Замена направляющих втулок клапанов (инструкция, фото,видео)
Автор Павел Александрович Белоусов На чтение 7 мин. Просмотров 830
Содержание
- Причины преждевременного износа втулки клапана
- Симптомы износа
- Как определить, что направляющие втулки изношены
- Порядок замены направляющих втулок клапанов автомобилей ВАЗ
- Процесс замены
- 1. Описание наставки
- 2. Процесс снятия изношенной направляющей и установка новой
- Видео: Замена направляющих втулок клапанов.
Ранее для изготовления головки блока цилиндров использовался чугун. В нем высверливались отверстия, в которые вставляли клапаны. Потребность в направляющих втулках отсутствовала, так как чугун стоек к износу. К концу 20 века автопроизводители отказались от чугунных ГБЦ. Связано это было с большим весом чугуна и плохим теплоотведением. Преимущество алюминиевых сплавов: хорошая теплопроводность, легкий вес и легкая обработка, но они быстро изнашиваются от трения. Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Поэтому в конструкцию ГБЦ внесена дополнительная деталь – направляющая втулка клапана.
Причины преждевременного износа втулки клапана
Так как направляющие клапанов установлены внутри ГБЦ и изготавливаются (в зависимости от модели мотора) из чугуна, бронзы, латуни или сплавов, не каждый автолюбитель знает об их существовании. Вызвано это тем, что ресурс втулок составляет от 200000 км пробега.
Единственной неисправностью является механический износ внутренней поверхности в результате трения. На скорость износа влияют следующие факторы:
- своевременность замены и качества моторного масла;
- температурный режим работы ДВС;
- качество горючей смеси;
- исправность системы питания;
- правильность регулировки системы зажигания;
В результате износа направляющей стержень клапана теряет центрированность и двигается с перекосом, что не обеспечивает необходимую герметичность между седлом и тарелкой клапана. В итоге в камеру сгорания попадает масло, во впускной или выпускной коллектор прорывается горящая горючая смесь, что приводит к преждевременному износу узлов и деталей.
Симптомы износа
Главный симптом изношенности направляющих втулок — повышенный расход моторного масла. Связано это с тем, что при децентрированном ходе клапана маслосъемные колпачки перестают выполнять работу и через увеличенный зазор между клапаном и внутренней частью втулки в цилиндры попадает моторное масло.
Признаки повышенного расхода масла из-за изношенных втулок следующие:
- сизый дым из выхлопной трубы;
- повышенная дымность работающего двигателя;
- нагар на электроде свечи зажигания светлого пушистого вида;
- наличие на юбке или резьбе масла.
Как определить, что направляющие втулки изношены
Масло в цилиндры попадает и по причине неисправности деталей цилиндро-поршневой группы. Чтобы исключить данную причину, необходимо замерить компрессию. Это исключит неисправность поршневых колец.
Осмотрите свечи зажигания. Наиболее загаженная свеча говорит о проблемах в данном цилиндре.
- Открутите гайки, крепящие клапанную крышку к ГБЦ, и снимите ее.

- Ослабьте цепь и, совместив метки, открутите и снимите шестерню распредвала.
- Постепенно и поочередно открутите постель распредвала и снимите ее.
- Демонтируйте коромысла, разблокируйте пружины клапанов цилиндра, в котором свеча больше всего покрыта нагаром.
- Аккуратно снимите маслосъемный колпачок и покачайте клапан в стороны, двигая вверх-вниз. Если при движении имеется боковой люфт, то требуется замена втулки.
В рабочем состоянии зазор между клапаном и направляющей минимален и не позволяет клапану двигаться в горизонтальном направлении (только вверх или вниз). Поэтому любое боковое качание означает износ втулки.
Прежде чем покупать новые направляющие, желательно снять клапаны и вместе с ними прийти в магазин. И при выборе обязательно пробуйте их посадку на шток клапана.
Направляющая втулка на штоке клапана должна двигаться легко, но при этом она не должна болтаться.
Необходимо это для того, чтобы в дальнейшем вам не пришлось снова идти в магазин, если втулки по каким-то причинам не подойдут.
