Разборочно-сборочные работы при ремонте автомобилей
Строительные машины и оборудование, справочник
Разборочно-сборочные работы при ремонте автомобилейКатегория:
Механик гаража
Разборочно-сборочные работы при ремонте автомобилей
Основные правила разборки.
Основными правилами разборки являются следующие:
1. При снятии агрегатов и узлов необходимо придерживаться установленной последовательности работ, руководствуясь при этом технологией ремонта.
2. Для разработки следует применять исправный специализированный инструмент и приспособления: торцовые головки, воротки, шарнирные ключи, пневматические и электрические гайковерты, съемники, оправки, выколотки из мягкого металла.
3. Втулки, шестерни и подшипники снимают с использованием пресса и специальных подкладок и оправок.
4. Чтобы при разборке избежать потери или повреждения снимаемых деталей или узлов, их следует складывать в ящик или на стеллажи.
6. Если гайку или болт не удается сразу отвернуть из-за коррозии, необходимо залить под гайку керосин.
7. При ремонте агрегатов и узлов не следует разукомплектовывать исправные детали трущихся пар. Разборку необходимо производить До пределов, дающих возможность устранить неисправность при минимальном объеме разборочно-сборочных работ.
Мсйка деталей, удаление нагара и накипи. Снятые для ремонта детали и узлы должны быть тщательно вымыты и очищены от грязи, нагара, смол, накипи, коррозии. Мойку осуществляют в моечных машинах с применением растворов и с последующим ополаскиванием водой. В раствор добавляют поверхностно-активные вещества (ПАВ) типа ДС-РАС, ОП-7, сульфанол, МЛ-51, МЛ-52 и др.
Для облегчения процесса мойки и размягчения нагара, коррозии, Удаления смол раствор в моечных машинах нагревают до температуры 90 °С. Если же при мойке не удаляется нагар или ржавчина, их очищают механическим путем с использованием металлических щеток.
Для удаления ржавчины используется также химическая очистка пециальными составами-преобразователями ржавчины (см. в разделе Малярные работы»). После обработки этими составами на поверхности деталей образуется защитная пленка, которая предохраняет поверхность от дальнейшего коррозионного разрушения.
Накипь из системы охлаждения удаляют кислотными растворами с добавлением в них ингибиторов типа уротропина, ингибитора ПБ и др., которые уменьшают коррозионное разрушение деталей кислотой. После удаления накипи необходимо тщательно промыть детали водой.
Основные правила сборки.
1. Сборку необходимо производить в установленном технологией ремонта порядке. При этом собираемые детали должны быть чистыми, а сопряжения подобраны в соответствии с требуемыми размерами групп деталей.
3. Установка втулок, подшипников, шкивов, шестерен производится с использованием специальных оправок, направляющих приспособлений или на прессе. При этом не допускаются удары молотком при перекосах или при затруднении запрессовки их.
4. Шпоночные соединения деталей выполняют с большой точностью, не допуская зазоров с тем, чтобы избежать быстрого механического изнашивания шпоночной канавки и смятия шпонки.
Реклама:
Читать далее: Ремонт двигателя в условиях гаража
Категория: — Механик гаража
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Разборочно-сборочные работы
Строительные машины и оборудование, справочник
Разборочно-сборочные работыКатегория:
Техническое обслуживание автомобилей
Разборочно-сборочные работы
При текущем ремонте объем разборочных работ устанавливается в зависимости от технического состояния каждого объекта ремонта на основании осмотра, испытаний, диагностики. В этом случае разборка должна проводиться до такого предела, чтобы возможно былв снять агрегат, узел, деталь, которые подлежат дальнейшим ремонтным воздействиям или замене.
