Таблицы усилий затяжки болтов динамометрическим ключом. Таблицы для динамометрического ключа
Момент затяжки – это усилие, которое прикладывается к резьбовому соединению при его завинчивании. Если закрутить крепеж с меньшим усилием, чем это необходимо, то, под воздействием вибраций, резьбовое соединение может раскрутиться, не обеспечивая нужную герметичность между скрепляемыми деталями, что может привести к тяжелым последствиям. Наоборот, если приложить к метизу большее усилие, чем требуется, произойдет разрушение резьбового соединения или скрепляемых деталей, например, может произойти срыв резьбы или появление трещин в деталях.
Для каждого размера и класса прочности резьбового соединения указаны определенные моменты затяжки. Все значения занесены в специальную таблицу усилий для затяжки динамометрическим ключом. Обычно, класс прочности болта указывается на его головке.
Классы прочности для метрических болтов
Класс прочности указывается цифрами на головке.
Классы прочности для дюймовых болтов
Информация о прочности выполнена в виде насечек на головке.
Резьбовые соединения затягивают стрелочным, предельным или цифровым динамометрическим ключом.
Таблица усилий затяжки метрических болтов
Усилие указано в Ньютон-метрах.
Таблица усилий затяжки дюймовых болтов
|
SAE |
1 или 2 |
5 |
6 или 7 |
8 |
||||||||
|
Размер |
Усилие |
Усилие |
Усилие |
Усилие |
||||||||
|
(дюймы)-(резьба) |
Ft-Lb |
Кг/м |
Н/м |
Ft-Lb |
Кг/м |
Н/м |
Ft-Lb |
Кг/м |
Н/м |
Ft-Lb |
Кг/м |
Н/м |
|
5/16 — 18 |
11 |
1. |
14.9140 |
17 |
2.3511 |
23.0489 |
19 |
2.6277 |
25.7605 |
24 |
3.3192 |
32.5396 |
|
3/8 — 16 |
18 |
2. |
24.4047 |
31 |
4.2873 |
42.0304 |
34 |
4.7022 |
46.0978 |
44 |
6.0852 |
59.6560 |
|
7/16 — 14 |
28 |
3. 4.1490 |
37.9629 |
49 |
6.7767 |
66.4351 |
55 |
7.6065 |
74.5700 |
70 |
9.6810 |
94.9073 |
|
1/2 — 13 |
39 |
5. |
52.8769 |
75 |
10.3785 |
101.6863 |
85 |
11.7555 |
115.2445 |
105 |
14.5215 |
|
|
9/16 — 12 |
51 |
7. |
69.1467 |
110 |
15.2130 |
149.1380 |
120 |
16.5960 |
162.6960 |
155 |
21.4365 |
210.1490 |
|
5/8 — 11 |
83 |
11. |
112.5329 |
150 |
20.7450 |
203.3700 |
167 |
23.0961 |
226.4186 |
210 |
29.0430 |
284.7180 |
|
3/4 — 10 |
105 |
14. |
142.3609 |
270 |
37.3410 |
366.0660 |
|
38.7240 |
379.6240 |
375 |
51.8625 |
508.4250 |
|
7/8 — 9 |
160 |
22. |
216.9280 |
395 |
54.6285 |
535.5410 |
440 |
60.8520 |
596.5520 |
605 |
83.6715 |
820.2590 |
|
1 — 8 |
236 |
32. |
318.6130 |
590 |
81.5970 |
799.9220 |
660 |
91.2780 |
894.8280 |
910 |
125.8530 |
1233.7780 |
 6915
6915 5213
5213 4894
4894
 3937
3937 0533
0533 4789
4789 5215
5215 1280
1280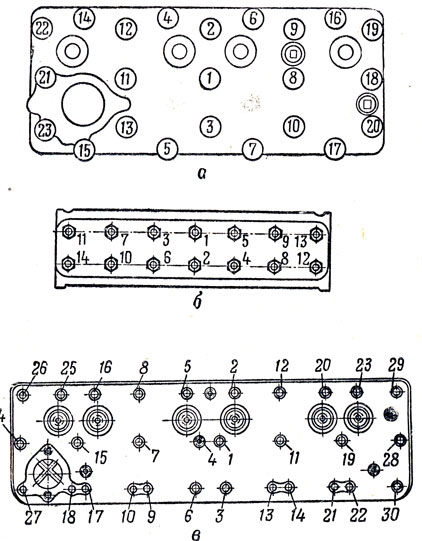 5005
5005Для закручивания резьбовых соединений в соответствии с данными таблиц необходимо использовать специальный инструмент — динамометрический ключ.
