Пружина клапана осуществляет закрытие клапана и возвращения его в седло. Неисправные пружины клапанов ВАЗ могут вызвать дребезжащий звук в двигателе

Основными деталями, относящимися к клапанной группе, являются клапаны, изготовленные из прутковой жаропрочной хромистой стали способом высадки. Во избежание быстрого выгорания в условиях высоких температур и давлений, стержень и головка клапана производятся из разных сталей, затем соединяются между собой при помощи сварки. Фаской (рабочей поверхностью тарелки) клапан плотно прижат к седлу, которое запрессовано в блок цилиндров.
Клапанные пружины предназначены для закрытия клапана и возврата его на седло после того, как с него будет снята нагрузка распределительного вала. Кроме того, пружина клапана обеспечивает удержание клапана в закрытом положении, что обеспечивает плотную посадку клапана в седле. Благодаря этому механизму предотвращается разрыв кинематической связи между клапаном и передаточными деталями. В частности, это может произойти, когда двигатель работает на высоких оборотах. В случае, когда возникает риск, что клапан оторвется от толкателя, клапанные пружины возвращают клапан на седло.
Клапанные пружины – виды и принцип воздействия на клапан
Пружины клапанов бывают следующих видов:
- симметричная клапанная пружина с неодинаковым шагом
- ассиметричная клапанная пружина
- сдвоенные пружины клапана
В симметричной пружине расстояние между кругами постоянно чередуется узким и широким шагом по всей длине. Ассиметричная пружина имеет узкий шаг с одной стороны и широкий – с другой.
Сдвоенные пружины состоят из двух частей:
- внутренняя (малая)
- внешняя (большая)
При этом витки наружной и внутренней клапанных пружин имеют противоположную навивку.
Пружина клапана надевается на его стержень и закрепляется через опорную тарелку на его конце при помощи конических разрезных сухарей. В большинстве двигателей используется одна клапанная пружина, но есть агрегаты, где предусмотрены сдвоенные варианты. Например, двойные пружины и пружины с неодинаковым шагом нужны в качестве предохранителя в случаях, когда двигатель работает на высоких оборотах.
Усилием пружины клапан поджимается в направлении закрытия. В момент воздействия на него распределительного вала клапан передвигается вниз по внутренней части направляющей втулки клапана, которая расположена в головке цилиндров для открытия или закрытия выпускного канала.
Под воздействием перегрева напряжения пружин возвращение клапанов на свои сидения происходит с определенным запозданием, вследствие чего в двигателе возникает дребезжащий звук. В этом случае на автомобили ВАЗ, лучше установить новые пружины клапанов производства Димитровградского пружинного завода. В нашем ассортименте так же имеется пружина клапана КАМАЗ и других марок автомобилей.
dspring.ru
Жесткость пружин клапанов, сранения и описания пружин клапанов ВАЗ.

При сборке спортивной головки блока цилиндров важную роль играют пружины клапана. При их выборе нужно понимать какой они жесткости, какой подъем распределительного вала возможно использовать с ними, хватит ли их жесткости для нормального закрытия клапана. На сегодняшний день на рынке есть три вида самых распространенных пружин клапанов для тюнинговых двигателей ВАЗ.

На рисунке два представлены все три образца. В самом низу стандартные пружины, посередине Opel, сверху Schrick. Даже по фотографии видно, что пружина schrick превосходит остальные по всем параметрам. Жесткость пружины клапана зависит от материала, из которого она сделана, длины, диаметра витка, а также толщины прутка. Но не всегда нужна большая жесткость пружины, можно обойтись без замены пружин клапанов, если вы сможете облегчить сам детали системы ГРМ: клапана, толкатели, тарелки клапанов.
Клапана ГРМ возможно дорабатывать на токарном станке, а возможно менять на клапана с меньшим диаметром стержня (это более эффективно). Например, используя увеличенный клапан ГРМ, но с меньшим диаметром стержня на 2 миллиметра, его вес может быть ниже на 30-40%.