При разборке автомобиль и их составных частей должны выполняться следующие общие требования:
— на наружных поверхностях изделий и составных частей, поступивших на разборку, не должно быть грязи, остатков смазки и смолистых веществ;
— сборочные единицы, у которых детали соединены сваркой, клепкой или посадкой с натягом (кроме подшипников качения), разбирают только в случае необходимости ^обеспечения высокого качества очистки и мойки или замены одной из деталей соединения новой или отремонтированной;
— шпильки вывертываются из резьбовых отверстий деталей только тогда, когда это необходимо для ремонта детали или замены шпилькц. Для вывертывания сломанной шпильки можно приварить к ней гайку или засверлить отверстие и пробить в нем квадрат или треугольник, можно высверлить и растворить кислотой (в алюминиевой детали) остатки шпильки;
— разборка должна выполняться на предусмотренных для этого рабочих участках или местах, оснащенных необходимым оборудованием, приспособлениями и инструментом, обеспечивающим» соблюдение правил техники безопасности и сохранность деталей от поломок, деформации, повреждений обработанных поверхностей;
— подшипники качения спрессовывают с валов и выпрессовывают из отверстий специальными съемниками или оправками. Передача усилия через тела качения не допускается. Наносить удары стальным молотком по деталям не допускается. При разборке следует применять наставки, оправки, выколотки с наконечниками из мягких цветных металлов;
— детали, имеющие специальные резьбовые отверстия, должны выпрёссовываться с помощью демонтажных болтов или съемников;
— все детали разобранных составных частей и сами составные части при разборке могут быть обезличены за исключением сборочных единиц, обработанных совместно на заводе-изготовителе (например, блок цилиндров с крышками коренных подшипников, шатун с крышкой, чашки дифференциала, корпус масляного насоса с крышкой и проставкой), а также таких деталей, как ведущая и ведомая конические шестерни главной передачи, винт рулевого управления с шариковой гайкой, шариками и желобом, плунжерная пара топливного насоса высокого давления, червяк и червячный сектор рулевого управления и т. п.
Разборку агрегатов целесообразно производить на специальных стендах, имеющих поворотные устройства для удобства доступа к различным деталям.
Все соединения сборочных единиц могут быть подвижными и неподвижными. В автомобилях и их составных частях практически все подвижные соединения являются разборными. Неподвижные разборные соединения с плоскими сопряженными поверхностями выполняются при помощи болтов и шпилек, а соединения с цилиндрическими сопряженными поверхностями выполняются при помощи соответствующих посадок, а также шлицов, резьбы, шпонок, штифтов. Неподвижные неразборные соединения деталей выполняются при помощи сварки, пайки, клепки, склеивания, развальцовки, горячих прессовых посадок.
Наиболее массовыми разборными соединениями являются резьбовые, которые составляют до 75% от всех соединений автомобиля. Их разборку производят с помощью ручного или механизиро-ваннрго инструмента. При его выборе следует учитывать необходимый крутящий момент и характеристики электро- и пневмогайковертов.
Для разборки деталей, соединенных при помощи посадок с натягом (подшипников, втулок, шестерен, пальцев и т. п.), следует применять прессы и съемники с гидравлическим и пневматическим приводом.
Реклама:
Читать далее: Очистка автомобиля
Категория: — Техническое обслуживание автомобилей
Главная → Справочник → Статьи → Форум
stroy-technics.ru
Инструмент для разборочно-сборочных работ — Общие правила разборки и сборки автомобиля, применяемые инструменты, приспособления и оборудование — Разборочно-сборочные работы — Автомобиль
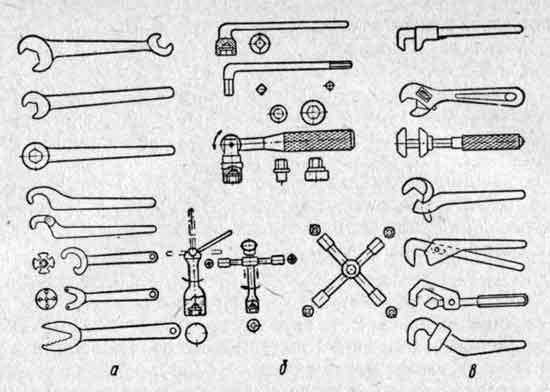
Завертывают и отвертывают болты и гайки разных видов с головками различной формы обычными и специальными гаечными ключами. Наиболее часто применяемые гаечные ключи показаны на рисунке.
Гаечные ключи
Гаечные ключи:
а — открытые двухсторонний и односторонний, накладной, секторные и вильчатые;
б — угловые торцовые, торцовый со сменной поворотной головкой, крестообразные;
в — универсальные разводные.
При разборочно-сборочных и регулировочных работах, техническом обслуживании и ремонте автомобиля требуется специальный инструмент. Поэтому для автослесарей выпускают специальные комплекты (наборы) таких инструментов.
Комплект инструмента автослесаря
В комплект, показанный на рисунке, входят: гаечные открытые и торцовые двусторонние ключи, накладные ключи, баллонный ключ, молоток, зубило, бородок, шарнирная головка с удлинителем, отвертки простые и крестообразные ключ для шпилек, специальные ключи (для опорных пальцев тормозных колодок, стремянок рессор, головки цилиндров, свечей, регулировочного винта вала рулевой сошки и др.), динамометрическая рукоятка с набором головок разных размеров, коловорот, монтажная лопатка, пассатижи.