Ниже представлены популярные модели ключей, диапазоны которых перекрывают большинство значений определенных моментов затяжки.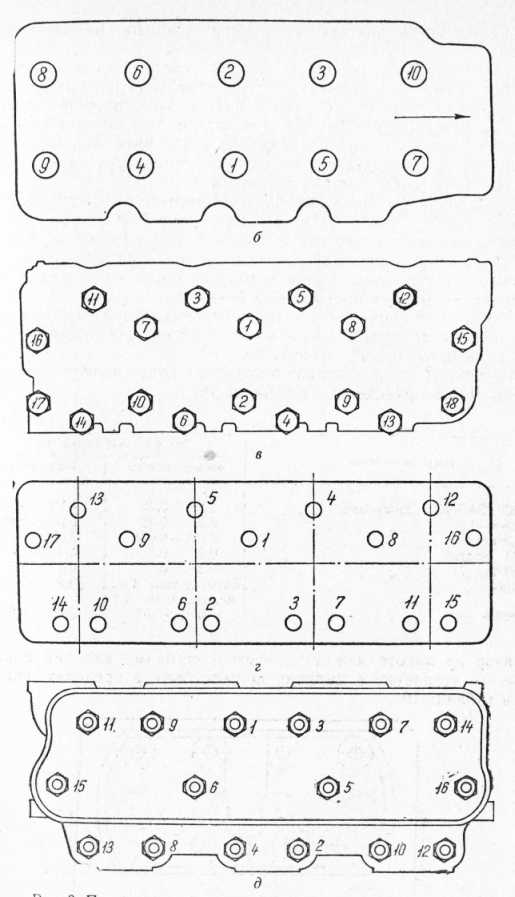 Максимальную точность передачи крутящего момента обеспечивают электронные динамометрические ключи.
Максимальную точность передачи крутящего момента обеспечивают электронные динамометрические ключи.
Таблицы моментов затяжки колес
Примерные значения для легковых автомобилей
Для легковых автомобилей используют ключи с присоединительным квадратом 1/2. Самыми популярными ключами являются модели с затяжкой до 200-210 Нм, например, ключи с диапазоном 28-210 или 42-210. Ниже представлены варианты подобных ключей.
Примерные значения для грузовых автомобилей и автобусов
Для коммерческого транспорта используют ключи с присоединительным квадратом 1/2, 3/4 и даже 1 дюйм. Ниже представлены варианты ключей для автобусов, коммерческих и грузовых автомобилей.
Порядок затяжки
Компания AIST располагает широким ассортиментом профессиональных ключей для выполнения различных работ с резьбовыми соединениями. У нас всегда возможно подобрать необходимый динамометрический ключ для автомобиля, как для легкового, так и для грузового транспортного средства.
У нас всегда возможно подобрать необходимый динамометрический ключ для автомобиля, как для легкового, так и для грузового транспортного средства.
*Значения таблиц моментов затяжки носят информационный характер, без ссылки на какой-либо ГОСТ.
Полезные статьи:
- Виды динамометрических ключей
- Как пользоваться динамометрическим ключом
- Как выбрать динамометрический ключ
Порядок — затяжка — Большая Энциклопедия Нефти и Газа, статья, страница 2
Cтраница 2
| Динамометрический ключ.| Последовательность затяжки различных соединений. [16] |
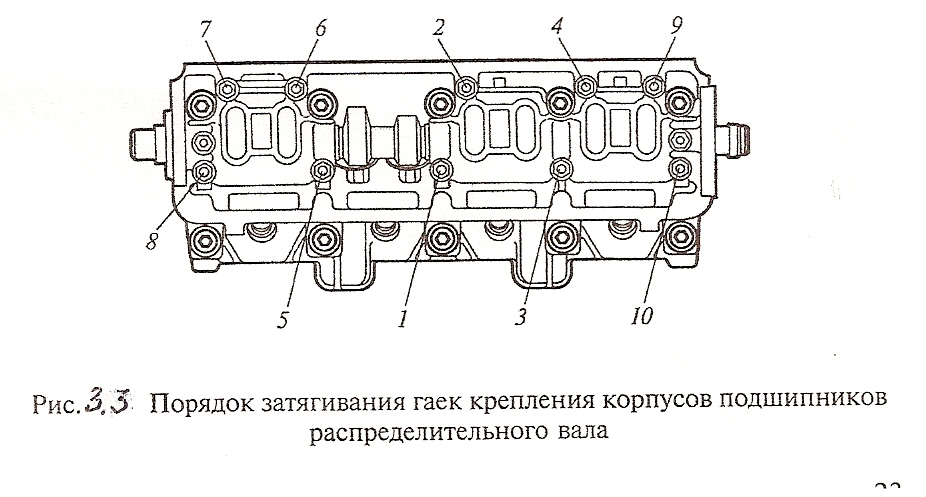
У длинных деталей затяжка начинается с середины и это особенно важно, если между ними находится прокладка. Ключ передвигают по спирали. Порядок затяжки болтов или гаек крепления головки блока двигателя приводится в технических условиях или руководствах по эксплуатации автомобиля. [17]
[17]
Порядок затяжки нескольких и особенно большого числа болтов, гаек, или шпилек крепления одной детали важен потому, что при неправильном порядке затяжки часто происходят деформация и потеря размеров одной или обеих соединяемых деталей. Поэтому болты не следует затягивать один за другим сразу до полного мо-момента, а делать это постепенно в несколько приемов, переходя от болта к болту в определенном порядке. Обычно порядок затяжки предусматривает переход от одного болта к другому противораспо-ложенному, с постепенным переходом от середины к краям. В нужных случаях порядок затяжки, так же как момент затяжки, указывают в технических условиях. Например, гайки шпилек крепления головки болта двигателя автомобиля ЗИС-110 необходимо затягивать постепенно, пока на ключе не будет создан крутящий момент, равный 8 3 — 8 6 кем. Порядок затяжки показан на фиг. [18]
Организационная схема затяжки магистральных кабелей предназначается для организации затяжки магистральных кабелей на судне. Схема устанавливает порядок затяжки отдельных групп магистральных кабелей с различных пунктов подачи, определяет пункты подачи магистральных кабелей на трассы, ориентировочное количество и расстановку рабочих по помещениям в период затяжки. Организационная схема затяжки магистральных кабелей в составе проекта технологии разрабатывается только для серийных судов.
