Станок для проточки коллекторов
Станок для проточки коллекторов
Станок для проточки коллекторов Доброго времени суток. Совершенно случайно, в моём хозяйстве образовался настольный станок для проточки коллекторов и фрезеровании миканита между пластинами генераторов и стартеров, модель станка 2155. Станочек некомплектный, нет фрезерной приставки, но эта проблема решаемая. Суть темы в следующем, можно ли этот станочек использовать для нарезки пластиковых шестерёнок, естественно после некоторых доработок, таких как изготовление фрезерной приставки, и установки делительного устройства. Или нестоит что то мудрить и запустить станок по прямому назначению. Станок для проточки коллекторовТеоретически конечно можно вот только нужно ли с точки зрения затрат времени и денег.
Станок для проточки коллекторовИногда обращаются люди со сломаными шестерёнками от разнообразной бытовой техники.
Ёжик 1 (03 December 2017 — 00:12) писал:
запустить станок по прямому назначению.
лучше так,а тоЁжик 1 (03 December 2017 — 00:12) писал:
изготовление фрезерной приставки, и установки делительного устройства.
и вот она-каша из топора Станок для проточки коллекторовПочему каша из топора?? В штатной комплектации у станка есть фрезерное устройство, (у меня его пока нет) оно предназначалось для фрезеровки миканита между пластинами.
Станок для проточки коллекторовЁжик 1 (03 December 2017 — 00:46) писал:
ну сами прикиньте-фрезаппарат,делилка.остается добавить станинку из швеллера и готово ваше приспособление для нарезки пластиковых шестерен.а станок лучше восстановить в изначальный функционал и продать(или самому пользовать) Станок для проточки коллекторовМожет вы и правы.. можно восстановить, но я так думаю, что есть смысл сначала узнать по местным электрикам степень востребованности проточки, если данная услуга востребована, то есть прямой интерес восстанавливать, и запускать в работу.
Page 2
Запрещено обсуждение вечных двигателей, альтернативных источников и накопителей энергии, упоминание фамилии Тесла, обсуждение ОТО и СТО. Раэдел предназначен для обсуждения необычных идей по тематике форума.
- Вы не можете создать новую тему
- Отметить этот форум прочитанным
| Автор Наш учитель, 12 Mar 2017 |
| |||
| Автор sc_creator, 08 Jan 2018 |
| |||
| Автор Бамбула., 11 Jan 2018 |
| |||
| Автор Бахыт, 15 Aug 2017 |
| |||
| Автор psp59, 20 Jul 2016 |
| |||
| Автор Лаборант, 25 Apr 2013 |
| |||
| Автор orlovca, 03 Apr 2015 |
| |||
| Автор Владимир_, 11 Jan 2018 |
| |||
| Автор WatchCat, 10 Apr 2015 |
| |||
| Автор Рикки, 21 Dec 2017 |
| |||
| Автор Sимбир, 28 Dec 2017 |
| |||
| Автор Tardis, 26 Dec 2017 |
| |||
| Автор Yuriy Skvortsov, 14 Dec 2017 |
| |||
| Автор Наш учитель, 14 Dec 2017 |
| |||
| Автор MODpetruha, 13 Dec 2017 | ||||
| Автор Sova902, 22 May 2009 |
| |||
| Автор 67рус, 23 Jan 2015 |
| |||
| Автор disop, 07 Apr 2015 |
| |||
| Автор Ёжик 1, 03 Dec 2017 | ||||
| Автор 3507, 25 Nov 2017 |
| |||
| Автор antabu, 26 Nov 2017 | ||||
| Автор Pertulkin, 20 Sep 2017 |
| |||
| Автор apolonold, 19 Nov 2017 | ||||
| Автор Kompas, 14 Mar 2017 |
| |||
| Автор Stealth, 22 Sep 2017 |
| |||
| Автор Ёжик 1, 21 Feb 2017 |
| |||
| Автор NE0100, 15 Oct 2017 | ||||
| Автор question, 23 Sep 2017 |
| |||
| Автор SEEK, 07 Sep 2017 |
| |||
| Автор michman, 03 Oct 2017 |
|
- Вы не можете создать новую тему
www.chipmaker.ru
Обзор токарного станка Р-105: описание конструкции, характеристики
Токарный станок Р-105 предназначен для обработки стальных вращающихся заготовок. Он относится к настольному классу оборудования. С его помощью можно выполнять токарные работы с небольшими деталями. Чаще всего он используется в домашних условиях или для выполнения незначительных ремонтно-восстановительных работ.