Порядок замены направляющих втулок клапанов автомобилей ВАЗ
Для замены надо демонтировать ГБЦ и дополнительно иметь специальную наставку для снятия и установки. Однако не стоит пугаться, так как конструкция наставки проста, и вместо нее используйте подходящие по параметрам втулки подручные средства.
- Снимаем навесное оборудование, которое мешает снятию головки блока цилиндров.
- Снимаем клапанную крышку.
- Ослабляем цепь газораспределительного механизма и снимаем шестерню распредвала (не забудьте совместить метки).
- Демонтируем головку блока цилиндров и ставим ее на чистую ровную поверхность.
- Снимаем распредвал с постелью (гайки откручивайте постепенно, иначе постель встанет на перекос и вы ее не снимете).
- Снимаем коромысла и пружины.
- Проверяем люфт клапанов. Там, где он есть, клапаны удаляем, там, где его нет, устанавливаем на место пружины.
- Переворачиваем ГБЦ и со стороны камеры сгорания наставкой выбиваем направляющие.

- Устанавливаем новые втулки и собираем двигатель (при сборке не забудьте соблюсти момент затяжки гаек и ее порядок).
Процесс замены
Как уже говорилось выше, для снятия и установки направляющих необходима специальная наставка. Рассмотрим, что она из себя представляет и как ей пользоваться.
1. Описание наставки
Оправка для снятия и установки направляющей состоит из двух частей.
Первая часть представляет собой шток определенной длины, обработанный на токарном станке и имеющий в определенных местах разный диаметр. Самый большой диаметр штока занимает основную его длину и составляет 18 мм. За эту часть шток удерживается рукой, и она ограничивает проскакивание штока на другую сторону при снятии втулки, что предохранит поверхность головки блока от удара молотком. Диаметр второй части штока равен диаметру втулки. Длина этой части равняется глубине отверстия, в котором размещена втулка. Третья часть штока самая короткая — ее диаметр соответствует внутреннему диаметру штока клапана (диаметру внутренней поверхности направляющей). Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Ее предназначение заключается в том, чтобы при выбивании втулки направление штока строго соответствовало направлению втулки и не создавался перекос штока при ударе по нему молотком.
Вторая часть штока похожа на торцевую головку. Отличает ее от торцевой головки отсутствие внутри граней (цилиндрическое отверстие с диаметром и длиной, равной диаметру и длине верхней части направляющей). В верхней части головки имеется отверстие с диаметром, равным внутреннему диаметру втулки и внешнему размеру штока с рабочей стороны.
Как видно из описания оправки, найти ей замену из подручных средств не так сложно. Для этого как минимум понадобится цилиндрический стержень удобной длины, диаметр которого с одной стороны равняется внешнему диаметру втулки. В качестве наставки можно использовать старый шток маслонасоса от ВАЗ, предварительно сточив шестерню.
Для установки направляющей на место используйте торцевую головку подходящего диаметра либо подходящую полую трубку.
Далее в тексте будут использоваться термины «оправка», «шток», «головка», подразумевающие под собой как специальную оправку, так и подходящие подручные средства.
2. Процесс снятия изношенной направляющей и установка новой
Для снятия втулки переворачиваем ГБЦ рабочей частью вверх. Далее берем шток, вставляем в отверстие клапана и молотком аккуратно выпрессовываем.
В данном процессе важна точность удара. Если вы попадете молотком по поверхности головки блока, то это приведет к нарушению плоскости ГБЦ. Чтобы выбить втулку, удар должен быть сильным, а для этого лучше использовать тяжелый молоток.
Чтобы установить новую втулку, разместите ГБЦ на поверхности в положении, в котором она размещается на двигателе. Затем возьмите новую втулку, смажьте внешнюю поверхность маслом и установите ее в нужное отверстие.
Далее наденьте на нее головку и вставьте шток. Аккуратно ударяя молотком по верху штока, запрессуйте направляющую втулкуна место.
