Технологический процесс: описание, виды, этапы
Первые достоверно известные технологические процессы были разработаны в древнем Шумере — на глиняной табличке клинописью был описан по операциям порядок приготовления пива. С тех пор способы описания технологий производства продуктов питания, инструментов, домашней утвари, оружия и украшений — всего, что изготавливало человечество, многократно усложнились и усовершенствовались. Современный технологический процесс может состоять из десятков, сотен и даже тысяч отдельных операций, он может быть многовариантным и ветвиться в зависимости от различных условий. Выбор той или иной технологии- это непросто выбор тех или иных станков, инструмента и оснастки. Нужно также обеспечить соответствие требованиям технических условий, плановых и финансовых показателей.
 Технологический процесс
Технологический процессОпределение и характеристика
ГОСТ дает научно строгое, но сформулированное слишком сухим и наукообразным языком определение технологического процесса. Если же говорить о понятии технологического процесса более понятным языком, то технологический процесс — это совокупность выстроенных в определенном порядке операций. Он направлен на превращение сырья и заготовок в конечные изделия. Для этого с ними совершают определенные действия, обычно выполняемые механизмами. Технологический процесс не существует сам по себе, а является важнейшей частью более общего производственного процесса, включающего в себя в общем случае также процессы контрактации, закупки и логистики, продажи, управления финансами, административного управления и контроля качества.
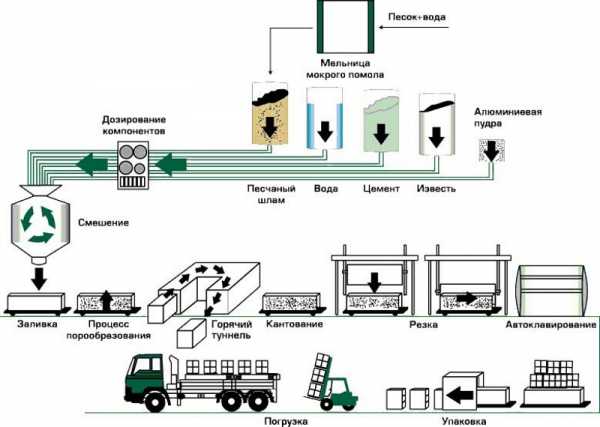
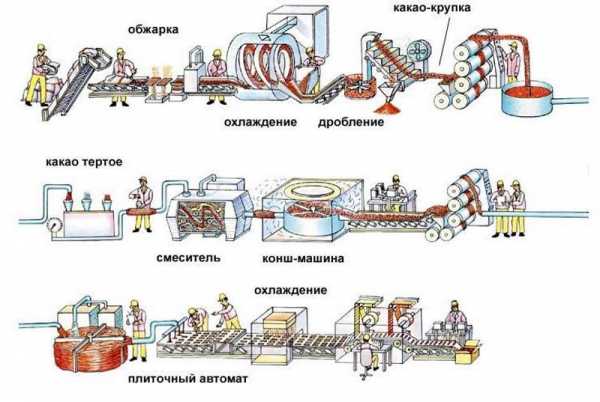
Схема технологического процесса
Технологи на предприятии занимают весьма важное положение. Они являются своего рода посредниками между конструкторами, создающими идею изделия и выпускающими его чертежи, и производством, которому предстоит воплощать эти идеи и чертежи в металл, дерево, пластмассу и другие материалы. При разработке техпроцесса технологи работают в тесном контакте не только с конструкторами и производством, но и с логистикой, закупками, финансами и службой контроля качества. Именно техпроцесс и является той точкой, в которой сходятся требования всех этих подразделений и находится баланс между ними.
Описание технологического процесса должно содержаться в таких документах, как:
- Маршрутная карта — описание высокого уровня, в нем перечислены маршруты перемещения детали или заготовки от одного рабочего места к другому или между цехами.
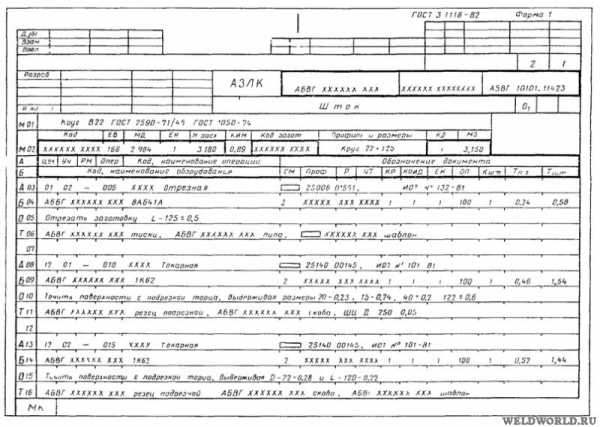
- Операционная карта – описание среднего уровня, более подробное, в нем перечислены все операционные переходы, операции установки-съемки, используемые инструменты.
- Технологическая карта — документ самого низкого уровня, содержит самое подробное описание процессов обработки материалов, заготовок, узлов и сборок, параметры этих процессов, рабочие чертежи и используемая оснастка .
Технологическая карта даже для простого на первый взгляд изделия может представлять собой довольно толстый том.
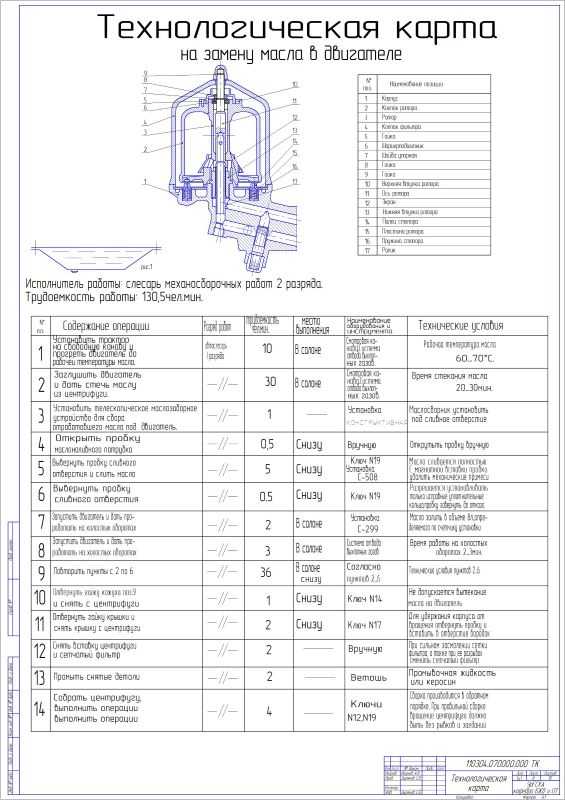
Технологическая карта
Для сравнения и измерения технологических процессов серийного производства применяются следующие характеристики:
- Цикл технологической операции — длительность (измеряется в секундах, часах, днях, месяцах) операции, повторяющейся с определенной периодичностью. Отсчитывается от момента начала операции до момента ее окончания. Длительность цикла не зависит от числа заготовок или деталей, обрабатываемых одномоментно.