Весь инструмент укладывают в металлический раскладной ящик.
Универсальные съемники
При разборке механизмов или узлов для снятия подшипников, шестерен и других деталей применяют съемники. Их использование облегчает и ускоряет процесс разборки и обеспечивает сохранность спрессовываемых деталей. Съемники бывают универсальные и специальные. Универсальные съемники позволяют снимать детали, различные по размерам и форме, а специальные — только определенные детали.
Стенды для разборки и сборки агрегатов
При выполнении разборочно-сборочных работ применяют различные стенды и приспособления, на которых крепят агрегаты и узлы автомобиля.
Стенд для разборки и сборки двигателя
Стенд для разборки и сборки двигателя:
1 — плита для крепления двигателя;
2 — основание стенда;
4 — рукоятка механизма поворота;
5 — червячный механизм поворота.
Передвижной стенд для разборки и сборки двигателя показан на рисунке. Укрепленный на плите 1 двигатель можно поворачивать с ней в требуемое положение, действуя на червячную передачу 5 рукояткой 4.
Стенд для разборки и сборки передних и задних мостов
Стенд для разборки и сборки передних и задних мостов:
1 — основание;
2 — зажимы;
3 — противень;
4 — рама.
Универсальный стенд для передних и задних мостов автомобиля состоит из основания 1, рамы 4 и зажимов 2 для закрепления разбираемых и собираемых мостов. Аналогичный стенд используют для рулевых механизмов.
Многоместный стенд
Многоместный стенд для разборки и сборки коробок передач:
1 — основание;
2 — подхваты;
3 — полка;
4 — стол.
Разбирают и собирают коробки передач на одиночных или многоместных стендах. Многоместный универсальный стенд позволяет разбирать и собирать одновременно четыре коробки передач. Он состоит из основания 1, подхватов 2, полки 3 для инструмента и стола 4 для размещения деталей.
Приспособление для разборки и сборки сцепления
Приспособление для разборки и сборки сцепления:
1 — опорная плита;
2 — нажимная крышка;
3 — зажимная рукоятка;
4 — винт;
5 — контрольное кольцо;
6 — установочные шпильки;
7 — стопорный винт;
8 — основание.
Приспособление для разборки и сборки сцепления показано на рисунке.
Контрольные вопросы
В чем заключаются основные правила разборки и сборки автомобиля?
Каково назначение и содержание технологической карты?
Как оборудуют рабочее место автослесаря?
В чем состоит подготовка рабочего места автослесаря к работе?
Какие основные инструменты и приспособления используют при разборочно-сборочных работах?
Каково назначение и устройство универсального съемника?
Объясните устройство стенда для разборки и сборки двигателя. Какие стенды применяют для разборки и сборки передних и задних мостов?
Как устроен стенд для разборки и сборки коробок передач?
Какое приспособление применяют для разборки и сборки сцепления?
«Автомобиль», под. ред. И.П.Плеханова
Глава 4. Разборка автомобилей и агрегатов
4.1. Организация разборочных работ
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10… 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6… 10 % от их цены, отремонтированные в 30…40%, а замена детаитей в 110… 150%.
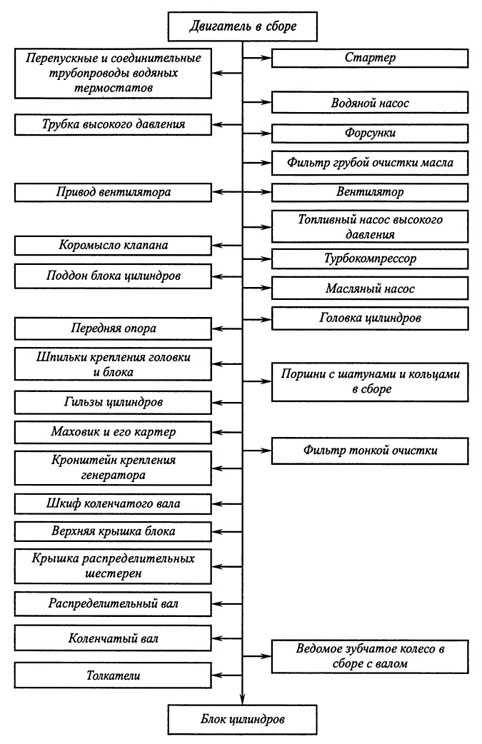
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку (рис. 4.1). Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали;
агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта;
в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами;
в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
Рис. 4.1. Технологическая схема разборки двигателя ЯМЭ-238
крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
если метки перед разборкой плохо заметны, необходимо их восстановить;
при выполнении разборочных работ следует знать способы и особенности их выполнения;
для подъема и транспортирования деталей и агрегатов массой более 20 кг используют подъемно-транспортные средства и надежные захватные приспособления.