Описание конструкции

Токарный станок Р-105 состоит из станины, на которой установлены передняя и задняя бабки, а также электродвигатель. Помимо токарных работ, в конструкции предусмотрен блок для выполнения фрезерования с горизонтальным расположением пальчиковой фрезы.
К преимуществам конструкции можно отнести монолитную конструкцию станины, которая обеспечивает максимальную устойчивость. Для передачи крутящего момента от электродвигателя мощностью 0,4 кВт присутствует ременная передача. В зависимости от модификации оборудование может быть подключено к электросети 220 В или 380 В.
Кроме этих особенностей, он обладает следующими качествами:
- подача суппорта осуществляется ручным способом;
- формирование резьбы невозможно из-за конструктивных особенностей;
- требуется основание. Так как высота оборудования невелика – для нормальной работы нужно сделать рабочий стол.
В конструкции предусмотрено две скорости с числом оборотов/мин 1400 и 2000. Переключение скоростей происходит за счет смещения ремня по валам шкивов.
Одной из проблем в работе станка Р-105 является конструкция резцедержателя. Чаще всего вместо заводского элемента изготавливают самодельный, с лучшими характеристиками фиксации резца и сопряженности с суппортом.
i-perf.ru
Р-105 Станок токарный настольный. Паспорт, схемы, описание, характеристики
Сведения о производителе настольного токарного станка модели Р-105
Станки, выпускаемые Чистопольским заводом Автоспецоборудование
Р-105 Станок настольный токарно — фрезерный специальный. Назначение, область применения
Настольный токарно-фрезерный станок Р105 предназначен для проточки коллекторов и фрезерования пазов между ламелями. Станок производился в 70-х годах прошлого века.
Станок производился для механизации ремонта электрогенераторов в автомастерских. Коллектор протачивается на токарном станке, а затем проререзаются пазы между ламелями.
В связи с узкой специализацией станка Р105 на нем не предусмотрена механическая подача суппорта и нарезание резьбы.
В настоящее время используется как настольный токарный станок в небольших домашних мастерских.
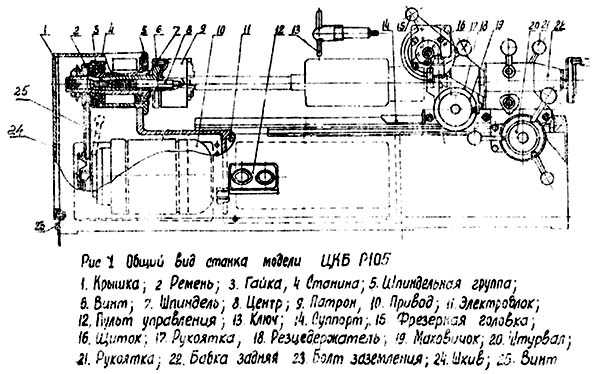
Общий вид токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105

Фото токарного станка Р-105
Расположение составных частей токарного станка Р-105
Расположение основных узлов токарного станка Р-105
Фото токарного станка Р-105. Смотреть в увеличенном масштабе
Перечень составных частей токарного станка Р-105
- Крышка (кожух шкивов)
- Ремень приводной
- Гайка разрезная для регулировки натяга подшипника шпинделя
- Станина
- Шпиндельная бабка
- Винты крепления патрона
- Шпиндель
- Центр
- Патрон
- Электродвигатель
- Электроблок
- Пульт управления
- Ключ токарного патрона
- Суппорт
- Рукоятка фрезерной головки
- Щиток
- Рукоятка зажима резцедержателя
- Резцедержатель
- Маховичок поперечной подачи суппорта
- Штурвал продольной подачи суппорта
- Рукоятка зажима на станине задней бабки
- Задняя бабка
- Болт заземления
- Шкив электродвигателя
- Винт крепления кожуха
Устройство и принцип работы токарно-фрезерного станка Р105
Станок состоит из станины 4 (рис. 1), задней бабки 22, суппорта 14, шпиндельной группы 5, фрезерной головки 15, привода 10, электроблока 11 и патрона 9.
Станина — литая, в верхней левой части имеет выступ, являющийся корпусом передней бабки.