- Такт выпуска изделия – промежуток времени, через который выпускается это изделие. Рассчитывается как отношение времени, за которое выпускается определенное количество изделий, к этому количеству. Так, если за 20 минут было выпущено 4 изделия, то такт выпуска будет равен 20/4=5 минут/штуку .
- Ритм выпуска – величина, обратная такту, определяется как число изделий, выпускаемых в единицу времени (секунду, час, месяц и т.п.).
В дискретном производстве такие характеристики технологических процессов не находят применения ввиду малой повторяемости изделий и больших сроков их выпуска.
Производственная программа — представляет собой список названий и учетных номеров выпускаемых изделий, причем для каждой позиции приводится объемы и сроки выпуска.
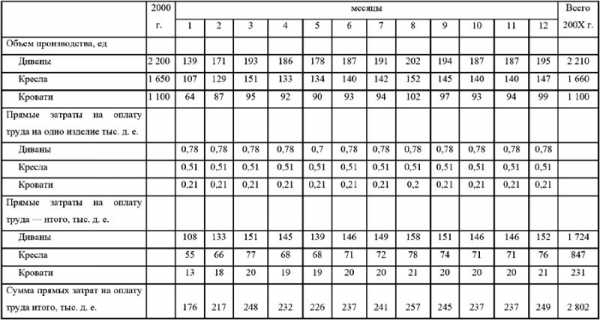
Производственная программа
Производственная программа предприятия складывается из производственных программ его цехов и участков. Она содержит:
- Перечень выпускаемых изделий с детализацией типов, размеров, количества.
- Календарные планы выпуска с привязкой к каждой контрольной дате определенного объема выпускаемых изделий.
- Количество запасных частей к каждой позиции в рамках процесса поддержки жизненного цикла изделий.
- Подробную конструкторско-технологическую документацию, трехмерные модели, чертежи, деталировки и спецификации.
- Техусловия на производство и методики управления качеством, включая программы и методики испытаний и измерений.
Производственная программа является разделом общего бизнес-плана предприятия на каждый период планирования.
Виды техпроцессов
Классификация техпроцессов проводится по нескольким параметрам.
По критерию частоты повторения при производстве изделий технологические процессы подразделяют на:
- единичный технологический процесс, создается для производства уникальной по конструктивным и технологическим параметрам детали или изделия;
- типовой техпроцесс, создается для некоторого количества однотипных изделий, схожих по своим конструктивным и технологическим характеристикам. Единичный техпроцесс, в свою очередь, может состоять из набора типовых техпроцессов. Чем больше типовых техпроцессов применяется на предприятии, тем меньше затраты на подготовку производства и тем выше экономическая эффективность предприятия;
- групповой техпроцесс подготавливается для деталей, различных конструктивно, но сходных технологически.
Пример типового технологического процесса
По критерию новизны и инновационности различают такие виды технологических процессов, как:
- Типичные. Основные технологические процессы используют традиционные, проверенные конструкции, технологии и операции обработки материалов, инструмента и оснастки.
- Перспективные. Такие процессы используют самые передовые технологии, материалы, инструменты, характерные для предприятий — лидеров отрасли.
По критерию степени детализации различают следующие виды технологических процессов:
- Маршрутный техпроцесс исполняется в виде маршрутной карты, содержащей информацию верхнего уровня: перечень операций, их последовательность, класс или группа используемого оборудования, технологическая оснастка и общая норма времени.
- Пооперационный техпроцесс содержит детализированную последовательность обработки вплоть до уровня переходов, режимов и их параметров. Исполняется в виде операционной карты.
Пример маршрутной карты
Пооперационный техпроцесс был разработан во время Второй Мировой войны в США в условиях нехватки квалифицированной рабочей силы. Детальные и подробные описания каждой стадии технологического процесса позволили привлечь к работе людей, не имевших производственного опыта и в срок выполнить большие военные заказы. В условиях мирного времени и наличия, хорошо обученного и достаточно опытного производственного персонала использование такого вида технологического процесса ведет к непроизводительным расходам. Иногда возникает ситуация, в которой технологи старательно издают толстые тома операционных карт, служба технической документации тиражирует их в положенном числе экземпляров, а производство не открывает эти талмуды. В цеху рабочие и мастера за многие годы работы накопили достаточный опыт и приобрели достаточно высокую квалификацию для того, чтобы самостоятельно выполнить последовательность операций и выбрать режимы работы оборудования. Таким предприятиям имеет смысл подумать об отказе от операционных карт и замене их маршрутными.
Существуют и другие классификации видов технологических процессов.
Этапы ТП
В ходе конструкторско-технологической подготовки производства различают такие этапы написания технологического процесса, как:
- Сбор, обработка и изучение исходных данных.
- Определение основных технологических решений.
- Подготовка технико-экономического обоснования (или обоснования целесообразности).
- Документирование техпроцесса.
Этапы технологического процесса
Трудно с первого раза найти технологические решения, обеспечивающие и плановые сроки, и необходимое качество, и плановую себестоимость изделия. Поэтому процесс разработки технологии – это процесс многовариантный и итеративный.
Если результаты экономических расчетов неудовлетворительны, то технологи повторяют основные этапы разработки технологического процесса до тех пор, пока не достигнут требуемых планом параметров.
Сущность технологического процесса
Процессом называют изменение состояния объекта под воздействием внутренних или внешних по отношению к объекту условий.
Внешними факторами будут механические, химические, температурные, радиационные воздействия, внутренними — способность материала, детали, изделия сопротивляться эти воздействиям и сохранять свою исходную форму и фазовое состояние.
В ходе разработки техпроцесса технолог подбирает те внешние факторы, под воздействием которых материал заготовки или сырья изменит свою форму, размеры или свойства таким образом, чтобы удовлетворять :
- техническим спецификациям на конечное изделие;
- плановым показателям по срокам и объемам выпуска изделий;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
За долгое время были выработаны основные принципы построения технологических процессов.
