ᐉ Ремонт кривошипно-шатунного механизма
Восстановление коленчатого вала
Коленчатые валы большинства двигателей изготовлены штамповкой из стали 45, 40Х, 50Т и ДР-У некоторых двигателей валы изготовлены литьем из высокопрочного магниевого чугуна. Основными дефектами коленчатых валов являются износ коренных и шатунных шеек и изгиб вала. Реже встречаются повреждения резьбы, трещины, износы шпоночных канавок, отверстий под болты крепления маховика, посадочных мест под шестерню и шкив, маслосгонной резьбы.
Коленчатый вал выбраковывают при наличии трещин, за исключением небольших продольных трещин на коренных и шатунных шейках длиной до 3 мм. При износе коренных и шатунных шеек, выходящем за пределы последнего ремонтного размера, коленчатые валы дизелей также выбраковывают.
Необходимость восстановления коленчатого вала и замены подшипников определяют по превышению допустимых зазоров в подшипниках.
Перед ремонтом коленчатый вал промывают в моечной машине ОМ-36000. Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Особенно тщательно промывают полости для центробежной очистки масла и масляные каналы. С помощью магнитного дефектоскопа проверяют наличие трещин на шейках вала.
Изгиб вала устраняют специальной правкой местным наклепом.
Изношенные посадочные места под. шестерню или шкив восстанавливают наплавкой в среде углекислого газа проволокой Св-18ХГСА с последующей обработкой под номинальный размер.
Изношенные шпоночные канавки и отверстия под штифты для установки маховика заваривают полуавтоматом в среде углекислого газа проволокой Св-08Г2С. Шпоночную канавку фрезеруют на том же месте, чтобы не нарушить установку распределительных шестерен. Заваренные отверстия после зачистки торцовой поверхности на токарном станке просверливают, зенкуют и развертывают на сверлильном станке.
Наиболее распространенным способом восстановления коренных и шатунных шеек коленчатых валов является шлифование их под ремонтные размеры, установленные для каждой марки двигателя. Перед шлифованием шеек должны быть устранены все другие дефекты вала.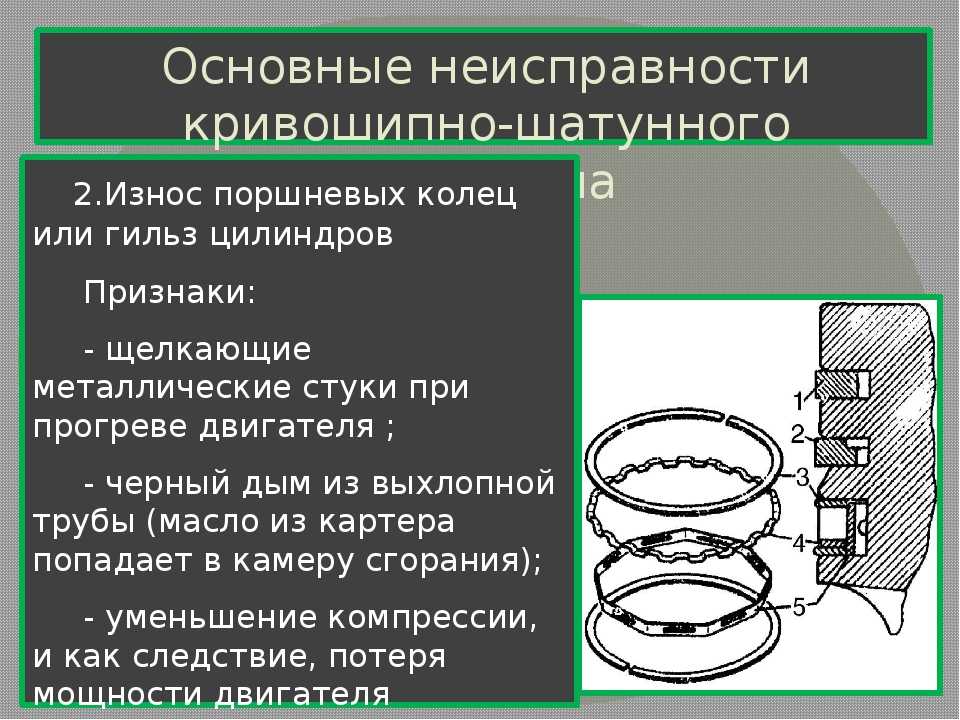 Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Измеряют шейки в двух сечениях на расстоянии 10 мм от щек и в двух плоскостях: в плоскости кривошипа и перпендикулярно ей.