Наиболее типовыми из операций при разборке являются вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников.
По принципу организации разборка может быть стационарной и подвижной (поточной). Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства.
На специализированных ремонтных предприятиях рабочие места по разборке автомобилей и агрегатов могут быть организованы в поточную линию. Поточный метод разборки позволяет: сосредоточить одноименные операции на специализированных постах; сократить количество одноименных инструментов на 30%; увеличить интенсивность использования технологической оснастки на 50%; увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают правильным распределением операций по постам, применением специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и наличием на некоторых постах большего количества рабочих.
Только при поточном способе разборки создаются условия для механизации работ. Применение средств механизации позволяет снизить трудоемкость разборки в 1,5…2,0 раза и повреждаемость деталей на 70…89%, увеличить объем повторного использования подшипников на 15…20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5…9%.
Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.
В основу механизации разборочных участков ремонтных предприятий положен ряд принципов: процесс разборки строится по поточному методу; агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи; перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется.
Разборочные работы состоят из основных и вспомогательных элементов. Основные элементы, которые занимают наибольший удельный вес в разборочном процессе, — это операции разборки резьбовых и прессовых соединений.
Вспомогательные элементы — это перемещение, установка и крепление разбираемых изделий и агрегатов. Доля времени, затрачиваемая на выполнение вспомогательных элементов, довольно значительна и является резервом снижения трудоемкости разборочных работ. Поэтому большое внимание при организации разборочных работ необходимо уделять вопросам механизации транспортных операций по передаче изделий с поста на пост.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузоне- сущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов.
С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120…220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.
studfiles.net
Разборочные работы
Разборка — это совокупность операций, предназначенных для разъединения объектов ремонта (автомобилей и агрегатов) на сборочные единицы и детали, в определенной технологической последовательности. Трудоемкость разборочных работ в процессе капитального ремонта автомобилей и агрегатов составляет 10… 15 % общей трудоемкости ремонта. При этом около 60 % трудоемкости приходится на резьбовые, а около 20% — на прессовые соединения. Технологический процесс разборки дает ремонтному предприятию до 70 % деталей, которые пригодны для повторного использования. Качественное проведение разборочных работ может позволить значительно исключить повреждения деталей и тем самым уменьшить себестоимость ремонта. Годные детали обходятся ремонтному предприятию в 6… 10 % от их цены, отремонтированные в 30…40%, а замена деталей в ПО…150%.
Разборку автомобилей и агрегатов выполняют в последовательности, предусмотренной картами технологического процесса, используя указанные в них универсальные и специальные стенды и оснастку. Степень разборки определяется видом ремонта и техническим состоянием объектов разборки. Разборку автомобилей и их агрегатов производят в соответствии со следующими основными правилами:
сначала снимают легкоповреждаемые и защитные части (электрооборудование, топливо- и маслопроводы, шланги, крылья и т.д.), затем самостоятельные сборочные единицы (радиаторы, кабину, двигатель, редукторы), которые очищают и разбирают на детали; агрегаты (гидросистемы, электрооборудования, топливной аппаратуры, пневмосистемы и т.д.) после снятия с автомобиля направляют на специализированные участки или рабочие места для определения технического состояния и при необходимости ремонта; в процессе разборки не рекомендуется разукомплектовывать сопряженные пары, которые на заводе-изготовителе обрабатывают в сборе или балансируют (крышки коренных подшипников с блоком цилиндров, крышки шатунов с шатунами, картер сцепления с блоком цилиндров, коленчатый вал с маховиком двигателя), а также приработанные пары деталей и годные для дальнейшей работы (конические шестерни главной передачи, распределительные шестерни, шестерни масляных насосов и др.). Детали, не подлежащие обезличиванию, метят, связывают, вновь соединяют болтами, укладывают в отдельные корзины или сохраняют их комплектность другими способами; в процессе разборки необходимо использовать стенды, съемники, приспособления и инструменты, которые позволяют центрировать снимаемые детали и равномерно распределять усилия по их периметру. При выпрессовке подшипников, сальников, втулок применяют оправки и выколотки с мягкими наконечниками (медными, из сплавов алюминия). Если выпрессовывают подшипник из ступицы или стакана, то усилие прикладывают к наружному кольцу, а при снятии с вала — к внутреннему. При этом запрещается пользоваться ударными инструментами;
Технологическая разборка двигателя.