Принцип укрупнения операций
В этом случае в рамках одной операции собирается большее число переходов. С практической точки зрения такой поход позволяет улучшить точность взаимного расположения осей и обрабатываемых поверхностей. Такой эффект достигается за счет выполнения всех объединяемых в операцию переходов за одну остановку на станок или многокоординатный обрабатывающий центр.
Подход также упрощает внутреннюю логистику и снижает внутрицеховые расходы за счет снижения числа установок и наладок режимов работы оборудования.
Особенно важно это для крупногабаритных и сложных деталей, установка которых отнимает много времени.
Принцип применяется при работе на револьверных и многорезцовых токарных станках, многокоординатных обрабатывающих центрах.
Принцип расчленения операций
Операция разбивается на ряд простейших переходов, наладка режимов работы обрабатывающего оборудования выполняется единожды, для первой детали серии, далее оставшиеся детали проходят обработку на тех же режимах.
Такой подход эффективен при больших размерах серий и относительно несложной пространственной конфигурации изделий.
Принцип дает существенный эффект снижения относительной трудоемкости за счет улучшенной организации рабочих мест, совершенствования у рабочих навыка однообразных движений по постановке-снятию заготовок, манипуляций с инструментом и оборудованием.
Абсолютное число установок при этом растет, но сокращается время на настройку режимов оборудования, за счет чего и достигается положительный результат.
Чтобы получить этот положительный эффект, технологу придется позаботиться о применении специализированной оснастки и приспособлений, позволяющих быстро и, главное, точно устанавливать и снимать заготовку. Размер серии также должен быть значительным.
Обработка дерева и металла
На практике одну и ту же деталь, одного и того же размера и веса, из одного и того же материала можно изготовить разными, иногда сильно отличающимися друг от друга методами.
На этапе конструкторско-технологической подготовки производства конструкторы и технологи совместно прорабатывают несколько вариантов описания технологического процесса, изготовления и последовательности обработки изделия. Эти варианты сравниваются по ключевым показателям, насколько полно они удовлетворяют:
- техническим условиям на конечный продукт ;
- требованиям производственного плана, срокам и объемам отгрузки;
- финансово-экономическим показателям, заложенным в бизнес-план предприятия.
На следующем этапе проводится сравнение этих вариантов, из них выбирается оптимальный. Большое влияние на выбор варианта оказывает тип производства.
В случае единичного, или дискретного производства вероятность повторения выпуска одной и той же детали невелика. В этом случае выбирается вариант с минимальными издержками на разработку и создание специальной оснастки, инструмента и приспособлений, с максимальным задействованием универсальных станков и настраиваемой оснастки. Однако исключительные требования к точности соблюдения размеров или к условиям эксплуатации, таким, как радиация ил высоко агрессивные среды, могут вынудить применять и специально изготовленную оснастку, и уникальные инструменты.
При серийном же выпуске процесс производства разбивается на выпуск повторяющихся партий изделий. Технологический процесс оптимизируют с учетом существующего на предприятии оборудования, станком и обрабатывающих центров. Оборудование при этом снабжают специально разработанной оснасткой и приспособлениями, позволяющими сократить непроизводительные потери времени хотя бы на несколько секунд. В масштабе всей партии эти секунды сложатся вместе и дадут достаточный экономический эффект. Станки и обрабатывающие центры подвергают специализации, за станком закрепляют определенные группы операций.
При массовом производстве размеры серий весьма высоки, а выпускаемые детали достаточно долгий срок не подвергаются конструктивным изменениям. Специализация оборудования заходит еще дальше. В этом случае технологически и экономически оправдано закрепление за каждым станком одной и той же операции на все время выпуска серии, а также изготовление спецоснастки и применение отдельного режущего инструмента и средств измерений и контроля.
Оборудование в этом случае физически перемещают в цеху, располагая его в порядке следования операций в технологическом процессе
Средства выполнения технологических процессов
Технологический процесс существует сначала в головах технологов, далее он фиксируется на бумаге, а на современных предприятиях — в базе данных программ, обеспечивающих процесс управления жизненным циклом изделия (PLM). Переход на автоматизированные средства хранения, написания, тиражирования и проверки актуальности технологических процессов- это не вопрос времени, в вопрос выживания предприятия в конкурентной борьбе. При этом предприятиям приходится преодолевать сильное сопротивление высококвалифицированных технологов строй школы, привыкших за долгие годы писать техпроцессы от руки, а потом отдавать их на перепечатку.
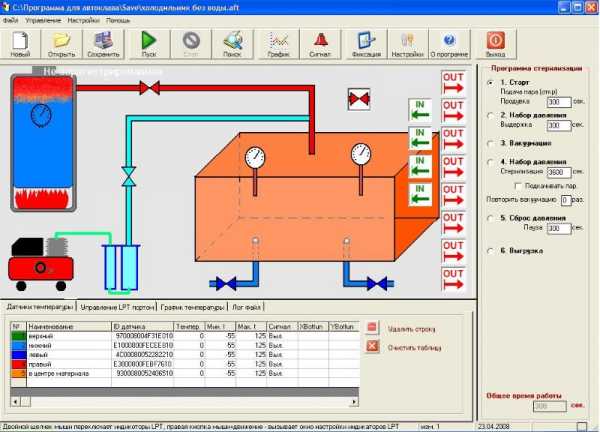
Программа управления технологическим процессом
Современные программные средства позволяют автоматически проверять упомянутые в техпроцессе инструмент, материалы и оснастку на применимость и актуальность, повторно использовать ранее написанные техпроцессы целиком или частично. Они повышают производительность труда технолога и существенно снижают риск человеческой ошибки при написании техпроцесса.
Для того чтобы из идей и расчетов технологический процесс превратился в реальность, необходимы физические средства его выполнения.
Технологическое оборудование предназначено для установки, закрепления, ориентации в пространстве и подачи в зону обработки сырья, заготовок, деталей, узлов и сборок.
В зависимости от отрасли производства сюда входят станки, обрабатывающие центры, реакторы, плавильные печи, кузнечные прессы, установки и целые комплексы.
Оборудование обладает длительным сроком использования и может изменять свои функции в зависимости от использования той или иной технологической оснастки.
