Шатун: надежное плечо кривошипно-шатунного механизма
Шатун: надежное плечо кривошипно-шатунного механизмаВ работе кривошипно-шатунного механизма поршневых двигателей одну из ключевых ролей играют детали, соединяющие поршни и коленчатый вал — шатуны. О том, что такое шатун, каких типов бывают эти детали и как они устроены, а также о правильном выборе, ремонте и замене шатунов — читайте в данной статье.
Что такое шатун и какое место он занимает в двигателе?
Шатун — компонент кривошипно-шатунного механизма поршневых ДВС всех типов; разъемная деталь, предназначенная для соединения поршня с соответствующей шейкой коленчатого вала.
Эта деталь выполняет несколько функций в двигателе:
- Механическое соединение поршня и коленвала;
- Передача от поршня на коленчатый вал моментов, возникающих во время рабочего хода;
- Преобразование возвратно-поступательных движений поршня во вращательное движение коленвала;
- Подача смазочного материала на поршневой палец, стенки поршня (для дополнительного охлаждения) и цилиндра, а также на детали ГРМ в силовых агрегатах с нижним расположением распределительного вала.

В моторах число шатунов равно числу поршней, каждый шатун верхней частью соединен с поршнем (через бронзовую втулку и палец), а нижней — с соответствующей шейкой коленвала (через подшипники скольжения). В результате образуется шарнирная конструкция, обеспечивающая свободное движение поршня в вертикальной плоскости.
Шатуны играют важную роль в работе силового агрегата, и их поломка зачастую полностью выводит мотор из строя. Но для верного выбора и замены этой детали необходимо разобраться в ее конструкции и особенностях.
Типы и конструкция шатунов
Конструкция шатуна
Сегодня существует два основных конструктивных типа шатунов:
- Стандартные — обычные шатуны, используемые во всех типах поршневых двигателей;
- Спаренные (сочлененные) — узел, состоящий из обычного шатуна и шарнирно соединенного с ним шатуна без кривошипной головки, такие узлы находят применение в V-образных моторах.
Конструкция шатунов ДВС устоялась и практически доведена до совершенства (насколько это возможно при современном развитии техники), поэтому, несмотря на огромное разнообразие двигателей, все эти детали устроены принципиально одинаково.
Шатун — разборная (составная) деталь, в которой выделяются три части:
- Стержень;
- Поршневая (верхняя) головка;
- Кривошипная (нижняя) головка со съемной (отъемной) крышкой.
Стержень, верхняя головка и половина нижней головки являются одной деталью, все эти части формируются сразу при изготовлении шатуна. Крышка нижней головки является отдельной деталью, которая тем или иным способом соединяется с шатуном. Каждая из частей шатуна имеет свои конструктивные особенности и функционал.
Стержень. Это основа шатуна, соединяющая головки и обеспечивающая передачу усилия от поршневой головки на кривошипную. От длины стержня зависит высота поршней и их ход, а также и общая высота двигателя. Стержням для достижения необходимой жесткости придаются различные профили:
- Двутавровый с расположением полок перпендикулярно или параллельно осям головок;
- Крестообразный.
Наиболее часто стержню придается двутавровый профиль с продольным расположением полок (справа и слева, если смотреть на шатун вдоль осей головок), остальные профили используются реже.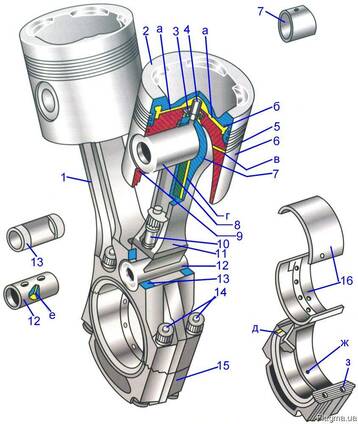
Внутри стержня высверлен канал для подачи масла от нижней головки на верхнюю, в некоторых шатунах выполняются боковые отводы от центрального канала для разбрызгивания масла на стенки цилиндра и другие детали. На двутавровых стержнях вместо высверленного канала может использоваться металлическая маслоподводящая трубка, соединенная со стержнем металлическими скобами.
Обычно на стержень наносится маркировка и метки для верного монтажа детали.
Поршневая головка. В головке выточено отверстие, в которое запрессована бронзовая втулка, играющая роль подшипника скольжения. Во втулку с небольшим зазором устанавливается поршневой палец. Для смазки поверхностей трения пальца и втулки в последней выполнено отверстие, обеспечивающее поступление масла из канала внутри стержня шатуна.
Кривошипная головка. Эта головка — разъемная, ее нижняя часть изготовлена в виде съемной крышки, монтируемой на шатун. Разъем может быть:
- Прямой — плоскость разъема находится под прямым углом к стержню;
- Косой — плоскость разъема выполнена под некоторым углом.

| Шатун с прямым разъемом крышки | Шатун с косым разъемом крышки |
Конструкция шатунов различных типов
Наиболее широко распространены детали с прямым разъемом, шатуны с косым разъемом чаще используются на V-образных силовых агрегатах и на дизелях, они более удобны для монтажа и снижают размеры силового агрегата. Крышка может крепиться к шатуну с помощью болтов и шпилек, реже используется штифтовое и иные соединения. Болтов может быть два или четыре (по два на каждую сторону), их гайки фиксируются специальными стопорными шайбами или шплинтами. Болты для обеспечения максимальной надежности соединения могут иметь сложный профиль и дополняться вспомогательными деталями (центрирующими втулками) поэтому крепеж шатунов различных типов не взаимозаменяем.
Крышка может изготавливаться заодно с шатуном или отдельно. В первом случае после формирования шатуна нижняя головка раскалывается на две части для изготовления крышки. Для обеспечения надежного соединения и обеспечения устойчивости соединения при возникновении поперечных моментов поверхности стыкования шатуна и крышки выполняются профилированными (зубчатыми, с прямоугольным замком и т.д.). Независимо от технологии изготовления шатуна, отверстие в нижней головке растачивается в сборе с крышкой, поэтому данные детали должны использоваться только в паре, они не взаимозаменяемы. Для предотвращения распаривания шатуна и крышки на них выполняются маркеры в виде меток различной формы или цифр.
Для обеспечения надежного соединения и обеспечения устойчивости соединения при возникновении поперечных моментов поверхности стыкования шатуна и крышки выполняются профилированными (зубчатыми, с прямоугольным замком и т.д.). Независимо от технологии изготовления шатуна, отверстие в нижней головке растачивается в сборе с крышкой, поэтому данные детали должны использоваться только в паре, они не взаимозаменяемы. Для предотвращения распаривания шатуна и крышки на них выполняются маркеры в виде меток различной формы или цифр.
Внутрь кривошипной головки устанавливается коренной подшипник (вкладыш), выполненный в виде двух полуколец. Для фиксации вкладышей внутри головки имеются две или четыре выточки (пазы), в которые входят соответствующие усы на вкладышах. На внешней поверхности головки может быть предусмотрен выход масляного канала для разбрызгивания масла на стенки цилиндра и другие детали.
У сочлененных шатунов над головкой выполняется выступ с расточенным отверстием, в который вставляется палец нижней головки прицепного шатуна. Сам прицепной шатун имеет аналогичное обычному шатуну устройство, однако его нижняя головка имеет малый диаметр и неразборная.
Шатуны изготавливаются штамповкой или ковкой, однако крышка нижней головки может быть литой. Для изготовления этих деталей используются различные марки углеродистых и легированных сталей, которые могут нормально работать под высокими механическими и тепловыми нагрузками.
Вопросы обслуживания, ремонта и замены шатунов
Шатуны во время работы двигателя подвергаются незначительному износу (так как основные нагрузки воспринимают вкладыши в нижней головке и втулка в верхней), а деформации и поломки в них возникают либо при серьезных неисправностях двигателя или в результате его длительной интенсивной эксплуатации. Однако при выполнении некоторых ремонтных работ приходится демонтировать и разбирать шатуны, а капитальный ремонт силового агрегата зачастую сопровождается заменой шатунов и сопряженных с ними деталей.
Разборка, демонтаж и последующий монтаж шатунов требует соблюдения некоторых правил:
- Крышки нижних головок должны устанавливаться только на «родные» шатуны, поломка крышки требует полной замены шатуна;
- При монтаже шатунов необходимо соблюдать их порядок установки — каждый шатун должен занимать свое место и иметь правильную пространственную ориентацию;
- Затяжка гаек или болтов должна выполняться с определенным усилием (с применением динамометрического ключа).

Особое внимание необходимо уделять ориентации шатуна в пространстве. На стержне обычно имеется метка, которая при монтаже на рядный мотор должна быть обращена к его передней части и совпадать с направлением стрелки на поршне. В V-образных моторах в одном ряду метка и стрелка должны смотреть в одну сторону (обычно это левый ряд), а на втором ряду — в разные. Таким расположением обеспечивается балансировка КШМ и мотора в целом.
При поломке крышки, в случае возникновения кручений, прогибов и других деформаций, а также при разрушении шатуны полностью заменяются. Новый шатун должны быть того же типа и каталожного номера, что и установленный на моторе ранее, однако эту деталь еще необходимо подбирать по весу для сохранения балансировки двигателя. В идеальном случае все шатунно-поршневые группы двигателя должны иметь одинаковый вес, однако в реальности все шатуны, поршни, пальцы и вкладыши имеют неодинаковые массы (особенно, если используются детали ремонтных размеров), поэтому детали приходится взвешивать и комплектовать по весу.
Разборку, замену и сборку шатунов и шатунно-поршневых групп необходимо выполнять в строгом соответствии с инструкцией по ремонту и ТО транспортного средства. В дальнейшем шатуны не нуждаются в специальном обслуживании. При правильном подборе и монтаже шатунов двигатель будет обеспечивать необходимые рабочие характеристики в любых условиях эксплуатации.
Другие статьи
14.10.2020 | Статьи о запасных частях
Многие современные автомобили, особенно грузовые, оснащаются гидравлическим приводом выключения сцепления.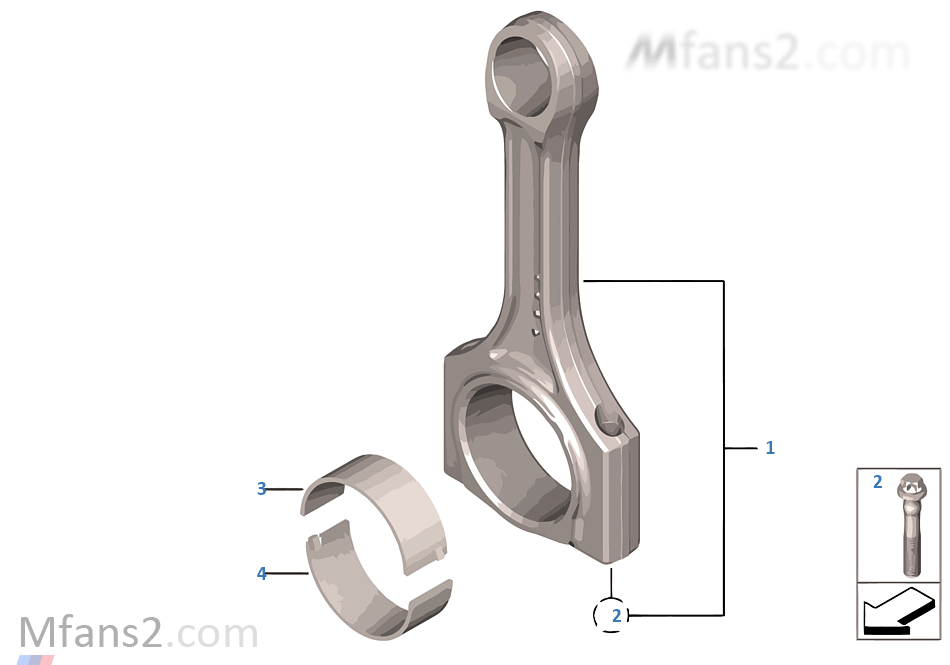 Достаточный запас жидкости для работы главного цилиндра сцепления хранится в специальном бачке. Все о бачках ГЦС, их типах и конструкции, а также о выборе и замене этих деталей читайте в статье.
Достаточный запас жидкости для работы главного цилиндра сцепления хранится в специальном бачке. Все о бачках ГЦС, их типах и конструкции, а также о выборе и замене этих деталей читайте в статье.
Устройство шатуна — как он устроен?
Известно ли вам, что шатун представляет собой одну из наиболее древних деталей, которые находили применение еще в деревянных механизмах? Невероятно, но первые известнейшие шатуны приводились в эксплуатацию будучи в составе римской лесопилки третьего века, а именно в ее приводе. Как они работали? Уже в то время шатун использовался для того, чтобы превратить вращение колеса, которое двигалось с помощью водного потока, в возвратно-поступательное движение производимое пилой.
Сочетание коленчатого вала и шатуна впервые наблюдалось в построении водяного насоса двенадцатого тысячелетия, которую, в свое время изобрел величайший арабский инженер Аль-Джазари. Во времена эпохи Возрождения в Италии, общественность узнала о так называемой конструкции водяного насоса, использующей шатун, из полотна художника Пизонелло. Построение «шатун — коленчатый вал» полностью приняло современный вид уже в шестнадцатом столетии. Как свидетельствует трактат «Theatrum Machinarum Novum» 1588 года, автором которого является Георг Андреас Боклер,с того времени такая конструкция стала общепринятой, ведь на его страницах описывается не менее 45 машин, которые были построены с использованием этой незаурядной детали.
Во времена эпохи Возрождения в Италии, общественность узнала о так называемой конструкции водяного насоса, использующей шатун, из полотна художника Пизонелло. Построение «шатун — коленчатый вал» полностью приняло современный вид уже в шестнадцатом столетии. Как свидетельствует трактат «Theatrum Machinarum Novum» 1588 года, автором которого является Георг Андреас Боклер,с того времени такая конструкция стала общепринятой, ведь на его страницах описывается не менее 45 машин, которые были построены с использованием этой незаурядной детали.
Мы уже писали о построении шатуна ранее, в данной статье мы предлагаем вам разобраться в том, по какому принципу работает шатун, а также какими особенностями использования и ремонта обладает эта специфическая деталь. Что ж, приступим.
1. Принцип работы шатуна
Если говорить о шатуне бензинового движка, то принцип работы данной детали можно условно поделить на четыре такта:
1. Впуск. При движении поршня к низу, открывается клапан впуска и при этом из карбюратора в цилиндр поступает топливная смесь. Во время достижения поршнем нижней позиции, происходит закрытие клапана впуска. Дабы реакция прошла успешно понадобится совсем небольшая доля топливной смеси, а именно бензина.
Впуск. При движении поршня к низу, открывается клапан впуска и при этом из карбюратора в цилиндр поступает топливная смесь. Во время достижения поршнем нижней позиции, происходит закрытие клапана впуска. Дабы реакция прошла успешно понадобится совсем небольшая доля топливной смеси, а именно бензина.
2. Сжатие. На этот раз поршень проделывает движение вверх и в этот момент топливная смесь начинает сжиматься. В то время, когда поршню не хватает всего несколько миллиметров до достижения верхней пиковой точки, топливо, сжатое поршнем, воспламеняется с помощью свечи.
3. Рабочий ход или же расширение. После того, как горючее воспламеняется, оно сгорает и происходит быстрое расширение горячих газов, которые способны толкать поршень вниз. В это время оба клапана находятся в закрытом состоянии.
4. Выпуск. Следуя инерции коленвал продолжает вращаться, а в это время поршень поднимается наверх. В это же самое время происходит отворение выпускного клапана. В выхлопную трубу выходят отработавшие газы. В момент достижения поршнем верхней мертвой точки происходит затворение выпускного клапана.
