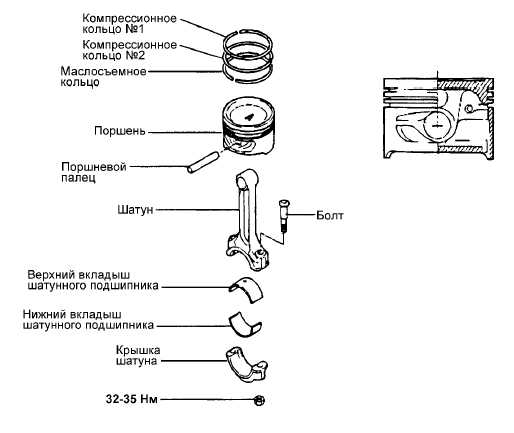
Сборка и установка шатунно-поршневой группы на двигатель
Поршни с шатунами
На днище поршня нанесено обозначение группы поршня по диаметру юбки, на передней части поршня — ремонтной группы и ремонтного размера поршня. Для облегчения индивидуального подбора поршней к цилиндрам каждый из размеров ремонтной группы подразделяют на размерные группы, в которых размеры поршней по диаметру юбки следуют через 0,01 мм. Все операции подбора поршней по цилиндрам необходимо проводить при температуре окружающей среды 17… 23 °С.
Для облегчения индивидуального подбора поршневых пальцев поршни по диаметру отверстия под поршневой палец подразделяют на четыре размерные группы. Маркировку размерной группы по диаметру отверстий под поршневой палец осуществляют нанесением краски на бобышку поршня.
При замене поршней без замены гильзы цилиндров верхнюю кромку (буртик) гильзы, которая образовалась в результате износа гильзы под верхним поршневым кольцом, целесообразно обработать шабером или мелкозернистым шлифовальным кругом, установленным на пневматической или электрической дрели.
Поршни к цилиндрам следует подбирать так, чтобы зазор между стенкой цилиндров и юбкой поршня был 0,03…0,05 мм. Зазор определяется лентой-щупом толщиной 0,08 мм, шириной 10… 13 мм и длиной не менее 200 мм. Ленту-щуп протягивают через зазор между поршнем и цилиндром при неподвижном поршне с усилием 25… 45 Н, При этом поршень должен быть обращен днищем вниз, а лента-щуп должна находиться в плоскости, перпендикулярной оси отверстия под поршневой палец. Подбор поршней можно проводить не выпрессовывая гильзы из блока или после их выпрессовки. После подбора поршней к гильзам цилиндров необходимо на днищах поршней выбить порядковые номера цилиндров.
Посадку пальца в бобышках поршня выполняют с натягом 0,0025… 0,0075 мм. Допуск цилиндричности пальца равен 0,00125 мм в радиусном выражении. Стопорные кольца поршневого пальца следует устанавливать в канавках поршня с некоторым натягом, т.е. они не должны проворачиваться от усилия руки. Кольца, потерявшие упругость, следует заменить.
Шатуны
Нижнюю головку шатуна обрабатывают в сборе с крышкой, поэтому при разборке, контроле и сборке следует сохранять комплектность шатуна и крышки шатуна. Крышки шатунов центрируют по шлифованным поверхностям шатунных болтов. Ремонт верхней головки шатуна обычно заключается в выпрессовывании, запрессовывании и растачивании втулки. Усилие запрессовки втулки должно быть не менее 7 000 Н, При ремонте верхней головки шатуна размеры под втулку и палец должны соответствовать размерам, рекомендованным заводом-изготовителем. Для подбора пары поршневой палец — шатун размеры верхней головки шатуна (диаметр от-верстия под втулку) подразделяют на размерные группы, которые отличаются друг от друга на 0,0025 мм.
Рис. Подбор поршня к гильзе с помощью ленты-щупа:
а — гильза запрессована в блок цилиндров; б — гильза выпрессована из блока цилиндров
Сборка шатунно-поршневой группы
Для сборки шатуна с поршнем нужно подобрать поршневой палец к втулкам верхней головки шатуна и бобышкам поршня. Для соединения с шатуном поршень нагревают в масле или в электронагревательном приборе до температуры 55 °С. При этом палец в отверстие бобышки нагретого поршня должен входить плавно от усилия большого пальца правой руки. В таком соединении после охлаждения поршня появляется необходимый натяг 0,0025 …0,0075 мм.
Затем нужно сверить порядковые номера поршней и шатунов. Шатун закрепляют в тисках, устанавливают поршень, их соединение фиксируют пальцем. Поршень при сборке с шатуном должен быть установлен так, чтобы метка на днище поршня была направлена к передней части двигателя. Бобышка, выштампованная на шатуне для левой группы цилиндров, также должна быть направлена к передней части двигателя, т.е. в одну сторону с меткой на поршне. Для правой группы цилиндров при сборке поршня с шатуном бобышка шатуна должна быть направлена к задней части двигателя, а метка на днище поршня — к передней части.
После соединения и проверки шатунно-поршневой группы следует закрепить стопорными кольцами палец в бобышках поршня, затем тщательно протереть подобранные по канавкам и подогнанные к цилиндрам поршневые кольца и установить их на поршни с помощью специального приспособления. Поршни в сборе с шатуном необходимо проверить по массе. Детали комплекта, установленного на одном двигателе, не должны отличаться по массе более чем на 12 г, т.е. шатуны должны соответствовать по массе одной группе. Для установки поршней с шатунами в цилиндры блока нужно выполнить следующие операции:
- повернуть блок двигателя, установить его на стенде вертикально, передней частью вверх;
- последовательно, один за другим брать поршни с шатунами в сборе;
- тщательно протереть салфеткой постель под вкладыши в нижней головке шатуна;
- отвернуть гайки и снять крышку шатуна;
- установить шатун с поршнем.
При этом рекомендуется надеть на шатунные болты специальные колпачки из латуни или меди, предохраняющие зеркало гильзы цилиндров от повреждений.
Затем необходимо проверить и продуть отверстие в нижней головке шатуна, служащее для разбрызгивания масла на стенки цилиндра, вставить вкладыши в шатун и в крышку, протереть салфеткой верхние вкладыши шатуна и поршень, установить на поршень кольца, располагая внутреннюю выточку вверх, развести стыки компрессионных колец по окружности поршня примерно на 120°. После установки развести стыки компрессионных колец на 180°.
Далее следует протереть салфеткой гильзы цилиндров блока и шатунную шейку, смазать чистым маслом, применяемым для двигателя, поверхность шатунного вкладыша, поршня, поршневых колец и гильз цилиндров, вставить поршень с шатуном в цилиндр, направив метку на днище поршня к передней части двигателя с помощью специального приспособления, довести подшипники шатуна до шейки коленчатого вала, продвигая поршень по цилиндру с помощью деревянной оправки, смазать маслом шейку вала и подтянуть нижнюю головку к ней, снять предохранительные наконечники с шатунных болтов и поставить на место нижнюю крышку шатуна, закрепив ее шатунными гайками.