[19]
Схема устанавливает порядок затяжки отдельных групп магистральных кабелей с различных пунктов подачи, определяет пункты подачи магистральных кабелей на трассы, ориентировочное количество и расстановку рабочих по помещениям в период затяжки. Организационная схема затяжки магистральных кабелей в составе проекта технологии разрабатывается только для серийных судов.
[19]
Для наглядности схема может быть выполнена в аксонометрической проекции, но такая схема весьма трудоемка в изготовлении. На схеме показывают места прокладки каждого кабеля на плоскостях помещений судна, указывают места расположения проходных кабельных коробок, групповых и индивидуальных сальников, комингсов и дают нумерацию их. В схеме устанавливают порядок затяжки кабелей, направление затяжки и места расположения стоп-марок. Для большей наглядности и простоты чтения чертежа все кабели на схеме разбивают на отдельные кабельные группы, которые изображают линиями. [20]
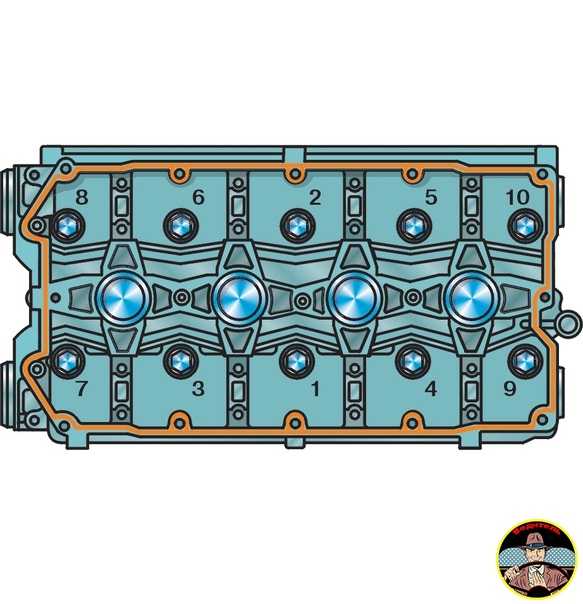
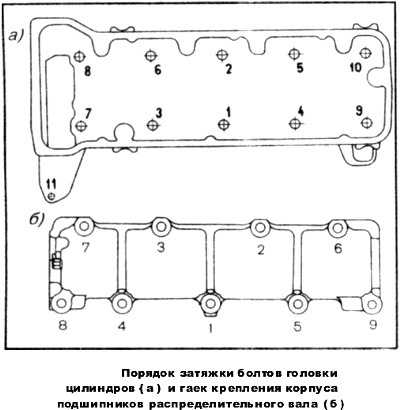
Гайки алюминиевой головки затягивают при холодном двигателе, гайки чугунной головки — при прогретом.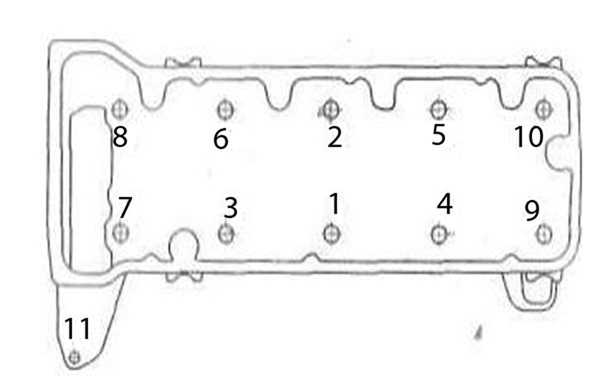 Чтобы добиться равномерного прилегания поверхностей крепления, гайки затягивают в строгой последовательности — от середины к краям и крест-накрест. На рис. 6 цифрами в кружке показан порядок затяжки гаек.
[21]
Чтобы добиться равномерного прилегания поверхностей крепления, гайки затягивают в строгой последовательности — от середины к краям и крест-накрест. На рис. 6 цифрами в кружке показан порядок затяжки гаек.
