Как выбрать сварочный аппарат для кузовных работ
Кузов автомобиля – элемент наиболее часто подверженный повреждениям при ДТП. Для восстановления корпуса транспортного средства, используют полуавтомат сварочный для кузовных работ.

Классификация и маркировка сварочных аппаратов
При приобретении оборудования, многие задаются вопросом о том, какой сваркой лучше варить кузов автомобиля. Для правильного выбора, нужно знать, как классифицируется сварочные аппараты.
Аппарат на переменном токе
Сварочные аппараты, популярны среди автомобилистов, однако их использование имеет ряд недостатков:
- Сварные швы имеют низкое качество.
- Электрод, в силу громоздкости сварного оборудования, не способен достать до ряда участков, требующих ремонта.
- Потребуется время для освоения сварочного аппарата.
- Подходит для варки толстого (более 5 мм) железа. На кузове авто зачастую встречается металл толщиной от 3 мм. Они практически сразу насквозь прожигаются аппаратом на переменном токе.

Инвертор
Что касается использования инвертора при ремонте кузова автомобиля, то это оборудование подойдет для:
- Получения хорошего качества сварных швов.
- Быстрого выполнения ремонтных работ.
- Использования устройства в условиях пониженного напряжения сети.
Пользователи отмечают простоту использования аппарата – новичок, впервые взяв в руки инструмент, может «с ходу» разобраться с принципом варки и получить сварной шов приемлемого качества.

Инвертор имеет и ряд недостатков:
- Высокая стоимость оборудования.
- Чувствительность пыли.
- Толщина свариваемого металла не должна превышать показатель в 3 мм.
Углекислотный полуавтомат
Сварочный полуавтомат для кузовных работ имеет следующие преимущества использования:
- Аккуратный сварной шов высокого качества.
- Можно выполнять варку металла толщиной от 0,8 до 6 мм.
- При использовании аргона возможность восстановления деталей из цветных металлов.
- Нет необходимости в поддержании постоянной дуги.
- Степень деформированности металла автомобиля ниже, в результате уменьшается расходность материалов.
При полуавтоматической сварке, при помощи механизма подачи проволоки, она подается в рабочую зону. Свариваемые элементы надежно крепятся благодаря тому, что металл электрода плавится, но не сгорает. В результате, на месте соединения двух деталей появляется аккуратный и прочный сварной шов.

К недостаткам полуавтомата относят большую массу и габариты – из-за этого, устройство можно использовать только в пределах гаража. Для функционирования прибора необходима только розетка.
Полуавтомат используют при починке элементов из цветных металлов. Чтобы соединить такие детали, применяют технологию газовой сварки. На корпусе устройства расположена маркировка следующего вида:
- МИГ или MIG. Модель с данной маркировкой предназначена для сваривания деталей из алюминия и прочих цветных металлов.
- МАГ или MAG. Устройство для сваривания элементов из стали, черных металлов. Соединение выполняется с использованием окисей углерода и активных газов.
- ТИГ или TIG. Сварка деталей выполняется при помощи вольфрама. Этот элемент устойчив к воздействию высоких температур.
Почему лучше подходит полуавтомат
Использование сварочных полуавтоматов – оптимальное решение для кузовного ремонта. Данное устройство дает возможность получить аккуратный и прочный сварной шов. Оно подходит для варки металла разной толщины, Также с помощью полуавтомата выполняют газовую сварку цветных металлов. Особенностью устройства аппарата является наличие специальной катушки. Чтобы ее задействовать, выбирают нужное место, и нажимают на кнопку: в процессе варки подающая проволоку, катушка будет разматываться, и направлять в рабочую зону необходимое количество электрода.

Кроме того, инструмент прост в освоении и достаточно эффективен. Выбор полуавтомата для проведения кузовных работ имеет свои особенности и нюансы.
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Для проведения успешного ремонта автомобильного кузова, нужно правильно выбрать сварочное оборудование. При приобретении полуавтомата обращают внимание на ряд параметров, таких как источник питания, мощность устройства, регулировка скорости подачи проволоки, объем баллонов для технических газов.
Источники питания
При выборе оборудования первым делом необходимо обратить внимание на источник питания устройства. По принципу подключения выделяют инверторные и трансформаторные полуавтоматы. Инверторы – легкое, компактное и удобное в эксплуатации оборудование. Оно оснащается рядом дополнительных функций, существенно облегчающих процесс сварки: легкий розжиг, антиприлипание, плавное регулирование силы тока.
Инверторный полуавтомат оснащен устройством, использующимся для преобразования переменного тока в постоянный. Трансформаторы – необходимы в том случае, если нет нужды регулярно переносить оборудование с места на место. Для питания такого оборудования используют источник постоянного тока.

Проволока и ее влияние на результат сварки
В сварочных полуавтоматических аппаратах используется проволока. Она выступает в роли электрода, и предназначена для соединения свариваемых элементов. Проволоку для сварки делят на следующие виды:
- Со сплошным сечением.
- Порошковая.
- Активированная.
Преимущество первого вида заключается в том, что он предназначен для сваривания металлов, и имеет в своем составе разные сплавы. Порошковая проволока полая внутри, она наполнена специальным веществом. При ее применении образуется облако защитных газов. Что касается активированного электрода, то он имеет в своем составе лишь 7% порошкового вещества, что позволяет его запрессовать в проволоку сплошного сечения.

Также при выборе проволоки, следует обратить внимание на ее маркировку. Электроды с пометкой СВ, применяются для сварки деталей, а маркировка НП гласит о том, что расходный материал используют для наплавки. Помимо этого, внимание уделяют и диаметру проволоки, и элементам, входящим в ее состав.
Про баллоны
Для предотвращения взаимодействия расплавленного металла и окружающей среды, используют баллоны с защитными газами: аргон, гелий, углекислота и их смеси. Проволока под напряжением пропускается через газовое сопло. Чтобы подавать газ к рабочей области, используют шланг.
Работа с защитными газами требует наличия редуктора. Устройство позволяет регулировать расход газа. Для удобства использования, прибор оснащен манометром. При выполнении сварочных работ, нужно учитывать, что чрезмерно малое количество защитных газов отразится на качестве шва, а слишком большое – также повлияет на плотность сварного соединения, кроме того, газ довольно быстро закончится.

При выборе баллона стоит обратить внимание на 10 литровые экземпляры: при правильной настройке расхода газа, этого объема хватит для продолжительных работ. Габариты же емкости дают возможность перевозить ее в багажнике автомобиля.
При покупке стоит учитывать, что баллон должен быть аттестован. Около вентиля будет располагаться соответствующая отметка. Необходимо проверить дату аттестации во избежание приобретения «просрочки».
Что еще учесть в выборе
При выборе аппарата для сварки кузова автомобиля, учитывают следующие факторы:
- Нагрузочную способность электрической сети. При наличии однофазной сети рекомендуется выбирать прибор, работающий от напряжения 220В. Это могут быть как любительские, так и профессиональные, работающие как от трехфазной, так и однофазной сети сварочные полуавтоматы. При использовании последних, на сеть обеспечивается равномерная нагрузка. Тем самым предотвращается риск появления коротких замыканий и отключения пробок.
- Тип и толщину свариваемых материалов. Прибор выбирают в зависимости от того, с какими металлами предстоит работать (низкоуглеродистая или нержавеющая сталь, цветные металлы, алюминий и т.д.). Также уделяют внимание толщине металла – чем она больше, тем мощнее требуется аппарат.
- Требования к качеству сварки и тип сварных соединений. Ключевую роль в выборе сварочного полуавтомата играет степень ответственности свариваемой конструкции. Кроме того, в некоторых случаях возникают ситуации, когда необходимо использование горелки длиннее стандартных размеров. Как правило, они возникают при сваривании длинных конструкций. Горелки имеют длину 3, 4 и 5 метров, для быстрого и качественного соединения металла, используют горелки с максимальной длиной.
- Интенсивность использования устройства. В зависимости от частоты использования устройства, приобретают любительские или профессиональные сварочные полуавтоматы.
- Техническая сложность аппарата. Чем сложнее устройство, тем труднее его самостоятельно отремонтировать. Однако технически более сложные аппараты удобны в использовании и обеспечивают высокое качество сварного шва.
Сварочный полуавтомат – инструмент для проведения кузовного ремонта. Выбор делают в зависимости от сложности и интенсивности проведения работ, типа электросети, от которой будет питаться аппарат а также технической сложности устройства.
infokuzov.ru
Какой сварочный полуавтомат выбрать для ремонта автомобиля
Хороший сварочный полуавтомат — это нужный инструмент для работ в гараже. Занимаетесь ли вы кузовными работами, латаете глушитель или чините раму — без сварки не обойтись. Именно поэтому многие автолюбители задают вопрос: «какой сварочный полуавтомат лучше купить для гаража?». Ответ на этот и многие другие вопросы о сварке полуавтоматом вы найдете в этой статье.