Для шлифования шеек коленчатых валов применяют универсальный шлифовальный станок 3A423, на котором можно шлифовать как коренные, так и шатунные шейки, или специализированные станки. Все шейки шлифуют под один ремонтный размер. Сначала шлифуют коренные шейки, а затем шатунные. За установочные базы при шлифовании коренных шеек принимают фаску отверстия под храповик и фаску или отверстие в торце вала под подшипник. Предварительно эти базы проверяют и при необходимости исправляют. Для проверки коленчатый вал устанавливают в центрах и измеряют его биение по неизношенным поверхностям. Радиальное биение шейки под шестерню и фланца маховика не должно превышать соответственно 0,03 и 0,05 мм.
При шлифовании шатунных шеек за установочные базы принимают шейку под шестерню и наружную цилиндрическую поверхность фланца маховика или прошлифованные крайние коренные шейки.
Перед шлифованием отверстия масляных каналов зенкуют на сверлильном станке или электродрелью со специально заправленным абразивным инструментом или сверлом диаметром 14-16 мм с твердосплавными пластинками.
При шлифовании шатунных шеек коленчатый вал устанавливают в трехкулачковых патронах центросместителей передней и задней бабок. С помощью центросместителей ось коренных шеек смещают относительно оси пинолей передней и задней бабок на величину радиуса кривошипа. Угловая ориентация вала осуществляется индикаторным приспособлением по шлифуемой шейке. Для восприятия усилия, создаваемого при врезании в шейку абразивного круга, и предугреждения прогиба вала применяют люнет.
Рис. Приспособление для установки вала при шлифовании шатунных шеек: 1 — призма; 2 — шатунная шейка; 3 — индикаторное устройство.
Шейки коленчатого вала шлифуют электрокорундовыми кругами на керамической связке зернистостью 16-60, твердостью СМ2, CI, СТ1 и СТ2. Режим шлифования: окружная скорость шлифовального круга — 25-35 м/с; окружная скорость вала — 18-25 м/мин (при шлифовании коренных шеек) и 7-12 м/мин (при шлифовании шатунных шеек), поперечная подача круга — 0,003-0,006 мм/об, продольная подача — 7-11 мм/об. С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
С целью предотвращения образования микротрещин при шлифовании применяют обильное охлаждение.
Для получения шероховатости поверхности Ra 0,16-0,32 мкм после шлифования шейки полируют пастой ГОИ № 20-30 на установке ОР-26320 или на стенде 6749. На специализированных ремонтных предприятиях при больших программах ремонта для доводки шеек вместо полирования применяют суперфиниширование на специальном полуавтомате 3875К.
Шейки коленчатых валов автомобильных двигателей, вышедшие по размерам за пределы ремонтных, наплавляют автоматической наплавкой под слоем флюса и обрабатывают до номинальных размеров.
Восстановленные коленчатые валы подвергают динамической балансировке на специальной машине КИ-4274 или БМ-У4.
После шлифования и полирования шеек коленчатые валы и масляные каналы тщательно промывают и продувают сжатым воздухом.
При контроле восстановленных валов проверяют размеры, определяют конусообразность, овальность, бочко- и седлообразность всех шеек с помощью скобы, настроенной по концевым мерам. Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Взаимное расположение коренных и шатунных шеек, биение средних коренных шеек, поверхности фланца под маховик, биение поверхностей под шкив и шестерню, смещение осей шатунных шеек относительно общей плоскости, проходящей через первую коренную и первую шатунную шейки, а также радиус кривошипа определяют контрольными приспособлениями. Шероховатость поверхности определяют по образцам шероховатости.
Ремонт шатунов
Шатуны большинства автотракторных двигателей изготавливают из сталей 45, 40Х, 40Г и др. Основные дефекты шатунов: изгиб и скручивание стержня; износ отверстия нижней головки шатуна, втулки и отверстия верхней головки под втулку; износ опорных поверхностей крышки под гайки шатунных болтов и др.
Шатуны выбраковывают при наличии трещин, обломов, аварийных изгибов. Кроме того, шатуны двигателей СМД-60, СМД- 64 и их модификаций выбраковывают, если смяты треугольные шлицы на опорных поверхностях разъема нижней головки.