Тарелки пружин клапанов делают легче за счет использования при изготовлении более легких материалов, таких как: титан, алюминиевые сплавы. Вес титановой тарелки клапана может быть ниже стандартной на 40%. Вес увеличенной титановой тарелки составляет 8,6 грамм.

Толкатели клапанов стандартного шестнадцатиклапанного двигателя ВАЗ имеют большой вес за счет механизма гидрокомпенсации тепловых зазоров клапанов. При установке спортивных механических толкателей этого механизма нет, и зазоры регулируются вручную мотористом.
Помимо жесткости пружин клапанов нужно понимать, с каким максимальным подъемом распределительный вал можно использовать. С помощью американского тестера пружин мы провели замеры и вывели данные по трем видам пружин клапанов, которые рассматривали.
Жесткость стандартной пружины 2112 (недоход до смыкания 2 мм) – 61 кг.

Для стабильной работы пружины необходимо использовать распределительные валы с подъемом клапана не выше 10,5 мм.
Жесткость пружины Opel (недоход до смыкания 2 мм) – 67 кг.

Для стабильной работы пружины необходимо использовать распределительные валы с подъемом клапана не выше 12,3 мм.
Жесткость пружины Schrick (недоход до смыкания 2 мм) – 92,5 кг

Для стабильной работы пружины необходимо использовать распределительные валы с подъемом клапана не выше 12,8 мм.
clubturbo.ru
Клапанный механизм
Клапанный механизм включает в себя следующие детали: клапаны, направляющие втулки, седла клапанов, возвратные пружины, опорные тарелки, сухари, механизм вращения клапана (двигатель ЗИЛ-508.10).
Клапаны предназначены для герметизации цилиндра при тактах сжатия и рабочего хода и соединения их с трубопроводами впускной или выпускной системы при тактах впуска или выпуска в процессе газообмена.
Условия работы клапанов:
• большие динамические нагрузки;
• высокие скорости перемещения;
• неравномерный нагрев отдельных участков;
• повышенная коррозионно-активная среда.
Материал изготовления клапанов
Клапаны изготовляются из легированных сталей с высоким содержанием хрома и никеля.
Устройство клапана
|
Притирка клапанов
|
Клапан состоит из головки (или тарелки) и стержня. Различают клапаны с плоской, выпуклой и тюльпанообразной головками. Головки обычно имеют небольшой (около 2 мм) цилиндрический поясок и уплотнительную фаску, снятую под углом 45 и 30 градусов. Уплотнительные фаски клапанов шлифуют и притирают к седлам (притирка клапанов), а стержни подвергают термообработке, шлифовке, полировке и покрывают хромом. Торцы стержней (3—5 мм) закаливают. На концах стержней имеются цилиндрические, конусные или фасонные проточки для крепления клапанных пружин.
Чтобы уменьшить напряженность выпускных клапанов, возникающую вследствие высоких температур, в ряде двигателей применяют натриевое охлаждение. С этой целью клапан выполняют полым с утолщенным стержнем и примерно на 1/3 полости заполняют металлическим натрием, температура плавления которого составляет около 97 К. В рабочем состоянии расплавленный натрий, перемещаясь внутри полости при возвратно-поступательном движении клапана, увеличивает интенсивность отвода теплоты от горячей головки к более холодному стержню и далее к направляющей втулке.
Направляяющие втулки
Направляющие втулки обеспечивают строго перпендикулярное относительно седла перемещение клапанов. Материалом для изготовления направляющих втулок служат в основном перлитный чугун и металлокерамика, представляющая собой смесь из порошков железа, меди и графита, которые подвергаются прессованию, спеканию в печи и пропитыванию маслом. Отвозможного просачивания в цилиндры масла, стекающего по стержням впускных клапанов, последние снабжаются само подвижными манжетами.
Клапанные пружины
Клапанные пружины обеспечивают плотное прилегание клапанов к седлам и своевременное их закрытие после завершения действия кулачков распределительного вала. Характеристику (жесткость) клапанных пружин подбирают из условий сохранения кинематической связи между деталями механизма газораспределения. Клапанные пружины изготовляются из стальной проволоки диаметром 4-6 мм, легированной марганцем и хромом.
