Поломка коленчатого вала. Причины выхода из строя. Ремонт коленвала. / Всё для моторов
Поломка коленчатого вала. Причины выхода из строя. Ремонт коленвала.
Коленчатый вал силового агрегата постоянно находится под высокими нагрузками, вследствие чего он является одной из самых уязвимых деталей, восстановление которой занимает много времени и стоит недешево.
На коленвал постоянно воздействуют различные силы, начиная от высокого давления газов, которое вызвано работой поршневой группы, неправильными условиями эксплуатации автомобильного двигателя и заканчивая постоянно возникающим большим уровнем инерции. Заметим, что коленчатый вал относится к элементам, которым постоянно приходится испытывать всю силу циклических нагрузок, негативно отражающихся на целостности материала изготовления и значительно снижающих его прочность.
Особенности восстановления работоспособности коленвалов
Зачастую причиной выхода коленвала из строя является недостаточный уровень моторного масла, его неудовлетворительное состояние, продолжительная работа непрогретого силового агрегата на максимальных оборотах.
Устранить задиры можно, отшлифовав шейки коленчатого вала. При этом для этой процедуры существует несколько ремонтных размеров. Однако в процессе шлифовки возникает более серьезная проблема, которая связана с нагревом поверхности шейки, и снижением в связи с этим ее прочности. В результате разогрева сторон шеек нарушается геометрия коленвала — он искривляется, что может привести к его заклиниванию либо серьезному повреждению. В таком случае полностью восстановить вал вряд ли удастся, потребуется его замена.
Увы, но шлифовка является распространенной практикой ремонта коленчатого вала. Ошибочно мнение большинства даже самых опытных мотористов и автомехаников, что после ее проведения полностью восстановятся все характеристики детали, и она может продолжать работать, как и прежде. При этом нарушение геометрии детали можно попросту не принимать во внимание.
Нетрудно подсчитать центробежную силу, возникающую при вращении коленчатого вала силового агрегата со средними характеристиками (мощность, объем и т. д.). Эта цифра никогда не была маленькой. Ее среднее значение 8кН. Даже, несмотря на эту величину, единственным применяемым методом восстановления коленчатого валя, к сожалению, все равно является его шлифовка.
Характерные неисправности коленчатого вала
К наиболее распространенным из них относятся:
- нарушение геометрии коленвала;
- наличие деформаций (сколов, вмятин, царапин и т. д.) на поверхности вала;
- разбалансировка коленчатого вала, которая зачастую вызвана его искривлением;
- выработка отверстий масляных каналов, их засорение и прочие повреждения;
- пригорание вкладыша вследствие перегрева коленвала.
 (на различных типах автотранспорта эта неисправность характеризуется по-разному: на легковых авто на коленвале появляются задиры, а на грузовой технике ввиду повышенных нагрузок вкладыш пригорает моментально).
(на различных типах автотранспорта эта неисправность характеризуется по-разному: на легковых авто на коленвале появляются задиры, а на грузовой технике ввиду повышенных нагрузок вкладыш пригорает моментально).
Все эти неисправности вызывают повышенный износ, как самого коленчатого вала, так и других элементов силового агрегата.
Профилактика неисправностей
Главное – это соблюдение всех рекомендаций производителя, которые указаны в сервисной книге автомобиля. Основной критерий продолжительной работоспособности этого элемента — своевременная замена моторного масла в соответствии с его типом и спецификацией.