В выхлопную трубу выходят отработавшие газы. В момент достижения поршнем верхней мертвой точки происходит затворение выпускного клапана.
Именно таким образом и происходит своеобразная реакция воздуха и топливной смеси. На данный момент двигатель находится в полной готовности к следующему циклу. Нужно обратить внимание на то, что движение, осуществляемое при сгорании топлива, является поворотным, в тот момент, как поршень движется по прямой линии. В движке, линейное движение поршня способно трансформироваться во вращательное движение коленчатым валом. Благодаря такому ходу, колеса автомобиля и приводятся в движение. Теперь давайте рассмотрим особенности эксплуатации, а также ремонта шатунов.
2. Особенности в правилах использования и ремонта шатуна
Как ни странно, шатуны, не образовывающие ни на одном из концов пары трения, подвергаются дефектам и поломкам очень даже часто. По всему, проблема поломки шатунов кроется не в трении, которое практически отсутствует (если не учитывать трение боковой головки и щеки коленвала), а именно в больших нагрузках и высоких температурных показателях. Причем, если говорить о разнонаправленной нагрузке, она может достигнуть нескольких тонн, или даже несколько десятков тонн.
Причем, если говорить о разнонаправленной нагрузке, она может достигнуть нескольких тонн, или даже несколько десятков тонн.
Так уж устроен шатун, он поочередно то сжимается, то проходит растяжение на протяжении одного оборота коленвала, то есть одного полного цикла. Как правило, если вы услышали стук шатунных вкладышей, вы можете произвести подмену только одних вкладышей, хотя если перегреть движок или проворачивание вкладышей, возможно, что шатун деформируется и понесет некоторое искривление. Дабы провести оценку параллельности осей отверстия головок между собой или понять искривлен ли шатун или нет, специалисты советуют проводить измерения с помощью специальных приспособлений.
Каждый автолюбитель должен помнить, что после проворачивания вкладышей диаметр отверстия нижней головки, как правило, увеличивается, поэтому он должен восстановиться до начального размера, предусмотренного заводом. Что для этого нужно сделать? Во-первых, нужно провести опускание крышки шатуна на незначительную величину, которую, как правило, вымеривают в микронах — около 0,05-0,1 мм.
Важно учитывать тот факт, что если отверстие понесло сильные повреждения, то крышку, как правило, надо шлифовать, а если не сильные, то ее нужно фрезеровать. Как правило, после того как отверстие занизят, оно может потерять форму и его просто необходимо будет растачивать. Вместе с возвращением формы расточка, восстановится до заводского размера и отверстие. Для проделывания данной операции используют непосредственно специфический расточный станок предназначенный для детали. Если такого в арсенале нет, тогда квалифицированный токарь может проделать ту же операцию при использовании специально предназначенной оснастки на универсальном токарно-фрезеровочном станке.
Стенки отверстия после расточки доводятся до идеального положения хонингованием. Такую же процедуру проделывают и со стенками цилиндров при капремонте блока.
Как правило, все современные двигатели принадлежат к категории высокофорсированных, судя по тому, что современные автомобилестроители берут курс на увеличение отдачи без увеличения рабочего объема. Данная «тенденция» предполагает применение различных агрегатов (например, турбонагнетателей), которые могут позволить повышение степени сжатия при резервации объема.
Данная «тенденция» предполагает применение различных агрегатов (например, турбонагнетателей), которые могут позволить повышение степени сжатия при резервации объема.
Вся проблема в том, что на все детали, в том числе и на шатуны, при форсировке «падает» сильная нагрузка. Учитывая этот факт, можно сказать, что при малейшей неисправности в работе системы смазки, может быть нарушена работа шатунов. Более того, при значительном перегреве и больших нагрузках непосредственно в структуре металла, вошедшего в основу шатуна, могут произойти пагубные изменения, да такие, которые либо вообще не подлежат ремонту, либо исправление которых «влетит вам в копеечку». В таком случае единственным правильным решением станет замена поврежденных шатунов новыми деталями.
Также, при перегреве нижней головки шатуна подвергаются перегреву и шатунные болты. Таким образом прочность последних падает и дабы предотвратить неприятную ситуацию из обрывом болта, нужно произвести немедленную замену болтов на новые.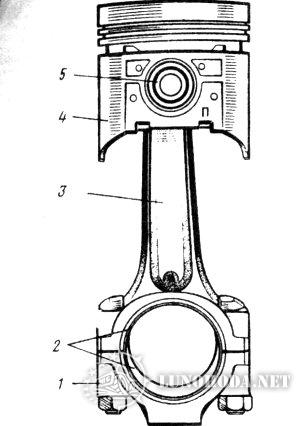 Важно напомнить, что некоторые двигатели просто не потребуют при ремонте обработку плоскости разъема. Для них будет достаточно расточить в ремонтный размер отверстие под соответствующие ремонтные вкладыши.
Важно напомнить, что некоторые двигатели просто не потребуют при ремонте обработку плоскости разъема. Для них будет достаточно расточить в ремонтный размер отверстие под соответствующие ремонтные вкладыши.
С другой стороны, такие марки двигателей как Opel, Ford, BMW имеют в своем арсенале так называемый «колотый» стык крышки с шатуном, производимый в результате хрупкого излома. Такая система препятствует ремонту нижней головки традиционными, обычными методами.
В свою очередь, на некоторых моделях моторов Volvo, Mazda, Alfa Romeo стык крышки с шатуном изготовлен со шлицами. Такие шатуны поддаются ремонту, но занижение «шлицевой» поверхности перед ремонтом является очень трудоемкой работой. Если же натяга в верхней головке шатуна недостаточно для фиксации пальца, наиболее подходящим и , можно сказать, единственным способом ремонтных работ является эксплуатация пальца с увеличенным диаметром. В такой же способ можно произвести восстановление зазора в отверстии не меняя втулки.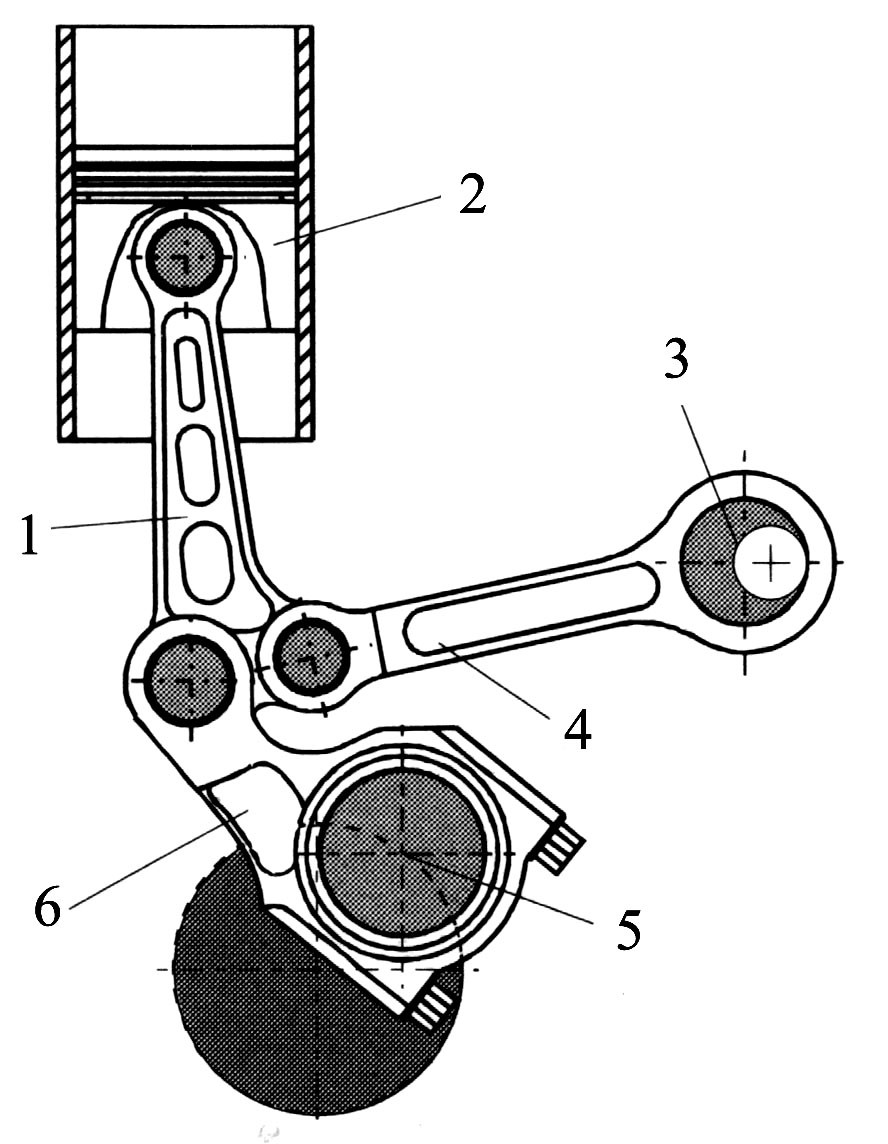
После того, как произведен ремонт, благодаря снятию металла нижняя головка шатуна сбрасывает вес, и становится намного легче. Нелишней работой будет хорошая проверка, а возможно, и подгонка шатунов по массе в тот момент , если припуск при обработке был значительным и отличался для одного комплекта шатунов. Если брать во внимание отечественные движки, то для таких моторов подгонка массы становится обязательной опцией. Конечно же надо учитывать нестабильное качество изготовления. Как правило, такая работа требует внимательности и аккуратности, впрочем, как и все ремонтные работы по отношению к шатунам.
Одной из самых впечатляющих поломок двигателя является образование дыры, пробитой в блоке цилиндров вылетевшим наружу шатуном.
В итоге, важно также помнить, что во избежание деформации шатуна категорически запрещается зажимать шатун за стержень. Как уже упоминалось, отверстие нижней головки можно измерить нутрометром с точностью до 0,01 мм. Как показывает практика, эллипсность или, как принято называть в народе, овальность отверстия не должна заходить за отметку в 0,02 мм.
Важно также помнить, что есть такие шатуны, у которых в результате заклинивания и проворачивания вкладыша имеются круговые риски на поверхности отверстия нижней головки. При этом диаметр отверстия находится по-прежнему в допуске. Ремонт таких шатунов производится в обязательном порядке, исходя из того факта, что на поврежденной поверхности ухудшается тепловой контакт с вкладышем и его охлаждение, а также происходит уменьшение натяга вкладышей в отверстии.
Как правило, это грозит быстрым выходом подшипника из строя. Если, после тщательного осмотра, вы обнаружили, что отверстие нижней головки шатуна явно износилось, то вам следует, для начала, определить уровень износа, при этом сравнив размер изношенного отверстия с неизношенным или справочными данными. Во время проведения измерений вам нужно помнить, что, как правило, величина износа наиболее заметна у краев отверстия. Именно величина износа является исходными данными при ремонте шатуна.
3. Способы ремонта шатунов
Как уже упоминалось, довольно частым дефектом шатуна является износ отверстия верхней головки шатуна, в которое и вставляется так называемый «плавающий палец». Для того, чтобы определить для себя, ровным или разбитым является отверстие, нужно использовать исключительно нутрометр, исходя из того, что величины износа достаточно незначительны и визуальный осмотр не даст никаких результатов. Для того чтобы провести оценку деформации, а именно причины несоосности, шатун предположительно кладут на проверочную плиту, которая является исключительно ровной поверхностью.
Для того, чтобы определить для себя, ровным или разбитым является отверстие, нужно использовать исключительно нутрометр, исходя из того, что величины износа достаточно незначительны и визуальный осмотр не даст никаких результатов. Для того чтобы провести оценку деформации, а именно причины несоосности, шатун предположительно кладут на проверочную плиту, которая является исключительно ровной поверхностью.
В том случае, если шатун имеет разную ширину головок, измерение становится более проблематичным, особенно если головки не имеют общей плоскости. Решить такую трудную задачу здесь можно только воспользовавшись плитками, которые подкладываются под одну из головок, либо воспользовавшись специальными приборами. Такие приборы, которые способны определить деформацию шатунов, могут вымерять непараллельное положение осей отверстий нижней и верхней головок.
Точность измерения таких приборов не хуже 0,005+0,010 мм на 100 мм длины. Наиболее значительная деформация (непараллельность осей) шатунов, как правило, не должна превышать половины рабочего зазора в цилиндре на диаметре цилиндра. Что это значит? Так, при зазоре в цилиндре порядка 0,04+0,05 мм максимальная деформация должна быть порядка меньше 0,020+0,025 мм на длине (плече), которая равняется диаметру цилиндра.
Что это значит? Так, при зазоре в цилиндре порядка 0,04+0,05 мм максимальная деформация должна быть порядка меньше 0,020+0,025 мм на длине (плече), которая равняется диаметру цилиндра.
Если вы провели измерения, и оказалось что ваш шатун имеет деформацию в двух плоскостях, не спешите паниковать. Вы можете исправить эту проблему в три этапа приведенные ниже. Итак, если шатун деформировался в двух плоскостях, плюс произошло скручивание стержня, вам нужно выполнить ряд таких операций:
1. Произведение подготовительной правки в плоскости, которая рассположена параллельно до отверстий. Опоры на плоскость проводятся через подкладки у нижней и верхней головок, а усилие от домкрата призводится между подкладками.
2. Далее производим вращение шатуна. Для шатуна, который входит в состав преимущественного числа бензиновых двигателей эту незаурядную операцию можно с легкостью проделать в тисках воспользовавшись рычагом, имеющим показатели длины в 0,5+1,0 м
3. Завершающая правка в плоскости, которая находится параллельно отверстиям. Это, наверное, и будет самой нелегкой и скрупулёзной операцией. Поэтому, если вы готовы потратить на нее достаточное количество времени, можете приступать. Прежде чем приступить к основной работе, проверьте шатун: перед данной операцией он зачастую имеет смещение нижней и верхней головок. Как правило. после правки смещения просматривается явное искривление нижней или верхней головки в плоскости, параллельной отверстиям. Устранить такое искривление можно воспользовавшись изгибом стержня у соответствующей головки.
Завершающая правка в плоскости, которая находится параллельно отверстиям. Это, наверное, и будет самой нелегкой и скрупулёзной операцией. Поэтому, если вы готовы потратить на нее достаточное количество времени, можете приступать. Прежде чем приступить к основной работе, проверьте шатун: перед данной операцией он зачастую имеет смещение нижней и верхней головок. Как правило. после правки смещения просматривается явное искривление нижней или верхней головки в плоскости, параллельной отверстиям. Устранить такое искривление можно воспользовавшись изгибом стержня у соответствующей головки.
Как правило, полное завершение правки проводится с помощью метода последовательных приближений с диагностикой шатуна на плите с использованием щупов или воспользовавшись измерительным приспособлением. Во время выполнения операции важно помнить, что вначале деформация в нужную вам сторону немного больше чем вам потребуется, а затем произойдет незначительная деформация в противоположную форму.
Если пренебрегать этим правилом, то в процессе эксплуатации двигателя шатуну грозит деформация на 0,1+0,3 мм за счет остаточных напряжений. Благодаря простейшему приспособлению с помощью которого происходит измерение деформации шатунов, также можно исправить небольшие деформации шатуна. Однако важно помнить, что вероятность точной правки с контролем по боковым плоскостям довольно невелика, она составляет где-то около ±0,05+0,06 мм на длине 100 мм.
Также нужно принять во внимание тот факт, какая из боковых плоскостей непосредственно является базовой для отверстий. Как правило, обе плоскости не должны обязательно быть базовыми. Благодаря контролю деформации всех существующих шатунов двигателя можно установить это. После произведения правки, специалисты советуют обработать шатун термическим способом, дабы снизить остаточные напряжение. Проделать процедуру термообработки можно в печи или духовом шкафу.