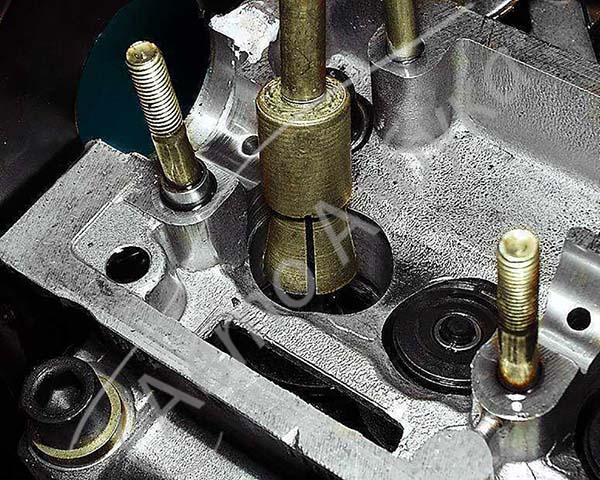
При установке обратите внимание, чтобы выбранные подручные средства не касались верха седла сальника (отмечен стрелочкой 1), так как при ударе седло деформируется или от него отколется кусок. Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Головка должна упираться в основание седла сальника (отмечено стрелочкой 2).
Со снятием и установкой направляющей втулки проблем не возникает. Это простая процедура, которая требует определенных знаний, аккуратности и точности при работе.
Видео: Замена направляющих втулок клапанов.
Печать
Реставратор для пластика и кожи 5 минут и салон авто как новый. | 1490 р. | |||
Набор для ремонта стекла Ремонт стекла авто своими руками. | 1690 р. | |||
Зеркало видеорегистратор Vehicle Blackbox DVR видеорегистратор + зеркало заднего вида + камера заднего вида | 1990 р. | |||
Зеркало — бортовой компьютер 12в1 — видеорегистратор, GPS-навигатор, | 1990 р. | |||
Авточехлы из экокожи Салон будет как новый! | 3990 р. |
 ..
..Замена Направляющих Втулок Клапанов двигателя в Минске
Наши услуги
Прейскурант цен 2022 год
- Телефон:
+375 (29) 739 42 00
- Адрес:
г. Минск, Уручье, СТК «Боровая»
- Режим работы:
Пн. — Пт. 9.00 — 18.00
Сб. — Вс. — Выходной
Одной из ремонтных процедур ГБЦ является замена направляющих втулок клапанов. Данная деталь отвечает за точный ход штока клапана и плотное прилегание его тарелки к седлу.
Изготавливаются направляющие, как правило, из материала рассчитанного на серьезные динамические и температурные нагрузки. Поэтому служат довольно долго – до 200-300 тысяч км. пробега. Однако, как и все элементы головки блока, со временем подвергаются износу. Из-за этого может нарушиться их соосность со стержнем клапана. Последний начинает люфтить и разбивать седло, а также повреждать маслосъемные колпачки.
- Повышенный расход масла;
- Посторонние шумы в области ГБЦ;
- Излишний нагар на свечах зажигания.
Первоначально старые направляющие выпрессовываются из ГБЦ. Данную процедуру в нашем сервисе мы выполняем с помощью оправок из латуни или бронзы, а также специального съемника, что исключает повреждение посадочного стакана втулки в головке.
Определенные особенности выпрессовки старых втулок существуют в зависимости от материала их исполнения. Если бронзовые направляющие довольно легко поддаются извлечению то, их чугунные аналоги с трудом выходят из ГБЦ без ее разогрева до 100 и более градусов Цельсия. Нагрев головки позволяет уменьшить натяг.
Если бронзовые направляющие довольно легко поддаются извлечению то, их чугунные аналоги с трудом выходят из ГБЦ без ее разогрева до 100 и более градусов Цельсия. Нагрев головки позволяет уменьшить натяг.
Для того чтобы установить новые втулки, головка снова разогревается в электропечи, вместе с этим направляющие втулки охлаждаются в жидком азоте. Это позволяет уменьшить натяг и исключить повреждение посадочного гнезда. Установка новых втулок осуществляется также при помощи оправок ударным способом.
Финальным этапом замены данных деталей является их калибровка или расточка. Её выполняют при помощи алмазных разверток. После этого проводятся проверка зазора клапана в рабочем отверстии втулки. Он должен варьироваться от 0.02 до 0.04 мм. Как меньший, так и больший зазор могут привести к заклиниванию клапана либо его преждевременному износу.
Почему менять втулки клапанов выгодно у нас?
- У нас работают квалифицированные мастера по ремонту ГБЦ;
- Мы работаем на точном импортном оборудовании;
- Мы даем Гарантию на работы!