[21]
Порядок затяжки нескольких и особенно большого числа болтов, гаек, или шпилек крепления одной детали важен потому, что при неправильном порядке затяжки часто происходят деформация и потеря размеров одной или обеих соединяемых деталей. Поэтому болты не следует затягивать один за другим сразу до полного мо-момента, а делать это постепенно в несколько приемов, переходя от болта к болту в определенном порядке. Обычно порядок затяжки предусматривает переход от одного болта к другому противораспо-ложенному, с постепенным переходом от середины к краям. В нужных случаях порядок затяжки, так же как момент затяжки, указывают в технических условиях. Например, гайки шпилек крепления головки болта двигателя автомобиля ЗИС-110 необходимо затягивать постепенно, пока на ключе не будет создан крутящий момент, равный 8 3 — 8 6 кем.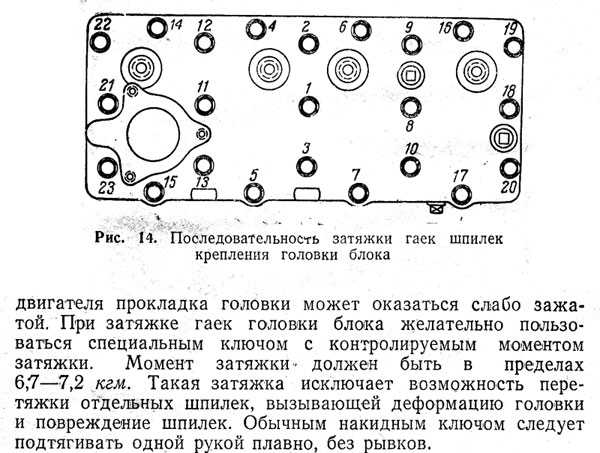 Порядок затяжки показан на фиг.
[22]
Порядок затяжки показан на фиг.
[22]
| Последовательность затяжки гаек головки цилиндров. [23] |
Водитель автопогрузчика контролирует подтяжку крепления головки блока цилиндров. Гайки алюминиевой головки затягивают при холодном двигателе, гайки чугунной головки-при прогретом. Чтобы добиться равномерного прилегания поверхностей крепления, гайки затягивают в строгой последовательности — от середины к краям и крест-накрест. На рис. 6 цифрами показан порядок затяжки гаек. [24]
Порядок затяжки нескольких и особенно большого числа болтов, гаек, или шпилек крепления одной детали важен потому, что при неправильном порядке затяжки часто происходят деформация и потеря размеров одной или обеих соединяемых деталей. Поэтому болты не следует затягивать один за другим сразу до полного мо-момента, а делать это постепенно в несколько приемов, переходя от болта к болту в определенном порядке.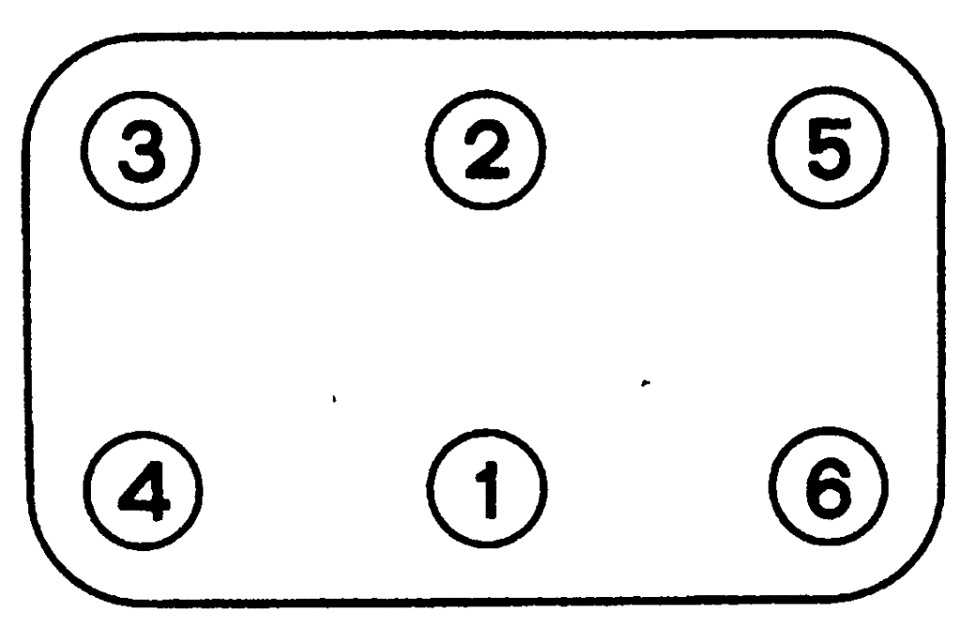 Обычно порядок затяжки предусматривает переход от одного болта к другому противораспо-ложенному, с постепенным переходом от середины к краям. В нужных случаях порядок затяжки, так же как момент затяжки, указывают в технических условиях. Например, гайки шпилек крепления головки болта двигателя автомобиля ЗИС-110 необходимо затягивать постепенно, пока на ключе не будет создан крутящий момент, равный 8 3 — 8 6 кем. Порядок затяжки показан на фиг.
