Момент затяжки гбц МТЗ 82 и МТЗ протяжки головки МТЗ 82
В поршне двигателя Д-245 в канавку под верхнее компрессионное кольцо трапецеидальной формы залита вставка из специального чугуна. В бобышках поршня двигателя расточены отверстия под поршневой палец. Поршни Д-243 по наружному диаметру юбки сортируются на три размерные группы (Б, С, М). Маркировка группы наносится на днище поршня.. Проверка затяжки болтов крепления головки блока цилиндров двс Д-243. Проверку затяжки болтов крепления головки цилиндров двс Д-243 трактора МТЗ-82/80 производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке: — снимите колпак и крышку головки цилиндров; — снимите ось коромысел с коромыслами и стойками. 3.4.13 Проверка затяжки болтов крепления головки цилиндров. Проверку затяжки болтов крепления головки цилиндров производите по окончании обкатки и через 1000 часов работы на прогретом дизеле в следующем порядке: снимите колпак и крышку головки цилиндров; снимите ось коромысел с коромыслами и стойками; динамометрическим ключом проверьте затяжку всех болтов крепления головки цилиндров в последовательности, указанной на рисунке 19, и, при необходимости, произведите подтяжку. . Обслуживание сапуна дизеля Д-245 и его модификаций не требуется. 3.4.15 Замена фильтрующего элемента фильтра тонкой очистки топлива. Срок службы фильтрующего элемента зависит от чистоты применяемого топлива. Особенности затяжки головки блока цилиндров двигателя внутреннего сгорания. Далее мы поговорим о том, какой порядок затяжки болтов ГБЦ нужно. ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т.д. Сборочные детали головки дизеля Д-245.12 (рис. Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. Км пробега на прогретом дизеле. Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. Км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов. Зазоры клапанов нужно проверять при температуре не более 60°С. Установка ТНВД дизеля Д-245. Установка механизма газораспределения Д-245.
. Обслуживание сапуна дизеля Д-245 и его модификаций не требуется. 3.4.15 Замена фильтрующего элемента фильтра тонкой очистки топлива. Срок службы фильтрующего элемента зависит от чистоты применяемого топлива. Особенности затяжки головки блока цилиндров двигателя внутреннего сгорания. Далее мы поговорим о том, какой порядок затяжки болтов ГБЦ нужно. ДВС, ускоренному износу трущихся деталей, заклиниванию мотора и т.д. Сборочные детали головки дизеля Д-245.12 (рис. Проверку затяжки болтов крепления головки цилиндров нужно производить после обкатки и через каждые 40тыс. Км пробега на прогретом дизеле. Зазоры между клапанами и коромыслами проверяйте и, при необходимости, регулируйте через каждые 20 тыс. Км пробега, а так же после снятия головки цилиндров, подтяжки болтов крепления головки цилиндров и при появлении стука клапанов. Зазоры клапанов нужно проверять при температуре не более 60°С. Установка ТНВД дизеля Д-245. Установка механизма газораспределения Д-245.
Все о тракторе МТЗ-82: устройство, эксплуатация, ремонт, технические характеристики и ремонт. Двигатель Д-240: ремонт двигателя МТЗ. Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики » » Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л.с. Фото двигателя Устройство двигателя В двигателе д-240 реализована неразделенная камера сгорания с объемно-пленочным образованием рабочей смеси. Одна часть впрыскиваемого топлива распыляется в объеме камеры сгорания, а другая растекается по ее поверхности, создавая тонкую пленку.
Двигатель Д-240: ремонт двигателя МТЗ. Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики » » Двигатель Д-240 трактора МТЗ-82: устройство, ремонт и характеристики На трактор МТЗ-82 устанавливается четырехцилиндровый четырехтактный дизельный двигатель Д-240 с электростартером (Д-240Л с пускачем). Мощность двигателя составляет 59 кВт или 80 л.с. Фото двигателя Устройство двигателя В двигателе д-240 реализована неразделенная камера сгорания с объемно-пленочным образованием рабочей смеси. Одна часть впрыскиваемого топлива распыляется в объеме камеры сгорания, а другая растекается по ее поверхности, создавая тонкую пленку.
Первая часть дизельного топлива активно смешивается с потоком нагретого сжатого воздуха, при это происходит интенсивное испарение и сгорание — протекает процесс предварительного воспламенения топлива. Шатровая форма камеры сгорания способствует образованию завихрений воздушного потока и лучшему смешиванию воздуха и топлива. Часть топлива находясь в виде пленки испаряется, нагреваясь от потока сжатого горячего воздуха и стенки камеры сгорания. Поэтапно создающийся процесс сгорания топлива, образует условия для мягкой экономичной работы двигателя.
Поэтапно создающийся процесс сгорания топлива, образует условия для мягкой экономичной работы двигателя.
Как и любые подобные дизели, двигатель Д-240 состоит из газораспределительного (ГРМ) и кривошипно-шатунного механизма (КШМ), а также ис систем: охлаждения, смазки, пуска и питания.
Механизм ГРМ и клапаны двигателя Д-245 Распределительный механизм (ГРМ) Д-245 МТЗ-892, МТЗ-92П состоит из распределительного вала, впускных и выпускных клапанов, а также деталей их установки и привода: толкателей, штанг, коромысел, регулировочных винтов с гайками, тарелок с сухариками, пружин, стоек и оси коромысел. Распредвал Д-245 – пятиопорный, приводится в действие от коленчатого вала через шестерни распределения. Подшипниками распределительного вала служат пять втулок, запрессованных в расточки блока. Передняя втулка (со стороны вентилятора) из алюминиевого сплава имеет упорный бурт, удерживающий распредвал от осевого перемещения, остальные втулки из специального чугуна.