Перед окончанием сборки нужно проверить суммарный осевой зазор между торцами шатунов и шатунной шейки коленчатого вала с помощью щупа и окончательно затянуть болты шатунных подшипников динамометрическим ключом. После затяжки каждой пары шатунных подшипников следует проворачивать коленчатый вал. Момент прокручивания вала при правильно подобранных радиальных зазорах в подшипниках должен быть не более 100 Нм. Аналогичные операции нужно провести при установке в цилиндры остальных поршней с шатунами.
ustroistvo-avtomobilya.ru
Шатун двигателя внутреннего сгорания

Шатун — деталь, которая передает усилие от поршня к коленчатому валу двигателя. Также через шатун поршень получает обратное инерционное движение. Шатун служит для передачи возвратно-поступательного движения поршня к коленчатому валу двигателя.
Движение шатуна отличается сложностью. Шатун имеет две головки, одна из которых соединена с поршнем, а другая прикрепляется к коленчатому валу. Верхняя головка движется аналогично поршню, то есть совершает возвратно-поступательное движение. Нижняя головка шатуна совершает круговое движение вместе с шейкой коленчатого вала.
Шатун позволяет эффективно реализовать преобразование возвратно-поступательного движения в движение вращательное. Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Шатун конструктивно имеет верхнюю (поршневую) головку, силовой стержень и нижнюю (кривошипную) головку. Верхняя головка шатуна цельная, служит местом установки поршневого пальца. Конструкция верхней головки напрямую зависит от того, каким способом будет закреплен поршневой палец.
Поршневой палец может быть как фиксированным, так и плавающим. Фиксированный палец означает, что верхняя головка шатуна получает цилиндрическое отверстие, которое изготавливается с особой точностью для обеспечения строго определенного натяга в месте соединения с поршневым пальцем.
Плавающий палец подразумевает возможное наличие запрессованных в отверстие втулок, а также может вращаться в верхней головке шатуна и в бобышках поршня. Силовой стержень шатуна отличается тем, что имеет характерное сечение, называемое двутавровым. Указанный силовой стержень расширяется к нижней части.
Нижняя головка шатуна имеет разборную конструкцию. Сама головка также делится на две части. Верхняя 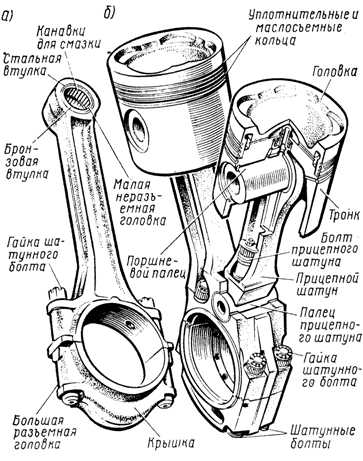 часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Шатунные болты находятся под большой нагрузкой в процессе работы ДВС, а также определяют правильное положение самой крышки шатуна. Указанные болты наиболее часто запрессованы в шатун, а гайки затянуты динамометрическим ключом.
Для достижения высочайшей точности в месте соединения двух составных частей нижней головки шатуна используется метод контролируемого раскалывания. Данная современная технология позволяет добиться идеальной поверхности для последующей максимальной плотности и точности прилегания крышки шатуна и нижней головки в месте излома.
Читайте также
krutimotor.ru
Шатун и все,что нужно о нем знать.
Шатун – это соединительная деталь между коленвалом и поршнем, основное назначение которой является преобразование поступательных движений поршня внутри цилиндра во вращательные движения коленчатого вала, с которого вращение передается на колеса автомобиля через трансмиссию.
Материалы для производства шатунов
Шатуны производятся двумя способами — штамповкой из высокопрочной стали или литьем из чугуна. В дизелях применяются шатуны, изготовленные из легированной стали методом ковки или горячей штамповки.
В некоторых видах бензиновых двигателей устанавливаются шатуны, производимые из порошкообразных металлов методом спекания.
Из-за напряженных условий работы данная деталь КШМ должна отличаться надежностью, долговечностью и износостойкостью.
Особое внимание уделяется не только изготовлению шатунов, но и болтов крепления. Для производства болтов используются легированные виды стали, обладающие высоким коэффициентом текучести, что в несколько раз выше, чем у высокоуглеродистых сталей.
Стержень шатуна
У большинства производителей автомобилей, ориентированных на массовый рынок, стержень шатуна расширяется к его нижней головке и имеет двутавровую форму. У дизельных двигателей шатуны более массивны и прочны, чем у бензиновых двигателей. Некоторые двигатели оснащаются шатунами и других форм, к примеру, в спортивных авто, в которых имеются алюминиевые шатуны. Обычно, стержень шатуна имеет внутренний просверленный канал для подачи масла в верхнюю головку.
Иногда, этот канал также ведёт и к нижней головке, откуда масло разбрызгивается в полости цилиндра и поршня. Все шатуны двигателя должны иметь одинаковый вес, чтобы вибрации от двигателя были минимальными. Кроме того, совпадать должен не только вес всего шатуна, но и вес верхних головок и нижних головок. Для достижения одинакового веса используют очень точные весы, а потом подгоняют вес по самому лёгкому шатуну, аккуратно снимая часть металла с бобышек (металлические наплывы на поверхности шатунов) на головках и на стержне шатуна.
Строение шатуна
Шатун имеет простое устройство, которое состоит из следующих элементов:
- стержня;
- поршневой головки;
- кривошипной головки.
Стержень представляет собой составной элемент шатуна, имеющий преимущественно двутавровое сечение. Некоторые модели имеют круглое, крестообразное, Н-образное или прямоугольное сечение шатунного стержня. В стержне присутствует канал, предназначенный для транспортировки масла к подшипнику головки поршня.
поршневая головка — это проушина с цельной структурой, внутри которой расположена втулка. Втулка представляет собой скользящий подшипник, предназначенный для вращения пальца поршня. Материал изготовления втулки: бронза или сталь с оловом или свинцом. Структура поршневой головки зависит от размера поршневого пальца, а также от метода его крепления. Для того, чтобы уменьшить вес шатуна и, как следствие, нагрузку на поршневой палец, на некоторых автомобильных двигателях устанавливают шатуны с поршневой головкой в виде трапеции.
Кривошипная головка — механизм, предназначенный для соединения шатуна и коленчатого вала друг с другом. Большая часть шатунов оснащена разъемной кривошипной головкой, это объясняется способом сборки двигателя внутреннего сгорания. Крышка головки, расположенная в нижней части, прикрепляется болтами к шатуну. Иногда применяют бандажное или штифтовое крепление составных элементов головки. Разъем кривошипной головки бывает двух видов: прямой (расположен под углом 90 градусов относительно оси стержня), косой (под определенным углом к оси). Косой разъем используется для уменьшения размеров двигателя V-образной формы.
Профилированные стыковые поверхности головки обеспечивают препятствие при воздействии поперечных сил. При этом соединение может быть замковым или зубчатым. Самым современным и популярным является соединение, изготовленное методом раскалывания. Оно называется сплит-разъемом.
Внутри кривошипной головки шатуна расположен подшипник, который состоит из двух многослойных вкладышей. Количество слоев может варьироваться от двух до пяти в каждом. Наиболее широко используются вкладыши из двух и трех слоев. Двухслойный вкладыш изготовлен из стали с антифрикционной поверхностью. Трехслойный также состоит из стали, а антифрикционное покрытие разделяется специальной прокладкой.