[25]
Обычно порядок затяжки предусматривает переход от одного болта к другому противораспо-ложенному, с постепенным переходом от середины к краям. В нужных случаях порядок затяжки, так же как момент затяжки, указывают в технических условиях. Например, гайки шпилек крепления головки болта двигателя автомобиля ЗИС-110 необходимо затягивать постепенно, пока на ключе не будет создан крутящий момент, равный 8 3 — 8 6 кем. Порядок затяжки показан на фиг.
[25]
Страницы: 1 2
Последовательность затяжки болтов: почему это важно
Существует множество факторов, определяющих, будет ли новое фланцевое соединение надежным и герметичным. Одним из наиболее важных является последовательность затяжки болтов.
Новому ученику по болтам это может показаться достаточно простым. Но просто прикладывать полный крутящий момент к первому болту, а затем переходить к соседнему — неправильный подход! Порядок, в котором вы затягиваете болты, и приложенная нагрузка оказывают огромное влияние на целостность соединения.
Чтобы надежно выполнить фланцевое соединение, важно контролировать изменение напряжения в компонентах фланцевого соединения. В случае с прокладкой, она должна быть сжата равномерно по поверхности фланца. Если вы будете затягивать соседние болты, когда противоположные болты остаются ослабленными, результатом будет неравномерное сжатие и возможное повреждение прокладки.
Фланцы должны медленно сближаться и быть параллельными. На практике это означает, что сначала следует использовать правильную схему затяжки болтов при частичной нагрузке, а затем выполнить еще несколько проходов болтов, каждый раз увеличивая нагрузку.
Схемы затяжки болтов Стандарт ASME (Американское общество инженеров-механиков) PCC-1-2019 является основным документом по стандартам болтовых соединений. Это дает несколько вариантов последовательности затяжки, которые при правильном соблюдении помогут обеспечить герметичность фланцевого соединения. Показ всех шаблонов для каждого размера фланца может быть подробно описан в отдельной статье. Но в качестве общего обзора приведу несколько примеров, описанных ниже.
Показ всех шаблонов для каждого размера фланца может быть подробно описан в отдельной статье. Но в качестве общего обзора приведу несколько примеров, описанных ниже.
Перед затяжкой болты можно пронумеровать последовательно (1,2,3,4 и т. д.) по часовой стрелке вокруг фланца (рис. 1 ниже). Или их можно пронумеровать по порядку затяжки (рис. 2 ниже). Оба метода имеют свои преимущества, но важно, чтобы выбранный метод был согласован в брифинге перед началом работы и чтобы бригады по затяжке были должным образом обучены.
Просмотреть гидравлический динамометрический ключ Enerpac s
Устаревшая последовательность нумерации Следуя примеру, показанному на рис. 1, можно легко пронумеровать болты (по часовой стрелке 1, 2, 3, 4 и т. д.), но техник, выполняющий затяжку, должен иметь достаточный опыт, чтобы соблюдать правильную последовательность (например, 1, 7,4,10).
На рис. 2 ситуация обратная. Нумерацию должен выполнять специалист с соответствующим опытом. Затем члены бригады, выполняющие затяжку, просто следуют правильной числовой последовательности (болты 1, 2, 3, 4 и т. д.).
Фланец с 48 болтами Группировка болтовВ случае очень больших фланцев, таких как фланцы с 48 болтами, процесс может быть другим. Здесь группы из 4 соседних болтов можно рассматривать как «1 болт», в результате чего получается 12 групп. Например, затягивание болтов 1, 2, 3, 4 перед переходом к группе 7 – (процедура аналогична тому, что вы делаете при затягивании фланца с 12 болтами). ASME рекомендует учитывать потенциальное повреждение прокладки или смещение фланцев при группировании болтов.
Альтернативные шаблоны сборки Существуют и другие приемлемые шаблоны, которые разрабатывались годами. Каждый из них имеет свои преимущества, и следует соблюдать осторожность при выборе правильного подхода для вашего приложения. Правильный выбор будет зависеть от отрасли, используемой прокладки, а также рабочей силы и оборудования, доступных для выполнения работы. Схемы см. в ASME PCC-1 2019.
Правильный выбор будет зависеть от отрасли, используемой прокладки, а также рабочей силы и оборудования, доступных для выполнения работы. Схемы см. в ASME PCC-1 2019.
Используется тот же шаблон, что и в устаревшем методе, но с меньшим количеством проходов и меньшими общими усилиями. Это достигается за счет того, что не каждый болт подвергается различным значениям крутящего момента.
Альтернативный шаблон сборки #2 Квадрантный шаблонПроще следовать, чем устаревший шаблон. Этот шаблон соответствует последовательности квадратных квадрантов и используется на фланцах с 16 болтами и более. Преимущество этого заключается в том, что после того, как 4 болта завершены, всегда следующий ослабленный болт в любом заданном квадранте всегда будет следующим, который будет затянут.
