Что такое гильзовка блока цилиндров двигателя
Гильзовка и расточка блока цилиндров двигателя являются операциями, которые осуществляются в рамках выполнения капитального ремонта силового агрегата. Расточка цилиндра представляет собой устранение дефектов и восстановление необходимых параметров применительно к стенкам цилиндра путем снятия слоя металла с указанных стенок. Другими словами, цилиндр растачивается до определенного ремонтного размера, после чего туда устанавливается ремонтный поршень с ремонтными поршневыми кольцами. Гильзование блока цилиндров применяется в том случае, если стенки цилиндра имеют такие дефекты, глубина которых не позволяет устранить повреждения методом расточки цилиндра в последний ремонтный размер.
Рекомендуем также прочитать статью о том, что такое хонингование цилиндров. Из этой статьи вы узнаете о том, для чего нужен хон, а также как правильно делается хонинговка.Также блок гильзуют тогда, когда цилиндры уже были ранее расточены до максимального ремонтного размера.
Содержание статьи
Гильза цилиндра: что это такое
Гильза цилиндра фактически является съемной вставкой в блок цилиндров двигателя. Если иначе, гильза выполняет функцию стенок блока цилиндра, так как именно в ней движется поршень. От объема гильзы напрямую зависит и рабочий объем цилиндра. Установка гильзы в цилиндр называется гильзованием (гильзовкой) блока цилиндров. Сам процесс монтажа такой вставки является сложным, так как требует целого ряда подготовительных работ, а также наличия специального оборудования.
В списке основных требований к втулкам блока независимо от их типа находятся:
- стойкость к коррозии;
- устойчивость к механическим и температурным нагрузкам;
- прочность материала изготовления;
Еще для гильз, которые устанавливаются с уплотнителем, необходимо обеспечить нужные характеристики в том месте, где блок цилиндров стыкуется со втулкой. Во время подбора также обращают внимание на форму изделия (эллипсность и конусность), на толщину стенок. Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Также необходимо учитывать наличие или отсутствие допуска под дополнительную расточку гильзы после установки в блок.
Как гильзуют блок цилиндров
Гильзование цилиндров является видом ремонта, который подходит для любого мотора. Как уже было сказано выше, блок цилиндров может быть гильзованным изначально, то есть с завода. Обычно такая конструкция предполагает «мокрую» гильзу и замену изношенных втулок на новые. Такой ремонт не является сложным по сравнению с другими видами гильзования, замену можно осуществить вручную, подобрав готовые ремонтные гильзы. Также не обязательно сразу менять втулки во всех цилиндрах, так как вполне можно заменить только один изношенный элемент. Достаточно проанализировать состояние всех гильз в блоке, промерив их нутромером.
В других случаях, когда речь идет о «сухой» гильзе для негильзованного блока, задача усложняется. В чугунные блоки устанавливаются втулки из легированного чугуна, для БЦ из алюминиевых сплавов используют гильзы на основе алюминия. В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
В состав сплавов могут также входить различные дополнительные компоненты или же наноситься на стенки отдельно для того, чтобы создать определенное устойчивое покрытие на стенках цилиндров.
Для запрессовки втулки сначала осуществляется расточка цилиндров, во время которой специалист добивается создания правильной геометрии посадочных гнезд под гильзы. Даже малейшие отклонения от нормы недопустимы, так как, например, эллипс в гнезде после установки проявится и на поверхности самой гильзы. Другими словами, возникнет эллипсность уже загильзованного цилиндра, что не позволит поршню и кольцам нормально работать.
Сам процесс так называемого горячего гильзования блока цилиндров, который предполагает установку «сухой» гильзы, осуществляется следующим образом:
- блок цилиндров нагревается до температуры около 150 градусов по Цельсию;
- гильза перед установкой охлаждается в жидком азоте;
- затем гильзу обрабатывают специальным средством, которое не позволяет образовываться конденсату во время установки холодной втулки в горячий блок;
- далее втулку вставляют в посадочное гнездо;
Такой способ гильзовки блока считается оптимальным по качеству, так как удается достичь плотной посадки и необходимого натяга в том месте, где гильза соприкасается с блоком.
Добавим, что в определенных ситуациях, например, когда алюминиевый блок не растачивается перед установкой втулок, гильзы монтируют при помощи запрессовки. Главным отличием при таком монтаже является то, что в посадочное гнездо предварительно наносится герметик, после чего втулка запрессовывается в блок. Так выглядит процедура гильзования цилиндров в общих чертах. Если все операции были выполнены правильно и достигнуты необходимые параметры, качественно загильзованный блок цилиндров позволит эксплуатировать двигатель минимум 100-150 тыс. км. при условии правильного обслуживания и эксплуатации ДВС.
Тонкости и нюансы во время гильзовки блока
Начнем с блоков цилиндров, так как существуют чугунные и алюминиевые изделия, блоки могут быть цельными и с гильзой. Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Также встречаются БЦ из алюминия, которые не рассчитаны на установку поршней ремонтного размера. В цельных блоках из чугуна стенки цилиндров покрыты хоном. Редким явлением считается ДВС, когда в чугунном блоке дополнительно установлены гильзы из стали. Агрегаты с блоком из алюминия обычно имеют гильзу, намного реже встречаются цельнолитые изделия.
Нужно отметить, что современные ДВС многих производителей имеют алюминиевый блок цилиндров с сухими гильзами. В таких блоках поршень и поршневые кольца взаимодействуют с алюминиевыми стенками втулок, на которые также нанесено специальное покрытие для придания прочности и износостойкости. В зависимости от покрытия одни алюминиевые блоки допускают использование ремонтных поршней, а также возможна их гильзовка. Для решения задачи в продаже присутствуют алюминиевые гильзы.
Другой тип блоков из алюминия не предусматривает возможности поставить увеличенные поршни и кольца для ремонта, так как завод изготовитель не выпускает ремонтных деталей. При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
При этом такие блоки также гильзуются. Если с чугунным блоком проблем не возникает, установка втулок в изделия из алюминия имеет ряд сложностей. Прежде всего, использование готовых заводских гильз для моторов, где гильзование допускается заводом, может обойтись очень дорого. Одна втулка имеет среднюю стоимость около 130-150 у.е. Если нужно отремонтировать только один цилиндр, тогда процедура имеет смысл, а вот гильзовать весь блок алюминиевыми гильзами самого завода-изготовителя ДВС получается экономически нецелесообразно.
Единственным выходом в сложившейся ситуации можно считать установку чугунных гильз в алюминиевый блок цилиндров. Данный способ успешно практикуется мастерами по ремонту двигателей на территории СНГ. Главным условием является обеспечение правильного натяга между гильзой и блоком цилиндров, а также проведение комплексных замеров перед установкой втулок. Важно правильно подобрать тепловые зазоры, обеспечить необходимый отвод тепла.
Также следует учитывать некоторые особенности, например, при установке втулок только в один или два цилиндра. Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Если гильзовать один цилиндр, тогда в соседнем будет нарушена геометрия. Не меньше внимания уделяется и способу установки гильзы, так как метод запрессовки не всегда подходит. В таком случае используется способ свободной посадки холодной втулки в предварительно нагретый блок, используется герметик и т.д. Напоследок отметим, что качественный ремонт алюминиевого блока с использованием втулок из чугуна позволяет двигателю пройти около 150 тыс. км.
Читайте также
Гильзовка блока цилиндров двигателя.
ГИЛЬЗОВКА БЛОКА ЦИЛИНДРА
С ЗАВОДСКИМИ РЕМОНТАМИ, КАК У ШТАТНОГО ДВИГАТЕЛЯ
Гильзовка блока цилиндров практически для всех видов моторов — это операция нестандартная и вынужденная.
Суть данной операции заключается в том, что при отсутствии ремонтных размеров и слишком большом износе блока цилиндров, или при значительном повреждении рабочей поверхности цилиндра — блок растачивается под ремонтную гильзу.
В полученное отверстие с натягом запрессовывается «сухая» гильза. Далее — запрессованная гильза подрезается, растачивается и хонингуется под исходный размер поршня. В итоге получатся блок цилиндров в номинальном размере, который имеет те же заводские ремонты, что и штатный двигатель.
МЫ ОСУЩЕСТВЛЯЕМ
ГИЛЬЗОВКУ АЛЮМИНИМЕВЫХ И ЧУГУННЫХ
БЛОКОВ ЦИЛИНДРОВ
Существует несколько типов моторов, у которых возможно загильзовать блок цилиндра.
Мы перегильзовываем двигатели чугунных блоков, в которые на заводе изготовителе установлена «сухая» гильза.
В таких моторах гильза вырезается или прессуется полностью, и на ее место устанавливается новая гильза.
Необходимо обратить внимание на то, что перед установкой штатной гильзы на месте старой гильзы — необходимо промерять посадочное место.
Зачастую геометрия заводского посадочного отверстия под гильзу сильно нарушается, что приводит к необходимости дополнительной расточки блока, и изготовления увеличенной гильзы цилиндра, что приводит к удорожанию ремонта.
Алюминиевые блоки цилиндров, в которых с завода установлена стальная гильза, гильзовка происходит без удаления заводской гильзы. Посадочное место под новую гильзу растачивается в старой, а в полученное отверстие запрессовывается новая тонкостенная гильза.
Чугунный блок цилиндров, который не имеет штатной гильзы, подлежит гильзовке в том случае, если у мотора не осталось ремонтных размеров под расточку, или цилиндры имеют сильные механические повреждения.
Гильзовку блока с целью устранения проломов и трещин целесообразно производить в том случае, если трещина не доходит до плоскости головки блока. В противном случае — эффективность ремонта крайне мала. И в этом случае блок цилиндров придется заменить. Суть такого ремонта состоит в дополнительной герметизации посадки гильзы в блоке, чтобы предотвратить попадание охлаждающей жидкости в камеру сгорания, и картер двигателя.
АЛЮМИНИЕВЫЕ БЛОКИ ЦИЛИНДРОВ
С ПОКРЫТИЕМ НИКАСИЛ (NICASIL)
МЫ ГИЛЬЗУЕМ СТАЛЬНОЙ ГИЛЬЗОЙ
ДО РЕСУРСА ЗАВОДСКОГО ДВИГАТЕЛЯ
Это гальваническое покрытие, восстановление которого в нашей стране пока не налажено. Оно широко применяется таким производителем автомобилей, как BMW, а так же производителями моторов для мото- и водной техники. Мы предлагаем гильзовать такие моторы стальной гильзой. Практика показывает, что ресурс отремонтированных двигателей сопоставим с заводским ресурсом.
Когда заходит разговор о гильзовке двигателя, у клиентов часто возникает вопрос качества гильз, и ресурса отремонтированного двигателя.
МЫ ИСПОЛЬЗУЕМ ГИЛЬЗЫ ВЕДУЩИХ ПРОИЗВОДИТЕЛЕЙ —
MAHLEKOLBEN и KLBENSCHMIDT (ГЕРМАНИЯ)
Изготовить гильзу из качественного материала гораздо проще и экономически более целесообразно, чем блок цилиндров целиком, поэтому ведущие автопроизводители применяют технологию гильзования в производстве своих моторов, к которым предъявляются повышенные эксплуатационные требования.
Дизельные двигатели Mersedes, и большинство моторов грузовых автомобилей имеют «сухую» или «мокрую» гильзу.
Хотелось бы обратить внимание, что гильзовка блока цилиндров — это крайняя мера и производится в тех случаях, когда встает выбор между покупкой нового двигателя или восстановлением старого.
Зачастую эта операция дорогостоящая, и не предусмотрена заводом изготовителем двигателей. Перед тем, как решиться на гильзовку, необходимо оценить экономическую целесообразность такого ремонта.
После гильзовки блока рекомендуется производить шлифовку привалочной плоскости головки блока цилиндров, если это позволяют допуски завода производителя мотора.
Такая операция необходима для того, чтобы убрать выступание гильзы после подрезки резцом и устранить микронеровности плоскости блока цилиндров, возникшие в процессе эксплуатации мотора.
Авторская статья «Гильзовка гипер-эвтектических алюсиловых блоков» на сайте инженерной-технологической компании Механика
Это поучительная история о данных, опыте, рассудительности и здравом смысле при гильзовке блока цилиндров. Пинг! Пинг, пинг, пинг, … Если вы гольфист, как и я, то вам, наверное, знаком этот характерный приятный звук, издаваемый мячиком для гольфа, когда правильно бьешь по нему клюшкой для гольфа. А если вы работаете в мастерской по ремонту или восстановлению двигателей, и вы установили чугунные гильзы в современный алюминиевый блок V6 или V8 европейского производства, то подобный звук – скорее ужасающий, словно исходит из камеры пыток. Почему так? Я расскажу об этом в данной статье, чтобы поделиться своим опытом с другими участниками сообщества мотористов, ремонтирующих двигатели.
