1.19. Классификация технологических процессов механической обработки. Единичный, типовой, групповой технологические процессы. Групповая обработка. Комплексная деталь.
Согласно ГОСТ 3.1109-82 технологические процессы механической обработки делятся на три категории: единичные, типовые и групповые.
Единичным называется технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства. Единичный технологический процесс разрабатывается на изделия оригинальной конструкции, не имеющих аналогов с ранее производимыми изделиями. Базовой информацией для разработки единичного технологического процесса является комплект конструкторской документации, а также опыт создания аналогичных процессов.
Типовым называется технологический процесс
изготовления группы изделий с общим
конструктивными и технологическими
признаками.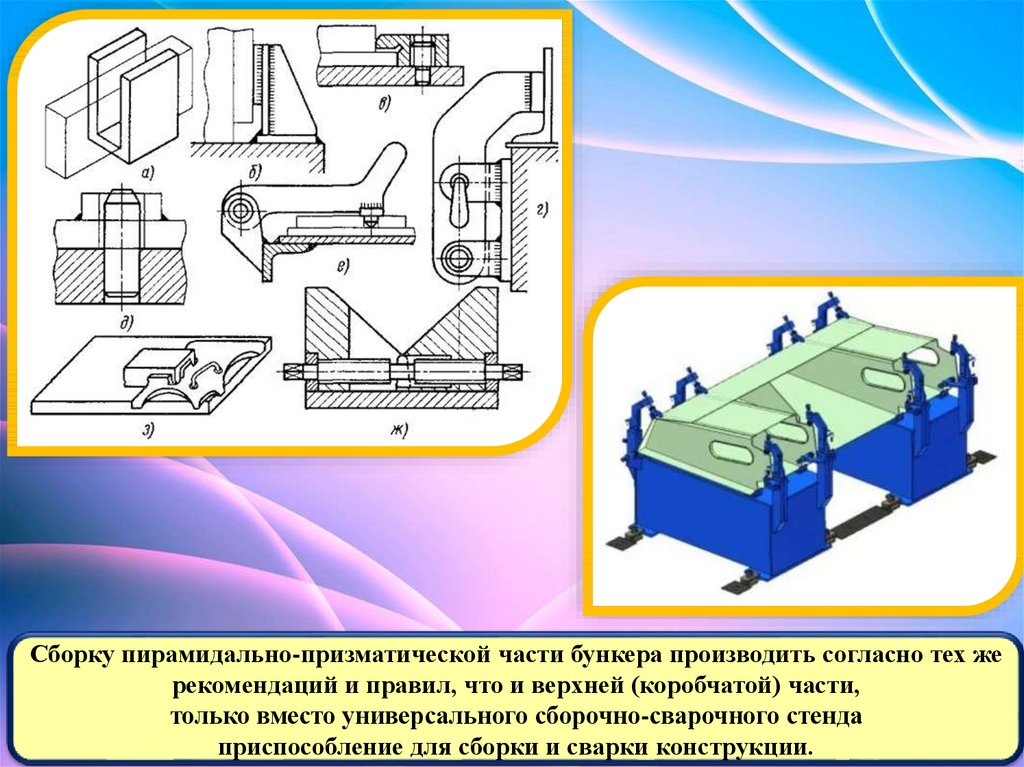
Сущность разработки типовых технологических процессов заключается в следующем. На машиностроительных предприятиях изготовляется огромное число разнообразных деталей. Если на каждую деталь разрабатывать свой технологический процесс, то потребуются значительные трудовые и материальные ресурсы: технологи, копировальная техника, помещения для людей, оборудования, архива для хранения документации и т.д.
В то же время многие детали имеют одинаковую форму и близкие размеры. К ним предъявляются одинаковые требования по точности, шероховатости поверхности и свойствам материала. Поэтому технология изготовления этих деталей будет примерно одной и той же. Таким образом, существует много деталей с общими конструктивными признаками, технология изготовления которых будет одинакова.
В
этих условиях является целесообразным
объединить эти детали в группы выбрать
среди этой группы типовую деталь, обладающую наиболее полным
набором одинаковых признаков и разработать
на эту деталь типовой
технологический процесс. Типовая деталь может быть реальной,
взятой из номенклатуры выпускаемых
изделий, или виртуальной, разработанной
специально с целью объединения наибольшего
числа конструктивных признаков данной
группы. В этой связи аналогичные по
конструкции детали можно изготавливать
по единому технологическому процессу,
составленному из набора типовых операций.
Разработка типовых технологических
процессов называется типизацией.
Типовая деталь может быть реальной,
взятой из номенклатуры выпускаемых
изделий, или виртуальной, разработанной
специально с целью объединения наибольшего
числа конструктивных признаков данной
группы. В этой связи аналогичные по
конструкции детали можно изготавливать
по единому технологическому процессу,
составленному из набора типовых операций.
Разработка типовых технологических
процессов называется типизацией.