- Бесплатная доставка по Минску.

Цена услуги
Best
- Для легковых автомобилей!
Записаться
Направляющие клапанов · Technipedia · Motorservice
Информация о диагностике
Практические советы по замене и ремонту
На что следует обратить внимание при замене и ремонте клапанов?
При замене клапанов очень важно также проверить направляющие клапанов. Косвенное повреждение клапанов часто может быть вызвано старыми и изношенными направляющими клапанов. Также узнайте о стандартных значениях зазора направляющих клапанов.
Ситуация
Изношенные, погнутые или прогоревшие сквозные клапаны заменяются. Однако часто направляющие клапанов не проверяют на возможность повторного использования, хотя повреждение клапанов часто было вызвано износом направляющих клапанов.
Следующие повреждения клапанов и проблемы с уплотнением могут быть вызваны изношенной направляющей клапана:
- Прогоревшая головка клапана
- Разрывы галтелей клапанов
- Разрывы канавок под сухари клапанов
- Чрезмерный износ поверхностей стержней клапанов
- Износ коромысла с одной стороны
- Повышенный расход масла из-за износа маслосъемных колпачков
- Изношенные или прогоревшие вкладыши седел клапанов
Довольно часто производители автомобилей не планируют ремонт головки блока цилиндров. В каталогах запасных частей не указаны номера запасных частей для новых направляющих клапанов. Даже в документации для мастерских, особенно для легковых автомобилей, нет никаких указаний о том, что делать при замене клапанов. Кроме того, не упоминаются размеры износа, необходимые для оценки состояния всего клапанного механизма.
Кроме того, не упоминаются размеры износа, необходимые для оценки состояния всего клапанного механизма.
Ниже перечислены стандартные зазоры направляющих клапанов. Эта информация может использоваться в качестве альтернативы в качестве стандартных значений, если производитель транспортного средства не предоставляет никаких значений или замена компонентов клапанного механизма не разрешена.
В случае головок цилиндров с воздушным охлаждением и высокопроизводительных двигателей из-за более высокой тепловой нагрузки следует стремиться к верхнему диапазону допуска зазора.
| Диаметр штока | Зазор: Впускные клапаны | Clearance: Exhaust valves |
|---|---|---|
| 5 to 7 mm | 10 — 40 μm | 25 — 55 μm |
| 7 to 9 mm | 20 — 50 μm | 35 — 65 μm |
| от 9 до 12 мм | 40–70 мкм | 55–85 мкм |
 2
2При необходимости замены клапана зазор между штоком клапана и внутренним диаметром направляющей не должен превышать указанных значений. Если зазор слишком велик или направляющие втулки клапанов изношены неравномерно, имеют коническую форму или развальцовку, их необходимо заменить.
В частности, для клапанов с диаметром юбки менее 8 мм выбитые направляющие клапанов имеют большое значение. В случае выбитой направляющей клапана головка клапана эксцентрично опирается на одну сторону седла клапана и втягивается в седло за счет усилия зажима пружины (пружин) клапана (рис. 2). Это может привести к поломке клапана в течение более длительного периода времени. Из-за возникающего переменного напряжения изгиба клапан ломается в месте пересечения юбки и головки клапана.
Для клапанов, которые приводятся в действие с помощью коромысла или коромысла пальцевого типа, выбитые направляющие клапана приводят к повышенному радиальному приложению силы к штоку клапана. В результате происходит поломка клапанов в районе канавки половинок сухарей клапанов.
Установка новых направляющих клапанов
Направляющие клапана удерживаются на месте в головке блока цилиндров запрессовкой. Направляющие клапана, поставляемые Motorservice, уже полностью обработаны по внутреннему диаметру.
Внимание:
Из-за процедуры запрессовки направляющие клапанов могут быть слегка сужены в радиальном направлении по внутреннему диаметру. Степень этой деформации зависит от соотношения диаметра отверстия корпуса и наружного диаметра направляющей. Кроме того, жесткость двух компонентов может играть решающую роль. При наличии сильных различий в жесткости стенки корпуса радиальная деформация может весьма существенно различаться по ее длине.