Толкатели клапанов Д-245 – стальные.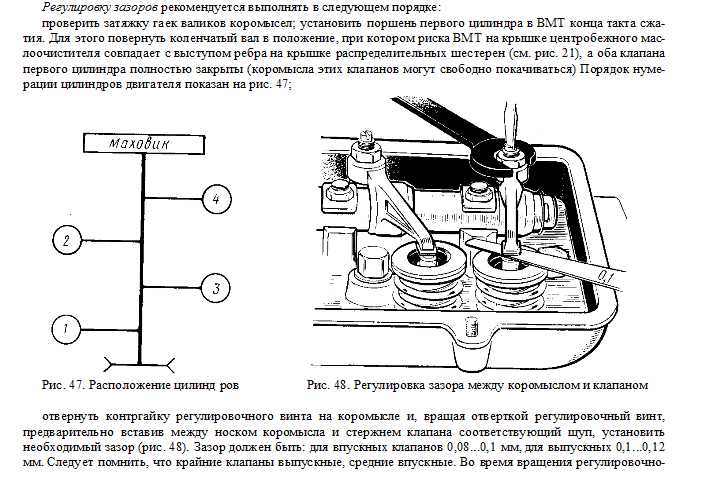 Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм).
Рабочая поверхность тарелки толкателя наплавлена отбеленным чугуном и имеет сферическую поверхность большого радиуса (750 мм).
В результате того, что кулачки распредвала изготовлены с небольшим наклоном, толкатели в процессе работы совершают вращательное движение. Штанги толкателей изготовлены из стального прутка. Сферическая часть, входящая внутрь толкателя, и чашка штанги закалены. Коромысла клапанов двигателя Д-245 МТЗ-892, МТЗ-92П — стальные, качаются на оси, установленной на четырех стойках.
Крайние стойки — повышенной жесткости. Ось коромысел полая, имеет восемь радиальных отверстий для подвода масла к коромыслам. Перемещение коромысел вдоль оси ограничивается распорными пружинами.
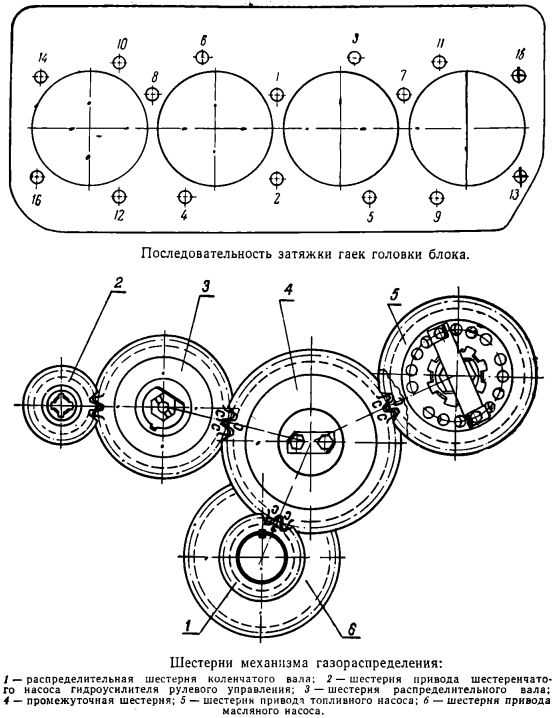
Впускные и выпускные клапаны Д-245 изготовлены из жаропрочной стали. Они перемещаются в направляющих втулках, запрессованных в головку цилиндров. Каждый клапан закрывается под действием двух пружин: наружной и внутренней, которые воздействуют на клапан через тарелку и сухарики. Уплотнительные манжеты, установленные на направляющие втулки клапанов, исключают попадание масла в цилиндры дизеля и выпускной коллектор через зазоры между стержнями клапанов и направляющими втулками. Согласованная работа топливного насоса высокого давления и механизма газораспределения двигателя Д-245 обеспечивается установкой шестерен распределения по меткам в соответствии с рисунком 1. Схема установки шестерен распределения двигателя Д-245 1 — шестерня распределительного вала; 2 — промежуточная шестерня; 3 — шестерня коленчатого вала; 4 – шестерня привода топливного насоса.
Согласованная работа топливного насоса высокого давления и механизма газораспределения двигателя Д-245 обеспечивается установкой шестерен распределения по меткам в соответствии с рисунком 1. Схема установки шестерен распределения двигателя Д-245 1 — шестерня распределительного вала; 2 — промежуточная шестерня; 3 — шестерня коленчатого вала; 4 – шестерня привода топливного насоса.
Порядок Затяжки Головки Двигателя Д-245
На фаски клапанов Д-245 или на фаски гнезд головки цилиндров нанести пасту, приготовленную из специального состава. Состав разводят в дизельном масле до сметанообразного состояния. Для повышения качества рекомендуется добавлять олеиновую или стеариновую жирную кислоту. Притирку клапанов Д-245 МТЗ-892, МТЗ-92П продолжайте до тех пор, пока на фаске клапана и на фаске седла клапана не появится непрерывный матовый поясок шириной не менее 1,5 мм, разрывы полоски или наличие рисок не допускаются. Допускается разность ширины пояска не более 0,5 мм. После притирки клапаны и головку блока двигателя рекомендуется промыть.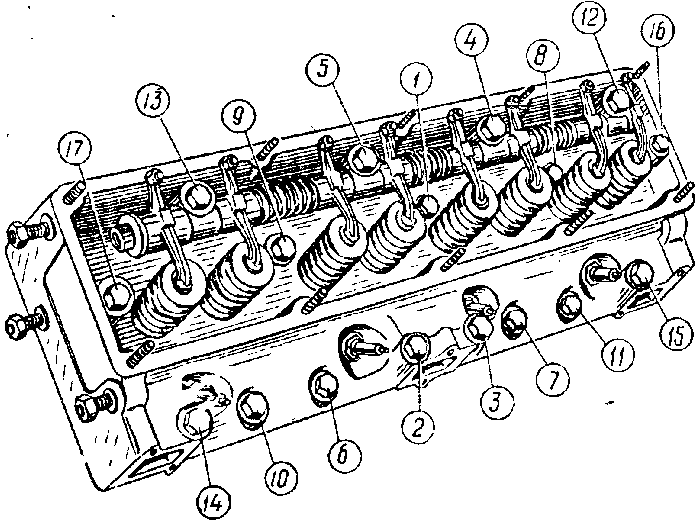
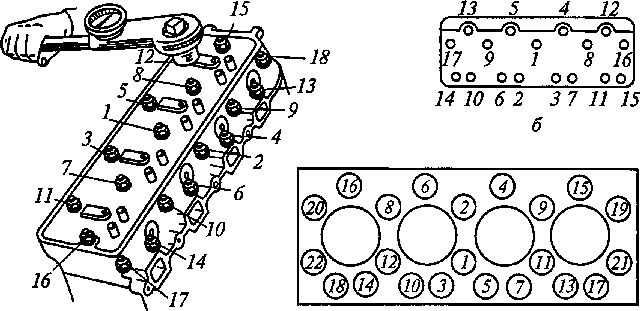
При сборке головки стержень клапана смазать моторным маслом. Притирку клапанов Д-245 возможно производить вручную, с помощью слесарного приспособления, но трудоемкость операции притирки при этом значительно увеличивается. Проверка затяжки болтов крепления головки блока цилиндров Д-245 Проверку затяжки болтов крепления головки блока цилиндров производите по окончании обкатки и через каждые 40 тыс. Км пробега на прогретом дизеле в следующем порядке: — снимите колпак и крышку головки цилиндров; — снимите ось коромысел с коромыслами и стойками; — динамометрическим ключом проверьте затяжку всех болтов крепления головки блока цилиндров в последовательности, указанной на рисунке 2, и, при необходимости, произведите подтяжку.