Выбор сварочного полуавтомата для гаража
При выборе сварочного полуавтомата необходимо ответить на несколько вопросов:
- Какова максимальная и минимальная толщина металла, который вы собираетесь варить? При ремонте автомобиля этот диапазон не велик. Кузов современного автомобиля выполнен из более тонкого металла, чем кузов старых авто. Толщина деталей рамы, если таковая имеется, может достигать значительной толщины.
- Какой металл вы собираетесь варить? Автомобили, чаще всего, сделаны из стальных деталей. Очень редко используется алюминий.
- Есть ли у вас в гараже розетка 220 вольт?
Принцип работы сварочного полуавтомата
Сварочный полуавтомат состоит из трансформатора, горелки, катушки с проволочным электродом и баллона с защитным газом. Проволочный электрод подается по кабелю и выходит из горелки. При нажатии на кнопку на горелке на электрод подается напряжение, электрод продвигается вперед и подается защитный газ. Защитный газ представляет из себя смесь углекислого газа (75%) и аргона (25%). Защитный газ экранирует расплавленный металл от вредного воздействия воздуха.

Метод сварки проволочным электродом с использованием защитного газа имеет несколько преимуществ:
- Это один из самых простых для освоения методов сварки. Научиться варить полуавтоматом можно за несколько часов практики.
- Этим методом можно варить большинство часто используемых металлов, включая алюминий и нержавеющую сталь.
- Данным методом можно варить как тонкий металл, так и листы толщиной до 6,25 мм.
- Данный метод позволяет варить над головой
- Это достаточно быстрый метод сварки
Методом сварки проволочным электродом можно варить и без защитного газа. Для сварки без газа используют проволочный электрод с особым наполнителем — порошковый проволочный электрод. Среди недостатков сварки с использованием порошковой проволоки отмечают плохую видимость рабочей области — процесс сварки сложно контролировать.

Продолжительность включения
Перед покупкой сварочного полуавтомата необходимо разобраться с понятием продолжительность включения (ПВ). Все дело в том, что в процессе работы сварочный аппарат сильно нагревается и процесс сварки разбивается на периоды работы и отдыха. Время непрерывной работы сварочного аппарата с максимальной рабочей силой тока выражают в процентах от 10 минут. То есть, если ПВ сварочного аппарата составляет 50%, то это означает, что аппарат может работать в течении 5 минут (с максимальной нагрузкой), после чего ему необходимо 5 минут, чтобы остыть. Следует иметь в виду, что ПВ указывается для режима работы с полной нагрузкой.
При ремонте автомобиля процесс сварки состоит из коротких процедур и чаще всего не на полной мощности сварочного аппарата. Поэтому, для использования в гараже будет достаточно ПВ 40%.
Какой сварочный аппарат лучше для сварки авто
1. Aurora OVERMAN 180

Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-175 А
Рабочее напряжение: 16-22,5 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 21800 — 22500
Подробные характеристики Aurora OVERMAN 180
2. Ресанта САИПА-135
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 20-110 А
Рабочее напряжение: 17-23 В
ПВ: 70%
Напряжение на входе: 220 В
Степень защиты: IP21
Масса: 11 кг
Цена: 21800 — 14410
3. Aurora OVERMAN 160
Сварочный инвертор для полуавтоматической сварки (MIG/MAG)
Сварочный ток: 40-160 А
Рабочее напряжение: 16-22 В
ПВ: 60%
Минимальная толщина металла: 0,6 мм
Напряжение на входе: 187-253 В
Класс изоляции: F
Степень защиты: IP21
Масса: 15,5 кг
Цена: 20400
Подробные характеристики Aurora OVERMAN 160
4. Сварог EASY MIG 160 N219

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 10-160 А
Рабочее напряжение: 11-26 В
ПВ: 60%
Напряжение на входе: 220 В
Класс изоляции: F
Степень защиты: IP215S
Масса: 12,5 кг
Цена: 29500
Подробные характеристики Сварог EASY MIG 160 N219
5. FUBAG INMIG 200 PLUS

Сварочный инвертор для полуавтоматической сварки (MIG/MAG) и ручной дуговой сварки
Сварочный ток: 20-170 А (MMA), 30-200 А (MIG), 15-200 A (TIG)
Рабочее напряжение: 10,6-26,8 В
ПВ: 20%
Напряжение на входе: 198-242 В
Класс изоляции: H
Степень защиты: IP21S
Масса: 15,4 кг
Цена: 35850
Подробные характеристики FUNBAG INMIG 200 PLUS
При покупке сварочного полуавтомата следует иметь в виду, что объем вложенных средств прямо пропорционален простоте использования, надежности, доступности запчастей и качеству сварки. Убедитесь, что сварочный аппарат имеет достаточный диапазон рабочей силы тока и что в продаже имеются совместимые запасные горелки, катушки и другие детали.
naobzorah.ru
Сварка кузова автомобиля своими руками электродом и полуавтоматом
Кузов автомобиля постоянно подвергается разрушающему действию влаги, грязи, химикатов, которыми зимой посыпают дороги. Проблема усугубляется вибрационными нагрузками. Поэтому даже при тщательном уходе неизбежно появление трещин и дыр, проеденных коррозией. Выход один — сварка автомобиля. Однако это не означает что нужно обращаться в автомастерскую. Небольшие повреждения можно устранить сваркой кузова автомобиля своими руками.

Особенности сварки кузова автомобиля
Для кузовного ремонта машины потребуется качественное сварочное оборудование. Работа производится в помещении, где есть возможность подключения к электросети энергоемкого оборудования. Необходима высокая квалификация исполнителя, так как потребуется сварка тонкого металла. Универсального способа ремонта кузова автомобиля пока не придумано, поэтому в зависимости от места и характера повреждений применяются разные технологии. Соединения выполняются газовой, ручной, полуавтоматической сваркой.
Крылья, пороги чаще всего ремонтируются точечной сваркой. Соединение внахлест используется для восстановления целостности силовых элементов. Сварка встык применяется при замене поврежденных элементов.
Какой сваркой лучше варить кузов автомобиля
Если есть простой сварочный аппарат, ремонт выполняется вручную обычными электродами. Однако наложенные швы получаются грубыми и высока вероятность прожога тонкого металла. Поэтому этим способом рекомендуется производить ремонт мест не видимых снаружи. Например, под крыльями, в багажнике, днища.
Качественная сварка кузова автомобиля производится полуавтоматом. С его помощью даже новичок соединит металл толщиной 0,8 мм без риска прожигания. Если углекислый газ заменить аргоном будет доступна сварка нержавеющей стали и алюминия. Поэтому думая, какой выбрать аппарат, предпочтение следует отдать полуавтомату.
Подготовительные работы
Перед проведением сварочных работ с поверхности удаляется грязь и пыль, очищается от коррозии. Для очистки труднодоступных мест можно использовать газовую горелку. Надежно сварить ржавый металл не получится.
При подготовке полуавтомата необходимо убедиться в соответствии направляющего канала диаметру выбранной проволоки. В зависимости от его величины устанавливается нужный сварочный наконечник. В сопле аппарата не должно быть брызг металла. При их обнаружении производится очистка наждачной бумагой.
Перед ремонтом с помощью сварочного инвертора необходимо проверить:
- надежно ли закреплен электрод;
- нет ли поврежденной изоляции на кабеле и держателе;
- прочность закрепления кабеля;
- исправность заземления аппарата.
Как варить кузов автомобиля полуавтоматом
Для сварки кузова полуавтоматом нужно приготовить проволоку диаметром 1 мм, покрытой медью, наждачную крупнозернистую бумагу, понижающий давление редуктор, баллон с углекислым газом на 20литров. Работа выполняется в следующей последовательности:
- Зачищенные наждачной бумагой ремонтируемые участки плотно прижимаются друг к другу. Возможно применение струбцин, болтовых соединений, саморезов.
- На передней панели аппарата переключателями выставляется величина сварочного тока, скорость подачи проволоки.
- На газовый баллон устанавливается редуктор и соединяется шлангом с горелкой.
- Сопло пассатижами свинчивается с горелки, снимается наконечник.
- Бобина с проволокой вставляется в аппарат. Ее конец на 15 — 20 см вводится в подающий канал.
- На проволоку надевается наконечник, устанавливается сопло.
- Переключателями устанавливается полярность тока так, чтобы держатель был подключен к плюсу, а горелка к минусу. Для проволоки без покрытия полярность меняется на противоположную.
- После подключения аппарата к электросети, держатель с горелкой подносится к ремонтируемому месту. При нажатии кнопки на держателе включается подача проволоки и углекислого газа.
- Чтобы заварить длинный шов и не перегреть место соединения детали сначала прихватываются в 3 — 4 местах. Затем с промежутком 7 — 10 см накладываются стежки длиной 2 — 4 см.
- После пятиминутного перерыва, когда швы остынут, провариваются промежутки между ними.
Сварка кузова автомобиля электродом
Сварка кузовных элементов (кузовщина) электродами выбирается, когда нет высоких требований к эстетике швов. Для создания прочного соединения необходимо правильно подбирать тип электродов в соответствии с маркой стали. Для сварки лучше использовать инвертор, так как у него нет проблем с зажиганием и поддержанием дуги. Поэтому качество швов мало зависит от уровня мастерства.
Чтобы не было температурных деформаций варить кузов автомобиля нужно поэтапно:
- сначала прихватка;
- затем накладка стежков длиной по 2 см с интервалом 6 см;
- заключительная проварка периметра.
Между этапами делаются перерывы, дожидаясь полного остывания. При сварке толстого металла может потребоваться несколько часов. Принудительное охлаждение недопустимо, так как вызывает деформацию металла.
Чем обработать кузов после сварки
После окончания ремонта нужно обязательно очистить сварочные швы от шлака, так как под ним металл быстро окисляется. На скрытых от взгляда участках достаточно щетки по металлу. В открытых местах обработку кузова после сварки производят болгаркой со шлифовальным кругом или лепестковой насадкой. Для зачистки труднодоступных швов применяется шлифовальная машинка с борфрезой.
Зачищенные поверхности обезжириваются ацетоном или бензином, затем обрабатываются антикоррозийным составом либо кислотным грунтом. Для защиты против коррозии используется эпоксидная шпатлевка. Благодаря плотной структуре она надежно защищает поверхность металла от контакта с влагой и воздухом и используется в качестве выравнивающего слоя.
После нанесения тонкого первого слоя его оставляют на день для просушки. Нельзя для ускорения применять фен, поскольку после высыхания верхнего слоя шпатлевка внутри останется сырой, так как влаге некуда испаряться. Затем для придания поверхности шероховатости с помощью 120-й наждачной бумаги наносятся риски. После наложения 2 — 3 слоев производится подготовка к окрашиванию.
Для защиты невидимых снаружи швов на легкодоступных участках используется автомобильный шовный герметик. Его при необходимости разглаживают шпателем и красят. В труднодоступные места герметик подается с помощью пневматического распылителя через пластиковую трубку.

