Сварка полуавтоматом – от А до Я | СОВЕТЫ
В данной статье собрана самая необходимая информации о сварке полуавтоматом. Все изложено в доступной форме и разбито на последовательные блоки для лучшего усвоения материала. Для удобства поиска нужной информации воспользуйтесь навигацией по статье:
Теоретическая часть:
-
Устройство аппарата полуавтоматической сварки
-
Выбираем газ для сварки полуавтоматом
-
Проволока для сварки полуавтоматом
-
Сварка полуавтоматом без газа (флюсовой проволокой)
Практическая часть:
-
Подготовка аппарата к работе – СБОРКА | Как заправить проволоку в полуавтомат
-
-
Подготовительный этап и процесс сварки аппаратом
-
Направление и скорость движения для идеального сварочного шва
-
Заключение + ВИДЕО
Несмотря на возможность сразу перейти к практическим советам, рекомендуем ознакомиться с материалом полностью. Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Вы наверняка найдете для себя что-то новое или освежите некогда полученные знания.
Сварочный полуавтомат – кратко об устройстве
Сварка полуавтоматом предусматривает элементарное понимание устройства сварочного аппарата. В инверторе предусмотрено место для установки катушки с проволокой, которая служит аналогом плавящегося электрода, а также имеется механизм автоматической подачи. Аппарат позволяет самостоятельно выставить силу тока и скорость подачи проволоки в зависимости от производственной необходимости.
Полуавтоматы разнятся по функциональным возможностям в зависимости от назначения. Для начинающих сварщиков лучшим выбором станут надежные и простые в управлении аппараты без излишков (пример, IRMIG 160) или же варианты с синергетическим управлением, которое существенно облегчит настройку (пример, INMIG 200 SYN). Опытным профессионалам для поточного производства подойдут мощные трехфазные полуавтоматы, как, например, INMIG 500 DW SYN.
В независимости от вида устройства рабочая комплектация остается стандартной:
-
Сварочный аппарат
-
Горелка для сварки полуавтоматом
-
-
Газовый шланг
-
Кабель с зажимом заземления
Конечно же, для работы понадобится специализированная проволока, а также стандартные средства защиты, обязательно необходимые для безопасности сварщика.
Выбор газа в зависимости от свариваемого металла
Основная функция защитного газа – изоляция сварочной ванны, электрода и дуги от влияния окружающего воздуха. Для того чтобы подобрать подходящий газ необходимо учитывать тип материала и его толщину. В зависимости от этого выбираются инертные, активные газы или их смеси. Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Чаще других используются СО2 и аргон. Последний снижает разбрызгивание металла и способствует лучшему качеству сварного шва.
Обратите внимание на таблицу:
|
Материал |
Газ |
|
Конструкционная сталь |
СО2 |
|
Конструкционная сталь |
CO2 + Ar |
|
Нержавеющая сталь |
CO2 + Ar |
|
Легированные стали (низкоуглеродистые ) |
CO2 + Ar |
|
Алюминий и его сплавы |
Ar |
ПОЛЕЗНЫЙ СОВЕТ.
При поиске газа можно встретить баллоны различного объема. Чем больше объем, тем дешевле выйдет литр газа. Для редкого использования сварочного полуавтомата подойдут мобильные фасовки по 5-10 литров. В этом случае лучше всего брать дополнительный запас газа, чтобы застраховаться от внезапной нехватки.
Связь толщины металла и диаметра проволоки
На рынке сварочных материалов найдется немало вариантов проволоки для полуавтоматической сварки. Важно запомнить правило – состав проволоки должен соответствовать составу свариваемого материала. Чаще других востребована сварочная проволока СВ08Г2С, которая используется для углеродистых и низкоуглеродистых сталей.
С выбором диаметра поможет таблица:
|
Толщина металла, мм |
Диаметр проволоки |
|
1 — 3 |
0,8 |
|
4 — 5 |
1,0 |
|
6 — 8 |
1,2 |
Обычной фасовкой для проволоки является 200 или 300 мм.
ВАЖНО! Диаметр проволоки указывается во время настройки полуавтомата, о которой мы поговорим в практической части данной статьи.
Как проводится сварка полуавтоматом без газа
Защитный газ крайне важен для сварочного процесса. Он обеспечивает качественное выполнение сварочных работ, создавая защищенную среду. Однако, если будете использовать устройство довольно редко, то излишне тратиться и покупать баллон просто невыгодно. Чтобы избежать лишних расходов, всегда можно воспользоваться специальной сварочной проволокой – флюсовой или порошковой. Она состоит из стальной трубки, внутри которой находится флюс. В процессе сварочных работ он сгорает, образуя в зоне сварки облачко защитного газа.
Стоит запомнить, работа флюсовой проволокой должна выполняться током прямой полярности (на изделие подается плюс) – это обусловлено необходимостью в больше мощности для плавления порошковой проволоки.
ПРАКТИКА – ИСПОЛЬЗОВАНИЕ СВАРОЧНОГО ПОЛУАВТОМАТА НА ПРИМЕРЕ FUBAG IRMIG 200 SYN
В качестве примера возьмем аппарат FUBAG IRMIG 200 SYN. Инверторный полуавтомат оснащен модулем синергетического управления, который максимально упростит настройку начинающему сварщику. В комплекте с аппаратом уже идет горелка, кабель заземления и кабель с электродержателем.
Подготовка аппарата к работе – сборка / установка проволоки
Процесс сборки (подготовки аппарата к работе) довольно прост:
1. Устанавливаем редуктор на баллон с газом.
2. Соединяем газовый шланг с редуктором на баллоне.
3. Подключаем газовый шланг к полуавтомату.
4. Подключаем горелку к евроразъему на лицевой панели.
5. Подключаем кабель массы к минусовому разъему.
Установка проволоки в сварочном полуавтомате выполняется следующим образом:
1. Устанавливаем катушку в аппарат и фиксируем положение на оси.