Технологическая оснастка включает в себя инструмент, литейные формы, штампы, приспособления для установки и снятия детали, для облегчения доступа рабочих к зоне выполнения операций. Оснастка дополняет основное оборудование, расширяя его функциональность. Она имеет более короткий срок использования и иногда специально изготавливается для конкретной партии изделий или даже для одного уникального изделия. При разработке технологии следует шире применять универсальную оснастку, применимую для нескольких типоразмеров изделия. Особенно это важно на дискретных производствах, где стоимость оснастки не распределяется на всю серию, а целиком ложится на себестоимость одного изделия.
Инструмент предназначен для оказания непосредственного физического воздействия на материал заготовки с целью доведения ее формы размеров, физических, химических и других параметров до заданных в технических условиях.
Технолог при выборе инструмента должен принимать во внимание не только цену его покупки, но и ресурс и универсальность. Часто бывает, что более дорогой инструмент позволяет без его замены выпустить в несколько раз больше продукции, чем дешевый аналог. Кроме того, современный универсальный и высокоскоростной инструмент позволит также сократить время машинной обработки, что также прямо ведет к снижению себестоимости. С каждым годом технологи приобретают все больше экономических знаний и навыков, и написание техпроцесса из дела чисто технологического превращается в серьезный инструмент повышения конкурентоспособности предприятия.
Если вы нашли ошибку, пожалуйста, выделите фрагмент текста и нажмите Ctrl+Enter.
stankiexpert.ru
ТЕХНОЛОГИЧЕСКИЙ — это… Что такое ТЕХНОЛОГИЧЕСКИЙ?
- ТЕХНОЛОГИЧЕСКИЙ
- ТЕХНОЛОГИЧЕСКИЙ
- ТЕХНОЛОГИ́ЧЕСКИЙ, технологическая, технологическое. прил. к технология. Технологические пробы. Технологический институт.
Толковый словарь Ушакова. Д.Н. Ушаков. 1935-1940.
.
- ТЕХНОЛОГ
- ТЕХНОЛОГИЯ
Смотреть что такое «ТЕХНОЛОГИЧЕСКИЙ» в других словарях:
технологический — технологический … Орфографический словарь-справочник
ТЕХНОЛОГИЧЕСКИЙ — Науко описательный. Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней. Михельсон А.Д., 1865. ТЕХНОЛОГИЧЕСКИЙ Науко описательный; принадлежащий технологии или к ней относящийся. Словарь иностранных… … Словарь иностранных слов русского языка
технологический — технологичный Словарь русских синонимов. технологический прил., кол во синонимов: 3 • спецтехнологический (1) • … Словарь синонимов
технологический — ТЕХНОЛОГИЯ, и, ж. Совокупность производственных методов и процессов в определённой отрасли производства, а также научное описание способов производства. Т. производства. Т. волокнистых веществ. Нарушение технологии. Толковый словарь Ожегова. С.И … Толковый словарь Ожегова
ТЕХНОЛОГИЧЕСКИЙ — РАЗРЫВ, технологическое отставание отставание слаборазвитых стран от передовых в области техники и технологии в целом или по отдельным направлениям, областям. Райзберг Б.А., Лозовский Л.Ш., Стародубцева Е.Б.. Современный экономический словарь. 2… … Экономический словарь
технологический — ая, ое. technologique adj. 1. Отн. к технологии; связанный со способами и приемами промышленной обработки материалов. Технологическая лаборатория. Технологические пробы. БАС 1. || Связанный с обработкой изделий по строго установленной технологии … Исторический словарь галлицизмов русского языка
технологический — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN technological … Справочник технического переводчика
Технологический — прил. 1. соотн. с сущ. технология, связанный с ним 2. Свойственный технологии как совокупности приёмов, применяемых в каком либо деле, мастерстве, искусстве. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
технологический — технологический, технологическая, технологическое, технологические, технологического, технологической, технологического, технологических, технологическому, технологической, технологическому, технологическим, технологический, технологическую,… … Формы слов
технологический — технолог ический … Русский орфографический словарь
dic.academic.ru
технологический — это… Что такое технологический?
- технологический
- технологический
- ТЕХНОЛО́ГИЯ, -и, ж. Совокупность производственных методов и процессов в определённой отрасли производства, а также научное описание способов производства. Т. производства. Т. волокнистых веществ. Нарушение технологии.
Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949-1992.
.
- ТЕХНОЛОГ
- ТЕХНОЛОГИЯ
Смотреть что такое «технологический» в других словарях:
технологический — технологический … Орфографический словарь-справочник
ТЕХНОЛОГИЧЕСКИЙ — ТЕХНОЛОГИЧЕСКИЙ, технологическая, технологическое. прил. к технология. Технологические пробы. Технологический институт. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
ТЕХНОЛОГИЧЕСКИЙ — Науко описательный. Объяснение 25000 иностранных слов, вошедших в употребление в русский язык, с означением их корней. Михельсон А.Д., 1865. ТЕХНОЛОГИЧЕСКИЙ Науко описательный; принадлежащий технологии или к ней относящийся. Словарь иностранных… … Словарь иностранных слов русского языка
технологический — технологичный Словарь русских синонимов. технологический прил., кол во синонимов: 3 • спецтехнологический (1) • … Словарь синонимов
ТЕХНОЛОГИЧЕСКИЙ — РАЗРЫВ, технологическое отставание отставание слаборазвитых стран от передовых в области техники и технологии в целом или по отдельным направлениям, областям. Райзберг Б.А., Лозовский Л.Ш., Стародубцева Е.Б.. Современный экономический словарь. 2… … Экономический словарь
технологический — ая, ое. technologique adj. 1. Отн. к технологии; связанный со способами и приемами промышленной обработки материалов. Технологическая лаборатория. Технологические пробы. БАС 1. || Связанный с обработкой изделий по строго установленной технологии … Исторический словарь галлицизмов русского языка
технологический — — [http://slovarionline.ru/anglo russkiy slovar neftegazovoy promyishlennosti/] Тематики нефтегазовая промышленность EN technological … Справочник технического переводчика
Технологический — прил. 1. соотн. с сущ. технология, связанный с ним 2. Свойственный технологии как совокупности приёмов, применяемых в каком либо деле, мастерстве, искусстве. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
технологический — технологический, технологическая, технологическое, технологические, технологического, технологической, технологического, технологических, технологическому, технологической, технологическому, технологическим, технологический, технологическую,… … Формы слов
технологический — технолог ический … Русский орфографический словарь
dic.academic.ru
технологический процесс — это… Что такое технологический процесс?
технологический процесс (production): Операции, включающие в себя приемку исходных материалов, их обработку, упаковку и получение готовой АФС.