Момент затяжки — 220±10 Нм. После проверки затяжки болтов крепления головки блока цилиндров МТЗ-892, МТЗ-92П установите на место ось коромысел и отрегулируйте зазор между клапанами и коромыслами. Схема последовательности затяжки болтов крепления головки цилиндров Д-245 Проверка зазора между клапанами и коромыслами двигателя Д-245 Зазоры между клапанами и коромыслами двигателя проверяйте и, при необходимости, регулируйте через каждые 20 тыс.
ЧИТАЙТЕ ТАКЖЕ НА САЙТЕ
Устройство КИ установить на тарелку пружины клапана и отжимным кулачком переместить тарелку в верхнюю позицию. Любая разборка цилиндров в последующее время подразумевает аналогичные действия.
Момент затяжки головки д 240
Детали цилиндро-поршневой группы Д-240 трактора МТЗ-80 заменяют при увеличенном расходе картерного масла или повышенном проникновении газов в картер дизеля, замеренных диагностическими средствами. Если диагностические параметры достигли значений, превышающих допустимые, то дизель разбирают.
Для проведения технической экспертизы деталей снимают головку цилиндров и поддон картера. Если после снятия головки на поверхности блока обнаружатся трещины, то дальнейшую разборку прекращают, дизель снимают с трактора и отправляют в ремонт.
При отсутствии явных дефектов демонтируют масляный насос, трубопроводы и крышки шатунных подшипников, извлекают поршни в сборе с шатунами из гильз цилиндров.
Среди деталей цилиндро-поршневой группы Д-240 трактора МТЗ-80 износу наиболее подвержены: поршневые кольца, поршень, втулка верхней головки шатуна, вкладыши шатунных подшипников, гильзы цилиндров (рис. 2.1.29, 2.1.30).
Диаметр гильзы замеряют (рис. 2.1.31) в месте наибольшего износа верхнего пояса гильзы сначала в плоскости, параллельной оси коленчатого вала, а затем в плоскости качания шатуна. Гильзу заменяют при износе ее рабочей поверхности более 0,4 мм на диаметр или при овальности и конусности, превышающих 0,06 мм.
Диаметр юбки поршня измеряют в плоскости, перпендикулярной к отверстию под поршневой палец (рис. 2.1.32). Кроме диаметра юбки, у поршня контролируют зазоры по высоте между канавками поршня и поршневыми кольцами (рис. 2.1.33). Если зазор между канавкой поршня и новым поршневым кольцом превышает допустимый размер, поршень заменяют.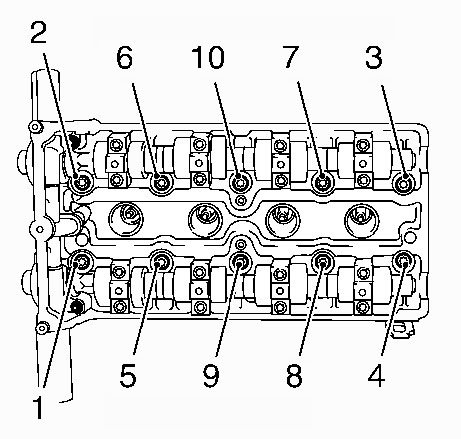
Рис. 2.1.29. Взаимное расположение деталей блока цилиндров Д-240
1 — блок цилиндров; 2 — болт; 3 — рым-болт; 4, 10, 14 — прокладки; 5 — корпус сальника; 6 — задний лист дизеля; 7 — опора картера; 8 — крышки; 9 — крышка коренного подшипника; 11 — щит; 12 — крышка шестерен; 13 — опора; 15 — втулки; 16 — пробка; 17 — гильза цилиндра; 18 — кольца гильзы
Рис. 2.1.30. Взаимное расположение деталей кривошипно-шатунной группы
1 — поршень; 2 — поршневые кольца; 3 — поршневой палец; 4 — втулка верхней головки шатуна; 5 — шатун; 6 — коренной вкладыш; 7 — маховик; 8 — крышка шатуна; 9 — вкладыш шатуна; 10 — коленчатый вал; 11 — противовес; 12 — болт
Рис. 2.1.31. Измерение диаметра гильзы цилиндра МТЗ-80
1 — индикаторный нутромер; 2 — гильза цилиндра; 3 — блок цилиндров
Рис. 2.1.32. Измерение диаметра юбки поршня
1 — микрометр; 2 — поршень
Рис. 2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
2.1.33. Измерение зазора между канавкой поршня и поршневым кольцом
1 — кольцо; 2 — поршень; 3 — пластинчатый щуп
Основные показатели поршневой группы двигателя Д-240 трактора МТЗ-80
Зазор между юбкой поршня и гильзой цилиндра, мм:
— номинальный — 0,18—0,20 — допустимый — 0,26
Зазор в замке поршневых колец, мм:
— номинальный — 0,40—0,80 — допустимый — 4,0
Зазор по высоте между канавкой поршня и поршневым кольцом, мм:
— для компрессионных колец — 0,08—0,12 — для маслосъемных колец — 0,05—0,09 — допустимый — 0,30
Цилиндро-поршневую группу в сборе заменяют при зазоре (разности диаметров) между юбкой поршня и гильзой, превышающем допустимое значение. Гильзы из блока выпрессовывают специальным съемником (рис. 2.1.34).