После сварочных работ, необходимо обработать кузов против коррозии
Полезные советы при сварке кузова авто своими руками
В зависимости от обширности и характера повреждений ремонт кузова бывает локальным и капитальным. В первом случае достаточно установки заплаток. При капитальном ремонте придется менять участок кузова. Для его проведения в домашних условиях необходим высокий уровень мастерства по проведению сварочных работ и качественное оборудование. Поэтому новичкам рекомендуется поначалу ограничиться установкой заплаток на дыры, проеденные коррозией.
Для заплат, устанавливаемых в незаметных местах, можно выбирать любое железо, лишь бы оно совпадало по толщине и обладало достаточной прочностью. На видные участки рекомендуется подбирать материал той же толщины и марки. Идеальным вариантом будет заплата, вырезанная из кузова старого автомобиля такой же модели.
Закончив сварку авто и обработав швы с наружной стороны большинство автолюбителей забывают об их обратной стороне. Поэтому неудивительно, что уже через год сквозь краску проступает коррозия и приходится начинать все сначала. При свободном доступе к обеим сторонам проблем с обработкой нет. В случае, когда обратная сторона шва расположена в закрытой полости, рекомендуется просверлить в ней отверстие. Через него производится обработка антикоррозийным составом и шовным герметиком с помощью распылителя.
Несмотря на кажущуюся сложность, кузовной ремонт автомобиля электросваркой доступен даже новичкам. При недостатке опыта его можно наработать, тренируясь на ненужных обрезках металла. На первых порах в качестве третьей руки желательно привлечь помощника. Во избежание ожогов работа должна выполняться в одежде, не имеющей карманов и складок, в которых могут застревать брызги расплавленного металла. На месте проведения ремонта должен быть огнетушитель.
svarkaprosto.ru
что нужно для полуавтоматической сварки
Сварка с помощью автомата и полуавтомата позволяет создавать высококачественные надежные соединения деталей из разнообразных металлов совершенно любой толщины.
По этой причине она широко применяется на крупных производственных предприятиях разных отраслей промышленности. Но работа с полуавтоматическим оборудованием отличается от сварки полностью автоматизированным агрегатом.
Полуавтоматическая сварка: принцип работы, видовое разнообразие
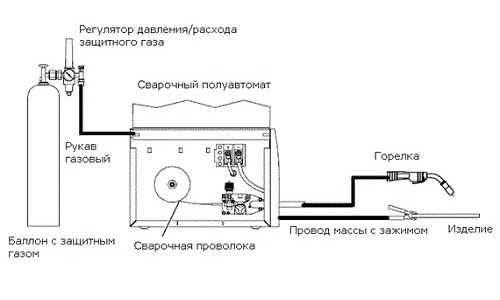
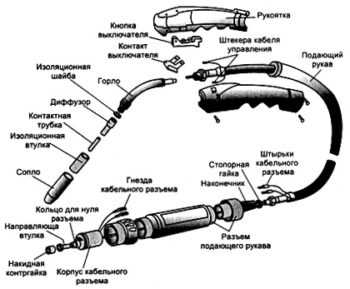
Сварочный аппарат состоит из следующих компонентов:
- горелка;
- шланг для подачи проволоки;
- механизм подачи проволоки;
- панель управления рабочими процессами;
- проволока в мотке;
- электропровод;
- система полуавтоматического управления;
- шланг для подачи газа;
- редуктор для снижения газового давления;
- нагреватель;
- баллон с газом высокого давления;
- выпрямитель.
На отечественном рынке присутствует большое разнообразие подобного оборудования. Дабы упорядочить его виды, обратимся к одной из наиболее распространенных классификаций. По мере автоматизации сварных процессов сварочные аппараты могут быть ручными, полуавтоматическими и автоматическими.
Первый тип подобного оборудования более подходит для бытового использования, а второй и третий – для применения на крупных предприятиях, так как сварочные автоматы, полуавтоматы отличаются более высокой производительностью за единицу времени, а также позволяют получить более качественные соединения металлов, нежели при работе ручным сварным агрегатом.
Но стоит заметить, что автоматические сварки стоят значительно дороже ручных агрегатов, поскольку характеризуются более высоким комфортом для пользователя, имеют широкие функциональные возможности, работают дольше.
Полуавтоматы выступают наиболее приемлемым вариантом по соотношению цены, комфортабельности работы и количества функций.
Чтобы понять иные достоинства полуавтоматов, нужно уяснить, как работает полуавтоматическая сварка:
- внутри аппарата находится катушка с проволокой, выполняющей функцию плавящегося электрода и автоматический механизм подачи такой проволоки;
- подвижная проволока пропускается через газовое сопло под напряжением, что приводит к ее расплавлению;
- стабильная длина дуги обеспечивается автоматическим механизмом подачи сварки;
- оператор выбирает на свое усмотрение направление тока и скорость подачи проволоки для сварки, учитывая вид металла и скорость перемещения газовой горелки.
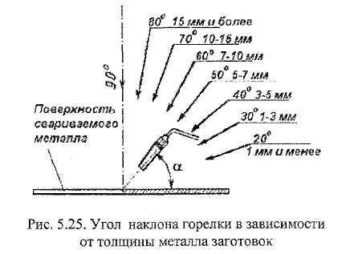
Зависимость угла наклона горелки от толщины заготовки.
Понимание принципа работы полуавтоматической сварки позволяет уяснить, чем отличается автомат от полуавтомата. В автомате абсолютно все процессы автоматизированы, то есть, выполняются системой управления. В полуавтоматических сварочных аппаратах, как было сказано выше, некоторые из операций остаются за сварщиком.
Полуавтоматическая сварка делится на разные виды, исходя из наличия определенных характеристик.
По способу защиты материала в процессе выполнения сварных работ различают полуавтоматы для сварки:
- под флюсом;
- в инертных и активных газах.
Также полуавтоматы могут быть:
- Однофазными.
Функционируют от сети с напряжением в 220В, но если оно скачет, электрическая дуга не будет постоянной. Такое положение дел опасно появлению дефектов на сварных соединениях. - Трехфазными.
Функционируют не от каждой розетки, однако гарантируют высокое качество работы при любых нагрузках.
Чтобы стать высококвалифицированным сварщиком, важно уяснить, что нужно для сварки полуавтоматом: каких правил придерживаться, какие расходные материалы использовать.
Правильная техника сварки с помощью полуавтомата
Техника варения сварочным полуавтоматом крайне важна для получения качественных соединений, которые не утратят первоначальных эксплуатационных параметров со временем. Она отличается от технологии выполнения электродуговой ручной сварки.
Существенно и различие автоматически функционирующих приборов от полуавтоматических агрегатов. Рассмотрим основные техники сварных работ полуавтоматом.
Особенности сварных работ в среде защитного газа
При выполнении сварочных работ с использованием полуавтоматического оборудования может применяться газ. Это позволяет снизить процесс окисления металлической детали, подвергаемой сварке, и повысить прочностные характеристики созданного соединения.
Газ для сварочного полуавтомата можно применить разный, но чаще остальных используют: углекислый газ, гелий. Объяснить такую тенденцию можно их доступностью и низким расходованием при выполнении сварных работ.
Важно! При работе с углекислотой крайне важно качество предварительной подготовки свариваемой детали: чем тщательнее выполнена зачистка металлической поверхности, тем меньше вероятность, что на ней останутся частички пыли, грязи, остатки лакокрасочных изделий, ржавчина. Зачистку выполняют с помощью наждачной бумаги или железной щетки.
Технология сваривания позволит понять, как пользоваться сварочным аппаратом при работе с газами.
Сварка в среде защитного газа.
Их существует несколько видов:
- Непрерывное сваривание подразумевает ведение горелкой или электродом от начала и до конца шва.
Такая техника требует большого мастерства. - Точечная сварка предполагает соединение металлических деталей путем организации множества сварных точек, а не при помощи сплошной дорожки.
- Сварное соединение коротким замыканием осуществляется, в большинстве ситуаций, для тонколистового металла путем его расплавления за счет подачи импульсов от короткого замыкания, образуемого в аппарате.
После замыкания расплавленный металл образует каплю, которая и соединяет две детали.
Многие мастера выбирают режим переменного тока при выполнении сварки полуавтоматом с углекислым газом. В начале работы оборудование следует настроить, исходя из типа рабочего металла и его толщины. Режим сварки определит расход газа, а вот проволока расходуется, в среднем, по 4 см за секунду.
На заметку! Уточнить настройки можно в таблицах ГОСТа с указанием актуального режима и норм для каждого вида металла.
После настройки оборудования и подготовки деталей можно начать соединение поверхностей с помощью полуавтомата. Включите подачу газа, возбудите электрическую дугу, коснувшись проволокой рабочей детали. Нажатие на кнопку Пуск на корпусе агрегата запускает механическую подачу электрода.
Качество швов определит соблюдение важных нюансов при работе:
- держите и ведите проволоку строго прямо, но не вплотную к заготовке, чтобы сохранить хороший обзор сварной ванны;
- соблюдайте нужный интервал между кромками свариваемых деталей при работе;
- согласно данной технологии толщина изделия до 1 см требует зазора не более 1 мм, а толщина изделия более 1 см требует зазора в размере 10% от данной величины.
Технология работы с алюминием
Сварка полуавтомат позволяет варить разного рода металлы, и в том числе алюминий.