Рис. Приспособление КИ-724 для проверки шатунов: а — установка шатуна на приспособление; б — установка стрелки индикаторов на ноль; в — устройство оправки: 1 — шатун с крышкой; 2 — призма с индикаторами; 3 — ограничитель; 4 — плита; 5 — зажимной палец; 6 — рукоятка; 7 — оправка; 8 — опорная поверхность оправки; 9 — зажимной винт ограничителя.

Изгиб и скрученность шатунов проверяют при помощи индикаторных и оптических приспособлений. В мастерских общего назначения для проверки шатунов используют приспособление КИ-724, которое является универсальным и позволяет контролировать шатуны двигателей разных марок. Перед проверкой в отверстие плиты 4 приспособления вставляют оправу 7. При этом опорная поверхность 8 оправки для нижней головки шатуна должна находиться вверху, а зажимной палец 5 — внизу. Шатун без втулки верхней головки закрепляют на оправке 7. В отверстие верхней головки шатуна предварительно вводят малую оправку приспособления. Установив призму 2 на малую оправку, перемещают шатун вместе с оправкой и призмой до тех пор, пока упор призмы не коснется поверхности плиты. В таком положении закрепляют оправку рукояткой 6. Затем снимают шатун с приспособления, а призму с индикатором устанавливают на оправку 7 и перемещают, пока упор призмы не коснется поверхности плиты и стрелка индикатора не повернется на 1,0-1,5 оборота. В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
В этом положении стрелку верхнего индикатора устанавливают на ноль. Поворачивают призму на оправке так, чтобы измерительный стержень нижнего индикатора и второй упор соприкасались с плитой, и устанавливают на ноль стрелку другого индикатора.
Устанавливают шатун на оправке 7 так, чтобы его нижняя головка уперлась в ограничитель 3. Ставят призму на малую оправку верхней головки шатуна и подводят ее к плите. При касании упора призмы стрелка верхнего индикатора покажет величину изгиба в сотых долях миллиметра на длине 100 мм. Повернув призму другой стороной, нижним индикатором определяют величину скрученности шатуна.
Для шатунов дизелей всех марок изгиб не должен превышать 0,05 мм, а скрученность — 0,08 мм на длине 100 мм (расстояние между упором призмы и измерительным стержнем индикатора). Допустимый изгиб шатунов автомобильных двигателей 0,03 мм, допустимая скрученность 0,06 мм.
Шатуны, имеющие изгиб или скрученность, выходящие за допустимые значения, восстанавливают или выбраковывают. Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Допускается правка с подогревом стержня пламенем газовой горелки до температуры 450-500°С. Подогрев снимает внутренние напряжения в стержне шатуна, которые во время работы двигателя стремятся возвратить шатун в исходное (деформированное) состояние.
Износ отверстий нижней головки шатуна устраняют несколькими способами в зависимости от степени износа. Перед восстановлением проверяют опорные поверхности под головки шатунных болтов и гаек, а также плоскости разъема.
Опорные поверхности фрезеруют до выведения следов износа. Смятые или изношенные плоскости разъема фрезеруют или шлифуют до получения параллельности плоскостей с образующей отверстия. Непараллельность допускается не более 0,02 мм на всей длине плоскостей разъема.
Если слой металла, снятый шлифованием с плоскостей разъема крышки, не превышает 0,3 мм, а с плоскостей разъема шатуна 0,2 мм для дизелей и соответственно 0,4 и 0,3 мм для карбюраторных двигателей, то шатун собирают, затягивают гайки с нормальным усилием затяжки и растачивают, а затем шлифуют до номинального размера.
Если отверстия под вкладыши в шатунах изношены настолько, что с плоскостей разъема требуется снимать слой металла больший, чем указано выше, то отверстия восстанавливают наращиванием слоя металла (железнение, газопламенное напыление и др.) с последующей обработкой под номинальный размер.
Газотермическое напыление коренных шеек коленчатого вала ЯМЗ 238. Роботизированный комплекс
Изношенное отверстие под втулку в верхней головке шатуна растачивают или развертывают до выведения следов износа и запрессовывают втулку увеличенного размера по наружному диаметру. Отверстие под втулку растачивают на станке УРБ-ВП-М или на токарном станке с помощью специального приспособления. После расточки втулку раскатывают роликовыми раскатниками на тех же станках. При растачивании оставляют припуск на раскатку 0,04-0,06 мм. Процесс раскатки уменьшает шероховатость поверхности и увеличивает прочность посадки втулки на 70—80%.