Рис. 2.1.34. Выпрессовка гильзы из блока цилиндров Д-240
1 — гильза цилиндра; 2 — съемник; 3 — блок цилиндров
Если диаметры гильзы и поршня в пределах нормы, рекомендуется выпрессовать гильзу из блока, повернуть ее вокруг оси на 90°, так как гильза и поршень более всего изнашиваются в плоскости качания шатуна, и вновь запрессовать гильзу в блок.
Поршневые кольца заменяют, если зазор в замке кольца превышает допустимое значение при установке кольца в неизношенную верхнюю часть гильзы.
Перед оборкой поршневой группы проверяют параметры поршневого пальца, шатуна и состояние втулки верхней головки шатуна. Втулку заменяют при увеличении диаметра отверстия под поршневой палец или ослаблении посадки в верхней головке шатуна.
Поршневой палец и втулку верхней головки шатуна заменяют при зазоре между пальцем и втулкой более 0,06 мм. Палец заменяют при овальности и конусности более 0,02 мм. Изгиб и скручивание шатуна проверяют на приборе КИ-724. При сборке шатуна в его верхнюю головку вначале запрессовывают втулку (рис. 2.1.36).
Рис. 2.1.36. Запрессовка втулки в верхнюю головку шатуна
1 —втулка; 2 — пресс; 3 — шатун
Чтобы подогнать отверстие втулки верхней головки шатуна под поршневой палец, его обрабатывают регулируемой разверткой или раскаткой. Зазор между отверстием втулки верхней головки шатуна и поршневым пальцем должен быть не более 0,03 мм.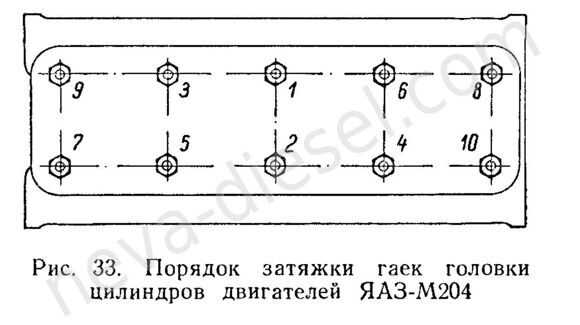
Читать также: Как засухарить клапана без рассухаривателя
Тонкостенные сменные вкладыши шатунных подшипников коленвала МТЗ-80 изготовлены с высокой точностью. Необходимый диаметральный зазор при неизменной постели подшипника обеспечивается соответствующими диаметрами шеек коленчатого вала. Поэтому вкладыши при ремонте дизеля заменяют без каких-либо подгоночных операций и только попарно.
Не допускаются: замена одного вкладыша из пары; опиливание или шабрение стыков вкладышей либо крышек подшипников; установка прокладок между вкладышами и постелью, между крышкой и шатуном. При замене размерная группа вкладышей должна соответствовать размерной группе шеек коленчатого вала.
Перед установкой новых деталей цилиндро-поршневой группы их подбирают по размерным группам. Гильзы цилиндров сортируют на размерные группы по внутреннему диаметру, а поршни — по наружному диаметру юбки в нижней части. Поршни и гильзы цилиндров, устанавливаемые на один дизель, должны быть одной размерной группы.
Размерные группы цилиндров и поршней дизеля Д-240
Группы/Диаметр гильзы цилиндра, мм/Макс. диаметр юбки поршня в нижней части, мм
М — 110,00—110,02 / 109.88—109,90 С — 110,02—110,04 / 109.90—109,92 Б — 110,04—110,06 / 109,92—109,94
Обозначение размерных групп нанесено на нерабочем верхнем торце гильзы и на днище поршня. Перед установкой гильзы в блок резиновые уплотнения заменяют. Гильзу устанавливают, нанося легкие удары молотком по ступенчатой оправке (рис. 2.1.37).
Если гильза входит в блок туго, то для ее запрессовки используют специальное винтовое приспособление (рис. 2.1.38). По окончании запрессовки намеряют выступание бурта гильзы над поверхностью блока индикатором (рис. 2.1.39). Выступание бурта должно быть в пределах 0,065— 0,165 мм.
Рис. 2.1.38. Запрессовка гильзы цилиндра винтовым приспособлением
1 — приспособление; 2 — блок цилиндров; 3 — гильза цилиндра
Рис. 2.1.39. Проверка выступания бурта гильзы цилиндра
1 — индикатор; 2 — гильза цилиндра; 3 — блок цилиндров
В случае утопания гильз допускается установка медных прокладок под бурт гильзы.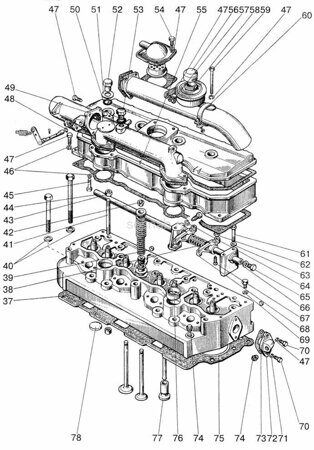 При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
При подборе поршней обращают внимание на размерные группы поршневых пальцев; их внутренняя поверхность и бобышка поршня маркированы краской. Поршни и поршневые пальцы Д-240 трактора МТЗ-80 подбирают одной размерной группы, что подтверждается одинаковой маркировкой.
Поршневой палец запрессовывают в поршень, предварительно нагрев поршень в масле до температуры 70—80° С. Разность между массами шатунов в сборе с поршнями, устанавливаемых на один дизельный двигатель, не должна превышать 15 г.