Схема сварки металла горелкой.
Но при работе с таким металлом важно соблюдать особые правила, поскольку процесс характеризуется особенными свойствами:
- Поверхность алюминия покрыта тонким слоем амальгамы с температурой плавления намного выше, нежели у самого металла.
Поэтому потребуется применить инертный газ – аргон. - Алюминий быстро поддается плавлению, поэтому течет.
Чтобы избежать негативных последствий при работе сварочным полуавтоматом, примените подложка. - Сама сварка осуществляется плавящимися электродами при постоянном токе обратной полярности.
То есть, на деталь фиксируется отрицательный заряд, а на горелке – положительный.
Описанные приемы выполнения сварки алюминия позволят добиться качественного плавления заготовки и быстрого разрушение верхнего слоя, что в итоге обеспечит сварщику возможность создать надежные сварные швы.
Сварка с проволокой
Сварочный аппарат полуавтоматического типа позволяет работать в газовой среде или без применения углекислоты, гелия, аргона. Соединения металлических деталей можно выполнить под флюсом, но такую технологию чаще используют в промышленных условиях, чем в быту из-за высокой стоимости флюса.
Для понимания специфики работы таким методом, стоит выяснить основные характеристики флюса. Это порошок, который помещен в середину сварного электрода.
Он плавится при воздействии высокой температуры и выделяет облако газа, надежно защищающее сварную ванну от риска окислиться. При этом инертный газ из баллона не расходуется.
На заметку! Основное достоинство порошкового электрода состоит в том, что он позволяет варить под открытым небом и в закрытом помещении при сквозняке. А это невозможно при газовой сварке, поскольку дорожка из-за ветра качественной не получится.
Специалисты не рекомендуют использовать полуавтомат вместе с самозащитными электродами, если работать приходится со слишком тонкими листами или среднеуглеродистой сталью. Иначе могут появиться дефекты в виде горячих трещин.
А чтобы повысить температуру сварной электрической дуги для максимально оперативного расплавления порошка внутри сварного электрода, стоит применить обратную полярность.
Основные правила при проведении сварочных работ
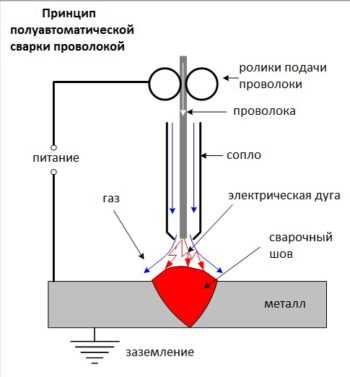
Принцип полуавтоматической сварки проволокой.
При выполнении сварочных работ на промышленных объектах используется сварка автомат или полуавтомат: в чем разница между этими видами сварных приборов максимально быстро поймет опытный мастер:
- автоматическая сварка сопровождается механизированным движением дуги и подачей электродов;
- полуавтоматическая сварка подразумевает механизированную подачу проволоки и ручное перемещение дуги.
Новичку в подобных вопросах важно овладеть основными правилами высококачественной сварки. Стать профессионалом и мастерски справляться с полуавтоматом можно только при изучении всех тонкостей сварки таким типом сварного оборудования.
Немаловажно при этом соблюдать технику безопасности: надевайте форму и маску для защиты от ультрафиолетового ожога. Внимательно изучите и всегда придерживайтесь норм и стандартов по ГОСТу. Не пренебрегайте правилами, которые помогут уберечься от травм.
Использовать преимущества полуавтоматической сварки в полной мере можно только, если понимать специфику работы с таким оборудованием.
Специалисты рекомендуют выполнить пробный шов на черновой детали или в том участке детали, где он будет практически не заметен. Это позволит убедиться в правильности установленных настроек на полуавтомате для сварки.
Обязательно прочтите инструкцию к прибору перед его включением, а в последствие соблюдайте ее беспрекословно.
Важно! Полуавтоматическая сварка не может работать без перерывов. Периодически делайте паузы, как указано в инструкции к прибору.
Заключение
Полуавтоматом для сварки пользуются как на промышленных объектах, так и для выполнения бытовых операций. Чтобы работать сваркой полуавтоматического типа мастерски, важно понимать, для чего нужен такой прибор: он позволяет выполнять надежные и долговечные сварные соединения металлических деталей.
При этом некоторые процессы в работе автоматизированы и не требуют внимания со стороны сварщика, но есть и такие, которые потребуется выполнить вручную.
tutsvarka.ru
особенности и характеристики – Виды сварочных аппаратов на Svarka.guru
Внешняя оболочка автомобиля сделана из тонкого металла, который постоянно приходится «штопать». Для ремонта удобнее всего использовать полуавтомат сварочный для кузовных работ. Он обеспечивает качественный шов, позволяет работать быстро с любого положения. Особо ценится у любителей и хозяев автосалонов простота процесса сварки полуавтоматом. На аппарате могут варить любители и сварщики с низким разрядом.Почему для сварочных работ с авто лучше всего подходит полуавтомат?
Подварка кузова имеет свои особенности и сложности. Автомобиль не разбирается полностью. Добраться до места работы сложно, везде металлические детали. Для электрода нет места, чтобы не зацепить за что-то расположенное в непосредственной близости. Работы проводятся в любом положении шва, с переходами по плоскости.
Сварочный аппарат для кузовных автомобильных работ, функционирующий в полуавтоматическом режиме, оптимально подходит автослесарям. Он обеспечивает ровный и прочный шов. Горелка компактная, конец электрода не торчит наружу, проволока подается по каналу.
Какие задачи позволит решить?
На полуавтомате можно производить сварку тонкого металла и соединять детали разной толщины, как например, при замене порогов. Можно выбирать соответствующие режимы и электроды, варить алюминий и дюраль.
На полуавтоматах сварка проводится с большой скорость, что важно для предприятий с большими объемами работ.
Простое управление и точная настройка позволяют использовать аппараты в быту, для самостоятельного ремонта кузова и других узлов машины.
Классификация и маркировка
По мощности полуавтоматы, как и другое оборудование, делится на профессиональные, вырабатывающие силу тока более 300 А. Бытовые, ограниченные 180 – 200 А. В промежутке между ними находятся полупрофессиональные аппараты.
Принцип работы – основной показатель в маркировке:
- MIG – в среде инертных газов;
- MAG – под слоем активных газов;
- NO MAG – газ не подключается.
Чаще всего встречается оборудование комбинированного типа, работающее в 2 или 3 режима.
Особенности выбора
Профессиональные аппараты с мощностью более 300А не используются в автомобильных мастерских. Все ремонтные работы проводятся током до 200А.Кузов автомобиля состоит из каркаса и тонкого листа. Сварочный аппарат должен работать на различных режимах MIG/MAG, чтобы варить разные по своему составу и размеру детали в любом положении.
Тянущий механизм обеспечивает более ровную подачу проволоки, позволяет варить на удалении, со шлангами длиной до 20 м. При этом увеличивается размер ручки горелки и возможность работать в труднодоступных местах.
Характеристики для оборудования
Практика показала, что в топ оборудования для сварки кузова входят аппараты типа MIG/MAG.
- сила тока;
- режим работы MIG/MAG;
- типы проволоки и электродов, максимальный диаметр;
- источник питания 220В или 380В.
Для кузовных работ следует остановить свой выбор на полупрофессиональных аппаратах универсального типа. В гараж подойдет бытовой с мощностью 180А.
Что еще учесть?
Чтобы правильно выбрать сварочный аппарат, следует определиться с толщиной металла и его составом.
Выбирая хороший полуавтомат, следует отдать предпочтение оборудованию с евроразъемом, к нему проще будет подобрать для замены горелку.
Важно, чтобы регулировка напряжения осуществлялась плавно или имелось большое количество положений регулятора, чтобы регулировать ток с небольшим по значению шагом.
Мастер аварийной ремонтной бригады. Сварщик 6 разряда, Судоплатов Г.В.: «При покупке сварочного полуавтомата следует обращать внимание на диапазон напряжений, в котором работает оборудование. Особенно важно это при использовании его в сельских и удаленных районах, где напряжение часто падает или скачет. В случае постоянно низкого значения напряжения, следует отдавать предпочтение инвертору, который может работать при 165В, в отдельных случаях при 145В. Во время работы на даче или в поле, такие модели можно подключать к генератору».
Подготовка к работе
 Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.
Не зависимо от марки сварочного аппарата для кузовных работ, порядок подготовки оборудования к работе осуществляется по одной схеме.- Разобрать горелку, снять сопло и наконечник.
- Установить катушку с проволокой.
- Вручную завести проволоку в канал и подающий механизм.
- Собрать горелку.
- В зависимости от типа предстоящей работы выставляется полярность, и крепятся зажимы к детали.
- Подключить полуавтомат к сети.
- Вывести конец проволоки в горелке наружу, в рабочее положение.
После этого выпускается конец проволоки, проверяется скорость и плавность подачи. Затем кусачками убирается лишнее и можно начинать работать.
Подключение газового баллона
Подваривать кузов полуавтоматом удобнее всего в среде углекислого газа. Предпочтение отдается баллонам с технической углекислотой. В них меньше водных паров.
- Установить на баллон редуктор.
- Подключить гайкой редуктор к баллону.
- Соединить шлангом баллон с углекислотой и полуавтомат.
- Настроить нужный расход газа.
Редуктор устанавливается для равномерной подачи газа. Он показывает, какое давление в баллоне. Когда оно достигает 5 – 6 Атм, баллон следует заменить новым.
Регулировочные мероприятия
 Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.
Регулировка оборудования начинается с проволоки. Следует с помощью гайки создать необходимое усилие трения, при котором расходный материал не провисает, катушка не крутится свободно от малейшего прикосновения. Одновременно она не должна проскальзывать в роликах механизма подачи, двигаться равномерно.Отрегулировать силу прижима роликов, чтобы усилия хватало тянуть проволоку даже при перегибах канала – кабеля.
При нажатии кнопки на сварочной горелке, проверяется показание расхода газа, и скорость подачи проволоки. При необходимости они регулируются.
Влияние источника питания
Источник питания влияет на качество шва и производительность работ. Тонкие листы легче сваривать переменным током, который не перегревает шов и не прожигает его.
Для постоянного подбираются специальные расходные материалы. Режимы требуют точной настройки, чтобы кузов не пришлось рихтовать. Какой источник питания выбрать, определяется объемом работ и стоимостью оборудования.
Трансформатор
 Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.
Один из старейших типов сварочного оборудования. Понижает напряжение, оставляя ток переменным. Имеет замкнутый контур. Шов ложится ровно, тонкий лист не прожигается, если соблюдать режимы работы.К недостаткам относится:
- большой вес и габариты;
- работает в большом диапазоне температур;
- чувствительный к перепадам напряжения;
- потребляет много электроэнергии;
- режим работы менее 50%.
Если напряжение в сети падает, достаточно добавить ток. При резком повышении прожигает деталь.
Выпрямитель
Выпрямитель преобразует переменный ток, пропуская его через полупроводниковые вентили. По размерам он меньше трансформатора, но тяжелее инвертора.
Аппарат не имеет плавной регулировки силы тока. Простое устройство не чувствительно к перепадам температур, хорошо работает в условиях сильной запыленности, вибрации. Легко ремонтируется заменой сгоревшей детали или ее перемоткой.
Ремонтируя автомобиль в сложных условиях, предпочтение следует отдавать выпрямителю. Он работает при низких напряжениях и морозе. В качестве расходного материала используется проволока обычная, порошковая, покрытая и электроды.
Инвертор
Аппарат превращает переменный ток в постоянный, что перегревает и коробит тонкий лист. Чтобы варить , понадобится применение специальных электродов и присадок. Позволяет работать порошковой проволокой без газа и флюса, что удобно, не надо таскать баллон и подключать газ.
К плюсам инверторного аппарата относятся:
- малый вес;
- экономное расходование электроэнергии;
- качественный красивый шов;
- работает при пониженном напряжении;
- сглаживает скачки;
- ток не падает при работе с длинными кабелями, на удлинителе;
- цифровой дисплей;
- плавная регулировка всех параметров.
Недостаток инверторного полуавтомата в его повышенной чувствительности к окружающей среде. При температуре ниже – 5⁰ он тормозит и перестает работать. Платы постоянно покрываются пылью, ухудшая качество работы микросхем и срок службы оборудования. При выходе из строя одной детали, приходится менять всю микросхему, которая составляет более половины стоимости оборудования.
Варианты подключения к электросети
Бытовой полуавтоматический сварочный аппарат работает от сети 220В с частотой 50 Гц. Под него и следует подбирать оборудование для домашней мастерской. Профессиональные аппараты подключаются в основном к промышленному трехфазному току в 380В.
По виду источника питания, инверторы могут работать в любых условиях, подключатся даже к генератору. Трансформаторы в большинстве рассчитаны на промышленный ток.
Проволока и ее влияние на результат
Для сварки кузова применяют проволоку диаметром 0,6 – 0,8 мм. По составу:
- сплошная омедненная;
- покрытая флюсом;
- порошковая.