2. Освобождаем проволоку на катушке и откусываем загнутый конец бокорезами.
3. Пропускаем проволоку в канавку ролика и протягиваем в направляющую втулку евроразъема примерно на 20 сантиметров.
4. Защелкиваем верхний прижимной ролик
5. Выставляем усилие прижатия.
6. Снимаем сопло горелки.
7. Откручиваем контактный наконечник.
8. Натягиваем горелку по прямой и нажимаем на кнопку подачи.
9. Как только покажется достаточное количество проволоки – накручиваем наконечник и сопло.
10. Необходимо, чтобы вылет проволоки составлял от 5 до 10 мм, для этого необходимо откусить лишнюю проволоку.
Вот и все, аппарат полностью готов к работе. Как видите, процесс не сложный, но имеет несколько важных нюансов, которые стоит запомнить.
Настройка аппарата сварочного полуавтомата
Для примера необходима не только модель аппарата, но и определенные условия. В роли материала будут использоваться стальные пластины толщиной 2,5 мм, к которым идеально подойдет проволока диаметром 1мм и газ – смесь аргона (80%) и углекислого газа (20%).
На редукторе устанавливаем расход газа на 10-12 л/мин — для работы с данной толщиной металла этого будет достаточно. Расход защитного газа сильно влияет на качество шва. При недостаточном расходе защитного газа возможно образование пор в шве. Если газа чересчур много, то возникают завихрения, которые также мешают нормальной защите.
Настраиваем параметры нашего аппарата. Для аппарата с синергетикой это очень просто:
-
Выбираем на панели тип сварки – MIG SYN
-
Выбираем газ – смесь аргона и углекислоты
-
Выбираем диаметр сварочной проволоки – 0,8 мм
-
Выбираем 2-х тактный режим работы горелки, т.к. не планируем долгой продолжительной сварки.
ПОЛЕЗНЫЙ СОВЕТ. Если предстоят продолжительные швы, то лучше выбрать 4-х тактный – тогда единожды нажав на кнопку пуска на горелке при старте работ, кнопку потом можно отпустить, чтоб рука не уставала. Если предстоят короткие швы, то лучше регулировать старт и стоп кнопкой, выбирая 2-х тактный режим.
5. Выставляем сварочный ток. Для нашего случая это порядка 100 Ампер.
ПОЛЕЗНЫЙ СОВЕТ. В полуавтоматической сварке существует прямая зависимостью между силой тока и скоростью подачи проволоки – чем выше ток, тем выше скорость подачи проволоки и наоборот – чем медленнее подача проволоки, тем ниже сила тока.
Наш сварочный полуавтомат с синергетическим управлением автоматически устанавливает напряжение дуги. При этом, при необходимости сварщик может подкорректировать напряжение под свой стиль работы и ощущение процесса.
Данный аппарат имеет регулировку индуктивности. Эта настройка позволяет настраивать жесткость дуги — корректировать форму валика и глубину провара, добиваясь однородного, эстетически красивого шва. Такая функция облегчит жизнь начинающему сварщику и позволит ему в самое короткое время добиться ровного, качественного шва.
В представленном примере мы подготовили аппарат для работы по нашей заготовке. Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
Возьмите на вооружение шпаргалку, которая поможет вам в дальнейшем быстро настраивать нужные параметры. Сохраните ее в закладки, она вам пригодится:
|
Толщина металла |
Сила тока |
Диаметр проволоки |
|
1,5 мм |
70 — 80 А |
0,8 |
|
2,0 мм |
90-110 А |
0,8 |
|
3 мм |
120 — 140 А |
1,0 |
|
4 мм |
140-160 А |
1,0 |
|
5мм |
160 — 200 А |
1,2 |
Как проводится сварка полуавтоматом
Как и в других типах сварки, перед началом работы необходимо позаботиться о том, чтобы детали были заранее обработаны – обезжирены и зачищены. Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
Перед началом работы подключаем кабель массы к сварочному столу и проверяем вылет сварочной проволоки. Если проволока длиннее – нужно ее откусить бокорезами.
ПОЛЕЗНЫЙ СОВЕТ. Важно, чтобы кончик проволоки был острым – тогда легче будет зажечь дугу. В процессе сварки перед каждым новым швом кончик (или образовавшийся шарик) проволоки нужно будет откусывать – так вы облегчите старт нового этапа.
Как и любой вид сварки, сварка полуавтоматом начинается с зажигания дуги. Для этого сварочная проволока должна коснуться поверхности свариваемой детали. Нажимаем на кнопку горелки – начинается подача одновременно сварочной проволоки и защитного газа.
Дуга зажигается. Происходит процесс сварки. Чтобы погасить дугу, нужно отпустить кнопку и отвести горелки от свариваемого изделия.
Горелкой можно управлять одной рукой, но при использовании двух рук шов будет более аккуратным и контроль над процессом более уверенным. Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Одной рукой нужно обхватить горелку, указательный палец должен находиться внизу на кнопке старта. Ведущей рукой можно опираться на другую руку – так будет проще контролировать расстояние до свариваемой поверхности и угол наклона, а также делать нужные движения горелкой.
Не существует универсального угла для сварочной горелки, который нужно соблюдать при сварке. Если мы варим детали в одной плоскости и обе детали одной толщины, то горелку можно держать вертикально. Если детали по толщине разные, то наклон нужно делать в сторону детали с меньшей толщиной. При сварке двух деталей под углом горелку удобнее держать под углом 5- 25% градусов (от вертикали). Расстояние от сопла до свариваемой поверхности – от 5 до 20 мм.
Движение горелки может быть как углом вперед, так и углом назад. При сварке углом назад. При таком способе глубина провара и высота шва увеличивается, его ширина уменьшается. При сварке углом вперед лучше проплавляются кромки, уменьшается глубина провара, но шов получается шире. Такой способ хорош для сварки металла небольшой толщины.