Альтернативный шаблон сборки #3 Круговой шаблон При использовании этого метода те же четыре болта в крестообразном порядке затягиваются, чтобы выровнять соединение. После этого все болты затягиваются по круговой схеме.
После этого все болты затягиваются по круговой схеме.
Позволяет использовать 4 инструмента, всегда сохраняя равномерное расстояние вокруг фланца. Обеспечивает параллельное закрытие за меньшее время, чем при использовании одного инструмента в перекрестном шаблоне. Затяжка несколькими болтами лучше всего работает на больших фланцах, где гидравлические инструменты подключены к общему источнику давления.
Альтернативная схема сборки №5 Одновременная затяжка нескольких болтов по круговой схеме (2 инструмента)Шаблон для одновременного использования 2 гидравлических инструментов. Используется в химической промышленности для тонких фланцев и мягких прокладок.
Резюме Новичку все это может показаться более сложным и непосильным. Но соблюдение правильных процедур и дополнительное время помогут избежать потенциально опасного и трудоемкого обслуживания в будущем.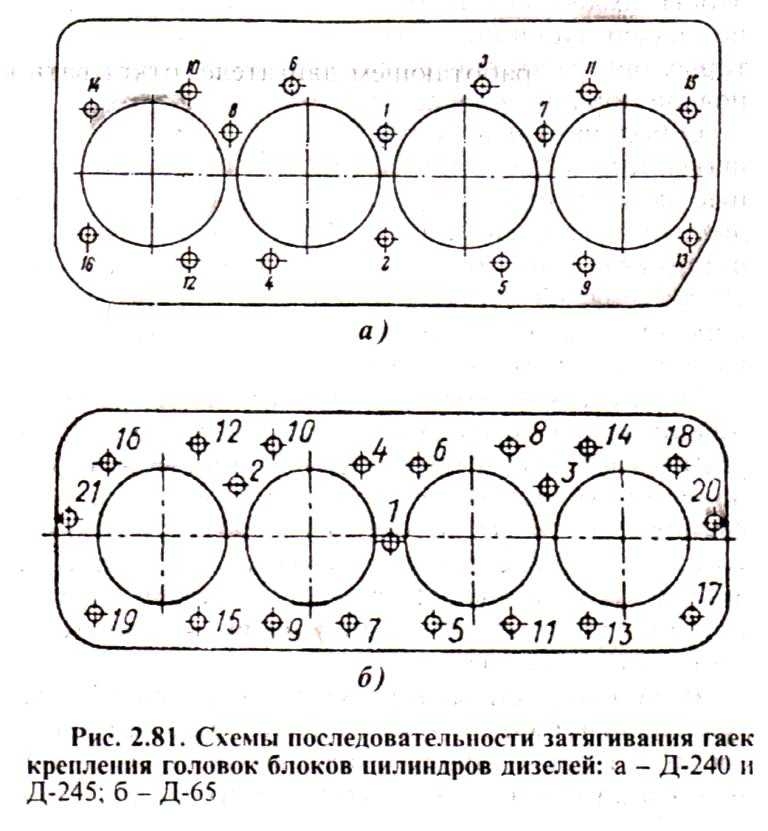 Использование хорошо спроектированного гидравлического динамометрического ключа сделает процесс эффективным и безотказным. Компания Enerpac предлагает гидравлические динамометрические ключи с квадратным хвостовиком и низкопрофильные гидравлические динамометрические ключи.
Использование хорошо спроектированного гидравлического динамометрического ключа сделает процесс эффективным и безотказным. Компания Enerpac предлагает гидравлические динамометрические ключи с квадратным хвостовиком и низкопрофильные гидравлические динамометрические ключи.
Эта статья предназначена только для общего обзора. См. ASME PCC-1 2019, чтобы определить правильную процедуру для вашего конкретного приложения.
Важно отметить, что последовательность болтовых соединений является лишь одним из многих важных моментов, которые необходимо выполнить правильно для обеспечения целостности соединения. Необходимо учитывать множество других факторов, таких как выбор прокладки, смазка болтов, выбор болтов и состояние уплотняющей поверхности фланца.
Имейте в виду, что фланцы могут быть повреждены во время транспортировки и установки, но их можно обработать на месте в соответствии со спецификациями ASME с помощью станка для обработки фланцев.
Обзор станков для торцевания фланцев
Рекомендации и ограничения по последовательности затяжки болтов – технология Hex
Не все последовательности затяжки болтов одинаковы.
Сборщики болтовых фланцевых соединений используют схему «звезда» с тех пор, как компания Taylor Forge начала стандартизацию фланцев в 1938 году. ), теплообменники и другие устройства, такие как дисковые затворы.
Вы увидите, что узор «звезда» применяется ко всем типам материалов прокладок и типам фланцев, в том числе с выступом (RF), кольцевым соединением (RTJ), прокладкам с двойной оболочкой, спирально-навитым прокладкам и даже более новым типам прокладок, таким как Kammprofile. прокладка.