Упругость поршневых колец проверяют на приспособлении МИП-100. При зазоре в замках, равном 0,3—6,6 мм (рис. 2.1.41), упругость колец не должна превышать: первого (верхнего) — 60—82 Н, второго и третьего — 58—78 Н.
Поршневые кольца на поршень устанавливают в определенном порядке с использованием приспособления, которое предохраняет кольца от случайных поломок (рис. 2.1.42). Кольца, установленные в канавки поршня, должны свободно перемещаться при поворачивании поршня и утопать в канавках под действием собственной массы.
Рис. 2.1.41. Измерение зазора в замке поршневого кольца
1 — пластинчатый щуп; 2 — поршневое кольцо
Рис. 2.1.42. Установка поршневого кольца
1 — поршень; 2 — приспособление; 3 — поршневое кольцо
Рис. 2.1.43. Конусная оправка для установки поршня
1 — поршень; 2 — оправка
Рис. 2.1.44. Установка поршня с шатуном в блок цилиндров МТЗ-80
1 — блок цилиндров; 2 — поршень; 3 — оправка
Замки первого и третьего поршневых колец располагают в канавках поршня под углом 180° относительно замков второго и четвертого колец.
Поршень в сборе с кольцами и шатуном обильно смазывают дизельным маслом и посредством конусной оправки (рис. 2.1.43) устанавливают в гильзу цилиндра, слегка постукивая по днищу поршня рукояткой молотка (рис. 2.1.44). Болты шатунных подшипников затягивают динамометрическим ключом в два — три приема.
Регулировочные данные при сборке дизеля Д-240
Момент окончательной затяжки гаек крепления головки цилиндров, Нм — 150—170
Момент затяжки шатунных подшипников, Нм — 140—160
Зазор между стержнем клапана и бойком коромысла (тепловой зазор) на холодном дизеле, мм — 0,25—0,30
Поршень при нахождении в ВМТ не должен выступать выше поверхности блока более чем на 0,5 мм.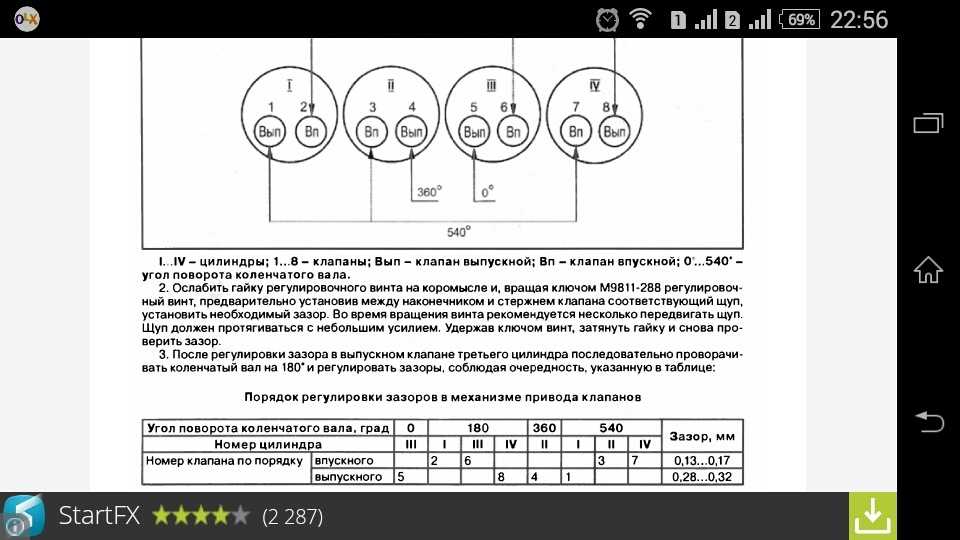 После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
После установки поршневой группы и крышек шатунных подшипников устанавливают масляный насос, его нагнетательные и всасывающие трубопроводы и закрывают поддон картера.
Прокладку картера с двух сторон смазывают графитной пастой (40% графитного порошка и 60% дизельного масла) или герметиком «Эластосил 137-83»; в цилиндры заливают по 30—50 г дизельного масла. Прокладку головки цилиндров с обеих сторон также смазывают графитной пастой.
Болты крепления головки затягивают динамометрическим ключом (рис. 2.1.45) в определенной последовательности (рис. 2.1.46) в два — три приема. Затем устанавливают штанги и оси коромысел в сборе с коромыслами.
Читать также: Новинки авто из китая
Момент затяжки гаек крепления головки цилиндров и тепловые зазоры в клапанном механизме должны соответствовать регулировочным данным при оборке дизеля МТЗ-80.
Рис. 2.1.45. Затяжка болтов крепления головки цилиндров Д-240
1 — динамометрический ключ; 2 — головка цилиндров
Рис.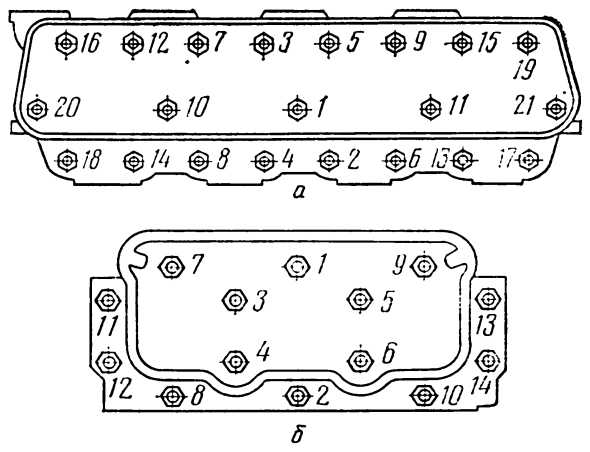 2.1.46. Порядок затяжки болтов крепления головки цилиндров
2.1.46. Порядок затяжки болтов крепления головки цилиндров
Затяжка болтов ГБЦ двигателя Д-240
Затяжку болтов ГБЦ следует проверять, через 40 т км пробега и в тех случаях после установки ГБЦ ремонтов двигателя, и через пару дней работы, для усадки прокладки ГБЦ. Если этого не сделать, то возможно прогорание прокладки ГБЦ, и еще течь охлаждающей жидкости в поддон двигателя.