Снятие и установка шатунно-поршневой группы
Снятие
Отдельно снять шатун с двигателя не получится, это возможно сделать только в сборе с установленным на шатун поршнем в сборе с пальцем и поршневыми кольцами. В некоторых случаях можно снять шатунно-поршневую группу без снятия двигателя с автомобиля. Иногда это выгодно в целях экономии времени, но всё же для обеспечения необходимой для проведения этого ремонта чистоты, без которой качественно выполнить ремонт затруднительно, лучше подобный ремонт выполнять на снятом двигателе. Тем более, что для выполнения этого ремонта всё равно придётся снимать головку блока цилиндров и масляный поддон двигателя. А при снятии головки блока цилиндров всё равно придётся снимать или отсоединять большинство жгутов проводов и вакуумных трубок.
Перед снятием шатунно-поршневой группы, следуя указаниям Руководства по ремонту автомобиля, снимите головку блока цилиндров и масляный поддон двигателя. Как снимать шатунно-поршневую группу обычно подробно описывается в Руководстве по ремонту автомобиля. Тут даются просто некоторые замечания, которые не всегда присутствуют в руководстве.
Перед откручиванием гаек (болтов) крепления крышки шатуна определите место нахождения меток, указывающих в какой цилиндр устанавливается данный шатун с поршнем и направление установки крышки относительно шатуна. Если подобные метки не обнаружены, что бывает крайне редко, нанесите их самостоятельно удобным способом. Несмотря на то, что крышка шатуна крепится всего двумя гайками (болтами), откручивайте гайки постепенно и поочерёдно. При чем при первом ослаблении затяжки гайки гайку допускается повернуть не более чем на ¼ оборота, а лучше меньше. После откручивания гаек снимите крышку шатуна. Примете меры, исключающие падение вкладыша из крышки шатуна. Шатунные болты изготавливаются из очень прочной стали, поэтому для уменьшения вероятности повреждения полированной поверхности шатунной шейки коленчатого вала и поверхности стенок цилиндров на шатунные болты необходимо установить специальные защитные и направляющие приспособления. При отсутствии подобных приспособлений, что бывает чаще всего, наденьте на болты куски шлангов из мягкого материала подходящего диаметра.
Для извлечения поршня из цилиндра установите коленчатый вал так, чтобы ось шатунной шейки совпала с продольной осью цилиндра. Примите меры предосторожности, исключающие падение поршня в сборе с шатуном. Поддерживая поршень снизу, лёгкими ударами деревянной ручки молотка по шатуну или болтам извлеките поршень из отверстия цилиндра.
Укладывайте все снятые детали так, чтобы была возможность установки этих деталей на то место, где они стояли до снятия. Это относится также к гайкам или вкладышам, даже если принято решение о замене вкладышей. По состоянию вкладышей можно определить некоторые неисправности двигателя. Укладывайте снятые детали только на чистую поверхность.
Проведите тщательный осмотр и необходимую дефектовку всех снятых деталей.
Соедините шатун с поршнем при помощи поршневого пальца и установите на поршень поршневые кольца. Некоторые советы по установке этих деталей даны в соответствующих статьях. Одновременно соберите все шатунно-поршневые группы двигателя.
Ещё раз проверьте, что замки поршневых колец установлены в соответствии с указаниями в Руководстве, а в случае отсутствия таких указаний установите замки соответствии с рекомендациями, данными в главе «Установка поршневых колец».
Обильно смажьте поршень, поршневые кольца и стенки цилиндров чистым моторным маслом. Смажьте внутреннюю поверхность специального приспособления для сжатия поршневых колец
Установите на поршень специальное приспособление и сожмите кольца. Иногда необходимо слегка обстучать приспособление молотком с пластмассовым бойком.
Установите на болты крышки крепления шатуна защитные приспособления или наденьте на болты отрезки шлангов. Осторожно вставьте шатун в отверстие цилиндра. Шатун с поршнем допускается устанавливать только в одном направлении, обычно направление установки указывается специальной меткой на днище поршня. Опустите поршень в цилиндр, пока специальное приспособление не коснётся поверхности блока цилиндров. Прижмите приспособление к поверхности блока цилиндров и нанесите несколько очень лёгких ударов торцом деревянной ручки молотка по всей окружности верхней кромки приспособления. Прижимая приспособление к поверхности блока цилиндров, лёгкими равномерными ударами деревянной ручки молотка, переместите поршень в отверстие цилиндра.
Выровняйте шатун относительно шейки коленчатого вала. Тщательно протрите поверхность шатуна, на которую устанавливается вкладыш подшипника. Убедитесь в идеальной чистоте этой поверхности. Осторожно установите в шатун ранее подобранный для этого цилиндра верхний вкладыш шатунного подшипника. Верхний вкладыш может отличаться от нижнего отсутствием канавки для масла. Верхний или нижний вкладыш определяется для нормального положения двигателя, поскольку при установке подсоединении шатуна на снятом двигателе двигатель, чаще всего находится в перевёрнутом состоянии, верхний вкладыш будет расположен внизу.
Если повторно устанавливаются снятые при разборке вкладыши, их необходимо установить на то место, в котором они находились до снятия. Не наносите масло на постель подшипника или на наружную поверхность вкладыша. Совместите, если имеется, фиксирующий усик вкладыша с соответствующей выемкой в шатуне.
Тщательно протрите внутреннюю поверхность крышки шатуна и наружную поверхность нижнего вкладыша. Не нанося масла на вкладыш и крышку, установите нижний вкладыш в крышку шатуна. Совместите усик крышки с пазом. Нанесите обильный слой чистого моторного масла на шатунную шейку коленчатого вала и на внутренние поверхности обоих вкладышей. Некоторые производители не рекомендуют наносить масло пальцем, а предлагают пользоваться для этого только специальной маслёнкой.
Ещё раз убедитесь, что устанавливаете крышку шатуна именно этого цилиндра и устанавливаете её в правильном направлении. Установите крышку с установленным вкладышем на болты. Прижимая крышку к шатуну, закрутите гайки от руки. Затягивайте гайки в строгом соответствии с указаниями руководства. При этом обязательно используйте динамометрический ключ, и если необходимо специальный транспортир для доворота гайки на установленный угол.
В такой же последовательности установите шатунно-поршневые группы остальных цилиндров. После выполнения этой работы обязательно убедитесь в лёгкости вращения коленчатого вала.
seite1.ru
Шатун поршня двигателя (Часть1). — Автомастер
Шатун поршня двигателя (Часть1).
- Подробности
Шатун поршня в двигателе внутреннего сгорания играет очень важную роль, он является соединяющим звеном цепочки: поршень — коленчатый вал. Он преобразует вращение коленвала в поступательные движения поршня. При работе двигателя шатун испытывает на себе переменные циклические нагрузки, поэтому одной из важных характеристик отвечающих за его ресурс, является усталостная прочность.
Усталостная прочность шатуна достигается изготовлением его из правильно подобранного материала, удачной конструкции и соблюдении всех технологий.
Для изготовления шатунов применяют стали с содержанием углерода 0,3 — 0,45%:
- марганцовистые;
- хромистые;
- хромоникелевые;
- хромомолибденовые.
Шатун состоит из стержня, нижней и верхней головки по краям. Через поршневой палец на верхней головке крепится поршень, на нижней, которая является разъемной — коленчатый вал.