Изношенные втулки верхней головки шатуна восстанавливают обжатием с последующим наращиванием наружной поверхности меднением, осадкой в шатуне, термодиффузионным цинкованием с последующей механической обработкой.
Ремонт поршней и пальцев
В большинстве двигателей поршни изготовлены из сплавов алюминия. В процессе эксплуатации в них возможны следующие дефекта: износ наплавляющей части (юбки) поршня, канавок под поршневые кольца и отверстий в бобышках под поршневой палец; задиры и трещины. Основной дефект поршневых пальцев — износ наружной поверхности под втулку верхней головки шатуна и под отверстия бобышек поршня, возможны трещины, сколы и забоины.
Поршни и поршневые кольца, изношенные свыше допустимых пределов размеров, не восстанавливают. При текущем ремонте изношенные отверстия бобышек развертывают под палец увеличенного размера. Чтобы сохранить соосность отверстий, их разворачивают специальной длинной разверткой за один проход. После развертывания проверяют диаметр отверстия индикаторным нутромером и перпендикулярность оси отверстий к оси (или образующей) поршня на специальных приспособлениях.
Ремонт кривошипно шатунного механизма
Автор: Сочи Авто Ремонт
Рубрика: Двигатель
Ремонт кривошипно шатунного механизма — Многие автолюбители предпочитают сами провести несложный ремонт двигателя автомобиля. Для того, чтобы напомнить, как провести ремонт кривошипно-шатунного механизма двигателя автомобиля, мы предлагаем пошаговую инструкцию.
Для того, чтобы напомнить, как провести ремонт кривошипно-шатунного механизма двигателя автомобиля, мы предлагаем пошаговую инструкцию.
Такой ремонт вы, конечно же, делаете не каждый день и чтобы ничего не упустить, почитайте простые советы. Если что-то не понятно — обратитесь к автомеханику, чтобы совсем не загубить сердце вашего железного коня!
Ремонт кривошипно шатунного механизма
Нажмите на картинку чтобы увеличить изображение
В современных двигателях сложность ремонта заключается в том, что при сравнительно низкой твердости деталей требования соблюдение технических условий к сборке высоки. Например, при запрессовке гильзы, не большое увеличение усилия, может привести к их закруглению.
Для выполнения сборки, ремонта деталей и испытание, необходимо сделать следующее:
1. Перед ремонтом двигатель должен чистым.
2. Проверить техническое состояние двигателя при помощи специальных инструментов, они определяют неисправность и вид ремонтных работ.
3. Снимать двигатель с автомобиля следует только в том случае, если ремонт без его снятия не возможен.
4. Двигатель следует разбирать до предела, который обеспечит устранение той или иной неисправности.
5. Пригодные к работе, снятые гайки и болты необходимо укладывать в специальные ящики. А сорванные болты и гайки следует заменить.
6. Все люки, отверстия, концы отсоединенных трубок нужно закрыть бумагой или заглушками.
7. При разборке не разукомплектовывать:
крышки подшипников и с блоком цилиндров — картер сцепления;
с маховиком — коленчатый вал;
с крышками шатунов – шатуны.
8. Не меньше 1/3 толщины шайбы должны иметь развод пружинные шайбы.
9. Сальники самоподжимные должны устанавливаются так, чтобы кромка была направлена в ту сторону, где находится полость с маслом.
Основные неисправности двигателя это: износ поршневых колец и поршней, гильз и вкладышей коленчатого вала; поломка навесного оборудования; деталей распред механизма; утечка охлаждающей жидкости.
При проходящем ремонте двигателя заменяются такие детали: поршни, цилиндры, кольца, пальцы, вкладыши коренных и шатунных подшипников, шатуны, шестерня и шкив колен вала, детали крепежные, сальники и прокладки.
Ремонт кривошипно шатунного механизма двигателя видео часть 2
Ремонт кривошипно шатунного механизма двигателя Ремонт кривошипно шатунного механизма двигателя
Удачного вам ремонта и пусть ваш железный друг служит вам без проблем!
Понравилась статья? Поделись с друзьями в соц.сетях!
Цены | Crankshaft Craftsmen
1960 W. West Maple Road, Commerce Twp, MI 48390
Звоните сейчас 248-313-9685
Прайс-лист на обслуживание коленчатого вала
В следующем прайс-листе указаны часто продаваемые товары. Пожалуйста, позвоните нам, чтобы узнать конкретные цены на менее распространенные детали, шлифовку по индивидуальному заказу, сварку и высокопроизводительную шлифовку. Если вы занимаетесь ремонтом или ремонтом двигателей, позвоните нам, чтобы узнать специальные цены.