Выдерживать шатун следует при температурных показателях в 180+200°С (охлаждение с печью) должна быть 3+4 часа. Проделывание правки данным способом характеризируется точностью, которая, как правило, не превышает 0,02 мм на диаметре отверстия нижней головки шатуна (40+60 мм). Вся «фишка» в том, что даже если предположить себе такую ситуацию, в которой правка шатуна произвелась очень точно, вы не сможете это измерить не воспользовавшись специальным измерительным оборудованием. Поэтому, исходя из такой позиции, точность правки шатуна напрямую зависит от имеющегося специального измерительного устройства.
Проделывание правки данным способом характеризируется точностью, которая, как правило, не превышает 0,02 мм на диаметре отверстия нижней головки шатуна (40+60 мм). Вся «фишка» в том, что даже если предположить себе такую ситуацию, в которой правка шатуна произвелась очень точно, вы не сможете это измерить не воспользовавшись специальным измерительным оборудованием. Поэтому, исходя из такой позиции, точность правки шатуна напрямую зависит от имеющегося специального измерительного устройства.
Подписывайтесь на наши ленты в таких социальных сетях как, Facebook, Вконтакте, Instagram, Pinterest, Yandex Zen, Twitter и Telegram: все самые интересные автомобильные события собранные в одном месте.
Кривошипно-шатунный механизм двигателя ЗМЗ-4062, номера узлов
Поршни кривошипно-шатунного механизма двигателя ЗМЗ-4062 отлиты из высококремнистого алюминиевого сплава и термически обработаны. Головка поршня цилиндрическая. Днище поршня плоское с четырьмя цековками под клапаны, которые предотвращают касание (удары) о днище поршня тарелок клапанов при нарушении фаз газораспределения, вызванном, например, обрывом цепи привода распределительных валов.
Кривошипно-шатунный механизм двигателя ЗМЗ-4062, устройство, каталожные номера узлов и деталей.
На цилиндрической поверхности поршней проточены три канавки. В двух верхних установлены компрессионные кольца, а в нижней — маслосъемное. В верхней части юбки поршня выполнены по два отверстия с обеих сторон с выходом в канавку под маслосъемное кольцо, которые служат для отвода масла, скапливающегося под маслосъемным кольцом.
Юбка поршня овальная в поперечном сечении и бочкообразная в продольном. Большая ось овала расположена в плоскости, перпендикулярной оси поршневого пальца. Величина овальности поршня составляет 0,514-0,554 мм. Наибольший диаметр юбки поршня в продольном сечении располагается ниже оси поршневого пальца на 8 мм. Диаметр юбки в продольном сечении плавно уменьшается и в направлении к днищу, и в противоположном направлении.
Максимальное уменьшение диаметра на кромке фаски под нижней канавкой составляет 0,047-0,056 мм. На нижней кромке направляющей части юбки максимальное уменьшение диаметра составляет 0,009-0,018 мм. В тело поршня между нижней канавкой и отверстием под поршневой палец залита стальная терморегулирующая вставка, служащая для уменьшения деформации поршня при нагревании до рабочей температуры и уменьшении первоначальных монтажных зазоров при сборке.
Каталожные номера узлов и деталей кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Поршни устанавливаются в цилиндры той же размерной группы с зазором 0,024-0,048 мм. Для обеспечения требуемого зазора поршни и цилиндры блоков разделены (по диаметру) на пять групп, обозначенных соответствующей буквой (А, Б, В, Г, Д), которая выбивается на днище поршня и наносится краской на наружной поверхности в верхней части блока, с левой стороны.
Для улучшения приработки рабочая поверхность поршней имеет специальный микрорельеф. Чтобы поршни работали правильно, они должны быть установлены в цилиндры в строго определенном положении. Для этого на боковой стенке у одной из бобышек под поршневой палец имеется отлитая надпись «ПЕРЕД». В соответствии с этой надписью поршень указанной стороной должен быть обращен к передней части двигателя.
Поршневые кольца кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Компрессионные кольца отлиты из чугуна. Верхнее кольцо имеет бочкообразную рабочую поверхность для улучшения приработки, которая покрыта слоем пористого хрома. Рабочая поверхность нижнего кольца покрыта слоем олова толщиной 0,006-0,012 мм или имеет фосфатное покрытие всей поверхности толщиной 0,002-0,006 мм. На внутренней поверхности нижнего кольца имеется выточка. Это кольцо должно быть установлено на поршень выточкой вверх, к днищу поршня. Нарушение этого условия вызывает резкое возрастание расхода масла и дымление двигателя.
Маслосъемное кольцо сборное, трехэлементное, состоит из двух стальных кольцевых дисков и одного двухфункционального расширителя, выполняющего функции радиального и осевого расширителей. Рабочая поверхность кольцевых дисков покрыта слоем хрома.
Поршневые пальцы кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Поршневые пальцы плавающего типа (они не закреплены ни в поршне, ни в шатуне), изготовлены из низколегированной хромоникелевой стали, наружная поверхность пальца подвергнута углеродонасыщению на глубину 1-1,5 мм и закалена нагревом ТВЧ до твердости HRC 59-66. Наружный диаметр пальца 22 мм. Осевое перемещение пальца ограничивается стопорными кольцами, установленными в канавках бобышек поршня. Стопорные кольца изготовлены из круглой пружинной проволоки диаметром 1,6 мм. Чтобы предупредить стук пальцев, их подбирают к поршням с минимальным зазором, допустимым по условиям смазки.
Шатуны кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Шатуны — стальные, кованые со стержнем двутаврового сечения. В поршневую головку шатуна запрессована тонкостенная втулка из оловянистой бронзы. Кривошипная головка шатуна разъемная. Крышка кривошипной головки крепится к шатуну двумя болтами со шлифованной посадочной частью. Болты крепления крышек и гайки шатунных болтов изготовлены из легированной стали и термически обработаны. Гайки шатунных болтов имеют самостопорящуюся резьбу и поэтому дополнительно не стопорятся.
Крышки шатунов нельзя переставлять с одного шатуна на другой. Для предотвращения возможной ошибки на шатуне и на крышке (на бобышке под болт) выбиты порядковые номера цилиндров. Они должны быть расположены с одной стороны. Кроме того, пазы для фиксирующих выступов вкладышей в шатуне и крышке также должны находиться с одной стороны. Для охлаждения днища поршня маслом, в шатуне выполнены отверстия. В стержне — диаметром 5 мм, в верхней головке — 3,5 мм.
Для обеспечения динамической уравновешенности двигателя суммарная масса поршня, поршневого пальца, колец и шатуна, устанавливаемых в двигатель, может иметь разницу по цилиндрам не более 10 грамм, что обеспечивается подбором деталей соответствующей массы.
Коленчатый вал кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Коленчатый вал отлит из высокопрочного чугуна, пятиопорный, имеет для лучшей разгрузки опор восемь противовесов. Вал динамически сбалансирован. Допустимый дисбаланс не более 18 гсм на каждом конце вала. Диаметр коренных шеек 62 мм, шатунных — 56 мм. Коренные и шатунные шейки связаны отверстиями в щеках вала. Полости в шатунных шейках закрыты резьбовыми пробками и предназначены для дополнительной очистки масла, поступающего на шатунные шейки.
Масло к коренным шейкам подводится по каналам в перегородках блока из масляной магистрали, к полостям шатунных шеек — по отверстиям в щеках вала из канавок в верхних вкладышах коренных шеек коленчатого вала. Осевое перемещение коленчатого вала ограничивается двумя упорными сталеалюминиевыми шайбами, расположенными по обе стороны среднего (третьего) коренного подшипни¬ка, каждая из упорных шайб состоит из двух полушайб: верхней и нижней.
Полушайбы антифрикционным слоем обращены к щекам коленчатого вала. Полушайбы удерживаются от вращения за счет выступов на нижних полушайбах, входящих в пазы на торцах третьей крышки коренного подшипника. Величина осевого зазора составляет 0,06-0,162 мм. На переднем конце коленчатого вала на шпонках установлены ведущая звездочка привода распределительных валов, втулка и шкив-демпфер. Все эти детали стянуты болтом ввертываемым в передний торец коленчатого вала.
Между звездочкой и втулкой установлено резиновое уплотнительное кольцо круглого сечения. На цилиндрической поверхности шкива-демпфера коленчатого вала выполнена риска для определения ВМТ первого цилиндра при установке привода распределительных валов. При совмещении метки на шкиве-демпфере с ребром — указателем на крышке цепи, поршень первого цилиндра находится в ВМТ.
Кроме того, на шкиве-демпфере выполнен специальный зубчатый диск (диск синхронизации) с числом зубьев 60 минус 2 зуба, который обеспечивает работу датчика положения коленчатого вала КМСУД. Передний конец коленчатого вала уплотнен резиновой манжетой запрессованной в крышку цепи. Надежная работа манжеты обеспечивается центровкой крышки цепи на двух штифтах-втулках, запрессованных в переднем торце блока цилиндров. Задний конец коленчатого вала также уплотнен резиновой манжетой запрессованной в крышку, которая крепится к заднему торцу блока цилиндров.
Маховик кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Маховик отлит из серого чугуна, установлен на посадочный выступ и штифт фланца коленчатого вала и крепится к нему шестью болтами М8, имеющими самоконтрящуюся резьбу. Для надежности крепления головки болтов прижимаются к стальной термообработанной шайбе. На маховик напрессован зубчатый обод для пуска двигателя стартером. К заднему торцу маховика шестью болтами М8 прикреплено сцепление. В центральное отверстие маховика устанавливаются распорная втулка и подшипник первичного вала коробки передач.
Вкладыши кривошипно-шатунного механизма двигателя ЗМЗ-4062.
Коренные и шатунные подшипники коленчатого вала состоят из тонкостенных вкладышей, изготовленных из малоуглеродистой стальной ленты, залитой тонким слоем антифрикционного высокооловянистого алюминиевого сплава. Толщина коренного вкладыша 2,500-2,508 мм, шатунного — 2,000-2,008 мм. В каждом подшипнике установлены по два вкладыша.
Осевому перемещению и проворачиванию вкладышей в постелях блока и в шатунах препятствуют фиксирующие выступы на вкладышах, входящих в соответствующие пазы в постелях блока или в шатунах. Верхние вкладыши коренных подшипников с канавками и отверстиями, нижние без канавок и отверстий.
Через отверстие верхнего вкладыша моторное масло поступает к подшипникам из канала в постели блока, а через отверстия в коленчатом вале — к шатунным подшипникам. Отверстие в шатунных вкладышах совпадают с отверстием в шатунах. Ширина коренных вкладышей 28 мм, шатунных — 20,5 мм. Диаметральный зазор между шейкой и вкладышами составляет 0,019-0,073 мм для коренных и 0,009-0,063 мм для шатунных подшипников.
Похожие статьи:
- Подшипники и сальники применяемые в ВАЗ-1111, ВАЗ 2101-2107, ВАЗ 2108, ВАЗ-2109, ВАЗ-2115, ВАЗ-2110, ВАЗ-2121 Нива, ВАЗ-21213 Лада Нива, ВАЗ-2123 Шевроле Нива, применяемость подшипников ВАЗ в других автомобилях.
- Руководство по эксплуатации на ГАЗ-330811 Вепрь многофункционального назначения, 330811-3902010 РЭ.
- Термическая обработка титановых сплавов, виды термической, термомеханической и химикотермической обработки, сведения о взаимодействии титана с легирующими элементами, принципы классификации титановых сплавов.
- Руководство по эксплуатации на УАЗ Патриот и УАЗ Пикап с МКПП Dymos, АКПП Punch 6L50, раздаточными коробками Dymos, Divgi TTS и УАЗ, 316300-3902002-18.
- Устройство вызова экстренных оперативных служб ЭРА-ГЛОНАСС на УАЗ Патриот и УАЗ Пикап, назначение, компоненты, режимы работы и тестирования.
- Руководство по эксплуатации и ремонту на Toyota Camry V50 с 2011 года выпуска с двигателями 2,5 л 2AR-FE и 3,5 л 2GR-FE.
Шатун двигателя внутреннего сгорания
Шатун — деталь, которая передает усилие от поршня к коленчатому валу двигателя. Также через шатун поршень получает обратное инерционное движение. Шатун служит для передачи возвратно-поступательного движения поршня к коленчатому валу двигателя.
Движение шатуна отличается сложностью. Шатун имеет две головки, одна из которых соединена с поршнем, а другая прикрепляется к коленчатому валу. Верхняя головка движется аналогично поршню, то есть совершает возвратно-поступательное движение. Нижняя головка шатуна совершает круговое движение вместе с шейкой коленчатого вала.
Шатун позволяет эффективно реализовать преобразование возвратно-поступательного движения в движение вращательное. Для выполнения этой функции шатун получает шарнирное соединение как с самим поршнем, так и с коленчатым валом ДВС. Наиболее часто шатуны выполнены из стали. Методом их изготовления становится штамповка или ковка. Для высокофорсированных ДВС спортивных авто и другой специализированной техники шатуны могут отливать из титанового сплава.
Шатун конструктивно имеет верхнюю (поршневую) головку, силовой стержень и нижнюю (кривошипную) головку. Верхняя головка шатуна цельная, служит местом установки поршневого пальца. Конструкция верхней головки напрямую зависит от того, каким способом будет закреплен поршневой палец.
Поршневой палец может быть как фиксированным, так и плавающим. Фиксированный палец означает, что верхняя головка шатуна получает цилиндрическое отверстие, которое изготавливается с особой точностью для обеспечения строго определенного натяга в месте соединения с поршневым пальцем.
Плавающий палец подразумевает возможное наличие запрессованных в отверстие втулок, а также может вращаться в верхней головке шатуна и в бобышках поршня. Силовой стержень шатуна отличается тем, что имеет характерное сечение, называемое двутавровым. Указанный силовой стержень расширяется к нижней части.
Нижняя головка шатуна имеет разборную конструкцию. Сама головка также делится на две части. Верхняя часть выполнена единым целым с шатуном, а нижняя называется крышкой нижней головки шатуна. Такая особенность конструкции нижней головки шатуна позволяет реализовать эффективное соединение шатуна с шейкой коленвала. Крышка шатуна присоединяется к шатуну специальными направляющими болтами и гайками.
Шатунные болты находятся под большой нагрузкой в процессе работы ДВС, а также определяют правильное положение самой крышки шатуна. Указанные болты наиболее часто запрессованы в шатун, а гайки затянуты динамометрическим ключом.
Для достижения высочайшей точности в месте соединения двух составных частей нижней головки шатуна используется метод контролируемого раскалывания. Данная современная технология позволяет добиться идеальной поверхности для последующей максимальной плотности и точности прилегания крышки шатуна и нижней головки в месте излома.
Читайте также
Кривошипно-шатунный механизм двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
Кривошипно-шатунный механизм двигателя А-41 включает в себя коленчатый вал с маховиком и четыре комплекта шатунов с поршнями, поршневыми кольцами и поршневыми пальцами.
Кривошипно-шатунный механизм представлен на рис. 5.
Рис. 5. Кривошипно-шатунный механизм двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К.