Хотя схема «звезда» является наиболее распространенной, она, безусловно, не единственная и не обязательно лучшая схема затяжки болтовых соединений, применяемая при затяжке фланцевого узла с болтовым креплением.
На самом деле не существует последовательности затяжки болтов «серебряной пули», идеальной для затяжки каждый тип фланца или прокладки . Тип прокладки и расположение фланцевого соединения имеют решающее значение для выбора последовательности затяжки, которую может использовать сборщик.
Тип прокладки и расположение фланцевого соединения имеют решающее значение для выбора последовательности затяжки, которую может использовать сборщик.
В этой статье, предназначенной для супервайзеров, инженеров и всех, кто наблюдает за сборкой или обслуживанием болтовых фланцев, обсуждаются различные последовательности затяжки. Попутно мы предложим руководство о том, какие методы лучше всего подходят для достижения желаемых конечных значений крутящего момента с минимальным разбросом болтов и гарантией того, что ваша прокладка не будет повреждена в процессе.
Чтобы сохранить разумный объем этой статьи, мы не будем рассматривать другие важные элементы процедур затяжки болтов, такие как выравнивание фланцев, установка прокладки, значения крутящего момента, таблицы крутящих моментов, как должен изменяться крутящий момент болтов для различных материалов (например, болты из нержавеющей стали). ), и так далее. Эти темы подробно рассматриваются в уроках, включенных в наше бесплатное онлайн-обучение.
ASME PCC-1, вероятно, является ведущим мировым руководством по сборке болтовых фланцевых соединений.
В выпуске публикации 2010 года ASME PCC-1 опубликовал целое приложение (Приложение F), посвященное последовательностям затяжки болтов, включая схему «звезда» (которую он назвал «традиционной схемой», поскольку этот метод существует так давно) и несколько других варианты, которые были классифицированы как «Альтернативные» схемы крепления болтов.
Эти альтернативные последовательности болтовых соединений были включены для демонстрации более эффективных способов сборки фланцевых соединений. Как и в случае со звездой, альтернативные подходы могут использоваться практически с любым методом затяжки, от гидравлического крутящего момента до пневматического крутящего момента и ручного крутящего момента с помощью ключа с кликером.
Устаревшая схема затяжки болтов (также известная как «Звезда»)
Как мы упоминали ранее, это наиболее распространенная из всех последовательностей затяжки болтов, используемых на фланцевых соединениях. Этот шаблон хорошо известен во всем мире, и его использование выдержало испытание временем.
Этот шаблон хорошо известен во всем мире, и его использование выдержало испытание временем.
Как выполнить схему «звезда»
Первое, что нужно сделать, это затянуть каждый фланцевый болт на 20–30% от целевого футо-фунта по схеме «звезда». Сам шаблон применяется к болтам №1-4 ниже (по порядку):
…затем снова переходите к болтам 5-8, применяя крутящий момент в следующем порядке:
…и чтобы завершить этот первый шаг, вы применяете к болтам 9-12:
Теперь у вас есть примерно 20-30 % на всех 12 болтах фланца в этом примере. Будут вариации из-за упругого взаимодействия, но это примерно среднее значение.
Шаг № 2 — следовать той же звездообразной схеме, применяя от 50% до 70% целевого футо-фунта.
Затем третья часть этой последовательности затяжки заключается в том, чтобы установить ключ на 100% от требуемого крутящего момента (ft-lbs) и применить ко всем болтам, снова следуя той же звездообразной схеме.
Последним шагом является применение вращательных или «круговых» проходов.
Как правило, вам придется дважды обойти фланец с ключом, установленным на окончательное значение крутящего момента, но цель состоит в том, чтобы двигаться до тех пор, пока гайки не перестанут двигаться.
Обычно для спирально-навитых прокладок или прокладок Kammprofile требуется около двух круговых проходов, но с прокладками RTJ вам потребуется выполнить дополнительные кольцевые проходы.
Ограничения: Нет. Звездообразная схема болтового соединения подходит для всех фланцев ASME B16.5, B16.47 и теплообменников. Он также действителен для всех типов поверхностей фланцев и прокладок, включая прокладки RTJ.
Рекомендации: Недостатком паттерна Звезда является время. Эта схема болтового соединения не так эффективна, как альтернативы, и может занять очень много времени, если вы работаете с фланцами с 20 или более болтами. Но если большинство фланцев на вашем объекте представляют собой фланцы ASME B16.5 размером 12 дюймов или меньше, вы можете придерживаться шаблона «звезда» и не применять другие схемы болтового соединения, чтобы избежать путаницы со сборщиками.
Модифицированная схема затяжки звездочкой
PCC-1 называет модифицированную звезду «Альтернативной схемой сборки №1», и эта последовательность затяжки болтов соответствует той же схеме затяжки, что и звезда. Отличие состоит в том, что при таком подходе уровни предварительного натяжения крепежных изделий увеличиваются быстрее.