Заготовки шатунов получают штамповкой в несколько этапов с промежуточной термообработкой. Это дает высокую вязкость и пластичность при невысокой твердости.
При проектировании двигателя, в шатун закладывается высокая прочность его конструкции путем снятия или максимального уменьшения напряжений в опасных местах.
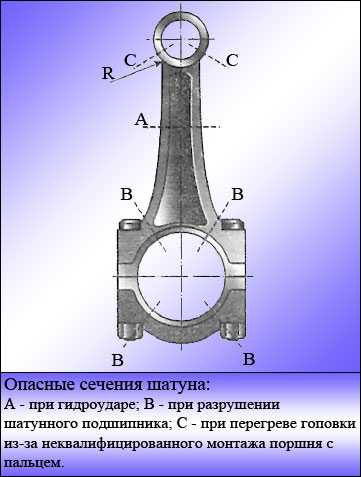
Для придания прочности конструкции должны быть выполнены следующие условия:
- Переход между верхней головкой и стержнем должен быть максимально широким, в идеальном случае он должен равняться радиусу верхней головки.
- Стержень должен расширяться к нижней головке.
- Середина крышки нижней головки должна иметь большое сечение.
- Площадки под болты и гайки нижней головки не должны ослаблять конструкцию.
Для надежной работы шатуна, должен обладать высокой прочностью не только сам шатун, но и болты, соединяющие две половинки его нижней головки. Так как болты, как и сам шатун подвержены цикличным нагрузкам. Для придания прочности их изготавливают из стали с низким содержанием углерода 0.3%. Резьба на болтах не нарезается, а накатывается, так как катаная резьба прочнее нарезной на 20-30%. Шаг резьбы на болтах: чаще всего М8х1, М9х1 и М10х1, реже применяется М10х1.25, еще реже М8х0.75.
Для центрирования крышек применяются разные варианты.

На большинстве двигателей применяются шатуны с плоским стыком крышки, так как его нижняя часть беспрепятственно проходит сквозь цилиндр (при установке на двигатель поршня и шатуна в сборе). Но встречаются двигатели, где это сделать проблематично, например, на некоторых дизельных двигателях, где шатун из-за больших нагрузок на него выполнен массивнее. При плоском стыке нижняя головка может не пройти в цилиндр, поэтому на таких двигателях делают косой стык по треугольным или прямоугольным шлицам.

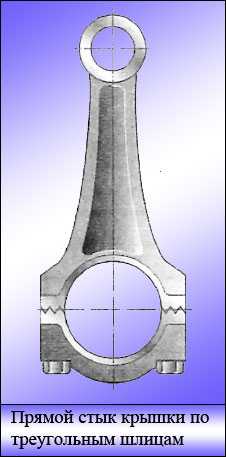
Из-за облегчения центрирования нижней крышки по отверстиям на последних двигателях VOLVO, а также ALFA ROMEO применена конструкция с треугольными шлицами на прямом стыке. У них есть один минус, при разрушении шатунного вкладыша, такие шатуны гораздо сложнее в ремонте.
На некоторых последних двигателях именитых марок BMW и FORD применяются “колотые” шатуны. У таких шатунов стыком разъема крышки является хрупкий излом. Огромным преимуществом такой конструкции шатунов является высокая точность отверстия нижней головки, она составляет порядка 0.001-0.002 мм. Но при этом они обладают большим минусом, они практически не ремонтопригодны.

Шатун является довольно точной деталью. Основной параметр закладывается в параллельности осей верхней и нижней головки. Здесь его точность должна лежать в пределах 0.02 — 0.03 мм на расстоянии 100 мм. В одном двигателе шатуны могут отличаться по массе не более чем на 1% от массы шатуна.
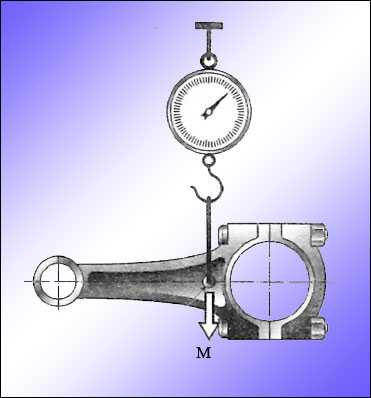
Для уравновешенности всей кривошипно-шатунной системы необходимо провести развесовку шатунов и поршней. Так вот, когда речь идет о развесовке шатунов, то их вес учитывается по отдельности. Для уравновешенности коленчатого вала учитывается вес только нижней головке шатуна, так как именно она совершает вращательное движение и должна быть уравновешенна противовесом коленчатого вала.
Масса нижней его части может быть определена путем ее взвешивания, когда верхняя головка находится на шарнирной опоре.
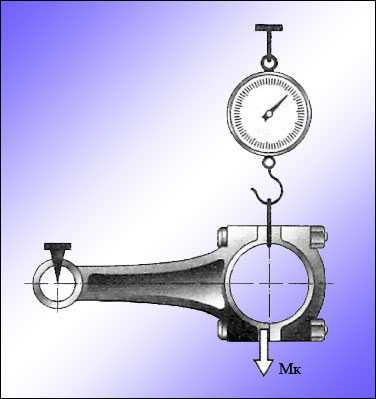
Масса верхней его части определяется аналогично, только в этом случае на весах взвешивается его передняя часть, а задняя часть находится на шарнирной опоре.

В сумме оба веса должны дать общую массу шатуна.
В следующей части статьи шатун поршня двигателя мы поговорим о верхней головке шатуна.
avto-master.info
ШАТУННО-ПОРШНЕВАЯ ГРУППА
Особенности устройства
|
Рис. 2–34. Основные размеры шатунно-поршневой группы |
Основные размеры шатунно-поршневой группы даны на рис. 2–34. На части двигателей 2110 может быть установлена шатунно-поршневая группа от двигателей 21083. Ремонт ее описан в Руководстве по ремонту автомобилей ВАЗ–2108, ВАЗ–2109.
Поршень – алюминиевый литой. При изготовлении строго выдерживается масса поршней. Поэтому при сборке двигателя подбирать поршни одной группы по массе не требуется.
По наружному диаметру поршни разбиты на пять классов (А, В, С, D, Е) через 0,01 мм. Наружная поверхность поршня имеет сложную форму. Поэтому измерять диаметр поршня необходимо только в плоскости, перпендикулярной поршневому пальцу, на расстоянии 55 мм от днища поршня.
|
Рис. 2–35. Маркировка поршня и шатуна: 1 – стрелка для ориентирования поршня в цилиндре; 2 – ремонтный размер; 3 – класс поршня; 4 – класс отверстия для поршневого пальца; 5 – классы шатуна по массе и по отверстию в верхней головке; 6 – номер цилиндра |
По диаметру отверстия под поршневой палец поршни подразделяются на три класса (1, 2, 3) через 0,004 мм. Классы диаметров поршня и отверстия под поршневой палец клеймятся на днище поршня (рис. 2–35).
Поршни ремонтных размеров изготавливаются с увеличенным на 0,4 и 0,8 мм наружным диаметром. Увеличению на 0,4 мм соответствует маркировка в виде треугольника, а увеличению на 0,8 мм – в виде квадрата.