3.2
3.1.18. технологический процесс: Часть производственного процесса, связанная с действиями, направленными на изменение свойств и (или) состояния обращающихся в процессе веществ и изделий.
Технологический процесс — определенные заданные физико-химические превращения, гидравлические, термодинамические, тепломассообменные изменения значений параметров материальных сред и другие операции, последовательно приводящие к получению продукта.
3.1.1 технологический процесс : Часть производственного процесса, содержащая целенаправленные действия по изменению и/или определению состояния предмета труда.
Технологический процесс
Научно обоснованный комплекс действий, необходимых для получения готового продукта, он состоит из отдельных, следующих одна за одной стадий производства.
3.1. ТЕХНОЛОГИЧЕСКИЙ ПРОЦЕСС
Технологическая система
Совокупность приемов и способов получения, обработки, переработки и транспортировки сырья, материалов, полуфабрикатов или изделий, осуществляемая в различных отраслях промышленности в целях получения продукции с заданными свойствами. Технологический процесс может представлять непрерывную или периодически (циклично) работающую последовательно взаимосвязанную цепь оборудования и агрегатов, соединенных (объединенных) различными транспортными коммуникациями (трубопроводами, конвейерами и т.п.)
Примерами технологических систем могут быть системы пылеулавливания газоочистки
—
Технологический процесс — по ГОСТ 3.1109-82.
Технологический процесс — часть производственного процесса, связанная с действиями, направленными на изменение свойств и/или состояния обращающихся в процессе веществ, материалов и изделий.
11. Технологический процесс
D. Technologischer Prozess
E. Technological process
F. Processers technologique
По ГОСТ 3.1109-73
12. Технологический процесс . Совокупность физико-химических или физико-механических превращений веществ и изменение значений параметров материальных сред, целенаправленно проводимых в аппарате (системе взаимосвязанных аппаратов, агрегате, машине и т.д.)
3.1.5 технологический процесс
Часть производственного процесса, содержащая целенаправленные действия по определению или изменению состояния предмета труда (ГОСТ 3.1109)
3.1.1 технологический процесс : Часть производственного процесса, содержащая целенаправленные действия по изменению и/или определению состояния предмета труда.
1. Технологический процесс
Процесс
D. Technologischer Prozeß
Fertigungsablauf
Е. Manufacturing process
F. Precédé de fabrication
Смотри также родственные термины:
47 технологический процесс (production): Операции, включающие в себя приемку и обработку исходных материалов, упаковку и получение готового продукта.
44а. Технологический процесс базовый
Технологический процесс высшей категории, принимаемый за исходный при разработке конкретного технологического процесса.
Примечание. К высшей категории относятся технологические процессы, которые по своим показателям соответствуют лучшим мировым и отечественным достижениям или превосходят их
3.1.10 технологический процесс исполнения услуги: Основная часть процесса предоставления услуги, связанная с изменением состояния объекта услуги (по ГОСТ 30335 / ГОСТ Р 50646).
9 технологический процесс исполнения услуги : Основная часть процесса предоставления услуги, связанная с изменением состояния объекта услуги.
Технологический процесс проектирования
1. Целенаправленная и организованная последовательность технологических операций (действий) специалиста (коллектива, группы специалистов), оснащенного необходимыми знаниями, навыками, исходной информацией, материалами и оборудованием, в результате выполнения которой реализуются проектные функции или решаются проектные задачи
2. Комплекс технологической документации, описывающий в нормализованной форме порядок выполнения проектных работ, а также устанавливающий требования к качеству выполнения работ и нормативные затраты ресурсов, необходимых для достижения заданного качества проектной продукции
3.33 технологический процесс сооружения земляного полотна : Способы, приемы и последовательность выполнения видов работ определенным типом машин и их типоразмером с рациональными режимами.
2.2.3 технологический процесс функционирования ИТК ИС: Последовательность предусмотренных функциями информационно-телекоммуникационной игровой системы событий, происходящих в соответствии с намеченной игровой целью, выполняемая путем применения информационной технологии.
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
normative_reference_dictionary.academic.ru
ГОСТ 14.004-83 Технологическая подготовка производства. Термины и определения основных понятий (с Изменениями N 1, 2), ГОСТ от 09 февраля 1983 года №14.004-83
ГОСТ 14.004-83
Группа Т00
ТЕХНОЛОГИЧЕСКАЯ ПОДГОТОВКА ПРОИЗВОДСТВА
Термины и определения основных понятий
Technological preparation of production. Terms and definitions of basic concepts
МКС 01.040.03
01.100.50
ОКСТУ 0003
Дата введения 1983-07-01
1. РАЗРАБОТАН И ВНЕСЕН Государственным комитетом СССР по стандартам
2. УТВЕРЖДЕН И ВВЕДЕН В ДЕЙСТВИЕ Постановлением Государственного комитета СССР по стандартам от 09.02.83 N 714
3. Настоящий стандарт соответствует СТ СЭВ 2521-80 в части пп.1-3, 8-11, 13, 15, 20-24, 28-36, 40, 43, 50
4. ВЗАМЕН ГОСТ 14.004-74
5. ССЫЛОЧНЫЕ НОРМАТИВНО-ТЕХНИЧЕСКИЕ ДОКУМЕНТЫ
6. ИЗДАНИЕ (февраль 2009 г.) с Изменениями N 1, 2, утвержденными в феврале 1987 г., августе 1988 г. (ИУС 5-87, 12-88)
Настоящий стандарт устанавливает применяемые в науке, технике и производстве термины и определения основных понятий технологической подготовки производства* изделий машиностроения и приборостроения.
________________
* В том числе ремонтного.
Термины, установленные стандартом, обязательны для применения в документации всех видов, научно-технической, учебной и справочной литературе.
Пункты 1-3, 8-11, 13, 15, 20-24, 28-36, 40, 43, 50 настоящего стандарта соответствуют СТ СЭВ 2521-80.
Настоящий стандарт должен применяться совместно с ГОСТ 3.1109, ГОСТ 23004 и ГОСТ 27782.
Для каждого понятия установлен один стандартизованный термин. Применение терминов — синонимов стандартизованного термина запрещается. Недопустимые к применению термины-синонимы приведены в качестве справочных и обозначены «Ндп».
Для отдельных стандартизованных терминов в стандарте приведены в качестве справочных краткие формы, которые разрешается применять в случаях, исключающих возможность их различного толкования.