1) – Коленчатый вал;
2) – Вкладыш;
3) – Заглушка;
4) – Шплинт;
5) – Вкладыш;
6) – Шатун;
7) – Кольца маслосъёмные;
8) – Поршень;
9) – Стопорное кольцо;
10) – Поршневой палец;
11) – Втулка шатуна;
12) – Поршневое кольцо;
13) — Поршневое кольцо;
14) — Поршневое кольцо;
15) – Гильза;
16) – Уплотнительное кольцо;
17) – Венец;
18) – Маховик;
19) – Болт;
20) – Фланец;
21) – Манжета;
22) – Подшипник;
23) – Болт;
24) – Шайба;
25) – Маслёнка;
26) – Шайба маслоотражательная;
27) – Полукольцо;
28) – Крышка;
29) – Зубчатый венец;
30) – Крышка шатуна;
31) – Шестерня;
32) — Шестерня;
33) — Шайба маслоотражательная;
34) – Болт;
35) — Шайба;
36) – Шкив;
37) — Болт;
38) – Храповик;
39) – Шайба.
Коленчатый вал (1) [рис. 5] пятиопорный, стальной штампованный. Кривошипы коленчатого вала располагаются в одной плоскости. С целью обеспечения износостойкости вала его шейки закаляют токами высокой частоты.
Шатунные шейки вала полые. В полостях шатунных шеек, которые закрываются резьбовыми заглушками (3), происходит центробежная очистка масла, поступающего от коренных подшипников через наклонные отверстия в коленчатом валу. С целью улучшения очистки масла в отверстия шатунных шеек завальцовывают трубки, которые обеспечивают забор масла из центральной зоны полости шатунной шейки. На переднем конце коленчатого вала на шлицах размещены шестерни (32) и (31) привода газораспределения и привода масляного насоса и шкив (36) клиноремённой передачи привода вентилятора и водяного насоса. Шестерни (31), (32), шкив (36) с упорной шайбой (39) и маслоотражательная шайба (33) притянуты к торцу коренной шейки коленчатого вала болтом (34) (момент затяжки 300 Н.м. (30кгс.м)), который фиксируется стопорной шайбой (25). На шкиве (36) при помощи болтов (37) закрепляется храповик (38), который необходим для прокручивания коленчатого вала вручную при проведении регулировок механизма газораспределения и топливной аппаратуры.
Четвёртая щека коленчатого вала круглой формы, имеется проточка для установки зубчатого венца (29) привода механизма уравновешивания. Зубчатый венец напрессовывается на коленчатый вал, предварительно нагрев его до 150-градусов Цельсия, и дополнительно крепится к нему четырьмя болтами (3) [рис. 6] через упорные пластины (6).
Рис. 6. Механизм уравновешивания двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К.
1) – Корпус;
2) – Шестерня;
3) – Болт;
4) – Штифт;
5) – Зубчатый венец;
6) – Пластина;
7) – Шайба замковая;
8) – Прокладка регулировочная;
9) – Шайба замковая;
10) – Шайба;
11) – Болт.
Болты контрятся замковыми шайбами (7). Угловое расположение венца (5) определяется штифтом (4).
На заднем конце коленчатого вала есть фланец для установки маховика (18) [рис. 5] и маслоотражательной шайбы (26).
Осевое перемещение вала ограничивается полукольцами (27) — они выполнены из сталеалюминиевой ленты и расположены по обе стороны заднего коренного подшипника. Зазор между полукольцами и упорными буртами коленчатого вала на новом двигателе составляет 0,095-0,335мм. Полукольца стопорятся от проворота штифтами, которые запрессованы в крышку коренного подшипника. Оба конца коленчатого вала (передний и задний) уплотняются резиновыми манжетами, устанавливаемыми в расточках крышки картера (5) распределительных шестерён (2) [рис. 2] и картера (16) маховика.
Рис. 2. Двигатель А-41. Продольный разрез.
1) – Масляный насос;
2) – Коленчатый вал;
3) – Передняя опора;
4) – Счётчик мото-часов;
5) – Картер шестерен;
6) – Вентилятор;
7) – Водяной насос;
8) – Головка цилиндров;
9) – Выпускной коллектор;
10) – Колпак;
11) – Воздухоочиститель;
12) – Распределительный вал;
13) – Крышка;
14) – Главная муфта сцепления;
15) – Маховик;
16) – Картер маховика;
17) – Уравновешивающий механизм.
Вкладыши (2) и (5) коренных и шатунных подшипников коленчатого вала биметаллические, выполняются из сталеалюминиевой ленты. Для обеспечения оптимальной приработки коренные вкладыши лудят.
Вкладыши шатунных и коренных подшипников взаимозаменяемые. Обеспечить взаимозаменяемость вкладышей позволяет точность изготовления их и посадочных гнёзд на блоке и шатуне. Изношенные вкладыши заменяются на новые (основного либо ремонтного размера), в зависимости от состояния шеек коленчатого вала. При постановке ремонтных вкладышей шейки вала перешлифовываются на соответствующий размер. Маркировка и размеры вкладышей подшипников представлены в табл. 3.
Табл. 3. Маркировка вкладышей подшипников и размеры шеек коленчатого вала.
Верхние и нижние вкладыши шатуна, а также верхние и нижние вкладыши коренных подшипников, которые применяются для широких опор коленчатого вала (первая, третья, пятая) – одноимённые и взаимозаменяемые. Верхние вкладыши второй и четвёртой коренных опор отличаются от нижних тем, что у них имеется канавка на внутренней опорной поверхности.
В посадочные гнёзда блока цилиндров и шатуна вкладыши устанавливаются с натягом, обеспечивающим правильное прилегание их к поверхности постели, а также фиксацию их от поворота. Осевое смещение вкладышей ограничивается выштампованными в них усиками, которые входят в соответствующие канавки блока и шатуна.
Размеры вкладышей, определяющие натяг в постели (т.е. высота выступания плоскости разъёма вкладышей над плоскостью разъёма постели) контролируются в специальном приспособлении. Для тех вкладышей, которые используются в качестве запасных частей, допускают паровку верхнего и нижнего вкладышей по суммарной контрольной высоте вкладышей. В данном случае вкладыши в зоне уса метятся краской зелёного и красного цвета. При установке таких вкладышей их требуется сочетать по меткам (красная с зелёной).
Зазоры в шатунных подшипниках для новых двигателей располагаются в пределах 0,096-0,16 мм, зазоры в коренных подшипниках в пределах 0,116-0,180 мм при измерении в направлении, перпендикулярном плоскости разъёма. Зазор для среднего коренного подшипника составляет 0,131-0,195 мм.
По диаметру коренные шейки коленчатого вала и, соответственно, вкладыши по их толщине подразделяются на два производственных и четыре ремонтных размера [табл. 3].
Номера стандартов вкладышей 1Н и 2Н – производственные (устанавливаются на новые двигатели). Вкладыши остальных стандартов – ремонтные, их устанавливают на двигатели после проведения соответствующей перешлифовки коренных шеек коленчатого вала.
Соответственно стандартам вкладышей маркируются коленчатые валы производственных стандартов [табл. 4], а обозначение вала выштамповывается на щеке.
На двигателе устанавливается коленчатый вал и вкладыши одной размерной группы.
Табл. 4. Маркировка коленчатого вала.
| Номер (обозначение) вала | Маркировка стандарта | Диаметр шеек, мм | |
| коренных | шатунных | ||
| 41-0401-2 | 105(-0,023) | 88(-0,023) | |
| 41-0401-2 | 2НШ | 105(-0,023) | 87,75(-0,023) |
| 41-0401-2 | 2НК | 104,75(-0,023) | 88(-0,023) |
| 41-0401-2 | 2НШК | 104,75(-0,023) | 87,75(-0,023) |
Поршень (8) изготавливается из алюминиевого сплава. Диаметр поршня переменный по высоте, увеличивается к основанию поршня, юбка поршня эллипсная (с целью обеспечения правильного прилегания поршня к гильзе (15) при его температурном расширении и воздействия на него усилий во время работы двигателя). Юбка поршня покрывается слоем олова (толщина слоя 0,003-0,006 мм) для улучшения приработки. На новом двигателе зазор между юбкой поршня и гильзой цилиндра в пределах 0,17-0,235 мм при измерении в плоскости, перпендикулярной оси поршневого пальца.
В днище поршня располагается камера сгорания.
Поршневые кольца изготавливаются из специального чугуна и с целью обеспечения подвижности колец в канавках поршня компрессионные кольца (12), (13), (14) имеют форму трапеции с наклонной верхней поверхностью (угол наклона 10 град). Наиболее нагруженное верхнее компрессионное кольцо (12) хромированное и покрыто слоем олова для лучшей приработки. Второе (13) и третье (14) компрессионные кольца снабжены тремя кольцевыми канавками на наружной поверхности с целью обеспечения лучшей приработки и смазки.
Два маслосъёмных кольца коробчатого типа с проточкой по наружной поверхности, образующей два пояска (ширина пояска 0,5 мм). Для отвода масла от стенок гильзы цилиндра в картер (через отверстие в поршне) в теле маслосъёмных колец выполнены сквозные канавки. Под маслосъёмными кольцами устанавливаются радиальные расширители.
Шатун (6) имеет двутавровое сечение, штампуется из стали 40Х. Нижняя головка шатуна имеет косой разъём для возможности установки/снятия шатуна через цилиндр двигателя. Крышка нижней головки крепится двумя болтами разной длины, которые фиксируются стопорными шайбами. Длинный болт – призонный, он определяет положение крышки относительно шатуна.
Для того чтобы разгрузить болты от усилий, которые воздействуют на шатун, стык между крышкой и шатуном выполняется в виде треугольных шлицев. Болты затягиваются моментом 180-220 Н.м (18-22 кгс.м), начиная с длинного болта.
Постели под вкладыши шатуна обрабатываются совместно с крышкой. Для правильной установки крышки метки на нижней головке шатуна и на крышке должны совпадать. После затяжки болтов диаметр постели под вкладыши должен составлять 93+0,031 мм.
В верхнюю головку шатуна запрессовывается бронзовая втулка (11). В стержне шатуна выполнено отверстие, через которое смазка от шатунного подшипника через канавки и отверстие втулки подаётся на поршневой палец.
Шатуны комплектуются по массе, для одного двигателя разница допустима до 17 граммов. Обозначение массы наносится на торец верхней головки шатуна.
Маховик (18) зафиксирован в определённом положении относительно коленчатого вала двумя установочными штифтами. У одного из установочных отверстий маховика имеется отметка К, которая при установке маховика должна совпадать с аналогичной отметкой на коленчатом валу.
На маховик напрессован зубчатый венец (17), в зацепление с которым при пуске основного двигателя вводится шестерня механизма выключения пускового двигателя.
Похожие материалы:
- Органы управления и контрольные приборы тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
- Сезонное техническое обслуживание (СТО) тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
- Техническое обслуживание системы охлаждения двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
- Воздухоочиститель двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
- Система питания двигателя А-41 тракторов ДТ-75, ДТ-75М, ДТ-75Б, ДТ-75К
Устройство кривошипно-шатунного механизма двигателя КАМАЗ Евро-2-3 – 740.50, 740.51
Коленчатый валДвигатели 740.50 и 740.51 – отличаются мощностью, ТНВД и некоторыми единицами навесного оборудования, абсолютно взаимозаменяемы и похожи между собой.
Коленчатый вал (рисунок 8) изготовлен из высококачественной стали и имеет пять коренных и четыре шатунные шейки, связанные щеками и сопряженные переходными галтелями. Для равномерного чередования рабочих ходов шатунные шейки коленчатого вала расположены под углом 90°.
Рисунок 8 – Коленчатый вал1 – противовес; 2 – шестерня привода масляного насоса; 3 – заглушка; 4 – шпонка; 5 – отверстия подвода масла к шатунным шейкам; 6 – отверстия подвода масла в коренных шейках.
К каждой шатунной шейке присоединяются два шатуна (рисунок 9) – один для правого и один для левого рядов цилиндров.
Упрочнение коленчатого вала производится азотированием на глубину 0,5…0,7 мм, твердость упрочненного слоя не менее 600 HV. Подвод масла к шатунным шейкам производится через отверстия в коренных шейках 6 и отверстия 5 (рисунок 8).
Для уравновешивания сил инерции и уменьшения вибраций коленчатый вал имеет шесть противовесов, отштампованных заодно со щеками коленчатого вала. Кроме основных противовесов, имеется дополнительный съемный противовес 1, напрессованный на вал, его угловое расположение относительно коленчатого вала определяется шпонкой 4. Для обеспечения требуемого дисбаланса, на маховике выполняется выборка 6 (рисунок 12).
На хвостовике коленчатого вала выполнена шейка 9 (рисунок 10), по которой центрируется шестерня коленчатого вала 8 и маховик 1 (рисунок 13). На заднем торце коленчатого вала выполнено десять резьбовых отверстий М16×1,5-6Н для крепления шестерни коленчатого вала и маховика, на переднем торце выполнено восемь резьбовых отверстий М 12×1,25-6Н для крепления гасителя крутильных колебаний.
В полость носка коленчатого вала установлена заглушка 3 (рисунок 8), через калиброванное отверстие которой осуществляется смазка шлицевого валика переднего привода отбора мощности.
От осевых перемещений коленчатый вал зафиксирован двумя верхними полукольцами 1 и двумя нижними полукольцами 2 (рисунок 10), установленными в проточках задней коренной опоры блока цилиндров, так, что сторона с канавками прилегает к упорным торцам вала.
На носке коленчатого вала (рисунок 8) установлены шестерни привода масляного насоса 2 и привода газораспределительного механизма 8 (рисунок 10).
Уплотнение коленчатого вала осуществляется резиновой манжетой 8 (рисунок 13), с дополнительным уплотняющим элементом – пыльником 9. Манжета размещена в картере маховика 4. Манжета изготовлена из фторкаучука по технологии формования рабочей уплотняющей кромки непосредственно в прессформе.
Номинальные диаметры шеек коленчатого вала:
- коренных 95-0,015мм;
- шатунных 80-0,013 мм.
Для восстановления двигателя предусмотрены восемь ремонтных размеров вкладышей. Обозначение вкладышей подшипников коленчатого вала, диаметр коренных шеек коленчатого вала, диаметр отверстия в блоке цилиндров под эти вкладыши указаны в приложении Б.
Обозначение вкладышей нижней головки шатуна, диаметр шатунных шеек коленчатого вала, диаметр отверстия в кривошипной головке шатуна под эти вкладыши указаны в приложении В.
Вкладыши 7405.1005170 Р0, 7405.1005171 Р0, 7405.1005058 Р0 применяются при восстановлении двигателя без шлифовки коленчатого вала. При необходимости шейки коленчатого вала заполировать.
При шлифовке коленчатого вала по коренным шейкам до 94 мм и менее или по шатунным шейкам до 79 мм и менее, необходимо коленчатый вал подвергнуть повторному азотированию.
Пределы допусков по диаметрам шеек коленчатого вала, диаметру отверстия в блоке цилиндров и диаметру отверстия в кривошипной головке шатуна при восстановлении двигателя должны быть такими же, как у номинальных размеров.
Коленчатый вал для двигателей 740.50-360 и 740.51-320 имеет значительные отличия от коленчатых валов других моделей двигателей, эти отличия делают невозможным использование коленчатых валов двигателей КАМАЗ других моделей.
Маркировка коленчатого вала, выполненная в поковке на третьем противовесе, должна быть 740.50-1005020.
Коренные и шатунные подшипникиИзготовлены из стальной ленты, покрытой слоем свинцовистой бронзы толщиной 0,3 мм, слоем свинцово-оловянистого сплава толщиной 0,022 мм, и слоем олова толщиной 0,003 мм. Верхние 3 и нижние 4 вкладыши коренных подшипников не взаимозаменяемы. В верхнем вкладыше имеется отверстие для подвода масла и канавка для его распределения.