Первая применяется для сварки в среде газа. Ею удобно варить швы, расположенные горизонтально и вертикально. Недостаток работы с ней – тяжелое газовое оборудование. При работе на постоянном месте самый подходящий вариант.
Проволока с покрытием обеспечивает сварку под флюсом в любом положении. Ее покрытие расплавляется от дуги, создает пленку шлака, закрывающего шов. Выделяющиеся при сгорании компонентов обмазки газы закрывают сварочную ванну от воздуха. Шов получается ровный, прочный. Производительность работы высокая.
Порошковая проволока – это вывернутый наизнанку электрод. Флюс находится внутри. Металлический корпус плавится, заполняя шов. ПП сложно сваривать тонкие детали. При толщине металла от 3 мм получается качественный выпуклый шов.
Не забываем про горелку
Полную защиту сварочной ванны при работе на большой скорости обеспечивает широкое сопло с сеточными вставками. Газ равномерно поступает по всей площади ванны.
Токоподводящий наконечник должен иметь отверстие, соответствующее диаметру проволоки. При наличии большого зазора происходит искрение, и деталь быстро сгорает, выходит из строя.
Кнопки включения на ручке. Там же располагается тянущий механизм подачи проволоки.
Что можно сказать о баллонах?
На практике в основном применяются баллоны с углекислым газом для сварочных работ черного цвета с давлением 14,7МПа. Редуктор на них устанавливается без переходника.
Для домашнего использования удобные емкости объемом 20 литров. Их можно поднять одному человеку и поместить в багажник или на заднее сидение легкового авто.
Для большого объема работы подойдут баллоны объемом 45 литров. Их хватает надолго. Для перемещения необходима специальная тележка.
Для ремонта кузовов выбирается оборудование, способное сваривать тонкие детали из разных марок сталей и алюминий. Сила тока до 200А.
svarka.guru
Сварочный полуавтомат инверторного типа: какой выбрать для дома
Можно с уверенностью сказать, что в сварочном деле проходит ползучая промышленная революция. Прежде всего, сварочное оборудование стало доступным для самых широких масс потребителей – во многом благодаря китайским производителям. Дополнительным стимулом стали технологии с применением инверторов в качестве источника электрического питания.
Этот фактор привел в профессию сварщика множество новичков: варить стало легче и комфортнее, что само по себе является абсолютно позитивным явлением. Вместе с тем наблюдаются кое-какие проблемы, связанные с промышленным сварочным бумом. Это неприятное сочетание двух факторов: колоссальное число разных моделей сварочных аппаратов на рынке и недостаточная квалификация мастеров нового поколения, чтобы хорошо разбираться в этих аппаратах.
Далеко не все понимают, какой сварочный полуавтомат выбрать. Результатом являются нередкие ошибки в выборе аппарата, либо, что еще хуже, покупка поддельных марок сварочных приборов, которые на рынке тоже встречаются. Поэтому умение выбирать лучшие модели аппаратов является обязательным профессиональным навыком. Сварочный аппарат полуавтомат инверторного типа – этот тип агрегатов получает все большее распространение и среди любителей, и среди профессионалов.
Чем отличаются сварочные полуавтоматы от других аппаратов
Схема сварочного аппарата с тиристорным управлением.
В отличие от ручных дуговых аппаратов в инверторных сварочных полуавтоматах кроме преобразователя тока имеется еще один элемент – механизм для автоматической подачи присадочной проволоки во время сварки. В результате дуга получается стабильной и ровной, а сварочный шов – чрезвычайно высокого качества. По сути полуавтоматические инверторные аппараты выполняют такие же функции, как и ручные дуговые РДГ. Принципиальное отличие сварочного полуавтомата в том, что он состоит ровно из двух частей:
- Преобразователя тока, который меняет качество сварочного тока так же, как в ручных дуговых инверторах.
- Специальной кассеты для проволоки, чтобы подавать ее автоматическим способом в зону сварки.
Зачем нужна автоматическая подача проволоки? Для высокого качества шва, конечно. Технология сварки полуавтоматом гениальна по своей простоте: сварочная дуга аккуратно располагается между заготовками и проволокой, которая идеально ровно подается автоматом. Металл заготовок и проволоки плавится, перемешивается в сварочной ванне и по ходу движения электрода твердеет, превращаясь в качественный шов. Во время плавления в ее зону подается инертный газ в виде аргона для защиты от ненужных окислительных процессов.
Режимы работы полуавтоматов MIG, MAG, MMA, TIG
Разберемся с аббревиатурами MIG/MAG или МИГ и МАГ, которые часто встречаются в названиях в моделях сварочных инверторных полуавтоматов. Эти аббревиатуры различаются в зависимости от того, какой газ применяется в качестве защиты металла от окисления во время сварки.
МАГ обозначает Металл Активный Газ, при этой технологии используется углекислый газ. МИГ – Металл Инертный Газ обозначает использование аргона. Технологией МИГ можно варить цветные металлы, алюминий и нержавеющую сталь – самые капризные виды металлов в сварочном деле.