Установленные определения можно, при необходимости, изменять по форме изложения, не допуская нарушения границ понятий.
В стандарте приведены алфавитный указатель содержащихся в нем терминов и приложение, содержащее термины и определения состава работ и характеристики управления ТПП.
Стандартизованные термины набраны полужирным шрифтом, их краткая форма — светлым, а недопустимые синонимы — курсивом.
(Измененная редакция, Изм. N 2).
ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ ОСНОВНЫХ ПОНЯТИЙ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА
Термин | Определение |
ОБЩИЕ ПОНЯТИЯ | |
1. Технологическая подготовка производства ТПП | Совокупность мероприятий, обеспечивающих технологическую готовность производства |
2. Технологическая готовность производства Технологическая готовность | Наличие на предприятии полных комплектов конструкторской и технологической документации и средств технологического оснащения, необходимых для осуществления заданного объема выпуска продукции с установленными технико-экономическими показателями |
3. Единая система технологической подготовки производства ЕСТПП | Система организации и управления технологической подготовкой производства, регламентированная государственными стандартами |
4. Отраслевая система технологической подготовки производства ОСТПП | Система организации и управления технологической подготовкой, установленная отраслевыми стандартами, разработанными в соответствии с государственными стандартами ЕСТПП |
5. Система технологической подготовки производства предприятия | Система организации и управления технологической подготовкой производства, установленная нормативно-технической документацией предприятия в соответствии с государственными стандартами ЕСТПП и отраслевыми стандартами |
СОСТАВНЫЕ ЧАСТИ, СВОЙСТВА И ХАРАКТЕРИСТИКИ ТЕХНОЛОГИЧЕСКОЙ ПОДГОТОВКИ ПРОИЗВОДСТВА | |
6. Функция технологической подготовки производства Функция ТПП | Комплекс задач по технологической подготовке производства, объединенных общей целью их решения |
7. Задача технологической подготовки производства Задача ТПП | Законченная часть работ в составе определенной функции технологической подготовки производства |
8. Организация технологической подготовки производства Организация ТПП | Формирование структуры технологической подготовки производства и подготовка информационного, математического и технического обеспечения, необходимого для выполнения функций технологической подготовки производства |
9. Управление технологической подготовкой производства Управление ТПП | Совокупность действий по обеспечению функционирования технологической подготовки производства |
10. Срок технологической подготовки производства Срок ТПП | Интервал времени от начала до окончания технологической подготовки производства изделия |
МАШИНОСТРОИТЕЛЬНОЕ ПРОИЗВОДСТВО И ЕГО ХАРАКТЕРИСТИКИ | |
11. Машиностроительное производство | Производство с преимущественным применением методов технологии машиностроения при выпуске изделий |
12. Производственная структура | Состав цехов и служб предприятия с указанием связей между ними |
13. Производственный участок | Группа рабочих мест, организованных по принципам: предметному, технологическому или предметно-технологическому |
14. Цех | Совокупность производственных участков |
15. Рабочее место | Элементарная единица структуры предприятия, где размещены исполнители работы, обслуживаемое технологическое оборудование, часть конвейера, на ограниченное время оснастка и предметы труда. Примечание. Определение рабочего места приведено применительно к машиностроительному производству. Определение рабочего места, применяемое в других отраслях народного хозяйства, установлено ГОСТ 19605 |
16. Коэффициент закрепления операций | Отношение числа всех различных технологических операций, выполненных или подлежащих выполнению в течение месяца, к числу рабочих мест |
17. Коэффициент использования материала | По ГОСТ 27782 |
18. Тип производства | Классификационная категория производства, выделяемая по признакам широты номенклатуры, регулярности, стабильности и объема выпуска продукции. Примечания: 1. Различают типы производства: единичное, серийное, массовое 2. В соответствии с ГОСТ 3.1121 одной из основных характеристик типа производства является коэффициент закрепления операций |
19. Вид производства | Классификационная категория производства, выделяемая по признаку применяемого метода изготовления изделия. Примечание. Примерами видов производства являются литейное, сварочное и т.д. |
20. Единичное производство Ндп. Индивидуальное производство | Производство, характеризуемое малым объемом выпуска одинаковых изделий, повторное изготовление и ремонт которых, как правило, не предусматривается |
21. Серийное производство | Производство, характеризуемое изготовлением или ремонтом изделий периодически повторяющимися партиями. Примечания: 1. В зависимости от количества изделий в партии или серии и значения коэффициента закрепления операций различают мелкосерийное, среднесерийное и крупносерийное производство. 2. Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 принимают равным: для мелкосерийного производства — свыше 20 до 40 включительно; для среднесерийного производства — свыше 10 до 20 включительно; для крупносерийного производства — свыше 1 до 10 включительно |
22. Массовое производство | Производство, характеризуемое большим объемом выпуска изделий, непрерывно изготовляемых или ремонтируемых продолжительное время, в течение которого на большинстве рабочих мест выполняется одна рабочая операция. Примечание. Коэффициент закрепления операций в соответствии с ГОСТ 3.1121 для массового производства принимают равным 1 |
23. Основное производство | Производство товарной продукции |
24. Вспомогательное производство | Производство средств, необходимых для обеспечения функционирования основного производства |
25. Инструментальное производство | Производство технологической оснастки |
26. Опытное производство | Производство образцов, партий или серий изделий для проведения исследовательских работ или разработки конструкторской и технологической документации для установившегося производства |
27. Установившееся производство | Производство изделий по окончательно отработанной конструкторской и технологической документации |
28. Групповое производство | Производство, характеризуемое совместным изготовлением или ремонтом групп изделий с разными конструктивными, но общими технологическими признаками |
29. Поточное производство | Производство, характеризуемое расположением средств технологического оснащения в последовательности выполнения операций технологического процесса и определенным интервалом выпуска изделий |
30. Объем выпуска продукции Объем выпуска Ндп. Масштаб производства | Количество изделий определенных наименований, типоразмеров и исполнений, изготовляемых или ремонтируемых предприятием или его подразделением в течение планируемого периода времени |