Крепежные детали (гайки, болты, шпильки) при разборке машины укладывают в сетчатую тару для лучшей очистки в моечных установках или устанавливают на свои места. Запрещается разукомплектовывать детали с резьбой повышенной точности (болты и гайки крепления крышек шатунов, маховика к коленчатому валу). При разборке, особенно для чугунных деталей (во избежание появления трещин от перекосов), сначала отпускают все болты или гайки на пол-оборота, а затем отсоединяют их полностью;
открытые полости и отверстия для масла и топлива в гидроагрегатах и топливной аппаратуре после снятия с машины закрывают крышками и пробками;
если метки перед разборкой плохо заметны, необходимо их восстановить;
при выполнении разборочных работ следует знать способы и особенности их выполнения;
для подъема и транспортирования деталей и агрегатов массой более 20 кг используют подъемно-транспортные средства и надежные захватные приспособления.
Наиболее типовыми из операций при разборке являются вывертывание винтов, шпилек, болтов и отвертывание гаек, удаление сломанного болта или шпильки, снятие зубчатых колес, шкивов, муфт и подшипников.
По принципу организации разборка может быть стационарной и подвижной (поточной). Стационарная разборка автомобилей и агрегатов на сборочные единицы и детали производится на одном рабочем месте, снятые с автомобиля агрегаты разбирают на стационарных стендах. Стационарная разборка применяется на предприятиях с единичным типом производства.
На специализированных ремонтных предприятиях рабочие места по разборке автомобилей и агрегатов могут быть организованы в поточную линию. Поточный метод разборки позволяет: сосредоточить одноименные операции на специализированных постах; сократить количество одноименных инструментов на 30%; увеличить интенсивность использования технологической оснастки на 50%; увеличить производительность труда рабочих на 20%.
Поточный метод разборки организуют на постах, где разница трудоемкостей не превышает 10%. Этого достигают правильным распределением операций по постам, применением специального оборудования, приспособлений, производительных инструментов, дублированием отдельных постов и наличием на некоторых постах большего количества рабочих.
Только при поточном способе разборки создаются условия для механизации работ. Применение средств механизации позволяет снизить трудоемкость разборки в 1,5…2,0 раза и повреждаемость деталей на 70…89%, увеличить объем повторного использования подшипников на 15…20% и стандартного крепежа до 25%, снизить затраты на ремонт автомобилей на 5…9%.
Средний уровень механизации разборочных работ не превышает 20% (передних мостов — 15%, задних — 15%, подразборки двигателей и коробок передач — 16%; окончательной разборки двигателей — 25%, коробок передач — 35%). Разборка 60% всех соединений автомобиля может быть механизирована.
В основу механизации разборочных участков ремонтных предприятий положен ряд принципов: процесс разборки строится по поточному методу; агрегаты, сборочные единицы, поступающие на разборку, должны быть предварительно очищены от масла и грязи; перемещение агрегатов и сборочных единиц в процессе разборки максимально механизируется.
Разборочные работы состоят из основных и вспомогательных элементов. Основные элементы, которые занимают наибольший удельный вес в разборочном процессе, — это операции разборки резьбовых и прессовых соединений.
Вспомогательные элементы — это перемещение, установка и крепление разбираемых изделий и агрегатов. Доля времени, затрачиваемая на выполнение вспомогательных элементов, довольно значительна и является резервом снижения трудоемкости разборочных работ. Поэтому большое внимание при организации разборочных работ необходимо уделять вопросам механизации транспортных операций по передаче изделий с поста на пост.
Перемещать автомобили в процессе разборки целесообразно конвейерами непрерывного действия, агрегаты к постам подразборки можно перемещать подвесными толкающими или грузонесущими конвейерами, а сборочные единицы и детали — напольными транспортерами, рольгангами и склизами. На разборочных участках и постах необходимо применять сбалансированные манипуляторы (вместо кранов-укосин), пневматические подъемники, кантователи, тележечные транспортеры, самодвижущиеся эстакады и т. д.