По этой причине после запрессовки направляющих перед установкой клапанов необходимо проверить наличие необходимого зазора. Искривления внутреннего диаметра направляющей клапана могут неблагоприятно повлиять на работу направляющей. Во избежание перекосов диаметр и форму новых направляющих необходимо подогнать разверткой.
Дополнительная информация
При установке и снятии направляющих клапанов следите за правильным прогревом ГБЦ (указывается производителем двигателя). Используйте подходящие монтажные оправки. Дополнительное охлаждение направляющих клапанов облегчает сборку.
Ключевые слова :
клапан , направляющая клапанаГруппа товаров :
Клапанный механизмвидео
Комплектация ГБЦ для грузовых автомобилей
Группы продуктов на ms-motorservice.
 com
com Только для технического персонала. Все содержимое, включая изображения и диаграммы, может быть изменено. Для назначения и замены обратитесь к текущим каталогам или системам, основанным на TecAlliance.
Подгонка направляющей клапана| Инструменты и расходные материалы Goodson
Направляющая клапана предназначена для поддержки клапана во время работы, а также для передачи тепла для охлаждения. Хорошо, мы все знаем эту часть, и когда направляющие изнашиваются, они увеличивают расход масла и теряют способность передавать тепло, и именно тогда нам нужно заменить и изменить размер направляющей клапана. Изношенные направляющие будут втягивать масло вниз по штоку клапана и образовывать налет или кокс на левой стороне клапана. Это будет препятствовать потоку воздуха и ухудшит работу двигателя. Слишком много масла попадает на шток клапана, и мы можем столкнуться с механическим отказом из-за повышенной вероятности преждевременного зажигания.
Износ направляющих клапанов также может быть причиной поломки штоков клапанов. Когда направляющая изношена, она больше не направляет клапан концентрически вверх и вниз и фактически позволяет клапану начать изгибаться и отскакивать от седла клапана под разными углами. Через какое-то время головка отламывается, и в «Ка-Бум» у вас есть маленькие кусочки поршня и камеры сгорания, которые объединяются, как блендер, и буквально останавливают этот двигатель.
Чтобы избежать подобных отказов, необходимо поддерживать надлежащие зазоры. Туда, откуда я родом, если слишком туго, то будет прилипать, а если слишком свободно, то будет дымить. Итак, сегодня я расскажу о различных методах определения размеров направляющих клапанов. Я знаю, что вы, вероятно, сняли и установили сотни направляющих клапанов, может быть, даже тысячи, так что вы знаете, что они изменились за эти годы. Направляющие меньше на внутреннем диаметре, поэтому вам нужно удалить больше материала, а материал направляющей тверже, чем коленная чашечка Супермена, так что это действительно бросает вызов традиционным инструментам для измерения размеров. Направляющие также изготавливаются из различных комбинаций материалов, начиная от чугуна, бронзы, фосфористой бронзы и марганцевой бронзы.
Направляющие также изготавливаются из различных комбинаций материалов, начиная от чугуна, бронзы, фосфористой бронзы и марганцевой бронзы.
Когда-то штоки и направляющие клапанов на вторичном рынке были стандартных размеров, но теперь они немного отличаются. Компоненты, поставляемые с оригинальным оборудованием, по сравнению с компонентами, поставляемыми на вторичном рынке, могут привести к тому, что вам понадобится инструмент для калибровки, которого у вас нет на панели инструментов, или это не просто размер запаса, который есть в наличии у компаний, поставляющих в магазины. Более высокие обороты, более легкие клапаны и более прочные пружины клапанов — все это способствует нагрузкам, которым должны противостоять направляющие клапанов, и лучший способ справиться с этим — правильно и точно подобрать размер направляющих клапанов.
Итак, достаточно вступления. Давайте перейдем к самой интересной части определения размеров направляющих клапанов. У вас есть несколько вариантов размеров руководств. Я собираюсь пробежаться по различным инструментам, предоставив вам свое мнение о каждом.
Я собираюсь пробежаться по различным инструментам, предоставив вам свое мнение о каждом.