Пинг! Пинг, пинг, пинг, … Если вы гольфист, как и я, то вам, наверное, знаком этот характерный приятный звук, издаваемый мячиком для гольфа, когда правильно бьешь по нему клюшкой для гольфа. А если вы работаете в мастерской по ремонту или восстановлению двигателей, и вы установили чугунные гильзы в современный алюминиевый блок V6 или V8 европейского производства, то подобный звук – скорее ужасающий, словно исходит из камеры пыток. Почему так? Я расскажу об этом в данной статье, чтобы поделиться своим опытом с другими участниками сообщества мотористов, ремонтирующих двигатели.
Этот алюминиевый блок Audi треснул во всех отверстиях – все три стенки цилиндра треснули сразу, как только блок остыл, а гильзы разогрелись в блоке.
Вот у вас есть подробная технологическая карта на ремонт какой-то детали двигателя. Скажем: блока цилиндров. И вы тщательно следуете этой карте выполняя, к примеру, гильзовку блока. Но в итоге – все идет вразрез плану (как в показанном ниже примере) и после гильзовки алюсилового блока в нем неотвратимо образуются трещины! И ладно бы – если б подобное было характерно для одной мастерской, но подобное встречается регулярно и не в одной стране, а даже – на разных континентах!
Давайте представим такую сцену. Долгий, тяжелый рабочий день, наконец, закончен. До конца дня вы собирались запрессовать чугунные гильзы в блок цилиндров Audi, привезенный вашим клиентом. Не очень сложная работа, просто нужно быть внимательным и аккуратным. Вы помещаете блок Audi в горячую печь, чтобы силумин «расширился». Вы немного охлаждаете гильзы, чтобы без затруднений вставить их в блок. Это хорошо. Дальше, вы достаете блок из печи, а гильзы – из морозилки (сухого льда, жидкого азота и т. д.). Затем вы вставляете гильзы в блок. Вы можете запрессовывать гильзы в блок гидравлическим прессом, вставлять их от руки или стучать по ним старомодной кувалдочкой. В общем, всем тем, что служило вам долгие годы. Гильзы на своих местах, блок остыл и можно идти на обед. Выключаете станки, компьютеры и свет. Но подождите, что это за непривычный, резкий звук? Пинг, пинг, пинг … Что бы это могло быть? Вы оглядываете мастерскую, вокруг – все, как всегда. Вы говорите себе: «… Ну ладно», и уходите.
Долгий, тяжелый рабочий день, наконец, закончен. До конца дня вы собирались запрессовать чугунные гильзы в блок цилиндров Audi, привезенный вашим клиентом. Не очень сложная работа, просто нужно быть внимательным и аккуратным. Вы помещаете блок Audi в горячую печь, чтобы силумин «расширился». Вы немного охлаждаете гильзы, чтобы без затруднений вставить их в блок. Это хорошо. Дальше, вы достаете блок из печи, а гильзы – из морозилки (сухого льда, жидкого азота и т. д.). Затем вы вставляете гильзы в блок. Вы можете запрессовывать гильзы в блок гидравлическим прессом, вставлять их от руки или стучать по ним старомодной кувалдочкой. В общем, всем тем, что служило вам долгие годы. Гильзы на своих местах, блок остыл и можно идти на обед. Выключаете станки, компьютеры и свет. Но подождите, что это за непривычный, резкий звук? Пинг, пинг, пинг … Что бы это могло быть? Вы оглядываете мастерскую, вокруг – все, как всегда. Вы говорите себе: «… Ну ладно», и уходите.
Итак, вы закончили блок. Он расточен, отхонингован и готов под сборку. Которая прошла просто идеально. Некоторые из вас, возможно, уже поставили собранный двигатель в машину. Другие хотят проверить его на моторном стенде, перед установкой в машину. И вот, случилось неожиданное. Антифриз начинает вытекать из мотора через отверстия, о существовании которых вы даже не подозревали. Вы нервничаете, вы говорите себе: «… что могло случиться?» Вы проверяете все сборочные процедуры. Вроде все шло великолепно. Но подождите: вы вдруг вспоминаете, как тем вечером, сразу после гильзовки, вы услышали непонятный звенящий звук, доносившийся из вашей тихой мастерской. Это что-то значило? К сожалению, да! И это очень важно!
Он расточен, отхонингован и готов под сборку. Которая прошла просто идеально. Некоторые из вас, возможно, уже поставили собранный двигатель в машину. Другие хотят проверить его на моторном стенде, перед установкой в машину. И вот, случилось неожиданное. Антифриз начинает вытекать из мотора через отверстия, о существовании которых вы даже не подозревали. Вы нервничаете, вы говорите себе: «… что могло случиться?» Вы проверяете все сборочные процедуры. Вроде все шло великолепно. Но подождите: вы вдруг вспоминаете, как тем вечером, сразу после гильзовки, вы услышали непонятный звенящий звук, доносившийся из вашей тихой мастерской. Это что-то значило? К сожалению, да! И это очень важно!
У вас был такой опыт? Если – нет, то вы счастливчик. Сцена, которую я сейчас описал, — это не побасенка, а реальный случай из «жизни» одной высокопрофессиональной мастерской по ремонту двигателей. Алюминиевый блок Audi, который они загильзовали, довольно хорошо «принял» чугунные гильзы. То, что произошло потом, было кошмаром, который так просто не забудешь. Видите ли, характерный звук «пинг» издавал… блок Audi, когда лопался силумин в каждом отверстии под цилиндры. Да, все стенки отверстий под цилиндры немедленно трескаются, как только нагретый блок остывает, а охлажденные гильзы, соответственно, нагреваются. Казалось бы, все этапы работ выполнялись также, как и раньше, но блок трескался по непонятной причине. И вот что показало тщательное расследование.
Видите ли, характерный звук «пинг» издавал… блок Audi, когда лопался силумин в каждом отверстии под цилиндры. Да, все стенки отверстий под цилиндры немедленно трескаются, как только нагретый блок остывает, а охлажденные гильзы, соответственно, нагреваются. Казалось бы, все этапы работ выполнялись также, как и раньше, но блок трескался по непонятной причине. И вот что показало тщательное расследование.
Я предполагаю, что большинство мастерских ремонтируют сейчас блоки цилиндров сравнительно «свежих» моделей BMW, Mercedes, Audi, Jaguar и Porsche. Эти алюсиловые блоки, действительно, хорошо сделаны – из гипер-эвтектического алюминиево-кремниевого сплава (силумина), с долей кремния – до 17%. Если вы когда-либо резали подобный блок, то замечали, что он режется тяжелее, чем современные алюминиевые блоки V8 американского производства. По сравнению с более «податливым» сплавом американских V8, «европейские» алюсиловые блоки имеют более жесткую структуру, а их стенки – немного тоньше, что снижает вес.
Но!!! Алюсиловые блоки – более хрупкие! При литье подобных блоков кристаллы кремния образуют твердую и износостойкую поверхность – для поршня и колец. При производстве процесс образования кремниевых кристаллов создает различные пределы прочности при охлаждении блоков, с более крупными кристаллами в нижней части и более мелкими кристаллами – в области расположения цилиндров. В результате получается превосходный алюминиевый блок – прочный, легкий и идеальный для современных быстроходных седанов или спортивных автомобилей.
Последние модели блоков BMW, Mercedes, Audi, Jaguar и Porsche требуют иной процедуры гильзовки, чем американские алюминиевые блоки V8.
Но, оказывается, что это требует иной процедуры установки гильз, чем американские алюминиевые блоки V8. Прежде чем мы отработали правильную технологию, пришлось «загубить» восемь разных блоков. Итак, выполняем обычные процедуры для разогрева блока и охлаждения гильз – в процессе подготовки к гильзовке. При этом нормальный натяг чугунной гильзы в алюминиевом блоке составляет 0,05…0,08 мм. И при охлаждении блока — «пинг» — алюминий трещит за гильзой. Нашей первой мыслью было: стенка гильзы была слишком толстой, а расстояние между расточенными отверстиями в блоке – слишком маленьким. Хорошо, взяли гильзы с более тонкой стенкой и установили их тем же способом. Не помогло – при остывании блока вновь слышен «пинг»! Это происходило вновь и вновь (см. фото выше). Затем была изготовлена и установлена гильза из высокопрочного чугуна, с более тонким фланцем, и снова «пинг»! И что с этим делать? Но я вспомнил, как мне кто-то говорил, что алюсиловый блок «невосприимчив» к жаре и сильному холоду, поскольку прочная структура материала не допускает большого температурного расширения или сжатия. Были ли эти слова подтверждены какими-либо твердыми данными? Нет, и мы это знали. Но почему не попробовать и изменить технологию? Так, мы установили гильзы при обычной комнатной температуре, уменьшив натяг до 0,01…0,03 мм.
При этом нормальный натяг чугунной гильзы в алюминиевом блоке составляет 0,05…0,08 мм. И при охлаждении блока — «пинг» — алюминий трещит за гильзой. Нашей первой мыслью было: стенка гильзы была слишком толстой, а расстояние между расточенными отверстиями в блоке – слишком маленьким. Хорошо, взяли гильзы с более тонкой стенкой и установили их тем же способом. Не помогло – при остывании блока вновь слышен «пинг»! Это происходило вновь и вновь (см. фото выше). Затем была изготовлена и установлена гильза из высокопрочного чугуна, с более тонким фланцем, и снова «пинг»! И что с этим делать? Но я вспомнил, как мне кто-то говорил, что алюсиловый блок «невосприимчив» к жаре и сильному холоду, поскольку прочная структура материала не допускает большого температурного расширения или сжатия. Были ли эти слова подтверждены какими-либо твердыми данными? Нет, и мы это знали. Но почему не попробовать и изменить технологию? Так, мы установили гильзы при обычной комнатной температуре, уменьшив натяг до 0,01…0,03 мм.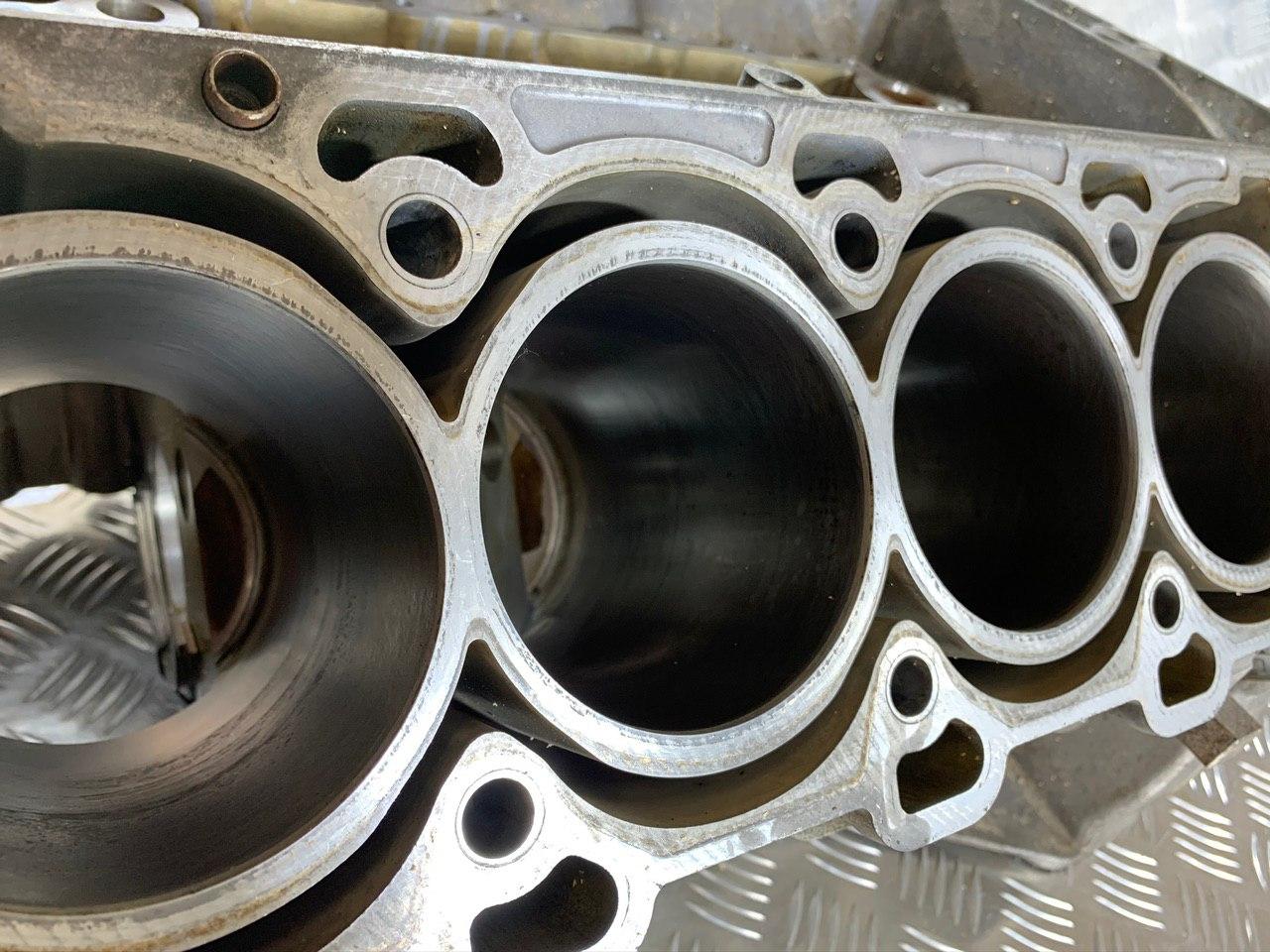 Наконец опыт увенчался успехом.