Необходимо подчеркнуть, что в сервисных книгах автопроизводители указывают регламентные сроки проведения ТО и замены расходников, которые не соответствуют особенностям эксплуатации транспортных средств в нашей стране. Поэтому, необходимо самостоятельно несколько занизить эти сроки либо брать в расчет рекомендации «для тяжелых условий эксплуатации».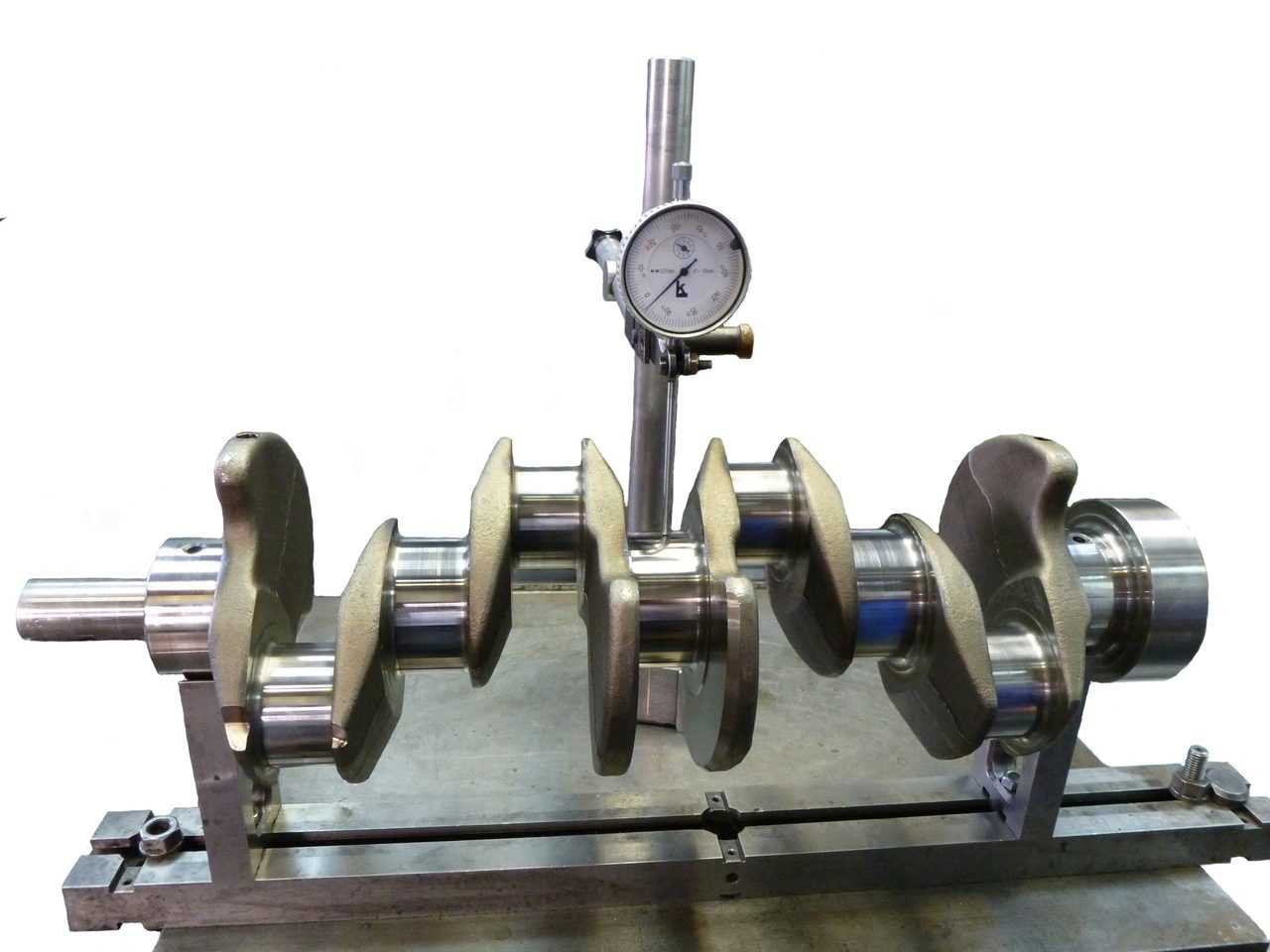
Ремонт коленчатого вала (коленвала) в сервисно-техническом центре
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т. У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна.
Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Основные операции:
- Мойка
- Дефектовка
- Шлифовка
- Полировка
В случае выхода детали из ремонтных размеров, восстановить шейки и посадочные места коленчатого вала можно при помощи технологии активированной дуговой металлизации.
Перед ремонтом коленчатый вал промывают в моечной машине, открываются заглушки. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм.
При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С.
Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала. Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер.
Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют.
Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача – 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача – 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, восстанавливают при помощи технологии активированной дуговой металлизации.