Затяжку болтов делаем на прогретом двигателе, примерно 60 градусов в следующем порядке.
Затяжка болтов ГБЦ
- Откручиваем верхнюю крышку клапанов.
- Откручиваем ось коромысел (не забудьте про масленый подвод).
- Проверьте затяжку всех болтов головки блока динамометрическим ключом в определенной последовательности, как показано на рисунке. Момент затяжки ключом 220-10Нм. После протяжки болтов ГБЦ установите на место ось коромысел, протяните стойки. Далее произведите регулировку зазоров клапанов.
Динамометрический ключ
Регулировку клапанов вы можете произвести самостоятельно.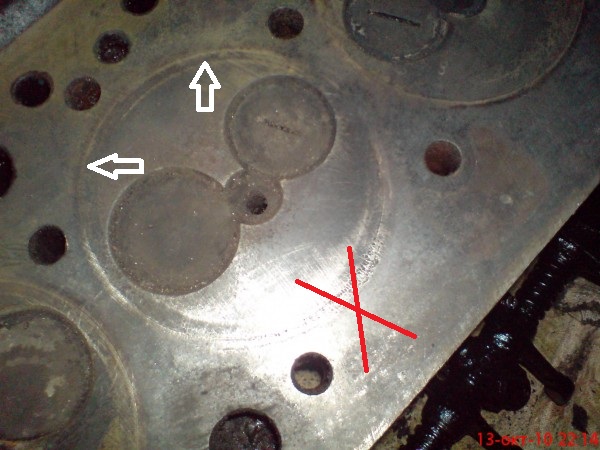 Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Необходимо регулировать клапана на двигателе в некоторых случаях. Это делается после каждого снятия ГБЦ-головки блока цилиндров, после 480 мото часов работы двигателя, после протяжки ГБЦ, при стуке клапанов, после обкатки нового двигателя, и своевременном ТО двигателя.
Регулировку клапанов двигателя МТЗ необходимо делать на прогретом двигателе градусов 60-40. Перед регулировкой обязательно протяните крепление стоек вала коромысел. От правильной регулировке клапанов зависит работа вашего двигателя, его долговечность, а также расход топлива.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Регулировка
Регулировку клапанов будем делать по моему упрощенному способу, с помощью ТНВД. Для регулировки нам потребуется инструмент, такой как ключ на 32 крутить коленвал, ключ на 14 для затяжки контргайки коромысла, отвертка, щуп, ключ на 19.
Снимаем верхнюю крышку клапанов, откручиваем трубки высокого давления на ТНВД. Ключом на 32 крутим колен вал за болт шкива и сверху ТНВД смотрим где у нас выступит солярка, значит там и ВМТ этого цилиндра. Далее дело техники, ослабляем контр гайку на 14 ключом, устанавливаем щуп и производим регулировку отверткой. Щуп должен ходить с закусыванием плотно, между клапаном и коромыслом. Зазоры идут такие; 0,25 впускной, 0,30 впускной. Порядок работы цилиндров 1,3,4,2. Таким способом регулируем по очереди все цилиндр двигателя.
СМОТРИТЕ ВИДЕО
Тракторные двигатели МТЗ оснащаются съемной головкой, которая устанавливается на блоке цилиндров и крепится болтами. От корректности установки деталей и соблюдения момента затяжки ГБЦ МТЗ зависит надежность работы силового агрегата. При прорыве выхлопных газов или охлаждающей жидкости снижается мощность, разрушаются компоненты поршневой группы и газораспределительного механизма мотора.
Особенности регулировки клапанов
На тракторы Минского завода устанавливаются двигатели МТЗ Д 240. Это мощный дизельный четырехцилиндровый агрегат мощностью 80 л. с. с неразделённой камерой сгорания горючей смеси. Реже встречаются двенадцатицилиндровые агрегаты, выпускаемые Ярославским моторным заводом (ЯМЗ). Регулировка клапанов на этих моторах не имеет принципиальных отличий от других дизельных агрегатов отечественного производства.
Зазоры коромысел и клапанов проверяют через каждые 480 часов работы, а также после любого ремонта или снятия цилиндров. Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Зазоры на непрогретом двигателе должны составлять не более 0,25 мм.
Порядок регулировки клапанов
Существуют разные способы, как отрегулировать клапана на МТЗ 82. Различаются они методом поиска ВМТ (высшей мертвой точки), в которой и нужно проводить проверку и регулировку. ВМТ можно определить по появлению топлива в цилиндрах или по упору клапана в поршень при нажатии (ход должен составлять около 10 мм). Некоторые мастера выставляют метки на шкиве коленвала или ориентируются по отверстию в плите и положению маховика.
Однако проще и надёжнее следовать инструкции производителя и придерживаться такого порядка:
Регулировка клапанов с протяжкой головки цилиндров
Протяжка – важная процедура, поддерживающая надёжное соединение головки и блока цилиндров, что защищает двигатель от утечки масла и обеспечивает его нормальную работу. На современных моторах устанавливают особые пружинные болты, поддерживающие нужный момент затяжки. Но на двигателях типа Д 240 желательно эту операцию проводить в профилактических целях, совмещая с регулировкой клапанов и любым ремонтом головки блока.
Контроль затяжки выполняется только специальными динамометрическими ключами. Порядок затяжки головки стандартный – сначала центральные гайки, затем остальные по принципу «крест-накрест». Момент затяжки ГБЦ – 150—170 Н-м. Недостаточный момент указывает на то, что прочность болта недостаточна, и он может разрушиться. Такой болт нужно заменить. В обратной ситуации, болт также подлежит замене как имеющий повышенную прочность. Это важно, потому что болты головки блока работают в режиме «нагрев – охлаждение» и нуждаются в особом внимании.
Одновременно контролируется состояние прокладок, при необходимости они заменяются на новые.