Повторяемость операций открывает широкие возможности для механизации операций разборки и создает условия для применения многопозиционных механизированных инструментов. С целью сокращения непроизводительных затрат рабочего времени, повышения культуры производства, производительности труда и рационального использования производственной площади ремонтных предприятий на рабочих местах разборки целесообразно устройство технологических потолков. Технологический потолок — это пространственная металлическая конструкция, которая может перекрывать зону участка или рабочего места, или находиться над рабочим местом без его перекрытия. На конструкции смонтированы механизированные инструменты, приспособления и оснастка, применяемые при выполнении операций, а также грузоподъемные средства, которые предназначены для транспортирования агрегатов и деталей в рабочую зону, снятия и удаления их из рабочей зоны. В состав технологического потолка для разборочных работ входят: несущая конструкция, траверса, однорельсовый или двухрельсовый подвесной путь с электроталью или кран-балка, разводка гидро-, пневмоприводов и электрокабелей, подвески для механизированного инструмента, осветительная арматура и др.
Конструктивно подвески подразделяют на эластичные и жесткие. Жесткую подвеску применяют при использовании механизированных инструментов, развивающих крутящий момент, равный 120…220 Нм.
Нежесткая подвеска инструментов более удобна, так как после окончания операции инструмент, поднимаясь вверх, освобождает руки рабочего для выполнения последующих работ. Однако эта подвеска не гасит реактивный момент, поэтому ее применяют для инструментов небольшой мощности. На таких подвесках часто предусматривают устройства для автоматического выключения тока при освобождении (подъеме) инструмента. В качестве эластичной подвески используют балансиры (пружинные, гидравлические, электромагнитные и др.).
Универсальным средством механизации рабочих мест разборки являются шарнирно-балансирные манипуляторы с ручным управлением. Они представляют собой многозвенный механизм с приводами в каждом суставе, которые позволяют удерживать груз в равновесии.
www.autoezda.com
Общие правила разборки и сборки автомобиля, применяемые инструменты, приспособления и оборудование
При разборке и сборке автомобиля, его агрегатов, узлов и приборов основными работами являются: вывертывание и завертывание винтов, болтов, шпилек, отвертывание и завертывание гаек, снятие и установка шестерен, шкивов, подшипников, запрессовка и выпрессовка втулок, пальцев.
Выполняя разборочно-сборочные работы, необходимо соблюдать строгую последовательность операций, иначе работа будет усложнена, качество ее невысоким, а время увеличится.
Чтобы избежать этого, нужно пользоваться технологической картой, в которой указывают последовательность операций разборки или сборки, необходимые инструмент, приспособления и оборудование для выполнения той или иной операции, а также разряд работ. Ниже приведена форма технологической карты.
Технологическая карта на разборку (сборку)
Выполнять работы следует специализированными инструментом и приспособлениями, применение несоответствующего инструмента приводит к порче граней головок болтов и гаек.
Удалять болты, шпильки и пальцы необходимо специальными выколотками из красной меди, так как ударять по самой детали не разрешается. Шестерни, шкивы, втулки и подшипники удалять под прессом или при помощи соответствующих съемников.
Разбирать агрегаты следует в закрытых помещениях, чтобы снятые детали не подвергались воздействию атмосферных осадков и загрязнению.
Во избежание механических повреждений снятые детали и крепежный материал укладывают в ящики или на стеллажи; не допускается разбрасывать их на полу; сопряженные детали необходимо помечать, чтобы не спутать при последующей сборке.
Снятые болты вкладывают обратно в отверстия деталей, надевают на них шайбы и навертывают гайки; это облегчает и ускоряет последующую сборку.
Агрегаты разбирают на узлы на специальных или универсальных стендах, а узлы на детали — обычно на верстаке, используя при этом слесарно-монтажное оборудование и инструмент.