Нижним концом пружина опирается на головку блока цилиндров через специальную опорную тарелку, а верхним концом соединяется двумя сухарями с клапаном через верхнюю тарелку. Для этой цели сухари на внутренней поверхности имеют выступы, которые входят в проточку клапана, а гладкая наружная поверхность сухарей выполнена в виде усеченного конуса.
Два сухаря установленные на клапан, образуют опорную коническую поверхность, которая сопрягается с опорной поверхностью проточки в верхней тарелке, и это соединение удерживается в замкнутом состоянии за счет предварительного сжатия пружины. Чтобы устранить возможность возникновения опасного для прочности пружин резонанса, на клапаны ставят по две пружины с навивкой витков в противоположные стороны или делают пружины с переменным шагом навивки.Седла клапанов
Седла клапанов. Наиболее важным сопряжением, определяющим долговечность механизма газораспределения, является сопряжение седло — клапан, так как оно подвержено ударным нагрузкам при посадке клапана и значительным термическим перегрузкам. Седло клапана, с которым соприкасается уплотнительная фаска клапана, обрабатывают инструментом с углами заточки 15, 45 и 75 градусов таким образом, чтобы уплотнительный поясок седла имел угол 45 градусов и ширину около 2 мм. По своим размерам поясок должен подходить ближе к меньшему основанию конусной фаски клапана. Фаска клапана имеет меньший угол и соприкасается с седлом только узким пояском у своего большого основания, что обеспечивает хорошее уплотнение клапанного отверстия. Вставные седла изготовляются в виде отдельных колец из специального чугуна, легированной стали или металлокерамики.
Механизм вращения клапана
Для поддержания в рабочем состоянии контактных поверхностей уплотнительных фасок выпускных клапанов иногда применяют специальные устройства, позволяющие принудительно поворачивать клапаны в процессе работы.
Механизм вращения клапана состоит из неподвижного корпуса, в наклонных канавках которого расположены пять шариков с возвратными пружинами, дисковой пружины и опорной шайбы с замочным кольцом. Механизм вращения клапана устанавливается в расточке, сделанной в головке блока цилиндров иол опорной шайбой клапанной пружины. При закрытом клапане давление на дисковую пружину невелико, и она вогнута наружным краем вверх, а внутренним краем опирается в заплечик корпуса. Шарики отжаты пружинами в исходное положение. В момент открытия клапана усилие со стороны клапанной пружины возрастает, под действием чего дисковая пружина, выпрямляясь, перелает усилие на шарики и вызывает их перемещение в углубление. Когда клапан закрывается, сила, действующая на дисковую пружину, уменьшается, и она, выгибаясь, освобождает шарики. Шарики под действием возвратных пружин перемешаются в исходное положение, что приводит к повороту клапана на некоторый угол (клапаны совершают 20—40 оборотов в минуту).
В некоторых двигателях применяют менее эффективное, но более простое устройство, основанное на использовании способа крепления клапанной пружины на стержне клапана. Крепление пружины на клапане состоит из опорной тарелки, втулки и двух сухарей.
Неисправности ГРМ, подробнее
www.autoezda.com
Клапанная пружина
Клапанная пружина
Клапанная пружина предназначена для замыкания кинематической связи системы кулачок распределительного вала — клапан в процессе его перемещения, а также для удерживания клапана в закрытом положении при превышении силы давления в трубопроводе над силой давлением в цилиндре. Она работает в условиях резко меняющихся динамических нагрузок.Материалом для изготовления пружин является пружинная сталь. Пружину подвергают закалке и среднему отпуску. Концевые витки пружин шлифуют для получения плоской кольцевой опорной поверхности. Для повышения усталостной прочности пружины обрабатывают стальной дробью, а для защиты от коррозии пружину оксидируют, оцинковывают или кадмируют.
Шаг витка цилиндрической пружины обычно делают постоянным по всей длине. Для уменьшения склонности к возникновению резонанса пружину делают с переменным шагом или конической.
Использование двух пружин в клапанном узле позволяет уменьшить габариты клапанного узла и повысить долговечность пружин. Для предотвращения попадания витков одной пружины между витками другой внутренняя и наружная пружины должны иметь противоположные направления или различные углы навивки.