Начнем с накатки
Да, накатка все еще выполняется, хотя и не так часто, как раньше. В мире размеров направляющих клапанов накатка имеет место быть. Это недорогой ремонт, который требует простых инструментов и может выполняться на верстаке без использования сиденья и направляющей машины. Спиральная канавка создает место для хранения масла для смазки и теплопередачи. Накатка может спасти направляющую клапана от замены, если износ меньше 0,005, однако, на мой взгляд, это всего лишь лейкопластырь, который выйдет из строя примерно через 5000 миль. Размеры варьируются от 5,5 мм (0,216 дюйма) до 12,70 мм (0,500 дюйма) в номинальных размерах.
Развертки из быстрорежущей стали
Эти ребята по-прежнему используются для обработки чугуна. Они не нуждаются в смазке и должны использоваться с редуктором скорости. Однако я разговаривал с машинистами, которые с успехом используют смазку для продления срока службы разверток этого типа. Имейте в виду, что этот тип развертки имеет только один размер, поэтому вам понадобится полный набор, чтобы охватить все, что приходит в ваш магазин. Они доступны с шагом 0,0005 дюйма и 0,001 дюйма и доступны в диапазоне от 5 мм (0,019от 7 дюймов до 12 мм (0,472 дюйма). Помните также, что эти развертки не предназначены для закаленных направляющих и просто не работают с бронзовыми материалами. Стоимость не является важным фактором, однако развертки недешевы (по крайней мере, не хорошие), но они и не такие дорогие, как некоторые другие методы, которые мы рассмотрим.
Имейте в виду, что этот тип развертки имеет только один размер, поэтому вам понадобится полный набор, чтобы охватить все, что приходит в ваш магазин. Они доступны с шагом 0,0005 дюйма и 0,001 дюйма и доступны в диапазоне от 5 мм (0,019от 7 дюймов до 12 мм (0,472 дюйма). Помните также, что эти развертки не предназначены для закаленных направляющих и просто не работают с бронзовыми материалами. Стоимость не является важным фактором, однако развертки недешевы (по крайней мере, не хорошие), но они и не такие дорогие, как некоторые другие методы, которые мы рассмотрим.
Твердосплавные развертки
Недавно появившиеся на рынке, эти плохие парни специально разработаны для бронзы и марганцовистой бронзы. Конструкция с шестью канавками быстро справляется со всеми материалами из закаленной бронзы и доступна с шагом 0,0005 и 0,001. Твердосплавные развертки действительно можно перемещать в направляющей, поэтому вы можете вставить их в электродрель или даже в свое сиденье и направляющую машину, чтобы получить размер без повреждения инструмента. Отделка, созданная восемью канавками, позволяет собирать большинство приложений без дополнительной отделки. Диапазон от 5,0 мм (0,19от 68 дюймов до 8,74 мм (0,3440 дюйма). Каждая из этих твердосплавных разверток также имеет расширенную нережущую направляющую часть для облегчения выравнивания с направляющей. Пилотная часть развертки имеет четыре канавки для подачи большего количества смазочно-охлаждающей жидкости в заготовку. Здесь мы также немного увеличили расходы, но помните, что твердосплавные развертки служат дольше, чем развертки из быстрорежущей стали, поэтому цену легче проглотить. Имейте в виду, что карбид очень хрупок… Предостережение: не роняйте его на пол, так как он не подпрыгнет, потому что сломается, что приведет к громкому произнесению множества специальных слов.
Отделка, созданная восемью канавками, позволяет собирать большинство приложений без дополнительной отделки. Диапазон от 5,0 мм (0,19от 68 дюймов до 8,74 мм (0,3440 дюйма). Каждая из этих твердосплавных разверток также имеет расширенную нережущую направляющую часть для облегчения выравнивания с направляющей. Пилотная часть развертки имеет четыре канавки для подачи большего количества смазочно-охлаждающей жидкости в заготовку. Здесь мы также немного увеличили расходы, но помните, что твердосплавные развертки служат дольше, чем развертки из быстрорежущей стали, поэтому цену легче проглотить. Имейте в виду, что карбид очень хрупок… Предостережение: не роняйте его на пол, так как он не подпрыгнет, потому что сломается, что приведет к громкому произнесению множества специальных слов.