Рисунок 10 – Установка упорных полуколец и вкладышей коленчатого вала1 – полукольцо упорного подшипника верхнее; 2 – полукольцо упорного подшипника нижнее; 3 – вкладыш подшипника коленчатого вала верхний; 4 – вкладыш подшипника коленчатого вала нижний; 5 – блок цилиндров; 6 – крышка подшипника коленчатого вала задняя; 7 – коленчатый вал; 8 – шестерня привода газораспределительного механизма; 9 – центрирующая шейка коленчатого вала.
Оба вкладыша 4 нижней головки шатуна взаимозаменяемы. От проворачивания и бокового смещения вкладыши фиксируются выступами (усами), входящими в пазы, предусмотренные в постелях блока и шатуна, а также крышках подшипников.
Вкладыши имеют конструктивные отличия, направленные на повышение их работоспособности при форсировке двигателя турбонаддувом, при этом изменена маркировка вкладышей на 7405.1004058 (шатунные), 7405.1005170 и 7405.1005171 (коренные).
Не рекомендуется замена вкладышей при ремонте на серийные с маркировкой 740, так как при этом произойдет существенное сокращение ресурса двигателя.
Крышки коренных подшипников
Крышки коренных подшипников (рисунок 11) изготовлены из высокопрочного чугуна. Крепление крышек осуществляется с помощью вертикальных и горизонтальных стяжных болтов 3, 4, 5, которые затягиваются по определенной схеме с регламентированным моментом (приложение А).
Рисунок 11 – Установка крышек подшипников коленчатого вала1 – крышка подшипника; 2 – коленчатый вал; 3 – болт крепления крышки; 4 – болт стяжной крепления крышки подшипника левый; 5 – болт стяжной крепления крышки подшипника правый; 6 – шайба; 7 – блок; 8 – штифт.
Шатун
Шатун – стальной, кованый, стержень 1 имеет двутавровоесечение. Верхняя головка шатуна неразъемная, нижняя выполнена с прямым и плоским разъемом. Шатун окончательно обрабатывают в сборе с крышкой 2, поэтому крышки шатунов невзаимозаменяемы. В верхнюю головку шатуна запрессована стале-бронзовая втулка 3, а в нижнюю установлены сменные вкладыши 4. Крышка нижней головки шатуна крепится с помощью гаек 6, навернутых на болты 5, предварительно запрессованные в стержень шатуна. Затяжка шатунных болтов осуществляется по схеме, определенной в приложении А. На крышке и стержне шатуна нанесены метки спаренности – трехзначные порядковые номера. Кроме того, на крышке шатуна выбит порядковый номер цилиндра.
Рисунок 9 – Шатун1 – стержень шатуна; 2 – крышка шатуна; 3 – втулка верхней головки шатуна; 4 – вкладыш нижней головки шатуна; 5 – болт крепления крышки шатуна; 6 – гайка болта крепления крышки шатуна.
Маховик
Рисунок 12 – Маховик КАМАЗ Евро-21 – кольцо; 2 – втулка дистанционная; 3 – обод зубчатый маховика; 4 – штифт установочный; 5 – подшипник; 6 – выборка под дисбаланс.
Маховик (рисунок 12) закреплен десятью болтами 7 (рисунок 13), изготовленными из легированной стали, на заднем горце коленчатого вала и зафиксирован штифтом 10 (рисунок 13) на центрирующей шейке коленчатого вала 9 (рисунок 10). С целью исключения повреждения поверхности маховика, под головки болтов устанавливается шайба 6 (рисунок 13). Величина момента затяжки болтов крепления маховика указана в приложении А. На обработанную цилиндрическую поверхность маховика напрессован зубчатый обод 3 (рисунок 12), с которым входит в зацепление шестерня стартера при пуске двигателя. Под манжету уплотнения коленчатого вала устанавливается кольцо 1 с наружной хромированной поверхностью.
Рисунок 13 –Установка маховика1 – маховик; 2 – блок цилиндров; 3 – коленчатый вал; 4 – картер маховика; 5 – подшипник первичного вала коробки передач; 6 – шайба; 7 – болт; 8 – манжета уплотнения коленчатого вала; 9 – пыльник манжеты; 10 – штифт установочный маховика.
Маховик выполняется под одно или двух дисковое диафрагменные сцепления. Во внутреннюю расточку маховика установлен подшипник 5 первичного вала коробки передач.
При регулировках угла опережения впрыска топлива и тепловых зазоров в клапанах, маховик фиксируется фиксатором (рисунок 14).
Конструкция маховика имеет следующие основные отличия от маховиков двигателей 740.10 и 7403.10:
- изменен угол расположения паза под фиксатор на наружной поверхности маховика;
- увеличен диаметр расточки для размещения шайбы под болты крепления маховика;
- введена серповидная выборка для обеспечения требуемого дисбаланса;
- крепление маховика к торцу коленчатого вала осуществляется десятью болтами М16х1,5;
Перечисленные изменения делают невозможной установку маховиков двигателей других моделей при проведении ремонтных работ.
Рисунок 14 – Положение ручки фиксатора маховикаа) – при эксплуатации; б) – при регулировке, в зацеплении с маховиком.
Гаситель крутильных колебаний
Гаситель крутильных колебаний закреплен восемью болтами 2 (рисунок 16) на переднем носке коленчатого вала.
Рисунок 15 – Гаситель крутильных колебаний коленчатого вала1 – корпус гасителя; 2 – маховик гасителя; 3 – крышка; 4 – пробка заправочного отверстия; 5 – высоко-вязкостная силиконовая жидкость; 6 – центровочная шайба.
Гаситель состоит из корпуса 1 (рисунок 15) в который установлен с зазором маховик гасителя 2. Снаружи корпус гасителя закрыт крышкой 3. Герметичность обеспечивается сваркой по стыку корпуса гасителя и крышки. Между корпусом гасителя и маховиком гасителя находится высоковязкая силиконовая жидкость, дозировано заправленная перед заваркой крышки. Центровка гасителя осуществляется шайбой 6, приваренной к корпусу.
Рисунок 16 – Установка гасителя крутильных колебаний1 – гаситель; 2 – болт крепления гасителя; 3 – полумуфта отбора мощности; 4 – шайба; 5 – коленчатый вал; 6 – блок цилиндров.
Гашение крутильных колебаний коленчатого вала происходит путем торможения корпуса гасителя, закрепленного на носке коленчатого вала, относительно маховика в среде силиконовой жидкости. При этом энергия торможения выделяется в виде теплоты.
КАТЕГОРИЧЕСКИ ЗАПРЕЩАЕТСЯ при проведении ремонтных работ деформировать корпус и крышку гасителя. Гаситель с деформированным корпусом или крышкой к дальнейшей эксплуатации не пригоден.
После установки гасителя проверить наличие зазора между гасителем и противовесом.
Поршень
Поршень 1 (рисунок 17) отлит из алюминиевого сплава со вставкой из износостойкого чугуна под верхнее компрессионное кольцо. В головке поршня выполнена тороидальная камера сгорания с вытеснителем в центральной части, которая смещена относительно оси поршня в сторону от выточек под клапаны на 5 мм.
Рисунок 17 – Поршень с шатуном и кольцами в сборе1 – поршень; 2 – маслосъемное кольцо; 3 – поршневой палец; 4, 5 – компрессионные кольца; 6 – стопорное кольцо.
Боковая поверхность представляет собой сложную овально-бочкообразную форму с занижением в зоне отверстий под поршневой палец. На юбку нанесено графитовое покрытие. В нижней части юбки поршня выполнен паз, исключающий, при правильной сборке, контакт поршня с форсункой охлаждения при нахождении его в нижней мертвой точке.
Поршень комплектуется двумя компрессионными и одним маслосъемным кольцами. Отличительной его особенностью является уменьшенное расстояние от днища до нижнего торца верхней канавки, которое составляет 17 мм. На двигателе аналогично другим моделям двигателей КАМАЗ, с целью обеспечения топливной экономичности и экологических показателей, применен селективный подбор поршней для каждого цилиндра по расстоянию от оси поршневого пальца до днища. По указанному параметру поршни разбиты на четыре группы 10, 20, 30 и 40. Каждая последующая группа от предыдущей отличается на 0,11 мм.
В запасные части поставляются поршни наибольшей высоты – для двигателей 740.50-360 и 740.51-320 размер от оси поршневого пальца до днища поршня 40 группы (наибольшей) составляет 71,04-0,04 мм.
Во избежание возможного контакта между ними и головками цилиндров, в случае замены, необходимо контролировать надпоршневой зазор. Если зазор между поршнем и головкой цилиндра после затяжки болтов ее крепления будет менее 0,87 мм, необходимо подрезать днище поршня на недостающую до этого значения величину.
Установка поршней с двигателей КАМАЗ других моделей недопустима. Маркировка поршня 740.51-1004015 выполняется в литье на внутренней полости поршня.
Компрессионные кольца
Компрессионные кольца (рисунок 17) изготавливаются из высокопрочного, а маслосъемное – из серого чугунов. Верхнее компрессионное кольцо имеет форму двухсторонней трапеции, с внутренней выборкой со стороны верхнего торца, а второе имеет форму односторонней трапеции. При монтаже торец с отметкой “верх” должен располагаться со стороны днища поршня.
Рабочая поверхность верхнего компрессионного кольца 4 покрыта молибденом и имеет бочкообразную форму. На рабочей поверхности второго компрессионного 5 и маслосъемного колец 2 нанесен хром. Ее форма на втором кольце представляет собой конус с уклоном к нижнему торцу, по этому характерному признаку кольцо получило название “минутное”. Минутные кольца применены для снижения расхода масла на угар, их установка в верхнюю канавку недопустима.
Маслосъёмное кольцо
Маслосъёмное кольцо коробчатого типа, высотой 4 мм, с пружинным расширителем, имеющим переменный шаг витков и шлифованную наружную поверхность. Средняя часть расширителя с меньшим шагом витков при установке на поршень должна располагаться в замке кольца.
Установка поршневых колец с других моделей двигателей КАМАЗ может привести к увеличению расхода масла на угар и, как следствие, ухудшению экологических показателей.
Форсунки охлаждения
Форсунки охлаждения (рисунок 6) устанавливаются в картерной части блока цилиндров и обеспечивают подачу масла из главной масляной магистрали, при достижении в ней давления 80… 120 кПа (0,8… 1,2 кг/см2), на внутреннюю полость поршней. На такое давление отрегулирован клапан, расположенный в каждой из форсунок.
При сборке двигателя необходимо контролировать правильность положения трубки форсунки относительно гильзы цилиндра и поршня. Контакт с поршнем недопустим.
Поршень с шатуном
Поршень с шатуном (рисунок 17) соединены пальцем 3 плавающего типа, его осевое перемещение ограничено стопорными кольцами 6. Палец изготовлен из хромоникелевой стали, диаметр отверстия 16 мм. Применение пальцев с диаметром отверстия 22 и 25 мм недопустимо, так как это нарушает балансировку двигателя.
Привод отбора мощности передний
Привод отбора мощности передний (рисунок 18) осуществляется с носка коленчатого вала через полумуфту отбора мощности 2, прикрепленную к носку коленчатого вала 13 восьмью специальными болтами M12x1,25. Центрирование полумуфты относительно коленчатого вала осуществляется по внутренней расточке выносного противовеса. Крутящий момент от полумуфты передается посредством вала привода агрегатов 1 и вала отбора мощности 3 на шкив 4. Вал отбора мощности 3 устанавливается на двух шариковых подшипниках 11 и 12. Уплотнение полости осуществляется манжетой 8 и заглушкой 10 с резиновым кольцом 14. Для уменьшения износа шлицевых соединений, вал привода агрегатов удерживается от осевых перемещений пружиной 9.
Рисунок 18 – Установка привода отбора мощности переднего и шкива1 – вал привода агрегатов, 2 – полумуфта отбора мощности; 3 – вал отбора мощности; 4 – шкив; 5 – болт; 6 – передняя крышка блока, 7 – корпус подшипника; 8 – манжета; 9 – пружина; 10 – заглушка; 11, 12 – подшипники; 13 – коленчатый вал; 14 – резиновое кольцо уплотнения заглушки; 15 – стопорное кольцо.
Двигатели КАМАЗ
Покупайте запчасти у нас :
| Комплектуем заявки любой сложности, конкурентные цены, система скидок от объема. | |
| Мы даем понятную гарантию качества запчастей от производителей | |
| Оперативная доставка по России | |
| Звоните по телефону (900) 323-41-41, или напишите на [email protected] Потребуется информация: модель авто, год выпуска, модель агрегата, класс Евро. |
ПРАКТИЧЕСКАЯ РАБОТА №1 Тема: «Устройство кривошипно-шатунного механизма двигателей»
Практическая работа №1
Тема: «Устройство кривошипно-шатунного механизма двигателей»
Цель: Сформировать практические навыки по частичной разборке и сборке двигателей внутреннего сгорания. Рассмотреть кривошипно-шатунный механизм. Закрепить теоретические знания.
Время: 2 часа.
Оборудование и материалы.
1.Двигатели ЗМЗ 53,Камаз 740,Д 240, СМД 62.
2.Комплект инструментов.
3.Поршневая группа.
4.Обтирочный материал
5. Плакаты по устройству изучаемых деталей.
6. Учебная литература.
Теоретический обзор.
Кривошипно-шатунный механизм п р е д н а з н а ч е н для преобразования прямолинейного поступательного движения поршня в такте расширения во вращательное движение коленчатого вала, а в остальных тактах – вращательное движение коленчатого вала в прямолинейное возвратно-поступательное движение поршня.
Кривошипно-шатунный механизм в сборе представлен на рис .
Цилиндр вместе с поршнем и головкой ограничивает объем, который называется камерой сгорания. Цилиндры изготовляют в виде отдельной отливки, укрепляемой на картере, или в виде сменной гильзы 8, вставляемой в вертикальные гнезда блок-картера. Материалом для цилиндров служит легированный чугун с обработанной внутренней поверхностью, называемой зеркалом цилиндров.
а – в сборе; б – гильза; в – поршень с шатуном в сборе
1, 20, 28 – шестерни; 2 – коренная шейка; 3, 18 – вкладыши коренного подшипника;
4 – шатунная шейка; 5 – шатун; 6 – поршневой палец; 7 – поршень;
8 – гильза цилиндра; 9 – блок; 10 – поршневые кольца; 11 – резиновые кольца;
12 – венец маховика; 13 – маховик; 14 – нижняя крышка шатуна; 15 – шатунный болт; 16 – маслосгонная резьба; 17 – буртик; 19 – болт крышки коренного подшипника;
21 – полость; 22 – крышка коренного подшипника; 23 – носок коленчатого вала;
24 – болт крепления шкива; 25 – пластина; 26 – шкив; 27 – шайба;
29 – камера сгорания; 30 – стопорная шайба; 31 – вкладыши; 32 – стопорное
кольцо; 33 – медное кольцо; 34 – установочный поясок;
А и Б – метки
Рисунок – Кривошипно-шатунный механизм
В поршне 7 из алюминиевого сплава различают днище, головку (уплотняющую часть), юбку (направляющую часть) и бобышки (внутренние приливы). В зависимости от принятого на двигателе способа смесеобразования, расположения клапанов и форсункок (или свечей зажигания) днище поршня бывает плоским, фасонным с выемкой или выпуклым (у пусковых двигателей).
Все детали КШМ условно делят на две группы: шатунно-поршневую группу и группу коленчатого вала. В состав первой группы входят следующие основные детали:
На внешней поверхности поршня проточены канавки для установки компрессионных (уплотняющих) и маслосъемных колец. По окружности канавок под маслосъемные кольца просверлены сквозные отверстия для отвода излишек масла в картер двигателя.
На внутренней поверхности поршня имеется два прилива — бобышки, в отверстия которых устанавливают поршневой палец 6 и стопорные кольца 32. Палец 6 соединяет поршень 7 с шатуном 5.