Если вы посмотрите на диаграммы ниже, вы увидите, как сборщик затягивает фланцевые болты в том же порядке, но увеличивает нагрузку на болты уже после первых четырех болтов.
Фактически, вы можете разбить этот первый проход на три части:
- Проход 1А – затяните первые четыре шпильки с усилием от 20% до 30% от целевого фут-фунта.
- Проход 1B — затяните следующие четыре болта по схеме «звезда» с усилием от 50% до 70% от целевого фут-фунта.
- Прохождение 1C — затяните остальные болты по схеме «звезда» до 100 % окончательного крутящего момента.
- Соответствие 2 — ASME PCC-1 указывает, что мягкие прокладки (определения жестких и мягких прокладок см.
 в ASME PCC-1, Приложение B), такие как спирально-навитые прокладки и прокладки с двойной оболочкой, должны иметь полную звездообразную форму. Однако для прокладок Kammprofile проход 2 не требуется.
в ASME PCC-1, Приложение B), такие как спирально-навитые прокладки и прокладки с двойной оболочкой, должны иметь полную звездообразную форму. Однако для прокладок Kammprofile проход 2 не требуется. - Проход 3+. Последняя серия проходов представляет собой вращательные проходы, при которых вы обходите фланец по кругу с помощью ключа, установленного на конечное значение крутящего момента. Еще раз, вы будете идти, пока орехи не перестанут двигаться. Обычно для спирально-навитых прокладок и прокладок Kammprofile требуется около двух круговых проходов. Прокладки RTJ требуют дополнительных окончательных проходов.
Модифицированный звездообразный подход означает, что вы можете выполнять меньше последовательностей затяжки, что, в свою очередь, означает меньше времени и усилий, поскольку в целом меньше касаний болтов.
Ограничения : Нет. Подобно схеме «звезда», модифицированная звезда подходит для всех фланцев ASME B16.5, B16.47 и теплообменников и подходит для всех типов поверхностей фланцев и прокладок.
Рекомендации: Модифицированная схема болтового соединения «звезда» намного более эффективна по времени, чем схема «звезда», особенно при работе с фланцами с 20 или более болтами. Модифицированная звезда может быть полезна на некоторых фланцах с 16 болтами, особенно если они включают шпильки большего размера (диаметром 1 дюйм или больше). Вы не сэкономите много времени с Modified Star на фланцах с 12 болтами или менее.
Существует кривая освоения схемы крепления болтами Modified Star, но большинству сборщиков достаточно легко ее преодолеть, поскольку единственным изменением является постепенное увеличение значений крутящего момента во время первого прохода.
Квадрантный шаблон
Квадрантный шаблон, или «Альтернативный шаблон сборки №3», более эффективен, чем шаблон «Звезда» и модифицированный шаблон «Звезда». С квадрантным шаблоном уровни предварительной нагрузки крепежа быстро увеличиваются в течение первой последовательности затяжки.
Вам также не нужно слишком сильно «перекрещивать» фланец, что экономит еще больше времени. Дополнительным бонусом является то, что опытным сборщикам не нужно будет нумеровать фланец при применении этого шаблона, если они хорошо обучены.
На приведенной ниже диаграмме показано, как динамометрический ключ перемещает только один болт после того, как вы выполнили свою первую «звездную последовательность».
Вы также можете увеличить настройки нагрузки на болты после затяжки первых четырех болтов. На приведенных ниже схемах показано, как вы будете…
- Шаг 1A — затяните первые четыре шпильки с усилием от 20% до 30% от целевого фут-фунта.
- Проход 1B — затяните следующие четыре болта, располагая каждый справа от уже затянутых болтов, с усилием от 50% до 70% целевого фут-фунта.
- Прохождение 1C — затяните остальные болты по образцу до 100 % окончательного крутящего момента. Вы продолжите прикладывать крутящий момент к болту справа от ранее затянутого болта, следуя схеме, работая по всему фланцу.

- Проход 2. Для любой прокладки, отличной от Kammprofile, вам потребуется повторить этот шаблон во второй раз. Прокладки Kammprofile не требуют прохода 2.
- Проход 3+ — окончательные проходы представляют собой проходы с вращением (т. е. «круговой» или «кольцевой»), при которых вы устанавливаете ключ на окончательное значение крутящего момента и проходите вокруг фланца до тех пор, пока гайки не перестанут двигаться. Обычно для спирально-навитых прокладок и прокладок Kammprofile требуется около двух круговых проходов, но для прокладок RTJ потребуются дополнительные заключительные проходы.
Ограничения : Нет. Эта схема болтового соединения подходит для всех фланцев ASME B16.5 и B16.47 и теплообменников. Он также распространяется на все типы поверхностей фланцев и прокладок, включая прокладки RTJ.
Рекомендации : Эта схема крепления намного более эффективна по времени, чем схема «Звезда и модифицированная звезда», когда у вас есть фланцы с 20 или более болтами.