Направляющие станины типа «ласточкин хвост». Станина имеет три люка: торцовый, обеспечивающий доступ к ременной передаче 2 и два задних, через один из которых вставляется привод шпинделя, а через второй — электроблок, смонтированный на крышке люка. Торцовый люк закрывается крышкой 1, имеющей специальные вентиляционные окна. На передней стенке станины расположен пульт управления станком 12, на котором смонтированы кнопки «пуск» и «стоп».
Задняя бабка — установлена в направляющем пазе и может по нему передвигаться в зависимости от длины устанавливаемого якоря. Фиксация бабки в определенном положении на станине осуществляется с помощью рукоятки 21, приводящей в действие эксцентриковый зажим. Пиноль задней бабки имеет конус Морзе № 2.
Суппорт перемещается по направляющим станины в продольном направлении посредством реечной передачи с ручным приводом от штурвала фартука 20, закрепленного на нижней стороне передней балки плота. Поперечная подача осуществляется с помощью маховичка 19. Цена деления гайки указателя поперечной подачи 0,05 мм На поперечном суппорте установлен резцедержатель 18, в котором с помощью винтов крепится режущий инструмент. На задней стенке плота предусмотрено место крепления кронштейна фрезерной головки 15.
Шпиндельная группа — состоит из стакана 5, в котором на двух шарикоподшипниках установлен шпиндель 7 с отверстием конус Морзе № 4.
Регулировка натяга в подшипниках шпинделя осуществляется с помощью разрезной гайки 3, путем поджима наружного кольца подшипника. Шпиндельная группа с помощью винтов прифланцовывается к корпусу передней бабки. Привод шпинделя осуществляется клиноременной передачей 2 непосредственно со шкива электродвигателя 24 на шкив шпинделя.
Фрезерная головка — устанавливается на задней стенке суппорта. Головка представляет собой поворотный кронштейн с закрепленным на нем электродвигателем и микропереключателем.
Положение головки по высоте регулируется с помощью винта, имеющего на своей поверхности накатку. Фреза крепится непосредственно на валике, установленном на валу электродвигателя.
Привод шпинделя — смонтирован на задней крышке и состоит из электродвигателя мощностью 400 Вт и натяжного устройства.
Электроблок — устанавливается через задний люк станины и крепится к ней четырьмя винтами. На блоке смонтированы два магнитных пускателя, набор зажимов, предохранитель, штепсельное соединение и провода. Электроблок смонтирован таким образом, что его можно целиком вынуть через люк станины при наладке или ремонте.
Электрооборудование токарно-фрезерного станка Р105
Электрооборудование станка рассчитано на питание от сети переменного трехфазного тока напряжением 380/220 в, частотой 50 Гц.
Пусковая и защитная аппаратура смонтированы на крышке электроблока и пульте управления.
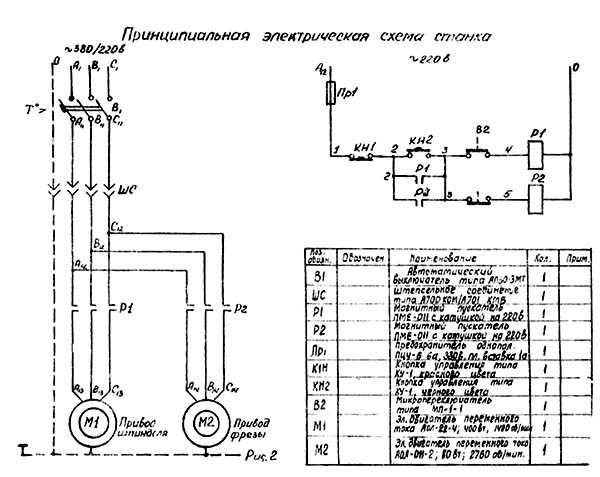
Электрическая схема токарного станка Р-105
Схема электрическая токарного станка Р-105. Смотреть в увеличенном масштабе
Привод. Для привода шпинделя используется электродвигатель М1 (Рис. 2) переменного тока АОЛ-22-4 (M361) мощностью 0,4 кВт, с числом оборотов 1400 об/мин. Для привода фрезерной головки используется электродвигатель М2 переменного тока АОЛ-011-2 (M361) мощностью 80 Вт, числом оборотов 2760 об/мин.
Двигатель шпинделя управляется кнопками Kh2 и КН2.