Чтобы повысить долговечность опорной поверхности головки блока цилиндров, под пружину устанавливают стальную штампованную тарелку.
Направляющая втулка обеспечивает поступательное перемещение клапана и отвод теплоты от стержня клапана. Для фиксации в головке цилиндров втулки выполняют с выточкой под пружинное стопорное кольцо, с заплечиками или с наружным конусом. Втулку изготовляют из антифрикционных серых чугунов, бронзы, спекаемой хромистой или хромони-келевой керамики. Для повышения износостойкости и антифрикционных свойств керамические втулки, пористая структура которых позволяет хорошо удерживать смазку, сульфидируют и гра-фитизируют в масле.
Зазор между направляющей втулкой и стержнем клапана для впускных клапанов устанавливают меньше, чем для выпускных, из-за разной температуры нагрева.
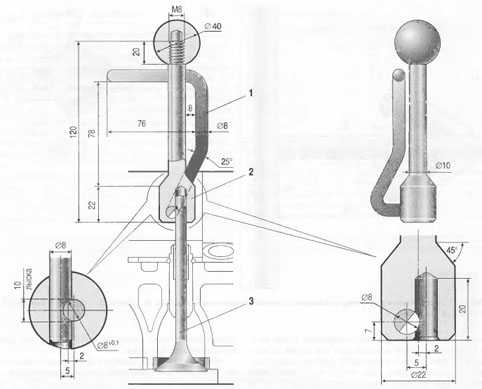
Клапан с пружиной крепятся опорной тарелкой и двумя разрезными сухарями 2 с углом конуса 10… 15°.
В верхней части стержня клапана для установки сухарей делают специальные выточки: цилиндрическую с галтелями, с одним или двумя поясками или коническую.
Поворотный механизм клапана используется для увеличения долговечности и надежности работы фасок в сопряжении клапан-седло головка клапана. Конструктивно он может быть выполнен в виде обоймы, на которую опирается пружина, или дополнительной конической втулки. Обойма вращается за счет перекатывания шариков в наклонных углублениях из-за изменения сил, вызывающих перемещение клапана. Втулка нижним торпом опирается на днище тарелки по небольшой площади. В определенные моменты времени, когда суммарная сила, действующая вдоль оси клапана, невелика и сила трения в плоскости контакта мала, вибрация двигателя вызывает колебания втулки, отрывает ее от тарелки и поворачивает вместе с клапаном.
www.auctionservice.ru
Клапанные пружины
Для правильного контроля поломанных пружин нужно следовать указаниям соответствующего раздела предыдущей главы.
Направляющие втулки клапанов
Направляющие втулки для впускных и выпускных клапанов изготовлены из чугуна и различаются по внутреннему диаметру, который больше у втулок выпускных клапанов. Кроме того, направляющие втулки выпускных клапанов короче, что позволяет Легко отличить их.
Очистить направляющие втулки с помощью тряпки, смоченной в бензине. Стержни клапанов легче всего очищать проволочной щеткой, вставленной в дрель.
Проверить направляющие втулки на износ с помощью контрольного стержня. Если его закрытая сторона входит в отверстие, то нужно заменить направляющую втулку. Выбить направляющую втулку с помощью подходящего стержня. Если еще можно установить направляющие втулки с нормальным размером 1, то их нужно выбить с помощью специального стержня. Если нужно установить втулки ремонтного размера, то необходимо обработать основное отверстие с помощью ручной развертки. Так как новые втулки перед установкой нужно охладить с помощью сухого льда, то для замены втулок лучше обращаться в мастерскую.
Перед заменой направляющих втулок нужно проверить общее состояние блока цилиндров. После запрессовки нужно развернуть втулки до диаметра 8,00 — 8,015 мм для впускных клапанов или 9,00 — 9,015 мм для выпускных клапанов.
Перед заменой направляющих втулок нужно также заменить клапаны и перешлифовать седла клапанов. После замены нужно отфрезеровать седла клапанов. Если же они выглядят так, что седла уже нельзя больше перешлифовать, то не следует заменять втулки.