Как устроен наконечник сварочной горелки.
MMA Manual Metal Arc или РДГ – ручная дуговая сварка плавящимся электродом рассматривается как дополнительная функция полуавтомата. Ну и наконец TIG – сварка-полуавтомат неплавящимся электродом в аргоновой среде – тоже может быть дополнительной функцией в полуавтоматах высокой ценовой категории.
По каким критериям выбирать подходящий аппарат для себя
Критерии выбора сварочного аппарата:
- По функциям. Что и где вы собираетесь варить? Поилку для индюшат на даче, кузов автомобиля в мастерской или у вас впереди серьезные промышленные объекты?
- По качеству, виду и толщине сварочного шва. Вам важнее эстетика, как, например, для декоративных решеток или деталей автомобиля, или прочность и надежность на ответственных объектах типа газопровода?
- По виду металлов, с которыми вы собираетесь работать. Нержавейка? Алюминий? Цветные металлы и их сплавы? Есть в вашем наборе металлов присутствует алюминий и его сплавы, нужно разворачиваться в сторону аппаратов, где присутствует аббревиатура TIG с баллонами инертного газа в придачу.
- По характеристике электрической сети. Если вы живете и собираетесь работать в сельской местности, в вашей сети, скорее всего, будет прыгать напряжение. Тогда нужно искать аппараты с широким диапазоном скачков напряжения – такие есть, их специально выпускают для российских регионов.
- По личному опыту мастера. Если вы начали заниматься сваркой недавно, вряд ли будет целесообразно покупать дорогой навороченный полуавтомат, где половина функций вам не нужна будет и в помине.
Очень важный момент в выборе – универсальность аппарата. Она зависит от вида ваши планируемых работ: вам нужен только полуавтомат с автоматической подачей проволоки? Или вы собираетесь работать с электродами тоже? Если да, идем выбирать универсальное оборудование.
Классификация сварочных полуавтоматов
Это три условных группы:
- бытовые сварочные полуавтоматы;
- профессиональные полуавтоматы;
- промышленные полуавтоматы.
Бытовые: речь о выборе сварочного полуавтомата для дома. Подходят, если продолжительность работ не будет превышать нескольких часов в день. Выбирать нужно те аппараты, которые позволяют работать с проволоками разного диаметра и их разных металлов, то есть, с высокой степенью универсальности.
Устройство подачи проволоки в сварочном полуавтомате.
Профессиональные: таких моделей предлагается на рынке больше всего с самыми разными модификациями – с самым широким набором режимов или чисто «проволочные», не боящиеся скачков сетевого напряжения или позволяющие работать на морозе. Эти аппараты нужно выбирать буквально по пунктам технических характеристик: их много, но всех их нужно учитывать.
Промышленные: это мощные аппараты для сварки массивных деталей с неограниченным временем работы для круглосуточного пользования. В данном рейтинге они не рассматриваются.
Важные технические характеристики для выбора
Характеристики сварочных полуавтоматов:
- Мощность инвертора или сварочный ток. Это сила тока, при которой на аппарате можно работать без перерывов на остывание. Оптимальными параметрами считаются 160 – 200 А.
- Продолжительность нагрузки ПН – это процент времени от общего времени работы, которое потребуется на перерыв для остывания аппарата. Хорошим показателем является уровень 60%.
- Диапазон скачков напряжения в процентах показывает, при каких изменениях напряжения аппарат будет продолжать работать. Важно для сельской местности. Если вы выбираете профессиональный полуавтомат, важно, сколько фаз сети подведено к вашей мастерской. Однофазный агрегат нужно выбирать, если подведена одна фаза. Если у вас три фазы, можно покупать оба варианта – хоть однофазный, хоть трехфазный. Но если есть возможность выбирать, лучше остановиться на трехфазном варианте: с ним качество шва получается выше, а риск перегрузки на одну фазу ниже.
- Диаметр электродов или присадочной проволоки, который зависит от мощности тока и продолжительности нагрузки. Толщина свариваемых заготовок также влияет на выбор диаметра проволоки.
- Параметры питающего кабеля, он должен быть достаточного диаметра сечения – больше 2,5 мм и оптимальной длины. Если длина кабеля больше 15 метров, мощность аппарата при скачке сетевого напряжения обязательно будет теряться. А это напрямую определяет силу сварочного тока и в итоге качество сварочного шва.
Полуавтомат инверторный или классический?