Шатун 5 изготовляют из высококачественной стали двутаврового сечения в виде стержня с двумя головками: верхняя головка неразъемная, а нижняя — разъемная. Съемную часть называют крышкой 14. Ее крепят шатунными болтами 15.
Для обеспечения уравновешенности двигателя комплект поршней с шатунами в сборе подбирают с минимальной разностью по массе. Разность масс поршней с шатунами в пределах комплекта не должна превышать нормируемого значения. Например, у дизеля Д-240 не более 15 г, СМД-60 не более 17 г, А-41 не более 30 г.
В состав второй группы входят:
Коленчатый вал через шатуны воспринимает усилия от поршней и преобразует их во вращающий момент, который передается через трансмиссию на ведущие движители (колеса или гусеницы), а также используется для привода различных механизмов и устройство двигателя (распределительного вала механизма газораспределения, масляного, топливного и водяного насосов, генератора, вентилятора и др.). Коленчатый вал штампуют из высококачественной стали или отливают из высокопрочного чугуна. Вал состоит из коренных 2 и шатунных шеек 4, щек, носка 23 и хвостовика. К щекам могут быть прикреплены или отлиты вместе с валом противовесы.
Маховик 13 – это массивный чугунный диск, который во время работы ДВС накапливает кинетическую энергию, необходимую для вращения коленчатого вала в течение трех подготовительных тактов.
Задание.
1.Вынуть поршень первого цилиндра вместе с шатуном.
2. Изучить устройство кривошипно-шатунного механизма.
3. Ответить на контрольные вопросы.
Порядок выполнения работы.
Выньте поршни первого цилиндра в сборе с шатуном, предварительно выполнив следующее:
поверните коленчатый вал так, чтобы поршнь первого цилиндра находился в н. м. т.;
расшплинтуйте болты крепления крышек шатунов;
отверните торцовым ключом гайки у ЗИЛ-130 и болты у СМД-62;
снимите крышки нижних головок шатунов, слегка постукивая по ним молотком; обратите внимание на метки; указывающие порядковый номер шатуна и крышки его нижней головки.
Выньте поршень вместе с шатуном.
Предварительно ознакомившись с соответствующей литературой, изучите путем внешнего осмотра и сравнения с плакатами устройство кривошипно-шатунного механизма
Собирите кривошипно-шатунный механизм в обратном порядке.
Контрольные вопросы
1.Назначение кривошипно-шатунного механизма.
2.Из какого материала изготавливаются цилиндры?
3.Из каких частей состоит поршень?
4.Что входит в шатунно-поршневую группу?
5. Назначение коленчатого вала.
8.Укажите и назовите на рисунке составляющие детали кривошипно-шатунного механизма.
Технология шатуна: кованые и стальные стержни
Возможно, ни одна часть двигателя не подвергается такому напряжению, как шатуны. Разработанные для передачи линейного движения и энергии, производимой в камере сгорания, во вращательное движение коленчатого вала, шатуны также служат ключевым компонентом в управлении теми же событиями и изменяют долговечность и срок службы двигателя.
«Комплект стержней должен быть адаптирован к двигателю и потребностям клиента», — говорит Керри Новак из Crower.
Комплект стержней должен быть адаптирован к двигателю и потребностям клиента. -Керри Новак, Crower
Несмотря на то, что для изготовления шатунов используются разные материалы, это обсуждение будет сосредоточено на стали, особенно на заготовке и кованой стали 4340. За советом экспертов мы связались с некоторыми из ведущих представителей удилищной индустрии, включая Новака из Крауэра, Дэвида Лича из Lunati, Алана Дэвиса из Eagle Specialty Products и Майкла Токарчика из Manley. Мы также обратились к Брайану Нилену из Late Model Engines за дополнительной информацией.
Понимание напряжений в стержнях
Шатуны подвергаются как сжимающим, так и растягивающим усилиям в течение 720 градусов четырехтактного цикла сгорания. На такте сжатия давление внутри цилиндра увеличивается, давя на шток. В зависимости от степени сжатия вашего двигателя, сумматоров мощности и т. Д. Это давление может расти быстро и круто.
Степень сжатия, давление наддува, угол опережения зажигания, перекрытие распределительных валов, мощность, крутящий момент, частота вращения двигателя и многие другие факторы влияют на нагрузку на шатуны.
На стороне сгорания стержень должен выдерживать резкое и резкое изменение направления в дополнение к давлению, создаваемому горящими и расширяющимися газами сгорания. Эту нагрузку на шток можно рассчитать, умножив площадь отверстия (квадрат радиуса отверстия, умноженный на пи) на давление в цилиндре. Например, отверстие диаметром 4 дюйма будет иметь площадь поверхности 12,566 дюйма. При давлении в камере 1000 фунтов на квадратный дюйм совокупное давление на стержень в этой точке сгорания будет 12566 фунтов на квадратный дюйм.И не забывайте, что свеча сработает непосредственно перед тем, как поршень достигнет верхней мертвой точки, что означает, что шток все еще находится на подъеме, поскольку горючая смесь воспламеняется, что еще больше увеличивает давление в цилиндре, которое шток должен преодолевать.
Эта точка цикла сгорания также поднимает проблему преждевременного зажигания, детонации и пропусков зажигания. Зная, что давление в цилиндре увеличивается после воспламенения топливовоздушной смеси, предварительное зажигание увеличивает нагрузку на шток раньше, дополнительно нагружая его сжимающей силой.Если событие предварительного воспламенения является сильным или достаточно частым, стержень может быть нагружен сверх его предела.
Двутавровая балка и двутавровая балка
Стержни с двутавровыми балкамибыли созданы по необходимости во время Второй мировой войны, когда произошли отказы стержней в истребителях, когда летчики-истребители союзников использовали закись азота для увеличения скорости отрыва во время собачьих боев.
Есть постоянные споры о том, что лучше, двутавровая балка или двутавровая штанга. Стержни двутавровых балок обычно более жесткие и могут лучше распределять нагрузки и сжимающие силы, приложенные к ним.Они могут быть идеальными для низкооборотных двигателей с сумматорами мощности. У этой улучшенной силы есть компромиссы. Стержни двутавровой балки могут быть тяжелее, иногда на 100 граммов больше, чем сопоставимая двутавровая балка, и требуют большего зазора, что следует учитывать при использовании кривошипов толкателя и кулачков большого диаметра. Они также требуют дополнительной обработки в процессе производства, что увеличивает их расходы.
Стержни двутавровой балкимогут снизить вес и обеспечить дополнительный зазор при небольшом снижении прочности. Эта потеря прочности минимальна в стержнях двутавровой балки высокого класса, если используемые материалы такие же, как у сопоставимой двутавровой балки.В конструкцию можно добавить дополнительный материал для дальнейшего усиления двутавровой балки, но в некоторых случаях это может приблизить общий вес к аналогичной двутавровой балке. Двутавровые балки обычно предпочтительны для приложений с более высокими оборотами.
Учитывая напряжение этих событий, можно было предположить, что такт выпуска будет легче всего на шатуне. Цель состоит в том, чтобы просто переместить поршень, чтобы протолкнуть отработанные газы через открытый выпускной клапан. Это, по сути, самое опасное время во всем процессе сгорания для шатуна.Как объясняет Майкл Токарчик из Manley: «Причина, по которой в этом цикле не происходит буферизации давления в цилиндре». Во многих распределительных валах, имеющих хотя бы некоторые типы перекрытия впускных и выпускных клапанов, отсутствует демпфирующее давление, замедляющее поршень.
Когда кривошип снова совершает поворот через верхнюю мертвую точку, инерционные силы продолжают приводить поршень в движение вверх. Это конец такта выпуска и начало такта впуска. В этот момент стержень подвергается растягивающему напряжению.Большой конец должен совпадать с кривошипом и начинать обратный путь в противоположном направлении, в то время как маленький конец должен оставаться с поршнем и продолжать движение вверх. По словам Токарчика, именно здесь Мэнли видит больше всего отказов в шатунах.
Во время всех этих изменений направления оба конца штока подвергаются напряжению, что в конечном итоге может привести к овальному отверстию подшипников или полному выходу из строя.
Производственный процесс
Сегодня для изготовления высокопроизводительных шатунов используются два производственных процесса: ковка и заготовка.Оба процесса имеют уникальные плюсы и минусы, и оба позволяют получить очень прочный готовый продукт при использовании качественных производственных процессов и материалов.
Ковка
Ковка — это производственный процесс, в котором используются штампы инструментов, воздействие высоких температур и давления. Матрица по сути является негативом стержня, похожим на пресс-форму. Заготовку из металла нагревают до температуры, при которой она становится ковкой, а затем вдавливают в матрицу с помощью высокого давления, часто называемого ударным воздействием. Металл принимает форму необработанного шатуна, который затем поступает на окончательную обработку.Это включает в себя обрезку и калибровку стержня для торцевой крышки, сверление отверстий для болтов стержня и запрессовку втулок. Стержни также могут быть сняты напряжения, подвергнуты термообработке и точно настроены на нужный вес.
Слева: необработанная поковка от Eagle Specialty Products перед окончательной обработкой. Справа: Готовый кованый стержень с двутавровой балкой Eagle, готовый к отправке
Выравнивание зерен является ключевым фактором прочности кованых стержней. «Процесс горячей штамповки также сжимает и правильно выравнивает зернистую структуру металла для повышения прочности», — поясняет Lunati’s Leach.
«Кованая деталь прессуется таким образом, чтобы волокна металла были выровнены, чтобы лучше выдерживать нагрузки, которым они подвергаются», — повторяет Дэвис из Eagle, добавляя, что шерсть вокруг большого конца стержень дополнительно увеличивает его общую прочность.
Пожалуй, самым большим недостатком кованых стержней является их первоначальная стоимость производства. Производство штампов может стоить десятки тысяч долларов, причем для каждой конструкции требуется специальный штамп. Эти матрицы со временем изнашиваются и подлежат замене.Для внесения изменений в конструкцию требуется либо новая матрица, либо изменение процесса окончательной обработки. Хотя ковка обеспечивает повышенную прочность, она также лучше всего подходит для крупносерийного производства, чтобы компания могла получить рентабельную окупаемость инвестиций.
Заготовка
Шатуны для заготовок изготовлены из цельного куска плоской кованой стали. Они проектируются с использованием компьютерной программы типа CAD, а затем индивидуально вырезаются из материала заготовки с помощью водяной струи или другого станка с ЧПУ.
«Вы можете изготовить шатун в соответствии с условиями применения, то есть шатуны можно адаптировать к конкретным потребностям каждого двигателя», — говорит Новак. Благодаря такой гибкости, небо буквально является пределом того, что можно спроектировать и произвести.
Слева: бланк стержня Crower Billet. Справа: Готовый стержень двутавровой балки Crower.
Поскольку процесс производства стержней-заготовок не зависит от переоборудования инструментов или новых штампов, конструкции можно легко изменить, чтобы учесть изменения в требованиях к прочности, весу, длине стержня, диаметру кривошипа и пальца, смазке и т. Д.
«Мы можем взять удочку из нашей конструкции Maxi-Light, которая может выдерживать 450 лошадиных сил, и, используя эту базовую удочку в качестве чертежа, спроектировать удочку, которая может иметь такие же размеры, специально адаптированные для приложений, которые вырабатывают более 2000 лошадиных сил», — говорит Новак.
Гибкость производства штанг для заготовок позволяет производить все, от штанги для мотоциклов до высокопроизводительных двигателей V8 и даже высокопроизводительных дизельных двигателей для больших буровых установок.
Эти быстрые производственные возможности позволяют производителям стержней для заготовок изготавливать стержни для снегохода или мотоцикла вплоть до дизельного двигателя большой установки на одном и том же оборудовании.
Обратной стороной заготовки по сравнению с поковкой является зернистая структура прутка. Поскольку стержень для заготовки вырезается из плоской стали, зерно не закручивается и не течет вокруг большого конца стержня, как в кованых изделиях. При использовании стержня для заготовки зерно остается прямым или вертикальным по всей длине стержня.
Поскольку прутковые заготовки часто производятся небольшими партиями или в нестандартных конфигурациях, может потребоваться больше времени на создание дизайна, настройку станка и окончательную чистовую обработку. Из-за дополнительных трудозатрат и меньшего производственного цикла заготовки стержней могут быть дороже, чем кованые стержни из того же материала.
Материалы
Прочность прутка в кованой или заготовке во многом определяется используемыми материалами. Когда дело доходит до дрэг-рейсинга и уличных гонок, производители двигателей сделали сталь предпочтительным материалом для большинства применений.
Почему сталь
Не вся легированная сталь 4340 одинакова. Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла. -Дэвид Лич, Лунати
Раньше в двигателях с высокими оборотами использовался алюминий или другие экзотические материалы для придания стержням высокой прочности и легкого веса.Однако по мере роста затрат и изменения конструкции двигателей строители вернулись к производству стали.
Брайан Нилен из компании Late Model Engines (LME) объясняет: «Вес под булавкой на запястье не так важен, как вес над ним». Это лишь одна из причин, по которой многие гонщики и производители двигателей возвращаются к стали. Стоимость, долговечность и долговечность — вот некоторые из других.
Еще одним важным фактором является клиренс. В высокоскоростных гоночных двигателях, таких как Pro Stock, стабильность клапанного механизма становится все более важной.Правила Pro Stock допускают больший диаметр распредвала, а кулачки с большим отверстием обеспечивают более высокий подъем клапана в дополнение к повышению жесткости и устойчивости клапанного механизма. Дополнительный материал, необходимый для алюминиевых стержней, часто влияет на зазоры между стержнем и распределительным валом. Благодаря использованию высокопрочного стального стержня можно без помех использовать большие отверстия для кулачков.
Использование высококачественной стали 4340 обязательно для обеспечения максимально прочного шатуна.
Наиболее распространенным типом стали, используемой для высокопроизводительных шатунов, является хромомолибденовая сталь 4340.4340 имеет предел прочности на разрыв 145 000 фунтов на квадратный дюйм. Его твердость, пластичность и другие свойства будут варьироваться в зависимости от применяемой термической обработки. 4340 также может называться сталью авиационного или авиационного качества.
Весь процесс производства стали также определяет прочность этих материалов. Простое обозначение стали 4340 не обязательно означает, что два поставщика стали производят конечный продукт в соответствии с одними и теми же стандартами или с использованием одинаковых процессов.
«Не вся легированная сталь 4340 одинакова», — говорит Лич.«Поэтому очень важно знать сталелитейный завод, точный сплав материала и иметь дело только с самыми уважаемыми поставщиками металла».
Качественные болты шатуна также имеют решающее значение для прочности шатуна.
Термическая обработка, волочение, твердость, пластичность и структура зерна — все это играет жизненно важную роль в качестве стали, тем самым влияя на конечные характеристики шатуна.
Болты тяги
Все производители стержней подчеркивают важность болтов для стержней.Ни один другой крепеж в автомобиле не подвергается такому напряжению, как болт тяги.
«Назначение болта штока — сохранить круглое отверстие и поддерживать надлежащую предварительную нагрузку на стыке корпуса и крышки — в верхней мертвой точке во время такта выпуска», — говорит Токарчик из Мэнли.
Это момент, когда стержневой болт подвергается наибольшей нагрузке и часто случаются отказы стержневого болта. Как объяснялось ранее, такт сгорания создает нагрузку на болты штока, но инерционные события, происходящие в верхней мертвой точке во время такта выпуска, могут привести к большим потерям.
Строители должны следовать инструкциям производителя стержневых болтов при установке.