Стрелка на днище поршня показывает, как правильно ориентировать поршень при его установке в цилиндр. Она должна быть направлена в сторону привода распределительного вала.
Поршневой палец – стальной полый, плавающего типа, т.е. свободно вращается в бобышках поршня и втулке шатуна. В отверстии поршня палец фиксируется двумя пружинными стопорными кольцами.
По наружному диаметру пальцы подразделяются на три класса через 0,004 мм. Класс маркируется краской на торце пальца: синяя метка – первый, зеленая – второй, а красная – третий класс.
Поршневые кольца изготовлены из чугуна. Верхнее компрессионное кольцо – с хромированной бочкообразной наружной поверхностью. Нижнее компрессионное кольцо скребкового типа. Маслосъемное кольцо – с хромированными рабочими кромками и с разжимной витой пружиной.
На кольцах ремонтных размеров ставится цифровая маркировка «40» или «80», что соответствует увеличению наружного диаметра на 0,4 или 0,8 мм.
Шатун – стальной, кованый. Шатун обрабатывается вместе с крышкой и поэтому они в отдельности невзаимозаменяемы. Чтобы при сборке не перепутать крышки и шатуны, на них клеймится номер цилиндра, в который они устанавливаются (см. рис. 2–35).
В верхнюю головку шатуна запрессована сталебронзовая втулка. По диаметру отверстия этой втулки шатуны подразделяются на три класса через 0,004 мм (так же, как и поршни). Номер 5 класса клеймится на крышке шатуна.
По массе верхней и нижней головок шатуны подразделяются на классы (табл. 2–1), маркируемые либо буквой, либо краской на крышке шатуна. На двигатель должны устанавливаться шатуны одного класса по массе.
Таблица 2–1
Классы шатунов по массе верхней и нижней головок
|
Рис. 2–36. Места, на которых допускается удалять металл, при подгонке массы верхней и нижней головок шатуна |
Подгонять массу шатунов можно удалением металла с бобышек на верхней головке и на крышке до минимальных размеров 33 и 32 мм (рис. 2–36). После удаления металла с крышки шатуна, на ней необходимо клеймить классы шатуна по отверстию под поршневой палец и по массе.
Подбор поршня к цилиндру
Расчетный зазор между поршнем и цилиндром (для новых деталей) равен 0,025–0,045 мм. Он определяется промером деталей и обеспечивается установкой поршней того же класса, что и цилиндры. Максимально допустимый зазор (при износе деталей) – 0,15 мм.
Если у двигателя, бывшего в эксплуатации, зазор превышает 0,15 мм, то необходимо заново подобрать поршни к цилиндрам, чтобы зазор был возможно ближе к расчетному.
В запасные части поставляются поршни классов А, С, Е. Этих классов достаточно для подбора поршня к любому цилиндру при ремонте двигателя, так как поршни и цилиндры разбиты на классы с небольшим перекрытием размеров. Например, к цилиндрам классов В и D может подойти поршень класса С.
Разборка и сборка
Разборка. Извлеките из поршня стопорные кольца поршневого пальца, выньте палец и отсоедините шатун от поршня. Снимите поршневые кольца.
Шатунные болты запрессованы в шатун. Поэтому при разборке двигателя и шатунно-поршневой группы выпрессовывать болты из шатунов не допускается.
Если некоторые детали шатунно-поршневой группы не повреждены и мало изношены, то они могут быть снова использованы. Поэтому при разборке пометьте их, чтобы в дальнейшем собрать группу с теми же деталями и установить в прежний цилиндр двигателя.
|
Рис. 2–37. Поршневой палец должен устанавливаться нажатием большого пальца руки |
|
Рис. 2–38. Проверка посадки поршневого пальца |
Сборка. Перед сборкой подберите палец к поршню и шатуну. У новых деталей класс отверстий под палец в шатуне и поршне должен быть идентичен классу пальца. У деталей, бывших в эксплуатации, для правильного сопряжения необходимо, чтобы поршневой палец, смазанный моторным маслом, входил в отверстие поршня от простого нажатия большого пальца руки (рис. 2–37) и не выпадал из него, если держать поршень как показано на рис. 2–38.
Выпадающий палец замените другим, следующей категории. Если в поршень вставлялся палец третьей категории, то замените поршень, палец и шатун.
Сборка шатунно-поршневой группы выполняется в порядке, обратном разборке. Перед сборкой смажьте поршневой палец моторным маслом. Поршневые кольца устанавливайте в следующем порядке.
Смажьте моторным маслом канавки на поршне и поршневые кольца. Ориентируйте поршневые кольца так, чтобы замок верхнего компрессионного кольца располагался под углом приблизительно 45о к оси поршневого пальца, замок нижнего компрессионного кольца – под углом приблизительно 180о к оси замка верхнего компрессионного кольца, а замок маслосъемного кольца – под углом приблизительно 90о к оси замка верхнего компрессионного кольца.
Нижнее компрессионное кольцо устанавливайте выточкой вниз (см. рис. 2–34). Если на кольце нанесена метка «Верх» или «ТОР», то кольцо устанавливайте меткой вверх (к днищу поршня).
Перед установкой маслосъемного кольца проверьте, чтобы стык пружинного расширителя располагался со стороны, противоположной замку кольца.
Проверка технического состояния
Очистите поршень от нагара и удалите все отложения из смазочных каналов поршня и шатуна.
Тщательно осмотрите детали. Трещины любого характера на поршне, поршневых кольцах, пальце, на шатуне и его крышке не допускаются. Если на рабочей поверхности вкладышей имеются глубокие риски, то замените вкладыши новыми.
|
Рис. 2–39. Проверка зазора между поршневыми кольцами и канавками |
Зазор между поршневыми кольцами и канавками проверяйте набором щупов, как показано на рис. 2–39, вставляя кольцо в соответствующую канавку. Расчетный зазор (округленный до 0,01 мм) для новых деталей составляет для верхнего компрессионного кольца 0,04–0,07 мм, для нижнего – 0,03–0,06 мм и для маслосъемного – 0,02–0,05 мм. Предельно допустимые зазоры при износе – 0,15 мм.
|
Рис. 2–40. Проверка зазора в замке колец |
Зазор в замке поршневых колец проверяйте набором щупов, вставляя кольца в калибр (рис. 2–40), имеющий диаметр отверстия, равный номинальному диаметру кольца с допуском ±0,003 мм. Для колец нормального размера диаметром 82 мм можно применять калибр 67.8125.9502.
Зазор должен быть в пределах 0,25–0,45 мм для всех новых колец. Предельно допустимый зазор при износе – 1 мм.
carmanz.com
Поршень, шатун. Сборка
Перед сборкой необходимо проверить не параллельность между осями нижней и верхней головок шатуна, которая при замере на расстоянии 125 мм от стержня шатуна не должна быть более ±0,10 мм.
При сборке группы шатун — палец — поршень необходимо обеспечить расширение головки шатуна путем его нагрева до температуры 240° С, чтобы дать возможность вставить палец.
Для нагрева используется электропечь с термостатической регулировкой.
При укладывании в печь верхнюю головку шатуна необходимо располагать внутрь печи.
Печь регулируют на температуру 240° С. Когда погаснет сигнальная лампа, указывающая на достижение установленной температуры, можно извлечь шатуны универсальными щипцами А.81109.