Твердосплавные калибровочные шарики
Эти калибровочные шарики предназначены только для калибрования бронзовых вкладышей. Бронзовый вкладыш представляет собой быструю и простую систему ремонта направляющих, а размер направляющих вкладышей является прямым и точным. Приводимые в действие вручную или с помощью пневматического молота, они доступны с шагом 0,0005 дюйма и 0,001 дюйма, а размеры варьируются от 5 мм (0,196 дюйма) до 0,376 дюйма (376 дюймов). при использовании калибровочных шаров. Выстелите противень резиновым материалом, и мячи не будут отскакивать от скамейки на пол, так как это делает их поиск рутиной, и, конечно же, снова эти громкие слова.
Приводимые в действие вручную или с помощью пневматического молота, они доступны с шагом 0,0005 дюйма и 0,001 дюйма, а размеры варьируются от 5 мм (0,196 дюйма) до 0,376 дюйма (376 дюймов). при использовании калибровочных шаров. Выстелите противень резиновым материалом, и мячи не будут отскакивать от скамейки на пол, так как это делает их поиск рутиной, и, конечно же, снова эти громкие слова.
Хонинговальный инструмент для направляющих клапанов
Этот инструмент уже много лет служит рабочей лошадкой и по-прежнему хорошо справляется даже с современными материалами, работая как с чугуном, так и с бронзой. Он работает так же, как цилиндрический хонинговальный станок с использованием традиционного керамического абразива, поэтому вы полностью контролируете качество отделки и размер. Но от вас зависит, чтобы канал ствола был круглым и прямым. Направляющий хонинговальный инструмент позволяет производить необходимую отделку как чугуна, так и бронзы. Этот хонинг требует много хонинговального масла, но также позволяет вам регулировать примерно 0,005 дюйма на оправку. В этом хоне используются стандартные стекловидные абразивы, он прост в использовании и не требует приспособления для настройки. От 4,7 мм (0,185 дюйма) до 16,5 мм (0,650 дюйма) для направляющих клапанов, он также может быть расширен для использования на отверстиях подъемника, что делает его универсальным инструментом. Конечно, эта универсальность требует дополнительных затрат. Начало работы обходится умеренно дорого, но добавление новых оправок, втулок и камней очень доступно.
В этом хоне используются стандартные стекловидные абразивы, он прост в использовании и не требует приспособления для настройки. От 4,7 мм (0,185 дюйма) до 16,5 мм (0,650 дюйма) для направляющих клапанов, он также может быть расширен для использования на отверстиях подъемника, что делает его универсальным инструментом. Конечно, эта универсальность требует дополнительных затрат. Начало работы обходится умеренно дорого, но добавление новых оправок, втулок и камней очень доступно.
Алмазная развертка/хонинговальная машина
Несколько лет назад компания Sunnen представила эту эксклюзивную в отрасли «Алмазную развертку с одним ходом» для направляющих. У этого инструмента много чего есть. Подходит как для чугуна, так и для бронзы. Он очень прост в использовании и регулируется в диапазоне 0,005 дюйма на оправку. Этот однопроходный регулируемый инструмент после настройки изменяет размер направляющей клапана за один проход. Быстроразъемный привод значительно упрощает этот процесс перехода от направляющей клапана к направляющей клапана. Его регулируемый диапазон 0,005 дюйма легко настроить, но для этого требуется инструмент для регулировки втулки. Этот калибровочный инструмент очень прочен, обеспечивает длительный срок службы и охватывает диапазон от 6,0 мм (0,233 дюйма) до 9 мм.0,63 мм (0,379 дюйма). Цена выше, чем у других методов, но если вы делаете много руководств, это может быть инструментом для вас.
Его регулируемый диапазон 0,005 дюйма легко настроить, но для этого требуется инструмент для регулировки втулки. Этот калибровочный инструмент очень прочен, обеспечивает длительный срок службы и охватывает диапазон от 6,0 мм (0,233 дюйма) до 9 мм.0,63 мм (0,379 дюйма). Цена выше, чем у других методов, но если вы делаете много руководств, это может быть инструментом для вас.
Это новинка в блоке, полностью регулируемая в диапазоне от 0,010 до 0,039 дюйма на оправку. Он легкий, простой в использовании и может заточить любой материал, переходя от чугуна к бронзе, не пропуская ни секунды. Оправки доступны от 5,0 мм (0,193 дюйма) до 9,9 мм (0,393 дюйма). Для этого инструмента требуется много хонинговального масла, но он не требует какого-либо приспособления для настройки. Алмазный абразив прослужит долгое время (я имею в виду очень долгое время), поэтому его первоначальная стоимость более чем компенсируется почти несуществующей стоимостью запасных частей. То же самое и здесь, поскольку оператор несет всю ответственность за то, чтобы направляющее отверстие было круглым и прямым.