Наконец опыт увенчался успехом.
Даже при использовании гильзы с более тонкими стенками (рисунок ниже), когда блок охлаждается, — вновь раздается «пинг»!
Затем вы выбрали несколько современных блоков, чтоб получить надежные доказательства первого успешного опыта. Мы взяли блоки цилиндров Audi R8, BMW 750i, Jaguar 3.0L и Porsche 996. Из них самыми «чувствительными» были Audi и BMW. К слову, блоки Audi производятся на том же заводе, что и блоки двигателей Lamborghini 5.0L и 5.2L V-10. Для их гильзовки взяли гильзы центробежного литья из ковкого чугуна, со средней толщиной стенки 2 мм. Блоки были расточены в требуемый размер, причем после расточки посадочные места под гильзы – отхонингованы.
После того, как блоки подготовлены для установки гильз, наступает момент истины. Мы вообще не охлаждали гильзы. Но каждый блок мы нагревали примерно до 155°. При такой температуре алюминий расширяется примерно на 0,02…0,03 мм. К нашему удовольствию, каждая гильза вошла довольно хорошо. Для надежности мы рекомендуем прессовать втулки, чтобы они наверняка полностью сели в блок, гидравлическим или винтовым прессом. На худой конец, забейте ее киянкой. Блоки принимают втулки примерно так же, как чугунный блок. На самом деле, они действительно вошли идеально. Мы ждали звук «пинг» после гильзовки каждого блока. Но, ей-богу, царила идеальная тишина. После этого опрессовка блоков показала отсутствие утечек.
К нашему удовольствию, каждая гильза вошла довольно хорошо. Для надежности мы рекомендуем прессовать втулки, чтобы они наверняка полностью сели в блок, гидравлическим или винтовым прессом. На худой конец, забейте ее киянкой. Блоки принимают втулки примерно так же, как чугунный блок. На самом деле, они действительно вошли идеально. Мы ждали звук «пинг» после гильзовки каждого блока. Но, ей-богу, царила идеальная тишина. После этого опрессовка блоков показала отсутствие утечек.
После гильзовки, расточки, и хонингования блоков они вернулись на свое законное место – в автомобиль. Один из Audi, блок RS4, оказался в гоночном автомобиле, где прекрасно работал и продолжает работать. Ремонтники двигателей, страдавшие ранее от этих безумных проблем с гильзовкой получили, наконец, возможность уверенно ремонтировать гоночные алюсиловые двигатели.
Блок Porsche 996 был одним из тех блоков, что использовались для доказательства наших рекомендаций.
Существует много очень хороших пособий, собравших важную информацию, которые должны быть в каждой ремонтной мастерская. Например, справочник о восстановлении алюминиевых двигателей «Motor Service International», где приведены просто фантастическими сведения – о всех современных технологиях производства силуминовых блоков цилиндров. Но в нем не хватало описания различных ситуаций, которые происходят с такими людьми, как вы и я. Скажем, данные о ситуациях с треснувшим гильзованным алюминиевым блоком найти сложно. Они есть, разве что, в таких изданиях, как американский журнал «Engine Professional».
Не думайте, что гильзовать алюсиловый блок сложно. Просто требуется время, чтобы понять слабые места, связанные с этим видом работы. Изучите опыт других, и вы успешно избежите ошибок.
ХОТИТЕ СТАТЬ АВТОРОМ?
Пришлите свою статью
Гильзовка блока цилиндров при ремонте двигателя в компании Механика
Гильзовка блоков цилиндров гильзами из серого чугуна
(фото: гильзовка блоков цилиндров)
Если авто мастер поставил диагноз «нужна гильзовка блока цилиндров», что делать автовладельцу?
Почти каждый знает, как устроен двигатель внутреннего сгорания. Для совсем непосвященных — маленький ликбез:
Для совсем непосвященных — маленький ликбез:
Есть блок цилиндров, есть цилиндры, внутри цилиндров движутся поршни, их поступательное движение под действием энергии, полученной при воспламенении топливной смеси преобразуется во вращательное движение коленчатого вала, посредством кривошипно-шатунного механизма.
Каждый поршень, передав свое усилие на коленчатый вал, возвращается в исходное положение, и все начинается сначала. Такой цикл повторяется многократно миллионы раз.
Давление и температура и нагрузки внутри цилиндров очень высоки, и постепенно стенки цилиндров и поршни изнашиваются. И тогда цилиндрам требуется ремонт, а поршни подлежат замене.
Блоки цилиндров (далее БЦ) бывают с т.н. «мокрыми» гильзами и «сухими». А бывают и вообще без гильз, когда цилиндр выполнен прямо в блоке. Блок цилиндров с «мокрыми» гильзами сконструирован так образом, что сменная гильза непосредственно омывается охлаждающей жидкостью, в БЦ с «сухими» гильзами последняя полностью находится в теле блока цилиндров и непосредственно с охлаждающей жидкостью не контактирует.
Расточка или гильзовка?
В большинстве случаев, восстановление цилиндров ограничивается «расточкой» т.е. цилиндр растачивается до ремонтного размера (установленного заводом изготовителем), а изношенные поршни заменяются ремонтными (соответствующего, увеличенного диаметра).
Если выработка в цилиндрах настолько велика, что цилиндр не выходит в ремонтный размер или нужных ремонтных поршней не выпускают, то применяется гильзовка блока цилиндров.
На этом ликбез мы завершаем и переходим к теме, обозначенной в заголовке.
Блоки с сухими гильзами могут быть выполнены из чугуна или алюминия
Чугунные блоки цилиндров
БЦ гильзованные «с завода». В этом случае заводские гильзы выпрессовывают или вырезают на расточном станке и устанавливают (запрессовывают) в цилиндры, промышленно выпускаемые для данного двигателя или специально изготовленные гильзы с натягом (0,05-0,8 мм), которые затем растачивают и хонингуют.
БЦ с цилиндрами без гильз. Цилиндры растачивают, запрессовывают гильзы с натягом (0,05-0,08 мм), затем уже гильзы растачивают в необходимый размер и хонингуют.
Цилиндры растачивают, запрессовывают гильзы с натягом (0,05-0,08 мм), затем уже гильзы растачивают в необходимый размер и хонингуют.
БЦ с токостенными стальными гильзами. Тонкостенные стальные гильзы устанавливаются в посадочные места БЦ с зазором 0,01-0,03 мм. Такие гильзы производятся полностью готовыми и не требуют расточки и хонингования. После удаления старых гильз контролируется геометрия посадочных мест и новые гильзы устанавливаются без применения пресса.
Алюминиевые блоки цилиндров
Встречается (в основном) 4 вида алюминиевых БЦ: Гильзованные чугунными гильзами «с завода», алюсиловые БЦ (весь блок состоит из алюминиево-кремниевого сплава), БЦ с никасиловым покрытием цилиндров (в н.в. не применяется), БЦ с плазменным напылением на железной основе. Существуют различные методы ремонта перечисленных БЦ. В данной статье мы рассказываем только о гильзовке чугунными гильзами.
Алюминиевые БЦ гильзованные «с завода» чугунными гильзами. Технология гильзовки в целом схожа с применяемой при гильзовке чугунных БЦ гильзованных «с завода». Чугунные гильзы вырезают на расточном станке, устанавливают новые гильзы, затем их растачивают и хонингуют, но вот в установке гильз есть принципиальное отличие. В алюминиевый цилиндр гильзы нельзя устанавливать при помощи пресса, поэтому применяется горячая посадка. Блок разогревают в печи, а гильзы, охлажденные при помощи жидкого азота, устанавливают в цилиндры без помощи пресса.
Чугунные гильзы вырезают на расточном станке, устанавливают новые гильзы, затем их растачивают и хонингуют, но вот в установке гильз есть принципиальное отличие. В алюминиевый цилиндр гильзы нельзя устанавливать при помощи пресса, поэтому применяется горячая посадка. Блок разогревают в печи, а гильзы, охлажденные при помощи жидкого азота, устанавливают в цилиндры без помощи пресса.
Алюсиловые БЦ. Технология схожа с гильзовкой чугунных блоков без гильз. Разница, как и в п.п. 2.1, в способе установки (также применяется горячая посадка).
БЦ с никасиловым покрытием или плазменным напылением на железной основе гильзуются по той же технологии, что и БЦ из алюсила.
(фото: гильзовка блоков цилиндров)
Различают гильзовку БЦ с верхним и с нижним упором (гильзовка без упора, когда гильза держится в цилиндре только за счет натяга является неправильной и не надежной). В случае гильзовки с верхним упором гильза изготавливается (или используется готовая) с буртом, а в БЦ вырезается посадочное место под бурт.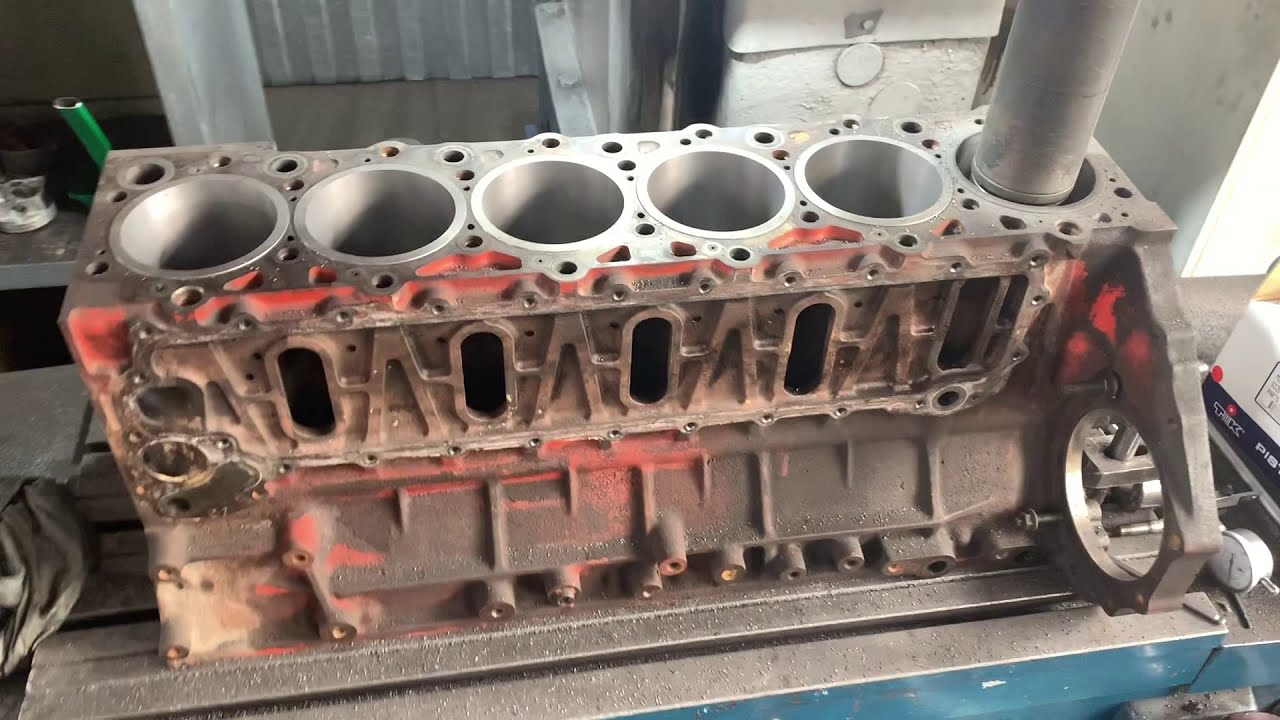 В случае гильзовки с нижним упором (применяется, когда гильзовка с верхним упором невозможна, например, цилиндры расположены так близко, что нет места для буртов) используется прямая цилиндрическая гильза, а при расточке цилиндра под запрессовку гильзы в нижней его части оставляется пояс металла для упора гильзы.
В случае гильзовки с нижним упором (применяется, когда гильзовка с верхним упором невозможна, например, цилиндры расположены так близко, что нет места для буртов) используется прямая цилиндрическая гильза, а при расточке цилиндра под запрессовку гильзы в нижней его части оставляется пояс металла для упора гильзы.
В финале необходимо оговориться, что если гильзовка чугунных БЦ является штатной операцией, то гильзовка алюминиевых БЦ чугунными гильзами большинством производителей не рекомендована. Однако, наработанный многолетний опыт нашей компании доказывает, что после гильзовки чугунными гильзами алюминиевые БЦ, естественно при соблюдении технологии сборки и правил эксплуатации двигателя успешно «ходят» долгие годы и не вызывают проблем.
Гильзовка
СТОИМОСТЬ ГИЛЬЗОВКИ
Наряду со штатным ремонтом отверстий блока цилиндров, включающим расточку и хонингование, в нашем техцентре также осуществляется ремонт цилиндров с помощью ремонтных гильз.