Включение и отключение двигателя фрезерной головки осуществляется микропереключателем В2.
Блокировка. При установке фрезерной головки в рабочее положение, контакты микропереключателя, установленного на кронштейне фрезерной головки переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включении двигателя шпинделя.
Защита. Электрооборудование станка защищено от коротких замыканий и перегрузок плавким предохранителем ПP1. Для предотвращения самозапуска электродвигателей применена нулевая защита с использованием контактов магнитных пускателей P1 и Р2.
Порядок работы на станке Р-105
Для проточки коллекторов необходимо установить заднюю бабку 22 в положение, соответствующее длине вала якоря и надежно ее закрепить с помощью рукоятки эксцентрикового жение и настраивается посредством винта на соответствующую глубину резания после чего фиксируется контргайкой. Перед фрезерованием вал якоря должен быть установлен в центрах, для чего необходимо развести кулачки патрона 9.
При установке фрезерной головки в рабочее положение контакты микропереключателя, установленного на кронштейне фрезерной головки, переключают электросхему таким образом, что при нажатии кнопок может быть включен или выключен только двигатель фрезы. Такая блокировка исключает возможность включения шпинделя.
Подача фрезы производится вращением того же штурвала продольной подачи 20, что при проточке коллектора, но с подачей, соответствующей 75 мм на один оборот.
Поворот и установка якоря при фрезеровании производится вручную. По окончании фрезерования зачистить коллектор мелкой наждачной шкуркой.
Станок укомплектован специальным ключом 13, который служит для крепления фланца патрона в конусное отверстие шпинделя 7, его выпрессовки из конусного отверстия и управления кулачками патрона.
Р-105 Станок токарный настольный. Видеоролик.
Основные технические характеристики станка Р-105
| Наименование параметра | Р-105 | |
|---|---|---|
| Основные параметры станка | ||
| Класс точности | Н | |
| Наибольший диаметр заготовки, устанавливаемой над станиной, мм | 140 | |
| Наибольший диаметр заготовки, обрабатываемой над суппортом, мм | ||
| Высота центров над плоскими направляющими станины, мм | 70 | |
| Наибольшая длина заготовки, обрабатываемой в центрах (РМЦ), мм | 550 | |
| Шпиндель | ||
| Диаметр сквозного отверстия в шпинделе, мм | нет | |
| Число ступеней частот вращения шпинделя | 2 | |
| Частота вращения шпинделя, об/мин | 1400; 2000 | |
| Торможение шпинделя | нет | |
| Суппорт | ||
| Привод подачи суппорта | ручной | |
| Наибольшее продольное перемещение суппорта, мм | 500 | |
| Продольное перемещение суппорта за один оборот штурвала, мм | 29; 75 | |
| Наибольшее поперечное перемещение суппорта, мм | 70 | |
| Перемещение суппорта поперечное на одно деление лимба, мм | 0,05 | |
| Перемещение суппорта поперечное на один оборот лимба, мм | 3 | |
| Фрезерная головка | ||
| Привод подачи фрезы | ручной | |
| Частота вращения фрезерной головки, об/мин | 2760 | |
| Наибольший вертикальный ход фрезы, мм | 40 | |
| Вертикальная подача фрезы за один оборот маховичка, мм | 6 | |
| Наибольший продольный ход фрезы, мм | 500 | |
| Продольная подача фрезы за один оборот маховичка, мм | 29; 7 | |
| Электрооборудование. Привод | ||
| Параметры питающей сети | 220/380 В, 50 Гц | |
| Электродвигатель привода шпинделя, кВт (об/мин) | 0,4 (1400) | |