«Существует множество изобретений для стержневых болтов, а некоторые производители двигателей даже разработали свои собственные. Дело в том, что вы должны придерживаться того, что рекомендует производитель стержневого болта для смазки и процедуры затяжки, и не отклоняться от этого », — говорит Дэвис.
Выбор стержня
Выбор подходящего шатуна для вашего применения так же важен, как и выбор правильного распределительного вала.Это также связано с процессом, в котором вы должны знать несколько вещей о своей комбинации, прежде чем принимать решение. Проконсультируйтесь с изготовителем двигателя и его производителем.
«Когда мы проектируем кованую деталь, мы хотим сделать ее достаточно прочной, чтобы выдержать то, что, как мы ожидаем, будут использовать наши клиенты. Он также должен быть достаточно легким, чтобы работать в нужном диапазоне оборотов », — говорит Дэвис.
Есть несколько факторов, которые, по мнению опрошенных, следует учитывать при выборе штанг.Помимо основных характеристик двигателя, таких как ход и рабочий объем, вам также необходимо знать следующее:
В конце концов, если ваши компоненты не соответствуют тем уровням мощности, которые они видят, не имеет значения, кто ваш производитель двигателей. -Брайан Нилен, LME
- Масса поршневого пакета (поршень с кольцами)
- Рабочие об / мин
- л.с.
- Крутящий момент
- Тип блока
- Материал кривошипа
- Степень сжатия
- Головки
- Характеристики кулачка
- Масса автомобиля
- Передаточное число
Выбор стержня в конечном итоге сводится к тому, чтобы полагаться на производителя и производителя двигателя, которые предоставят надлежащий комплект для конкретного применения двигателя.Нилен говорит нам: «В конце концов, если ваши компоненты не соответствуют тем уровням мощности, которые они видят, не имеет значения, кто ваш производитель двигателей». Выбор подходящего шатуна для двигателя поможет обеспечить наилучшие результаты в день гонки, а также продлит срок службы этого двигателя.
Восстановленные шатуны — Capital Reman Exchange
Все шатуны Capital Reman Exchange очищаются, подвергаются магнитной плавке, а затем подвергаются механической обработке до O.E.M. и отточены до стандартного диаметра оригинального оборудования для равномерного распределения нагрузки на системы шатунных подшипников. Новые втулки устанавливаются и обрабатываются во все втулки штоков. Каждые модернизированные шатуны тщательно проверяются на предмет изгиба и скручивания. Возможность обрабатывать восстановленные шатуны — это уникальная услуга, которая дает нам возможность собирать собственные блоки цилиндров. Наше современное оборудование, включая станки Sunnen и Berco, дает нам лучшие готовые восстановленные шатуны на рынке.На все шатуны предоставляется гарантия 1 год без ограничения пробега.
Почему выходят из строя шатуны
В большинстве случаев восстановленные детали шатуна не «выбрасываются» с места, а структурно разрушаются. Шатуны сконструированы таким образом, чтобы выдерживать экстремальные нагрузки, температуру двигателя и давления, однако ни один восстановленный шатун не прослужит вечно. Два типичных ремонта двигателя, необходимых для ремонта сломанного шатуна, связаны либо с головкой блока цилиндров, либо с самим блоком двигателя. Если шатун двигателя ломается, когда поршень движется вверх, физика «энергии движения» обычно заклинивает поршень в головку блока цилиндров, вызывая значительные повреждения.Если поршень опускается, а модернизированный шатун ломается, быстро движущийся поршень проделает зияющее отверстие прямо через блок цилиндров.
Важно выбирать восстановленные шатуны вместо бывших в употреблении шатунов. Мы приводим восстановленные детали шатуна в соответствие со спецификациями производителей оригинального оборудования по сравнению с бывшими в употреблении шатунами, которые просто ремонтируются как можно лучше.
Восстановленные шатуны и бывшие в употреблении шатуны
Мы предоставляем анализ стоимости восстановленных шатунов по сравнению с отраслевыми стандартами, а также цены на новые шатуны.Мы верим в предварительные и справедливые цены на все наши детали шатунов для дизельных двигателей без скрытых затрат или наценок.
Мы всегда производим восстановленные детали шатунов в соответствии со спецификациями производителей оригинального оборудования. Это означает, что восстановленный шатун полностью модернизируется до нового качества. В некоторых случаях шатун модернизируется до лучшего, чем новый, с использованием новейших технологий, чем было доступно в предыдущем шатуне. Все наши шатуны модернизируются, а не ремонтируются.Мы не просто «ремонтируем», мы восстанавливаем модернизированный шатун в соответствии с теми же стандартами, по которым он был протестирован в день отправки с завода.
Наш восстановленный процесс шатуна
Краткое описание процесса восстановления со всеми полученными шатунами reman:
1. Шатун двигателя очищен
2. Шатуны двигателя осмотрены
3. Контроль качества определяет, подходят ли шатуны для процесса восстановления
4.Шатуны двигателя имеют магнитный флюс
5. Шатуны обработаны в соответствии со спецификациями OEM
6. Шатуны доведены до правильного стандартного диаметра
7. Шатуны проверены на равномерное распределение и нагрузку на системы подшипников штока
8. Установлены новые втулки
9. Втулки обработаны на всех щеточных шатунах.
10. Шатун двигателя проверяется на изгиб и скручивание
11. Машины Sunnen и Berco совершенствуют модернизированный шатун
12.Контроль качества выполняет внутренний и внешний осмотр всей шатуна дизеля перед отгрузкой
В дополнение к вышеупомянутым 12 шагам наши точные стандарты контроля качества обеспечивают восстановление межцентрового баланса в восстановленном шатуне, проверка щеток поршневого пальца, изменение их размера и их полная замена, измерения между поршнями отверстие и кривошип повторно взяты для обеспечения надлежащей структурной целостности. Наконец, в большинстве случаев мы поставляем новые податливые болты и новый крутящий момент вместе с заказом.См. Ниже полный процесс контроля качества наших восстановленных деталей шатуна.
Краткое описание нашей полностью реконструируемой 16-точечной шатуна
Полная разбивка процесса восстановления штоков двигателя выглядит следующим образом:
Первым шагом при восстановлении шатуна является осмотр всей детали на предмет структурных повреждений и существующей целостности. Мы проверяем основной кабан и малый кабан на предмет царапин и трещин, а также измеряем прямолинейность шатуна двигателя и внутренних компонентов.Проверяем все гайки и резьбу на предмет повреждений и износа. Мы производим магнафлюкс всех наших восстановленных шатунов. Документируем и отмечаем поврежденные участки. Также тщательно осматриваем дальнюю балку дизельного шатуна. Если в основной балке обнаружены трещины, мы считаем ее непригодной для восстановления. Наши процессы инспекции и контроля качества являются одними из самых строгих в отрасли. Мы являемся механическим цехом уровня ISO9001 и должны соблюдать строгие правила восстановления шатунов.
Во-вторых, разбираем все составляющие восстановленного шатуна. Снимаем колпачок со стержня и готовим к чистке. Очень важно отметить каждую деталь, чтобы обеспечить правильную сборку. Каждая крышка и стержень отмечены в соответствующем наборе.
Третий этап — травление шатуна двигателя. Мы выгравировали номер сотрудника и дату по юлианскому календарю на крышке и поверхности шатуна. Это необходимо для того, чтобы мы могли отслеживать, какие работы по восстановлению были выполнены на восстановленном шатуне и каким из наших специалистов по стержням двигателя.
Четвертым этапом восстановления шатуна дизеля является дальнейшая проверка болтов. Мы проверяем каждый болт на структурную целостность и документируем наши выводы.
Пятый этап — дробеструйная обработка шатунов. Наша машина для дробеструйной обработки шатунов очищает и укрепляет модернизированный шатун, в результате чего поверхность металла становится более плотной. Обычно мы сначала производим дробеструйную очистку колпачков и лопастей, а затем полностью дробим шатун.Дробеструйная обработка металлической поверхности приводит к ее пластическому растеканию, что приводит к изменению элементных свойств поверхности. Процесс дробеструйной обработки деталей шатуна снимает напряжения, возникающие во время первоначального изготовления или шлифования металлической детали. Также очень важно уменьшить нагрузку на детали шатунного подшипника на месте. Если шатунные подшипники изношены, это вызывает нагрузку на другие жизненно важные компоненты. В процессе эти отрицательные напряжения заменяются положительными сжимающими напряжениями на восстановленных шатунах.В зависимости от материала, используемого в шатунном шатуне, геометрия в процессе шатуна дробеструйного упрочнения может увеличить общий усталостный ресурс восстановленного шатуна до 1000%. Тип дробеструйного материала, интенсивность, качество, охват дробеструйной обработки — все это влияет на эффективность процесса упрочнения.
Шестой этап в процессе восстановления шатуна двигателя — это снятие и утилизация втулки пальца. Эти детали в модернизированном шатуне , снимаются с помощью пресса.
Седьмой этап — шлифование / фрезерование штоков двигателя. Мы шлифуем или фрезеруем восстановленный шатун до диаметра крышки от 0,001 до 0,005 дюйма в соответствии со спецификациями OEM. Важно, чтобы отверстие было полностью круглым. Большинство старых шатунов скручены и изношены. Путем шлифовки шатун двигателя восстанавливается до оригинального качества. Процесс шлифования — это то, в чем мы преуспеваем. Наши шлифовальные машины — одни из лучших в мире. Владелец компании старательно ищет лучших в мире машинистов.Именно их талант, смешанный с нашей программой наставничества, позволяет выпускать высококлассных станков, которые создают лучшие восстановленные шатуны, которые можно купить за деньги.
Восемь ступеней — удаление заусенцев с шатуна двигателя. После завершения процесса шлифования детали очищаются от заусенцев специальным ленточным шлифовальным инструментом для удаления острых кромок. Острые кромки и дефекты шлифования будут отвергнуты, если их не обработать.
Девятый этап — собрать все готовые детали в восстановленный шатун в соответствии со спецификациями и правилами OEM.
Десятый этап — заточить отверстие в корпусе в соответствии со спецификациями OEM. С помощью хонинговального станка мы вносим очень точные изменения, чтобы сделать подвижные части в штоках двигателя очень гладкими. Все движущиеся части модернизированного шатуна должны скользить друг через друга с небольшой погрешностью.
Одиннадцатый этап при восстановлении шатуна дизеля — прессование новых втулок пальцев. Все конические стержни нагреваются для установки втулок. По сути, это означает, что при нагревании стержней выражается принцип теплового расширения.Металл расширяется, и втулки пальцев вставляются. Когда металл вокруг втулки штифта остынет, достигается идеальная посадка.
Двенадцатый этап — заточить втулку пальца в соответствии с техническими требованиями изготовителя оборудования для межцентрового перемещения. Здесь очень малая погрешность. Малое и большое отверстие должны быть точно отцентрованы друг относительно друга. Например, точные радиусы каждого отверстия должны быть синхронизированы друг с другом. Если центральные точки будут смещены даже немного, весь шатун дизеля выйдет из строя.
Тринадцатый этап — это окончательная проверка готовой работы на всех стержнях двигателей. Наш отдел контроля качества использует инструменты тестирования, отличные от инструментов наших механиков, чтобы мы могли получить точный независимый анализ выполняемой работы. Мы сверяем все размеры с базами данных спецификаций шатунов двигателей для восстановителей. Мы также проверяем все размеры в соответствии со спецификациями OEM. См. Ниже контрольный список контроля качества восстановленных шатунов.
Четырнадцатый этап — полировка восстановленного шатуна. Полируем восстановленный шатун диском Scotch Brite. Важно отшлифовать шатуны, оставшиеся после ремонта, чтобы еще больше сгладить микроскопические дефекты.
Пятнадцатый этап — это нанесение на восстановленные шатуны Cosmoline. Cosmoline — давний химикат для защиты от ржавчины. Cosmoline используется уже почти сто лет и был популярен во время Второй мировой войны.Покрытие является антикоррозийным средством MIL-C-11796C класса 3. Использование cosmoline предохраняет восстановленные шатуны от ржавчины во время длительных заграничных поездок или в местах с высокой влажностью.
Шестнадцатый и последний этап — мы упаковываем восстановленные детали шатуна и отправляем их. После отгрузки мы проверяем содержание заказа на работу и подаем все записи формы гарантийных претензий, перечисленные в заказе.
Процесс контроля качества для любого шатуна двигателя
Процесс контроля качества восстановленных шатунов выглядит следующим образом:
1.Вытяжной заказ на выполнение работ и стержни двигателя
1a. Осмотрите набор для обработки
1b. Проверьте большой и маленький концы
1c. Перегретые участки
1г. Dings
1e. Прямолинейность
2. Проверьте спецификации в наряде на работу
3. Проверьте настройку калибраторов круглого сечения
4. Проверьте калибры и первую деталь после шлифования
5. После завершения хонингования проверьте размеры и диаметр
6. Проверьте калибр малого диаметра
7. Проверьте межцентровое расстояние и размер пальца на запястье
8. Проверьте диапазон крутящего момента
9.Проверьте калибры и первую деталь после втулки Окончательная версия
10. Проверьте оформление документов
11. Проверьте упаковку
12. Подтвердите состояние восстановленных шатунов и передайте их на отгрузку
Программа гарантии на 1 год
ОТРЕМОНТИРОВАННЫЕ РАСПРЕДВАЛЫ, ПОДЪЕМНИКИ / ПОДЪЕМНИКИ, СОЕДИНИТЕЛЬНЫЕ ШТОКИ, КОЛЕНЧАТЫЕ ВАЛЫ, ГОЛОВКИ ЦИЛИНДРОВ, БЛОКИ ЦИЛИНДРОВ, ДВИГАТЕЛИ
Capital Reman Exchange, LLC гарантирует неограниченную гарантию на восстановленные изделия, которая включает в себя 12 месяцев гарантии на восстановленные изделия, в том числе отсутствие дефектов материала или дефектов материала в течение 12 месяцев. миль, из которых первые 6 месяцев будут включать запчасти и ремонт.Во вторые 6 месяцев будут включены запасные части или компоненты, новые или восстановленные в соответствии со спецификациями OEM. Прочтите всю гарантийную программу здесь.
Свяжитесь с торговым представителем Capital Reman сегодня для получения дополнительной информации о шатунах!
Позвоните в Capital Reman Exchange сегодня по телефону 1-844-239-8101 , чтобы получить немедленное обслуживание продаж или прочтите нашу страницу часто задаваемых вопросов, чтобы узнать больше.
Назначение шатуна
Шатуны используются во многих ситуациях, чаще всего в двигателях автомобилей.Шатуны соединяют коленчатый вал с поршнями и необходимы для правильной работы двигателя внутреннего сгорания. Назначение соединительного стержня — обеспечить движение жидкости между поршнями и коленчатым валом.
Приложения
Шатуны широко используются в транспортных средствах с двигателями внутреннего сгорания. Во всех легковых и грузовых автомобилях, использующих этот тип двигателя, используются шатуны. В сельскохозяйственном оборудовании, таком как тракторы и комбайны, также используются шатуны.Даже в строительной технике, такой как бульдозеры, используются двигатели внутреннего сгорания, поэтому требуются шатуны.
Факты
Все шатуны для автомобильного использования должны быть легкими, но достаточно прочными, чтобы выдерживать и передавать тягу от поршней на коленчатый вал двигателя. Отверстия на обоих концах шатуна обработаны так, чтобы они идеально соединялись с поршнями и коленчатым валом. Шатуны доступны в различных размерах и из различных материалов, идеально подходящих для определенных ситуаций.
Поставщики
В настоящее время существует несколько производителей различных типов шатунов. Windsor — компания, специализирующаяся на производстве и продаже всех типов шатунов. Omkar Motors — еще одна компания, которая производит детали двигателей, включая шатуны. В основном они занимаются запасными частями для новых моделей автомобилей, в том числе производимых Chevrolet, Hyundai, Ford, Toyota и Mitsubishi. Шатуны из стеклопластика производят шатуны, которые используются во многих гоночных двигателях по всему миру.