Седла клапанов
Если подшипники распределительного вала разбиты, то можно установить восстановленную головку блока. В этом случае не нужно проводить никаких работ на седлах клапанов.
Проверить все седла клапанов на наличие следов износа или образование зазубрин. Небольшие следы износа можно удалить 45-градусной фрезой. Если седло выработано уже слишком глубоко, то нужно заменить кольца седел клапанов.
Кольца седел клапанов запрессованы в головку блока цилиндров, и старое кольцо лучше удалить, высверлив его или вывернуть его с помощью приспособления для обработки седел клапанов. При этом нужно обязательно следить за тем, чтобы не повредить головку блока цилиндров. Основное отверстие (D1) нужно измерить и, если нужно, развернуть до следующего ремонтного размера. Разворачивать кольца седел клапанов ремонтных размеров до тех пор, пока не будет достигнуто перекрытие в 0,068 — 0,10 мм. Кольца седел клапанов для впускных клапанов больше по диаметру.
Размеры
колец седел клапанов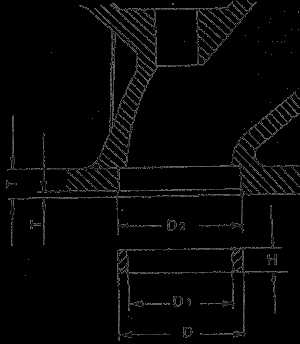 D.
Наружный диаметр кольца седла клапана;D1.
Внутренний диаметр кольца седла клапана; D2.
Посадочное отверстие в головке цилиндров; Н.
Высота кольца седла клапана; Т.
Расстояние между поверхностью головки
и верхней стороной кольца седла клапана.
D=40,100-40,084 мм для впускного клапана,
37,100-37,084 мм для впускного клапана;
D2=40,000-40,016 мм для впускного клапана,
37,000-37,016 мм для выпускного клапана;
Н=6,97-7,00 мм для всех клапанов;Т=2,37-2,25
мм для впускных клапанов, 2,44-2,25 для
выпускных клапанов.
D.
Наружный диаметр кольца седла клапана;D1.
Внутренний диаметр кольца седла клапана; D2.
Посадочное отверстие в головке цилиндров; Н.
Высота кольца седла клапана; Т.
Расстояние между поверхностью головки
и верхней стороной кольца седла клапана.
D=40,100-40,084 мм для впускного клапана,
37,100-37,084 мм для впускного клапана;
D2=40,000-40,016 мм для впускного клапана,
37,000-37,016 мм для выпускного клапана;
Н=6,97-7,00 мм для всех клапанов;Т=2,37-2,25
мм для впускных клапанов, 2,44-2,25 для
выпускных клапанов.
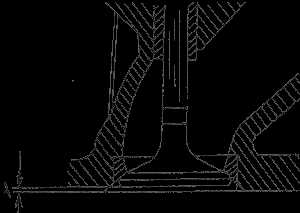
Нагреть головку блока цилиндров в водяной бане примерно до 90°С, а кольцо седла клапана охладить с помощью сухого льда. Вбить кольцо седла клапана подходящим стержнем. Произвести обработку кольца седла клапана с помощью специального приспособления или с помощью шлифовальной машинки. Используя клапан, измерить расстояние (А). Оно должно составлять на новом клапане и новом кольце седла клапана 0,1-0,5 мм. Граница износа составляет 1,0 мм.

После обработки измерить ширину седла клапана. Если она у впускных клапанов не составляет 2,5 мм и у выпускных — 3,5 мм, то необходимо обработать седло вверху 15-градусной фрезой, а внизу — 60-градусной фрезой.
Фрезерные работы нужно закончить, когда седло будет иметь нужную ширину. Обработанные седла клапанов нужно притереть. Для этого смазать поверхность седла клапана шлифовальной пастой и вставить клапан в соответствующее седло. Зажать стержень клапана подходящим способом и вращать клапан туда-сюда. Постепенно проворачивать клапан на четверть оборота и затем снова притирать его. При необходимости добавить шлифовальной пасты.