Вследствие длительной эксплуатации, низкого качества топлива, несвоевременного обслуживания, а так же неквалифицированного ремонта (выход поршневого пальца), на стенках цилиндров обнаруживаются неровности, задиры или износ такой величины, что невозможно их устранить даже при растачивании до максимально возможного размера. Блоки цилиндров с такими повреждениями можно восстановить, только установив в них ремонтные гильзы. Для этого цилиндр растачивается до диаметра, равного наружному диаметру гильзы, минус величина натяга, необходимая для надежного удержания гильзы в блоке цилиндров. Технология гильзовки разрабатывается индивидуально, в зависимости от материала блока цилиндров, толщины стенки цилиндра и т.д. При гильзовании применяются чугунные гильзы, полученные методом центробежного литья. Если ремонт блоков цилиндров, изготовленных из чугуна, предусмотрен некоторыми фирмами — производителями в технологии ремонта, то для блоков цилиндров, изготовленных из алюминиевых сплавов (сейчас таких — большинство), данные технологии не подходят. Многие производители современных двигателей не предусматривают ремонт блоков цилиндров и при поломке предлагают замену блока цилиндров в сборе или замену двигателя, что, как правило, очень дорого. Единственная альтернатива – гильзовка.
В числе прочих наш техцентр устанавливает гильзы фирмы Darton.
В нашем техцентре, основываясь на опыте различных фирм, разработана оригинальная технология ремонта алюминиевых блоков цилиндров тонкостенными чугунными гильзами.
Индивидуальный подход к каждой модели алюминиевого блока цилиндров позволяет осуществлять ремонт с максимальной надежностью фиксации ремонтной гильзы.
Применение оригинальных технологий, специального оборудования и высокая квалификация персонала, позволяет производить ремонт блоков цилиндров любой сложности.
Пример гильзовки блока цилиндров двигателя МВ 272
Современные дизельные двигатели устанавливаемые на автомобили Volkswagen и Audi (BPD,BPE,AXE,AXD и т.д.), в условиях эксплуатации в России, часто выходят из строя вследствие того, что ионно-плазменное напыление стенок цилиндров разрушается.
Наш техцентр разработал технологию гильзования таких цилиндров.
Результат работы превзошел все ожидания- ресурс двигателя вырос, по сравнению с заводским напылением.
Одноразовые, но не совсем: способы капремонта современных моторов
Что делали владельцы старых автомобилей, когда мотор начинал гнать масло в цилиндры и коптить небо сизым дымом? Они делали капремонт – растачивали изношенные стенки цилиндров и ставили поршни большего диаметра. И мотор мог "ходить" еще 150-200 тысяч километров, а то и больше.Тенденции современного автомобилестроения таковы, что классические чугунные блоки под несколько ремонтных размеров поршней уже стали исчезающим видом, куда чаще двигатели являются «одноразовыми». Нет ремонтных размеров цилиндропоршневой группы, нет ремонтных размеров вкладышей коленчатого вала.
Что может произойти с таким мотором и что делать, если он всё же сломался, а заменить на новый агрегат – не вариант из-за слишком высокой цены? Моторы бывают разные, но почти всегда можно найти альтернативный путь и вернуть его к жизни. Другой вопрос, имеет ли это смысл с точки зрения финансовой?
Алюминиевые блоки с чугунными гильзами
Самый простой вариант – «обычный» мотор с чугунными гильзами, а иногда даже и с блоком из того же чугуна, но не имеющий ремонтных размеров поршневой группы и коленчатого вала.
А кстати, почему? Существует «теория заговора», согласно которой производители специально ограничивают выпуск деталей для ремонта, лишь бы потребитель косяком шел в салоны за новыми машинами. Но если это и правда, то отчасти. Дело в том, что многие современные чугунные моторы по стойкости к выработке – не чета старым.
Вследствие прогресса в материалах чугунная гильза по износостойкости вплотную приблизилась к весьма недешевым технологиям с применением алюсила и никасила, о которых подробно расскажем ниже.
Естественный износ чугуна, по сути, остался в прошлом. Зачастую естественная выработка цилиндра при пробеге свыше трехсот тысяч километров оказывается минимальной. А если износ меньше глубины хонингования (две-три сотые доли миллиметра), то нет и нужды в расточке.
Разумеется, для производителя это хороший повод отказаться от ремонтных размеров и выпускать только несколько градаций «номинальных» поршней и колец. Но, к сожалению, износ бывает не только естественным. При залегании поршневых колец, попадании абразива в цилиндры, перегревах, детонации или других неприятностях с мотором могут выйти из строя один или все цилиндры.
На них появляются задиры, эллипсность или даже кольцевая выработка, возможны и нарушения геометрии шатунно-поршневой группы. Если бы была возможна расточка, то проблема решалась бы просто переточкой в новый размер, дефекты такого рода обычно при этом удаляются без проблем. Но точить-то нельзя! Попросту нет в продаже поршней нового размера, а если проблемы с коленчатым валом, то и его точить тоже нельзя – нет вкладышей.
Способ ремонта №1: покупка шот-блока
Значит, моторы все же одноразовые? Отнюдь. Решить проблему такого мотора можно несколькими способами. Первый из них – штатный, рекомендуемый производителем. И зачастую, кстати, не самый плохой. Это покупка так называемого шот-блока, то есть блока цилиндров в сборе с поршнями и коленчатым валом. Поставить на него головки блоков, картер, навесное оборудование – и мотор готов.
Обычно минусом такого решения является цена, но если вспомнить, что оригинальные поршни обычно тоже стоят недешево, да и работа стоит немало, то… Вопрос, как всегда, в цене на конкретные экземпляры. Например, известные моторы Opel Z22SE или Saab B207 как продукция компании GM имеют большой выбор шот-блоков, причем далеко не только от производителя. Цена их в США очень приятная – от полутора тысяч долларов. За две с половиной можно приобрести тюнинговый усиленный блок со строкер-китом на 2.5 – 2.7 литра или рассчитанный под большее давление наддува и солидный крутящий момент. А вот на немолодые Тойоты шот-блок обойдется минимум в три с половиной тысячи. При этом изрядная часть моторов большого объема имеет шот-блоки ценой около пяти тысяч. И тут уже придется задуматься об альтернативе простой замены.
Способ ремонта №2: гильзование блока цилиндров и «родные» поршни
Гильзы делаются, как говорится, «в номинал», то есть того же размера, что и в оригинале. Если удачно подобрать материал гильзы и точность «натяга», то разве что немного пострадает теплопередача, ведь «родная» гильза именно залита в расплавленный металл, а ремонтная, в зависимости от способа посадки, может как почти не иметь монтажного зазора, так и сохранять зазор от одной до трех сотых.
Дальше всё зависит от точности мехобработки и от качества сборки. Оригинальная поршневая группа номинального размера прекрасно будет работать в таком моторе. Можно гильзовать только поврежденный цилиндр и тем самым уменьшить цену работ. Многое зависит от мастерства исполнителей работ, но если в вашем городе есть точные станки, то это сравнительно недорогой способ восстановления мотора.
Но помните, что при тепловой обработке блока цилиндров возможны деформации и нарушение геометрии. Поэтому рекомендуется гильзовать все цилиндры сразу и производить расточку с учетом новой геометрии от «базы» блока, а не старых осей цилиндров. При необходимости же ремонта только одного цилиндра лучше использовать технологии холодной посадки гильз прессом или установку с зазором.
Способ ремонта №3: «родные» расточенные гильзы и поршни большего диаметра
Блок цилиндров просто растачивается под новые кастомные поршни – не оригинальные, а заказные, под нужный размер. Обычно речь идет о так называемой ковке – поршнях, полученных мехобработкой из болванки, полученной изотермической штамповкой. Такие поршни заметно прочнее обычных литых, но, как всякая индивидуальная работа, она может оказаться не самой удачной.
Даже поршни от солидного производителя требуют большего теплового зазора из-за более высокого коэффициента расширения сплавов для ковки и неучтенной тепловой деформации. И разумеется, более прочный поршень не всегда означает больший срок службы двигателя, так как изнашиваются и кольца, и сам цилиндр. В этом случае многое будет зависеть как от обработки самого цилиндра (в этом случае он сохраняет свои параметры по теплопередаче и геометрии, в отличие от гильзования), так и от нового поршня.
Аналогично действуют и тогда, когда оригинальная поршневая группа очень дорога или редка, а мотор строится для использования каждый день. Это хороший способ в случае, если поршни под ремонтируемый мотор уже освоены хотя бы малой серией или есть испытанные образцы. Ведь работать испытателем тестового мотора не хочется никому.
Впрочем, если вы наберете желающих заказать пятьсот или тысячу поршней, то ваш заказ имеет все шансы быть произведенным по оригинальным технологиям Kolbenschmidt или Mahle, правда, и цена поршней будет как минимум не ниже, чем у оригинальных, зато размер – любой в пределах разумного допуска к штатному и полностью отработанная в серии конструкция.
Полностью алюминиевые блоки без гильз
Делать блоки цилиндров из алюминия без чугунных гильз крайне выгодно. Во-первых, это меньшая масса мотора. Во-вторых, теплопроводность алюминия выше, чем у чугуна, а значит, лучше теплоотвод от самых нагруженных частей мотора. Наконец, и поршни, и головка блока цилиндров тоже выполнены из алюминия, а значит, их коэфициент теплового расширения будет близок к коэффициенту расширения блока. Поэтому можно уменьшить тепловые зазоры до минимума, обусловленного разницей температур поршня и блока цилиндров.
Технологии цельноалюминиевых блоков цилиндров условно можно разделить на три группы материалов, и во всех случаях это будет не «чистый» алюминий, а блок из «крылатого» металла с прочным покрытием цилиндров.
Никасиловые алюминиевые блоки
В первую очередь это Nikasil, который был первым получившим массовое признание как способ производства надежных цельноалюминиевых двигателей без чугунных гильз. Название от компании Mahle стало нарицательным, хотя, может быть, торговая марка аналогичного покрытия от фирмы Kolbenschmidt – Galnical – оказалась не столь благозвучна и вторична…
В первую очередь оно предназначалось для роторных моторов, но получило широчайшее распространение в девяностых годах, а в Формуле-1 используется до сих пор, как и в мотоциклетных моторах. Например, «монстр» Suzuki Hayabusa имеет именно такое покрытие цилиндров. Более прочного и удачного материала для цилиндров пока не придумали, его слой твердый и достаточно вязкий, он толстый и не трескается, его можно немного расточить, если уж удалось его каким-то образом сносить. Но это бывает крайне редко, покрытие практически вечное.
Вот только никель-карбид-алюминиевое покрытие, столь прочное и износостойкое, боится сернистых соединений. И на машинах в США и Канаде, в которых использовали высокосернистый бензин, покрытие быстро выходило из строя. Такого бензина сейчас и не встретить, но есть и другая причина, по которой от покрытия отказались. Оно вечное, но оно и дорогое – технология требует сложного способа гальванического нанесения и механической обработки высокопрочного материала.
Алюсиловые алюминиевые блоки
Поэтому компания Kolbenschmidt предложила использовать весьма старую (запатентована еще в 1927 году компанией Schweizer & Fehrenbach) технологию Alusil для производства блоков цилиндров. Поскольку Кольбеншмидт на тот момент принадлежал Audi Group, то технология быстро была доведена до практического использования.
Основная идея достаточно проста: гильза или весь блок цилиндров целиком изготовлены из сплава алюминия с высоким содержанием кремния, его в нем не менее 17% – это так называемый заэвтектический сплав. При этом кремний содержится в материале не в растворенном виде, а как кристаллы.
И если «осадить» алюминий, то получится сплошной слой из выступающих кристаллов кремния, очень твердый, «скользкий» и износостойкий, по нему уже могут работать самые твердые поршневые кольца. Этот способ проще и куда дешевле, а покрытие — вытравливаемое химическим способом или получаемое специальной обработкой в слое высококремнистого алюминия. По твердости алюсил не уступает никасилу.
Дополнительным плюсом технологии является близость алюминиевых сплавов блока и поршня – те тоже отливают из заэвтектического алюминия, а значит, тепловой зазор будет наименьшим. Вот только упрочненный слой куда тоньше, чем у Никасила, а само покрытие куда более хрупкое, под тончайшей рубашкой из кристаллов кремния всё тот же алюминий. Оно боится и перегрева, и попадания твердых частиц, и даже нагара с колец. А еще боится агрессивных химических соединений серы и других.
При этом способ его производства часто допускает образование каверн и зон с неоднородным качеством покрытия. И пусть сейчас это самая распространенная технология для цельноалюминиевых моторов, но всё же у нее есть свои рамки применения и вытеснить простые чугунные гильзы она не смогла.
Но есть и один почти не используемый плюс: теоретически возможна расточка и восстановление слоя покрытия. Тут нужна лишь специальная технология расточки, удаляющая слой алюминия, а затем формирующая слой сплошного кремния на поверхности и слегка «сглаживающая» кристаллы. Но она требует массовости, а значит, и крупных заводов по восстановлению блоков цилиндров. А их пока нет.