Пожалуйста, позвоните нам, чтобы узнать конкретные цены на менее распространенные детали, шлифовку по индивидуальному заказу, сварку и высокопроизводительную шлифовку. Если вы занимаетесь ремонтом или ремонтом двигателей, позвоните нам, чтобы узнать специальные цены.
AMC — старые джипы
4-цилиндровый: 140,00 долларов США
6-цилиндровый двигатель: 155,00 долларов США
V-8: 155,00 долларов США
BMW
6-цилиндровый двигатель (рядный): 190,00 долларов США
V-8: 200 долларов США. 00
V-10: 220,00 $
BUICK
6 цилиндров : 140,00 долл. США
V8 215-350: 145,00 долл. США
Chevrolet
4 цилиндра: 140,00 долл. США
5 цилиндров 3,7/ 4.2: 160,00 долл. США
6-цилиндровый рядный: 170,00 долл. США
V6: 140,00 долл. США
V8 283 — 327 — 350 Малый блок: $140,00
V8 396 — 400 — 427 — 454 Большой блок: 165,00 долл.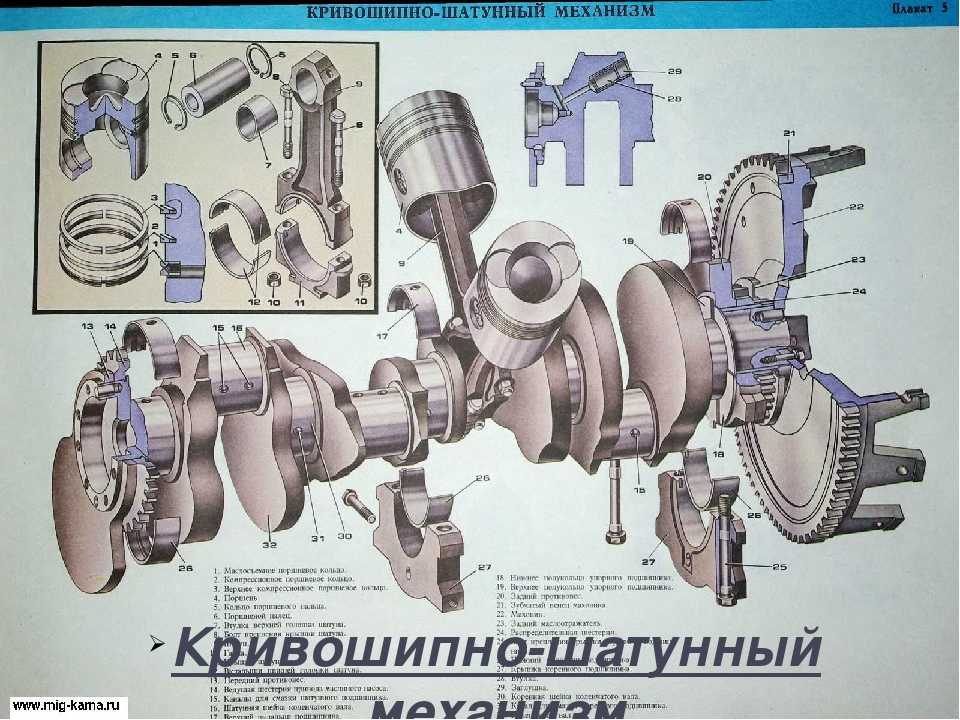 США
США
V8 LS 4,8 — 5,3 — 6,0 — 6,2 — 7,0: 140 долл. США
Chrysler — Jeep
4 цилиндра: 140,00 долл. США
V6: 140,00 долларов США
V8 318–340: 140,00 долларов США
V8 Hemi 5.7 — 6.1 — 6.2 — 6.4 — 7.0: 155,00 долларов США
V8 4,7: 170,00 долларов США
V8 360 — 383 — 400 — 426 — 440: 160,00 долларов США
V10 Viper: 200,00 долларов США
JEEP CAM: $100,00
CADILLAC
V8 4.1 / 4.5 / 4.9: 145,00 долларов США
V8 4,6 Northstar: 145,00 долларов США
Маленький Двигатель
Одноцилиндровый Briggs — Kohler — и т. д.: 100,00 долларов США
Двухцилиндровый — Briggs — Kohler — и т. д.: 110,00 долларов США
| Ford 4 цилиндра Авто: $140.00 4 цилиндра Трактор 120 — 134 -172: 155,00 долл. США 6 Цилиндр Рядный: 155,00 долл. США 6 Цилиндр: 140,00 долл.  США США V8 289- 302: 140,00 долл. США V8 351 — 400: 155,00 долл. США V8 330 — 3 60–390–427–428: $155,00 V8 4,6–5,4: 140,00 долл. США V8 370–429–430–460: 155,00 долл. США V10: 190,00 долларов США 6,0/6,4/6,7 ДИЗЕЛЬ: 250,00 долларов США Oldsmobile Pontiac Subaru Импорт Полировка Сварка — шлифовка Дополнительный Magnaflux Шатуны большого радиуса — дополнительные Плата |
Цены балансировки
Только шатун: 140,00 долларов США
Полная сборка: 325,00 долларов США
Нулевая балансировка: 365,00 долларов США
GX Honda: 140,00 долларов США
Маховик + демпфер: 25,00 долларов США 9001 3 Вольфрамовая пробка: 80,00 $
Weld: 50,00 $
Не видите, что вы нуждаться?