| Электродвигатель привода фрезерной головки, кВт (об/мин) | 0,08 (2760) | |
| Габариты и масса станка | ||
| Габариты станка (длина ширина высота), мм | 1100 х 480 х 400 | |
| Масса станка, кг | 110 |
Полезные ссылки по теме. Дополнительная информация
Паспорта к настольным токарным станкам и оборудованию
Каталог справочник настольных токарных станков
stanki-katalog.ru
| 04.01.07.01 | 04.01.07.02 | |
| 1. Габаритные размеры ротора, мм | ||
| 1.1. Диаметр бочки | 200 ÷ 1000 | 200 ÷ 1000 |
| 1.2. Длина | 550 ÷ 2200 | 550 ÷ 3500 |
| 2. Размеры коллектора якоря, мм | ||
| 2.1. Диаметр | 80 ÷ 800 | 80 ÷ 800 |
| 2.2. Длина | 400 | 500 |
| 2.3. Допустимый угол наклона изоляционных пластин | 1015′max | 1015′max |
| 3. Основные характеристики механизма продороживания | ||
| 3.1. Скорость продороживания, мм/сек | 3 ÷ 20 | 3 ÷ 20 |
| 3.2. Скорость вращения фрезы, об/мин | 1500 ÷ 3500 | 1500 ÷ 3500 |
| 4. Привод якоря | плоскоременный | плоскоременный |
| 4.1. Серводвигатель | ||
| 4.1.1. Тип | SGMGH-20DCA6F-OY | SGMGH-20DCA6F-OY |
| 4.1.2. Мощность, кВт | 1,8 | 1,8 |
| 4.1.3. Частота вращения, об/мин | 1500 | 1500 |
| 4.2. Сервопривод | ||
| 4.2.1. Тип | SGDH-20DE-OY GBR | SGDH-20DE-OY GBR |
| 4.2.2. Мощность, кВт | 2,0 | 2,0 |
| 4.2.3. Редуктор, тип/передаточное отношение | NMRV 75 /100 | РС 75 /100 |
| 5. Механизм продороживания коллектора | ||
| 5.1. Продольное перемещение фрезы, мм | 400 | 500 |
| 5.1.1. Привод продольной подачи фрезы | зубчаторемённый | зубчаторемённый |
| 5.1.2. Электродвигатель, тип | АИР63B4 –У3 | АИР63B4 –У3 |
| 5.1.2.1. Мощность, кВт | 0,37 | 0,37 |
| 5.1.2.2. Частота вращения, об/мин | 1320 | 1320 |
| 5.1.3. Редуктор, тип/передаточное отношение | MU050/100 | РС050/80 |
| 5.1.4. Преобразователь частоты, тип | V1000 VZAB0P4BAA | MX2-AB004-E |
| 5.1.4.1. Мощность, кВт | 1,3 | 1,3 |
| 5.1.4.2. Выходная частота, Гц | 0,5 ÷ 100 | 0,5 ÷ 100 |
| 5.1.4.3. Выходное напряжение, В | 220 | 220 |
| 5.2. Поперечное перемещение фрезы, мм | 400 | 400 |
| 5.2.1. Привод поперечной подачи фрезы | реечный | реечный |
| 5.2.2.1.Электродвигатель, тип | АИР 56 В4 УЗ | |
| 5.2.2.2. Мощность, кВт | 0,18 | 0,18 |
| 5.2.2.3. Частота вращения, об/мин | 1350 | 1350 |
| 5.2.3. Редуктор, тип/передаточное отношение | NMRV050/10 | РС050/10 |
| 5.2.4. Редуктор, тип/передаточное отношение | NMRV-040/100 | РС040/100 |
| 5.3. Привод фрезы | зубчаторемённый | зубчаторемённый |
| 5.3.1. Электродвигатель привода фрезы, тип | АИР 71А4У2 | АТ 80А |
| 5.3.1.1. Мощность, кВт | 0,55 | 0,55 |
| 5.3.1.2. Частота вращения, об/мин | 1360 | 1391 |
| 5.3.2. Преобразователь частоты, тип | V1000 VZAB0P4BA | MX2-AB004-E |
| 5.3.2.1. Мощность, кВт | 1,3 | 1,3 |
| 5.3.2.2. Выходная частота, Гц | 35 ÷ 81 | 35 ÷ 80 |
| 5.3.2.3. Выходное напряжение, В | 220 | 220 |
| 5.4. Привод механизма регулировки наклона фрезы | винтовой | винтовой |
| 5.4.1. Серводвигатель | ||
| 5.4.1.1. Тип | SGMAH-02AAA61D-OY | SGMAH-02AAA61D-OY |
| 5.4.1.2. Мощность, кВт | 0,2 | 0,2 |
| 5.4.1.3. Частота вращения, об/мин | 3000 | 3000 |
| 5.4.2. Сервопривод | ||
| 5.4.2.1. Тип | SGDH-02АE-OY | SGDH-02АE-OY |
| 5.4.2.2. Мощность, кВт | 0,2 | 0,2 |
| 5.5. Привод перемещения механизма продороживания | цепной | |
| 5.5.1. Электродвигатель, тип | АИР 56 А4 УЗ | |
| 5.5.1.1. Мощность, кВт | 0,12 | |