В активе Кольбеншмидта есть еще технология Locasil – сплав, в котором содержание кремния составляет все 27%, но отлить блок цилиндров из него уже нельзя, он слишком хрупкий, зато можно сделать гильзу для блока цилиндров, она будет более износостойкой, чем алюсиловая, но технологии для ремонта у них одни и те же.
Экзотика: плазменное напыление
Встречаются и более редкие варианты. Например, VW в блоках цилиндров печально известных моторов 2.5 TDI используют плазменное напыление. Схожую технологию лазерного нанесения кремния вместо алюсила с химическим травлением используют на новых моторах BMW «глобальной серии» B38-58. Теоретически эта технология прогрессивна и позволяет получить достаточно толстый слой упрочнения с хорошими характеристиками, но явно пока не доведена до совершенства.
Способ ремонта №1: расточка алюминиевых блоков с покрытием
Разумеется, все технологии с поверхностным упрочнением слоя алюминия не предусматривают износ зеркала цилиндра, а значит, и моторов с ремонтными размерами поршневой группы почти нет. Разве что совсем старые моторы BMW под Никасил имели пару ремонтных размеров, но быстро выяснилось, что покрытие либо служит и не изнашивается, либо повреждается и тогда надо менять блок цилиндров в сборе. Соответственно, ремонтные размеры для никасиловых моторов быстро пропали.
Более свежие конструкции обычно не дают даже возможности купить «оригинальные» поршни по заводскому каталогу – только шот-блок в сборе. Обосновывается это, как обычно, заботой о потребителях и высокими стандартами качества. Но поскольку детали поршневой группы заказываются производителем машины «на стороне», то в каталогах производителей поршней оригинальные запчасти найти можно, нужно только выяснить, кто из десятка производителей поставлял их на конвейер.
Иногда можно заказать и ремонтные размеры, например, если у вас есть возможность восстановления покрытия типа алюсила, то этот вариант обеспечит сохранение всех заводских характеристик мотора. Полное восстановление заводских параметров обеспечивает гальваническое или плазменное напыление никасилоподобного или хромового покрытия с последующей расточкой или высокоточное напыление без дальнейшей обработки. Но если уж в серийном производстве не могут обеспечить стабильное качество и ресурс такого покрытия, то при использовании ремонтных технологий ресурс может оказаться еще меньше, всё зависит от исполнителя.
Шансы на качественный ремонт есть, технология широко применяется для мелкосерийного гоночного моторостроения, а там высочайшие требования к покрытию. Вот только цена работ и процедура тестирования будут соответствующие. Из славного советского прошлого множеству заводов достались восстановительные технологии из этой серии. Возможно, где-то применяются ноу-хау, позволяющие производить такое восстановление надежно и недорого, но лично мне такие места не известны. Кто знает, поделитесь!
Дополнительным плюсом использования таких технологий является возможность восстановления только поврежденного цилиндра, что делает такой вариант выгодным при возвращении к жизни именно поврежденного, но не изношенного временем блока.
Способ ремонта №2: гильзование алюминиевых блоков
Но по-настоящему массовой технологией является гильзование. Используются как алюминиевые гильзы с никасиловым покрытием или алюсил-подобные технологии, так и старые добрые чугунные. Алюминиевые гильзы позволяют избежать многих сложностей внедрения чугуна в изначально алюминиевый мотор, но в большинстве случаев алюминиевая гильза поставляется уже с готовой к работе поверхностью и не подвергается дальнейшей мехобработке. А это налагает высокие требования к качеству исполнения всех работ. В противном случае возможны как нарушение геометрии самой гильзы, так и нарушение геометрии шатунно-поршневой группы и, соответственно, снижение ресурса мотора и его характеристик.
Чугунные гильзы куда дешевле, выполняются не под конкретный мотор а подбираются по размеру. В результате гильзовка мотора по этой технологии заметно дешевле и применяется куда чаще. В отличие от посадки чугунной гильзы, в чугун применяется только «горячая» посадка или с применением жидкого азота для охлаждения гильзы и уменьшения ее диаметра.
При использовании качественных гильз и точной мехобработки ресурс поршневой группы может оказаться даже выше, чем у оригинального покрытия, но опять же возможны ошибки в работе мастерской, а значит, могут появиться и локальные перегревы цилиндров, и термодеформации.
Минусами технологии применения чугунных гильз традиционно являются уже упомянутое ухудшение теплоотвода, необходимость использования сильного нагрева блока для «горячей посадки», азотного охлаждения материала или высокотехнологичной технологии сварки вращением и большая вероятность ошибки, чем при использовании алюминиевых гильз.
Чаще всего это будет единственная доступная технология разумного восстановления мотора. Причин на то много: например, нет специализированных алюминиевых гильз, технологий расточки и обработки алюсила и нанесения никасила, что типично для России. Если блок цилиндров был перегрет и нарушилась его геометрия, то нужна гильза, рабочую поверхность которой можно будет расточить под новую геометрию блока, и тут выбор технологий восстановления сужается до чугуна или растачиваемых алюсиловых гильз.
Поршни под гильзованные моторы подбираются из числа оригинальных по уже описанной технологии или изготавливаются специальные заказные, как и для моторов со штатной рабочей поверхностью цилиндра из чугуна.
Что в итоге?
99% всех двигателей производится по описанным технологиям, а значит, шансы на восстановление есть всегда. Главное – найти хорошего исполнителя с обкатанной технологией восстановления, поставщика качественных запчастей и ответственно отнестись к проверке получившего новую жизнь мотора.
Очень часто прошедший полное восстановление двигатель служит недолго вовсе не из-за ремонтных технологий, а из-за экономии «на спичках»: на шпонках, болтах, цепях, натяжителях…
И кроме того, всегда есть альтернатива в виде контрактного мотора , шот-блока или нового/восстановленного заводом двигателя, просто соотнесите материальные затраты, временные и шансы на успешную реализацию проекта. А может быть, имеет смысл сразу поставить в машину мотор более надежной серии? Но про так называемый swap мы расскажем как-нибудь потом.
Post scriptum
Вне рамок обсуждения остались технологии штатно заменяемых цилиндров и гильз, но я не могу вспомнить машин, в которых это используется, корме «воздушников» на Porsche 911 да некоторых мотоциклов.
Читайте также:
Расточка блока цилиндров Новосибирск
Ремонт блока цилиндров двигателя может включать в себя как одну, так и несколько технологических операций. Основные виды ремонта блока цилиндров: мойка блока, расточка / хонингование блока цилиндров, гильзовка , шлифовка , ремонт постели коленвала, сварка блока цилиндров,изготовление вкладышей.
Всё это можно сделать у нас +7 (962) 838-13-78 звоните!
Далее немного подробнее рассмотрим каждую из них.
Расточка и хонингование блока цилиндровВ процессе эксплуатации блока больше всего подвержены износу стенки цилиндров. Расточка блока цилиндров применяется для восстановления размеров цилиндра предусмотренных заводом изготовителем. Перед расточкой каждый блок обязательно промеряется для определения необходимых размеров поршневой группы. Для наиболее точного попадания в тепловой зазор блок цилиндров растачивается относительно поршня. После расточки все блоки обязательно хонингуются — на зеркало цилиндра наносится мелкоструктурная сетка, необходимая для удержания масляной пленки. Хонинговка блока цилиндров выполняется специальным хоном. Наличие такой пленки на стенках цилиндра в разы увеличивает ресурс работы блока цилиндров. Наша мастерская может расточить блок цилиндров в течении одного дня! Расточка блока цилиндров 3 часа, при наличии необходимой поршневой группы!
Гильзовка блока цилиндровКогда невозможно восстановить блок путем расточки цилиндров, необходимо загильзовать блок цилиндров под номинальный размер поршневой группы. Суть данной операции заключается в расточке блока под ремонтную гильзу и ее установке. Далее гильза растачивается под необходимый размер поршня. Мы перегильзовываем все типы чугунных и алюминиевых блоков цилиндров даже такие блоки как Субару. При необходимости можно заменить одну гильзу и расточить ее под необходимый размер. В нашей мастерской гильзовка двигателя выполняется в кротчайшие сроки.
Шлифовка головки блока цилиндров
При сильном перегреве двигателя происходит деформация головки блока, а в ряде случаев и самого блока цилиндров. Для выравнивая привалочной плоскости ГБЦ применяется шлифовка блока цилиндров и самой головки.В случаях сильного перегрева двигателя велика вероятность просекания прокладки ГБЦ выхлопными газами и попаданием антифриза в масляный поддон,так же при капитальном ремонте двигателя шлифовка головки цилиндров просто необходима.
Иногда требуется заменить гильзы в чугунном блоке или загильзовать алюминиевый блок двигателя — Вы попали по адресу,звоните !
Ремонт вашего треснувшего блока цилиндров
Треснувший блок цилиндров может казаться концом жизни вашего автомобиля. Замена двигателя может быть очень дорогой и часто не стоит вложений в ваш текущий автомобиль. Кроме того, треснувший блок — это один из тех крайних случаев, когда невозможно спасти ваш текущий двигатель.Многие пытались отремонтировать треснувшие блоки. Основная сложность заключается в том, что просто сварить блок цилиндров нельзя, поскольку он сделан из чугуна, а не из стали.Можно сваривать чугун, используя аппарат для дуговой сварки и подходящие сварочные стержни, но это часто может вызвать деформацию блока цилиндров или сделать зону сварки более хрупкой и подверженной дальнейшему растрескиванию. Другая распространенная попытка исправить треснувший блок называется сшиванием холодного металла. Этот процесс похож на сшивание двух кусков ткани вместе, за исключением того, что с металлом он намного сложнее. Основная трудность этого процесса заключается в том, что он плохо работает с компонентами, которые испытывают резкие изменения температуры, поскольку изменение температуры вызывает набухание и усадку металла, что приведет к разрыву металлической строчки и повторному открытию трещины.Этот процесс также часто является чрезмерно дорогим и используется только на очень больших или дорогих двигателях, таких как тяжелое оборудование, дизельные двигатели или судовые двигатели.
Было множество других попыток герметизировать треснувшие блоки двигателя, например, с помощью продуктов для холодной сварки, двухкомпонентных эпоксидных смол или множества других заплат и исправлений. Проблема в большинстве случаев та же, что и при сшивании холодного металла, поскольку широкий диапазон рабочих температур в двигателе вашего автомобиля наряду с тепловым расширением металла приводит к тому, что большинство ремонтов длится недолго.
Прежде чем пытаться отремонтировать треснувший блок двигателя, убедитесь, что проблема именно в этом. Если в вашем блоке есть внешняя трещина, которую вы видите, то проблему легко определить. Если у вас есть внутренняя трещина, симптомы часто могут быть похожи на симптомы вздутия прокладки головки блока цилиндров. Чтобы определить, есть ли у вас перегоревшая прокладка головки, вы можете прочитать нашу статью о симптомах перегоревшей прокладки головки блока цилиндров.
Лучший способ герметизировать треснувший блок — использовать радиатор BlueDevil и герметик для блоков.BlueDevil Radiator and Block Sealer — это специально разработанный герметик, который вы добавляете в систему охлаждения вашего автомобиля. Радиатор и герметик для блоков BlueDevil могут запечатать треснувший блок изнутри через систему охлаждения вашего автомобиля. Это не волокнистый или твердый герметик, который может повредить или засорить любые другие участки вашей системы охлаждения. Вместо этого BlueDevil Radiator and Block Sealer имеет особую химическую формулу, которая будет связываться с металлом в блоке двигателя в месте утечки до тех пор, пока утечка не будет полностью устранена.Химическая сварка, образованная радиатором BlueDevil и герметиком для блоков, создаст прочное уплотнение, которое может расширяться и сжиматься при изменении температуры в вашем двигателе. Поскольку в радиаторе и герметике блоков BlueDevil нет ничего вредного, он может оставаться в вашей системе охлаждения на неопределенный срок, герметизируя любые будущие утечки, которые могут возникнуть в радиаторе или блоке двигателя вашего автомобиля.
BlueDevil Радиатор и герметик для блоков работает настолько хорошо, что дает гарантию работоспособности. Если вы покупаете его в BlueDevil или в одном из наших партнерских местных магазинов автозапчастей, мы гарантируем постоянный ремонт!
Так как вам нечего терять, приобретите BlueDevil Radiator и Block Sealer сегодня! Вы можете приобрести его прямо в BlueDevil здесь.
Изображения предоставлены:
Cracked Block — Автор Nick Ares — Лицензия Creative Commons Share Alike 3.0 Через Flikr — Оригинальная ссылка
Лучшие герметики для прокладок головки (обзор и руководство по покупке) в 2021 году
Преимущества уплотнителей прокладок головки
- Устранение утечек в выдувных прокладках головки. Прочная прокладка головки блока цилиндров — большая проблема, особенно когда вы путешествуете. Большинство людей предпочли бы профессионально взглянуть на прокладку головки блока цилиндров, и это означало бы потерю пары часов на устранение проблемы.С помощью высококачественного герметика вы можете навсегда остановить утечку и предотвратить перебои в работе двигателя.