Позвоните нам для получения дополнительной информации!
*Обратите внимание*
Цены указаны за обычную заточку вашего коленчатого вала. Расходы Magnaflux и сварки не включены. Сменные коленчатые валы доступны без дополнительной оплаты, однако вы должны сдать сердечник, который можно повторно заточить без необходимости сварки, в противном случае будет взиматься плата за сварку. Сердечники с трещинами, сорванной резьбой, сломанными болтами, срезанными шпоночными канавками или требующие чрезмерной сварки не принимаются. У нас есть сменные сердечники, цену уточняйте по телефону.
Расходы Magnaflux и сварки не включены. Сменные коленчатые валы доступны без дополнительной оплаты, однако вы должны сдать сердечник, который можно повторно заточить без необходимости сварки, в противном случае будет взиматься плата за сварку. Сердечники с трещинами, сорванной резьбой, сломанными болтами, срезанными шпоночными канавками или требующие чрезмерной сварки не принимаются. У нас есть сменные сердечники, цену уточняйте по телефону.
Связаться!
1960 W. West Maple Road
Commerce Twp., MI 48390
Понедельник — четверг: 6:30 — 17:00
© 2023 Мастера коленчатых валов | Все права защищены | Карта сайта | Конфиденциальность
– Сварка и изготовление AMP
Свяжитесь с нами сегодня
Расскажите нам о своем проектеПолучить предложение сейчас Позвоните нам по телефону 251 325-4054
Что такое коленчатый вал
Коленчатый вал представляет собой вращающийся вал, который (вместе с шатунами) преобразует возвратно-поступательное движение поршней во вращательное движение. Коленчатые валы обычно используются в двигателях внутреннего сгорания и состоят из ряда кривошипов и шатунов, к которым прикреплены шатуны. [1]
Коленчатые валы обычно используются в двигателях внутреннего сгорания и состоят из ряда кривошипов и шатунов, к которым прикреплены шатуны. [1]
Коленчатый вал вращается внутри блока цилиндров с помощью коренных подшипников, а шатунные шейки вращаются внутри шатунов с помощью шатунных подшипников. Коленчатые валы обычно изготавливаются из металла, причем большинство современных коленчатых валов изготавливаются из кованой стали 9.0003
Можно ли отремонтировать коленчатый вал?
Несмотря на то, что индустрия послепродажного обслуживания разрабатывает коленчатые валы, которые труднее сломать, гонщики все лучше и лучше умеют их ломать. «Когда мы на выставке PRI Show, — сказал Дэйв Олсен из Mile High Crankshaft, Денвер, Колорадо, — примерно треть вопросов, которые мы получаем, касаются ремонта треснувших коленчатых валов: «Вы можете это исправить и сколько это будет стоить? ?»