Если шатуны вводятся в печь, уже нагретую до 240° С, необходимо выдержать их в печи в течение 15 мин.
Запрессовку пальца следует выполнять как можно скорее, так как шагун быстро охлаждается, а в охлажденном шатуне нельзя изменить положение пальца.
Поршневой палец устанавливают в следующей последовательности.
Приготовить палец, предназначенный для сборки, надев его на валик приспособления А.60325. Установить на конце этого валика направляющую, закрепив ее упорным винтом. Винт затягивают неплотно, чтобы не произошло заклинивания вследствие расширения пальца в контакте с нагретым шатуном.
После извлечения из печи быстрым движением зажать шатун в тисках.
Надеть поршень на шатун так, чтобы метка П на поршне и отверстие на шатуне для выхода масла находились с одной стороны. Затем закрепленный на приспособлении Л.60325 поршневой палец протолкнуть в бобышку и в верхнюю головку шатуна так, чтобы заплечик приспособления соприкасался с бобышкой.
Во время этой операции поршень должен удерживаться в горизонтальной плоскости относительно верхней головки шатуна так, чтобы бобышка соприкасалась с верхней головкой шатуна. Таким образом, палец сможет занять нужное положение.
После сборки группы шатун—палец—поршень необходимо проверить прочность запрессовки пальца с помощью динамометрического ключа и приспособления А.95614 в следующем порядке.
Опустить кронштейн индикатора, вставить в отверстие пальца резьбовой стержень и продвинуть его в отверстие бобышки до упора головки стержня в торец пальца. На конец стержня навернуть гайку и подвернуть ее так, чтобы она, соприкасаясь с опорой, выбрала возможные зазоры.
Приподнять кронштейн индикатора до горизонтального положения, закрепить его рукояткой и установить штифт индикатора на головке стержня, вставленного в палец. Установить на нуль индикатор и вставить в паз резьбового стержня упор во избежание проворачивания стержня.
Динамометрическим ключом завернуть гайку 5 стержня (момент затяжки 1,3 кГм, соответствующий осевой нагрузке в 400 кг).
Посадка пальца в шатуне будет правильной, если после прекращения действия динамометрического ключа и возвращения гайки в первоначальное положение стрелка индикатора возвратится на нуль шкалы. Натяг в сопряжении пальца с верхней головкой шатуна должен быть равен 0,010—0,042 мм.
В случае проскальзывания пальца в верхней головке шатуна необходимо заменить шатун новым.
По окончании сборочных операций, прежде чем установить группу шатун—палец—поршень в двигатель, следует проверить перпендикулярность осей группы с помощью прибора Ар.5051 на расстоянии 125 мм от вертикальной оси шатуна (при отклонении от перпендикулярности свыше ±0,40 мм шатун можно выправить с помощью ключа А.60189) и смазать палец через отверстия в бобышках поршня.
maestria.ru
Поршневая группа и шатуны
Строительные машины и оборудование, справочник
Категория:
Техническое обслуживание автомобилей
Публикация:
Поршневая группа и шатуны
Читать далее:
Поршневая группа и шатуны
Поршень. При такте рабочего хода поршень воспринимает давление газов и передает его через шатун на коленчатый вал. Поршень состоит из трехосновных частей: днища, уплотняющей части с проточенными в ней канавками для поршневых колец и юбки, поверхность которой соприкасается с зеркалом цилиндра. Днище поршня вместе с внутренней поверхностью головки цилиндра, образующее камеру сгорания, непосредственно воспринимает давление газов: оно может быть плоским (двигатели ЗИЛ-130, ГАЗ-53-11), выпуклым (двигатель автомобидя «Москвич-2140») и фасонным (дизели ЯМЗ, КамАЗ).
Наибольшее распространение в карбюраторных двигателях получили плоские днища, отличающиеся относительной простотой изготовления. Днище и уплотняющая часть составляют головку поршня, на которой располагаются компрессионные и маслосъемные кольца. Число колец зависит от типа двигателя и частоты вращения коленчатого вала. Зазор между головкой поршня и стенкОй цилиндра находится в пределах 0,4—0,6 мм.
Юбка поршня, имеющая форму конуса овального сечения, является направляющей при его движении в цилиндре. С внутренней стороны она имеет охлаждающие ребра и приливы — бобышки с отверстиями для поршневого пальца. На юбке поршня ряда двигателей с одной стороны сделаны Т- или П-об-разные тепловые прорези, предупреждающие заклинивание поршня при нагревании.
Для свободного перемещения поршня необходим и зазор между его юбкой и зеркалом цилиндра, который при их нормальном тепловом состоянии (80—95 °С) для различных моделей двигателей равен 0,04— 0,08 мм.
Для предотвращения задиров поршня при нагреве на его поверхности около торцов поршневого пальца делают местные углубления — холодильники, которые также способствуют отводу тепла от поршня и улучшают условия его смазывания.
Рис. 1. Поршни:
а — карбюраторных двигателей; б — дизелей КамАЗ; в — дизелей ЯМЗ
В дизелях с непосредственным впрыском (дизели КамАЗ-740, ЯМЭ-238) в днище поршня располагается камера сгорания, а юбка поршня имеет также форму конуса овального сечения, но без прорезей, что придает ей необходимую прочность. Кроме того, в нижней части юбки поршня отдельных двигателей (КамАЗ-740, ВАЗ-2108) имеются боковые выемки для прохода противовесов коленчатого вала.
Чтобы уменьшить силы инерции возвратно-поступательно движущихся масс, поршни, как правило, изготовляют из легких кремнистых алюминиевых сплавов для уменьшения их массы. Для двигателя подбирают поршни, масса которых не отличается более чем на 2—8 г.
На днище поршня действуют высокие температуры, поэтому для повышения износостойкости первой канавки поршня под верхнее поршневое кольцо устанавливают чугунную кольцевую вставку (у двигателей ЗИЛ-130, КамАЗ-740 и др.).
При переходе поршня через в.м.т. он смещается в боковом направлении от одной стенки цилиндра к другой, что сопровождается стуками. Для их устранения на двигателях автомобилей ЗИЛ-130, ГАЗ-53-12, «Москвич-2140» и др. ось отверстия под поршневой палец смещают на 1,6 мм от диаметральной плоскости поршня в правую сторону двигателя (по ходу движения автомобиля)
Поршни в цилиндры следует устанавливать так, чтобы боковое давление во время рабочего хода испытывала та часть поршня, где нет тепловых прорезей. С этой целью на днище поршня делают метку или стрелку, которая при установке поршня в цилиндр, должна быть обращена к передней части двигателя.
Поршневые кольца. Основная функция поршневых колец — уплотнение камеры сгорания и обеспечение герметичности соединения деталей поршень — цилиндр — канавки. Кроме того, при сгорании рабочей смеси значительное количество тепла поглощается поршнем и отводится от него поршневыми кольцами.
Конструктивно поршневое кольцо представляет собой плоскую разрезную пружину с зазором, который называется замком. Замок позволяет устанавливать кольца на поршень и обеспечивает свободное расширение их при нагревании в процессе работы двигателя. Поршневые кольца делятся на компрессионные и маслосъемные.