| 5.5.1.2. Частота вращения, об/мин | 1350 | |
| 5.5.2. Редуктор, тип/передаточное отношение | РС050/30 | |
| 5.5.3. Редуктор, тип/передаточное отношение | РС040/7.5 | |
| 6. Стойки | ||
| 6.1. Количество, шт | 2 | 2 |
| 6.2. Привод продольного перемещения | винтовой | винтовой |
| 6.2.1. Электродвигатель, тип | АИР 63В4 УЗ | АИР 63В4 УЗ |
| 6.2.1.1. Мощность, кВт | 0,37 | 0,37 |
| 6.2.1.2. Частота вращения, об/мин | 1320 | 1320 |
| 6.2.2. Редуктор, тип/передаточное отношение | NMRV050/15 | РС050/15 |
| 7. Напряжение питания (50Гц), В | 380 | 380 |
| 8. Установленная мощность, кВт | 4,0 | 4,0 |
| 9. Габаритные размеры (ДхШхВ) / масса, мм / кг | 3390 х 2180 1550 / 1250 | 4400 х 2180 х 1550 / 1550 |
rer-don.ru
Наименование | Модель | Кол. | Уст. мощность, кВт | Размеры в плане, мм | Общая площадь, м2 |
Слесарный верстак | 2250 | 1 | — | 1600х750 | 1,20 |
Стол для паяльных работ* | Мод.584 | 1 | — | 1500х650 | 0,97 |
Стол для приборов | СИ | 1 | — | 1800х800 | 1,44 |
Контрольно-испытательный стенд для проверки электрооборудования* | Inf4523 | 1 | 1,65 | 1050х550 | 0,58 |
Инструментальный шкаф | 3039 | 1 | — | 680х680 | 0,46 |
Ванна для мойки деталей* | СИ | 1 | — | 900х550 | 0,50 |
Реечный ручной пресс* | 208 ГАРО | 1 | — | 800х400 | 0,32 |
Вертикально-сверлильный станок | 2118-А | 1 | 1,00 | 900х600 | 0,54 |
Инструментальная тележка* | ГАРО мод.3405 | 1 | — | 900х480 | 0,43 |
Станок для проточки коллекторов | 24863 | 1 | 1,30 | 1200х720 | 0,86 |
Заточной станок | 5814 | 1 | 0,85 | 580х450 | 0,26 |
Стеллаж | СИ | 3 | — | 1400х450 | 1,89 |
Ларь для обтирочных материалов | СИ | 1 | — | 400х400 | 0,16 |
Ларь для отходов | СИ | 1 | — | 350х350 | 0,12 |
Подставка под огнетушитель | СИ | 2 | — | 200х200 | 0,08 |
Эксцентриковые тиски* | ДП | 1 | — | — | — |
Прибор для проверки и очистки свечей зажигания | Э-203 | 1 | 0,55 | — | — |
Прибор для диагностики ЭСУД двигателя* | ToirS-085 | 1 | 0,50 | — | — |
ИТОГО |
|
| 5,85 |
| 9,81 |
avtocherteg.ru
проточка якорей стартеров и генераторов. — Автомобили
не критично это не шейки подшипников, щетки подпружинены
А не доводилось ли видеть как обламывает выводы щеток у выхода из щетки? И щетки изношенные сбоку о держатель? Притом на высоких оборотах щетка не успевает вернуться на коллектор после подпрыгивания на эксцентрике, начинается выгорание ламелей и через небольшое время коллектор выгорает яйцеобразно. Кроме того устанавливать по заводскому центру, там где он есть, тоже непрвильно. Совпасть может только один из десяти, почему так не знаю. Поэтому или протачиваю в специальной приспособе, или центрую в люнете. Проточка на высоких оборотах, острым резцом, после шкуркой, после валенком, чтобы убрать абразив от шкурки.
А коллектор генераторов никогда не протачиваю, а просто меняю.
А после замены центровка сохраняется? А вот и нет, иногда смещается до 0,5мм. Так, что протачивать необходимо в любом случае. Даже если нет токарного станка лучше найти где можно проточить. Да и проточить нужно с фиксацией по подшипнику, для этого есть специальные приспособы. Есть у нас фирмочка по ремонту стартер — генераор, они тоже заменяют и не протачивают, дают гарантию три месяца и большинство колец и щеток хватает на это время. А при разборке обнаруживаются наполовину изношенные по ширине или обломанные щетки и продранные кольца. Мне такая конкуренция очень даже приятна.