«Автомобиль», под. ред. И.П.Плеханова
Основным рабочим местом автослесаря вне постов и линий технического обслуживания и ремонта является пост, оборудованный слесарным верстаком, на котором разбирают и собирают снятые с автомобиля узлы и приборы и выполняют слесарно-подгоночные и другие работы. Крышку верстака обивают тонкой листовой (кровельной) сталью, что предохраняет, его от повреждений и облегчает содержание в чистоте. Приступая к работе, автослесарь…
Завертывают и отвертывают болты и гайки разных видов с головками различной формы обычными и специальными гаечными ключами. Наиболее часто применяемые гаечные ключи показаны на рисунке. Гаечные ключи Гаечные ключи: а — открытые двухсторонний и односторонний, накладной, секторные и вильчатые; б — угловые торцовые, торцовый со сменной поворотной головкой, крестообразные; в — универсальные разводные. При разборочно-сборочных…
www.carshistory.ru
Оборудование для разборочно-сборочных работ
Строительные машины и оборудование, справочник
Оборудование для разборочно-сборочных работКатегория:
Техническое обслуживание дорожных машин
Оборудование для разборочно-сборочных работ
Из оборудования для разборочно-сборочных работ слесари используют инструмент, съемники и прессы. Инструмент применяют для разборки и сборки машин при их ремонте, при подтяжке креплений и проведении регулировочных работ при техническом обслуживании машин. Инструменты, как правило, поставляют в виде комплектов. Для слесарей выпускают большой, средний и малый комплекты инструментов применительно к ремонтируемым и обслуживаемым группам машин.
Так, для технического обслуживания и ремонта тракторов, автомобилей и дорожно-строительных машин предназначен большой набор инструментов ПИМ-1514А. В состав набора входит 44 инструмента: ключи гаечные двусторонние 8Х 10, 12X14, 13Х X 14, 17X19, 22X24, 27X30, 32X36 мм; головки сменные шестигранные 10—41 мм; ключи: торцовый, коловорот, трещотка и головка шарнирная 14X14 мм каждый; ключи для отвертывания и завертывания шпилек 6X11, 12X17 и 18X22 мм; тиски ручные; молоток; зубило; крейцмейсель; два бородка; кернер; плоскогубцы; острогубцы;шабер; три напильника; надфиль; щуп. Комплект инструмента размещен в металлическом раздвижном пятисекцион- ном ящике.
Средний набор инструментов ПИМ-1515 применяют при техническом обслуживании и ремонте тракторов и автомобилей. В набор входит 31 инструмент: ключи гаечные двусторонние 8Х 10, 9ХП, 12X14, 17X19, 22X24,27X30 мм; головки сменные шестигранные 10 — 27 мм; ключ-трещотка и ключ торцовый с воротком 14X14 мм; молоток; зубило; бородок; плоскогубцы; отвертка; два напильника; переходник; ручка напильника; набор щупов и штангенциркуль. Набор размещен в металлическом переносном футляре.
Малый набор инструментов ПИМ-1516А используют при техническом обслуживании и ремонте тракторов. Набор включает 21 инструмент: ключи гаечные двусторонние 8Х 10, 9X11, 12Х 14, 17X19, 22X24, 27X30 и 32X36 мм; головки сменные 12-—24 мм; ключ свечной; ключ торцовый; плоскогубцы; отвертка; молоток; зубило; бородок.
Набор для слесарей-ремонтников ОР-16369, работающих в мастерских эксплуатационных баз, на ремонтных заводах и передвижных мастерских, включает 34 инструмента. В набор входит двусторонних гаечных ключей, сменных головок, ключ-трещотка, молоток, отвертка, плоскогубцы, напильники, зубило, бородок и другие инструменты.
Для затяжки гаек и болтов с определенным усилием применяют динамометрические ключи. Степень затяжки определяют по шкале, размещенной на ключе.
Кроме ручного инструмента на сборке и разборке машин применяют механизированный инструмент — пневматические и электрические гайковерты.
Съемники универсальные используют для разборки и сборки нескольких сборочных единиц или сочленений, а специальные — для одного специфического соединения. Кроме съемников на разборочно-сборочных работах применяют съемники и приспособления комплектами.
Комплект универсальных съемников ОР-16354 используют при разборке и сборке пневмоколесных тракторов класса 1,4. Специальный съемник ОР-16358 предназначен для снятия тормозных барабанов колесных редукторов трактора Т-150К, а другие виды съемников применяют для снятия многочисленных деталей и разборки сборочных единиц тракторов и дорожно- строительных машин.
В комплект ПИМ-483 для разборки и сборки тракторов различных моделей входят 37 съемников и приспособлений, в том числе схватка для подъема двигателей; универсальный двухлапчатый съемник; приспособления для снятия и установки головок цилиндров, маховиков, радиаторов, пусковых двигателей, поршней, поршневых колец, шестерен, коленчатых валов, клапанных пружин; приспособления для запрессовки и выпрес- совки гильз цилиндров; шестерен, подшипников и втулок; приспособление для центрирования двигателя на раме; приспособление для разборки и сборки сцеплений; ключи специальные; ключ эксцентриковый для гаек.