Комплектация сварочного полуавтомата.
Иными словами, что лучше – трансформатор или инвертор? Учитывая факт, что до сих пор 90% сварочных работ в России производятся на трансформаторных типах оборудования, вопрос совсем не праздный и нуждается в разъяснениях.
В чем принципиальные различия трансформатора и инвертора? И тот, и другой являются источниками сварочного тока. Но генерируют его они по совершенно разным механизмам действия. Но для выбора того или другого важнее не механизм преобразования тока, а различия в применении и, главное, в качестве получаемых сварочных швов.
Трансформаторные модели громоздкие, их нужно перемещать на тележке, а лучше использовать в стационарных условиях, без перемещений. Инверторные полуавтоматы легче и меньше, швы с их помощью получаются более качественными. Но и стоят они значительно дороже трансформаторных опций.
Если денежный вопрос стоит остро, трансформаторы могут быть выбраны для домашних работ на даче или в частном доме. В личном гараже они также подойдут. Если же вы планируете заниматься сваркой ответственных участков типа отопления, водопровода, емкостей или труб из нержавейки, вам следует остановиться на инверторах.
10 моделей выбора инверторных полуавтоматов
Представляем десять моделей сварочных полуавтоматов, которые вполне могут бороться за право быть выбранными вами, исходя из ваших сварочных планов, квалификации и свойств вашей электросети. Следует отметить, что нумерация моделей никак не отражает их рейтинга внутри списка.
Определение – «лучший сварочный полуавтомат инверторного типа» в корне неверное. Модели настолько разные, что не могут конкурировать друг с другом, их нельзя сравнивать. Сам список – уже рейтинг с полноправными аппаратами для вашего выбора. Итак, определяем самый подходящий сварочный полуавтомат инверторного типа для себя – здесь и сейчас.
Сварог ПРО MIG 200
 Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Данный инверторный полуавтомат многими экспертами оценивается как пример отличного баланса цены и качества. Аппарат самый дорогой из всех приборов такой же модификации. Он универсальный, на нем можно работать со всеми видами проволоки, с обычными электродами в режиме MMA, c аргоновой горелкой в режиме TIG DC, легко менять полярность сварочного тока.
Ценнейшим свойством аппарат является его ПН – продолжительность нагрузки. При токе не больше 160А и электродах с диаметром не больше 4 мм, его ПН составляет 100%. Это означает, что на нем можно работать без перерывов для остывания. Имеется специальный режим VRD – снижение напряжения холостого хода, форсаж дуги, принципиально новая схема контроля дуги.
Главные плюсы:
- универсальность, гибкость настроек;
- компактность и небольшой вес;
- новая система управления дугой;
Главные минусы:
- нельзя варить алюминий и его сплавы;
- высокая цена.
Кедр 175 GD
Сварочные полуавтоматы инверторного типа занимают в линейке российской компании Кедр не самое главное место. Основная специализация Кедра – промышленное сварочное оборудование для решения самых непростых производственных задач. Для нас с вами этот факт имеет только положительное значение: компания серьезная с продвинутыми технологиями и, что самое главное для нас, жесткими рамками производственных стандартов.
Аппарат также универсальный – и для полуавтоматической, и для ручной сварки. Программное управление с широкими возможностями, которое не очень удобно переключается: сначала выставляется кнопка режима и только затем настраиваются функции. Отлично адаптирован под разную толщину свариваемых заготовок. Мощность сварочного тока тоже неплохая – на максимуме 175А, а вот ПН не самая сильная.
 На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
На это Кедре можно варить без остановок на остывание лишь при использовании электродов с диаметром не больше 3 мм. Иными словами, сварка в режиме MMA будет оптимальной с электродами в 2 – 3 мм в диаметре. Режим VRD также имеется. В принципе, Кедр ничем не уступает аппарату пунктом выше Сварог. Вот только он раза в полтора дешевле, чем Сварог. Выбирайте!
Главные плюсы:
- настоящая многофункциональность;
- очень удобен для новичков;
- хорошая ремонтная база;
- отличная цена;
Главные минусы:
- система управления не нравится опытным мастерам.
Aurora PRO 200
Китайский сварочный полуавтомат инверторного типа больше всех подходит если у вас запланированы большие по объему работы. Да и по своим размерам он самый большой среди остальных аппаратов в рейтинге.
Он популярен в мастерских по производству металлоконструкций и в автосервисах. Для работы с ним можно хорошо запастись проволокой – Аврора укомплектована массивными катушками. Отлично выдерживает скачки напряжения в сети – работает как миленький при минимуме 140В. Диаметр электродов лимитирован, максимально допустимый размер 5 мм, ПН средний – 60%.
 Главные плюсы:
Главные плюсы:
- большие катушки для проволоки с экономией ресурсов;
- отличная натяжка проволоки;
- можно работать с проволокой диаметра 1,2 мм;
Главные минусы:
- громоздкий, тяжелый.
Fubag Irmig 200
Профессиональные сварочные полуавтоматы бывают самой разной направленности. Перед вами «чистокровный немец» с очень узкой направленностью. Самый лучший выбор из всех возможных для «автомобильной жестянки»: если варить с проволокой диаметром 0,8 мм, прибор практически не перегревается и позволяет работать без перерывов для остывания.
Полуавтоматическая сварка листового железа – вот основное назначение аппарата, где ему равных нет. Ручной дуговой режим тоже возможен, но с остановками: ПН при мощности тока в 170А очень скромный – всего 20%. Это мощный и простой в управлении аппарата, обладающий всеми преимуществами немецкой техники, где на первом месте стоит надежность.
Главные плюсы:
- надежность, практически не ломается;
- простые настройки, удобное управление;
Главные минусы:
- узкая направленность работы, неполноценная MMA;
- цена высоковата, как у всех «чистых немцев».
Aurora PRO Overman 200
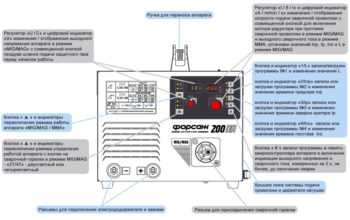
Функциональные особенности полуавтоматического инвертора.
Еще один отличный аппарат, но снова с узкой направленностью: он сконструирован для работы с проволокой и только проволокой. Не боится низких скачков напряжения в сети, не ограничивает выбор присадочной проволоки – можно варить даже с алюминиевой. Хорошо адаптируется под разную толщину металлических заготовок благодаря регуляции вольтамперной характеристики. В этой Авроре можно регулировать не только напряжение, но и ток, что встречается очень нечасто.
Странным выглядит переключатель скорости подачи проволоки: эта скорость представлена всего в двух режимах – быстро и медленно, без промежуточных показателей. Из-за своих спецификаций узкой направленности этот аппарат вряд ли можно рассматривать как сварочный полуавтомат для дома, но, если вы планируете сварку только с проволокой, его можно выбирать с уверенностью.
Главные плюсы:
- не боится сетевых скачков напряжения;
- хорошо адаптируется под разные размеры заготовок;
- отличная цена;
Главные минусы:
- тяжелый, громоздкий;
- скорость подачи проволоки только быстрая и медленная.
Сварог MIG 200Y
Еще один узкий специалист в деле профессиональной сварки – полуавтомат, который рассчитан на работу только с проволокой – никаких других режимов нет. У него очень неплохой ПН в 60% при мощности сварочного тока 200А, с такими показателями можно варить проволокой с диаметром 1 мм без остановок.
Как и положено «проволочному» аппарату, этот Сварог снабжен массивными катушками. Можно регулировать напряжение, ток и индуктивность, а вот скорость подачи проволоки – нельзя. Это выполняется автоматически с помощью электроники. Еще одно ценное и редкое техническое дополнение: при работе на морозе к инвертору подключается специальный обогрев.
Главные плюсы:
- гибкость настроек тока, напряжения и индукции;
- массивные катушки для проволоки до 15 кг;
- не боится морозов;
Главные минусы:
- высокая цена;
- нельзя самостоятельно регулировать скорость подачи проволоки.
Fubag INMIG 200 Plus
 А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
А в этой модели вы найдете все возможные режимы сварки полуавтомат MAG/MIG, TIG и ручной MMA. Это многофункциональный аппарат с модным синергическим управлением. Очень неплохая мощность тока с максимальным значение в 200А, но при этом неважный ПН, который ограничивает диаметр проволоки не выше 0,8 мм и электроды не больше 2,0 мм.
Скорость подачи проволоки также регулируется автоматически, равно как и горение дуги. Есть специальный режим короткими швами SPOT для сварки поверхностей, где не нужна герметичность: подача проволоки автоматически останавливается через равные временные интервалы. Аппарат очень не любит низких скачков сетевого напряжения: в сети много жалоб от мастеров на его остановки в таких ситуациях.
Главные плюсы:
- настоящая многофункциональность;
- отличная цена;
- режим SPOT;
Главные минусы:
- боится скачков сетевого напряжения;
- низкий ПН, лимит диаметром проволоки и электродов.
Elitech ИС 220П
Типичный бюджетный китайский сварочный полуавтомат, подходящий для сварочных работ, например, в гараже. Один из лучших в своем ценовом сегменте. Ведет себя прилично при скачках напряжения – без проблем выдерживает снижение до 160 В. Его можно отнести к энергосберегающему оборудованию: мощность потребления всего 5,4 кВт. Максимальная мощность тока 180 А с ПН в 80%.
Такие показатели дают возможность работать с проволокой диаметром до 1,0 мм. Скорость подачи проволоки и напряжения можно регулировать самостоятельно. В сети множество позитивных отзывов по поводу надежности этой техники. Так что не боимся в данном случае китайского происхождения аппарата.
Главные плюсы:
- очень экономичен по расходу энергии;
- компактный;
- отличная цена;
Главные минусы:
- минимальный набор настроек.
Foxweld Invermig160 combi