Ответ на вопрос «Вы можете это починить?» может быть сложным, но многое зависит от глубины трещины и диаметра шейки, «и от того, насколько ярко трещина выглядит в Magnaflux.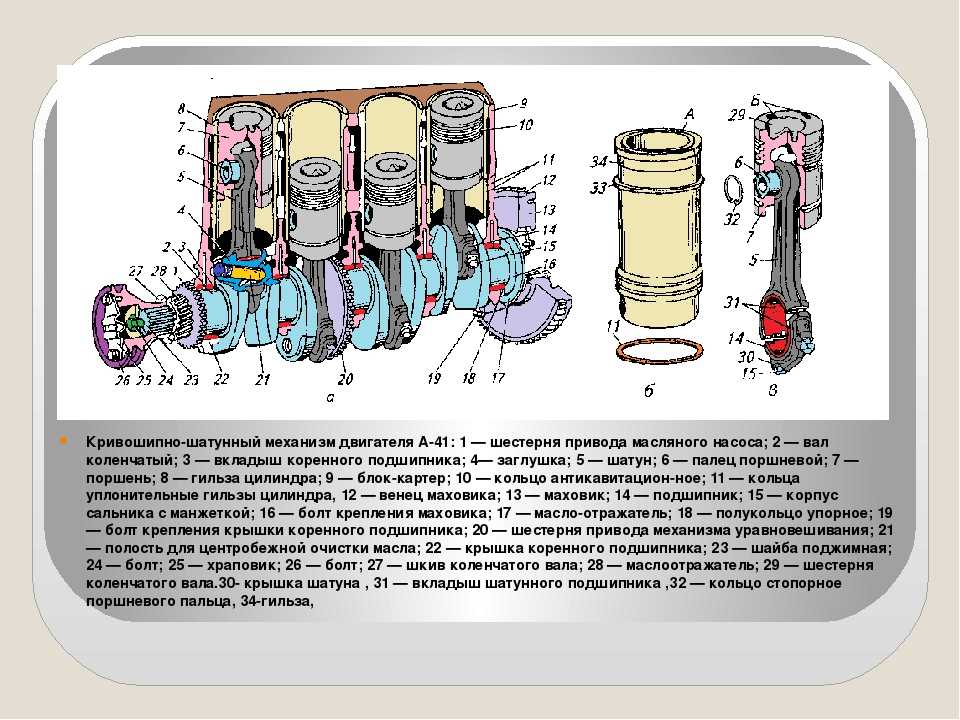 Если он очень яркий, это говорит нам о том, что он четко определен. Мы также смотрим на трещину и проводим воображаемую линию от точки к точке, чтобы получить представление о том, насколько она глубока по радиусу. И если нам приходится шлифовать или разрезать более чем на четверть дюйма в глубину, то нам не хочется пытаться ремонтировать», — объяснил Олсен.
Если он очень яркий, это говорит нам о том, что он четко определен. Мы также смотрим на трещину и проводим воображаемую линию от точки к точке, чтобы получить представление о том, насколько она глубока по радиусу. И если нам приходится шлифовать или разрезать более чем на четверть дюйма в глубину, то нам не хочется пытаться ремонтировать», — объяснил Олсен.
Длина трещины не так важна. «У нас есть шатуны с трещиной длиной в дюйм, и мы очень успешно их ремонтируем. Мы отремонтировали шатуны, которые проработали еще 10 лет», — добавил он.
Mile High занимается не только ремонтом, но и изготовлением на заказ. А некоторые гонщики сочетают и то, и другое. «Давайте возьмем для примера небольшой блок Chevy с шатунами с малыми шейками. Если кривошип поврежден, они также могут повредить один или два шатуна, поэтому они решают перейти на шейки размера Honda. Это стало обычным явлением, когда мы шлифуем поврежденную шейку до меньшего диаметра. И гонщик может повысить производительность только за счет меньшего веса.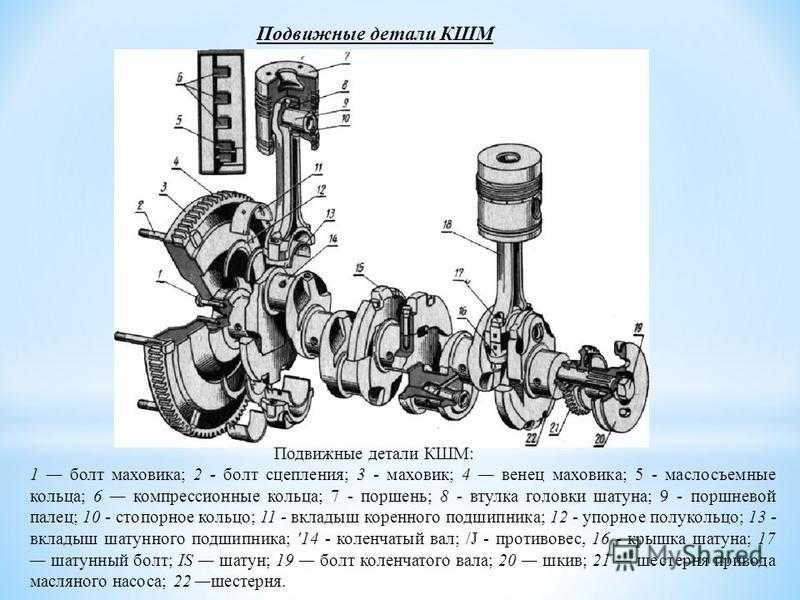
Коленчатый вал — одна из основных механических частей двигателя . Иногда те же водители могут видеть, что двигатель не работает так, как при первой эксплуатации. Если вы слышите, как кто-то стучит внутри двигателя, это также может указывать на проблемы с коленчатым валом двигателя. Об этих проблемах уместно было бы сказать сейчас, но я предлагаю начать с основных вопросов, которые вы увидите в этой статье:
- Проблемы с коленчатым валом двигателя;
- Основные способы ремонта коленчатого вала;
- Что влияет на стоимость ремонта коленчатого вала?