После притирки тщательно очистить все детали от грязи и шлифовальной пасты и проверить прилегание клапана к седлу. На обеих деталях должно быть видно непрерывное матовое кольцо которое дает ширину седла клапана. С помощью карандаша нанести несколько штрихов на кольце тарелки клапана, чтобы расстояние между ними было около 1,0 мм. После этого дать клапану упасть в направляющую и на седло и повернуть клапан на 90°, приложив к нему небольшое усилие.
Вынуть клапан и проверить, удалены ли карандашные штрихи на кольце седла. Если ширина седел клапанов находится в нужных пределах, то можно устанавливать головку. В противном случае доработать седла клапанов или, в крайнем случае, установить реставрированную головку. В этом случае переставить старые детали на новую головку.Клапаны
Из-за использования гидравлических уравнительных элементов для регулировки клапанного зазора концы стержней впускных и выпускных клапанов должны специально проверяться, чтобы поддерживать высокую эффективность их работы.
Небольшие повреждения поверхности тарелки клапана можно устранить притиркой клапанов в седлах в головке блока цилиндров, как описано выше. Если клапаны на уплотняемых поверхностях выглядят небезупречно, то их можно перешлифовать в шлифовальной машинке. У притертого и перешлифованного клапана, который находится в хорошем состоянии, толщина кромки тарелки клапана должна составлять у впускных клапанов 0,5 — 0,7 мм и у выпускных 0,5 — 0,6 мм.
Клапаны заполнены натрием, как и у других двигателей фирмы Mercedes.
Измерить клапаны. Размеры должны соответствовать размерам, приведенным в таблице. Заменить все клапаны, не удовлетворяющие данному условию.
диаметр тарелкиклапана (D) мм | диаметр стержняклапана (D1) мм | длинаклапана (L) мм | |
Впускной клапан | 38,60 | 7,97 | 106,4 |
Выпускной клапан | 35,0 | 8,96 | 106,4 |
При приобретении клапанов нужно всегда сообщать, что они используются на дизельном двигателе, и какие клапаны требуются впускные или выпускные. Иногда возможно заменить только впускные клапаны, когда они, к примеру, обгорели по краям.Головка блока цилиндров
Тщательно очистить поверхности головки и блока цилиндров и проверить поверхность головки на деформацию. Для этого приложить линейку к головке и проверить с помощью плоского щупа зазор между линейкой и поверхностью головки в продольном, поперечном и в диагональном направлениях. Если возможно вдвинуть щуп толщиной более 0,1 мм при измерениях в продольном направлении, то следует перешлифовать головку в мастерской. Имеются различные подкладки для минимальной высоты головки цилиндров. Если головка блока измеряется поперек головки, то зазора между линейкой и поверхностью головки быть не должно. Головку можно перешлифовывать, пока высота установки клапана (А) не будет иметь допустимые значения.
Следует также проверить размер выступания предкамеры для впрыска дизельного топлива. Конец предкамеры должен выступать на 7,6 — 8,1 мм. В мастерской корректируют этот размер путем подкладывания уплотнительных колец различной толщины под предкамеру, чтобы она выступала на нужную величину.Распределительный вал
Настоящий раздел описывает только проверки, производимые на распределительном валу.
»
Вложить вал обоими концевыми шейками
в призмы или зажать между концами
токарного станка и установить стрелочный
индикатор на среднюю шейку.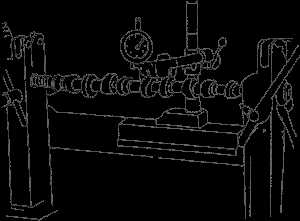 »
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.