Важность правильной затяжки ГБЦ
Головка блока удерживается на картере болтами, которые равномерно распределяют усилие сжатия деталей, предотвращая разрушение прокладки раскаленными газами. Для обеспечения равномерности контакта предусмотрена затяжка болта динамометрическим ключом, резьбовые соединения закручиваются по схеме, заложенной разработчиком силового агрегата. Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
Установленная между головкой и блоком прокладка при затяжке деформируется, обеспечивая герметичность линии стыка.
При превышении момента затяжки происходит деформация болта и резьбы, нарезанной в теле блока. Из-за растяжения стержня соединительной детали нарушается равномерность сопряжения плоскостей головки и блока, что приводит к пробою прокладки потоком газов. Аналогичная проблема возникает, если затянуть болты крепления головки цилиндров к блоку с недостаточным усилием.
Момент затяжки болтов головки блока цилиндров
Зависит от версии вашего автомобиля, на старых отечественных машинах их только два, на более современных версиях уже 4. Решившись на самостоятельную затяжку болтов ГБЦ приготовьте достаточно теплое помещение, или если вы собираетесь делать ремонт в теплое время года выберите день с погодными условиями, когда температура достигает более 20 градусов тепла. Если же проводите ремонт в холодное время года, подготовьте обогреваемое помещение, в котором будет удобно работать.
При ремонтных работах не забывайте очищать все болты, соединения от грязи, излишков масла, особенно, если в конструкции протекла прокладка. После каждой манипуляции затяжки желательно ждать 20 минут, пока металл придёт в изначальную форму, чтобы избежать перегрева и деформации металлического корпуса.
Желательно посмотреть момент затяжки на гбц вашего автомобиля в оригинальном справочнике вашей машины или узнать у опытного механика, компетентного в этих вопросах. Обязательно утоните модель и год выпуска своего автомобиля, чтобы не ошибиться.
Соблюдайте правильный порядок затяжки болтов гбц, иначе работу придётся переделывать, ваши старания окажутся напрасны.
Подготовка стягиваемой поверхности блока и головки
Монтаж головки на штатное место производится после частичного или капитального ремонта агрегатов и узлов мотора. Перед монтажом головки в блок устанавливаются новые гильзы, которые уплотняются специальными резиновыми кольцами, предотвращающими вытекание охлаждающей жидкости из рубашки. Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Установленная гильза выступает верхней кромкой над плоскостью блока. Поршни и гильзы подбираются по одной размерной группе, дополнительно производится взвешивание шатунов и поршней. Допустимая разница в весе не должна превышать 30 г.
Для соединения шатуна и поршня палец запрессовывают в поршень специальной оправкой, а затем фиксируют от продольного перемещения стопорными кольцами. Корректно подобранный палец не перемещается в посадочных гнездах под воздействием собственного веса.
Не допускается перекос пальца в отверстии подшипника шатуна, а также изгиб или конический износ цилиндрического элемента.
В пазы на теле поршня устанавливаются кольца, обеспечивающие компрессию и удаляющие следы масла с поверхности гильзы. В атмосферных моторах МТЗ использованы 3 компрессионных кольца, двигатели с наддувом оборудованы 2 кольцами, верхнее имеет покрытие из износоустойчивого сплава на основе хрома. Замки колец размещаются через 180°, обеспечивая повышение компрессии. При монтаже деталей требуется обращать внимание на метки, указывающие корректное расположение колец относительно днища поршня.
Читать также: Т образный перекресток знак
Перед установкой поршней требуется монтаж на штатное место коленчатого вала (если он демонтировался для шлифовки из замены). Затем устанавливают в гильзу цилиндра поршень с шатуном, после чего монтируются вкладыши и затягиваются крышки коренных и шатунных подшипников. Для проверки корректности сборки применяется прокручивание вала двигателя динамометрическим ключом.
Нормативное усилие не должно превышать 60 Н/м, при повышенном сопротивлении вращению необходимо найти причину неисправности.
Установка прокладки и ГБЦ на блок
Прокладка укладывается на верхнюю плоскость блока, предварительно протертую чистой ветошью. Предварительно рекомендуется проверить состояние совмещаемых плоскостей блока и головки металлической инструментальной линейкой. Не допускается коробление деталей, поскольку изогнутые поверхности не обеспечивают равномерного зажатия прокладки, которую пробьет поток выхлопных газов.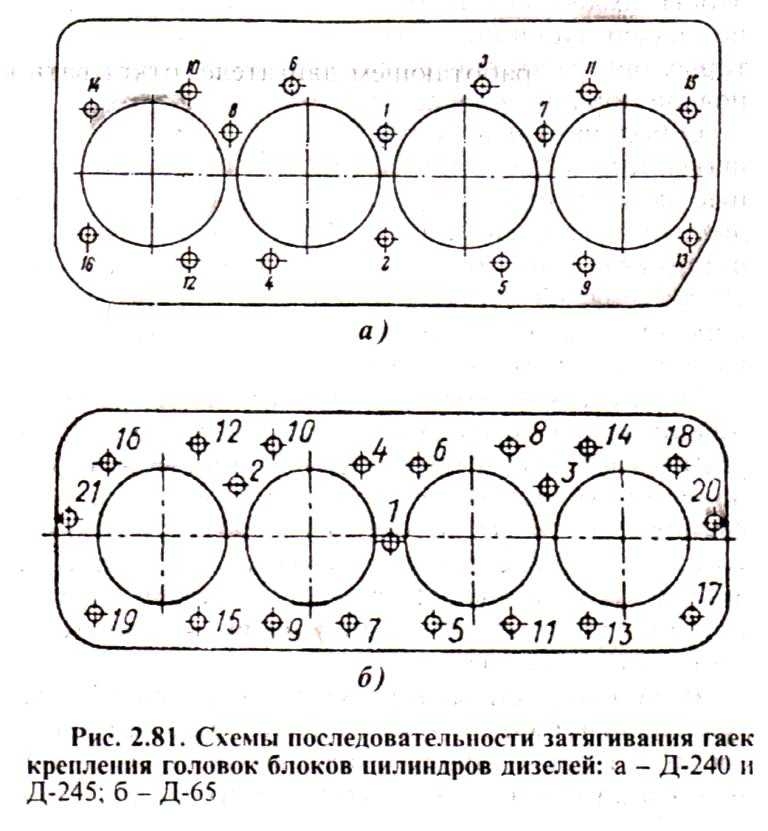 Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Поврежденные плоскости шлифуются на специальном станке, для герметизации стыка применяется металлизированная прокладка с увеличенной толщиной материала.