31. Программа выпуска продукции Программа выпуска | Установленный для данного предприятия перечень изготовляемых или ремонтируемых изделий с указанием объема выпуска по каждому наименованию на планируемый период времени |
32. Производственная партия | Предметы труда одного наименования и типоразмера, запускаемые в обработку в течение определенного интервала времени, при одном и том же подготовительно-заключительном времени на операцию |
33. Производственный цикл | Интервал времени от начала до окончания производственного процесса изготовления или ремонта изделия |
34. Производственная мощность | Расчетный максимально возможный в определенных условиях объем выпуска изделий в единицу времени |
35. Такт выпуска | По ГОСТ 3.1109 |
36. Ритм выпуска | По ГОСТ 3.1109 |
37. Средства технологического оснащения | По ГОСТ 3.1109 |
38. Технологическое оборудование | По ГОСТ 3.1109 |
39. Технологическая оснастка | По ГОСТ 3.1109 |
(Измененная редакция, Изм. N 1, 2). | |
СВОЙСТВА И ХАРАКТЕРИСТИКИ ПРЕДМЕТОВ ТРУДА | |
40. Серия изделия | Все изделия, изготовленные по конструкторской и технологической документации без изменения ее обозначения |
41. Конструктивная преемственность изделия Конструктивная преемственность | Совокупность свойств изделия, характеризуемых единством повторяемости в нем составных частей, относящихся к изделиям данной классификационной группы, и применяемости новых составных частей, обусловленной его функциональным назначением |
42. Технологическая преемственность изделия Технологическая преемственность | Совокупность свойств изделия, характеризующих единство применяемости и повторяемости технологических методов выполнения составных частей и их конструктивных элементов, относящихся к изделиям данной классификационной группы |
ПРОЦЕССЫ И ОПЕРАЦИИ | |
43. Производственный процесс | Совокупность всех действий людей и орудий труда, необходимых на данном предприятии для изготовления и ремонта продукции |
44. Технологический процесс | По ГОСТ 3.1109 |
44а. Технологический процесс базовый | Технологический процесс высшей категории, принимаемый за исходный при разработке конкретного технологического процесса. Примечание. К высшей категории относятся технологические процессы, которые по своим показателям соответствуют лучшим мировым и отечественным достижениям или превосходят их |
45. Технологическая операция | По ГОСТ 3.1109 |
46. Технологический маршрут | Последовательность прохождения заготовки детали или сборочной единицы по цехам и производственным участкам предприятия при выполнении технологического процесса изготовления или ремонта. Примечание. Различают межцеховой и внутрицеховой технологические маршруты |
47. Расцеховка | Разработка межцеховых технологических маршрутов для всех составных частей изделия |
48. Механизация технологического процесса | По ГОСТ 23004 |
49. Автоматизация технологического процесса | По ГОСТ 23004 |
50. Технологическая дисциплина | Соблюдение точного соответствия технологического процесса изготовления или ремонта изделия требованиям технологической и конструкторской документации |
АЛФАВИТНЫЙ УКАЗАТЕЛЬ ТЕРМИНОВ
Автоматизация технологического процесса | 49 |
Вид производства | 19 |
Готовность производства технологическая | 2 |
Готовность технологическая | 2 |
Дисциплина технологическая | 50 |
ЕСТПП | 3 |
Задача технологической подготовки производства | 7 |
Задача ТПП | 7 |
Коэффициент закрепления операций | 16 |
Коэффициент использования материала | 17 |
Маршрут технологический | 46 |
Масштаб производства | 30 |
Место рабочее | 15 |
Механизация технологического процесса | 48 |
Мощность производственная | 34 |
Оборудование технологическое | 38 |
Объем выпуска | 30 |
Объем выпуска продукции | 30 |
Операция технологическая | 45 |
Организация технологической подготовки производства | 8 |
Организация ТПП | 8 |
Оснастка технологическая | 39 |
ОСТПП | 4 |
Партия производственная | 32 |
Подготовка производства технологическая | 1 |
Преемственность изделия конструктивная | 41 |
Преемственность конструктивная | 41 |
Преемственность изделия технологическая | 42 |
Преемственность технологическая | 42 |
Программа выпуска | 31 |
Программа выпуска продукции | 31 |
Производство вспомогательное | 24 |
Производство групповое | 28 |
Производство единичное | 20 |
Производство индивидуальное | 20 |
Производство инструментальное | 25 |
Производство массовое | 22 |
Производство машиностроительное | 11 |
Производство опытное | 26 |
Производство основное | 23 |
Производство поточное | 29 |
Производство серийное | 21 |
Производство установившееся | 27 |
Процесс производственный | 43 |
Процесс технологический | 44 |
Процесс технологический базовый | 44а |
Расцеховка | 47 |
Ритм выпуска | 36 |
Серия изделия | 40 |
Система технологической подготовки производства единая | 3 |
Система технологической подготовки производства отраслевая | 4 |
Система технологической подготовки производства предприятия | 5 |
Средства технологического оснащения | 37 |
Срок технологической подготовки производства | 10 |
Срок ТПП | 10 |
Структура производственная | 12 |
Такт выпуска | 35 |
Тип производства | 18 |
ТПП | 1 |
Управление технологической подготовкой производства | 9 |
Управление ТПП | 9 |
Участок производственный | 13 |
Функция технологической подготовки производства | 6 |
Функция ТПП | 6 |
Цех | 14 |
Цикл производственный | 33 |
(Измененная редакция, Изм. N 1).
ПРИЛОЖЕНИЕ (справочное). ТЕРМИНЫ И ОПРЕДЕЛЕНИЯ СОСТАВА РАБОТ И ХАРАКТЕРИСТИКИ УПРАВЛЕНИЯ ТПП
ПРИЛОЖЕНИЕ
Справочное
Термин | Определение |
1. Планирование технологической подготовки производства Планирование ТПП | Установление номенклатуры и значений показателей технологической подготовки производства, характеризующих качество выполнения ее функций |
2. Учет технологической подготовки производства Учет ТПП | Сбор и обработка информации о состоянии технологической подготовки производства изделия на определенный момент времени |
3. Контроль технологической подготовки производства Контроль ТПП | Выявление отклонений фактических значений показателей технологической подготовки производства изделия от плановых значений показателей |
4. Регулирование технологической подготовки производства Регулирование ТПП | Принятие решений по устранению отклонений значений показателей технологической подготовки производства изделия от плановых значений показателей и их выполнение |
5. Трудоемкость технологической подготовки производства Трудоемкость ТПП | Затраты труда на выполнение технологической подготовки производства от получения исходных документов на разработку и производство изделия до наступления технологической готовности предприятия |
Электронный текст документа
подготовлен АО «Кодекс» и сверен по:
официальное издание
Система технологической подготовки
производства:
Сборник национальных стандартов. —
М.: Стандартинформ, 2009
docs.cntd.ru
9. Понятие технологической системы и её основные свойства.