Компрессионные кольца подбирают с определенным зазбром (0,02—0,07 мм) по высоте к канавке поршня. При установке поршня в цилиндр кольца сжимаются до небольшого зазора в замке и плотно прилегают к поверхности цилиндра, что предотвращает прорыв газов в картер двигателя и попадание масла со стенок цилиндра в камеру сгорания.
Маслосъемное кольцо снимает излишки масла со стенок цилиндра и отводит его в поддон картера.
Поршневые кольца изготовляют из легированного чугуна, а для двигателей с большими динамическими нагрузками — из специальной стали.
Поверхность верхнего компрессионного кольца для повышения износостойкости подвергают пористому хромированию, а остальные кольца для ускорения приработки покрывают тонким слоем олова или молибдена.
Чугунное маслосъемное кольцо отличается от компрессионного прорезями для прохода масла. В канавке поршня под маслосъемное кольцо сверлят один или два ряда отверстий для отвода масла внутрь поршня. На многих двигателях применяют стальные составные масло-съемные кольца. Например, в двигателе ЗИЛ-130 на каждый поршень устанавливают три компрессионных кольца и одно составное маслосъемное. Составное маслосъемное кольцо разборное, оно состоит из двух стальных кольцевых дисков и двух расширителей: осевого и радиального.
Компрессионные кольца в канавках поршня и в чугунной вставке располагают так, чтобы выточки на внутренних цилиндрических поверхностях колец были обращены вверх, в сторону днища поршня. Наружная поверхность нижнего компрессионного кольца имеет небольшую конусность, большее основание которого обращено вниз, что способствует лучшему уплотнению соединения поршень — цилиндр.
У большинства двигателей зазор в замках двух верхних компрессионных колец и чугунного маслосъем-ного составляет 0,25—0,60 мм, в нижнем компрессионном кольце — 0,15— 0,40 мм, а в замке кольцевых дисков составного маслосъемного кольца — 0,8—1,4 мм.
При наличии чугунного масло-съемного кольца замки всех колец при установке их на поршень располагают по окружности под углом 90°. При установке стального составного маслосъемного кольца на равные угловые интервалы смещаются только замки компрессионных колец.
Поршневой палец. Для шарнирного соединения поршня с верхней головкой шатуна служит поршневой палец. Через пальцы передаются значительные усилия, поэтому их изготовляют из легированных или углеродистых сталей с последующей цементацией или закалкой ТВЧ (токами высокой частоты). Поршневой палец представляет собой толстостенную трубку с тщательно отшлифованной наружной поверхностью, проходящую через верхнюю головку шатуна и концами опирающуюся на бобышки поршня.
По способу соединения с шатуном и поршнем пальцы делятся на плавающие и закрепленные (обычно в головке шатуна). Наибольшее распространение получили плавающие поршневые пальцы, которые свободно поворачиваются в бобышках и во втулке, установленной в верхней головке шатуна. Осевое перемещение поршневого пальца ограничивается стопорными кольцами, расположенными в выточках бобышек поршня.
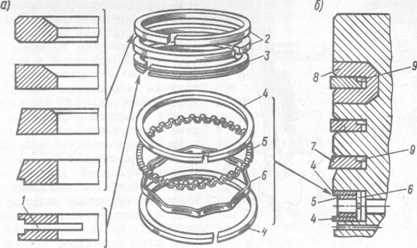
Рис. 2. Поршневые кольца:
а—типы поршневых колец; б—расположение колец на поршне
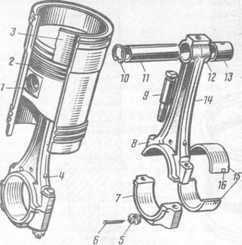
Рис. 3. Шатунно-поршневая группа
При работающем двигателе в бобышках поршня возможны стуки пальцев из-за различного коэффициента линейного расширения алюминиевого сплава и стали. Для устранения этого явления палец в бобышках устанавливают с натягом 0,01—0,02 мм, нагревая поршень до температуры 80—90 °С, что обеспечивает поддержание нормального теплового зазора (0,01—0,03 мм) в этом сопряжении на всех режимах работы двигателя.
Шатун. Он служит для соединения поршня с кривошипом коленчатого вала и обеспечивает при такте рабочего хода передачу усилия от давления газов на поршень к коленчатому валу, а при вспомогательных тактах (впуск, сжатие, выпуск), наоборот, от коленчатого вала к поршню. При работе двигателя шатун совершает сложное движение. Он движется возвратно-поступательно вдоль оси цилиндра и качается относительно оси поршневого пальца.
Шатун штампуют из легированной или углеродистой стали. Он состоит из стержня двутаврового сечения, верхней головки, нижней головки и крышки. В стержне шатуна при принудительном смазывании плавающего поршневого пальца (в основном у дизелей) сверлится сквозное отверстие — масляный канал.
Нижнюю головку, как правило, делают разъемной в плоскости, перпендикулярной к оси шатуна. В тех случаях, когда нижняя головка имеет значительные размеры и превышает диаметр цилиндра (у дизелей ЯМЗ), плоскость разъема головки делают под углом (косой срез), что позволяет уменьшить радиус окружности, описываемой нижней частью шатуна.
Крышка шатуна изготовляется из той же стали, что и шатун, и обрабатывается совместно с нижней головкой, поэтому перестановка крышки с одного шатуна на другой не допускается. На шатунах и крышках с этой целью делают метки. Чтобы обеспечить высокую точность при сборке нижней головки шатуна, его крышку фиксируют шлифованными поясками болтов, которые затягивают гайками и стопорят шплинтами или шайбами. В нижнюю головку устанавливают шатунный подшипник в виде тонкостенных стальных вкладышей, которые с внутренней стороны покрыты слоем антифрикционного сплава.
От осевого смещения и провертывания вкладыши удерживаются выступами (усиками), которые входят в канавки нижней головки шатуна и его крышки. В нижней головке шатуна и во вкладыше делается отверстие для периодического выбрызгивания масла на зеркало цилиндра или на распределительный вал (у двигателей ЗИЛ-130, ЗМЗ-53-11):
Для лучшей уравновешенности кривошипно-шатунного механизма разница в массе шатунов не должна превышать 6—8 г. В У-образных двигателях на каждой шатунной шейке коленчатого вала расположены два шатуна. В этих двигателях для правильной сборки шатунно-поршневой группы поршни и шатуны устанавливают строго по меткам.
На крышке и стержне шатуна дизеля КамАЗ-740 метки выбивают в виде трехзначных номеров. Кроме того, на крышке шатуна выбивают порядковый номер цилиндра. Так, у двигателя ЗИЛ-130 метка на днище поршня должна быть направлена к передней части двигателя. При этом метка на шатуне для левого ряда цилиндров должна быть направлена в одну сторону с меткой на поршне, а метка на шатуне для правого ряда цилиндров должна быть направлена в противоположную сторону относительно метки на поршне.
—
В поршневую группу входят поршни, поршневые кольца и поршневые пальцы. Поршень представляет собой металлический стакан, донышком обращенный вверх. Он воспринимает давление газов при рабочем ходе и передает его через поршневой палец и шатун на коленчатый вал. Отливают поршни из алюминиевого сплава.
Поршень имеет днище, уплотняющую и направляющую (юбка) части. Днище и уплотняющая часть составляют головку поршня.