»
Медленно вращая вал, следить за показаниями
индикатора. Если они превышают 0,01 мм,
то вал изогнут, и его надо заменить.
studfiles.net
Изготовление клапанных пружин — Справочник химика 21
ИЗГОТОВЛЕНИЕ КЛАПАННЫХ ПРУЖИН [c.410]Независимо от того, будет ли сечение проволоки прямоугольным или круглым, технология изготовления клапанных пружин не изменяется. На некоторых компрессоростроительных заводах технологические процессы изготовления клапанных пружин отличаются малой производительностью из-за отсутствия минимально необходимой оснастки как для изготовления, так и для контроля качества этих ответственных деталей. [c.410]
Приведенный ниже типовой технологический процесс изготовления клапанных пружин рассчитан на изготовление пружин небольшими сериями при максимально возможной для этих условий технологической оснащенности. [c.410]
Проволока для изготовления пружин должна быть отожженной. Навивка производится на токарном станке при помощи специального приспособления, дающего возможность производить групповую навивку пружин с периодическим образованием рабочих и опорных (нерабочих) витков. Типовой технологический процесс изготовления клапанных пружин позволяет исключить трудоемкую ручную операцию по поджатию нерабочих витков, ручную обработку торцов пружин на заточном станке, осуществлять приемку пружин в соответствии с техническими условиями, а это улучшает качество пружин и снижает трудоемкость их изготовления. [c.410]
Типовой технологический процесс изготовления клапанных пружин. Операция первая — токарная. Конец проволоки закрепляется на оправке специального приспособления, смонтированного на токарном станке, и производится навивка заготовки диаметром О, шагом 1 и длиной Н для нескольких пружин. При этом обеспечивается наличие опорных нерабочих витков для каждой отдельной пружины. Затем заготовка пружин пресс-ножницами отрезается от бухты проволоки. [c.411]
Полосовые клапаны. Они применяются в основном в компрессорах малой и средней производительности при низких давлениях. Обладая такими положительными качествами, как высокая плотность в закрытом состоянии и малое мертвое пространство, они нашли широкое применение в холодильных компрессорах. Полосовой клапан (рис. 7.7) состоит из седла с прямыми каналами, которые закрываются пластинами прямоугольной формы, изготовленными из пружинной стали. Ограничитель подъема пластин имеет вогнутую форму. Пластины, имеющие малую толщину, под давлением газа выгибаются по форме ограничителя. Концы пластин находятся в направляющих гнездах. Для предотвращения продольного сдвига пластин служат шпонки или ограничивающие планки. [c.198]
Сталь марок 50—70 обладает высокой прочностью н высокими упругими свойствами и применяется для изготовления спиральных пружин лебедок, вертлюгов, пружинных шайб и колец, клапанных пружин и т. д. [c.40]
Основными преимуществами титана перед нержавеющими сталями являются устойчивость против точечной коррозии и коррозионного растрескивания металла, находящегося под напряжением, а также высокая коррозионная стойкость в растворах хлоридов и других жидкостях. Это определяет его применение в химическом машиностроении для изготовления насосов,, труб, пружин, автоклавов и т.п. Так, замена нержавеющей стали титаном при изготовлении клапанов, работающих в жидких агрессивных средах при высоком давлении, дала возможность увеличить срок их службы более чем в 20 раз. [c.19]
Рождению в 50-е годы и бурному развитию производства ингибированных нефтяных составов содействовало прежде всего автомобилестроение. В настоящее время проблема защиты от коррозии автомобилей значительно возросла, что связано с количественным и качественным изменениями автомобильного парка [142]. Если в начале века насчитывалось 6200 автомобилей, то в настоящее время их численность превышает 300 млн. В качественном отношении ущерб от коррозионных поражений и коррозионно-механического износа также значительно возрос. Применительно к двигателям внутреннего сгорания это связано с повышением удельной мощности двигателя, уменьшениями допусков при их изготовлении, переходом на У-образные двигатели с использованием гидравлических толкателей, подверженных интенсивной электрохимической коррозии, принудительной вентиляцией картера, усилением коррозионной составляющей в общем износе гильз цилиндров, поршневых колец, подшипников коленчатого вала, клапанов, пружин и других деталей [9—12]. Кузов, крылья, днища