- Экономьте деньги. Уплотнители прокладок головки не так дороги, как полная замена прокладки головки. Для замены вам потребуется купить прокладку головки блока цилиндров, а также заплатить автомеханику, выполняющему эту задачу. Герметик для прокладки головки — недорогой вариант, который обеспечивает постоянное решение, как и замену.
- Универсальный продукт. Хороший герметик для прокладки головки не только поможет решить проблемы, связанные с прокладкой головки; некоторые из этих продуктов можно использовать для устранения других утечек, которые могут повлиять на работу вашего двигателя. Высококачественный герметик также может помочь решить проблемы, связанные с сердечником нагревателя и плохими пробками замерзания.
- Экономия времени. В отличие от полной замены прокладки головки блока цилиндров, использование герметика — простой процесс. Вы просто заливаете герметик в крышку радиатора, и он проходит через всю систему, обнаруживая утечки.Процесс происходит быстро, и утечки будут устранены менее чем за час.
Ведущие бренды
BlueDevil
BlueDevil — компания, производящая герметики профессионального уровня для автомобильной промышленности. Компания поставляет свою продукцию более чем 400 дистрибьюторам в Северной Америке, Южной Африке, Азии, Европе и Южной Америке. BlueDevil начала продавать свою продукцию в 1997 году, и в настоящее время ее штаб-квартира находится в Южной Каролине. Компания производит одни из лучших присадок для ремонта прокладок головки , , и BlueDevil Head Gasket Sealer является одним из ее популярных продуктов.
ATP
ATP Automotive — известный производитель автомобильной продукции, существующий с 1955 года. У компании есть современный завод площадью 2000 квадратных футов в Чикаго, где она производит первоклассный вторичный рынок. запасные части и автокосметика для автоматических трансмиссий. Попробуйте использовать уплотнение ATP AT-205 Re-seal, которое устраняет лишь незначительные утечки в прокладке головки блока цилиндров.
K-Seal
K-Seal — международная компания, производящая и распространяющая герметики по всему миру.Компания гордится своей способностью продавать миллионы бутылок герметика каждый год. В настоящее время он находится в Нью-Джерси. K-Seal Ultimate Head Gasket Repair — один из самых дешевых уплотнителей прокладок головки, производимый и распространяемый компанией K-Seal.
Steel Seal
Steel Seal — компания по производству герметиков, специализирующаяся на производстве и продаже уплотнителей для прокладок головки блока цилиндров. Компания работает с 1999 года и предоставила механические решения сотням тысяч механиков и автовладельцев.Штаб-квартира Steel Seal находится в Великобритании. Стальной уплотнитель для ремонта прокладок с выдувной головкой — один из лучших герметиков для прокладок головки.
Permatex
Компания Permatex, расположенная в Солоне, штат Огайо, производит широкий спектр продуктов для технического обслуживания и ремонта автомобилей, в том числе средства для изготовления прокладок, герметики, клеи, очистители и смазочные материалы. Мы рекомендуем герметик для прокладок Permatex High Tack Gasket Sealant.
Bar’s Leaks
Продукты Bar’s Leaks разрабатываются и производятся недалеко от Детройта, штат Мичиган.Компания помогает автовладельцам устранять утечки при ремонте уже более 70 лет. Проверьте исправление постоянной прокладки головки блока утечек на стержне.
Лучшая цена на уплотнитель прокладок головки
- Менее 20 долларов: В этот ценовой диапазон входят уплотнители прокладок головки, которые поставляются в небольших контейнерах весом менее 16 унций. Содержимое этих контейнеров может помочь вам эффективно справиться с утечками, связанными с прокладкой головки, хотя вам, возможно, придется приобрести контейнер большего размера для более крупных двигателей.
- 25–50 долларов: Если вы ищете контейнер большего размера, который может устранить пару утечек, обратите внимание на продукты в этом ценовом диапазоне. В контейнерах обычно 32 унции жидкости. Этого достаточно для работы с шестицилиндровыми и восьмицилиндровыми двигателями.
- От 50 долларов США и выше: В этом ценовом диапазоне вы найдете товары премиум-класса. Это герметики, которые могут навсегда исправить потрескавшиеся прокладки головки блока цилиндров, от известных брендов. Этого количества также достаточно, чтобы иметь дело с более крупными двигателями, такими как шестицилиндровые двигатели и другие.
Основные характеристики
Количество
Количество герметика измеряется в унциях. Количество варьируется от 8 унций до пары галлонов. Купите герметик, которого хватит на вашу проблему. Для небольших двигателей контейнера на 16 унций достаточно, чтобы закрыть прокладку головки блока цилиндров, и вы сможете добраться до места назначения. Также неплохо иметь небольшой контейнер на случай чрезвычайных ситуаций.
Простота использования
Устранить утечку через прокладку головки так же просто, как залить герметик в радиатор.Однако могут возникнуть другие проблемы, и вам могут потребоваться некоторые технические знания о процессе герметизации. Убедитесь, что выбранный вами продукт прост в использовании и снабжен четкими инструкциями по устранению различных утечек.
Прочие соображения
- Тип двигателя. Основные типы двигателей — дизельные и бензиновые. Для этих двигателей могут потребоваться разные типы герметиков. Покупая высококачественный герметик для прокладки головки блока цилиндров, обязательно ознакомьтесь с преимуществами этого продукта для вашего типа двигателя.
- Время действия. После заливки герметика нельзя использовать автомобиль в течение определенного периода времени. Следовательно, вам необходимо знать, как долго вам придется ждать, пока герметик осядет. Обычно на это уходит около часа или больше, в зависимости от мощности радиатора вашего автомобиля.
- Функциональность. Существуют продукты, предназначенные для решения различных проблем с утечками в двигателе. Хотя у вас может быть проблема с прокладкой головки, вы можете найти герметик, который может ее исправить, а также выполнить множество других задач.Обязательно ознакомьтесь с описанием продукта, чтобы понять, на что еще способен герметик.
Лучшие герметики для прокладок головки, обзоры и рекомендации 2021
Лучший результат
Герметик для прокладок Steel Seal поставляется в двух бутылях, которых достаточно для людей с более крупными двигателями, такими как восьмицилиндровые двигатели. К продукту прилагаются простые инструкции, хотя для его использования вам потребуются небольшие знания в области автомобилестроения. Этот герметик разработан для устранения различных симптомов вздутия прокладки головки блока цилиндров, включая белый дым, перегрев двигателя, внешние утечки и водянистое масло.
Уникальной особенностью этого герметика является то, что он предназначен для устранения утечек в старых двигателях всего за одно применение. Кроме того, этот герметик не содержит частиц, которые могут накапливаться, блокировать трубы и вызывать дополнительные проблемы в двигателе. Жидкость будет работать, связываясь с разрывами и трещинами, даже при воздействии высоких температур, и обеспечивает надежные решения для герметизации. Вы можете рассчитывать на быстрое уплотнение, а герметик хорошо работает как с бензиновыми, так и с дизельными двигателями.
Хотя герметик эффективен, он довольно дорогой.Существуют более дешевые варианты, которые предлагают почти те же качества, что и продукт. Вам также необходимо будет промыть систему перед использованием этого герметика. Это неудобство, если у вас мало времени или денег на покупку новой охлаждающей жидкости. Однако этот герметик — отличный выбор для людей с большими двигателями, старыми грузовиками и подержанными автомобилями.
Лучшее соотношение цены и качества
K-Seal Coolant Leak Repair — это средство для герметизации прокладок головки, которое предлагается по доступной цене.Отличительной особенностью этого продукта является то, что он совместим с любыми антифризами, что устраняет необходимость промывать систему охлаждения перед нанесением. Это многоцелевой продукт, и вы можете безопасно использовать герметик для устранения других проблем с утечками, связанных с сердечником нагревателя, блоком двигателя, корпусом водяного насоса и замораживающими пробками.
Формула, используемая для изготовления этого продукта, основана на нанотехнологиях, которые включают микроволокна, которые создают сетку для герметизации трещин и протечек. Продукт доступен в контейнере на 16 унций, который может обрабатывать до 55 литров.Эффект от герметика можно ожидать уже через несколько минут после нанесения. Герметик прост в использовании и не требует особых навыков.
Герметик может быть быстрым, но подойдет только при незначительных утечках. Если вы имеете дело с серьезным повреждением, вы можете рассмотреть другой продукт. Были случаи, когда герметик обесцвечивал некоторые марки антифризов. Однако этот герметик — отличный выбор для людей, ищущих эффективный, но доступный герметик.
Самый универсальный
Этот герметик для прокладок и повязка для ремня выпускается в банках на восемь унций и четыре унции и известен тем, что на них изображено изображение молодой женщины.Он гибкий и значительно упрощает сборку / разборку двигателя и трансмиссии. Излишки Gasgacinch легко стереть и не требуют растворителей. Герметик приклеивается к различным поверхностям, включая сталь, алюминий, титан, свинец, магний, резину и медь.
Одной из замечательных особенностей этого герметика является то, что его можно использовать в различных средах (горячих, холодных, влажных, сухих и т. Д.). Обладает высокой жаро-, бензо- и маслостойкостью. После отверждения герметик становится гибким, устойчивым к усталости, обладает высокой прочностью на отслаивание и сдвиг.Он идеально подходит для ремонта автомобилей, мотоциклов и грузовиков и популярен среди производителей двигателей.
Проблем с этим продуктом не так много. Одним из недостатков является то, что он поставляется в небольшом контейнере. Кроме того, каждый раз, когда вы его используете, проникает воздух, и он может быстро испортиться, если вы его не израсходуете. Также были некоторые жалобы на то, что аппликатор не является кистью.
Почётное упоминание
Этот герметик для прокладок с высокой липкостью выпускается в различных размерах, включая банки на 4 и 16 унций, а также аэрозольные баллончики.Он быстро сохнет, обладает высокой липкостью и не создает хрупкую пленку. Продукт работает при температуре от -65 до 500 градусов по Фаренгейту. Он устойчив к газу, маслу, антифризу, пропану и многому другому.
Это недорогой клей для прокладок общего назначения с очень длительным сроком хранения, если вы должным образом герметизируете его после каждого использования. Крышка имеет стержень и щетку, установленные вместе, что упрощает использование. Он отлично подходит для удержания прокладок, склонных к скольжению, например, перевернутых крышек, таких как масляные поддоны.Он также подходит для водяных насосов, крышек цепи привода ГРМ и других применений, в которых используется тонкая бумажная прокладка.
Однако у него очень сильный запах. Продукт также очень грязный, а аппликатор кисти короче, чем глубина банки, поэтому может быть трудно вытащить последний кусочек, особенно после того, как он немного высох.
Почётное упоминание
K&W FiberLock Head Gasket & Block Repair устраняет утечки в системе охлаждения с помощью волокон военного класса, нанотехнологий и кондиционера Cool-X.Обеспечивает многоуровневый ремонт трещин и щелей, снижает рабочую температуру. Он работает вместе с простой водой или антифризом и устраняет проблемы, связанные с прокладками головок, блоками цилиндров, системами охлаждения и головками цилиндров.
Формула разработана с высоким отношением прочности к массе для обеспечения превосходной защиты. Наночастицы способны проникать в крошечные дефекты, а кондиционирующий элемент способствует теплопередаче. Просто встряхните бутылку, вылейте содержимое в радиатор, включите сильный огонь и дайте двигателю поработать на холостом ходу в течение 15 минут.Пользователи сообщают, что это очень эффективно, если вы следуете указаниям. Вам не нужно сливать имеющуюся охлаждающую жидкость, и она работает так, как рекламируется.
Однако, если вы не будете следовать указаниям на букву T, это не даст желаемых результатов. И, как и у конкурирующих брендов, это не постоянное решение и прослужит только определенное количество времени в зависимости от ваших конкретных потребностей в ремонте.
Советы
- Убедитесь, что продукт работает с вашим антифризом.Некоторые марки уплотнителей прокладок головки не совместимы с определенными типами антифризов. Прочтите инструкции и убедитесь, что его можно безопасно использовать с антифризом в вашем автомобиле.
- Можно либо полностью заменить перегоревшую прокладку головки, либо попробовать использовать герметик для ее ремонта. Иногда герметик подойдет, а иногда вам нужно вложить деньги в новую прокладку головки блока цилиндров. Если деталь старая и слишком поврежденная, герметик, вероятно, не решит проблему, поэтому не тратьте время и силы на продукт, который, скорее всего, не подойдет.
- Если вы считаете, что у вашего автомобиля повреждена прокладка головки блока цилиндров, прекратите движение. Масло смешается с охлаждающей жидкостью, что приведет к перегреву автомобиля или грузовика и пропускам зажигания.
Часто задаваемые вопросы
В. Безопасны ли уплотнители прокладок головки для двигателя?
Качественные герметики для прокладок головки разработаны для эффективной работы без ущерба для двигателя. Большинство герметиков прошли испытания и хорошо работают как с дизельными, так и с бензиновыми двигателями, а также с различными материалами, такими как пластик, алюминий и чугун.