Материалы
Есть несколько материалов, которые обычно используются при создании шатунов. Шатуны обычно выковывают из легированной стали. Стержни, изготовленные по этому методу, способны выдерживать очень большие нагрузки без скручивания, трещин или изгибов. Алюминий и титан — это материалы, которые также используются при производстве шатунов для высокопроизводительных транспортных средств.
Предупреждения
Поскольку двигатель внутреннего сгорания зависит от надлежащего функционирования его шатунов, крайне важно, чтобы шатун был изготовлен надлежащим образом из качественного материала.Все шатуны должны иметь характеристики крутящего момента. Шатун с ненадлежащими характеристиками крутящего момента может выйти из строя и вызвать серьезное повреждение двигателя внутреннего сгорания.
Эти напечатанные на 3D-принтере шатуны из углеродного композитного материала достаточно прочные, чтобы выдерживать 3000 л.с.
Что касается углеродно-композитных материалов, то впереди все более инновационные автомобильные приложения. Их можно не только напечатать на 3D-принтере, но они также технически легче, прочнее и устойчивее к усталости от жары.Такие характеристики теоретически делают их идеальными для использования в таких деталях, как карбон-керамические тормоза. Но стали бы вы доверять чему-то другому, кроме старого доброго металла, когда дело касается внутренних компонентов двигателя? Может ли быть будущее у карбонового композита в стандартной поршневой силовой установке?
Некоторые так думают, и, фактически, они сделали все возможное, чтобы создать эти потенциально революционные детали для вторичного рынка.
Несколько специализированных мастерских, таких как Extreme Tuners , , обратились в социальные сети, чтобы подразнить его последний потенциальный инженерный прорыв: шатун из углеродного композита, который компания разработала для проекта Mitsubishi Lancer Evolution.Шатуны, над которыми они работали, предположительно могут выдерживать до 3000 лошадиных сил и красную черту почти 15000 оборотов в минуту, при этом они весят почти в 10 раз меньше, чем их стальные аналоги, и в шесть раз меньше, чем алюминиевые.
Шатун — это главный стержень, который соединяет коленчатый вал с нижней частью поршня в двигателе внутреннего сгорания. Поскольку они соединяют главный коленчатый вал двигателя с головкой поршня цилиндра, что позволяет поршню двигаться вверх и вниз внутри цилиндра, они имеют дело с большим растягивающим усилием и напряжением, действующим на них во время впуска, сжатия, мощности и выхлопные ходы.В результате их часто делают из литых металлов и сплавов для обеспечения прочности и отвода тепла. Это, однако, делает их тяжелыми и подверженными сбоям в высокопроизводительных приложениях.
Итак, какие преимущества дает стержень из углеродного композита?
ЛегкостьУглеродистые композитные материалы могут быть легче и прочнее, чем большинство сплавов и литых металлов. В результате, двигатели теоретически могут получить большую выгоду от использования таких композитов в условиях высоких температур и напряжений.Сделав их легче, это привело бы к значительному увеличению реакции двигателя и дроссельной заслонки, поскольку это уменьшило бы количество возвратно-поступательной массы, действующей на коленчатый вал и головку поршня. Это также может позволить увеличить мощность, обеспечивая огромное преимущество в производительности и даже в области экономии топлива.
ПрочностьШатуны из литого металла и сплава уже сами по себе прочные, но в зависимости от того, как они изготовлены, они все равно могут выйти из строя. Альтернативой является изготовление шатунов из заготовок, то есть их фрезерование из цельного металлического блока.Однако это невероятно дорого, трудоемко и требует много времени.
Углеродно-композитные материалы могут быть более прочными, чем обычно используемые металлы, что может дать тюнерам большую гибкость при попытке выжать больше мощности. С повышенной прочностью, теоретически им не пришлось бы беспокоиться о том, что двигатель может взорваться, послав шатун через боковую часть картера.
Углеродистые композитные материалы также считаются более устойчивыми к нагреванию, что может решить некоторые проблемы, связанные с усталостью металла, вызванной перегревом.Вот почему некоторые высококлассные автопроизводители используют карбон-керамические тормоза. Они не только прочнее, но и значительно лучше рассеивают тепло, чем стальные роторы, и, таким образом, более устойчивы к выцветанию и устойчивы к неправильному обращению, например, при движении по гусенице.
Extreme Tuners утверждают, что те, над которыми они работают, рассчитаны на усилие поршня до 57 363 Ньютона.
Их можно напечатать на 3D-принтереХотя углеродные композитные материалы дороги, потому что они все еще относительно новы на рынке, по крайней мере, в массовом производстве, их можно напечатать на 3D-принтере.Это означает, что стоимость их изготовления может быть снижена благодаря простоте производства, которую обеспечивает 3D-печать.
Но вопросов еще много. Хотя углеродно-композитные материалы могут быть прочнее металлов и сплавов, они все же могут быть подвержены разрушению, если не произведены должным образом, подобно тому, как некоторые металлы и сплавы могут страдать от проблем структурной целостности из-за плохого литья или других методов металлургии.
Например, несмотря на все обещания о том, что углеродное волокно или материалы на его основе прочнее и легче некоторых металлов, таких как углепластики или армированные углеродным волокном пластики, они все же могут треснуть или расколоться при неподходящих обстоятельствах.
Таким образом, хотя шатуны из углеродного композита теоретически и имеют предназначение, для их усовершенствования все же требуется время и разработка.
(PDF) Производство шатунов
9
6 Производство готовой продукции
После того, как полуфабрикат закончен, следует выполнить механическую обработку. Прежде всего, преформа
должна быть отожжена, чтобы повысить ее обрабатываемость. Затем основная форма будет выполнена на токарном станке
.После этого важно обработать функциональные детали — отверстие на конце поршня, опорную поверхность конца кривошипа
, отверстия для болтов и резьбу, и когда это будет сделано, поверхность детали будет упрочнена. После того, как
закончит эту операцию, шлифовка также будет принимать участие. Вся процедура описана со всеми подробностями
в Приложении C. Список инструментов указан в Приложении E.
Конечно, есть несколько проверок (размеры и шероховатость поверхности) во время процедуры.Список калибров
см. В Приложении F.
6.1 Отжиг
Индукционный нагреватель используется для предварительного нагрева преформы для ковки. Он также будет использоваться для отжига.
Полный отжиг может проводиться при 844 ° C (7) с последующим контролируемым (печным) охлаждением со скоростью не выше
чем 15 ° C в час до 315 ° C. От 315 ° C может охлаждаться воздухом (7). Отжиг перестраивает внутреннюю молекулярную структуру
, чтобы сделать металл более прочным, что придает этой стали превосходную долговечность
.
6.2 5 Axis VMC (Вертикальный фрезерный центр)
5 Axis VMC (16) был выбран в отношении рабочих размеров, и операции обработки до
должны выполняться на полуфабрикате. Станок идеально подходит для изготовления шатунов
, так как все операции обработки могут быть выполнены на одном станке, а вращающийся стол
обеспечивает различные методы зажима, так что несколько операций могут быть выполнены за один процесс.
6.2.1 Методы обработки
a) Торцевое фрезерование
b) Растачивание
c) Сверление
d) Зенкование
e) Нарезание резьбы
f) Снятие фасок
6.3 Операции после обработки
После завершения обработки подшипник торцевая крышка отделяется от стержневой части с помощью раскола излома
, а затем собирается с помощью болтов и подшипников на сборочной машине поворотного стола (17).
Готовая деталь проверяется на наличие трещин на магнитной машине для обнаружения трещин.
7 Выводы
Задача этого проекта заключалась в описании производственного процесса для выбранной детали, шатуна.
Базовая конструкция (взята из двигателя Chevrolet V8 Big Block Engine), расчеты и выбор материалов
были выполнены. Материал — легированная сталь AISI 4340, которая представляет собой сталь с содержанием углерода, никеля, хрома и молибдена
. Этот материал вырезается из прутка, а затем выковывается методом штамповки на молотковом станке.
После этой процедуры полуфабрикат отжигается для облегчения обработки.Обработка
выполняется на 5-осевом VMC с ЧПУ с разделением трещин и сборкой в модуле Connecting Rod Crack and Assembly
.
В приложениях описаны все операции технологического плана, а также все выбранные инструменты, используемые датчики
и станки. В технологическом плане было рассчитано базовое время работы (для токарного станка) до
см. Сколько времени требуется на каждую операцию.
Типы шатунов | На главную
Кейт Аллен Обновлено 21 июля 2017 г.
Шатуны, которые чаще всего используются в автомобильных двигателях, обычно используются в двигателях внутреннего сгорания.Шатуны соединяют поршни с коленчатым валом и обеспечивают движение жидкости между ними. В сельхозтехнике, автомобилях и грузовиках, строительной технике и любом другом типе транспортных средств с двигателями внутреннего сгорания используются шатуны определенного типа.
Кованые
Шатуны характеризуются процессом, используемым при их производстве. Процесс изготовления кованых шатунов заключается в формовании зерна выбранного материала, такого как стальной сплав, в заданной форме стержня.Производители используют различные типы стальных сплавов, включая сталь 4340 или хромоникелевый сплав. Сплав никель / хром увеличивает прочность шатуна, не делая готовый продукт хрупким.
Литые стержни
Литые стержни обычно выбирают производители оригинального оборудования, поскольку они выдерживают нагрузку стандартного двигателя и менее дороги в производстве. Литые шатуны имеют заметный шов посередине, который отличает его от кованого.Не используйте литые стержни в приложениях с высокой мощностью, более 450 и 6000 об / мин.
Металлический порошок
Другой выбор производителей оригинального оборудования — шатун из порошкового металла. Порошкообразную смесь металла прессуют в форму и нагревают при высоких температурах, чтобы расплавить смесь в твердую форму. Металлические стержни из порошкового металла обрабатываются незначительно, потому что они выходят из формы в основном в виде готового продукта. Эти стержни дешевле в производстве, чем стальные, и более прочные, чем литые.
Заготовка
Шатуны Заготовки — это те, которые обычно используются для гоночных автомобилей высокого класса. Стержни для заготовок изготавливаются из цельного куска стали или алюминия, они легче, прочнее и долговечнее, чем другие типы. Некоторые штанги для заготовок имеют особую конструкцию, которая снижает риск образования напряжений и облегчает проникновение в естественную структуру материала заготовки.
Шатуны
Шатун — это звено, передающее силы между поршнем и коленчатым валом.[Рисунок 1-10] Шатуны должны быть достаточно прочными, чтобы оставаться жесткими под нагрузкой, и в то же время быть достаточно легкими, чтобы уменьшить силы инерции, возникающие при остановке, изменении направления штока и поршня и повторном запуске в конце каждого хода.
Рисунок 1-10. Шатун между поршнем и коленчатым валом.Существует четыре типа узлов шатуна [Рисунок 1-11]:
1. Обычный
2. Вилка и лезвие
3. Главный и шарнирно-сочлененный
4. Разъемный
Узел ведущей и шарнирно-сочлененной тяги
Узел ведущей и шарнирно-сочлененной штанг обычно используется в радиальных двигателях. В радиальном двигателе поршень одного цилиндра в каждом ряду соединен с коленчатым валом с помощью ведущего штока. Все остальные поршни в ряду соединены с ведущим штоком шарнирно-сочлененными шатунами. В 18-цилиндровом двигателе, который имеет два ряда цилиндров, есть две ведущие тяги и 16 шарнирных тяг. Шарнирно-сочлененные штоки изготовлены из кованого стального сплава двутавровой или Н-образной формы, обозначающей форму поперечного сечения.Бронзовые втулки запрессовываются в отверстия на каждом конце шарнирного штока для обеспечения подшипников шарнирного пальца и поршневого пальца.
Главный стержень служит связующим звеном между поршневым пальцем и шатунной шейкой. Конец шатунной шейки или шатуна содержит подшипник шатунной шейки или ведущего стержня. Фланцы вокруг шатуна предназначены для крепления шарнирных штанг. Шарнирные штанги прикреплены к ведущей штанге с помощью поворотных пальцев, которые во время сборки вдавливаются в отверстия во фланцах ведущей штанги.Подшипник скольжения, обычно называемый втулкой поршневого пальца, установлен на поршневом конце ведущего штока, чтобы принять поршневой палец.
Когда используется коленчатый вал с разъемным шлицем или разъемным зажимом, используется цельный ведущий стержень. Ведущий и шарнирный стержни собираются и затем устанавливаются на шатунную шейку; Затем секции коленчатого вала соединяются вместе. В двигателях, в которых используется цельный коленчатый вал, большой конец ведущей штанги разделен, как и подшипник ведущей штанги.Основная часть ведущей тяги установлена на шатунной шейке; Затем крышка подшипника устанавливается на место и прикручивается к ведущей штанге. Центры шатунов не совпадают с центром шатунной шейки. Таким образом, в то время как центр шатунной шейки описывает истинную окружность для каждого оборота коленчатого вала, центры шарнирных пальцев описывают эллиптическую траекторию. [Рис. 1-12] Эллиптические траектории симметричны относительно центральной линии, проходящей через цилиндр главной тяги. Видно, что основные диаметры эллипсов не совпадают.Таким образом, тяги имеют разные степени угловатости относительно центра хода кривошипа.
Рисунок 1-12. Эллиптическая траектория движения поворотных пальцев в шарнирно-сочлененной штанге.Из-за разной угловатости соединительных тяг и эллиптического движения шарнирных пальцев не все поршни перемещаются на одинаковую величину в каждом цилиндре при заданном количестве градусов хода кривошипа. Это изменение положения поршня между цилиндрами может существенно повлиять на работу двигателя.Чтобы свести к минимуму влияние этих факторов на клапаны и момент зажигания, отверстия под шарнирные штифты во фланце ведущей штанги расположены не на одинаковом расстоянии от центра шатунной шейки, тем самым компенсируя до некоторой степени эффект угловатости стержня тяги.
Другой метод минимизации отрицательного воздействия на работу двигателя — использование компенсированного магнето. В этом магнето кулачок прерывателя имеет количество выступов, равное количеству цилиндров двигателя. Чтобы компенсировать изменение положения поршня из-за углового положения стержня тяги, рабочие выступы кулачка выключателя шлифуются с неравномерным зазором.Это позволяет контактам прерывателя размыкаться, когда поршень находится в правильном положении срабатывания зажигания.
Поворотные пальцы
Поворотные пальцы имеют прочную конструкцию, за исключением масляных каналов, просверленных в пальцах, которые смазывают втулки поворотных пальцев. Эти штифты могут быть установлены путем вдавливания в отверстия во фланцах ведущего стержня, чтобы предотвратить их проворачивание в ведущем стержне. Шарнирные пальцы также могут быть установлены со свободной посадкой, чтобы они могли проворачиваться во фланцевых отверстиях ведущей тяги, а также во втулках шарнирной тяги.Они называются полностью плавающими поворотными пальцами. При любом типе установки стопорная пластина с каждой стороны удерживает штифт поворотного кулака и предотвращает боковое смещение.
Шатуны плоского типа
Шатуны плоского типа используются в рядных и оппозитных двигателях. Конец штока, прикрепленный к шатунной шейке, снабжен крышкой и двухсекционным подшипником. Крышка подшипника удерживается на конце штока болтами или шпильками. Для обеспечения надлежащей посадки и баланса шатуны всегда следует заменять в одном и том же цилиндре и в одном и том же относительном положении.
Узел стержня вилки и ножа
Узел стержня вилки и ножа используется в основном в V-образных двигателях.