Нефиг протачивать кольца!
Через три, четыре месяца принесут ко мне, а я поставлю свои и проточу. Лет на десять щеток хватит, а кольцам вовсе ничего не сделается.
www.chipmaker.ru
Наименование | Тип и модель | Габаритные размеры в плане, мм | Количество |
Универсальный контрольно – испытательный стенд | 532 М или Э – 211 | 1545 X885 | 1 |
Станок для проточки коллекторов и фрезерования миканита между пластинами | ЦКБ – Р – 105 | 700 X500 | 1 |
Прибор для очистки и проверки свечей зажигания | Э – 203 | 190 X155 | 1 |
Настольно – сверлильный станок | НС – 12 А | 770 x465 | 1 |
Реечный ручной пресс | ОКС – 918 | 370 X200 | 1 |
Прибор для проверки якорей | Э – 236 | 264 x196 | 1 |
Токарный станок | ТВ – 16 | 800 x500 | 1 |
Стенд для проверки приборов системы зажигания автомобилей | Э – 214 И – 138 А | 645 X630 | 1 |
Электроточило | МВ – 01 | 460 x260 | 1 |
Установка для разборки, мойки и обдувки деталей | 1200 X700 | 1 | |
Прибор для проверки щитковых контрольно – измерительных приборов и датчиков автомобилей | Э – 204 | 325 x275 | 1 |
Сушильный шкаф | НП – 014 | 680 X550 | 1 |
Наименование | Модель или ГОСТ | Количество | |
Комплект инструментов для ремонта и технологического обслуживания электрооборудования автомобилей: | 2443 или И – 111 | 3 | |
ключ для проверки и регулировки зазоров между электродами свечей | 3 | ||
надфиль плоский тупоносый, длина 80 мм | 3 | ||
ключ для гайки замка зажигания и центрального переключателя света автомобиля | 3 | ||
бородок 0 4 | 3 | ||
ключ для свечей зажигания двусторонний 24 X26 | 3 | ||
линейка металлическая, длина 150 мм | 3 | ||
Слесарные тиски | ГОСТ 4045 – 57 | 2 | |
Молоток слесарный массой 500 г | ГОСТ 2310 – 70 | 3 | |
Молоток медный массой 500 г | ПНМ 1468 – 17 – 370 | 3 | |
Портативный дефектоскоп | ПДО – 1 | 3 | |
Магнитомер | МД – 4 | 1 | |
Молоток деревянный (киянка) | 2 | ||
Станок для ручных ножовочных полотен | МН – 524 – 60 | 3 | |
Полотно ножовочное 300 X13 X0,8 мм | ГОСТ 645 – 67 | 10 | |
Пинцет прямой, длина 175 мм | Нормаль ВНИИ | 3 | |
Зубило слесарное 15 Х60 | 3 | ||
Керн 0 4 мм | ГОСТ 2713 – 74 | 3 | |
Кисть волосяная | 3 | ||
Щетка волосяная с капроновым волосом | 3 | ||
Патрон сверлильный (зажимной, цанговый) 0 3,5 – 15 мм | ГОСТ 10597 – 70 | 1 | |
Сверла спиральные 0 3,3 – 15 мм | ГОСТ 10902 – 64 | 10 | |
Метчики ручные М4 – Ml2 | ГОСТ 10903 – 64 | 10 | |
Плашки круглые М4 – М12 | ГОСТ 9740 – 71 | 10 | |
Вороток для метчиков | МН 520 – 60 | 2 | |
»» круглых плашек, тип 111 | 2 | ||
Масленка № 1 емкостью 0,25 л | 1 | ||
Пресс – отвертка для крепления полюсных наконечников генераторов и стартеров | Собственного изготовления | 1 | |
Зажим для шкивов | 2 | ||
Штамп для изготовления наконечников | 1 | ||
Оправка для запрессовки подшипников генератора | О | ||
Подъемник щеток | 3 | ||
Цанга для выпрессовки медно – графитовых втулок | 1 | ||
Приспособление для выпрессовки подшипников генератора | 1 | ||
Вставка цанги | 1 | ||