Системой называется совокупность функционально связанных между собой элементов. Система может быть разделена на подсистемы различной сложности. Каждая система обладает присущими ей свойствами. Совокупность значений свойств системы в определенный момент времени называется состоянием системы. Согласно определению ГОСТа, технологическая система — это «совокупность функционально связанных средств технологического оснащения, предметов производства и исполнителей для выполнения в регламентированных условиях производства заданных технологических процессов или операций».
Важнейшими свойствами любой технологической системы являются стабильность и надежность функционирования; гибкость и способность к адаптации, высокая интенсивность, малостадийность и малооперационность, малоотходность и безотходность. Способность к адаптации является важнейшим свойством системы. Под адаптацией понимается такая реакция на изменение внутренней или внешней среды, которая противодействует снижению эффективности функционирования системы. Важным свойством системы является ее надежность. Надежность системы — это не только надежность оборудования и технологических процессов, но и оптимальность ее структуры, основанная на малостадийности, малооперационности бесперебойности, минимизации затрат на выпуск достаточного количества продукции высокого качества. Малостадийность и малооперационность технологической системы дают возможность резко повысить производительность труда и сократить потребность в производственных площадях. Для функционирования производственной системы большое значение имеют принципы ее организации: непрерывность, ритмичность, замкнутость. Непрерывность и ритмичность обеспечивают наилучшие условия функционирования. Принцип замкнутости многократных циклов способствует созданию высокоэффективных безотходных технологических систем.
10. Виды технологических систем и связи в них.
Система, как правило, состоит большого числа элементов, связанных между собой и окружающей средой и действующих как единое целое. Например, станки, аппараты, механизмы, агрегаты связаны между собой транспортными потоками сырья, материалов, энергии и т.п. Классификация технологических систем осуществляется по следующим признакам:
— иерархическому уровню; (операция, технологический процесс, производственное подразделение, предприятие.)
— уровню автоматизации; (механизированные системы, автоматизированные и автоматические)
— уровню специализации; (специальная технологическая система, т.е. система, предназначенная для изготовления или ремонта изделия одного наименования и типоразмера; специализированная — предназначенная для изготовление или ремонта группы изделий; универсальная система, обеспечивающая изготовление изделий с различными конструктивными и технологическими признаками.)
— типу технологических связей.
Продукция параллельной технологической системы равна сумме продукции всех составляющих ее элементов. Характерной особенностью технологических систем с последовательной связью является то, что выпуск продукции такой системы определяется ее лимитирующим звеном. Результат труда одних составляющих сложной систем может быть предметом труда, орудием или средством труда для других составляющих, а может и не быть использован в производстве какими-то составляющими.
studfile.net
Технологический процесс | Центр «ГОСТ Р»
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность действий, взаимосвязанных между собой и направленных на объект процесса с целью получения требуемого результата. Состоят Технологические процессы из рабочих операций, которые могут быть связаны друг с другом с помощью технологических переходов.
На каждом производственном предприятии разработан и функционирует основной или постоянный ТП производства или процессы. Они утверждаются главным технологом предприятия. Для большей наглядности описание ТП сопровождает схема технологического процесса, которая также проходит все ступени согласования.
Разработка ТП для вновь вводимого в эксплуатацию производства осуществляется на основе типовых процессов изготовления с учетом автоматизации. При освоении новых видов изделия или новых технологий используются временные ТП.
Документы технологических процессов
Технологические документы, используемые для описания и реализации ТП производства, зависят от отрасли, в которой функционирует конкретное предприятие. Если в большинстве промышленных сфер за основу приняты маршрутные карты, то в станкостроительной отрасли операционные карты являются такой же неотъемлемой составляющей технологической документации, как и маршрутные карты.
Разработка тех. процесса и подготовка тех. документации осуществляется в полном соответствии с требованиями ГОСТ 14.301 – 83, который входит в состав Единой системы технологической документации (ЕСТД). В соответствии с положениями, существующими в ЕСТД, технологические документы в основной своей массе относятся к специализированной документации. В то время как Технологические инструкции классифицируются в качестве общих документов.
Норматив предусматривает следующие специальные технологические документы:
- маршрутную карту используют для маршрутного или маршрутно-операционного описания ТП или для перечисления технологических операций и перемещений в производственном процессе. Содержит данные об оборудовании, материальных нормативах и трудовых затратах, технологической оснастке ;
- карту технологического процесса или карту по выполняемой операции. Она предназначена для описания конкретной операции изготовления или ремонта. Также содержит все необходимые для исполнения сведения;
- карту типового или группового технологического процесса, которые используются для соответствующего ТП;
- карту технологического процесса ремонта применяют для разработки процесса ремонта, и она имеет привязку к дефектам изделия;
- операционную карту, используемую для описания конкретной технологической операции с указанием переходов внутри нее;
- ведомость технологических документов, которая содержит полный состав документов, используемых для производства на предприятии;
- другие технологические документы.
Разработка технологического процесса
Производится, как правило, еще перед началом строительства производственных цехов. Т.к., если речь идет о крупных производственных объектах, то они проектируются и строятся с учетом используемого оборудования и технологий. Также учитывается будущая автоматизация технологических процессов.
Схема ТП в этом случае является необходимым для проектировщиков документом.
Разработка тех. процесса зависит от вида продукции или работы, отрасли промышленности и от годового объема продукции. В зависимости от последнего показателя производства делятся по типам:
- мелкосерийное;
- серийное;
- массовое.
При этом технологический процесс производства может классифицироваться в соответствии с ГОСТ как:
- типовой ТП разрабатывается на федеральном или отраслевом уровне в качестве образцового для разработки производственных технологических документов на предприятиях отрасли;
- перспективный ТП учитывает использование новейших методов и способов;
- групповой;
- маршрутный процесс разрабатывается для единичного или мелкосерийного производства. Разработка в этом случае заключается в разработке маршрутной карты без учета переходов;
- операционный — разрабатывается для крупносерийного и массового производства. Кроме маршрутной карты разрабатываются операционные карты. А сама маршрутная карта представляет собой перечень операций, указанных в последовательности исполнения процесса;
- маршрутно-операционный ТП позволяет включать описание некоторый операций в маршрутной карте;
- единичный — разрабатывается для мелкосерийного производства. Такие тех. процессы изготовления отличаются минимизацией подготовительных операций. Разработка ТП направлена на эффективное использование технологического оборудования.
gostus.com