В. Является ли герметик для прокладки головки лучше, чем полная замена прокладки?
Это зависит от уровня урона, с которым вы имеете дело. Большинство уплотнителей прокладок головки обеспечивают постоянное решение незначительных утечек. Однако они предложат только временное решение серьезных утечек, и в конечном итоге вам может потребоваться полная замена прокладки.
В. Как долго прослужит герметик для прокладки головки после нанесения?
Различные бренды обладают разными качествами, и хотя некоторые из них прослужат долго, другие — нет.Это также зависит от степени повреждения прокладки головки блока цилиндров. Большинство герметиков предлагают постоянные решения для незначительных утечек, но могут прослужить максимум шесть месяцев, если повреждение серьезное.
В. Будет ли герметик забивать другие отверстия в системе?
Герметики предназначены для заполнения небольших отверстий в прокладке головки блока цилиндров. Однако большинство из них также может закупоривать утечки в трансмиссии, гидроусилителе рулевого управления и гидравлических системах. Если вы имеете дело с большими отверстиями, с которыми герметик не справляется, вам следует подумать о замене прокладки головки блока цилиндров.
Заключительные мысли
Ремонтирующий герметик для ремонта прокладок с выдувной головкой со стальным уплотнением — наш лучший выбор для лучшего общего постоянного герметика для прокладок головки. Он хорошо работает на старых и новых транспортных средствах и подходит для автомобилей, фургонов, внедорожников и грузовиков.
Если ваш бюджет ограничен, но вам все еще нужен герметик профессионального уровня, обратите внимание на K-Seal ST5516 HD. Это доступный по цене герметик, обладающий большинством свойств, присущих более дорогим брендам.
ГЕРМЕТИК БЛОКА ЦИЛИНДРОВ | Виннс Южная Африка
СИГНАЛ ОСТАНОВКИ ВИННА
Превосходная смазка, специально разработанная для устранения скрипов и стонов, связанных с системами подвески.
Stop Squeak — это смазка на силиконовой основе с добавками, омолаживающими эластомеры, а также с твердыми частицами ПТФЭ для несения нагрузки и длительного снижения трения. Омолаживает затвердевшие и шумные втулки, а также снижает трение между несущими частями и обладает отличными водонепроницаемыми свойствами.
Wynn’s Carbon Buster
Активированная пена, удаляющая углерод из труднодоступных частей двигателя, восстанавливающая производительность и функциональность за счет растворения нагара, смолы, лака, смолы и лакового налета.Применения включают клапан системы рециркуляции ОГ, турбокомпрессор, впускной коллектор и клапаны, DPF для внедорожников и детали
ПРОМЫВКА ATF И УСИЛИТЕЛЯ
Промывка ATF и усилителя рулевого управленияWynn была разработана с научной точки зрения для обеспечения полной промывки и очистки автоматических коробок передач и систем рулевого управления с усилителем типа ATF.
КАТАЛИТИЧЕСКИЙ НЕЙТРАЛИЗАТОР И ОЧИСТИТЕЛЬ ДАТЧИКА КИСЛОРОДА
Со временем на вас образуются отложения. Каталитический нейтрализатор и кислородный датчик снижают производительность вашего автомобиля.Очиститель каталитического нейтрализатора и кислородного датчика Wynn’s оптимизирует эффективность каталитического нейтрализатора и кислородных датчиков, удаляя вредные отложения и восстанавливая рабочие характеристики вашего автомобиля.
НАСТРОЙКА ДЛЯ ВЕЛОСИПЕДОВ И ПОДВЕСНЫХ ДВИГАТЕЛЕЙ
Рабочие характеристики вашего мотоцикла или подвесного мотора зависят от чистоты системы подачи топлива. Настройка Wynn’s Bike & outboard была специально разработана для простоты использования, чтобы обеспечить тщательную очистку важных компонентов вашего двигателя без необходимости разборки.Смесь для тюнинга Wynn’s Bike и подвесного двигателя зарекомендовала себя как лучший продукт на рынке для восстановления характеристик вашего мотора.
ENVIROPURGE
Wynn’s Enviropurge — это независимо управляемое устройство, которое эффективно и профессионально очищает бензиновые и дизельные системы впрыска без разборки при работающем двигателе.
Специально разработанные чистящие жидкости удаляют нагар и сажу в зоне развала камеры сгорания, освобождают липкие кольца, а также удаляют отложения внутри форсунок, восстанавливая эффективную подачу топлива.
ПРОДУВКА СИСТЕМЫ ИНЖЕКТОРА
Wynn’s Injection System Purge — это чистящее средство для удаления грязи, нагара и нагара с топливных форсунок и камеры сгорания транспортных средств.
Его следует использовать с Wynn’s Enviropurge.
ПРОДУВКА ДИЗЕЛЬНОЙ СИСТЕМЫ
Wynn’s Diesel System Purge — это чистящее средство для удаления грязи и отложений в системах впрыска дизельного топлива.
Его следует использовать с оборудованием Wynn’sEnviropurge.
Очищает всю дизельную топливную систему без демонтажа.
Восстанавливает форму распыления форсунки и улучшает сгорание.
ОЧИСТИТЕЛЬ УГЛЕВОДОВ
Wynn’s Carb Cleaner — это мощный растворитель, который позволяет очищать карбюраторы без разборки.
Просто распылите его в вентиляционное отверстие поплавковой камеры, чтобы промыть изнутри и вниз по горловине для быстрых результатов.
Распылите на внешнюю поверхность, чтобы очистить внешнюю поверхность.
КОРПУС ДРОССЕЛЬНОЙ ЗАСЛОНКИ И ОЧИСТИТЕЛЬ ВОЗДУХА
Очиститель корпуса дроссельной заслонки и воздухозаборника Wynn’s удаляет липкие остатки масляного тумана и паров картера с компонентов системы впуска воздуха, а также остатки топлива, камеди и смолы.
Эти смолистые отложения накапливаются на регуляторе холостого хода и дроссельных заслонках, что приводит к нерегулярному потоку воздуха и неустойчивому холостому ходу.
Разработано для современных автомобилей с бензиновым и дизельным двигателем, не удаляет защитные покрытия поверхности и безопасен для O2 / лямбда-зонда
ОЧИСТИТЕЛЬ ТОРМОЗОВ И ДЕТАЛЕЙ
Wynn’s Brake & Parts Cleaner мгновенно удаляет остатки тормозов и отложения, такие как тормозная жидкость, масло, смазка и тормозная пыль, не загрязняя окружающую среду.Используйте перед каждым обслуживанием тормозов, чтобы обеспечить чистую повторную установку суппортов и колодок. Сильное действие растворителя также идеально подходит для очистки деталей и ШРУСов перед нанесением новой смазки.
ПУСК ДВИГАТЕЛЯ
Wynn’s Engine Start — простое решение проблем с запуском.
Предотвращает износ стартера и предотвращает разряд аккумулятора.
Запуск двигателя способствует запуску в холодную погоду, при залитых двигателях и помогает восстановить давление в топливном насосе после того, как автомобиль исчерпал себя.
В отличие от многих пусковых жидкостей, Wynn’s Engine Start может использоваться в 4-тактных и 2-тактных двигателях, так как содержит смазку, снижающую трение.
.
ЯРКАЯ ИСКРА
Wynn’s Bright Spark — это интеллектуальный очиститель электрических цепей и контактов.
Распылите средство непосредственно на очищаемые поверхности для восстановления хорошего электрического контакта. Он удалит всю грязь, флюс и масляные остатки, а также влагу.
Идеально подходит для чувствительной электроники, печатных схем, переключателей и электрических панелей.
Безопасен для использования с большинством пластиков, резины и металлов.
ИСПРАВЛЕНИЕ ШИНЫ
Wynn’s Tire Fix — отличный продукт для экстренной помощи, который повторно накачивает и герметизирует прокол без необходимости поднимать автомобиль домкратом или снимать колесо.
Просто следуйте простым инструкциям, чтобы подсоединить продукт, надуть и закрыть прокол.
Идеально подходит для всех транспортных средств, велосипедов, лодочных прицепов, домов на колесах и внедорожников.
АККУМУЛЯТОРНАЯ ВОДА
Аккумуляторная водаWynn — это чистейшая и наиболее эффективная среда для эффективного переноса электронов в свинцовых аккумуляторах. Она была дистиллирована и деминерализована с помощью обратного осмоса, чтобы продлить срок службы аккумуляторов.
ГЕРМЕТИК ВЫХЛОПНЫХ ГАЗОВ
Wynn’s Exhaust Sealant обеспечивает легкое, постоянное и газонепроницаемое уплотнение отверстий в выхлопе малого и среднего размера.
Тепло выхлопных газов делает герметик твердым и прочным.
ГЕРМЕТИК ДЛЯ КОВАНЫХ ВЫХЛОПНЫХ ГАЗОВ
Wynn’s Hammer Forged Exhaust Sealant легко формирует форму вокруг стыков выхлопных газов, образуя идеальное уплотнение.
Он устойчив к нагреванию и вибрации и помогает при установке, смазывая фланец перед установкой.
ШЛИФОВАЛЬНАЯ ПАСТА
Wynn’s Grinding Paste — это раствор абразивной пасты на водной основе для удаления неровностей с металлических поверхностей.
Это двойная упаковка, содержащая мелкую и крупную зернистость для профессиональных результатов.
Может использоваться для посадки новых клапанов, заточки лезвий, удаления царапин, притирки, изготовления инструмента и т. Д.
Как очистить сопрягаемую поверхность головки цилиндров
Среднее значение шероховатости (Ra) — это среднее значение в микродюймах высоты шероховатости от пика до впадины на плоской поверхности.Чем ниже число Ra, тем более гладкая поверхность. Fel-Pro рекомендует отделку от 60 до 80 Ra для чугунных головок и блоков цилиндров и от 50 до 60 Ra для алюминия.
Fel-Pro использует запатентованные покрытия для прокладок головки и облицовочные материалы, предназначенные для заполнения незначительных дефектов поверхности и обеспечения улучшенной герметизации несовершенных поверхностей, обнаруживаемых в ремонтной среде. Прокладки OEM MLS хорошо подходят для новых, плоских, чистых отливок, так как они требуют очень гладкой поверхности, обычно 20-30 Ra или меньше.
Прокладки головки PermaTorque MLSFel-Pro разработаны специально для ремонтных сред и используют специальное покрытие, обеспечивающее шероховатость поверхности до 80 Ra. Ровность поверхности не менее важна для отделки поверхности, поэтому всегда проверяйте компоненты, чтобы убедиться, что они не деформированы или деформированы. Чтобы поддерживать постоянный контакт между прокладкой головки и сопрягаемыми поверхностями, все поверхности настила должны начинаться плоскими и оставаться плоскими после затяжки в соответствии со спецификацией. Хорошим правилом для определения плоскостности является то, что плоскостность поверхности, измеряемая в тысячных долях дюйма, никогда не должна превышать количество цилиндров на каждом ряду по длине блока.
Например, ни один блок или головка блока цилиндров не должны превышать 0,003 дюйма в горизонтальной плоскости, если имеется 3 цилиндра, как это было бы в двигателях с рядным 3-м цилиндром или V6. В приложениях с рядным 4-цилиндровым двигателем и V8 никогда не должно превышать 0,004 дюйма. внеквартирный и так далее. Ни один блок или головка не должны отличаться от плоскости более чем на 0,002 дюйма по ширине поверхности.
Загрузить бюллетень
Узнайте больше о качественных прокладках Fel-Pro, предназначенных для ремонта, найдите запчасти для своего автомобиля или найдите, где купить автозапчасти сегодня.
Содержание этой статьи предназначено только для информационных целей и не должно использоваться вместо обращения за профессиональной консультацией к сертифицированному технику или механику. Мы рекомендуем вам проконсультироваться с сертифицированным техником или механиком, если у вас есть конкретные вопросы или проблемы, связанные с какой-либо из тем, затронутых в данном документе. Ни при каких обстоятельствах мы не несем ответственности за любые убытки или ущерб, вызванные вашим использованием какого-либо контента.
K&W Постоянное металлическое блочное уплотнение
Устранение утечек из блока двигателя и радиатора может занять много времени, не говоря уже об очень больших расходах.Но с постоянным металлическим блочным уплотнением K&W вы можете решить проблему самостоятельно и вернуться в дорогу без дорогостоящего счета за ремонт; это гарантировано.
Расшифровка:
Устранение утечек из блока двигателя и радиатора может занять много времени, не говоря уже об очень больших расходах. Но с постоянным металлическим блочным уплотнением K&W вы можете решить проблему самостоятельно и вернуться в дорогу без дорогостоящего счета за ремонт; это гарантировано.
Утечки в блоке двигателя и радиаторе могут проявляться в виде множества различных симптомов, таких как цветная жидкость, капающая из выхлопной трубы, белый дым из выхлопной трубы, жирная пленка на внутренней стороне лобового стекла, которая становится хуже с включенным дефростером. , цветная жидкость, капающая на пол пассажира из-под приборной панели, вещество молочного цвета на масляной крышке или масляном щупе, или пузырьки в бачке рекуперации радиатора, иногда выходящие из-под крышки бака утилизации.Блочное уплотнение K&W может помочь.