Устройство современного сварочного полуавтомата.
Универсальный бюджетник – инверторный сварочный полуавтомат с максимальной мощностью сварочного тока в 160А и ПН 60%. Его отличает удобное управление, потребляет экономно электроэнергию, не боится скачков напряжения. С ним можно работать на морозах и в неотапливаемых помещениях: он снабжен редуктором для обогрева инвертора. Еще одно достоинство – длинный рукав горелки.
Главные плюсы:
- экономичен по потреблению электроэнергии;
- невысокая цена;
Главные минусы:
- малоизвестная марка;
- небольшой запас по току.
Ресанта САИПА 200
Ресанта является одной из самых раскрученных марок на российском рынке, а ее модель САИПА 200 – самая популярный сварочный инвертор полуавтомат в линейке Ресанты. Максимальная мощность сварочного тока 200 А с ПН 70%: можно варить с проволокой с диаметром 1,0 мм без перерывов. Имеются регуляторы напряжения и скорости протяжки проволоки. В сети много жалоб на частые поломки как данной модели, так и другой продукции этой фирмы.
Главные плюсы:
- неплохой запас по току;
Главные минусы:
- боится пыли;
- часто ломается;
- завышенная цена.
Советы вдогонку
Как выглядит газовая горелка для сварочного аппарата?
Несколько советов от экспертов, чтобы понять, как выбрать сварочный полуавтомат для конкретных нужд: в некоторых аппаратах на горелках поставлены евро-разъёмы, которые подойдут для работы далеко не везде. Их можно сразу же сменить.
- Проверяйте механизм протаскивания проволоки. Если в нем стоит двигатель малой мощности, механизм быстро сломается. Да и ролики ля проволоки должны быть нормальных размеров – не меньше 30 х 22 х 10 мм.
- Есть модели, в которых индуктивность регулируется жестко и автоматически: или «сильно» или «слабо». Такие аппараты лучше избегать, потому что регулировка должна быть мягкой и плавной – от этого зависит качество сварочного шва.
- Регулировка индуктивности лучше не ручная, а цифровая. В этом случае намного легче и правильнее настраиваются остальные параметры.
- Дополнительным плюсом всегда выступает автоматическое отключение прибора во время перегрузки.
Выводы
Сварочные полуавтоматы хороши и для непрофессиональных домашних работ, и для профессиональной сварки в мастерских и автосервисах. Если решать, какой сварочный полуавтомат выбрать для ремонта автомобиля, то предпочтительнее инверторный тип полуавтоматов.
Можно обсуждать и покупку полуавтомата «старого» трансформаторного типа, чтобы он работал в гараже в режиме стационара из-за веса и больших габаритов. Но, несмотря на разницу в цене в пользу трансформаторов, целесообразнее остановить выбор на инверторном типе. Речь о качестве швов: с инвертором их высокого качества добиться легче.
Решить в итоге, какой сварочный полуавтомат лучше для вас здесь и сейчас не так уж сложно. Главное – хорошо понимать, с какими материалами вы собираетесь работать, в каких условиях вы будете это делать. В качестве третьего критерия – какие требования будут предъявляться к качеству сварочных швов.
tutsvarka.ru
Возможна ли качественная сварка автомобиля своими руками в гараже?
К счастью для производителей (и к сожалению для автолюбителей) срок службы современных авто далек от идеала. Если каких-то 30-40 лет назад авто выпускались на десятилетия (у многих автовладельцев до сих пор в гаражах стоят Мерседесы 80-х и 90-х годов выпуска, которые пережили всё, что только возможно), то современные машины рассчитаны на срок службы от 5 до 10 лет максимум и требуют авторемонта.

И первым удар берет на себя не агрегат или подвеска, а кузов. Уже спустя 5-7 лет на иномарках (а на отечественных машинах спустя 3 года) начинаются появляться очаги коррозии. Если не исправить эту проблему сразу, то она начнет прогрессировать и кузов будет разрушаться прямо на глазах. В этой статье мы расскажем, как варить кузов своими руками и какое оборудование понадобится для автомобиля, чтобы выполнить ремонт более-менее качественно.
Содержание статьи
Какой сварочный аппарат выбрать
Сварочный аппарат для авто — это 50% вашей работы. От его правильного выбора зависит удобство эксплуатации и скорость работы. Мы предлагаем вам сравнить полуавтомат и обычный инвертор.
Начнем с полуавтоматов, поскольку зачастую именно их вы увидите на СТО или в частных автосервисах. Сварка полуавтоматом очень удобна, особенно в труднодоступных местах, а таких мест у кузова полно. Для работы с помощью полуавтомата вам понадобится проволока и защитный газ (чаще всего аргон или углекислый). Газ защищает шов от окисления и негативного влияния кислорода.

Какие достоинства есть у полуавтомата? Ну, во-первых, качество швов. Они могут быть различной ширины, но всегда очень аккуратные. Также вы можете регулировать подачу проволоки, подстраивая под свои навыки. Если у вас нет возможности варить с газом, то можно использовать специальную проволоку, состоящую из флюса.
Но, как и у любой сварочной технологии, здесь тоже есть свои минусы. Прежде всего, если вы решили использовать электроды для полуавтомата вместо газа, то будьте готовы к высокому ценнику. А если вы все же решили использовать газ, то к нему нужно докупить редуктор, с помощью которого нужно будет снижать давление. Плюс настройка редуктора требует сноровки.
Теперь поговорим про инверторы. Можно ли варить не полуавтоматом, а варить автомобиль инверторной сваркой? Конечно, можно варить. Это мы заявляем со всей ответственностью. Для работы вам понадобится сварочный аппарат и электроды.

Сначала о достоинствах. Инверторы бывают самыми разными, выбор действительно велик. Производители предлагают компактные бюджетные модели и профессиональные агрегаты. Также инверторы способны работать в условиях нестабильного напряжения сети. Еще разжечь дугу с помощью инвертора крайне просто. По этой причине даже для новичка не станет проблемой сварка инвертором автомобиля.
Теперь о недостатках. Вам придется искать в продаже очень толстые электроды (до 5 миллиметров в диаметре), а они встречаются нечасто и стоят недешево. Кроме того, если использовать такие электроды для сварки кузова, то шов получится далеко не идеальным.
Так какой же метод сварки выбрать? Можем сказать одно: если для вас важно качество и красота сварки, то однозначно выбирайте метод сварки автомобиля полуавтоматом. С таким сварочным аппаратом вы сможете выполнить работу очень достойно и при наличии навыков сделаете шов не хуже, чем в автосервисе. Ну а если красота машины стоит далеко не на первом месте, выбирайте инверторную сварку электродами.
Теперь вы знаете, как выбрать сварочный агрегат для работы с авто. Оцените все плюсы и минусы полуавтомата и инвертора, сделайте свой выбор.
Меры осторожности
Не думайте, что если варите в своем гараже, значит можно пренебрегать техникой безопасности. Любые сварочные работы вы должна проводить в специальной экипировке: одежде из плотного материала, маске и рукавицах. Это минимальный набор. Если предстоит сварка деталей в гараже с металлическим полом, то обувь должна быть резиновой.

Сварочный аппарат для сварки должен быть заземлен. Для ремонта автомобильного железа с помощью инветора вам надобится качественный держак. Некачественный просто не выдержит многократные зажимы и будет деформировать изоляцию.
Также ваш гараж должен проветриваться, а еще лучше, если у него будет принудительная вентиляция. Если не соблюдать это правило, в помещении могут скопиться газы и вы получите отравление.
Как варить кузов полуавтоматом
Мы выбрали именно полуавтомат, поскольку с его помощью швы получатся качественнее и долговечнее. В своей работе мы будем использовать сварочник от фирмы BlueWeld модель 4.135 (вы можете использоваться любой другой сварочный аппарат для авто). Также в нашем арсенале присадочная проволока диаметром в 1 миллиметр, наждачка, редуктор (с его помощью мы будем понижать давление), и баллон с газом (нам хватит баллона в 20 литров).
Сначала очищаем поверхность металла от ржавчины и загрязнений. Это можно делать вручную с помощью наждачки, но если у вас есть шлифовальная машинка, то используйте ее. Далее нужно плотно прижат детали друг другу. Для этого можете использовать любые зажимы, болты или даже временно соединить их саморезами. Теперь нужно к баллону с газом подключить наш редуктор. На фото ниже показано, как это делать.

Далее нужно подать проволоку в сварочный аппарат и завести конец проволоки в механизм подачи. На фото ниже показан процесс подачи проволоки.

Теперь открутите сопло на горелке (мы делали это с помощью пассатижей), проденьте проволоку в отверстие и прикрутите обратно сопло.

Итак, все готово. Нужно настроить аппарат. Мы установили прямую полярность, поскольку у нас проволока медная. Если сварка автомобиля производится обычной проволокой, то установите обратную полярность.
Подключаем аппарат в розетку. Нажимаем на кнопку подачи проволоки, вместе с этим должна начаться подача газа. Начинаем формировать шов. Если шов короткий, то можно сделать его непрерывным. Если шов длинный, то сначала формируем «точки» в разных местах соединения. Потом делаем несколько коротких швов между точками. Должны остаться промежутки в 10 см между швами. Даем швам остыть. Теперь довариваем оставшиеся участки.
Обработка шва
Мы разобрались, что нужно для сварки автомобильного кузова. Но после выполнения работ нужно также обработать швы, чтобы они не стали причиной образования коррозии.
Эконом-вариант — покрытие шва автогерметиком. Для пущей экономии можно выбрать герметик однокомпонентный. Если внешний вид важен, можно герметик выровнять шпателем, отшлифовать и покрасить. Это самый бюджетный вариант.
Если вы из тех, кто считает, что сварочные работы автомобиля должны быть качественными (даже если выполняются своими руками в гараже), то можете использовать специальные консерванты, которые наносятся на швы с помощью пневматического распылителя.
Вместо заключения
Мы кратко рассказали вам, как варить кузов. Естественно, в рамках одной статьи невозможно описать абсолютно все нюансы, но с помощью наших рекомендаций вы сможете выполнить несложные сварочные работы на автомобиле. Если вы никогда не варили кузов, то потренируйтесь на куске металла. В ходе работ обязательно соблюдайте технику безопасности, используйте маску и перчатки.
svarkaed.ru