Гидравлические прессы применяют для выпрессовки и запрессовки втулок, подшипников, шестерен, правки погнутых валов, балок, труб, швеллеров. Их разделяют на стационарные, настольные и переносные.
Из стационарных наибольшее распространение имеет пресс ОКС-1671М (рис. 13). Он состоит из рамы, на верхней части которой укреплены насос с электродвигателем, гидрораспределитель и гидроцилиндр со штоком, а в средней части рамы — станина. Гидронасос, приводимый в действие электродвигателем, нагнетает рабочую жидкость к распределителю, и при соответствующем положении золотника она поступает в цилиндр и передвигает шток. При воздействии на деталь шток ее перемещает, совершая этим сборку или разборку сборочной единицы или правку детали. При отсутствии электроэнергии рабочую жидкость нагнетают ручным насосом.
Рабочая жидкость пресса — индустриальное масло. Вместимость бачка 6 л; мощность электродвигателя 1,7 кВт; максимальное давление в гидросистеме 26 МПа; усилие, создаваемое прессом, 400 кН.
Настольный пресс П-6022 применяют в стационарных и передвижных мастерских. Он предназначен для выпрессовки, запрессовки и правки малогабаритных деталей. Устройство его аналогично устройству стационарного пресса, но он имеет ручной привод. Схема его действия показана на рис. 14. При перемещении рукоятки вверх жидкость засасывается из бака плунжером через всасывающий клапан. При передвижении рукоятки вниз жидкость через нагнетательный клапан и канал поступает в цилиндр. В исходное положение шток возвращается под воздействием пружин при открытом клапане.
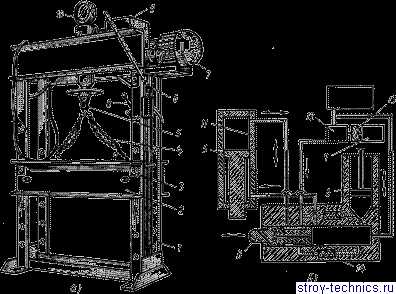
Рис. 13. Стационарный гидравлический пресс ОКС-1671М:
а — общий вид, б — гидравлическая схема; 1— рама, 2— станина, 3— палец, 4 — цепи, 5 — шток, 6 — ручной насос, 7 — электродвигатель, 8 — золотник, 9 — бачок рабочей жидкости, 10 – манометр, 11— гидроцилиндр, 12—гидронасос, 13 — муфта, 14— предохранительный клапан
Максимальное давление в гидросистеме пресса 33 МПа, максимальное усилие пресса 100 кН.
Переносный пресс 2153 (рис. 15) — универсальный. Он может быть использован как на верстаке, так и непосредственно на машине. С его помощью, кроме разборочно-сборочных работ, можно править детали машин. Особенность пресса — размещение насоса вне рамы. Насос вместе с гидроцилиндром можно использовать для выполнения работ непосредственно на ремонтируемой машине. Максимальное давление в гидросистеме 50 МПа, усилие цилиндра — 100 кН.
Рис. 15. Гидравлический пресс 2153:
1 — основание, 2 — рукоятка, 3 — блок цилиндров, 4 — вал поворота, 5 — червячный редуктор, 6 — труба
Рис. 16. Стенд ОПР-989 для разборки и сборки двигателей:
1 — рама, 2—гидроцилиндр, 3 — ручной насос, 4 — принадлежности
Для обеспечения удобства разборки и сборки машин и их составных частей используют различные стенды. На стенде ОПР-989 (рис. 16) собирают и разбирают двигатели всех марок, кроме Д-160 и ЯМЗ. На нем двигатель можно установить в вертикальное и горизонтальное положения, картером вниз или вверх. Поворот двигателя на стенде осуществляется рукояткой через червячный редуктор. Крепят двигатель на стенде к съемным плитам. Наличие в них отверстий позволяет устанавливать двигатели различных марок.
Для тех же целей применяют стенд ОТП-5557М. Поворот на нем двигателя осуществляется электродвигателем.
Разборку и сборку головок цилиндров двигателей производят на стенде ОР-2953А. Головки на стенде закрепляют зажимами так, что они могут поворачиваться. После поворота их фиксируют в четырех положениях.
Реклама:
Читать далее: Оборудование для оценки технического состояния составных частей машин
Категория: — Техническое обслуживание дорожных машин
Главная → Справочник → Статьи → Форум
stroy-technics.ru