Блочное уплотнение создает постоянную молекулярную связь, прочную, как сталь. Он может герметизировать трещины и отверстия в чугунных и алюминиевых блоках цилиндров, прокладках головки блока цилиндров и заглушках, а также в алюминиевых и двухкомпонентных радиаторах и сердечниках нагревателя. И хотя большинство мастеров своими руками могут использовать его успешно, блочное уплотнение — это формула профессионального уровня, которая выдерживает экстремальное давление и температуру.
Перед тем, как начать, соберите свои инструменты и прочтите все инструкции к продукту.Несоблюдение указаний в точности может привести к серьезному повреждению двигателя. Сначала слейте воду из системы охлаждения, чтобы удалить антифриз. Блочное уплотнение содержит силикат натрия, который несовместим с антифризом, поэтому помните, что не добавляйте его в антифриз, моторное масло или топливо. Когда двигатель остынет, снимите термостат и крышку радиатора, затем замените корпус термостата. Установите регулятор нагревателя на максимальный нагрев и дайте двигателю поработать на холостом ходу, пока он не станет теплым. Заглушите двигатель и слейте воду из радиатора.Обязательно соблюдайте местные законы и правила для правильной утилизации. Не выливайте охлаждающую жидкость на землю или в ливневую канализацию. Закройте слив радиатора и залейте в радиатор воду. Поработайте пять минут на холостом ходу, чтобы смыть из системы избыток антифриза. Заглушите двигатель и слейте жидкость из системы охлаждения. Повторяйте этот процесс, пока вода не станет чистой. Для достижения наилучших результатов промойте систему охлаждения семиминутным очистителем для быстрой промывки системы охлаждения K&W. Хорошо встряхните банку с уплотнением и затем смешайте ее с тремя литрами горячей воды в отдельном контейнере.Небольшим двигателям может потребоваться менее трех литров смеси горячей воды. Емкость для молока или воды емкостью 1 галлон отлично подойдет, если вы заметили белый дым и выхлопные газы или считаете, что охлаждающая жидкость течет в цилиндр, снимите свечи зажигания и проверьте наличие оранжевых или белых кристаллов или жидкости. Удалите все поврежденные свечи зажигания и отключите впрыск топлива в поврежденные цилиндры перед следующим шагом. Добавьте в радиатор смесь уплотнителя и воды. Не переливайте смесь в резервуар для перелива.Если крышка радиатора отсутствует, отсоедините верхний шланг радиатора и добавьте смесь прямо в шланг, затем снова подсоедините шланг. Запустите двигатель и немедленно залейте воду в систему охлаждения. Если автомобиль начинает перегреваться, выключите двигатель, дайте ему остыть, залейте водой и перезапустите. Закройте крышку радиатора и снова подсоедините шланг радиатора, а затем дайте двигателю поработать на холостом ходу от 20 до 30 минут. Не управляйте автомобилем и не увеличивайте обороты двигателя. Остановите двигатель, дайте ему остыть, затем снимите крышку радиатора и откройте слив радиатора.Установите на место снятые свечи зажигания. Слейте воду из системы охлаждения, но не промывайте ее. Открыв крышку радиатора и слив, дайте слитой системе охлаждения застыть в течение 24 часов. После того, как блочное уплотнение будет отверждено в течение 24 часов, промойте систему охлаждения водой, пока она не станет прозрачной. Установите термостат на место и слейте воду, затем залейте свежий антифриз и водный раствор нужной концентрации, и все готово. Если утечка сохраняется более недели, вы можете повторить обработку с помощью блочного уплотнения, но если вы теряете более половины галлона охлаждающей жидкости за 30 минут, никакая добавка системы охлаждения не сможет исправить вашу утечку, а вы » Потребуется профессиональный ремонт.И если вам неудобно следовать этим указаниям, отнесите банку с блочным уплотнением в любимую ремонтную мастерскую и попросите их отремонтировать ваш автомобиль с блочным уплотнением K&W. Поэтому остановите утечки и начните движение с постоянным металлическим блочным уплотнением K&W.
Причины взрыва прокладок головки
Когда вы слышите выражение «взорвать прокладку», это обычно указывает на бешеную реакцию, вплоть до потери контроля над поведением. Это не совсем шокирующее поведение, но когда двигатель вашего автомобиля срывает прокладку, это плохие новости для двигателя.Существует несколько индикаторов того, что в вашем автомобиле повреждена прокладка, включая перегрев, выход дыма из выхлопной трубы, низкую производительность, масляный осадок и утечки жидкости. Между блоком двигателя и головкой блока цилиндров вы найдете прокладку головки блока цилиндров. Прочтите, чтобы узнать, как каждый компонент работает вместе и как определить, что прокладка вышла из строя.
Блок двигателя
Блок цилиндров — основная часть двигателя. В более новых автомобилях блок цилиндров изготовлен из алюминиевого сплава, тогда как в более старых автомобилях он был изготовлен из чугуна.В большинстве алюминиевых блоков либо железная гильза будет вдавлена в отверстия алюминиевого поршня, либо после обработки отверстий будет нанесено специальное твердое покрытие. Блок двигателя, особенно там, где расположены поршни, должен быть прочным и упругим. Это связано с тем, что в нем находятся шатуны, которые прикрепляют поршни к коленчатому валу, необходимые для вращения коленчатого вала и, в некоторых случаях, распределительного вала. Блок двигателя может оставаться холодным благодаря системе каналов, по которым циркулирует охлаждающая жидкость двигателя, позволяя теплу от процесса сгорания рассеиваться через систему охлаждения.Моторное масло также проходит через блок цилиндров, чтобы двигатель оставался смазанным, обеспечивая надлежащее рабочее состояние.Головка блока цилиндров
Поршни в двигателе постоянно движутся вверх и вниз. Поршни движутся вверх, чтобы сжать комбинацию топливо / кислород, и обратно вниз из-за взрыва топлива, вызванного искрой от свечей зажигания. Этот процесс сгорания — это то, как поршни вращают коленчатый вал, который в конечном итоге передает мощность для вращения колес. Цилиндр — это камера сгорания, в которую поршень сжимает смесь над поршнями.Короче говоря, головка блока цилиндров — это, по сути, крышка блока цилиндров, а прокладка головки, при правильном размещении, является уплотнением между ними.
Прокладка головки
Прокладка, расположенная между блоком цилиндров и головкой цилиндров, предназначена для уплотнения процесса внутреннего сгорания, позволяя охлаждающей жидкости и маслу проходить через головку, охлаждать и смазывать двигатель. Он также герметизирует камеру сгорания в двигателе, что позволяет транспортному средству производить необходимую степень сжатия для движения.Кроме того, прокладка головки предназначена для предотвращения выхода газов из камеры сгорания, вытесняя их из выхлопной системы.
Поскольку его основная задача — действовать как уплотнение, общее предположение состоит в том, что прокладка головки сделана из резины или аналогичного материала, однако в большинстве современных двигателей используется многослойный материал из стали, переплетенной с эластомером, что приводит к более прочная и долговечная прокладка. В тех областях, где прокладка встречается с двумя основными компонентами, есть силикон, или витон, материал, похожий на резину.В старых автомобилях прокладка состояла из композитного материала из графита или асбеста. Из-за риска для здоровья эти типы прокладок были сняты с производства, и их часто очень трудно найти. По сравнению с прочностью современных прокладок, композитные и прокладочные прокладки были более уязвимыми и склонными к утечкам.
Признаки срыва прокладки
Для работы двигателя требуются три основные жидкости: топливо, охлаждающая жидкость и моторное масло. Когда прокладка протекает или взрывается, одна или все жидкости могут вытечь из или в камеру сгорания.
- Дым — белое облако дыма, выходящее из выхлопной трубы, чаще всего возникает из-за попадания охлаждающей жидкости в камеру. Кроме того, синий или серый дым может указывать на попадание масла в камеру.
- Перегрев — Когда выхлопные газы или углеводороды попадают в систему охлаждения, весьма вероятно, что в автомобиле возникнет проблема с перегревом. Перегрев двигателя может привести к деформации головки блока цилиндров в месте выравнивания прокладки, что приведет к утечке жидкости или продувке через прокладку.
- Плохое сгорание — Если прокладка вышла из строя около поршня, поршень не сможет произвести надлежащую степень сжатия, что приведет к затруднениям сгорания. Поскольку двигатель работает в одной камере меньше, пониженное сгорание может вызвать неэффективность двигателя, уменьшая количество мощности или снижая эффективность использования топлива.
Если вы заметили какие-либо признаки, такие как недостаточный расход топлива, низкий уровень охлаждающей жидкости и перегрев, это может быть результатом вздутия прокладки, требующего осмотра профессионалом.Технические специалисты Sun Devil Auto — это профессионалы, к которым вы можете обратиться, когда ваш двигатель обнаружит какие-либо признаки неисправности. Наши специалисты выполнят качественный ремонт, которому можно доверять. Кроме того, мы понимаем неудобство длительного отсутствия автомобиля и работаем быстро, чтобы вернуть вас в путь, а в некоторых случаях в тот же день! Для вашего удобства мы предлагаем бесплатную буксировку с капитальным ремонтом и бесплатный трансфер. Вам не нужно ехать в дилерский центр, чтобы найти конкурентоспособные цены, запчасти, эквивалентные производителю, и исключительное обслуживание, когда вы можете выбрать Sun Devil Auto, альтернативу вашему представительству! Найдите ближайший к вам магазин , чтобы назначить встречу для диагностики двигателя сегодня.
«Точечное уплотнение» одобрено для блоков цилиндров | Impregnation Solutions Ltd.
Уплотнение литых деталей для исправления поверхностных дефектов и дефектов затвердевания не является чем-то новым, но этот процесс значительно развился и расширился за последние два десятилетия, в основном как продолжение увеличения объемов легкого литья, и это в основном транспортные рынки. Улучшение характеристик или масштаба процессов герметизации и пропитки, а также природы и характеристик пропиточных материалов стало движущей силой многочисленных разработок.
Одним из примечательных достижений стал процесс «Выборочная пропитка» компании Impregnation Solutions Ltd., который подчеркивает простоту и низкую стоимость, а также производительность. Селективная пропитка точно наносит пропитывающий герметик только на участок отливки с выявленной утечкой и использует ручной пистолет для пропитки под давлением Spot-Seal. (Также доступны настольные и автоматизированные варианты.) В этом методе используется ряд резиновых шайб, из которых выбираются наиболее подходящие и устанавливаются на отливку для точного соответствия точке пористости.
Некоторые проблемы с пористостью не проявляются при первоначальном осмотре. Заключительные этапы механической обработки могут выявить пористость отливки, недоступную для герметизации перед этим этапом, на этапах литья или черновой обработки, особенно на блоках цилиндров. Это приводит к ошибкам при проверке герметичности на заключительном этапе производства и непосредственно перед сборкой. По словам разработчика Impregnation Solutions, несколько производителей автомобильных двигателей в настоящее время решают эту проблему, используя локализованный процесс пропитки Spot-Seal.
Герметик наносится в отверстие под болт, в котором была выявлена пористость и утечка. Окончательная обработка и сборка производятся на современных чистых заводах с кондиционированием воздуха, обычные процессы вакуумной пропитки не являются практическим решением, поскольку они вводят вода, пар и / или химические пары в рабочую среду.
Кроме того, на данном этапе производства и заглушки, и крышки подшипников находятся на своих местах, и погружение всего блока цилиндров в герметик может привести к остаточному загрязнению затвердевшего герметика в обработанной резьбе, масляных каналах, водяных каналах и т. Д.
Помимо загрязнения герметика, вызывающего проблемы при сборке и возможного отказа двигателя во время работы, дополнительная обработка готовых блоков с помощью оборудования для пропитки может вызвать повреждение обработанных поверхностей.
Обнаружение негерметичных отливок на этом позднем этапе производства представляет собой потенциально значительную потерю производственного времени (литье, механическая обработка, сборка), а также материалов. Снятие лома — это крайняя мера, поэтому требуется альтернативный метод пропитки.
Давление прикладывают с помощью пистолета Spot-Seal для пропитки герметиком пористости, останавливая утечку. Impregnation Solutions Ltd. Поскольку Spot-Seal представляет собой процесс пропитки под давлением, он наносится непосредственно на участок отливки, где находится обнаружена утечка. Во многих случаях это может быть связано с отверстием под болт, обработанным механической обработкой, поэтому никакие другие части отливки не затронуты.
Герметик быстро затвердевает внутри пористости, но любые остатки герметика на поверхности остаются жидкими, поэтому его легко смыть без риска загрязнения и повреждения.По словам разработчика, процесс происходит быстро, а восстановление обычно составляет 100%.
В рамках более крупного производственного процесса двигателя пропитка Spot-Seal является как ручной, так и мобильной, поэтому ее можно наносить на деталь на линии. Затем заготовку можно вернуть в производство или сборку в короткие сроки.