Перед монтажом прокладки рекомендуется повторно проверить выступ верхнего бурта гильз цилиндров. На атмосферном дизеле допустимое значение лежит в диапазоне 0,065-0,165 мм, на версии с наддувом — 0,05-0,11 мм. Для равномерной установки гильз после замены требуется установить на блок корпус головки, который прижимается штатными ботами. Под головки крепежных элементов подкладываются металлические дистанционные гильзы длиной 100-105 мм, момент затяжки не превышает 10-15 Н/м.
При соединении деталей используется новая прокладка, применять использовавшуюся ранее пластину категорически запрещено. Деталь извлекается из целлофанового пакета, рекомендуется осмотреть поверхность детали и убедиться в отсутствии надрывов или вмятин. Для улучшения герметичности и облегчения снятия деталей при будущих ремонтах используется нанесение графитовой термостойкой пасты на обе стороны прокладки.
Затем поверх прокладки укладывается головка блока, в отверстия вставляются болты, которые затем затягиваются динамометрическим ключом. Для обеспечения качества соединения требуется использовать новые болты, поскольку старые детали деформируются при затяжке и в процессе работы дизеля. На резьбовую часть наносится тонкий слой моторного масла, болты заворачиваются в отверстия от руки.
Порядок затяжки ГБЦ и усилие затяжки
Крепежные болты затягиваются динамометрическим инструментом в соответствии со схемой, приведенной в технической документации. Алгоритм затягивания болтов головки идентичен для атмосферных моторов и агрегатов, оснащенных наддувом. Предварительно крепления закручиваются с усилием 70-90 Н/м, а затем проводится второй этап фиксации с моментом 170-190 Н/м (поэтапное закручивание применяется только для версии дизеля с турбокомпрессором). Между шагами выдерживается пауза 5-6 минут, необходимая для равномерной деформации прокладки.
Окончательная фиксация деталей производится усилием 190-210 Н/м (атмосферная модель) или 230-250 Н/м (версии с наддувом), прилагать большее усилие категорически запрещено.
Если хотя бы 1 крепежный элемент прокручивается в теле блока или произошел обрыв стержня (или срыв головки), то потребуется демонтировать головку и восстановить резьбу. Эксплуатация мотора с поврежденным элементом крепления головки не допускается.
Контрольная, повторная обтяжка ГБЦ
Контрольная протяжка производится после обкатки силового агрегата, регламентная проверка выполняется через 1000 часов работы дизеля. Для проведения работ потребуется снять верхний защитный кожух газораспределительного механизма и демонтировать валик с коромыслами. Проверка затяжки проводится по схеме, имеющейся в инструкции по эксплуатации. Для тестирования используется динамометрический ключ, прилагаемый момент составляет 190-210 Н/м.
После проведения протяжки требуется установить на штатные места снятые детали головки цилиндров, а затем проверить корректность установки зазора между бойком коромысла и торцом стержня клапана. Для атмосферных силовых агрегатов зазор для впускных и выпускных клапанов составляет 0,20-0,35 мм (на прогретом агрегате). При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
При настройке холодного дизеля рекомендуется установить расстояние в пределах 0,20-0,25 мм. Моторы МТЗ, оборудованные компрессором, отличаются величиной зазоров (0,25 мм для впускного тракта и 0,45 мм для выпускного).
Регулировка клапанного механизма выполняется вращением винта (после отворачивания контрящей гайки) начиная с первого цилиндра (от шкива). Для корректной установки зазора поршень выставляется в положение верхней крайней точки (определяется по моменту перекрытия клапанов). После установки параметров в первом цилиндре требуется поочередно отрегулировать зазоры в оставшихся клапанах.
Последовательность затяжки болтов с головкой | Дизель Плейс
JavaScript отключен. Для лучшего опыта, пожалуйста, включите JavaScript в вашем браузере, прежде чем продолжить.
1 — 20 из 21 сообщений
Род65
·Зарегистрировано
GMC2500HD
·Зарегистрировано
Турбина Док
·Зарегистрировано
Фред482`
·Зарегистрировано
Канадский Риггер
·Зарегистрировано
Род65
·Зарегистрировано
Д.
 Камиллери ·
Камиллери ·Супермодератор
Род65
·Зарегистрировано
Д.Камиллери
·Супермодератор
Фред482`
·Зарегистрировано
Род65
·Зарегистрировано
хуанфо
·Премиум-участник
дизельолдс
·Премиум-участник
турбонатор
·Премиум-участник
хуанфо
·Премиум-участник
callmebob
·Зарегистрировано
хуанфо
· Премиум-участник
callmebob
·Зарегистрировано
хуанфо
·Премиум-участник
дизельолдс
·Премиум-участник
1 — 20 из 21 Сообщений
- Это старая тема, возможно, вы не получили ответа и, возможно, старая тема возрождается.
 Пожалуйста, рассмотрите возможность создания новой темы.
Пожалуйста, рассмотрите возможность создания новой темы.
Верх
 Интернет-магазин сегодня . [ О нас ]
Интернет-магазин сегодня . [ О нас ] Воспроизведение любой части этого веб-сайта, включая дизайн и содержание, без письменного разрешения строго запрещено. Товарные знаки и торговые наименования, содержащиеся и используемые на этом веб-сайте, принадлежат другим лицам и используются на этом веб-сайте в описательном смысле для обозначения продуктов других лиц. Использование этого веб-сайта означает принятие нашего Пользовательского соглашения и Политики конфиденциальности
Воспроизведение любой части этого веб-сайта, включая дизайн и содержание, без письменного разрешения строго запрещено. Товарные знаки и торговые наименования, содержащиеся и используемые на этом веб-сайте, принадлежат другим лицам и используются на этом веб-сайте в описательном смысле для обозначения продуктов других лиц. Использование этого веб-сайта означает принятие нашего Пользовательского соглашения и Политики конфиденциальности