Такой способ хорош для сварки металла небольшой толщины.
В процессе сварки вы выберете наиболее удобный и комфортный для вас стиль сварки – от способа держать горелку, до параметров аппарата. Обращайте внимание также на звук дуги – он поможет подкорректировать настройки. Так, правильно установленная дуга имеет ровный шипящий звук. Если вы слышите треск – то, скорее всего, нарушен баланс между скоростью подачи и напряжением, или плохой контакт в области сварки.
Влияние скорости движения горелки на качество шва
Качество шва также зависит от скорости сварки – скорости, с которой электрическая дуга проходит вдоль места сварки. Скорость движения сварочной горелки контролируется сварщиком и влияет на форму и качество сварного шва. Со временем вы научитесь определять скорость глядя на толщину и ширину шва в процессе сварки:
Как передвигать сварочную горелку во время сварки полуавтоматом?
Существует множество способов движений горелкой для формирования шва:
-
Для металлов 1-2 мм толщиной можно двигать горелку зигзагообразно, чтобы воздействовать дугой на оба свариваемых листа – тогда получается прочный и герметичный.
 К тому же, при таком способе электрическая дуга не проживает металл.
К тому же, при таком способе электрическая дуга не проживает металл.
-
При наличии определенного опыта пользуются прямым швом, без каких-либо колебательных движений. Таким швом можно варить металлы любой толщины, но здесь важно чувствовать, что дуга равномерно охватывает обе заготовки.
-
Когда нужно делать длинный шов, чтобы не допустить перегрев металла и тепловой деформации, можно варить небольшими сегментами то с одного, то с другого конца свариваемых деталей. Это позволит проварить весь сегмент без тепловой деформации листового металла.
Заключение + ВИДЕО
В этом уроке мы затронули, пожалуй, все основные аспекты – от выбора расходных материалов и сборки аппарата до настройки, азов работы с горелкой и швом. Теперь – дело за вами! Регулярная практика позволит отточить мастерство, а сварочные полуавтоматы FUBAG сделают сварку комфортной и не сложной. Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Данное видео поможет вам наглядно увидеть настройку аппарата профессионалом и лучше усвоить вышеописанный материал практической части:
Получите 10 самых читаемых статей + подарок!
*
Сварка полуавтоматом для начинающих | Как правильно варить полуавтоматом
Создание металлических конструкций либо иное производство изделий из металла невозможно без сварочных работ. Одним из самых распространенных методов является сварка металлоконструкций полуавтоматом. Он востребован при соединении разных металлических заготовок: черных и цветных, толстых и листовых. В сварке полуавтоматическими аппаратами применяются современные технологии склейки металлов, которые положительно влияют на качество шва. Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
Наибольшее распространение технология получила в производстве или кузовном ремонте автомобилей и другой техники.
СОДЕРЖАНИЕ
- Что такое полуавтоматическая сварка
- Технология сварки полуавтоматом
- Сварка полуавтоматом с газом
- Сваривание полуавтоматом без защитной среды
- Настройка сварочного полуавтомата
- Виды сварочных швов при сварке полуавтоматом
- Вертикальный шов
- Горизонтальный шов
- Сварка тонкого металла полуавтоматом
- Сварка толстого металла полуавтоматом
- Полуавтоматическая сварка проволокой
- Присадочные проволоки
- Подготовка к процессу сварки
- После выполнения работ
- Техника безопасности
Что такое полуавтоматическая сварка
Перед началом практических занятий по освоению технологии работы с полуавтоматическими станциями следует детально изучить теорию.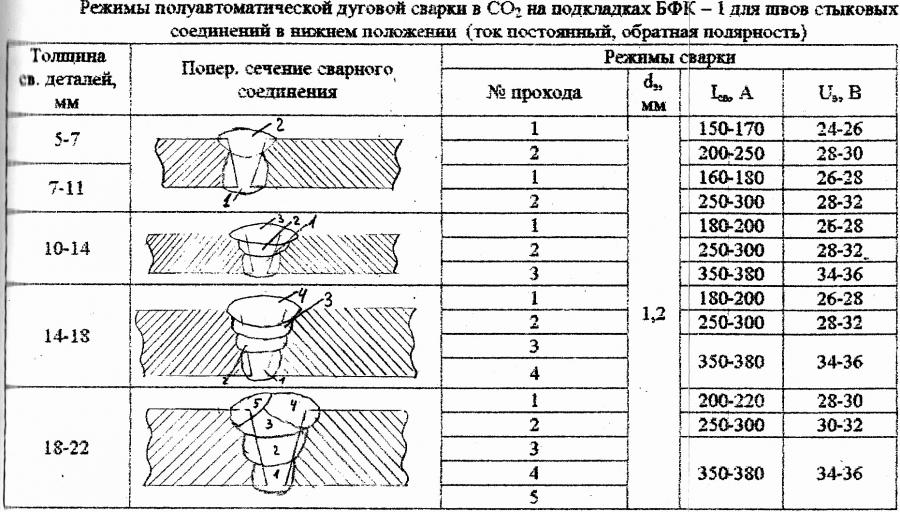 Оборудование состоит из таких основных узлов:
Оборудование состоит из таких основных узлов:
- основной блок, через который подается присадочная проволока и питание;
- горелка с расположенной внутри нее проволокой;
- сварочный рукав;
- система снабжения защитным газом;
- проводящий питание наконечник.
На больших предприятиях нередко применяются стационарные полуавтоматические установки для сварки деталей на сборочных линиях. Такое оборудование обеспечивает хорошее качество сварного соединения, равномерное распределение наплава по всей длине шва, высокую скорость выполнения работ и малое энергопотребление. В зависимости от принципа работа полуавтоматические модели делятся на несколько групп:
- для сваривания кромок в защитной среде;
- выполнение работ с использованием флюса;
- сваривание с порошковой проволокой;
- универсальные автоматические устройства.
Все без исключения установки отлично справляются с задачами соединения заготовок из цветных или черных металлов. В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
В зависимости от типа подачи присадочной проволоки полуавтоматы бывают:
- стационарными. Корпус установлен на специальную консоль либо иное основание и жестко закреплен;
- переносные. Устройство имеет сравнительно небольшие габариты и вес. Может без особых усилий перемещаться одним человеком;
- передвижные. Агрегат монтируется на тележке и передвигается в пределах одного помещения – как правило, цеха или сборочного участка.
Существует и классификация оборудования в зависимости от типа подающих роликов: тянущие, толкающие или толкающе-тянущие.
Технология сварки полуавтоматом
Сварка полуавтоматом с газом
При помощи полуавтомата можно сваривать детали из оцинкованного или поржавевшего металла. При соединении трудносвариваемых частей в качестве присадки применяется алюминиевая или медная проволока. Это дает возможность получить прочный с равномерным распределением наплава шов.
Когда планируется сваривать материалы в защитной среде или с применением флюса, предварительно выполняются подготовительные работы:
- при помощи растворителя поверхность стыков обезжиривается и очищается от механических включений;
- проверяется работа газового оборудования;
- проваривается небольшой участок стыка. В этот момент корректируются основные настройки;
- выполняется тонкий подбор напряжения и силы тока.
Самым простым вариантом применения полуавтомата считается работа в защитной среде. Используется любой инертный газ, который имеется в наличии: аргон, гелий, углекислый газ или азот. Техника сваривания от выбора газа не зависит и остается неизменной. Наиболее часто востребована углекислота, обладающая хорошими защитными свойствами и сравнительно невысокой стоимостью.
Для улучшения качества и увеличения скорости работ, вы всегда можете воcпользоваться нашими сварочными столами собственного производства от компании VTM.
Преимущества использования полуавтоматов для сваривания в защитной среде:
- остается неизменным внешний вид конструкции;
- обрабатываются даже самые труднодоступные участки изделия;
- на выходе получается тонкий и достаточно прочный сварной шов;
- минимум отходов;
- все работы выполняются быстро.
Насколько качественно будет сформирован шов зависит от трех основных факторов: соблюдения интервала между свариваемыми поверхностями, метода ведения проволоки вдоль соединения, соблюдения технологии и норм выполнения сварочных работ.
Читайте также: Какой газ используется для сварки полуавтоматом
Сваривание полуавтоматом без защитной среды
Выполнение работ без использования защитныхгазов является альтернативой, позволяющей избежать образования окислов и все время контролировать ход выполнения работ. Но это не означает, что процесс выполняется без защитной среды. В такой ситуации применяются флюсовые (порошковые) проволоки. В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
В процессе плавления присадочного материала сгорает порошок, в результате чего образуется газовая среда, обеспечивающая создание качественного соединения. Принято различать несколько этапов сваривания заготовок с использованием безгазовой полуавтоматической сварки:
- подбор оптимальной сварочной проволоки с флюсом;
- настройка подачи присадочного материала;
- закладывается флюс внутрь воронки;
- открывается защитная заслонка, чтобы флюс мог попасть в зону сваривания;
- запускается полуавтомат;
- образуется электрическая дуга;
- начало сварочных работ.
Необходимо подчеркнуть, что при помощи полуавтоматом можно соединять заготовки из разных материалов, в том числе и алюминия с нестандартными характеристиками. В качестве защитного газа при соединении алюминия используется аргон. Он необходим для того, чтобы при плавлении металла на его поверхности не образовалась новая оксидная пленка.
Читайте также: Как варить полуавтоматом без газа
Настройка сварочного полуавтомата
Тонкая настройка сварочного полуавтомата является обязательным условием для получения качественного сварного соединения. Перед началом эксплуатации оборудования сварщик должен выбрать:
- скорость подачи присадочного материала;
- силу тока;
- оптимальное давление инертного газа.
Установки для автоматической сварки поставляются в комплекте с документацией, где содержится в том числе и информация по регулировке основных параметров сварки. Ориентируясь на данные таблиц, опытный сварщик сможет безошибочно выбрать наиболее подходящие для работы с тем или иным материалом параметры.
Насколько хорошо настроен агрегат можно проверить на ненужных кусках металла. Если шов получается ровным, гладким, без потеков и прерывания – значит настройки выбраны правильно. Оптимальное давление защитного газа должно варьироваться в диапазоне 1-2 атмосферы.
Для подготовки полуавтоматической сварки к работе следует:
- Подобрать проволоку наиболее подходящего размера. Большая часть востребованных расходных материалов имеет диаметр от 3 до 6 мм. Для сварки полуавтоматом в большинстве случаев выбирается проволока диаметром 4 мм.

- Протянуть присадку до горелки, чтобы она вышла и отрегулировать степень ее прижатия.
- Подготовить к применению защитный газ. Наиболее часто используется аргон или углекислота. Первый обеспечивает стабильность электродуги и сводит к минимуму образование брызг. А второй выгодно отличается невысокой стоимостью и прекрасно подходит для работы со стальными заготовками.
- К аппаратуре подключается газовый баллон.
При настройке аппаратуры нужно следовать установившимся правилам. Их соблюдение станет залогом получения качественного и ровного шва. Прежде всего, нужно добиться равномерного и стабильного горения электрической дуги. Важно тщательно очистить стыки от шлака, жира, краски и прочих загрязнений. Не менее значимым условием является оптимальная скорость подачи проволоки. Все параметры настройки можно найти в сопроводительной литературе, которая идет вместе с установкой. Заводские параметры не стоит воспринимать как догму. Они могут служить базисом, от которого сварщик оттолкнется в поиске наиболее подходящего варианта.
Дело в том, что каждый раз установки могут сильно отличаться в зависимости от:
- выбранного режима работы;
- качество энергоснабжения;
- различия в составе свариваемого металла;
- температура воздуха;
- состав и диаметр присадочного материала;
- пространственное расположение стыка;
- вид и состав защитной среды.
Наиболее часто при настройке сварочного полуавтомата сварщики допускают ошибки, которые можно определить по таким симптомам:
- Посторонние звуки, которые напоминают громкий сухой треск. Такие симптомы возникают в том случае, когда присадочная проволока подается медленно. Достаточно просто увеличить скорость подачи проволоки, чтобы полностью исправить ситуацию.
- При выполнении работы наблюдается обильное разбрызгивание. Такое возможно в случаях, когда инертного газа подается слишком мало. Чтобы устранить проблему необходимо проверить редуктор – часто проблема заключается в его неисправности.
 Иногда достаточно просто увеличить поток газа.
Иногда достаточно просто увеличить поток газа.
- Плохое проваривание металла и как следствие – невысокое качество шва. Скорее всего, неверно выбрана индуктивность и напряжение.
- Валик получается неодинаковой толщины. Дефект образуется из-за того, что скорость движения горелки выбрана неправильно.
Читайте также: Как настроить сварочный полуавтомат
Виды сварочных швов при сварке полуавтоматом
Манипулируя настройками полуавтоматической сварки, специалист может получать самые разные типа швов. По своему виду они разделяются на несколько видов: тавровые, стыковые, угловые, нахлестовые. Есть несколько видов соединений, которые отличаются своим пространственным положением: нижние, потолочные, горизонтальные и вертикальные.
Формирование потолочного шва делится на два этапа:
- Проваривание основания. Коренной шов формируется, как правило, трехмиллиметровыми электродами с небольшой силой тока.

- Финальное формирование шва.
Второй этап может быть выполнен разными способами:
- Соединение заготовок посредством наложения коротких прерывистых швов или методом точечной сварки. При таком подходя вероятность того, что капли расплавленного металла будут падать на сварщика минимальна. Такая технология подразумевает дополнительное проваривание заготовок в начале и конце стыка.
- Выполнение работы с минимальной дугой. Особенность метода состоит в том, что шов очень быстро остывает: сразу после прерывания дуги.
Нижнее соединение – основной способ соединения металлов, который составляет основу промышленного производства сварных конструкций. Оно может выполняться как ручной дуговой, так и полуавтоматической сваркой. Такие швы характеризуются высокой механической прочностью, которая обеспечивается за счет равномерного распределения расплава.
При угловых соединениях режимы полуавтоматической сварки могут быть самыми разными. Расположение заготовок тоже вариативно:
Расположение заготовок тоже вариативно:
- Соединяемые поверхности размещены перпендикулярно. При подобном размещении проваривается только внутренний стык. В случаях, когда свариваются трубки, то требуется концентрическое выполнение шва по окружности.
- Угол между соединяемыми поверхностями составляет меньше 60 градусов. Это идеальный вариант расположения: детали отлично провариваются со всех сторон.
При соединении труб или листового металла применяется стыковой шов. При таком варианте проварка может быть: односторонней, односторонней с обработкой, двухсторонней. Одностороння сварка приемлема, если толщина заготовок не превышает 4-х миллиметров. С более толстыми кромками желательно обрабатывать стык с двух сторон.
При односторонней сварке особое внимание следует уделять предварительной подготовке металла. Основательная разделка кромок является важным предусловием формирования качественного шва при полуавтоматической сварке в защитной среде. Разделывается кромка при помощи напильника или болгарки. Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Во время обработки инструмент держится так, чтобы угол на краю заготовки составлял примерно 45 градусов.
Соединение заготовок внахлест выбирается, когда нужно обеспечить высокое сопротивления шва на разрыв. Чтобы предотвратить скопление влаги, нужно положить швы по обе стороны соединяемых поверхностей. Тавровое соединение отлично подходит для соединения основания металлической конструкции.
Вертикальный шов
Технология формирования вертикального шва при помощи полуавтомата отличается несколькими особенностями:
- Расплав должен остывать намного быстрее, нежели при горизонтальной сварке. Это необходимо для того, чтобы расплавленные капли не стекали на пол. Размер капель можно уменьшить, минимизировав размер сварочной дуги.
- Вертикальная сварка выполняется по направлению снизу-вверх. В таком случае удается положить ровный шов, без наплывов и неровностей.
Чтобы добиться хорошего результата при вертикальном сваривании заготовок по направлению сверху-вниз, следует придерживаться нескольких основных правил. Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Первое – применять исключительно короткую дугу, чтобы уменьшить разбрызгивание и минимизировать объем расплава. Второе – в начале сварки электрод должен располагаться строго перпендикулярно по отношению к рабочей поверхности. Третье – дальше электрод ставится под острым углом. Но не стоит ожидать идеального результата. Как показывает практика швы обладают весьма скудными характеристиками. Прибегать к такому методу сваривания рекомендуется только в крайних случаях.
Существуют несколько основных техник формирования вертикального шва полуавтоматической сваркой:
- Треугольник. Метод используется в случаях, когда соединяются заготовки с толщиной кромок до двух миллиметров. Его суть заключается в том, что передвижение снизу-вверх заставляет жидкий метал наплывать на уже застывший. Он довольно быстро застывает, не стекая на пол или на оператора. Шлак в этом случае перемещается под определенным углом, образуя некоторое подобие треугольника.
- Елочка. Техника используется для сваривания стыков 2-3 мм в глубину.
 Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка.
Передвижение электрода начинается у одной из кромок. Металл плавится по всей толщине, а дуга постепенно перемещается вглубь стыка. - Лестница. Оптимальный способ соединить две заготовки, между которыми большой зазор. Электрод перемещается от одной кромки к противоположной зигзагообразно.
Горизонтальный шов
Полуавтоматическая сварка дает возможность выполнить горизонтальные швы самого высокого качества вне зависимости от направления движения. Для получения высококачественного шва нужно учесть некоторые особенности:
- нужно уравновесить силу тяжести капель расплавленного металла и силу горения электродуги;
- важно выбрать оптимальную скорость перемещения электрода вдоль стыка;
- чтобы контролировать расплав, следует выполнять сварочные работы непрерывно.
В некоторых случаях завершить шов одним проходом не удается. Тогда можно прибегнуть к технике, включающей периодическое гашение дуги. Можно использовать разные сварные рисунки на заготовках с кромками до 4 мм. Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Во всем остальном качество шва будет зависеть от опыта и мастерства сварщика.
Сварной горизонтальный шов создается за четыре этапа:
- Формирование корневого валика. Он выполняется короткой электрической дугой. Электрод по отношению к рабочей поверхности держится под углом 80 градусов. Первичный валик формируется, как правило, на максимальной силе тока.
- Наложение вторичного валика. Перед началом процесса устанавливается средняя сила тока. Выполняется валик за один проход электродом максимально большого диаметра. При формировании валика применяется технология углом вперед.
- Создание третьего валика. В зависимости от ранее полученных результатов для формирования валика третьего используется один из двух способов. Площадь вторичного валика большая – третий ложится по центру. Когда размеры вторичного соответствуют норме, то выполнение третьего этапа совершается в два подхода.
- Проверка качества работы.
Сварочные дефекты чаще всего образуются в верхней части шва. Поэтому следует внимательно следить за качеством работ на этом этапе.
Поэтому следует внимательно следить за качеством работ на этом этапе.
Сварка тонкого металла полуавтоматом
В зависимости от типа металла сваривание может выполняться одним из двух способов:
- Обычные листовые заготовки свариваются любым способом.
- Тонкий заклепочный материал следует соединять внахлест. Проваривается через отверстия, которые в верхнем листе были предварительно подготовленные.
При выполнении работ нужно обращать особое внимание на некоторые нюансы:
- скорость подачи проволоки, напряжение и сила тока снижаются до минимально допустимых параметров;
- не допускается задержка электрической дуги в одном месте. Это может вызвать прожег заготовки или наплыв валика;
- заклепочный материал желательно начать сваривать от центра нижней заготовки. В противном случае можно залить ранее подготовленные отверстия.
В случаях, когда герметичность не является обязательным условием, можно прибегнуть к точечному соединению. Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Расстояние между местами сварки может составлять от 1 до 5 сантиметров.
Сварка толстого металла полуавтоматом
Металл, имеющий толщину стенок более 4-х миллиметров, требует предварительной подготовки: снимаются фаски с обеих кромок. Это позволяет сформировать ровный и в то же время очень прочный шов.
При работе с толстыми заготовками следует выполнять горелкой колебательные движения, чтобы прогревалась большая площадь кромок. Производитель к сварочным полуавтоматам прилагает документацию, где содержится полезная справочная информация. Среди прочих данных есть и таблицы с рекомендованными параметрами для сваривания заготовок из толстого металла.
Основные правила выполнения работ:
- зазор между кромками не должен превышать двух миллиметров;
- ширина сварного шва должна соответствовать толщине металла;
- выбирая расходные материалы, следует учитывать рекомендации производителя оборудования.
Если специалисту поставлена задача максимально хорошо проварить заготовку с толщиной свыше пяти миллиметров, то работу нужно выполнить в несколько подходов. Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Первым делом проваривается центр стыка. После этого деталь проваривается сверху и снизу. Сваривать заготовки желательно на открытой площадке или же в просторном хорошо вентилируемом помещении.
Полуавтоматическая сварка проволокой
Присадочные проволоки
При соединении металлов полуавтоматом с использованием присадочной проволоки необходимо учесть некоторые нюансы:
- требуется соответствие по химическому составу между присадочным и свариваемым материалом;
- проволока должна быть от проверенного производителя, то есть, качественной и сертифицированной;
- должны быть соблюдены сроки и условия хранения присадки.
Так сложилось, что на производстве и в домашних условиях чаще всего нужно варить сталь или марганец. Именно для этих целей наиболее востребована проволока, которая поставляется для сварочных работ.
Для работы с черными металлами используются такие виды материала:
- Св-08ГС. Применяется для легированной или низкоуглеродистой стали;
- Св-08Г2с.
 Предназначена для работы с высокоуглеродистой сталью.
Предназначена для работы с высокоуглеродистой сталью.
Очень часто для выполнения конструкций из черного металла применяется порошковая проволока. Материал выгоден тем, что дает возможность работать без подачи защитного газа в область сваривания. Не нужно тащить на объект баллон с инертным газом. Это важно, когда необходима скорость выполнения работ в сочетании с мобильностью: требуется быстро побывать на нескольких объектах.
Материал представляет собой трубку, изготовленную из низкоуглеродистой стали, полость которой наполнена специальным порошкообразным составом. Металл плавится, в результате чего освобождается порошок. В результате его горения создается газовое облако, которое и защищает рабочую зону от атмосферного воздуха. В подавляющем большинстве случаев в состав порошка включены металлическая пыль и рутил.
Для соединения нержавеющей стали применяется проволока Св.-06Х19Н9Т, Св.-01Х19Н9 или Св.-04Х18Н9. Эти материалы обеспечивают высокую прочность сварного шва. Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Для алюминиевых заготовок предназначена проволока СВ-АК5. Ее характерная особенность – оригинальный цвет шва.
Подготовка к процессу сварки
Требуется предварительная подготовка перед началом сварочных работ. Она состоит из четырех этапов:
- Создаются на кромках скосы или фаски.
- Поверхность очищается от загрязнений.
- Зона сваривания обрабатывается едким веществом, которое будет препятствовать быстрому образованию тугоплавкой пленки из оксида алюминия.
- Тефлоновый канал обрабатывается с целью уменьшения трения присадочной проволоки о его стенки.
Начинающий сварщик должен усвоить, что в любой ситуации перед началом работ помимо перечисленных нужно выполнить и такие манипуляции:
- убрать с рабочего места ненужные на данный момент инструменты и другие предметы;
- дать максимальный приток освещение на рабочее место;
- разложить по местам необходимые для работы инструменты и вспомогательное оборудование;
- проверить целостность кабеля и готовность к работе удлинителей.

После этого можно приступать к подготовке оборудования. Порядок выполнения манипуляций:
- аккуратно разложить сварочный рукав;
- проверить состояние сопла горелки;
- подсоединить газовый баллон;
- на столе закрепить соединяемые детали. Если работы выполняются непосредственно на конструкции, то обеспечить неподвижность свариваемых поверхностей доступными способами;
- надеть спецовку и прочую амуницию сварщика;
- дать питание на полуавтомат;
- поднести горелку к стыку.
После выполнения работ
После выполнения работы необходимо:
- перекрыть подачу проволоки и инертного газа;
- отключить аппарат от источника питания;
- позволить шву остыть;
- внимательно осмотреть его и при обнаружении дефектов повторить сварку.
Полуавтомат дает возможность использовать разные типы присадочной проволоки.
Важно по максимуму применять доступные средства защиты. Полная экипировка состоит из таких функциональных компонентов:
Полная экипировка состоит из таких функциональных компонентов:
- Защита глаз. В идеале при выполнении сварочных работ использовать специальную маску. Допускается также одевать защитные очки или применять щиток.
- Защита органов дыхания. Есть специальные фильтрующие маски, которые пригодятся в условиях плохой вентиляции или отсутствии таковой.
- Защита от брызг. Избежать ожогов помогает специальный костюм, выполненный из жаропрочного материала.
Техника безопасности
Чтобы избежать травм следует соблюдать простые правила техники безопасности:
- При выполнении работы следует постоянно находиться на деревянных подмостках.
- Для освещения рабочего места использовать свет от источников питания в 12 вольт.
- На высоте страховаться в обязательном порядке. Размер страховой бечёвки должен быть не менее двух метров.
- Сварочные работы в закрытых помещениях выполнять только при наличии эффективной вытяжки.
 В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе.
В случаях, когда вентиляция невозможна, сварщик должен использовать шланговый противогаз. При малой задымленности допускается работа в респираторе. - Строго запрещено брать свариваемые детали голыми руками.
- На открытых площадках запрещена работа при выпадении осадков.
Заключение
Большинство профессиональных сварщиков хорошо знают особенности работы с полуавтоматическим оборудованием. Этому обучают в учебных заведениях, на курсах. Или же можно просто открыть инструкцию производителя и ознакомиться с основными аспектами. Современные технологии упростили сварочные полуавтоматы и теперь они стали доступны для любителей. Оборудование отлично зарекомендовала себя в быту и малом бизнесе.
Что такое полуавтоматическая сварка? — Weldingtech.
 net
netWelding Tech
При сварке полуавтоматическая сварка — это процесс, при котором скорость подачи проволоки, расход защитного газа и напряжение предварительно задаются на оборудовании. Затем оператор направляет ручной сварочный пистолет вдоль свариваемого соединения. Этот вид сварки можно использовать сплошной сплошной проволокой или электродом с флюсовой сердцевиной.
Полуавтоматическая сварка — отличный вариант для тех, кто ищет более эффективный способ сварки. Этот тип сварки может помочь повысить производительность, а также улучшить качество сварных швов. При этом типе сварки оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
Если вас интересует полуавтоматическая сварка, то важно правильно подобрать оборудование.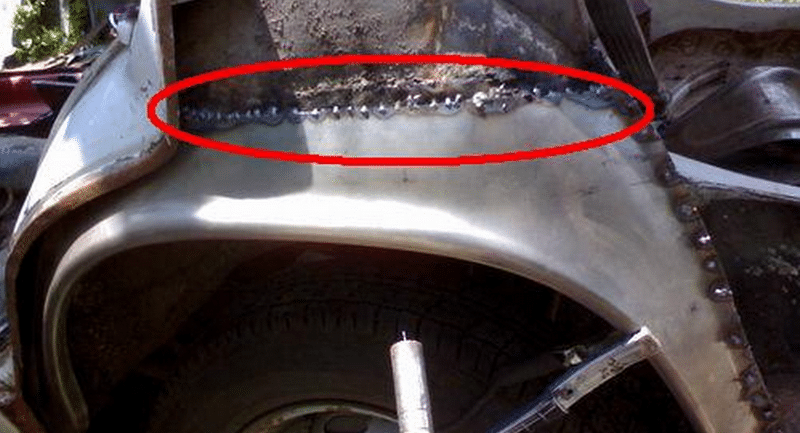 На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
На рынке представлено множество различных типов сварочных аппаратов, поэтому важно провести исследование, чтобы найти лучший аппарат для ваших нужд. Кроме того, также важно найти авторитетную компанию по поставкам сварочных материалов, которая может предоставить вам материалы и поддержку, в которых вы нуждаетесь.
Каковы примеры процессов полуавтоматической сварки?
Одним из наиболее распространенных примеров процесса полуавтоматической сварки является дуговая сварка металлическим электродом в среде защитного газа (GMAW). В этом типе сварки используется электрод, изготовленный из сплошной проволоки. Проволока подается через сварочную горелку и используется для создания дуги между электродом и заготовкой.
Является ли сварка MIG полуавтоматической?
Сварка MIG является разновидностью GMAW и поэтому представляет собой полуавтоматический процесс сварки.
Каковы преимущества полуавтоматической сварки?
Полуавтоматическая сварка имеет ряд преимуществ перед другими видами сварки:
- Одним из самых больших преимуществ является то, что она более эффективна, чем ручная сварка.
 При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки.
При полуавтоматической сварке оператор меньше утомляется, что может привести к более качественному сварному шву. Кроме того, полуавтоматическая сварка может помочь сократить время, необходимое для завершения сварки. - Еще одним преимуществом полуавтоматической сварки является то, что ее можно использовать с различными материалами. Это включает в себя металлы, пластмассы и даже композиты.
- Наконец, полуавтоматическая сварка относительно проста в освоении и может использоваться теми, кто только начинает заниматься сваркой.
В чем разница между машинной и автоматической сваркой?
Автоматическая сварка — это тип сварки, при котором сварочный процесс контролируется машиной. В том числе:
- скорость подачи проволоки,
- расход защитного газа,
- и напряжение.
Машинная сварка, с другой стороны, представляет собой тип сварки, при котором оператор управляет машиной. При машинной сварке оператор должен вести сварочную горелку вдоль свариваемого соединения.
Ручной или полуавтоматический режим GMAW?
GMAW — это разновидность полуавтоматической сварки. В GMAW скорость подачи проволоки, расход защитного газа и напряжение задаются на станке заранее. Затем оператор направляет сварочную горелку вдоль свариваемого соединения.
Сварочный полуавтомат цена
Цены на сварочные полуавтоматы могут меняться в зависимости от ряда факторов. К ним относятся:
- тип машины,
- характеристики,
- и марка.
Обычно цены на сварочные полуавтоматы начинаются от 1000 долларов и могут доходить до 10 000 долларов и выше.
Ссылки по теме
Что такое машинная сварка?
Плюсы и минусы автоматизированной сварки
Механизированная, автоматизированная и роботизированная сварка
Роботизированная и полуавтоматическая сварка в производстве | Tulsa Welding School
Список сварочных процессов
Как сваривать стальные трубы полуавтоматической сваркой с куском дерева
Подробнее
Ltronic — Полуавтоматические сварочные аппараты MIG/MAG
Подробнее
обзор полуавтоматическая сварка Tesla MIG/MAG/MMA 300
Подробнее
Полуавтоматический сварочный аппарат
Подробнее
Steelmax — Rail Runner II Rail Runner II Модульная тележка для сварки и резки с колебанием
Посмотреть ещё
Что такое ручная, полуавтоматическая, механизированная и автоматическая сварка
Классификация сварочных процессов по степени механизации код (например, ASME Section IX или AWS D1.1) и стандарты (например, ISO 9817, ISO 15614-1). Эта классификация в основном основана на ручных усилиях, прилагаемых сварщиком или оператором в процессе сварки.
Классификация основана на различных параметрах, таких как движение сварочной горелки, подача электрода или присадочной проволоки и обращение с заготовкой. В соответствии с этой классификацией существует четыре основных типа сварочных процессов:
- Ручная сварка
- Полуавтоматическая сварка
- Полностью механизированная или машинная сварка
- Автоматическая сварка
Ручная сварка is25
5 обозначен как (m) согласно ‘DIN-1910: Сварка и родственные процессы — Словарь — Часть 100: Процессы сварки металлов или DIN EN 14610:2005. В режиме ручной сварки вся операция сварки контролируется вручную во время сварки. Подача и направление электрода, перемещение горелки и обращение с заготовкой.
Подача и направление электрода, перемещение горелки и обращение с заготовкой.
SMAW или сварка электродом представляет собой пример операции ручной сварки, как показано на рисунке ниже. Также доступны полуавтоматические варианты SMAW, такие как сварка SMAW с натяжением пружины, хотя их применение очень ограничено.
Ручная сварка (сварка SMAW)Полуавтоматическая сварка
При полуавтоматической сварке сварочная горелка или горелка управляются сварщиком вручную, но подача электрода осуществляется автоматически, а заготовка обрабатывается вручную. Например, при сварке MIG-MAG или FCAW.
Сварщик перемещает горелку только во время сварки, а сварочная проволока подается автоматически из механизма подачи проволоки, подключенного к сварочному аппарату.
Таким образом, сварщик несет ответственность только за перемещение горелки и обращение с заготовкой. Пример полуавтоматического процесса показан на рисунке ниже.
Полностью механизированная или машинная сварка
При механизированной сварке параметры сварочного тока, сварочного напряжения и скорости сварки устанавливаются на фиксированные значения с помощью элементов управления (движение горелки, перемещение заготовки и подача проволоки) на сварочном аппарате без ручное перемещение сварщиком.
Аналогичным образом, машинная сварка определяется как тип сварки, при котором операторы сварки управляют сваркой с помощью элементов управления (регулируя движение горелки, перемещение заготовки и подачу проволоки с помощью кнопок) на сварочном аппарате. Следовательно, сварщик или оператор не занимается ручным управлением сварочной горелкой и подачей проволоки.
Символы сварки — от базового до эксперта
Включите JavaScript
Символы сварки — от базового до эксперта
Примером машинной или полностью механизированной сварки является дуговая сварка под флюсом, при которой сварщик управляет движением сварочной горелки и подачей проволоки с помощью кнопок аппарата.
В механизированных сварочных аппаратах контролируются следующие параметры сварки:
- Инициирование и управление сварочной дугой,
- Подача сварочной электродной проволоки в дугу и
- Скорость перемещения и вращение заготовки.

Управление скоростью сварки, направлением сварки и равномерной подачей очень важно для хорошего качества. Любая неправильная траектория перемещения, ненужные колебания горелки и неравномерная скорость перемещения могут привести к ухудшению качества сварки и повлиять на внешний вид и качество сварочного валика.
GMAW и FCAW могут быть полностью механизированы при условии установки специальной машины, называемой SPM, где движение горелки синхронизировано со сварочным аппаратом и управляется электронными кнопками.
Они очень полезны при массовом производстве, когда горелка закрепляется на токарном станке и свариваются круговые швы. Другие сварочные системы используются при сварке трубопроводов с использованием специальных сварочных аппаратов с использованием процессов GMAW и FCAW.
Роботизированная сварка
Роботизированная сварка — это тип сварки, при котором движение горелки, подача проволоки, а также перемещение заготовки автоматизированы.