к механической обработке.Последней каплей стал наш собственный кубический фургон GMC. Наш местный гараж проверял роторы, и когда я его отогнал, у него вообще не было тормозов. Это напугало меня ».
Компания Abbott решила что-то предпринять, чтобы решить проблему повторного появления проблемы с отделкой, и в процессе обновила исходный тест «восьмидесятых», чтобы доказать некоторые интересные факты о поверхности ротора.
«В восьмидесятые годы из-за некоторых проблем с сырьем как на рынке оригинального оборудования, так и на вторичном рынке полуметаллические материалы приобрели плохую репутацию для обработки роторов.Люди начали «выжимать сок» из трения, чтобы попытаться поднять уровень трения. Плохое качество тормозных колодок было проблемой. Оказалось, что самой главной проблемой был загрязненный графит. Двадцать пять лет спустя люди все еще говорят, что полуметаллические колодки забивают роторы, хотя это уже не так ».
Исследование Abbott показало, что ненаправленная отделка является ключом к хорошему торможению. Но что такое ненаправленная отделка? «Ненаправленная отделка обычно имеет крестообразный узор на поверхности ротора.Направленная отделка — это отделка, которая получается при шлифовке ротора режущим инструментом. Похоже на бороздки на виниловой пластинке ».
«Когда ротор вращается, ненаправленный ротор не оказывает динамического влияния на характеристики колодки. Однако с направленной отделкой спиральные канавки идут по спирали либо наружу, либо, с другой стороны автомобиля, внутрь. Спираль воздействует на тормозную колодку ».
Для проверки этой гипотезы компания Abbott использовала простой тест тормозного пути, предназначенный для поддержания всех остальных параметров торможения постоянными при изменении отделки ротора.Метод Эбботта проверил влияние направленности финиша ротора на Ford Taurus 2001 года выпуска. Чтобы исключить переменные в составе ротора, использовались оригинальные роторы Ford, выбранные для единообразия у одного производителя. Для каждого теста использовались новые прокладки, и условия окружающей среды были одинаковыми от теста к тесту. Abbott выбрала испытательную скорость 30 миль в час с усилием на педали 15 фунтов, измеренным манометром на педали. Почему 30 миль в час?
«40 — это слишком быстро, когда нужно смотреть на дорогу», — заявляет Эбботт, добавляя, «плюс АБС активируется при более высоком давлении на педали.”
Начиная с постоянной скорости 30 миль в час и при постоянном давлении на педаль тормоза 15 фунтов, тормозной путь был измерен для нескольких пробегов.
Базовый план был установлен с использованием как оригинального оборудования, установленного на заводе, так и запасных частей оригинального производителя. Результаты были очень последовательными, и было установлено базовое значение 70 футов. Затем новые роторы были повернуты в двух направлениях: с мелким шагом, установленным на 0,003 дюйма, и с грубым шагом 0,020 дюйма. Тест с мелким шагом вернул расстояние 105 футов, что на 50% больше, в то время как крупный шаг привел к колоссальному тормозному пути в 137 футов, что вдвое превышает характеристики ротора оригинального производителя.Роторы с крупным шагом также производили громкий щелкающий звук при торможении.
«Даже самый тонкий направленный финиш увеличивает тормозной путь, — сообщает Эбботт, — добавляя, — это означает, что вам нужно нажимать сильнее, чтобы добиться того же тормозного усилия».
Чтобы добиться ненаправленной обработки, роторы были обработаны после точения с помощью самого неавтомобильного инструмента: орбитальной шлифовальной машины. В результате тормозной путь составил 68 футов.
«Это показывает, что после удаления направленного покрытия с ротора характеристики тормозного пути тормозных колодок восстанавливаются», — заключает Эбботт.
Но являются ли канавки или их спиральный рисунок причиной потери тормозных характеристик? Кроме того, как риторически спросил Эбботт: «Что, если на роторах есть небольшие канавки. Должен ли я их повернуть? » Чтобы изучить эту проблему, на токарном станке инструментального цеха в другом наборе новых роторов были вырезаны концентрические канавки. Почему? «Канавки износа, вызванные накладками, не закручиваются внутрь или наружу по спирали, как канавки на токарном станке».
Удивительно, но концентрические канавки не привели к разнице тормозного пути по сравнению с оригинальной отделкой, оставив один вопрос без ответа: почему спиральная канавка вызывает чрезмерный тормозной путь?
У Эбботта есть гипотеза:
«Подушечки входят в канавки ротора, как игла в канавках пластинки.Он действует как нить. Подушечки выталкиваются наружу или внутрь, в зависимости от направления вращения резьбы. В конце концов, колодки ограничиваются суппортом. Они не могут идти дальше; они возвращаются в исходное положение, и процесс начинается снова и снова. Во время пружинения колодки не оказывают силы на ротор, и в этот период не происходит замедления транспортного средства ».
Теория Эбботта также объясняет щелчок, который слышен при очень грубой направленной отделке ротора.К другим последствиям, помимо увеличения тормозного пути, относятся чрезмерное усилие на педали, перегрев колодок и остекление, а также возможность блокировки задних колес на автомобилях без ABS.
Результаты наводят на мысль, что отделка ротора имеет решающее значение для хорошего торможения, независимо от выбранного фрикционного материала или марки колодки. И правильная отделка — ненаправленная. Как просто говорит Норман Эбботт, «это требует дополнительного времени, но оно того стоит».
***************************************
Роторы: заменить или повернуть?
Президент OE Quality Friction Норман Эбботт рекомендует следующее при обслуживании тормозных роторов:
— Если на роторах есть лишь небольшие зазубрины или канавки, ОСТАВЬТЕ ИХ ОДНИМ:
— Если на роторах имеются сильные зазубрины или канавки, ЗАМЕНИТЕ ИХ.