Восстановленные коленчатые валы подвергают динамической балансировке.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам.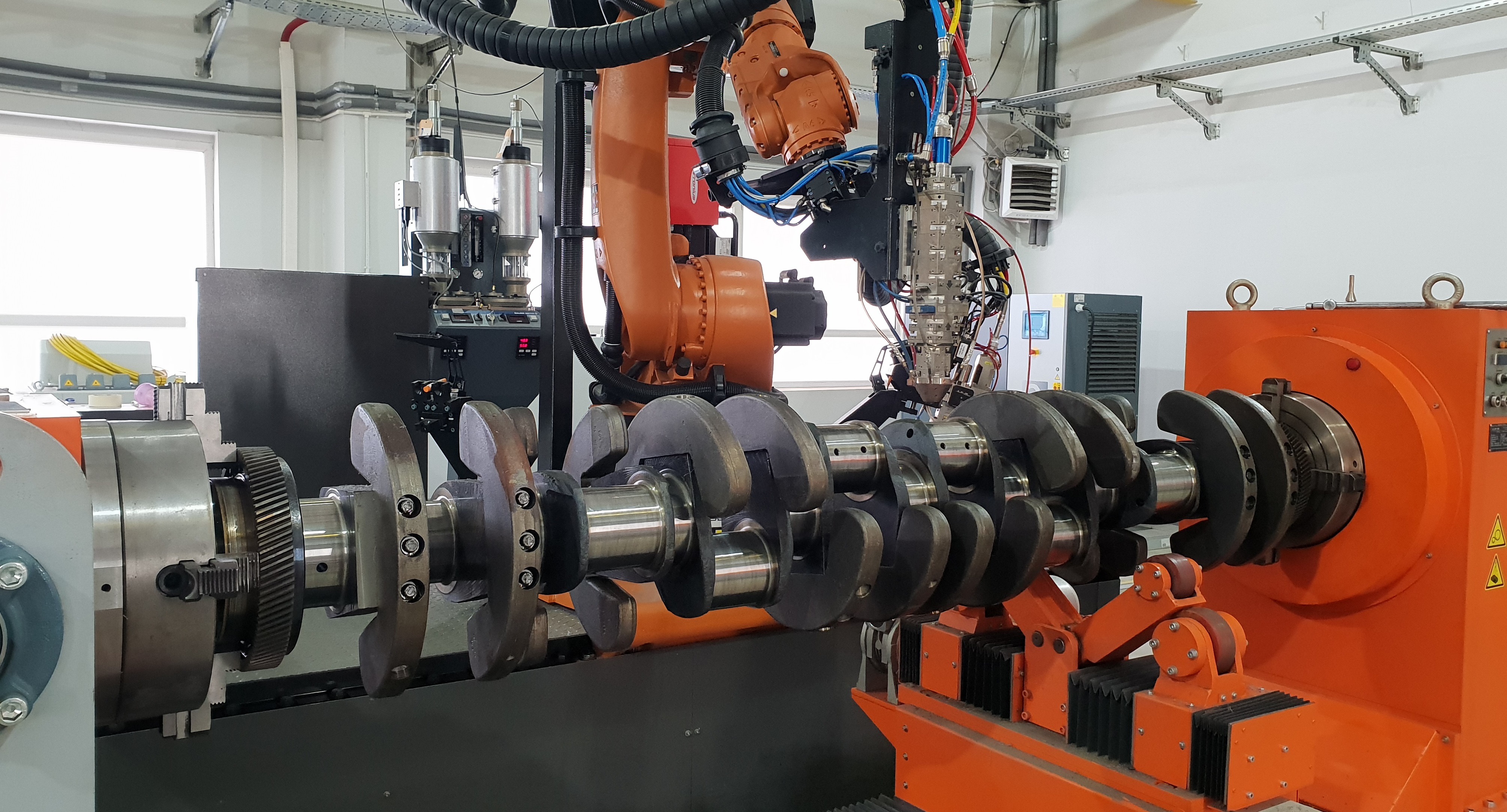
* Обращаем ваше внимание на то, что данный Интернет сайт носит исключительно информационный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437 Гражданского кодекса Российской Федерации.