Оправка для напрессовки на валик муфты распределителя | 1 | ||
Упор для снятия внутренних колец шариковых подшипников | 1 | ||
Оправка универсальная для запрессовки | – | I | |
внешних колец шариковых подшипников | |||
Центр | – | 1 | |
Съемник для наружных колец подшипников | – | 1 | |
Гладилка для уплотнения проводов в пазах якорей при замене обмоток | 1 | ||
Упор для снятия и установки полюсных башмаков | 1 | ||
Стенд для разработки и сборки узлов электрооборудования | 1 | ||
Паяльник | 3 | ||
Трансформатор понижающий от 250 до 3 В | – | 1 | |
Вольтамперметр | – | 1 | |
Приспособление для отвертывания башмаков и снятия подшипников генераторов и стартеров | 1 | ||
Приспособление для разборки и сборки генераторов | 1 | ||
Наименование | Тип или модель | Габаритные размеры в плане, мм | Количество |
Верстак электрика | ОГ – 8 – 132 | 1200 x800 | 1 |
Подставка под оборудование | ОРГ – 1019 – 209 | 800 X600 | 4 |
Стол для приборов | 228 С – П | 1400 X800 | 1 |
Стеллаж для хранения электрооборудования | ОРГ – 1468 – 05 – 300 | 1400 X500 | 2 |
Ларь для обтирочных материалов | 2249 – П | 800 X400 | 1 |
Ларь для отходов | 2317 – П | 500 X500 | 1 |
Тумбочка для хранения инструментов | 2246 | 820 X500 | 1 |
Стол конторский | МРТУ – 13 – 08 | 1100 X620 | 1 |
Стол подъемно – поворотный | Собственного изготовления | 4 | |
Круглый вращающийся стол электрика | Р – 967 | 1 |
studfiles.net
№ | Наименование | Модель (тип) | Кол. | Габаритные размеры, мм | Занимаемая площадь, м2 | Примеч. | |||
ед. | общ. | ||||||||
1 | Слесарный верстак | ВС | 1 | 1600 | х | 750 | 1,20 | 1,20 |
|
2 | Стол электрика | 57.0398 | 1 | 1900 | х | 690 | 1,31 | 1,31 |
|
3 | Контрольно-испытательный стенд проверки электрооборудования | INF6997 | 1 | 1050 | х | 675 | 0,71 | 0,71 | 2,3 кВт |
4 | Инструментальный шкаф | СИ | 1 | 880 | х | 400 | 0,35 | 0,35 |
|
5 | Вертикально-сверлильный станок | 2118-А | 1 | 900 | х | 600 | 0,54 | 0,54 | 1,8 кВт |
6 | Заточной станок | 5814 | 1 | 560 | х | 320 | 0,18 | 0,18 | 1,50 кВт |
7 | Стеллаж для деталей | СИ | 1 | 1580 | х | 450 | 0,71 | 0,71 |
|
8 | Стол паяльных работ с вытяжкой | 584 | 1 | 1420 | х | 600 | 0,85 | 0,85 | 0,78 кВт |
9 | Станок для проточки коллекторов | 24863 | 1 | 1200 | х | 700 | 0,84 | 0,84 | 2,4 кВт |
10 | Стенд для проверки стартеров и генераторов | Jemp 82.Т | 1 | 1360 | х | 740 | 1,01 | 1,01 | 10 кВт |
11 | Ларь для обтирочных материалов | СИ | 1 | 500 | х | 500 | 0,25 | 0,25 |
|
12 | Ларь для отходов | СИ | 1 | 650 | х | 650 | 0,42 | 0,42 |
|
13 | Подставка под огнетушитель | СИ | 1 | 270 | х | 270 | 0,07 | 0,07 |
|
14 | Прибор для проверки свечей | Э-203 | 1 |
| х |
| 0,00 | 0,00 | 0,50 кВт |
15 | Прибор для очистки свечей | Э-204 | 1 |
| х |
| 0,00 | 0,00 |
|
16 | Стенд проверки ЭСУД впрысковых двигателей | ToirS-085 | 1 |
| х |
| 0,00 | 0,00 | 0,76 кВт |
17 | Стул | СИ | 1 | 480 | х | 465 | 0,22 | 0,22 |
|
| ИТОГО |
| 17 |
|
|
|
| 8,67 |
|
avtocherteg.ru