автомобилей изготавливаются из более тонкого листа, используются облегченные, самонесущие кузова, имеющие в качестве ребер жесткости многочисленные скрытые сечения [141, 142]. В настоящее время на изготовление кузовов идет стальной лист толщиной 0,5—0,9 мм, что в два раза тоньше листов, используемых в 50-е годы. При соединении листов, в том числе точечной сваркой, образуются перекрытия, зазоры и профили, крайне уязвимые для многих видов коррозии. Достаточно сказать, что распределение объема трудовых затрат на весь срок службы автомобилей, распределяется следующим образом изготовление- новых автомобилей — 1,4%, техническое обслуживание—45,4%, текущий ремонт —46% и капитальный ремонт — 7,2%. [c.193]
Для изготовления клапанов с фторопластовыми амортизаторами любой конструкции необходимы следующие переделки в штатном клапане изготовление упора клапана измененной конструкции с гнездами под точечные пружины изготовление точечных пружин вместо концентрических штатных изготовление фторопластовых амортизаторов изготовление крепежных винтов (в случае использования конструкции с амортизаторами, крепящимися с помощью-винтов). Седло клапана и рабочие пластины остаются без изменения. [c.238]
Для изготовления клапанных коробок применяют кованую сталь спиральные пружины, работающие в воде, изготовляются из специальной стали. Контакты изготовляются из платины. Баллоны снабжаются запорными и предохранительными вентилями. [c.170]
Поставляется сталь в виде прутков различного диаметра, поковок и луженой проволоки. Применяется она для изготовления амортизаторов клапанных пружин, шайб Гровера и т. п. [c.154]
Клапанные пружины изготавливают из пружинной проволоки, навитой в холодном состоянии на специальной оправке и закаливают. После зачистки торцов пружины подвергают отпуску при температуре около 300° С, а затем сжимают 5—10 раз до соприкосновения витков. Применение неподходящих материалов для изготовления и плохая термообработка пружин часто являются причиной их плахой работы. [c.255]
Дисковые клапаны сложней по конструкции, чем кольцевые, требуют большей трудоемкости при изготовлении, но в то же время они более эффективны, так как при тех же посадочных диаметрах в дисковых клапанах может быть выполнено большее число каналов и колец меньшей ширины, тем самым увеличено проходное сечение. Наличие плоских пружин позволяет уменьшить высоту огран
www.chem21.info
Клапанные пружины СППК — производство и изготовление
Клапанные пружины СППК — производство и изготовление
Клапанные пружины
Предназначение пружин СППК для клапанов — клапанные пружины как один из элементов СППК клапанов играют не последнюю роль в надежности этих важнейших в промышленности механизмов. Поэтому применяемые в клапанах пружины СППК проходят строгий контроль на производстве и к ним предъявляются высокие требования.
Для чего нужны клапаны СППК?
Предохранительные клапаны широко используются в различных механизмах и приборах, обеспечивающих высокую безопасность городских магистралей – трубопроводных система, а также различных резервуарных емкостей для сброса рабочей среды либо в ветвь трубопровода, либо в атмосферу. Клапан СППК призван защищать систему от возможных перепадов и резких скачков давления, и эксплуатируется при широком температурном диапазоне рабочей среды. При появлении чрезмерного давления в автоматическом режиме такие клапаны практически мгновенно выбрасывают в необходимое пространство избыток рабочей среды, тем самым обеспечивая безопасность и безаварийную работу всех систем.
Применение пружин в предохранительных клапанах
Пружины СППК
Пружина СППК – это главный элемент предохранительного клапана, запускающий процесс сброса рабочего давления, с помощью сжатой клапанной пружины золотник в клапане прижимается к «седлу», а когда уровень давления превышает установленное значение, то сила, действующая в противоположном направлении, вызывает сжатие пружины и открытие прохода для сброса излишнего давления в системе.
Пружины для клапанов производятся из разных типов стали – 51ХФА, 60С2А и других. Они могут быть покрыты молотковой краской разных цветов, эмалью или оцинкованы. Пружина СППК обязательно должна быть изготовлена строго в соответствии с ГОСТ и проходить ОТК, т.к. брак неприемлем в подобных, ответственных узлах.
Предлагаем также ознакомиться:
Поделитесь ссылкой на данную страницу:
Оставьте свои данные и наш менеджер свяжется с вами
в ближайшее время:
pruzhin.ru