Днище поршня вместе с головкой цилиндра образует камеру сгорания. В головке поршня проточены канавки для поршневых колец.
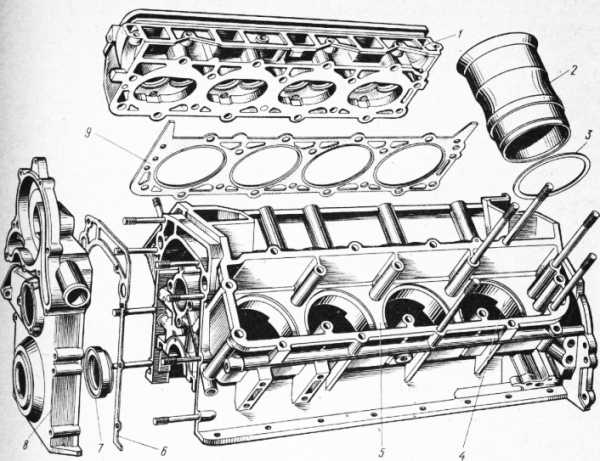
Рис. 4. Головка и блок цилиндров V-образного восьмицилиндрового двигателя 3M3-53: 1 — головка правого ряда цилиндров, 2 — гильза цилиндра, 3 — прокладка гильзы, 4 — направляющий поясок для гильзы, 5 — блок цилиндров, 6 — прокладка крышки распределительных шестерен, 7 — сальник переднего конца коленчатого вала, 8 — крышка распределительных шестерен, 9 — прокладка головки цилиндров
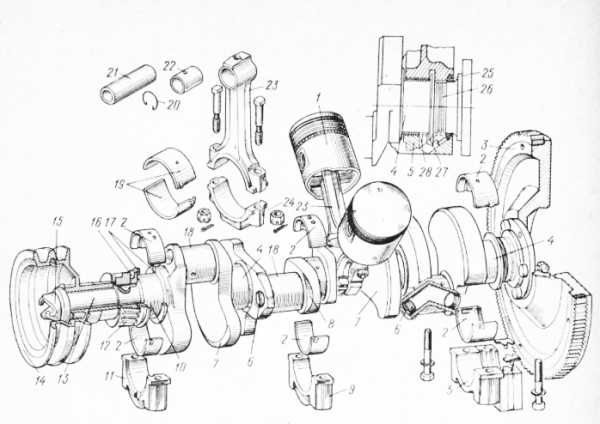
Рис. 5. Детали кривошипно-шатунного механизма двигателя ЗИЛ-130: 1 — поршень, 2 —вкладыши коренных подшипников коленчатого вала, 3 — маховик, 4— коренная шейка коленчатого вала, 5 — крышка заднего коренного подшипника, 6 — пробка, 7 — противовес, 8 — щека, 9 — крышка среднего коренного подшипника, 10 — передняя шейка копенчатого вала, 11 — крышка переднего коренного подшипника, 12—шестерня, 13 — носок коленчатого вала, 14 — шкив, 15—храповик, 16 — упорная шайба, 17 — биметаллические шайбы, 18 — шатунные шейки коленчатого вала, 19 — вкладыши шатунного подшипника, 20 — стопорное кольцо, 21 — поршневой палец, 22 — втулка верхней головки шатуна, 23 — шатун, 24 — крышка шатуна, 25 — сальник, 26 — маслоотгонная канавка, 27 — маслосбрасывающий гребень, 28 — дренажная канавка
Поршни двигателя ЯМЗ-740 изготовлены из высококремнистого алюминиевого сплава, имеют вставки из жаропрочного чугуна под верхнее компрессионное кольцо, в толстостенном днище поршня выполнена камера сгорания.
Уплотняющая часть поршня имеет диаметр, увеличивающийся книзу. Юбка поршня имеет две бобышки (приливы) с отверстиями для поршневого пальца. Каждая бобышка связана с днищем поршня двумя ребрами. Юбка поршня двигателя ЯМЗ-740 в нижней части имеет боковые выемки для прохода противовесов коленчатого вала при его вращении.
Юбка поршня обычно имеет прорези, которые предупреждают заедание поршня при нагреве и позволяют уменьшить зазор между гильзой цилиндра и поршнем. Заклинивание поршня исключают также приданием юбке овальной формы. Диаметр поршня в плоскости, перпендикулярной оси пальца, делают больше, чем в направлении оси поршневого пальца (у ЗИЛ-130 на 0,52 мм). При нагревании поршень расширяется сильнее в направлении оси поршневого пальца, где в бобышках сосредоточена наибольшая масса металла. Поэтому овальный поршень при нагреве получит цилиндрическую форму.
Отверстие под поршневой палец располагается не по оси симметрии поршня, а смещено на 1,5 мм (ЗМЗ-24, 3M3-53) вправо по ходу автомобиля. Этим уменьшается сила удара поршня о стенки гильзы при переходе его через в. м. т. в процессе сгорания — расширения газов.
Для улучшения приработки поршней к гильзам цилиндров и предохранения их от задиров юбку поршня покрывают тонким слоем олова или коллоидного графита (ЯМ3-740).
Поршневые кольца устанавливают в канавки, расположенные в головке поршня. Они подразделяются на компрессионные и маслосъемные. Компрессионные кольца уплотняют поршень в гильзе цилиндра и предотвращают прорыв газов через зазор между юбкой поршня и стенкой гильзы. Маслосъемные кольца, кроме того, снимают излишки масла со стенок гильз и не допускают попадания его в камеры сгорания.

Рис. 6. Поршневые кольца двигателей: а — внешний вид, 6 — расположение колец на поршне (ЗИЛ-130), в — составное маслосъемное кольцо; 1 — компрессионное кольцо, 2 — маслосъемное кольцо, 3 — плоские стальные диски, 4 — осевой расширитель, 5 — радиальный расширитель
Поршневые кольца изготовляют из чугуна или стали. Для установки на поршень кольца имеют разрез, называемый замком. Маслосъемное кольцо отличается от компрессорных колец сквозными прорезями для прохода масла. В канавке поршня для маслосъемного кольца сверлят один или два ряда отверстий для отвода масла внутрь поршня.
В целях повышения износостойкости поверхность верхнего поршневого кольца подвергают пористому хромированию. Остальные кольца для ускорения приработки покрывают тонким слоем олова. Нижнее компрессионное кольцо двигателя ЯМЗ-740 покрыто молибденом.
На наружной и внутренней поверхностях компрессионных колец выполняют фаски или канавки.
Маслосъемное кольцо двигателей ЗМЗ и ЗИЛ состоит из двух стальных кольцевых дисков, осевого и радиального расширителей. Вследствие быстрой прирабатываемости и упругости стальные кольца хорошо прилегают к гильзе цилиндра.
Поршневой палец служит для соединения поршня с шатуном и представляет собой короткую трубку. Пальцы изготовляют из легированной цементованной стали или из углеродистой стали, Закаленной токами высокой частоты. Наиболее распространены «плавающие» пальцы, свободно поворачивающиеся во втулке верхней головки шатуна и в бобышках поршня. От осевого смещения поршневой палец предохраняется стопорными кольцами, вставляемыми в выточки обеих бобышек поршня.
Реклама:
Читать далее: Основные типы механизмов газораспределения
Категория: — Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru