9. Дефектация пружин
Основные дефекты пружин: излом, трещины, следы коррозии на поверхности витков, усадка длины в свободном состоянии и потеря упругости.
Пружины считаются годными, если поверхности витков концентричные ровные, гладкие, без следов износа от трения о смежные детали, проникающей коррозии и трещин, опорные торцы плоские и перпендикулярные оси пружины. Неравномерность шага витка не должна превышать 20%, непрямолинейность образующей пружины в свободном состоянии — не более 3 мм на длине 100мм.
Пружины выбраковывают при изломах, трещинах, следах коррозии более 10 % площади поверхности. Пружины подвергают восстановлению при отсутствии вышеперечисленных дефектов, но получившие усадку по длине и потерявшим свою упругость.
После визуального
контроля партии пружин (по заданию
преподавателя) измерить штангенциркулем
ШЦ-11-160-0,1 (ГОСТ 166-80) длину в свободном
состоянии, проверить упругость на
специальном приборе МИП-100-2 (Рисунок
9.
1-двигатель; 2-станина; 3-тумблер; 4-панель; 5-прибор циферблатный; 6-рукоятка ручного нагружения; 7-вилка; 8-ручка настройки; 9-панель; 10-выключатель пакетный; 11,14-опоры; 12-зажим; 13-линейка отсчётная; 15-кониус; 16-каретка; 17-пружина; 18-шток; 19-втулка; 20-гайка; 21-втулка; 22-винт нагружающий; 23,25-микропереключатели; 24-диск.
Рисунок 9.2.- Машина для испытания пружин.
Если измеренное усилие меньше допускаемого, пружина подлежит выбраковке или восстановлению.
Рисунок 9.2.- Схема контроля упругости пружин на машине МИП-100.
Результаты контроля
пружин представить в отчёте в форме
таблицы 9. 1.
1.
Результаты контроля пружин.
Поз.
Наименование пружины и номер АО каталогу
Длина в свободном состоянии, мм
Упругость (усилие) на рабочей длине, Н
ЗАКЛЮЧЕНИЕ
(годная или браковать)
1
2
3
ВЫВОД: Каков процент деталей от числа продефектованных
а), годных для дальнейшей эксплуатации _________%
б). требующих восстановления __________%
требующих восстановления __________%
10. Дефектация резьбовых соединений
Состояние резьбы проверяют осмотром и резьбовыми калибрами. При заметном износе резьбы, выкрашивании, срыве более двух ниток гайки, болты, шпильки подлежат выбраковке, а резьбовые отверстия в корпусных деталях (блоки двигателей, картеры коробок передач и задних мостов и др) – восстановлению. Резьбу невыбракованную внешним осмотром, проверяют завёртыванием нового болта или гайки. Они должны завёртываться от руки без заметного ослабления или заедания (перекоса).
Гайки и болты со смятым или срубленными гранями, изношенными более чем на 0,5 мм, выбраковывают.
ДЕФЕКТАЦИЯ ПРУЖИН — Студопедия
Основные дефекты пружин: излом, трещины, следы коррозии на поверхности витков, усадка длины в свободном состоянии и потеря упругости.
Пружины считаются годными, если поверхности витков концентричные ровные, гладкие, без следов износа от трения о смежные детали, проникающей коррозии и трещин, опорные торцы плоские и перпендикулярные оси пружины. Неравномерность шага витка не должна превышать 20%, непрямолинейность образующей пружины в свободном состоянии — не более 3 мм на длине 100мм.
Неравномерность шага витка не должна превышать 20%, непрямолинейность образующей пружины в свободном состоянии — не более 3 мм на длине 100мм.
Пружины выбраковывают при изломах, трещинах, следах коррозии более 10 % площади поверхности. Пружины подвергают восстановлению при отсутствии вышеперечисленных дефектов, но получившие усадку по длине и потерявшим свою упругость.
После визуального контроля партии пружин (по заданию преподавателя) измерить штангенциркулем ШЦ-11-160-0,1 (ГОСТ 166-80) длину в свободном состоянии, проверить упругость на специальном приборе МИП-100-2 (Рисунок 9.1). Суть контроля последнего, но самого важного параметра, заключается в определении усилия, развиваемого пружиной при её сжатии до рабочей длины, установленной техническими требованиями на дефектацию (Приложение 3).
|
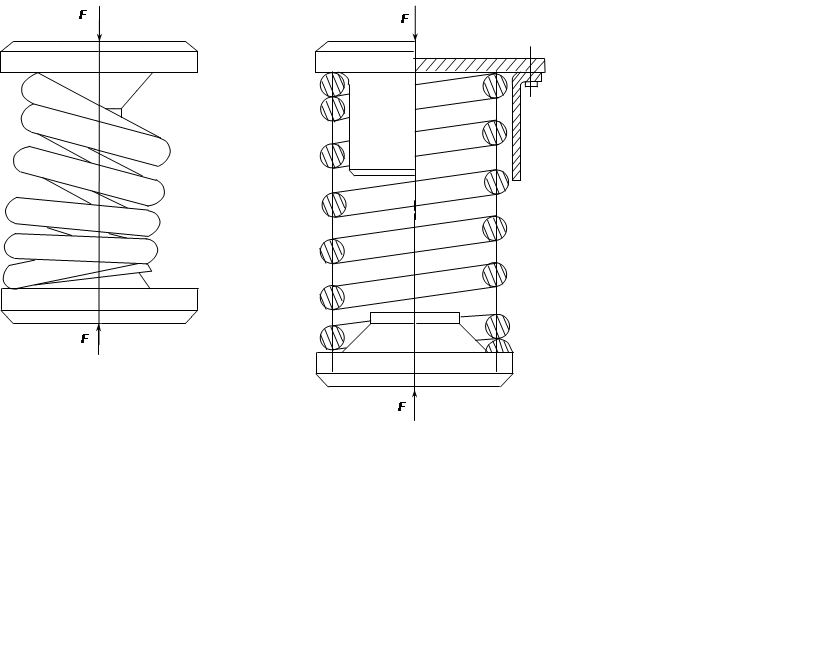 Рисунок 9.2.- Машина для испытания пружин.
Рисунок 9.2.- Машина для испытания пружин.
Если измеренное усилие меньше допускаемого, пружина подлежит выбраковке или восстановлению.
|
Результаты контроля пружин представить в отчёте в форме таблицы 9.1.
Дефектация подшипников качения — Энциклопедия по машиностроению XXL
Декомпрессия 45 Демпфер противовибрационный ударный 55 Дефектация подшипников качения 175—177 Дефекты лопастей винтов 107 [c.413]Технические условия на дефектацию подшипников качения [c.114]
Дефектация подшипников качения. Основные дефекты подшипников качения выкрашивание на дорожках и телах качения износ, излом и повреждения сепаратора увеличение радиального и осевого зазоров вследствие износа дорожек и тел качения износ посадочных поверхностей колец подшипников и неравномерность износа дорожек качения.
Перед дефектацией подшипники качения тщательно очищают и моют. Состояние подшипников контролируют осмотром, проверкой на шум и легкость вращения, измерением зазоров и износов при помощи специальных приборов. Подшипники выбраковывают в том случае, если обнаружены трещины, выкрашивания [c.160]
Детали разобранных агрегатов и узлов дальше проходят мойку в двухкамерных моечных машинах. Подшипники качения промываются в отдельных установках дизельным топливом. Детали, загрязненные нагаром, накипью, смолами, старой краской, проходят дополнительную очистку. Дополнительно пропариваются картеры задних мостов и барабаны со ступицами. Промытые и очищенные детали поступают на дефектацию и сортировку. Кузов самосвала, рама, колеса, рессоры, механизмы тормозной системы, регулятор оборотов, масляный насос, головка компрессора моются, разбираются и очищаются на других участках, где они ремонтируются.
I. Изложите порядок сдачи машины и ее частей в ремонт. 2. Каковы особенности разборки машин в мастерских общего назначения и в специализированных предприятиях 3. Какое оборудование применяют для подъема и транспортирования машин, сборочных единиц и деталей 4. Какое оборудование применяют для разборки неподвижных соединений 5. Какими способами удаляют концы обломанных шпилек и болтов 6. Каковы основные принципы и приемы разборки машин 7. Изложите особенности разборки дизелей. 8. Что такое дефектация На какие группы сортируют детали и как их маркируют при дефектации на ремонтных предприятиях 9. Как составляют ведомость дефектов при необезличенном и обезличенном ремонтах 10. Какими средствами измеряют износ и искажение формы деталей 11. Изложите основные способы выявления скрытых дефектов деталей. 12. Как дефектуют шестерни 13. Как дефектуют подшипники качения 14. Изложите сущность дефектации пружин и резьбовых соединений.
Дефектация бывших в эксплуатации подшипников проводится при техническом обслуживании и ремонте изделий с целью оценки степени износа подшипника и принятия решения о возможности его эксплуатации в течение следующей межконтрольг ой наработки. Задачи различаются в зависимости от объекта при дефектации опор качения определяется фактическое состояния подшипника с учетом качества смазочного материала и влияния прочих факторов при дефектации демонтированного подшипника оценивается степень износа рабочих поверхностей.
[c.484]
Задачи различаются в зависимости от объекта при дефектации опор качения определяется фактическое состояния подшипника с учетом качества смазочного материала и влияния прочих факторов при дефектации демонтированного подшипника оценивается степень износа рабочих поверхностей.
[c.484]
Подшипники перед дефектацией промывают в бензине или ди зельном топливе. Внешним осмотром обнаруживают повреждение беговых дорожек колец и тел качения. Трещины колец, коррозия и вы-крошивание металла не допускаются. Затем подшипники проверяют на шумность и легкость вращения. Перед этой проверкой подшипник опускают в 10 %-ный раствор дизельного масла в бензине. [c.143]
Дефектация деталей и узлов электрических машин
При дефектации производят визуальный осмотр узлов и деталей машины, проводят необходимые измерения и испытания определяют целость отдельных деталей и сборочных единиц, состояние рабочих поверхностей для установления объема необходимого ремонта. Если сборочная единица не имеет повреждений ее разборку не производят. Разборка должна проводиться с использованием специального инструмента, чтобы не повредить детали и сборочные единицы.
Если сборочная единица не имеет повреждений ее разборку не производят. Разборка должна проводиться с использованием специального инструмента, чтобы не повредить детали и сборочные единицы.
Дефектация необмотанного статора. При дефектации визуально проверяют наличие трещин, сколов и деформаций корпуса, состояние резьбовых отверстий, крепление сердечника в корпусе, наличие распушения крайних листов и выгорания отдельных листов сердечника, наличие коррозии. Плотность сборки сердечника проверяют щупом толщиной 0,2 мм, который под давлением руки должен входить между листами сердечника не более чем на 2. .3 мм. Распушение листов проверяют путем измерения штангенциркулем длины сердечника по дну пазов и по верхней части зубцов. В сердечниках длиной до 100 мм допускается распушение до 2 мм, а при длине 101… 150 мм — до 3 мм В двух взаимно перпендикулярных плоскостях производят измерение диаметров внутренней поверхности сердечника и замков корпуса, служащих для посадки подшипниковых щитов В машинах общепромышленного исполнения точность обработки замков должна находиться в пределах 7. ..9 квалитетов.
..9 квалитетов.
Необмотанный статор бракуется и не подлежит ремонту при наличии откола более двух лап, сквозных трещин в корпусе, выгорании одного или нескольких зубцов на длину более 50 мм или 1/3 длины сердечника, увеличении воздушного зазора более чем на 15% (25% — для двухполюсных машин) и при значительном повреждении сердечника.
Дефектация необмотанного якоря (ротора). Перед дефектацией должны быть отремонтированы центральные отверстия вала. Якорь (ротор) устанавливают шейками вала на призмы и производят его внешний осмотр, а также измеряют диаметр сердечника для дальнейшего расчета воздушного зазора, измеряют посадочные места шеек вала под подшипники и вентилятор, измеряют биение шеек вала и сердечника, проверяют состояние шпоночных пазов и выходного конца вала. После этого осматривают коллектор и контактные кольца для выявления подгаров, поджогов, оплавлений и неравномерной выработки, измеряют их биение относительно шеек вала, а также сопротивление изоляции коллектора и контактных колец.
Поверхности под посадку подшипников должны иметь допуск к4 .к6, под посадку вентилятора — h..hl0, под посадку коллектора — k..k8. Дефектация сердечника ротора проводится также, как сердечника статора.
Якорь бракуется и не подлежит ремонту, если имеется излом вала в любом сечении или значительный износ сердечника (в результате коррозии, абразивного износа и пр.). Для короткозамкнутых роторов асинхронных машин признаком брака является также обрыв литого стержня обмотки.
Дефектация подшипниковых щитов. В этом случае визуально проверяют наличие трещин и изломов, состояние резьбовых отверстий и приливов, измеряют посадочные места под подшипник и замка для посадки в корпус Поверхности под посадку подшипников должны иметь допуск Н..Н7, под посадку шита на корпус — h..h9. Признаками брака являются трещины и отколы в щите и на посадочных поверхностях, а также откол крепежных приливов.
Дефектация щеточного узла. R ходе дефектации визуально проверяют состояние щеткодержателей, пружин, выводных проводов (кабелей) и канатиков щеток.
Зазор между щеткой и щеткодержателем не должен превышать 0,3.. 0,5 мм. Проверяется давление пружин на щетки, которое должно быть одинаковым у всех щеток и соответствовать заданному. Кроме того, измеряют сопротивление изоляции между щеткодержателем и корпусом.
Дефектация вентилятора и его кожуха. В этом случае визуально проверяют целость поверхностей, отсутствие изломов, вмятин и других механических повреждений. У вентиляторов проверяют размер посадочной поверхности под вал, который должен иметь допуск по Н Н9
Дефектация крепежных деталей. Путем осмотра крепежных деталей (болты, шпильки, гайки) проверяют наличие трещин, надрывов возле головок болтов, деформации шпилек, состояние резьбы и наличие защитных покрытий. Качество резьбы проверяют резьбовыми кольцами Признаками брака являются повреждение более 20% ниток резьбы, трещины и надрывы у головок болтов, кменьшение диаметра шпилек и болтов из-за коррозии более чем на 10%.
Дефектация распределительного вала — КиберПедия
Цель работы: научиться выполнять дефектацию распределительного вала.
Содержание работы: подготовка исходных данных для дефектации; определение технического состояния дефектуемых конструктивных элементов; сортировка деталей по результатам контроля; назначение способов ремонта и содержания операций по дефектной технологии; оформление отчета о работе.
Оборудование и материалы: микрометр МК-50 ГОСТ 6507-90, штангенциркуль ШЦ 1-125-0,1 ГОСТ 166-89, стойка универсальная с индикатором часового типа ИЧ 10-1 ГОСТ577-68, распределительный вал автомобиля ____________, компьютер.
Характеристика распределительного вала
Материал___________________________________________________
Таблица 1 — Номинальные диаметры опорных шеек, мм.
| 1 шейка | 2 шейка | 3 шейка | 4 шейка | 5 шейка |
Номинальная высота кулачков, мм __________
Допустимое биение средней шейки, мм __________
На рабочих поверхностях кулачков не допускается износ свыше, мм _______
Название, место расположения и краткое описание дефектов коленчатого вала, выявленных внешним осмотром.
_________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Результаты замеров опорных шеек и кулачков
Результаты замеров опорных шеек и кулачков распределительного вала и расчётов представлены в таблицах 2 и 3.
Таблица 2 — Результаты замеров опорных шеек распределительного вала
| Отверстие под штифт А-А – параллельно, Б-Б – перпендику-лярно плоскости расположения оси отверстия под штифт | Пояс замера | Плоскости замеров | Номер шейки распределительного вала | |||
| А–А | ||||||
| Б–Б | ||||||
| Овальность | ||||||
| А–А | ||||||
| Б–Б | ||||||
| Овальность |
Таблица 3 — Результаты замеров кулачков распределительного вала
| Схема замеров | Наименование кулачка | Пояс замеров | Номер кулачка | |||
| 1, 2 | 3, 4 | 5, 6 | 7, 8 | |||
| Впускной 2, 3, 6, 7 | ||||||
| Высота кулачка | ||||||
| Выпускной 1, 4, 5, 8 | ||||||
| Высота кулачка |
Выводы: _____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
ЛАБОРАТОРНАЯ РАБОТА № 7
ТЕМА: Дефектация шатуна
Цель работы:научиться выполнять дефектацию шатуна.
Содержание работы: подготовка исходных данных для дефектации; определение технического состояния дефектуемых конструктивных элементов; сортировка деталей по результатам контроля; назначение способов ремонта и содержания операций по дефектной технологии; оформление отчета о работе.
Оборудование и материалы:верстак слесарный с тисками, динамометрический ключ, штангенциркуль ШЦ 2-250-0,1 ГОСТ 166-89, микрометры МК-25 и МК-75 ГОСТ 6507-90, нутромеры индикаторные с пределами измерений 18-50 и 50-100 ГОСТ 868-82, дефектуемые шатуны, компьютер.
Характеристика шатуна
Вид заготовки __________________________________
Материал детали __________________________________
Номинальный диаметр отверстия верхней головки шатуна, мм, D = ____
Номинальный диаметр отверстия нижней головки шатуна, мм, d = ____
Расстояние между осями отверстий верхней и нижней головок, мм, L = _____
Вид, место расположения и краткая характеристика дефектов установленных внешним осмотром.
____________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Результаты замеров шатунов
Таблица
| № шатуна | Диаметр верхней головки, мм | Диаметр нижней головки, мм | Расстояние между осями отверстий головок, мм |
Выводы: ________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________________
Контрольные вопросы и задания
1. Перечислите конструктивные элементы шатуна, подлежащие дефектации, и технологические параметры их характеризующие.
Перечислите конструктивные элементы шатуна, подлежащие дефектации, и технологические параметры их характеризующие.
2. Как определить состояние отверстия нижней головки?
3. Как определить изгиб шатуна? Причины деформации шатуна.
4. Как определить скручивание шатуна?
ЛАБОРАТОРНАЯ РАБОТА № 8
ТЕМА: Дефектация пружин
Цель работы: научиться выполнять дефектацию пружин.
Содержание работы: изучение конструкций пружин клапанов двигателя, условий их работы и возможных дефектов; изучение способов и средств дефектации пружин; изучение устройства прибора для проверки упругости пружин; дефектация пружин; оформление отчета.
Оборудование и материалы: пресс винтовой; приспособление для контроля пружин; пружина эталонная; пружины, подлежащие дефектации; компьютер.
1. Характеристика пружины
Вид пружины:
Длина пружины в свободном состоянии, L _______ мм
Длина пружины под нагрузкой _______Н, L1 ______ мм
Длина пружины под нагрузкой _______Н, L2 ______ мм
2. Результаты дефектации пружин внешним осмотром
Результаты дефектации пружин внешним осмотром
Пружина № 1 ______________________________________________________
__________________________________________________________________
Пружина № 2 ______________________________________________________
__________________________________________________________________
Пружина № 3______________________________________________________
__________________________________________________________________
Пружина № 4______________________________________________________
__________________________________________________________________
1. Результаты замеров при испытании пружин под нагрузкой
| № пружины | Длина пружины L, мм без нагрузки | Длина L1, мм при нагрузке _____ Н | Длина L2, мм при нагрузке ___ Н | |
Выводы: ____________________________________________________________________________________________________________________________________________________________________________________________________________________________
Контрольные вопросы и задания
1. К каким последствиям в работе механизмов двигателя, сцепления, тормозов могут привести дефекты пружин?
К каким последствиям в работе механизмов двигателя, сцепления, тормозов могут привести дефекты пружин?
2. Перечислить технические требования чертежа к элементам пружин.
3. Назовите возможные дефекты пружин и способы дефектации.
ПРАКТИЧЕСКАЯ РАБОТА № 2
ТЕМА: Расчёт размерных групп при комплектовании поршней с гильзами цилиндров
Цель работы: научиться выполнять расчёт размерных групп поршней и гильз цилиндров при комплектовании.
Содержание работы: подготовка исходных данных, согласно индивидуального задания; расчёт ремонтных размеров и классов деталей; оформление отчета о работе.
Оборудование и материалы: методическое пособие, справочная литература, компьютер.
Индивидуальное задание. Определить ремонтные размеры и выполнить расчёт размерных групп сопрягаемых деталей (поршень-цилиндр) для двигателя _______________. Номинальный диаметр поршня dн __________ мм, номинальный диаметр цилиндра Dн _______ мм. Имеются ___ ремонтных размеров с межремонтным интервалом (γ) через ____мм, каждый ремонтный размер имеет ____ групп (А, В, С, D, Е), с интервалом через б = ___ мм.
Имеются ___ ремонтных размеров с межремонтным интервалом (γ) через ____мм, каждый ремонтный размер имеет ____ групп (А, В, С, D, Е), с интервалом через б = ___ мм.
1. Расчёт ремонтных размеров гильз цилиндров двигателя
1.1. Определяем первый ремонтный размер гильз цилиндра Dp1, мм.
Dp1 = Dн + γ = (1)
1.2. Определяем классы первого ремонтного размера.
А = Dp1 + б = (2)
В = Dp1 + 2×б = (3)
С = Dp1 + 3×б = (4)
D = Dp1 + 4×б = (5)
Е = Dp1 + 5×б = (6)
1.3. Определяем второй ремонтный размер гильз цилиндра Dp2, мм.
Dp2 = Dн + 2×γ = (7)
1.4. Определяем классы второго ремонтного размера.
А = Dp2 + б = (8)
В = Dp2 + 2×б = (9)
С = Dp2 + 3×б = (10)
D = Dp2 + 4×б = (11)
Е = Dp2 + 5×б = (12)
2. Расчёт ремонтных размеровпоршней двигателя
Расчёт ремонтных размеровпоршней двигателя
2.1. Определяем первый ремонтный размер поршней dр1, мм.
dр1 = dн — γ = (13)
2.2. Определяем классы первого ремонтного размера.
А = dр1 + б = (14)
В = dр1 + 2×б = (15)
С = dр1 + 3×б = (16)
D = dр1 + 4×б = (17)
Е = dр1 + 5×б = (18)
2.3. Определяем второй ремонтный размер поршня dр2, мм.
dр2 = dн — 2×γ = (19)
2.4. Определяем классы второго ремонтного размера.
А = dр2 + б = (20)
В = dр2 + 2×б = (21)
С = dр2 + 3×б = (22)
D = dр2 + 4×б = (23)
Е = dр2 + 5×б = (24)
Выводы: ____________________________________________________________________________________________________________________________________________________________________________________________________________________________
__________________________________________________________________________________________________________________________________________________________
ПРАКТИЧЕСКАЯ РАБОТА № 3
Требования к пружинам рессорного комплекта и пружинам боковых скользунов ~ Вагонник
9. 1 Пружины снимают с тележки независимо от их технического состояния. После
демонтажа пружины тщательно очищают и осматривают на предмет выявления дефектов.
При проведении дефектации пружин рекомендуется пользоваться руководящим
документом «Методика выполнения измерений узлов и деталей при проведении ремонта
тележек модели 18-9855» РД 32 ЦВ 119-2011 (Приложение Г). Характеристики пружин рессорного комплекта и
пружин скользуна приведены в таблицах 9.1 и 9.2.
1 Пружины снимают с тележки независимо от их технического состояния. После
демонтажа пружины тщательно очищают и осматривают на предмет выявления дефектов.
При проведении дефектации пружин рекомендуется пользоваться руководящим
документом «Методика выполнения измерений узлов и деталей при проведении ремонта
тележек модели 18-9855» РД 32 ЦВ 119-2011 (Приложение Г). Характеристики пружин рессорного комплекта и
пружин скользуна приведены в таблицах 9.1 и 9.2. Таблица 9.1. Характеристики пружин скользуна
| Пружина | Чертеж | Высота, мм | Навивка | Число витков (полное/рабочее) | Масса, кг |
| Наружная | 4536-07.00.03.003 | 98+3,5-1 | правая | 4,0/2,5 | 2,58 |
| Внутренняя | 536-07. 00.03.0010 00.03.0010 | 110+3,5-1 | Левая | 6,86/5,36 | 0,91 |
Таблица 9.2. Характеристики пружин рессорного комплекта
| Пружина | Чертеж | Высота, мм | Навивка | Число витков (полное/рабочее) | Масса, кг |
| Наружная подклиновая | 4536-07.00.00.004 | 285+7-2 | правая | 8,05/6,55 | 8,3 |
| Внутренняя подклиновая | 4536-07.00.00.005 | 290+7-2 | левая | 12,36/10,86 | 3,5 |
| Наружная под надрессорной балкой правая | 4536-07. 00.00.006 00.00.006 | 240+5,5-5 | правая | 7,14/5,64 | 9,73 |
| Внутренняя под надрессорной балкой | 4536-07.00.00.007 | 275+7-2 | левая | 12,36/10,86 | 3,24 |
9.2.1 При наличии трещин, изломов пружины бракуются;
9.3 Пружины, имеющие изломы, отколы, трещины витков, потёртости, коррозионные повреждения более 10% площади сечения витков, смещение опорных витков, уменьшение высоты пружины менее установленной величины, отсутствие или нарушение маркировки и смещение опорных витков подлежат замене.
9.4 Для принятия решения для дальнейшей эксплуатации контролируют высоту пружины в свободном состоянии.
 Высота годных пружин должна составить:
Высота годных пружин должна составить:- 240+5,5-1,5 мм — для наружной под надрессорной балкой;
- 275+7,5-2,0 мм — для внутренней под надрессорной балкой;
- 285+7,5-2,0 мм — для наружной под фрикционным клином;
- 290+7,5-2,0 мм — для внутренней под фрикционным клином;
- 98+3,5-1,0 мм — для наружной пружины скользуна;
- 110+3,5-1,0 мм — для внутренней пружины скользуна.
Не допускается применение пружин, не имеющих маркировки.
9.5 Пружины в один рессорный комплект допускается устанавливать с разницей по высоте одного типа не более 4 мм, а в скользуны не более 2 мм.

Машина для испытания пружин на растяжение и сжатие CT-10
Все желающие могут приехать к нам в московский офис и «вживую» провести испытания своих пружин на демонстрационной машине для испытания пружин фирмы SAS Inc.
Серия программируемых машин для испытания пружин с электромеханическим приложением нагрузки.
- Нагрузка: 10Н
- Статистическое управление процессом, анализ и отчеты
- Создание и воспроизведение алгоритмов испытаний
Точность измерений удовлетворяет и превышает стандарты: ISO 7500-1 Класс 0.5 и ASTM E4
Технические характеристики базовой комплектации СТ-10
| Характеристики | Ед. Изм. | CT-10 | |
|---|---|---|---|
| Диапазон измерения нагрузки | Н | 0,05-10 | |
| Точность нагрузки | % | +/-0,5 | |
| Максимальный ход траверсы | мм | 200* | |
| Точность перемещения | % | +/-0,5 | |
| Максимальная скорость траверсы | мм/с | 15* | |
| Масса | Кг | 30* | |
| Размеры | Д | мм | 500 |
| Ш | 240 | ||
| В | 570* | ||
| Диаметр быстрозаменяемых компрессионных пластин | мм | 55* | |
| Диаметр быстрозаменяемых штифтов на растяжение | мм | 3* | |
* — параметры базовой комплектации
Дополнительная комплектация
| Характеристики | CT-10 |
|---|---|
Персональный компьютер (процессор Intel dual Core (минимум)), 17 дюймовый монитор. |
+ |
| Ноутбук 15 дюймов, с предустановленным Windows 7 или Windows 8 Home Edition | + |
| Увеличение хода траверсы до 500 мм (Дискретность перемещения 0,01 мм, Погрешность перемещения ± 0,04 мм, 0,008%) | + |
| Увеличение хода траверсы до 1000 мм (Дискретность перемещения 0,016 мм, Погрешность перемещения ± 0,05 мм, 0,005%). | + |
| Штифты предотвращения деформации (Ø мм) | 2, 4, 6, 12 |
Общая спецификация
| Нагрузки | Постоянное цифровое отображение или кривая Силы/Нагрузки отображающаяся в аналитической программе на мониторе. |
Допустимая нагрузка, до 150% от всего измеряемого диапазона (Защита от перегрузок при превышении шкалы во время сжатия или растяжения). |
|
| Перемещение | Индикация перемещения величины нагрузки в системе координат определенной пользователем. |
| Длинна пружины в свободном состоянии | Автоматическое определение. |
| Жесткость пружин | Автоматическое или ручное определение жесткости пружины (линейного типа), а также опция для определения жесткости нелинейных величин (например конические пружины). |
| Предварительное натяжение | Авто определение предварительного натяжения пружины. |
| Компьютер | Подключение к компьютеру осуществляется через COM или USB соединение для передачи данных и управления |
| Используемые языки | Русский, Английский, Испанский, Немецкий, Французский |
| Программное обеспечение | Полная совместимость с Windows XP и Win 7 |
Программное обеспечение автоматически вычисляет: начальную длину пружины, начальное напряжение и данные об испытании. Так же включает определение высоты пружины в сжатом состоянии. Так же включает определение высоты пружины в сжатом состоянии. |
|
| Возможность составления полного отчета и распечатка его. | |
| Позволяет производить статистическое управление процессом SPC и расчет индексов воспроизводимости процессов Cpk в реальном времени и в автономном режиме. | |
| Создание и воспроизведение алгоритмов испытаний. | |
| Самокалибровка. | |
| Единицы измерения | Н, кгс, гс, ozf, lbf – мм, дюймы |
| Скорость испытаний | 1.5 мм/с – 15 мм/с |
| Питание | ~ 220V 6.5A (максимум) |
| Гарантия | 2 года |
Программное обеспечение
- Программируемое управление сжатием и растяжением пружины
- Статистический модуль и модуль отчетов
- Модуль анализа пружин
- Модуль самокалибровки
Машины для испытания пружин на растяжение и сжатие cерии CT (C-frame). pdf
pdf
Стратегия обнаружения неисправности надрессорной пружины для большегрузных вагонов
В этом документе предлагается бортовая система мониторинга состояния для большегрузных вагонов, включая метод обнаружения и локализации неисправностей на основе сигналов (FDI) и стратегию онлайн-диагностики неисправностей. Такая система, чтобы быть применимой на грузовых вагонах, должна быть достаточно дешевой и надежной, поэтому конструкция предполагает ограничение использования только двух акселерометров, установленных на передней левой и правой задней части каждого вагона в составе тяжелого поезда.В этой статье основное внимание уделяется обнаружению неисправности надрессорной пружины. Проблема усложняется типами отказов, которые можно ожидать в гнездах подпорок. Типы отказа пружины сначала определяются и обсуждаются, включая ситуации поломки (укорачивание пружин) и размягчения (потеря отдельных пружин из-за гнезда или потеря поперечного сечения из-за коррозии). Воздействие этих неисправностей и их обнаруживаемость были исследованы с помощью моделирования на прямых и изогнутых путях и с использованием полностью детализированной модели типичного 40-тонного большегрузного вагона с осевой нагрузкой.Затем результаты моделирования были изучены и сопоставлены с использованием кросс-корреляционного анализа, и была предложена система прямых иностранных инвестиций. Система FDI представила пять возможных индикаторов неисправности. Первоначальные результаты показали, что можно было обнаружить изменения жесткости надрессорной балки на ± 25%. Стратегия онлайн-диагностики неисправностей предлагается для неисправностей пружин подкрепления, которая требует только данных мониторинга вагонов во время движения по крутым поворотам для обнаружения и возникновения подтверждающих неисправностей. Предусмотренная функциональность требует только места мониторинга «один раз за поездку», такого как более резкая кривая, и нацелена на мониторинг состояния, а не на подачу сигналов тревоги или всесторонний мониторинг всех событий.
Воздействие этих неисправностей и их обнаруживаемость были исследованы с помощью моделирования на прямых и изогнутых путях и с использованием полностью детализированной модели типичного 40-тонного большегрузного вагона с осевой нагрузкой.Затем результаты моделирования были изучены и сопоставлены с использованием кросс-корреляционного анализа, и была предложена система прямых иностранных инвестиций. Система FDI представила пять возможных индикаторов неисправности. Первоначальные результаты показали, что можно было обнаружить изменения жесткости надрессорной балки на ± 25%. Стратегия онлайн-диагностики неисправностей предлагается для неисправностей пружин подкрепления, которая требует только данных мониторинга вагонов во время движения по крутым поворотам для обнаружения и возникновения подтверждающих неисправностей. Предусмотренная функциональность требует только места мониторинга «один раз за поездку», такого как более резкая кривая, и нацелена на мониторинг состояния, а не на подачу сигналов тревоги или всесторонний мониторинг всех событий.
- URL записи:
- Наличие:
- Дополнительные примечания:
- © 2018 Informa UK Limited, торговая марка Taylor & Francis Group. Аннотация перепечатана с разрешения Taylor & Francis.
- Авторов:
- Li, Chunsheng
- Луо, Шихуэй
- Коул, Колин
- Спирягин, Максим
- Дата публикации: 2018-10
Язык
Информация для СМИ
Тема / указатель терминов
Информация для подачи
- Регистрационный номер: 01681247
- Тип записи: Публикация
- Файлы: TRIS
- Дата создания: 5 августа 2018 15:01
% PDF-1. 4
%
1 0 obj
>
эндобдж
2 0 obj
>
эндобдж
3 0 obj
>
поток
application / pdfuuid: 23cd5a2b-0b03-477d-ae89-f4344b85638fuuid: 1c75bd69-1985-44a6-897e-4117455a88152020-09-29T11: 46: 07-04: 002020-09-29T11: 46: 23-04: 00PDngeF Standard (8.0, сборка 331) [GDI] [Windows 10 Enterprise x64 (Build 17763)] PDF-XChange Standard (8.0, сборка 331) [GDI] [Windows 10 Enterprise x64 (Build 17763)] конечный поток
эндобдж
4 0 объект
>
эндобдж
5 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
6 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
7 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
8 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
9 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
10 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
11 0 объект
>
>>
/ Тип / Страница
>>
эндобдж
12 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
13 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
14 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
15 0 объект
>
поток
x ڕ Z ْ ƒ}
0Mcf-X3} =
Kx ~ 2Ofh Er9y2owsv / s;? P »] 9a7; ~ «~> ǻ0qc> VMe; ystkz’nEe l! (_8˜ {K26 /% y $ J $ WFgsM # & ~ 9].
4
%
1 0 obj
>
эндобдж
2 0 obj
>
эндобдж
3 0 obj
>
поток
application / pdfuuid: 23cd5a2b-0b03-477d-ae89-f4344b85638fuuid: 1c75bd69-1985-44a6-897e-4117455a88152020-09-29T11: 46: 07-04: 002020-09-29T11: 46: 23-04: 00PDngeF Standard (8.0, сборка 331) [GDI] [Windows 10 Enterprise x64 (Build 17763)] PDF-XChange Standard (8.0, сборка 331) [GDI] [Windows 10 Enterprise x64 (Build 17763)] конечный поток
эндобдж
4 0 объект
>
эндобдж
5 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
6 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
7 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
8 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
9 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
10 0 obj
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
11 0 объект
>
>>
/ Тип / Страница
>>
эндобдж
12 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
13 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
14 0 объект
>
/ XObject>
>>
/ Тип / Страница
>>
эндобдж
15 0 объект
>
поток
x ڕ Z ْ ƒ}
0Mcf-X3} =
Kx ~ 2Ofh Er9y2owsv / s;? P »] 9a7; ~ «~> ǻ0qc> VMe; ystkz’nEe l! (_8˜ {K26 /% y $ J $ WFgsM # & ~ 9]. $ v iX? ɻ%
e; O ޱ hc 㝲 #
) YfM ߳ BwU_h ᑧ z5Ұeod * O | 2r * 2} ‘6vju68 | Š yn?`
@ | 3K ܇ ÛYDzY2ʁEpw / Ɂbr = MNк «mCnO0n @ PD
$ v iX? ɻ%
e; O ޱ hc 㝲 #
) YfM ߳ BwU_h ᑧ z5Ұeod * O | 2r * 2} ‘6vju68 | Š yn?`
@ | 3K ܇ ÛYDzY2ʁEpw / Ɂbr = MNк «mCnO0n @ PD
΅ ~ Tg | d30w1yy (s! Z! ͒MmO.PzhQPXG) nkyOgMW ٶ |? NO # Wx [Gvjt 蚗0 * N`s A A * cò n¹a
Новый прибор для сбора энергии на основе MEMS пьезоэлектрической вибрации на основе конических L-образных пружин, предназначенный для обнаружения мелких неисправностей подшипников качения
Barakat M, Badaoui ME, Guillet F (2013) Растущая нейронная сеть для диагностики мелких неисправностей подшипников с жесткой конкуренцией. Mech Syst Signal Process 37 (1-2): 276–292
Статья Google Scholar
Биби С.П., Тюдор М.Дж., Уайт Н.М. (2006) Энергосберегающие источники вибрации для микросистемных приложений.Meas Sci Technol 17 (12): R175. https://doi.org/10.1088/0957-0233/17/12/R01
Артикул Google Scholar
Blodt M, Granjon P, Raison B, Rostaing G (2008) Модели для обнаружения повреждений подшипников в асинхронных двигателях с использованием контроля тока статора. IEEE Trans Ind Electron 55 (4): 1813–1822
IEEE Trans Ind Electron 55 (4): 1813–1822
Статья Google Scholar
Caliò R, Rongala U, Camboni D, Milazzo M, Stefanini C, Petris GD, Oddo C (2014) Пьезоэлектрические решения для сбора энергии.Датчики 14 (3): 4755–4790
Артикул Google Scholar
Choi WJ, Jeon Y, Jeong J-H, Sood R, Kim SG (2006) Устройство МЭМС для сбора энергии на основе тонкопленочных пьезоэлектрических консолей. J Electroceram 17 (2–4): 543–548
Артикул Google Scholar
Ding C, Zhao M, Lin J, Jiao J (2019) Многоцелевой итеративный алгоритм оптимизации на основе выбора оптимального вейвлет-фильтра для диагностики множества неисправностей подшипников качения.ISA Trans 88: 199–215
Статья Google Scholar
Домингес-Пумар М., Понс-Нин Дж., Чавес-Домингес Дж. А. (2016) МЭМС-технологии для сбора энергии. Нелинейность Energy Harvest Syst. https://doi.org/10.1007/978-3-319-20355-3_2
А. (2016) МЭМС-технологии для сбора энергии. Нелинейность Energy Harvest Syst. https://doi.org/10.1007/978-3-319-20355-3_2
Артикул Google Scholar
Dow ABA, Bittner A, Schmid U, Kherani NP (2014) Проектирование, изготовление и испытания пьезоэлектрического микрогенератора энергии.Микросист Технол 20 (4–5): 1035–1040
Google Scholar
Durou H, Ardila-Rodriguez GA, Ramond A, Dollat X, Rossi C, Esteve D (2010) Пьезоэлектрический виброуборочный комбайн PZT с микромашинной обработкой для увеличения эффективности при низкоамплитудных и низкочастотных колебаниях. In: Proceeding power MEMS, pp 19–22
Elfrink R, Renaud M, Kamel TM, Nooijer CD, Jambunathan M, Goedbloed M, Hohlfeld D, Matova S, Pop V, Caballero L, Schaijk RV (2010) Vacuum сборные пьезоэлектрические устройства сбора энергии вибрации: демпфирующие вклады и автономность для беспроводной сенсорной системы. J Micromech Microeng 20 (10): 104001
J Micromech Microeng 20 (10): 104001
Артикул Google Scholar
Эртурк А., Ренно Дж. М., Инман Д. Д. (2008) Моделирование сбора пьезоэлектрической энергии из L-образной балочно-массой конструкции с приложением к БПЛА. J Intell Mater Syst Struct 20 (5): 529–544
Статья Google Scholar
Fang H-B, Liu J-Q, Xu Z-Y, Dong L, Wang L, Chen D, Cai B-C, Liu Y (2006) Изготовление и производительность пьезоэлектрического генератора энергии на основе MEMS для сбора энергии вибрации.Microelectron J 37 (11): 1280–1284
Артикул Google Scholar
Хаджати А., Ким С.Г. (2011) Сбор пьезоэлектрической энергии со сверхширокой полосой пропускания. Appl Phys Lett 99 (8): 083105
Статья Google Scholar
Hirasawa TH, Yen YT-T, Wright PK, Pisano AP, Lin L (2010) Разработка и изготовление пьезоэлектрического устройства для сбора энергии с гофрированной балкой из нитрида алюминия. В: Proceedings of power MEMS, pp 211–214
В: Proceedings of power MEMS, pp 211–214
Hosseini R, Hamedi M (2015) Улучшение возможностей сбора энергии за счет использования различных форм пьезоэлектрических биморфов. J Micromech Microeng 25 (12): 125008
Артикул Google Scholar
Isarakorn D, Briand D, Janphuang P, Sambri A, Gariglio S, Triscone JM, Guy F, Reiner JW, Ahn CH, Rooij NFD (2011) Реализация и характеристики устройств МЭМС для сбора энергии вибрации на основе эпитаксиального пьезоэлектрическая тонкая пленка.Smart Mater Struct 20 (2): 025015
Артикул Google Scholar
Харче П.П., Кширсагар С.В. (2014) Обзор обнаружения неисправностей в подшипниках качения. Int J Innov Res Adv Eng 1 (5): 169–174
Google Scholar
Ким С.Г., Прия С., Канно И. (2012) Пьезоэлектрические МЭМС для сбора энергии. MRS Bull 37 (11): 1039–1050
Статья Google Scholar
Kim I-H, Jang S-J, Jung H-J (2017) Дизайн и экспериментальное исследование L-образного пьезоэлектрического устройства для сбора энергии. Shock Vib 2017: 1–8
Shock Vib 2017: 1–8
Google Scholar
Kulkarni PG, Sahasrabudhe AD (2013) Применение вейвлет-преобразования для диагностики неисправностей подшипников качения. Int J Sci Technol Res 2 (4): 138–148
Google Scholar
Lei A, Xu R, Thyssen A, Stoot A, Christiansen TL, Hansen K, Lou-Moller R, Thomsen E, Birkelund K (2011) Толстопленочный сборщик энергии колебаний PZT на основе MEMS.В: 2011 24-я международная конференция IEEE по микромеханическим системам
Li J, Zhang J, Li M, Zhang Y (2019) Новый метод адаптивного стохастического резонанса, основанный на связанных бистабильных системах, и его применение в диагностике неисправностей подшипников качения. Сигнальный процесс Mech Syst 114: 128–145
Статья Google Scholar
Liu H, Lee C, Kobayashi T, Tay CJ, Quan C (2012) Новый S-образный кантилевер MEMS PZT для сбора энергии от низкочастотных колебаний ниже 30 Гц. Микросист Технол 18 (4): 497–506
Микросист Технол 18 (4): 497–506
Артикул Google Scholar
Marzencki M, Basrour S, Charlot B, Grasso A, Colin M, Valbin L (2005) Разработка и изготовление пьезоэлектрических микрогенераторов энергии для автономных микросистем. В: Материалы симпозиума по проектированию, тестированию, интеграции и упаковке MEMS / MOEMS DTIP05 (Монтрё, Швейцария), стр. 299–302
Minh LV, Hara M, Horikiri F, Shibata K, Mishima T, Kuwano H ( 2013) Объемные микрообработанные энергоуборочные комбайны с использованием тонкой пленки (K, Na) NbO 3 .J Micromech Microeng 23 (3): 035029
Артикул Google Scholar
Morimoto K, Kanno I, Wasa K, Kotera H (2010) Высокоэффективные пьезоэлектрические накопители энергии эпитаксиальных пленок PZT, ориентированных по оси c, перенесенных на консоли из нержавеющей стали. Актуаторы Sens, A 163 (1): 428–432
Артикул Google Scholar
Penella MT, Albesa J, Gasulla M (2009) Питание беспроводных сенсорных узлов: первичные батареи против сбора энергии. В: Конференция по внедрению и измерениям IEEE, 2009 г.
В: Конференция по внедрению и измерениям IEEE, 2009 г.
Сингх С., Кумар А., Кумар Н. (2014) Анализ сигнатуры тока двигателя для обнаружения неисправностей подшипников в механических системах. Процедуры Mater Sci 6: 171–177
Статья Google Scholar
Song H-C, Kumar P, Maurya D, Kang M-G, Reynolds W.T., Jeong D-Y, Kang C-Y, Priya S (2017) Сверхнизкий резонансный пьезоэлектрический МЭМС-ЭНЕРГЕТИЧЕСКИЙ УСТАНОВИТЕЛЬ С ВЫСОКОЙ ПЛОТНОСТЬЮ МОЩНОСТИ.J Microelectromech Syst 26 (6): 1226–1234
Статья Google Scholar
Song L, Wang H, Chen P (2018) Интеллектуальная диагностика неисправностей на основе вибрации роликовых подшипников низкоскоростного вращающегося оборудования. IEEE Trans Instrum Meas 67 (8): 1887–1899
Статья Google Scholar
Tao K, Yi H, Tang L, Wu J, Wang P, Wang N, Hu L, Fu Y, Miao J, Chang H (2019) Пьезоэлектрические тонкие пленки ZnO для сбора колебательной энергии 2DOF MEMS. Surf Coat Technol 359: 289–295
Surf Coat Technol 359: 289–295
Артикул Google Scholar
Wang P, Du H (2015) Тонкопленочные пьезоэлектрические устройства сбора энергии вибрации на основе ZnO с двумя пьезоэлектрическими элементами для повышения выходной мощности. Rev Sci Instrum 86 (7): 075002
Статья Google Scholar
Won SS, Lee J, Venugopal V, Kim D-J, Lee J, Kim IW, Kingon AI, Kim S-H (2016) Бессвинцовый марганец (K0.5, Na0.5) Тонкие пьезоэлектрические пленки NbO3 для устройств сбора колебательной энергии на основе МЭМС. Appl Phys Lett 108 (23): 232908
Статья Google Scholar
Xu R, Lei A, Dahl-Petersen C, Hansen K, Guizzetti M, Birkelund K, Thomsen EV, Hansen O (2012) Изготовление и определение характеристик биморфных толстопленочных накопителей энергии вибрации PZT / PZT на основе MEMS. J Micromech Microeng 22 (9): 094007
Артикул Google Scholar
Zhang H, Chen X, Du Z, Yan R (2016) Взвешенная разреженная модель на основе эксцесса с методом выпуклой оптимизации для диагностики неисправностей подшипников. Mech Syst Signal Process 80: 349–376
Mech Syst Signal Process 80: 349–376
Статья Google Scholar
Zhang X, Liu Z, Wang J, Wang J (2019) Частотно-временной анализ для диагностики неисправностей подшипников с использованием нескольких вейвлетов Габора с добротностью. ISA Trans 87: 225–234
Статья Google Scholar
Прикладные науки | Бесплатный полнотекстовый | Выявление отказов подвески самосвала на основе алгоритма идентификации стохастического подпространства со средней корреляцией
3.1. Самосвал с одиннадцатью степенями свободы модели
Самосвал упрощен до модели с 11 степенями свободы, состоящей из трех степеней свободы, связанных с кузовом транспортного средства (Z b , θ, Φ), шести степеней свободы, связанных с движением отскока и качения трех интегральные оси (Z A , Z B , Z C , Z D , Z E , Z F ) и две степени свободы описывают шаговые движения сбалансированной подвески (θ C , θ D ), как показано на рисунке 6. Чтобы упростить моделирование сбалансированной подвески, пластинчатая рессора разделена на две отдельные категории жесткости (k E и k F ) и демпфирования (c E и c F ).Оба конца листовых рессор по отдельности связаны с передней и задней осью через жесткую штангу стабилизатора. Колебания передней и задней оси связаны вместе со штангой стабилизатора [33]. Эквивалентная модель балансировочной подвески показана на рисунке 7. Динамическая модель самосвала с учетом интегральной оси и сбалансированной подвески может быть записана в матричной форме как:
Чтобы упростить моделирование сбалансированной подвески, пластинчатая рессора разделена на две отдельные категории жесткости (k E и k F ) и демпфирования (c E и c F ).Оба конца листовых рессор по отдельности связаны с передней и задней осью через жесткую штангу стабилизатора. Колебания передней и задней оси связаны вместе со штангой стабилизатора [33]. Эквивалентная модель балансировочной подвески показана на рисунке 7. Динамическая модель самосвала с учетом интегральной оси и сбалансированной подвески может быть записана в матричной форме как:MZ¨ + CZ˙ + KZ = KtQg + CtQ˙g,
(3)
где M — матрица, представляющая массу кузова транспортного средства, Z — вектор динамических характеристик транспортного средства, C — матрица демпфирования транспортного средства, K — матрица жесткости системы транспортного средства, C t — это матрица демпфирования шины, K t — матрица жесткости шины и Q g — вектор входных смещений, действующих на шины. Дифференциальные уравнения уравнения (3) могут быть преобразованы в уравнение пространства состояний (уравнение (4)), чтобы облегчить моделирование, уменьшая потребность во времени решения и вычислительных ресурсах при условии обеспечения целостности и точности системы.
Обычный метод преобразования уравнения достигается путем выбора соответствующих промежуточных переменных x, независимо от производного члена во входной переменной u. Входные данные о неровностях дороги Q g были непосредственно преобразованы во входную силу, действующую на транспортное средство, KtQg + CtQ˙g = f (t) посредством операции числового дифференциала.Потом:
Дифференциальные уравнения уравнения (3) могут быть преобразованы в уравнение пространства состояний (уравнение (4)), чтобы облегчить моделирование, уменьшая потребность во времени решения и вычислительных ресурсах при условии обеспечения целостности и точности системы.
Обычный метод преобразования уравнения достигается путем выбора соответствующих промежуточных переменных x, независимо от производного члена во входной переменной u. Входные данные о неровностях дороги Q g были непосредственно преобразованы во входную силу, действующую на транспортное средство, KtQg + CtQ˙g = f (t) посредством операции числового дифференциала.Потом:x˙ = [0I-M-1K-M-1C] x + {0̯M-1} f (t),
(5)
где I и 0 представляют матрицы идентичности и нулевые матрицы с аналогичными размерами, что и матрицы свойств, соответственно; 0̯ — это нулевой вектор-столбец, длина которого такая же, как у вектора принуждения f, а x — вектор, содержащий состояния (векторы смещения и скорости). Переменные состояния x были выбраны как уравнение (6):
Переменные состояния x были выбраны как уравнение (6):x = [Z, Z˙] = [Zb, θ, ϕ, Zf, θf, Zm, θm, Zr, θr, θC, θD, Z˙b, θ˙, ϕ˙, Z˙f, θ˙f, Z˙m, θ˙m, Z˙r, θ˙r, θ˙C, θ˙D],
(6)
Хотя уменьшение входного порядка было реализовано в уравнении (5) посредством преобразования из KtQg + CtQ˙g в f (t), суть этого уменьшения порядка является приближенным вычислительным процессом алгоритма численного дифференцирования, основанного на алгоритме Рунге-Кутта. метод.Само по себе уменьшение порядка может вызвать ошибку усечения на входе и снизить надежность и точность выходных данных системы. Следовательно, чтобы упростить входной вектор, важно сохранить входную производную для получения надежности и точности.
В настоящее время преобразование дифференциального уравнения с одним входом и одним выходом (SISO), содержащего входную производную, в представление в пространстве состояний достигается в основном путем выбора соответствующей промежуточной переменной. На основе метода преобразования SISO входная, выходная переменная и переменная состояния расширяются до вектора; переменная каждой системы расширяется до матрицы коэффициентов, и матричные операции вводятся в процесс преобразования. Затем стало возможным исключить входные производные уравнений с несколькими переменными, Q˙g, и было получено уравнение в пространстве состояний, как показано в уравнении (7):
Затем стало возможным исключить входные производные уравнений с несколькими переменными, Q˙g, и было получено уравнение в пространстве состояний, как показано в уравнении (7):x˙2 = [0I − M-1K − M-1C] x2 + {M-1CtM-1Kt − M-1C × M-1Ct} Qg,
(7)
где переменная состояния x 2 была выбрана в качестве уравнения (8):После получения матрицы коэффициентов состояния A = [0I-M-1K-M-1C] и входной матрицы B = {M-1CtM-1Kt- M-1C × M-1Ct}, соответствующая матрица состояний выхода C и матрица управления выходом D (общее определение D = 0) были указаны через пространство состояний ss.m в MATLAB, а модель самосвала в пространстве состояний с 11 степенями свободы была построена на основе уравнения (7).
Матрица состояний A содержит всю характеристическую информацию модели. Следовательно, путем разложения A можно получить модальную собственную частоту fn, коэффициент демпфирования ξ и модальный вектор v .
3.2. Влияние неисправностей подвески на модальные параметры
Во время длительной эксплуатации транспортного средства условия нагрузки и факторы окружающей среды могут вызывать такие явления неисправности, как трещины и поломки листовых рессор, что приводит к изменению рабочих параметров пружин подвески и снижение жесткости пружины.Чтобы реализовать идентификацию неисправности подвески на основе анализа модальных параметров, важно сначала понять конкретное влияние неисправности на модальные параметры. Следовательно, необходимо рассчитать модальные параметры системы подвески, то есть собственную частоту, коэффициент демпфирования и форму колебаний, при различной жесткости пружины посредством моделирования в MATLAB (R2017a, MathWorks, Натик, Массачусетс, США).
Во-первых, жесткость левой задней пружины в модели изменена с 0% до 20%, чтобы имитировать отказ пружины и изучить его влияние на модальные параметры.На фиг.8 показаны изменения собственной частоты, коэффициента демпфирования и формы колебаний, вызванные падением жесткости пружины при выходе из строя левой задней листовой рессоры. синяя линия представляет режим отскока, зеленая линия представляет режим тангажа, а красная линия представляет режим крена. Из первых трех режимов видно, что при ослаблении жесткости левой задней пружины собственные частоты всех три уменьшаются в разной степени, из которых режим высоты тона изменяется больше всего. Из-за небольшой амплитуды изменения собственной частоты трудно получить точные измерения в практических приложениях.Коэффициенты демпфирования всех трех режимов значительно увеличились, но вышесказанное предполагает, что ошибка идентификации коэффициента демпфирования больше, чем у двух других. То есть идентифицированный результат вряд ли может отражать реальное изменение коэффициента демпфирования, поэтому он не подходит в качестве индикатора диагностики неисправности. Судя по изменению форм колебаний в трех порядках мод на Рисунке 8, из-за того, что формы мод рассматриваются как собственные векторы, значения безразмерны, и изменения очевидны.Эту очевидную особенность можно использовать для оценки неисправности, и, судя по предыдущему анализу в разделе 2.
синяя линия представляет режим отскока, зеленая линия представляет режим тангажа, а красная линия представляет режим крена. Из первых трех режимов видно, что при ослаблении жесткости левой задней пружины собственные частоты всех три уменьшаются в разной степени, из которых режим высоты тона изменяется больше всего. Из-за небольшой амплитуды изменения собственной частоты трудно получить точные измерения в практических приложениях.Коэффициенты демпфирования всех трех режимов значительно увеличились, но вышесказанное предполагает, что ошибка идентификации коэффициента демпфирования больше, чем у двух других. То есть идентифицированный результат вряд ли может отражать реальное изменение коэффициента демпфирования, поэтому он не подходит в качестве индикатора диагностики неисправности. Судя по изменению форм колебаний в трех порядках мод на Рисунке 8, из-за того, что формы мод рассматриваются как собственные векторы, значения безразмерны, и изменения очевидны.Эту очевидную особенность можно использовать для оценки неисправности, и, судя по предыдущему анализу в разделе 2. 2, ошибка идентификации модального режима относительно мала и, таким образом, подходит в качестве индикатора мониторинга. На рисунке 8 видно, что как вектор признаков значение формы моды безразмерно, и ее изменение более очевидно. Эта отличительная особенность может использоваться для диагностики неисправности и может использоваться в качестве индикатора мониторинга. Затем предлагается изменение, называемое разницей модальной энергии (MED), для более простого выявления неисправностей системы подвески.Чтобы передать дисбаланс форм колебаний между левой и правой сторонами, тенденции качения формы колебаний обозначаются как дифференциал квадрата формы двух колебаний, который в следующем разделе называется разностью модовой энергии (MED). MED между левой и правой подвесками в режиме отскока можно определить как уравнение (9).
2, ошибка идентификации модального режима относительно мала и, таким образом, подходит в качестве индикатора мониторинга. На рисунке 8 видно, что как вектор признаков значение формы моды безразмерно, и ее изменение более очевидно. Эта отличительная особенность может использоваться для диагностики неисправности и может использоваться в качестве индикатора мониторинга. Затем предлагается изменение, называемое разницей модальной энергии (MED), для более простого выявления неисправностей системы подвески.Чтобы передать дисбаланс форм колебаний между левой и правой сторонами, тенденции качения формы колебаний обозначаются как дифференциал квадрата формы двух колебаний, который в следующем разделе называется разностью модовой энергии (MED). MED между левой и правой подвесками в режиме отскока можно определить как уравнение (9).dEbf = 2 [(va2 − vb2) / (va2 + vb2)] dEbr = 2 [(vc2 − vd2) / (vc2 + vd2)],
(9)
где in, dEbf представляет собой разницу между режимами вибрации левой и правой подвески перед автомобилем в режиме отскока, а dEbr представляет MED в задней подвеске. На рисунке 9 сплошная линия представляет собой MED между двумя передними подвесками, а пунктирная линия представляет собой соответствующий MED в задней части автомобиля. Левая и правая стороны каждого рисунка соответственно представляют модальные изменения энергии в режиме первого порядка (режим отскока) и режима третьего порядка (режим тангажа). Как показано на рисунке 9а, когда листовая рессора левого переднего колеса выходит из строя, разница в модовой энергии в режиме отскока увеличивается примерно на 15%, а разница в модовой энергии в режиме основного тона уменьшается примерно на 10%.Когда пластинчатая рессора правого переднего колеса выходит из строя (рис. 9b), модальная энергия режима отскока уменьшается примерно на 10%, тогда как модальная энергия режима тангажа увеличивается с -5% до 3%, что противоположно представленной тенденции. в двухрядном режиме работы левой передней листовой рессоры. Когда левая задняя листовая рессора выходит из строя (рис. 9c), модальная энергия режима дребезга увеличивается на 3%, а режим шага увеличивается с -7% до 3%.
На рисунке 9 сплошная линия представляет собой MED между двумя передними подвесками, а пунктирная линия представляет собой соответствующий MED в задней части автомобиля. Левая и правая стороны каждого рисунка соответственно представляют модальные изменения энергии в режиме первого порядка (режим отскока) и режима третьего порядка (режим тангажа). Как показано на рисунке 9а, когда листовая рессора левого переднего колеса выходит из строя, разница в модовой энергии в режиме отскока увеличивается примерно на 15%, а разница в модовой энергии в режиме основного тона уменьшается примерно на 10%.Когда пластинчатая рессора правого переднего колеса выходит из строя (рис. 9b), модальная энергия режима отскока уменьшается примерно на 10%, тогда как модальная энергия режима тангажа увеличивается с -5% до 3%, что противоположно представленной тенденции. в двухрядном режиме работы левой передней листовой рессоры. Когда левая задняя листовая рессора выходит из строя (рис. 9c), модальная энергия режима дребезга увеличивается на 3%, а режим шага увеличивается с -7% до 3%. Как показано на фиг. 9d, уменьшение жесткости правой задней листовой рессоры вызывает уменьшение модальной энергии двух режимов, при этом шаговый режим уменьшается на 15%.
Как показано на фиг. 9d, уменьшение жесткости правой задней листовой рессоры вызывает уменьшение модальной энергии двух режимов, при этом шаговый режим уменьшается на 15%.Можно видеть, что ослабление листовых рессор в разных положениях транспортного средства может вызывать разные изменения в модальной энергии, потому что изменение жесткости пружины в разных положениях заставляет транспортное средство катиться в разных направлениях. Можно сделать вывод, что модальная разница в энергии чувствительна к отказу листовой пружины как в режиме отскока, так и в режиме тангажа. Более того, положение разлома и величина изменения жесткости можно определить по изменению модальной разницы энергии.
Чтобы смоделировать влияние неисправности демпфера на модальные параметры, значение демпфирования амортизатора постепенно снижается с исходных 100% до 30%.
По мере того, как демпфирование левого переднего амортизатора уменьшается, как показано на рисунке 10a, MED передней и задней части в режиме отскока имеет диаметрально противоположную тенденцию. В режиме высоты тона MED передней стороны постепенно увеличивается с уменьшением значения демпфирования, а MED задней стороны постепенно уменьшается.Если правый передний амортизатор выходит из строя (рис. 10b), MED в режиме отскока проявляет тенденцию, противоположную таковой для левой передней стороны. В режиме тангажа, в отличие от отказа левого переднего демпфера, MED передней и задней стороны немного увеличивается с уменьшением демпфирования.
В режиме высоты тона MED передней стороны постепенно увеличивается с уменьшением значения демпфирования, а MED задней стороны постепенно уменьшается.Если правый передний амортизатор выходит из строя (рис. 10b), MED в режиме отскока проявляет тенденцию, противоположную таковой для левой передней стороны. В режиме тангажа, в отличие от отказа левого переднего демпфера, MED передней и задней стороны немного увеличивается с уменьшением демпфирования.Можно видеть, что модальная разница энергии может четко указывать на изменения демпфирования в амортизаторе и выявлять неисправность, стоящую за ним. Следовательно, отказ демпфера можно эффективно контролировать и диагностировать с помощью метода, предложенного в этой статье.
Обобщая тенденции жесткости и коэффициента демпфирования в Таблице 3, мы можем видеть, что положительное и отрицательное направление различны в каждой ситуации. Это доказывает, что MED может указывать на неисправности. Это убедительно свидетельствует о том, что модальные различия энергии чувствительны к изменениям жесткости и демпфирования. Кроме того, различные тенденции модальной энергии соответствуют возникновению различных неисправностей, что помогает достичь цели диагностики неисправностей и мониторинга состояния.
Кроме того, различные тенденции модальной энергии соответствуют возникновению различных неисправностей, что помогает достичь цели диагностики неисправностей и мониторинга состояния.
Обнаружение неисправностей нового поколения повышает качество и снижает затраты
Обнаружение неисправностей (FD) широко распространено в отрасли и теперь является ключевой возможностью в постоянных усилиях по повышению качества и снижению затрат. Следующее поколение FD значительно сократит время настройки, улучшит обнаружение с меньшим количеством ложных срабатываний и воспользуется преимуществами возможностей больших данных для уменьшения времени отклика и увеличения глубины анализа.
Трудно поверить, но обнаружение неисправностей (FD) было частью нашей отрасли уже более 20 лет и неотъемлемым компонентом производства микроэлектроники в целом, по крайней мере, в течение последнего десятилетия.Производители полагаются на FD для сведения к минимуму брака, улучшения качества продукции, обнаружения ухудшения качества и определения того, когда оборудование, возможно, потребуется остановить для обслуживания, а также другие преимущества. Сегодняшние типичные фабрики используют те или иные формы FD почти для всех процессов.
Сегодняшние типичные фабрики используют те или иные формы FD почти для всех процессов.
Но хотя FD обеспечивает значительные преимущества, существуют также проблемы с затратами и производительностью, связанные с текущим развертыванием и эксплуатацией FD, которые создают проблемы как для пользователей, так и для поставщиков. Например, Пол Юинг, эксперт по развертыванию FD и член группы по развертыванию расширенных сервисов FD в Applied Material, сказал: «Для правильной настройки одномерного FD для инструмента процесса, включая сбор данных, уточнение пределов и корреляцию, часто требуется до двух недель. ограничивает нарушения фактическими важными событиями.Кроме того, с конкретной моделью FD часто бывает слишком много ложных или пропущенных срабатываний.
Проблема проиллюстрирована на рисунке 1. Имея только одну трассировку датчика, инженер FD должен исследовать несколько функций и разработать несколько моделей, каждая с ограничениями. Для всей фабрики часто есть тысячи, если не миллионы, моделей и ограничений, которыми нужно управлять. [1,2] Очевидно, что существует возможность для улучшения возможностей настройки, выполнения и обслуживания FD.
[1,2] Очевидно, что существует возможность для улучшения возможностей настройки, выполнения и обслуживания FD.
Рис. 1. Иллюстрация трудностей, связанных с ручным пониманием и настройкой моделей и пределов для одной трассы FD. Это упражнение необходимо повторить тысячи раз на типичной фабрике.
При определении того, как решить проблему, важно учитывать человеческий фактор (см. Соответствующую статью «Человеческий фактор в системах автоматизации» на странице 2 этого выпуска Nanochip Fab Solutions). Большая часть затрат на развертывание FD возникает из-за времени и случайных ошибок, связанных с выполнением людьми повторяющихся задач, которые могут выиграть от автоматизации; однако важно продолжать использовать человеческий опыт в области процессов, оборудования и датчиков.Улучшения FD должны обеспечивать оптимальный баланс затрат и выгод в уровне автоматизации.
Applied Materials занимается исследованием этой проблемы в течение нескольких лет.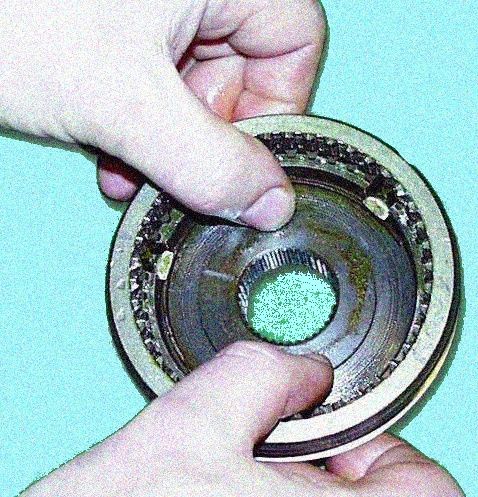 Мы поговорили с заказчиками и экспертами по развертыванию FD, собрали статистику о преимуществах и затратах на развертывание FD, исследовали новые методы обнаружения и классификации неисправностей в микроэлектронике и других отраслях промышленности и по мере необходимости вводили новшества для решения конкретных проблем.
Мы поговорили с заказчиками и экспертами по развертыванию FD, собрали статистику о преимуществах и затратах на развертывание FD, исследовали новые методы обнаружения и классификации неисправностей в микроэлектронике и других отраслях промышленности и по мере необходимости вводили новшества для решения конкретных проблем.
В результате внедряются несколько улучшений наших возможностей FD, которые позволят нам решить ключевые проблемы и предоставить более качественное решение FD.Некоторые из наиболее примечательных улучшений приведены в таблице 1 и вместе являются частью решения Applied Materials Next-Generation Fault Detection and Classification (NGFDC). Некоторые из этих функций рассматриваются в этой статье со ссылками для дальнейшего чтения.
Таблица 1. Улучшенные функции FD, включенные в решение Applied Materials NG-FDC.
ВОЗМОЖНОСТИ ОБНАРУЖЕНИЯ НЕИСПРАВНОСТЕЙ И КЛАССИФИКАЦИИ СЛЕДУЮЩЕГО ПОКОЛЕНИЯ: ГЛУБОКИЙ ВЗГЛЯД
Автоматическое, управляемое экспертами обнаружение перехода трассировки и выбор функций, с рейтингом
Если мы проанализируем трассу на рисунке 1, мы увидим, что моделирование FD Инженер должен выполнить ряд задач, чтобы предоставить высококачественное решение FD для этой единственной трассировки. Инженер должен сначала определить области, которые необходимо контролировать, и их границы, обозначенные как «шаги» на рисунке 1. Затем он должен решить, следует ли выровнять трассы в соответствии с границами конкретной области перед анализом, или же отсутствие выравнивания действительно имеет место. желанная аномалия. Он также должен определить, какая модель или модели FD лучше всего подходят для оценки неисправности в конкретном регионе.
Инженер должен сначала определить области, которые необходимо контролировать, и их границы, обозначенные как «шаги» на рисунке 1. Затем он должен решить, следует ли выровнять трассы в соответствии с границами конкретной области перед анализом, или же отсутствие выравнивания действительно имеет место. желанная аномалия. Он также должен определить, какая модель или модели FD лучше всего подходят для оценки неисправности в конкретном регионе.
Например, «max» и «range» выбираются на шаге 4, в то время как «mean» и «sigma» являются методами выбора на шаге 12.К этим моделям должны применяться пределы предупреждений, сигналов тревоги и контроля. Выбор границ, выравнивания, моделей и пределов обычно выводится из анализа нескольких следов одного и того же датчика в сочетании со знанием процесса и оборудования относительно того, какие границы, шаги и функции важны. Функции NG-FDC частично автоматизируют этот процесс, гарантируя, что знания о процессах и оборудовании будут включены в окончательный набор моделей FD.
Рис. 2. Иллюстрация подхода с движущимся окном для определения границ трассы: (a) Движущееся окно используется с функцией разности для захвата переходов; (b) размер окна определяется стабильностью сигнала, шумом и другими свойствами, чтобы генерировать наилучшую функцию разности; (c) необходима нормализация сигнала, поскольку несколько трасс могут иметь разные значения и профили изменения значений; и (d) точки перехода отображаются обратно на исходную трассу (здесь используется цвет для демаркации), чтобы идентифицировать области и границы для анализа.
Как показано на рисунке 2, NG-FDC будет использовать такие методы, как движущиеся окна и вейвлеты для определения границ области. [3] После того, как регионы определены, можно использовать несколько методов, чтобы определить, какие особенности следует выделить и смоделировать. Один из них — это подход «Монте-Карло», в котором существующие типы моделей, такие как среднее значение, стандартное отклонение и наклон, применяются к региону для определения уровня изменчивости характеристики, которую они фиксируют. Затем типы моделей ранжируются.Также могут использоваться более сложные методы, такие как группирование и извлечение структурных признаков.
Затем типы моделей ранжируются.Также могут использоваться более сложные методы, такие как группирование и извлечение структурных признаков.
Выходные данные представляют собой список функций с ранжированием, которое указывает уровень отношения сигнал / шум, который может быть зафиксирован при мониторинге функций. Используя эту автоматизацию, эксперт затем выбирает границы региона, а также элементы для моделирования в этих границах, включая знания о процессах и оборудовании. Таким образом, качество модели гарантируется как с аналитической точки зрения, так и с точки зрения процесса и оборудования, а время настройки модели значительно сокращается.
Ранжирование трассировки и переход к «контролируемым» моделям
В традиционных FD все датчики и регионы являются кандидатами для мониторинга, что приводит к появлению большого количества моделей, многие из которых относительно бесполезны. Специалист должен сократить этот список, что может занять много времени и привести к ошибкам. Этот процесс моделирования называется «неконтролируемым», потому что модели разрабатываются без прямой корреляции данных трассировки с данными качества (такими как метрология или доходность).
Этот процесс моделирования называется «неконтролируемым», потому что модели разрабатываются без прямой корреляции данных трассировки с данными качества (такими как метрология или доходность).
С NG-FDC часто есть возможность сократить набор функций, которые необходимо извлечь, путем определения того, какие датчики и области трассировки связаны с конкретной проблемой, которую необходимо отслеживать, например, метрологией или отклонением урожайности. Изменчивость информации о следах анализируется на предмет изменчивости качества. Затем датчики, области следов датчиков и функции можно ранжировать в соответствии с их влиянием на изменчивость качества.
Такие методы, как статистика защитной полосы и скрытые марковские модели (HMM), полезны для определения этих критических датчиков и областей.Этот процесс включения данных о качестве или других «выходных» данных в определение датчиков, критических характеристик, моделей и пределов модели является частью перехода NG-FDC от «неконтролируемых» к «контролируемым» методам моделирования.
Управление моделью
Ключевой проблемой в производительности FD с течением времени является способность моделей продолжать точно отражать работу инструмента, сводя к минимуму ложные срабатывания (т. Е. Ложные тревоги) и ложноотрицательные (т. Е. Обнаружение пропущенных отклонений) ) через PM и другие события, которые изменяют состояние инструмента.
К счастью, разрабатываются методы для расширенных возможностей, таких как виртуальная метрология, которые могут быть снова использованы при обслуживании модели FD. [4] Эти «контролируемые» методы позволяют использовать обратную связь с информацией, такой как ложные срабатывания и ложные отрицания, для оптимизации модели. Они могут предоставить точки принятия решения о том, когда корректировать модели или ограничения в ответ на изменение смещения в инструменте или процессе, а когда перестраивать модели с нуля. Кроме того, они позволяют устранять неисправности для определения критических датчиков, связанных с конкретным отклонением, как показано на рисунке 3.
Рис. 3. Иллюстрация способности определять критические датчики, связанные с конкретным отклонением, с использованием методов, изначально разработанных для технологий прогнозирования (виртуальная метрология и профилактическое обслуживание).
Включение революционных возможностей
В то время как большая часть NG-FDC ориентирована на автоматизацию и улучшение традиционных функций FD, параллельное внимание уделяется включению новых и инновационных функций, чтобы сделать NG-FDC более эффективным и простым в использовании , и наделить его дополнительными возможностями.Например, разрабатывается возможность прогнозирования топографии пластины (или панели), которая использует информацию FD, собранную для процесса прогнозирования топографии пластины (например, толщины пленки). Как показано на рисунке 4, можно смоделировать значения датчика процесса или настройки заданного значения рецепта для определения чувствительности конкретных параметров к этой топографии. Используя эту возможность, можно снизить качество продукции и снижение урожайности из-за топографических проблем, таких как неоднородность. [5]
Используя эту возможность, можно снизить качество продукции и снижение урожайности из-за топографических проблем, таких как неоднородность. [5] Рисунок 4.Иллюстрация прогноза топографии с использованием информации FD и возможность настройки ключевых параметров для моделирования их влияния на топографию и определения оптимальных настроек для желаемой топографии.
Еще одним примером инноваций FD, которые могут быть включены в NG-FDC, является метод, разработанный для определения следов датчиков, связанных с анализируемым датчиком цели. Корреляция определяется на основе (1) места изменения значений датчика и (2) изменения сигнатуры трассы по отношению к целевому датчику.Этот метод полезен для определения датчиков или групп датчиков, которые могут лучше подходить для мониторинга конкретной неисправности, тем самым обеспечивая более сильные сигналы и понимание классификации неисправностей и их первопричины. [3]
ПОДДЕРЖКА РАМКИ И ВОЗМОЖНОСТЕЙ БОЛЬШИХ ДАННЫХ
Революция больших данных дает нам возможности использовать улучшения в «пяти V» больших данных: объем, скорость, разнообразие (объединение источников данных), достоверность (качество данных) и ценность (алгоритмы).
Системы NG-FDC могут использовать экосистемы больших данных, такие как Hadoop, для обеспечения усовершенствований FDC с каждой из пяти точек зрения «V». [6] Улучшения «объема» данных поддерживают улучшенные модели, которые извлекают большие объемы данных как по глубине (длина архива), так и по ширине (количество датчиков). Повышение «скорости» сбора и анализа данных позволяет повысить степень детализации и повысить сложность анализа без увеличения времени разработки. Улучшения в объединении данных («разнообразие») обеспечивают прямой доступ к качественным данным (например,g., урожайность и метрология) вместе с данными трассировки и вывода FD. Это будет способствовать переходу от «неконтролируемого» к «контролируемому» моделированию в NG-FDC. Наконец, улучшения качества данных («достоверность») будут поддерживать более сложные методы моделирования («ценность»). Это снизит количество ложных срабатываний и ложноотрицательных результатов в системах NG-FDC и откроет путь для более сложных решений для прогнозирования, таких как обратная связь с прогнозированием урожайности для управления в масштабах всей фабрики с целью достижения целевых показателей урожайности или даже повышения урожайности.
БУДУЩЕЕ ПРИБЛИЗИТЕЛЬНО
Каждая из функций, включенных в NG-FDC, улучшит производительность и снизит стоимость решения FD за счет (а) сокращения времени настройки и уменьшения количества ложных срабатываний, (б) упрощения управления моделями и ограничениями и (c) расширение возможностей. В совокупности они обеспечивают основу не только для NG-FDC, но и для ключевых новых технологий, основанных на FDC, таких как виртуальная метрология и профилактическое обслуживание.
За дополнительной информацией обращайтесь: michael_d_armacost @ amat.com.
Благодарности: Авторы хотели бы поблагодарить Брэда Шульце, Дипака Шарму, Коммисетти Субрахманьяма и Цзяньпин Цзоу за их поддержку в разработке этой статьи.
[1] Этот факт был подчеркнут на заседании Совета APC Ассоциации интегрированных измерений (IMA) в 2015 году, на котором присутствовали ключевые пользователи. Три основных момента консенсуса, достигнутого на этой встрече: (1) управление лимитами FD является главной заботой менеджеров fab APC, (2) существует потребность в некотором уровне автоматизации в процессах построения моделей FD, сохраняя при этом опыт процессов и оборудования. и (3) в настоящее время нет комплексного решения.[2] «Протокол заседания Совета IMA-APC», октябрь 2015 г. См. Www.apcconference.com.
[3] Kommisetti VR Subrahmanyam, Jianping Zou, Jimmy Iskandar, and Ryan Patz, «Автоматическое окно данных трассировки и определение уровня корреляции трассировок датчиков для лучшего понимания природы неисправностей в системах FD», Конференция APC XXVIII, Остин, Техас, октябрь 2015 г.
[4] Джимми Искандар и Майкл Хсу, «Обслуживание виртуальных метрологических моделей», Конференция APC XXVIII, Остин, Техас, октябрь 2015 г.
[5] Дж. Искандар, К. Цзян, М. Армакост и Б. Шульце, «Прогнозы топографии с использованием информации о состоянии системы», предварительная заявка на патент США, опубликована в сентябре 2015 г.
[6] J . Мойн, Дж. Самантарай и М. Армакост, «Появление больших данных в расширенном управлении процессами производства полупроводников», Труды 26-й Ежегодной конференции по передовому производству полупроводников (ASMC 2015), Саратога-Спрингс, Нью-Йорк, май 2015 г.
»Ошибка детектор для горно-обогатительного оборудования
Обнаружение неисправностей — это метод, применяемый в горнодобывающей промышленности для снижения эксплуатационных расходов и повышения надежности и эффективности машин. Горнодобывающая, агрегатная и цементная промышленность стремятся сдерживать и сокращать расходы перед лицом долгосрочного снижения рыночных цен на свою продукцию. Например, за последние семь лет средняя цена на уголь в США упала на 30 процентов, в то время как эксплуатационные расходы и затраты на охрану окружающей среды увеличились. Горнодобывающая и перерабатывающая промышленность стремится к консолидации, повышению надежности и эффективности машин и сокращению расходов для поддержания прибыльности.
Мониторинг состояния и обнаружение неисправностей могут поддержать эти действия, увеличивая производительность оборудования, предотвращая незапланированные простои и сокращая время обслуживания и ремонта.Несмотря на то, что такая технология хорошо зарекомендовала себя в таких обрабатывающих отраслях, как целлюлозно-бумажная, сталелитейная и нефтехимическая, она не очень хорошо применяется в секторе переработки полезных ископаемых в горнодобывающей, агрегатной и цементной промышленности. Отчасти это связано с традиционно высокой стоимостью мониторинга состояния и суровыми условиями эксплуатации оборудования. Кроме того, высокая вибрация в вибрационных грохотах, мельницах и дробилках сдерживала повсеместный мониторинг состояния.
Компания SKF, разработав свою систему обнаружения неисправностей и подшипников SKF Copperhead для виброгрохотов, помогла преодолеть эти недостатки.Он обнаруживает технологические ошибки, которые могут вызвать повреждение и повлиять на работу оборудования. Первое применение было для вибрационных грохотов, которые широко используются в горно-обогатительной промышленности. Подшипниковая система продлевает срок службы и улучшает характеристики вибрационных грохотов.
В концепции SKF Copperhead используется специально разработанный датчик вибрации и температуры, постоянно установленный на вибрационном грохоте. Датчик предназначен для работы в суровых условиях и подключен к системе периодического или непрерывного мониторинга.
Огибающая ускорения
В системе применяется технология огибающей ускорения SKF. Этот метод позволяет различать нормальные вибрации из-за прохождения минералов через машину и аномальные вибрации из-за сбоев технологического процесса, таких как неплотная сетка или «выход из строя» вибрирующего грохота. Основное внимание в системе обнаружения неисправностей уделяется непрерывному мониторингу и обнаружению неисправностей процесса. Такие системы также могут обнаруживать неисправности оборудования, такие как неисправности редуктора, смазки и подшипников.Здесь система предупреждает оператора машины об аномальных вибрациях, чтобы их можно было исследовать и устранить до того, как возникнут повреждения. Прочный акселерометр и датчик температуры выдерживают сильную вибрацию вибрирующего экрана. Акселерометр / датчик температуры также подходит для мельниц, дробилок и других горнодобывающих предприятий.
В дополнение к этим преимуществам в производительности, можно также повысить безопасность при горных работах. Некоторые практические примеры демонстрируют эффективность этой техники.
Мониторинг состояния и обнаружение неисправностей — два подхода к раннему выявлению потенциальных проблем. Как правило, мониторинг состояния — это относительно дорогостоящий и высокопрофессиональный подход с использованием сложных инструментов, который имеет ценность в таких отраслях, как бумажные фабрики.
Обнаружение неисправностей обычно имеет более низкую общую стоимость, чем мониторинг состояния, и может быть реализовано немедленно без особого обучения. Он не зависит от уровня подготовки или навыков специалиста и является ценным инструментом в приложениях, чувствительных к цене.
Обнаружение неисправностей может быть периодическим или непрерывным. Обычно это не включает определение первопричины неисправности. Обнаружение неисправностей может быть настроено для включения неисправностей процесса и состояния оборудования.
Вибрационные грохоты и питатели
Вибрационные грохоты и питатели являются ключевыми компонентами в горнодобывающей промышленности, переработке полезных ископаемых, утилизации отходов и строительстве. Сито сортирует или очищает материал для металлов, заполнителей, цемента и минералов.Обычно грохот (и питатель) изготавливается из структурной рамы, поддерживаемой пружинами или другим эластичным материалом. Кроме того, рама экрана включает сетку (ткань) или решетку, которая сортирует или просеивает материал. Материал (камень, руда, цемент) попадает в верхнюю часть сита на сетку. Процесс сортировки и просеивания ускоряется за счет вибрации рамы сита. Чтобы получить желаемую вибрацию, используется вращающаяся неуравновешенная масса. Используются один или два неуравновешенных вала на подшипниках или вибрационных редукторах.Негабаритный или грязный материал отделяется для повторной обработки или утилизируется.
Неисправность или прекращение использования грохота и питателя может серьезно нарушить обработку материала, а также производительность установки. Стоимость нового экрана может составлять от 25 000 до 150 000 долларов США. Затраты на простой вибросита могут варьироваться от 100 до 15 000 долларов США в час, в зависимости от типа процесса. Ремонт экрана может занять от одного до 48 часов, в зависимости от проблемы и настроек обслуживания.
Грохоты или питатели обычно рассчитаны на вибрацию в диапазоне ускорений от 2 до 10 g, что соответствует ходу или перемещению грохота от 3 до 20 мм.Вибрация обычно синусоидальная из-за вращательного дисбаланса эксцентриковой массы. В грохоте возникают дополнительные вибрации из-за загрузки и сортировки / просеивания материала в машине. Высокая вибрация сита и абразивные свойства отсортированного материала вызывают высокие напряжения и износ рамы сита. Пыльные, а иногда и влажные условия затрудняют поддержание чистоты подшипников сита. Подшипники со специальными сепараторами для вибрационных приложений и другими функциями необходимы из-за высоких сил ускорения в грохоте.Система подшипников SKF Copperhead включает подшипник SKF Explorer качества для вибрационных приложений и тороидальный подшипник SKF CARB ® . Система подшипников практически исключает возможность приложения паразитных сил к подшипникам, что увеличивает срок службы и снижает рабочие температуры. Подшипники SKF Explorer для применения в условиях вибрации обозначаются суффиксами VA405 и VA406.
Типичные неисправности процесса и оборудования для вибрационных грохотов и питателей включают:
- Дно.Материал скапливается под экраном и мешает свободному движению рамки. Рамка экрана ударяется о материал, вызывая неравномерное движение и возможное искажение рамки. Это, в свою очередь, вызывает структурное повреждение рамы и мешает процессу сортировки, что приводит к изменению качества процесса.
- Перегрузка. В экран загружается слишком много материала, что сжимает подвеску рамы. Это имеет тот же эффект, что и дно.
- Незакрепленные элементы рамы.Это происходит в результате износа, усталости, коррозии и перегрузки.
- Свободная сетка экрана. Основная причина простоев сита — это износ и недостаточная затяжка сетки.
- Повреждение снаряжения. Это происходит из-за усталости, загрязнения и износа.
- Проблемы со смазкой. Это происходит из-за загрязнения или потери смазки через уплотнение корпуса подшипника.
- Повреждение подшипника. Это результат высоких нагрузок из-за сбоев процесса сита (нижнего предела), фреттинг-коррозии на валу, усталости, загрязнения, проблем со смазкой и износа.
Также возможно обнаружение дополнительных неисправностей, таких как потеря вибрации экрана из-за выхода из строя приводного ремня или муфты.
Обнаружение неисправностей
Техника обнаружения сбоев процесса и условий включает постоянную установку на экране специальных сверхмощных датчиков вибрации и температуры, которые контролируются модулем демодулирующего фильтра. Датчики измеряют общую вибрацию экрана. Демодулирующие фильтры оценивают сигналы в частотном диапазоне от 200 до 12000 Гц, при этом наблюдаемые нормальные колебания демодулируются из спектра.
Неисправность определяется как повторяющаяся высокочастотная «плохая» вибрация на экране, и общее значение демодулированного сигнала увеличивается. Это увеличение вибрации вызывает тревогу оператора, чтобы можно было выяснить причину неисправности. Часто оператор может определить причину неисправности без специальных инструментов. Неисправность может быть устранена, тем самым сокращая период работы экрана с неисправностью и уменьшая износ экрана. Если оператор не может найти и устранить источник неисправности, можно связаться со специалистом по мониторингу состояния для проведения дальнейших измерений.
Система обнаружения неисправностей работает с использованием электронной фильтрации. Фильтр отслеживает колебания в частотном диапазоне, в котором возникают неисправности, и игнорирует частоты, которые не представляют интереса. Важные частоты дополнительно обрабатываются и сравниваются с уставкой аварийного сигнала в системе. Если общий уровень плохой вибрации превышает точку срабатывания сигнализации, оператор получает уведомление.
Фактором, ограничивающим постоянный и непрерывный мониторинг, является неправильная установка временных датчиков — например, из-за плохой монтажной поверхности или наличия мусора между основанием датчика и экраном.Защитные ограждения также могут препятствовать правильному размещению датчика, или сам вращающийся вал может сделать место измерения менее оптимальным для правильных измерений. Установка временного датчика может подвергнуть рабочего опасности из-за падающих камней и мусора. Повторяемость измерений от одного раза к другому может быть ненадежной. Постоянная установка датчиков избавляет рабочих от необходимости доступа к экранам, расположенным в труднодоступных местах.
Спецификация системы
Датчики для горнодобывающей промышленности и добычи полезных ископаемых должны быть прочными, с высокой защитой от ударов и перенапряжения.Датчик должен иметь встроенный кабель для подключения к системе мониторинга, который также устойчив к абразивным воздействиям и имеет высокое сопротивление усталости. Встроенный кабель позволяет избежать кабельного разъема, который может быть поврежден из-за вибрации. На производительность в точке подключения также могут влиять грязь и влага возле экрана. Чувствительность датчика должна быть достаточно высокой, чтобы обнаруживать различные уровни вибрации на экране.
Периодический мониторинг может выполняться с помощью портативного регистратора данных / анализатора спектра.Этот регистратор, если он оснащен правильным демодулирующим фильтром, может оценивать сигнал вибрации экрана и определять наличие неисправностей, в то время как анализатор может определять тип неисправности.
Во время работы система непрерывного мониторинга фильтрует и демодулирует сигнал вибрации, имеет возможность установки аварийных сигналов и может выдавать выходной сигнал для мониторинга. Система непрерывного обнаружения неисправностей должна иметь выходной сигнал от 4 до 20 мА, который может непрерывно контролироваться программируемым логическим контроллером (ПЛК) или распределенной системой управления (РСУ).ПЛК или РСУ также могут контролировать выходной сигнал температуры от датчика. Непрерывный мониторинг с помощью ПЛК или РСУ снижает потребность операторов в периодических измерениях на экране. Система также может активировать аварийный сигнал, чтобы предупредить оператора о неисправности на экране. Обладая этой информацией, можно принять решение о выключении экрана или прекращении подачи на экран.
Система обнаружения неисправностей впервые была испытана на медном руднике в Аризоне, США. Он смог обнаружить рыхлую сетку и дно на рабочем экране.Поскольку экран использовался для производства, для полевых испытаний было доступно ограниченное время. Для подтверждения этого в лаборатории SKF был разработан испытательный стенд с виброситами. Большинство неисправностей экрана можно было воспроизвести на испытательном стенде. Система была усовершенствована перед использованием в других шахтах и карьерах.
Установка на вибрационные грохоты
Система обнаружения неисправностей должна быть установлена так, чтобы компоненты были надежно прикреплены к виброситам и были защищены от механических повреждений.Датчики должны быть расположены близко к корпусам подшипников экрана и ориентированы в направлении хода экрана плюс / минус 45 °. Также датчики должны быть защищены от ударов падающих камней или мусора, а кабель датчика должен быть защищен от механических повреждений и абразивного износа. Кабель датчика должен проходить от подвижной конструкции экрана к неподвижной раме без повреждений из-за движения экрана или напряжения в кабеле. Между подвижной и неподвижной частями экрана должен быть предусмотрен большой радиус сенсорного кабеля.
Обнаружение неисправностей на основе конструкции SKF Copperhead применяется к ряду вибрационных грохотов по всему миру. В качестве примера приведены три случая, демонстрирующие преимущества для оператора экрана. Один находится на медном руднике, а два других — на заводах по производству нерудных материалов.
Система обнаружения неисправностей была установлена на вибрационном грохоте на медном руднике в октябре 2000 года. Экран недавно был восстановлен после отказа одного из двух механизмов возбудителя. Новый механизм имел нормальный уровень вибрации, тогда как исходный механизм имел высокий уровень вибрации.Система обнаружения неисправностей была настроена на сигнализацию, если вибрация в механизмах превышала вибрацию 33 gE. В январе 2001 года система выдала сигнал о высокой вибрации в исходном механизме. Уровень вибрации находился в пределах 49 gE. Заказчику посоветовали вывести экран из эксплуатации, чтобы избежать незапланированного или катастрофического отказа.
В августе 2000 года система обнаружения неисправностей была установлена на вибрационном грохоте на крупном заводе по производству агрегатов в США. Во время установки было отмечено, что подшипник ведущей стороны имел немного более высокий уровень вибрации, чем уровень вибрации противоположного подшипника.Вероятно, это произошло из-за небольшой механической неплотности. В декабре 2000 года вибрация значительно увеличилась, о чем свидетельствует резкое увеличение общего ускорения gE. Экран был выведен из эксплуатации в рамках общей реконструкции завода. Из-за «ценности», обнаруженной с помощью этой системы начального обнаружения, заказчик установит другую систему обнаружения неисправностей на двух новых экранах, которые будут частью реконструированного завода.
Третья система представляла собой систему периодического обнаружения неисправностей, которая была установлена на вибрационном грохоте на заводе по производству заполнителей в Австралии.Датчики были установлены на экране, и регистратор / анализатор данных периодически анализировал машину. При использовании этого метода в одном из сферических роликоподшипников была обнаружена неисправность в виде увеличения общего уровня вибрации. Замена подшипника была плановой, с минимумом затрат.
Заключение
Обнаружение неисправностей на основе SKF Copperhead является альтернативным подходом к мониторингу оборудования и имеет более низкую стоимость, чем мониторинг состояния. Было доказано, что это эффективный способ повышения производительности и надежности вибрационного грохота в секторе переработки полезных ископаемых.Способность обнаруживать неисправности процесса и оборудования и предупреждать оператора экрана означает, что неисправности могут быть устранены, а плановое обслуживание или ремонт может планироваться более эффективно. Таким образом повышается надежность и безопасность мониторинга при условии правильной установки системы. Система подшипников SKF Copperhead продлевает срок службы и производительность виброгрохота. SKF Copperhead разрабатывается для использования в другом оборудовании для обогащения полезных ископаемых.
Кейт Э.Мейерс ,
Руководитель программы, SKF Copperhead, Кулпсвилл, Пенсильвания,
и Мэтт Екник , SKF Mining & Construction, Феникс, Аризона.
Анализ вибросигналов и диагностика неисправностей тележек скоростного поезда на основе глубоких нейронных сетей
Ключевые слова: тележек, скоростной поезд, вибросигналы, глубокая нейронная сеть, скорость диагностики.
1. Введение
При широкомасштабном ускорении движения железных дорог и эксплуатации высокоскоростных поездов безопасность и комфорт движения высокоскоростных поездов привлекли к себе большое внимание. Датчики, расположенные в разных местах высокоскоростного поезда, могут обнаруживать большой объем данных в режиме реального времени. Данные содержат много информации, которая может отражать состояния и неисправности поезда. Используя данные, можно выделить обычно адаптивные характеристики, отражающие состояния неисправности, для представления состояний безопасности высокоскоростных поездов в форме анализа характеристик.Очень важно провести диагностику неисправностей.
Во время высокоскоростной работы ключевые компоненты высокоскоростного поезда могут вызывать неисправности [1]. Сигналы вибрации, отслеживаемые датчиками высокоскоростного поезда, могут отражать нормальное состояние движения [2]. Продолжительная высокоскоростная работа высокоскоростного поезда может привести к серьезному износу и вибрации ходовой части. Эффективная диагностика и распознавание ходовой части высокоскоростного поезда играет важную роль в своевременном техническом обслуживании, сокращении затрат на использование и техническое обслуживание и обеспечении безопасности движения поездов.Текущие исследования неисправностей ходовой части поезда в основном сосредоточены на частотно-временном анализе вибрационных сигналов, таких как метод вейвлет-анализа [3, 4], кратковременное преобразование Фурье [5] и эмпирическая модовая декомпозиция [6-8]. Все эти методы проводят анализ, направленный на один датчик или одну неисправность. На ходовой части высокоскоростного поезда расположено множество датчиков, данные обнаружения имеют обширное содержание и охватывают большой объем, и на данные существует множество взаимосвязанных факторов, влияющих на то, что одна и та же неисправность может быть описана с помощью различных индексов характеристик.Нелинейное отображение формируется между количеством обнаруженных ошибок и признаками неисправности, а также между признаками неисправности и источниками неисправностей. Следовательно, разнообразие и неопределенность неисправностей и сложность корреляции между различными неисправностями становятся трудностями в технологии распознавания неисправностей [9].
Тележки — важнейший компонент ходовой части высокоскоростного поезда. Механические характеристики тележки могут напрямую влиять на безопасность и комфорт движения поезда [10]. Отказ основных компонентов тележки всегда приводит к серьезной вибрации и снижению производительности различных частей поезда и даже может стать причиной серьезных аварий, таких как сход с рельсов и опрокидывание.Однако текущие исследования, направленные на устранение механических неисправностей тележки, в основном основаны на кинетических теориях [11, 12]. Благодаря постоянному развитию систем онлайн-мониторинга, получается много данных о вибрации движения поездов [13]. Очень важно проводить мониторинг производительности на основе данных и диагностику неисправностей ключевых компонентов тележек в практических приложениях, где необходимо решить множество проблем.
Однако современные методы диагностики неисправностей требуют искусственного проектирования и выбора характеристик сигналов неисправности тележки и являются дефектными из-за больших затрат времени, больших рабочих нагрузок и низкой точности диагностики.В последние годы, основываясь на идее обучения мозга, Хинтон [14, 15] предложил метод машинного обучения, основанный на глубоких нейронных сетях. Глубокое обучение также называется глубокой нейронной сетью [16-18]. Способ представляет собой метод многослойной нейронной сети без наблюдения, в котором несколько нелинейных структур расположены для завершения приближения к сложной функции; Метод обучения без супервизии может быть использован для получения основных переменных и характеристик распределения входных данных. Панг [19] использовал метод глубокой нейронной сети для распознавания неисправностей тележки высокоскоростного поезда и сравнил результаты диагностики с результатами, полученными нейронной сетью BP.Однако процесс исследования не был систематическим, а параметры функции были неполными. Исследование было сосредоточено только на состоянии единичного отказа тележки и не смогло сравнить результаты диагностики глубокой нейронной сети с улучшенной моделью нейронной сети. Основываясь на глубокой нейронной сети, Се [20] решил K-ближайшего соседа неизвестной выборки на каждом скрытом слое в сочетании с преимуществами KNN (K-Nearest Neighbor), предложил алгоритм глубокого обучения на основе K-DBN и провел вне диагностики неисправностей.Однако в ходе исследования непонятный подбор признаков неисправности привел к низкой точности диагностики. Го [21] использовал сеть глубоких убеждений для исследования диагностики неисправностей в условиях единичного отказа тележки. Однако технология БПФ использовалась для преобразования сигналов тележки во временной области в сигналы в частотной области. Технология FFT может использоваться только для обработки устойчивых сигналов, когда временные сигналы тележек являются неустойчивыми сигналами. Инь [22] использовал метод глубокой нейронной сети для мониторинга и диагностики оборудования высокоскоростного поезда в реальном времени, но не учел тележку, которая была ключевым компонентом высокоскоростного поезда.Исходные данные, исследованные в статье, основаны на реальных экспериментах, что приводит к высокой стоимости.
В статье также предлагается модель глубокой нейронной сети и используется модель для диагностики неисправностей стандартной системы подшипников для проверки эффективности и преимуществ предложенной модели. Результаты диагностики сравнивали с такими моделями, как FANN, PSONN и GANN. Результаты показывают, что модель нейронной сети имеет очевидные преимущества. Наконец, предложенная модель была применена для диагностики неисправностей тележек высокоскоростного поезда в одном и нескольких смешанных условиях.Предлагаются систематические и полные параметры неисправностей. Точность диагноза очень высока.
2. Теории глубоких нейронных сетей
Хинтон [14, 15] предложил теорию глубокого обучения. Теория была использована для создания глубокой нейронной сети, чтобы обучающая система не зависела от ручного выбора функций.
В области диагностики механических неисправностей алгоритм обратного распространения ошибки, как классический алгоритм нейронных сетей, может очень легко попасть в локальный оптимум при обучении нейронной сети с глубокой структурой, что приводит к получению неудовлетворительного результата диагностики неисправностей.Обучение нейронной сети с одним скрытым слоем относительно проще и широко применяется. Однако его способность извлекать информацию о неисправностях и распознавать состояния здоровья ограничена, поскольку это неглубокая конструкция. Посредством жадного алгоритма послойного обучения глубокое обучение решает проблему обучения DNN (глубокой нейронной сети) и, очевидно, улучшает сеть в извлечении признаков и распознавании состояния здоровья [23]. Глубокое обучение обучает DNN неконтролируемым методом, помогает DNN эффективно выявлять особенности неисправностей механических сигналов, а затем проводит небольшую корректировку DNN контролируемым методом, чтобы оптимизировать выражение DNN для признаков неисправностей и улучшить его мониторинг и диагностику.В статье использовался автоматический кодировщик с уменьшением шума [24] в качестве неконтролируемого алгоритма на этапе обучения и алгоритм BP [25] в качестве контролируемого алгоритма на этапе второстепенной настройки.
Рис. 1. Модельная структура АЭ
AE (Auto-encoder) — это трехуровневая нейронная сеть без контроля [23], которая разделена на сеть кодирования и сеть декодирования, как показано на рис. 1. Входные данные и выходные цели для AE одинаковы.Несмотря на сеть кодирования, входные данные многомерного пространства преобразуются в кодирующие векторы низкоразмерного пространства. Посредством декодирующей сети векторы кодирования низкоразмерного пространства реконструируются в исходные входные данные. Входные сигналы могут быть реконструированы в выходном слое, так что вектор кодирования становится выражением признака входных данных.
Дан набор проб без маркировки для механического состояния здоровья {xm} m = 1M. Сеть кодирования преобразует каждую обучающую выборку xm в вектор кодирования hm с помощью функции кодирования f0:
.где: sf — функция активации сети кодирования.м:
Если вектор кодирования hm может очень хорошо реконструировать xm, мы можем считать, что он зарезервировал большую часть информации, содержащейся в данных обучающей выборки. Однако только зарезервировать информацию о xm недостаточно, чтобы AE получило полезное выражение функции, потому что механическое оборудование находится в сложной среде, где данные выборки могут быть легко искажены. Кроме того, из-за изменения условий работы, вызванного сложными задачами, характеристики образцов будут колебаться при одном и том же состоянии работоспособности.Следовательно, необходимо до некоторой степени ограничить AE, чтобы заставить его изучить устойчивое выражение признака. DAE [24] решил эту проблему путем восстановления данных выборки, содержащих шумы. Его идеи заключаются в следующем: сеть кодирования добавляет шумы, содержащие определенные статистические характеристики, в данные выборки, а затем кодирует выборки, так что DAE может изучать функции с более высокой устойчивостью из выборок, содержащихся в шумах, и может быть уменьшена чувствительность DAE к крошечным случайным помехам.
Во-первых, случайные шумы добавляются к выборке xm в соответствии с распределением qD [23], чтобы преобразовать ее в выборку x0m 0, содержащую шум следующим образом:
, где qD — случайный скрытый шум.Затем обучение DAE завершается путем оптимизации следующей целевой функции:
(5)
argminLxm, gθ’fθx0m 0. DAEкодируется и реконструируется путем добавления шумов и может эффективно уменьшать влияние механических изменений, шумов окружающей среды и других случайных факторов на извлеченную информацию о состоянии здоровья, чтобы повысить надежность выражения признаков.
Ядро алгоритма предварительного обучения для DNN состоит в том, чтобы сложить несколько DAE слой за слоем, чтобы сформировать структуру скрытого уровня с помощью неконтролируемого метода, как показано на рис.2. Сначала образец xm используется для обучения DAE 1 , а xm кодируется в следующем виде:
где: θ1 — параметр DAE 1 . h2m может быть реконструирован во входную выборку, так что можно получить основную информацию о xm. Затем h2m используется для обучения выборки DEA 2 , а входные данные кодируются в h3m. Этот шаг повторяется до тех пор, пока обучение DAE N не будет завершено, и ввод окончательно не будет закодирован в следующее:
Во время предварительного обучения несколько DAE подключаются друг к другу, чтобы составить структуру скрытого слоя и реализовать извлечение сигналов неисправности [26].После завершения предварительного обучения, чтобы контролировать состояние механического оборудования, добавляются выходные слои с функцией классификации, и алгоритм BP используется для выполнения незначительной настройки параметров DNN. Выход DNN можно выразить следующим образом:
где: θN + 1 — параметр выходного слоя. Состояние здоровья xm установлено на dm. DNN завершает незначительную настройку, минимизируя ϕDNN (Θ):
(9)
ϕDNNΘ = 1M∑mLym, дм.Фиг.2. Предварительная подготовка DNN
3. Методы диагностики механических неисправностей
Процессы метода показаны на рис. 3: сначала получаются сигналы частотной области механического оборудования, и частотный спектр берется в качестве обучающей выборки; во-вторых, определяется размер N скрытых слоев DNN, и вся DAE обучается слой за слоем неконтролируемым методом. Выходные данные скрытого уровня каждой DAE принимаются как входные данные следующего уровня DAE, пока не завершится обучение всей DAE; затем добавляются выходные слои, параметры DNN обрабатываются с незначительной корректировкой в соответствии с типами состояния здоровья образца, так что обучение DNN завершается; наконец, DNN используется для мониторинга и диагностики состояния механического оборудования.
Рис. 3. Блок-схема диагностики неисправностей с использованием глубокого обучения
4. Диагностика неисправностей штатной подшипниковой системы
Платформа моделирования неисправностей компании Spectrums Quest была принята в качестве экспериментального устройства. Исследуемый подшипник представлял собой радиальный шарикоподшипник Rexnord, подлежащий обнаружению подшипник, поддерживающий вал вращения двигателя; Точечное повреждение подшипника было обработано искровым методом с диаметром повреждения 0.254 мм; датчик ускорения был размещен на подшипнике двигателя и с правой стороны соответственно, и датчики использовались для сбора сигналов виброускорения подшипника с неисправностью. Сигналы вибрации регистрировались анализатором PULSE фирмы B&K с частотой дискретизации 10000 Гц. В ходе эксперимента сбор данных проводился для нормального состояния, дефекта внутреннего кольца, дефекта тела качения и дефекта внешнего кольца подшипника качения соответственно. Каждая неисправность собиралась при скорости вращения 300 об / мин.Было собрано 10 групп данных по скорости вращения соответственно; сбор данных каждой группы длился 10 с; каждая выборка данных содержала 100000 данных. Сигналы вибрации при неисправности подшипника качения обрабатывались датчиками и A / D дискретизацией, так что были получены исходные сигналы подшипника при каждом состоянии неисправности. На рис. 4 показаны временные сигналы нормального состояния, неисправности внутреннего кольца, неисправности внешнего кольца и неисправности тел качения подшипника качения. На рисунке показано, что сигналы подшипника качения во временной области были неустойчивыми сигналами, а сигналы частотной области не могли быть получены с помощью БПФ (быстрое преобразование Фурье), поскольку БПФ в основном нацелено на устойчивые сигналы.FRFT (дробное преобразование Фурье) проводилось для сигналов временной области, так что были получены сигналы частотной области. Результаты показаны на рис. 5. На примере неисправности внутреннего кольца подшипника качения на рис. 4 (b) и рис. 5 (b) показаны данные неисправности внутреннего кольца во временной и частотной областях; Информацию об особенностях неисправности трудно было найти по исходной форме сигнала неисправности внутреннего кольца. Некоторые боковые частоты появлялись на спектрограмме дефекта внутреннего кольца, но особенности дефекта внутреннего кольца были не очень очевидны, и частота характеристики, соответствующая подшипнику качения, не могла быть распознана точно.Поэтому в статье делается попытка использовать предложенную глубокую нейронную сеть для диагностики неисправностей подшипников качения.
Рис. 4. Сигналы подшипника качения во временной области в 4 состояниях
а) Нормальное состояние
б) Неисправность внутреннего кольца
c) Неисправность наружного кольца
г) Неисправность элемента качения
Перед диагностикой неисправности необходимо определить особенности подшипника качения.Функции сигнала включали функции временной области и функции частотной области. Статистический анализ сигналов во временной области относится к оценке и вычислению различных параметров характеристик во временной области и индексов динамических сигналов, при этом надлежащие параметры динамического анализа сигналов выбираются и исследуются, чтобы судить о различных типах неисправностей. В зависимости от наличия или отсутствия размеров значения характеристик можно разделить на значения размерных элементов и безразмерные значения элементов. Размеры значений размерных элементов часто меняются в зависимости от таких условий, как нагрузка, скорость и чувствительность прибора, что создает определенные трудности для инженерных приложений.Следовательно, при диагностике механических неисправностей также используются несколько типов безразмерных индексов. Безразмерные параметры отличаются тем, что они нечувствительны к изменениям механической рабочей среды. Другими словами, они теоретически не связаны с условиями движения машин и полагаются только на форму функции плотности вероятности. Параметры размерных характеристик включают пиковое значение, пиковое значение, среднюю амплитуду, стандартное отклонение, дисперсию, среднеквадратичную ошибку, среднеквадратичную амплитуду и корневую амплитуду и т. Д.Безразмерные параметры функции включают индекс степени асимметрии, индекс пикового значения, индекс формы волны, индекс импульса, индекс запаса и индекс эксцесса. Характеристики сигналов в частотной области в основном включают частоту силы тяжести и частотную дисперсию. Следовательно, значения характеристик 16 временных областей и частотных областей при различных условиях были извлечены согласно соответствующим формулам вычислений, как показано в таблице 1, где A — пиковое значение, B — пиковое значение, C — средняя амплитуда, D — стандартное отклонение, E — дисперсия, F — среднеквадратичное значение, G — среднеквадратичное значение, H — корневая амплитуда, I — индекс степени асимметрии, J — индекс пикового значения, K — форма волны index, L — индекс импульса, M — индекс запаса, N — индекс эксцесса, O — частота силы тяжести, а P — дисперсия частоты.
Рис. 5. Частотные сигналы подшипника качения в 4 состояниях
а) Нормальное состояние
б) Неисправность внутреннего кольца
c) Неисправность наружного кольца
г) Неисправность элемента качения
Таблица 1. Характеристики характеристик во временной и частотной областях 4 разломов
Параметры объекта | А | Б | С | D | E | Ф | G | H |
Нормальное состояние | 0.21 | 0,55 | 0,12 | 0,36 | 0,13 | 0,06 | 0,24 | 0,11 |
Неисправность внутреннего кольца | 1.50 | 2,57 | 0,81 | 1,22 | 1,50 | 1,23 | 1.11 | 0,67 |
Неисправность наружного кольца | 3.60 | 6.60 | 1,36 | 3,21 | 10,3 | 1,56 | 1,25 | 1,22 |
Неисправность элемента качения | 0.46 | 0,86 | 0,31 | 0,22 | 0,05 | 0,37 | 0,61 | 0,23 |
Параметры объекта | я | Дж | К | л | м | N | O | -П |
Нормальное состояние | 0.13 | 2,12 | 0,67 | 1,45 | 2,22 | 3,34 | 501 | 550 |
Неисправность внутреннего кольца | 0.66 | 4,31 | 2,33 | 3,44 | 4,55 | 5,66 | 680 | 655 |
Неисправность наружного кольца | 1.11 | 6.60 | 3,45 | 5,61 | 6,73 | 7,23 | 900 | 1100 |
Неисправность элемента качения | 0.34 | 1,89 | 0,45 | 2,33 | 3,46 | 4,21 | 620 | 800 |
Тестируемые данные выборки в среднем были разделены на две части.Одна часть использовалась для тестирования образцов, а другая часть использовалась для обучения образцов. В таблице 1 показано, что каждая функция отказа имеет 16 значений. Всего четыре состояния неисправности имеют 64 значения характеристик. Существует всего 4 вида неисправностей, так что в нейронной сети имеется 4 выходных узла. Значения остальных параметров нейронной сети приведены в таблице 2.
Таблица 2. Параметры структуры глубокой нейронной сети
Узлы входного слоя | Узлы выходного слоя | Узлы скрытого слоя | Количество нервных клеток в скрытом слое |
64 | 4 | 3 | 100 |
Скорость обучения без супервизии | Точная настройка скорости обучения под наблюдением | Функция активации | |
0.1 | 0,01 | Сигмовидная функция | |
Значения характеристик были взяты в качестве входных значений, вводимых в нейронную сеть для проведения диагностики неисправностей подшипника качения. Результаты диагностики сравнивались с результатами, полученными такими моделями, как FANN, PSONN и GANN. Показатели точности диагностики показаны на рис. 6. Он показан на рис.6 видно, что 10 экспериментальных результатов глубокой нейронной сети явно лучше, чем у других моделей. Результаты диагностики различных моделей были обработаны, как показано в таблице 3. В таблице 3 показано, что 10 результатов диагностики глубокой нейронной сети были наиболее стабильными, уровень точности диагностики каждый раз был очень высоким, результаты диагностики трех других нейронных сетей модели явно колебались и имели относительно большие стандартные отклонения, ситуация особенно очевидна для модели GANN.С третьим экспериментом в качестве объекта были извлечены коэффициенты сходимости ошибок различных моделей нейронных сетей в одних и тех же экспериментальных условиях, как показано на рис. 7.
Рис. 6. Сравнение 10 результатов диагностики 4-х видов нейронных сетей.
Таблица 3. Сравнение результатов диагностики 4-х видов нейросетевых моделей.
Метод | Максимум | Минимум | Средняя точность | Стандартное отклонение / (%) |
DNN | 0.993 | 0,976 | 0,983 | 0,65 |
FANN | 0,945 | 0,871 | 0,924 | 4.38 |
PSONN | 0,912 | 0,807 | 0,878 | 6,94 |
GANN | 0,892 | 0.691 | 0,845 | 12,33 |
Во время обучения нейронной сети количество итераций обучения достигает 500 или значение сходимости ошибки обучения достигает критического значения 0,001. На рис. 7 показано сравнение сходимости ошибок 4-х типов нейронных сетей за один процесс обучения. На рис.8 показано, что модель DNN уже сходилась к критическому значению 0.001 при проведении 48-й итерации. На тот момент ошибки обучения FANN, PSONN и GANN составляли 0,02, 0,067 и 0,171 соответственно, которые все еще имели большие пропуски с критической ошибкой 0,001. Когда число итераций достигло 100, FANN приблизилась к критическому значению 0,001. Когда номер итерации достиг 143, PSONN сходился к критической ошибке. GANN использовал GA для улучшения нейронной сети, так что оптимальные точки искались в глобальной области для каждой итерации, так что скорость сходимости была относительно низкой.Когда число итераций достигло 220, GANN подошел к критической ошибке. Средняя статистика была проведена для итерационного процесса четырех типов моделей. Статистические результаты показаны в таблице 4. В таблице 4 показано, что модель глубокой нейронной сети может сходиться к критическому значению наиболее быстро.
Рис. 7. Процесс обучения 4-х видов нейросетевых моделей
Таблица 4. Сравнение средних результатов обучения 4-х видов нейронных сетей
Сетевая модель | Ошибка обучения | Количество итераций | Время / с |
DNN | 0.001 | 48 | 3,5 |
FANN | 0,001 | 100 | 7,1 |
PSONN | 0.001 | 143 | 5,5 |
GANN | 0,001 | 220 | 52,3 |
5. Диагностика неисправностей тележек высокоскоростного поезда на основе глубоких нейронных сетей
Во введении упоминается, что тележка, как ключевой компонент высокоскоростного поезда, часто страдает от различных неисправностей.В разделе 4 проводится диагностика неисправностей стандартной системы подшипников, чтобы подчеркнуть, что модель глубокой нейронной сети имеет высокий уровень диагностики и высокую стабильность. Поэтому в статье делается попытка использовать глубокую нейронную сеть для проведения систематической и полной диагностики отказов тележек.
5.1. Экспериментальное извлечение вибросигналов
При современной диагностике неисправностей тележек исходные данные вряд ли могут быть получены с помощью реального экспериментального устройства, потому что отказ системы тележки приведет к тому, что высокоскоростной поезд выйдет из-под контроля и подвергнется серьезной опасности.Поэтому для моделирования тележки высокоскоростного поезда с целью получения исходных данных часто использовалось программное обеспечение SIMPACK для многотельной динамики. Система высокоскоростного поезда — это сложная механическая система с несколькими степенями свободы. Чтобы максимально точно отразить реальную производительность высокоскоростного поезда и сделать расчет и анализ удобными, при построении многомерной динамической модели высокоскоростного поезда выдвигаются следующие рациональные гипотезы [27]: 1) конструкция и параметры передней и задней тележек одного поезда полностью идентичны, а тележки симметричны относительно центра поезда; 2) такие компоненты, как каркас, колесная пара и корпус в тележках железнодорожной системы, принимаются как твердые тела, а другие виды упругой деформации не принимаются во внимание; 3) учитываются только неравномерное возбуждение и возмущение стальных рельсов, другие виды упругой деформации не учитываются.Таким образом, систему высокоскоростного поезда можно рассматривать как систему с несколькими жесткими кузовами, которая включает в себя 1 корпус поезда, 2 каркаса тележек и 4 колесные пары. Кузов поезда связан с тележкой вторичной подвеской. Каркасы тележек соединены с буксами колесной пары первой подвеской. Многокорпусная динамическая модель тележки высокоскоростного поезда создается в соответствии со следующими процессами: после получения необходимых тележек и технических параметров, рациональные гипотезы используются, во-первых, для упрощения системы поезда, где конкретные шаги включают определение основных атрибутов. каждого твердого тела, определение данных трехмерной геометрической формы конструкции, определение шарнирного соединения, приложение силовых элементов и датчиков, установка ограничений и установление топологической связи многотельных элементов.Протекторы поездов в основном делятся на 4 типа: LMA, LM, S1002 и S1002G. Отношения контакта колеса с гусеницей четырех типов протекторов сильно различаются после того, как они соответствуют китайскому стандартному стальному рельсу 60 кг / м (CN60). Исследования [28] показывают, что вибрация корпуса поезда с протектором LMA имела минимальные поперечные и вертикальные ускорения; протектор S1002G имел максимальные ускорения, а поперечные ускорения вибрации корпуса поезда превышали вертикальные ускорения.LMA полностью учла нелинейность контакта колеса с рельсом, линейность проскальзывания и нелинейную подвеску, что указывает на то, что корпус поезда с протектором LMA имел лучшую устойчивость, а вертикальная устойчивость поезда была лучше, чем поперечная. На основе упомянутых гипотез и анализа была создана динамическая модель системы высокоскоростного поезда с несколькими телами, как показано на рис. 8. Локальная связь между тележкой и корпусом поезда показана на рис. 9 (а). Многокорпусная динамическая модель тележек представлена на рис.9 (б).
Рис. 8. Многотельная динамическая модель высокоскоростного поезда
Рис. 9. Многотельная динамическая модель тележек и местных конструкций
а) Локальная структура подключений
б) Тележки
Многие датчики установлены на тележках скоростного поезда. Основные части тележек включают 4 пневморессоры, 4 боковых амортизатора и 8 амортизаторов рыскания.Во время движения высокоскоростного поезда тележка в основном имеет 8 типов типичных неисправностей: нормальное состояние, выход из строя бокового демпфера, выход из строя демпфера против рыскания, выход из строя пневморессор, выход из строя бокового демпфера + демпфера против рыскания, выход из строя пневматическая рессора + боковой демпфер, отказ пневматической рессоры + противоскользящий демпфер, отказ бокового демпфера + противоскользящий демпфер + пневматическая рессора. Скорость движения при каждом условии составляла 200 км / ч. Движение поезда продолжалось в течение 3,6 мин при каждом условии, и данные датчиков регистрировались с частотой дискретизации 250 Гц.500 точек выборки были извлечены из экспериментальных данных за 2 с и приняты за одну выборку. Для каждого условия было по 100 образцов. Образцы делятся пополам на обучающие и тестовые образцы.
Чтобы смоделировать реальные ситуации движения высокоскоростного поезда, необходимо ввести фактические спектры путей в многотельную динамическую модель высокоскоростного поезда. В ходе многих экспериментов были получены стандартные спектры путей высокоскоростного поезда, как показано на рис.10. Спектры были взяты в качестве возбуждения и введены в многотельную динамическую модель на рис. 8. В опубликованных ссылках спектры треков многотельной динамической модели высокоскоростного поезда учитывали только поперечное и вертикальное направления и не работали. учесть направления с другими степенями свободы. В документе рассматриваются не только вертикальное и поперечное направления, но и направление вращения и направление ширины колеи, так что моделирование фактического движения высокоскоростного поезда относительно лучше.Кроме того, на рис. 10 показано, что спектры путей высокоскоростного поезда в разных направлениях имеют явно разные тенденции изменения и значения. Спектры путей высокоскоростного поезда имели максимум в поперечном направлении, а минимум — в направлении качения.