- Коленчатый вал Услуги и цены.
Мы начали говорить о том, что коленчатый вал является очень важной частью двигателя внутреннего сгорания. Эта часть преобразует энергию химического топлива в движение. Коленчатый вал является связующим звеном между двигателем и коробкой передач. При его поломке невозможно избежать дорогостоящего ремонта.
Коленчатый вал является связующим звеном между двигателем и коробкой передач. При его поломке невозможно избежать дорогостоящего ремонта.
Обычно коленчатый вал может выйти из строя по двум основным причинам: недостаточное количество моторного масла или чрезмерная нагрузка на двигатель. Большинство современных автомобилей не боятся последней причины поломки коленчатого вала, так как электросистема автомобиля контролирует все функции двигателя. Электросистема отключает подачу топлива, если двигатель начинает работать с чрезмерной нагрузкой.
1 – Изгиб коленчатого вала; 2 – износ наружной поверхности фланца коленчатого вала; 3 – торцевая плоскость фланца; 4 – износ маслоканалов; 5 – износ отверстия подшипника; 6 – износ болтов крепления маховика; 7 – повреждение шатунного подшипника и подшипника коленчатого вала; 8 – износ шеек ступичного шкива и шестерни; 9– износ шпоночного паза; 10 – увеличение длины передней шейки коленчатого вала; 11 – увеличение длины шатунных шеек коленчатого вала.

Первая причина нехватка моторного масла может быть основной причиной проблем с коленвалом. Между деталями нет масла, что приводит к сухому трению. Следствием этой проблемы может быть повреждение подшипника шатуна, повреждение подшипника коленчатого вала и, наконец, авария коленчатого вала.
Как определить, что двигателю требуется ремонт коленчатого вала? Как правило, проблемы с коленчатым валом имеют громкий стук.
Основные способы ремонта коленчатого валаОпыт показал, что лучше заменить коленчатый вал малого размера, а коленчатый вал большего размера лучше отремонтировать. В этом случае можно будет добиться комплексной экономии средств. Силы трения, вибрации, различные нагрузки воздействуют на коленчатый вал во время работы двигателя.
Это приводит к износу коренных и шатунных шеек. Значит, они имеют неравномерный износ: конусность по длине; овальность – в диаметре; нарушение качества поверхности шеек подшипников: зазубрин, царапин или коррозии; механические повреждения: трещины коленчатого вала, дефекты резьбы; прогиб коленвала . Исследование некоторых проблем коленчатого вала показало, что это последствия усталости металлов и внутренних напряжений внутри.
Исследование некоторых проблем коленчатого вала показало, что это последствия усталости металлов и внутренних напряжений внутри.
С целью устранения дефектов коленчатого вала применяют технологию ремонта коренных шеек по ремонтным размерам, шлифование с последующей полировкой, различные виды наплавки и плазменное напыление. Изгиб коленчатого вала можно устранить методом пластической деформации.
Что влияет на стоимость ремонта коленчатого вала ?К сожалению, ремонт коленчатого вала очень сложный процесс, который под силу только профессионалам. Необходимо произвести шлифовку шеек подшипников на специальном оборудовании. Давайте рассмотрим основные возможные работы по ремонту коленчатого вала.
Основные виды ремонта коленчатых валов:- Шлифовка;
- Перевязочный материал;
- Полировка;
- Ремонт шкива коленчатого вала;
- Чистка каналов;
- Замена подшипника шатуна;
- Балансировка коленвала.