Как насчет финиша?
RA отделка по всей доске, как я обнаружил во время исследования для этой статьи. Большинство согласны с тем, что слишком шероховатая поверхность сократит срок службы, а слишком гладкая не позволит удерживать достаточное количество масла в отверстии для обеспечения необходимой смазки и теплопередачи. Мое исследование показало, что диапазон составляет где-то между 30 RA и 80 RA. Предполагается, что бронза является меньшим или более гладким RA, особенно для высокой производительности, а чугун имеет тенденцию быть выше по шкале, особенно для дизельного топлива, поскольку этот более грубый RA будет содержать столь необходимое масло для смазки дизельного топлива и теплопередачи.
Большинство разверток, за исключением карбидных разверток, не обеспечивают необходимого финишного покрытия RA, необходимого для этих новых применений направляющих клапанов. Алмазные хонеры и алмазные развертки обеспечат чистовую отделку, как и абразивные направляющие хоны, но обычные развертки нуждаются в небольшой помощи с другим инструментом после того, как направляющие клапанов подойдут по размеру. Используя Flex-хонинговку малого диаметра, вы получите еще пару положительных RA, а затем выполните точилку Ultra-Finish или Plateau Soft. Да, эти мягкие хонинговальные оправки изготовлены из того же материала, который вы используете для окончательной обработки цилиндров. Мое тестирование показало, что комбинация flex-hone и Ultra-Hone дала результат с однозначным числом. Опять же, отделка RA напрямую связана с применением. Всегда консультируйтесь с вашим поставщиком направляющих клапанов, чтобы определить, какой RA вам нужен для этого применения.
Используя Flex-хонинговку малого диаметра, вы получите еще пару положительных RA, а затем выполните точилку Ultra-Finish или Plateau Soft. Да, эти мягкие хонинговальные оправки изготовлены из того же материала, который вы используете для окончательной обработки цилиндров. Мое тестирование показало, что комбинация flex-hone и Ultra-Hone дала результат с однозначным числом. Опять же, отделка RA напрямую связана с применением. Всегда консультируйтесь с вашим поставщиком направляющих клапанов, чтобы определить, какой RA вам нужен для этого применения.
Вот что я знаю об инструментах для калибровки направляющих клапанов, которые, как мне известно, сегодня представлены на рынке, но мои технические специалисты сломили бы мне голову, если бы я не упомянул об измерении направляющих клапанов. Вы просто не можете больше угадывать или использовать метод «на ощупь», когда дело доходит до определения внутреннего диаметра направляющей клапана. Вы должны измерить! Лучший инструмент, конечно, если это циферблатный нутромер. Точно так же, как калибр цилиндра, вам нужно, чтобы отверстие было круглым, прямым и по размеру. Циферблатный калибр позволяет увидеть, где пики и впадины находятся в направляющем отверстии.
Точно так же, как калибр цилиндра, вам нужно, чтобы отверстие было круглым, прямым и по размеру. Циферблатный калибр позволяет увидеть, где пики и впадины находятся в направляющем отверстии.
Конечно, есть и разъемный шариковый датчик. Теперь это может быть очень точным инструментом в правильных руках. Мне нравится настраивать его как индикатор «годен-не-годен». Я использую микрометр, чтобы установить максимальный диаметр в зависимости от того, над чем я работаю. Затем быстрая проверка всех направляющих отверстий подсказала мне, какие направляющие нужно заменить, а какие нет. Если он попадет в направляющую клапана, то я сразу узнаю, что направляющая клапана не соответствует требованиям и ее необходимо заменить. Я не могу сказать этого достаточно, всегда сначала измеряйте, а затем вы можете использовать старый метод «на ощупь» для окончательного подтверждения вашей работы.
Итак, какой инструмент лучше всего подходит для вашей мастерской? Это зависит от вас. Доллары играют роль, так как это может быть серьезной инвестицией.