Рис. 10. Спектры путей скоростного поезда
a) Равномерность пути в поперечном направлении
б) Равномерность следа в вертикальном направлении
c) Равномерность колеи в направлении колеи
г) Равномерность пути в направлении крена
5.2. Извлечение вибрационных сигналов для тележек и экспериментальная проверка модели
.Сигналы вибрации тележки могут быть получены в различных условиях после построения упомянутой модели динамики нескольких тел. Однако вычислительная модель модели динамики множества тел обязательно должна быть проверена экспериментально из-за ее сложности. Как показано на рис. 11.
Рис. 11. Проверка вибросигнала тележек
Датчики были установлены на тележке высокоскоростного поезда, который двигался со скоростью 200 км / ч в нормальных условиях, чтобы проверить сигнал вибрации тележки и сравнить его с результатами расчета многоцелевого поезда. модель динамики тела, представленная на рис.12. Из рисунка видно, что результаты расчетов эксперимента и моделирования были в основном одинаковыми, за исключением небольшой разницы только в индивидуальных пиковых частотах, что указывает на надежность модели динамики нескольких тел и ее можно использовать для последующего моделирования. анализ. Когда изучалась диагностика неисправностей тележки, не рекомендуется использовать экспериментальное испытание из-за высоких требований к окружающей среде при испытании датчиков. В частности, при сложном и резком динамическом воздействии колеса на рельс может возникнуть множество непредсказуемых повреждений, даже если датчик покажет неточный результат.Кроме того, на установку датчиков в различных частях потребовались бы большие людские и финансовые ресурсы, а также потребовались бы значительные капиталовложения для обслуживания сенсорных устройств. Таким образом, проверенная модель динамики нескольких тел будет взята за основу в работе для последующего исследования неисправности тележки высокоскоростного поезда.
Рис. 12. Сравнение экспериментов и моделирования сигналов вибрации в нормальных условиях.
На основе динамической модели с несколькими корпусами, условия разрушения тележек могут быть смоделированы путем задания некоторых связанных параметров модели.На рисунках 13 и 15 показаны амплитуды колебаний тележек во временной области в условиях единичного отказа и состояния смешанного отказа. На рис. 13 показано, что амплитуды колебаний тележек во временной области изменялись аналогичным образом при нормальных условиях и при выходе из строя пневматической рессоры.
Рис.13. Нарушение единственного условия для тележек во временной области
а) Нормальное состояние
б) Отказ пневморессоры
c) Отказ демпфера против рыскания
г) Отказ бокового демпфера
Когда вышел из строя амортизатор против рыскания и боковой амортизатор, тенденции изменения амплитуд вибрации, очевидно, были разными.В нормальном состоянии максимальная амплитуда колебаний во временной области высокоскоростного поезда составляла 0,27 мм, а минимальное значение — –0,26 мм, а кривая колебаний не имела большого количества явных пиковых значений. При выходе из строя пневморессор максимальная амплитуда колебаний составляла 0,26 мм, а минимальное значение — –0,3 мм. При выходе из строя гасителя рыскания максимальная амплитуда колебаний составляла 0,34 мм, а минимальное значение — –0,39 мм. При выходе из строя бокового демпфера максимальная амплитуда колебаний составила 0,32 мм, минимальное значение –0.38 мм, и множество явных пиковых значений, представленных на всей кривой вибрации. Для сигналов виброускорения было проведено дробное преобразование Фурье, чтобы можно было получить сигналы амплитуды вибрации в частотной области, как показано на рисунке 14. На рисунке показано, что амплитуды вибрации были очень малы или даже приближались к 0, когда анализируемые частота превышала 80 Гц. Кроме того, на Рис. 14 (a) и Рис. 14 (b) показано, что в нормальном состоянии и при выходе из строя пневматических рессор, спектры амплитуд колебаний были очень похожи и показали очевидное пиковое значение около 60 Гц.Максимальное значение нормального состояния было 12 мм, а максимальное значение пневматической рессоры было 14 мм. При отказе гасителя рыскания амплитуды частотного спектра высокоскоростного поезда явно превышали амплитуды других трех типов условий. Максимальная амплитуда колебаний составила 22,1 мм при соответствующей частоте 2,5 Гц. При выходе из строя бокового демпфера амплитуды колебаний высокоскоростного поезда были минимальными во всем спектре частот. На кривой вибрации было много очевидных пиковых значений, где максимальное пиковое значение было 9.На 5 мм ниже соответствующей частоты 2,5 Гц. Анализируемые результаты показывают, что выход из строя бокового демпфера может быть определен именно по частотному спектру амплитуд колебаний.
Рис. 14. Нарушение одного условия для тележек в частотной области
а) Нормальное состояние
б) Отказ пневморессоры
c) Отказ демпфера против рыскания
г) Отказ бокового демпфера
Как показано выше, кривые вибрации тележек существуют только при одном условии.Параметры тележек были установлены, и были извлечены характеристики вибрации тележек в условиях смешанного отказа, как показано на рис. 15. На рис. 15 (а) показано состояние отказа бокового демпфера и демпфера против рыскания. На рисунке показано, что отказ двух смешанных условий не был равен наложению двух отдельных условий.
Когда имеет место нарушение двух видов условий, на кривой вибрации появляется больше пиков и впадин, где максимальная и минимальная амплитуды вибрации равны 0.2 мм и –0,2 мм соответственно. Рис. 15 (b) показывает состояние отказа бокового демпфера и пневморессор. Таким образом, ясно, что когда два отказа происходят одновременно, колебания высокоскоростного поезда более серьезны, чем колебания, возникающие при единичном отказе бокового демпфера, но они слабее, чем колебания, возникающие при одиночном отказе пневматические рессоры. Максимальные и минимальные значения вибрации составляют 0,28 мм и –0,22 мм соответственно. На Рис. 15 (c) показано состояние отказов амортизатора рыскания и пневматических рессор.Таким образом, ясно, что когда два типа отказов происходят одновременно, кривая вибрации является относительно серьезной на ранней стадии отбора проб, но, очевидно, слабее на более поздней стадии. Рис. 15 (d) показывает состояние, когда одновременно возникают три неисправности. Таким образом, ясно, что на кривых вибрации присутствует множество амплитуд и впадин, и вибрация стала более серьезной, чем при любом одиночном отказе или двух смешанных отказах, а максимальная и минимальная амплитуды вибрации равны 0.34 и –0,35 соответственно.
Рис. 15. Неисправности смешанных условий для тележек
а) Неисправности бокового демпфера и демпфера против рыскания
б) Неисправности боковых демпферов и пневморессор
c) Отказ амортизатора рыскания и пневморессор
г) Неисправности бокового демпфера, демпфера рыскания и пневморессор
5.3. Диагностика неисправностей
Неисправности тележек не могли быть диагностированы по результатам измерения амплитуд колебаний во временной и частотной областях. Следовательно, необходимо распознавать неисправности тележек с помощью интеллектуального метода диагностики. В разделе 4 указано, что глубокая нейронная сеть может обеспечить более высокую точность диагностики. Поэтому в статье для распознавания неисправностей тележек используется глубокая нейронная сеть. Во время диагностики неисправностей глубокая нейронная сеть должна принимать в качестве входных данных характеристики вибрационных сигналов во временной и частотной областях.Согласно соответствующим формулам вычислений были извлечены значения признаков 16 временных и частотных областей при различных условиях, как показано в Таблице 5.
Где A — пиковое значение, B — пиковое значение, C — средняя амплитуда, D — стандартное отклонение, E — дисперсия, F — среднеквадратичное значение, G — среднеквадратичное значение, H — корневая амплитуда, I — индекс степени асимметрии, J — индекс пикового значения, K — индекс формы волны, L — индекс импульса, M — индекс запаса, N — индекс эксцесса, O — частота силы тяжести, а P — частотная дисперсия.Тележки имеют 8 рабочих условий, так что на входном уровне 128 узлов, а на выходном — 8 узлов. Другие соответствующие параметры показаны в Таблице 6. Значения характеристик были взяты в качестве входных значений, которые были введены в нейронную сеть, чтобы можно было провести диагностику неисправностей тележек. Результаты диагностики сравнивались с результатами, полученными такими моделями, как FANN, PSONN и GANN. Показатели точности диагностики показаны на рис. 16. На рис. 16 показано, что 10 экспериментальных результатов глубокой нейронной сети были явно лучше, чем результаты других моделей.Результаты диагностики различных моделей были обработаны, как показано в таблице 7. В таблице 7 показано, что 10 результатов диагностики глубокой нейронной сети были наиболее стабильными. Точность диагноза каждый раз была очень высокой. Результаты диагностики трех других типов моделей нейронных сетей явно колебались с относительно большими стандартными отклонениями, в то время как ситуация была особенно очевидной для модели GANN. Для второго эксперимента в качестве объекта были извлечены скорости сходимости ошибок различных моделей нейронных сетей в одних и тех же экспериментальных условиях, как показано на рис.17.
Таблица 5. Параметры характеристик тележек во временной и частотной областях при 8 типах условий
Параметры объекта | А | Б | С | D | E | Ф | G | H |
Нормальное состояние | 0.30 | 0,59 | 0,17 | 0,39 | 0,15 | 0,22 | 0,47 | 0.23 |
Отказ пневморессоры | 0,28 | 0,58 | 0,15 | 0,51 | 0,26 | 0.43 | 0,66 | 0,46 |
Отказ демпфера против рыскания | 0,33 | 0,71 | 0,19 | 1.21 | 1,46 | 0,12 | 0,35 | 0,15 |
Отказ бокового демпфера | 0,32 | 0.69 | 0,14 | 2,22 | 4,93 | 0,10 | 0,32 | 0,11 |
Неисправности бокового демпфера и демпфера рыскания | 0.21 | 0,45 | 0,11 | 0,99 | 0,98 | 0,08 | 0,28 | 0.10 |
Неисправности бокового демпфера и пневморессор | 0,29 | 0,53 | 0,16 | 0,67 | 0,45 | 0.14 | 0,37 | 0,21 |
Отказ амортизатора рыскания и пневморессор | 0,18 | 0,39 | 0,10 | 0.88 | 0,77 | 0,56 | 0,75 | 0,61 |
Неисправности бокового демпфера, амортизатора рыскания и пружин | 0,35 | 0.67 | 0,21 | 0,32 | 0,10 | 0,23 | 0,48 | 0,26 |
Параметры объекта | я | Дж | К | л | м | N | O | -П |
Нормальное состояние | 0.87 | 0,43 | 0,55 | 1,26 | 1,65 | 1,34 | 25 | 650 |
Отказ пневморессоры | 0.99 | 0,56 | 1,10 | 1,77 | 2,01 | 1,67 | 36 | 732 |
Отказ демпфера против рыскания | 1.21 | 0,71 | 1,34 | 2,32 | 2,78 | 2,13 | 18 | 611 |
Отказ бокового демпфера | 1.13 | 0,88 | 1,22 | 1,81 | 2,33 | 1,69 | 32 | 721 |
Неисправности бокового демпфера и демпфера рыскания | 0.67 | 0,56 | 0,78 | 1,05 | 1,53 | 1,00 | 26 | 635 |
Неисправности бокового демпфера и пневморессор | 0.77 | 0,68 | 0,88 | 1,15 | 1,60 | 1,21 | 34 | 725 |
Отказ амортизатора рыскания и пневморессор | 0.89 | 0,83 | 1.01 | 1,44 | 1,89 | 1,32 | 27 | 640 |
Неисправности боковых амортизаторов, амортизаторов рыскания и пневморессор | 1.23 | 1.11 | 1,56 | 2,66 | 3,22 | 2,41 | 37 | 755 |
Таблица 6. Структурные параметры глубокой нейронной сети
Узлы входного слоя | Узлы выходного слоя | Узлы скрытого слоя | Количество нервных клеток в скрытом слое |
128 | 8 | 6 | 200 |
Скорость обучения без супервизии | Точная настройка скорости обучения под наблюдением | Функция активации | |
0.1 | 0,01 | Сигмовидная функция | |
Рис. 16. Сравнение 10 результатов диагностики 4-х видов нейронных сетей
Рис.17. Процесс обучения 4-х видов нейросетевых моделей
Во время обучения нейронной сети количество итераций обучения достигает 500 или значение сходимости ошибки обучения достигает критического значения 0.001. На рис. 17 показано сравнение сходимости ошибок четырех типов нейронных сетей в течение одного процесса обучения. На рис. 17 показано, что модель DNN уже сходилась к критическому значению 0,001, когда была проведена 110-я итерация. На тот момент ошибки обучения FANN, PSONN и GANN составляли 0,03, 0,095 и 0,211 соответственно, которые все еще имели большие пропуски с критической ошибкой 0,001. Когда число итераций достигло 190, FANN приблизилась к критическому значению 0,001. Когда номер итерации достиг 500, PSONN все еще не мог сойтись к критической ошибке, и окончательная ошибка была равна 0.008. GANN использовал GA для улучшения нейронной сети, так что оптимальные точки искались в глобальном диапазоне для каждой итерации, так что скорость его сходимости была относительно низкой. Когда число итераций достигло 500, GANN не сходился к критической ошибке, а только сходился к 0,013. Средняя статистика была проведена для итерационного процесса четырех типов моделей. Статистические результаты показаны в таблице 8. В таблице 8 показано, что модель глубокой нейронной сети может сходиться к критическому значению наиболее быстро.
Таблица 7. Сравнение результатов диагностики 4-х видов нейронных сетей
Метод | Максимум | Минимум | Средняя точность | Стандартное отклонение / (%) |
DNN | 0.997 | 0,973 | 0,983 | 0,71 |
FANN | 0,950 | 0,901 | 0.924 | 3,25 |
PSONN | 0,925 | 0,805 | 0,878 | 6,77 |
GANN | 0.891 | 0,753 | 0,849 | 10,33 |
Таблица 8. Сравнение средних результатов обучения 4-х видов нейронных сетей
Сетевая модель | Ошибка обучения | Количество итераций | Время / с |
DNN | 0.001 | 110 | 5,4 |
FANN | 0,001 | 190 | 10,2 |
PSONN | 0.008 | 500 | 21,5 |
GANN | 0,013 | 500 | 67,3 |
Фиг.18. Связь между точностью диагностики и скоростью движения
В вышеупомянутом исследовании высокоскоростной поезд двигался со скоростью 200 км / ч. Однако скоростные поезда ходили с разными скоростями. Поэтому метод глубокой нейронной сети был расширен для диагностики неисправностей тележки при различных скоростях. Ограниченные требованиями по вибрации и шуму, высокоскоростные поезда обычно работали со скоростью 80–260 км / ч.Шаг скорости был выбран как 20 км / ч для изучения диагностики неисправности тележки, и соответствующая скорость будет 80 км / ч, 100 км / ч, 120 км / ч, 140 км / ч, 160 км / ч, 180 км. / ч, 200 км / ч, 220 км / ч, 240 км / ч и 260 км / ч соответственно. Диагностическая точность различных скоростей, полученная с помощью предложенной глубокой нейронной сети, показана на рисунке 18. Из рисунка видно, что минимальная диагностическая точность составила 96,7%, а скорость движения высокоскоростного поезда — 80 км / ч. . Максимальная точность диагностики составила 98.9% при соответствующей скорости движения 180 км / ч. Различная диагностическая точность могла быть вызвана при разных скоростях движения, потому что сигналы вибрации датчика тележки были разными на разных скоростях, а также были разные вычислительные характеристики неисправности, использующие исходный сигнал вибрации. Наконец, диагностическая точность глубокой нейронной сети была другой. В будущем будет рассмотрен корреляционный анализ датчиков, расположенных в тележке, чтобы получить как можно больше признаков неисправности тележки высокоскоростного поезда, что повысит точность диагностики.
6. Выводы
На основе предыдущих исследований в статье предлагается метод глубокой нейронной сети для систематической и полной диагностики неисправностей тележки. Во-первых, для диагностики стандартной системы подшипников использовалась глубокая нейронная сеть, а результаты сравнивались с результатами, полученными с помощью традиционных нейронных сетей, таких как FANN, PSONN и GANN. Результаты показывают, что глубокая нейронная сеть не только может обеспечить высокую точность диагностики и высокую стабильность, но и занимает меньше всего времени в течение всего процесса диагностики.Затем была создана относительно полная многотельная динамическая модель высокоскоростного поезда, и были извлечены данные о вибрации тележки в условиях единичного отказа и условия смешанного отказа. Глубокая нейронная сеть использовалась для систематической диагностики 8 видов состояний тележки. Диагностика неисправности повторялась 10 раз. Результаты, полученные за 10 раз, указывают на очевидные преимущества глубокой нейронной сети, которая могла получить средний уровень диагностики 98,3% и имела стандартное отклонение диагноза 0.71. Наконец, был извлечен тренировочный процесс диагностики одной неисправности.