Таким образом, типизация технологических процессов производится в два этапа. На первом этапе осуществляют классификацию деталей. На втором разрабатывают технологию изготовления типовой детали, т.е. типовую технологию. Разработка технологических процессов изготовления других деталей группы заключается в редакции типового технологического процесса, исключением или добавлением операций, переходов, изменением набора средств технологического оснащения, режимов резания и т.д.
При
классификации все совокупность деталей
разбивается на классы, подклассы, группы
по определенным конструкторским и
технологическим признакам. Этими
признаками являются конфигурация
детали, ее размеры, точность обработки,
качество поверхности, материал детали
и его свойства. В каждой группе выделяется типовая деталь, которую разрабатывается типовой
технологический процесс. Процесс
типизации не стандартизирован, т.к.
нормативные документы в ранге стандартов
на классификацию деталей и типовые
технологии не разработаны, ввиду большой
номенклатуры изделий, различных по
форме, размерам и свойствам. Задачи
типизации решаются на отраслевом уровне
или каждым предприятием самостоятельно.
Например, классификация деталей,
предложенная профессором А.П. Соколовским,
предусматривает 14 классов. Эта
классификация касается деталей общего
назначения и включает следующие классы:
валы, втулки, диски, эксцентричные
детали, крестовины, рычаги, плиты, стойки,
угольники, бабки, зубчатые колеса,
фасонные кулачки, ходовые винты и
червяки, мелкие крепежные детали.
Представлен пример классификации
подкласса ступенчатых валов. Здесь по
конструктивным признакам образовано
два подкласса: валы без центрального
отверстия и валы с центральным отверстием.
Этими
признаками являются конфигурация
детали, ее размеры, точность обработки,
качество поверхности, материал детали
и его свойства. В каждой группе выделяется типовая деталь, которую разрабатывается типовой
технологический процесс. Процесс
типизации не стандартизирован, т.к.
нормативные документы в ранге стандартов
на классификацию деталей и типовые
технологии не разработаны, ввиду большой
номенклатуры изделий, различных по
форме, размерам и свойствам. Задачи
типизации решаются на отраслевом уровне
или каждым предприятием самостоятельно.
Например, классификация деталей,
предложенная профессором А.П. Соколовским,
предусматривает 14 классов. Эта
классификация касается деталей общего
назначения и включает следующие классы:
валы, втулки, диски, эксцентричные
детали, крестовины, рычаги, плиты, стойки,
угольники, бабки, зубчатые колеса,
фасонные кулачки, ходовые винты и
червяки, мелкие крепежные детали.
Представлен пример классификации
подкласса ступенчатых валов. Здесь по
конструктивным признакам образовано
два подкласса: валы без центрального
отверстия и валы с центральным отверстием.
Типизация устраняет многообразие технологических процессов, сводит их к ограниченному числу, является базой для унификации и стандартизации. Использование типовых технологических процессов эффективно при массовом и крупносерийном производстве, когда используются поточные методы работы с объединением рабочих мест в поточные линии. Настройка оборудования поточных линий на типовой технологический процесс дает возможность за счет небольших переналадок быстро переходить на выпуск других деталей при запуске изделий новой серии, в состав которых эти детали входят в качестве комплектующих.
Групповым называется технологический процесс
изготовления группы изделий с разными
конструктивными, но общими технологическими
признаками.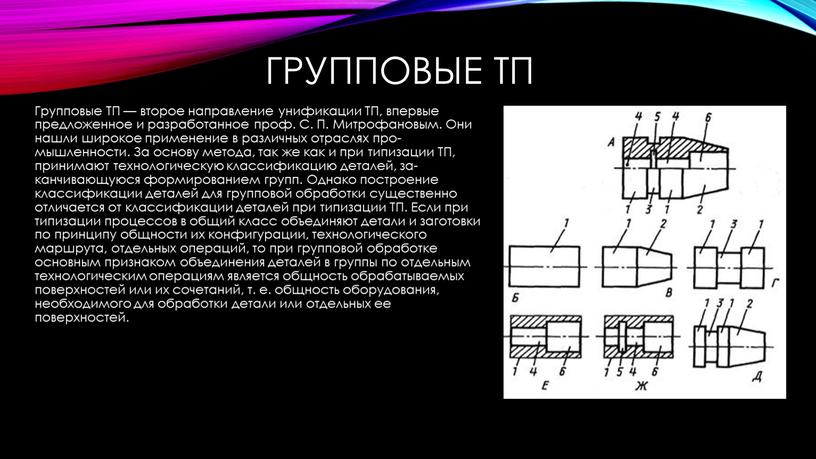 Групповой технологический
процесс осуществляется на станках одной
группы: токарных, фрезерных, шлифовальных
и пр. преимущественно в пределах одной операции.
Отсюда его название. В то время как,
типовой технологический процесс, как
правило, состоит из ряда операций,
выполняемых на станках, принадлежащий
к различным группам. Изготовление
деталей по групповым технологическим
процессам называется групповой
обработкой.
Групповой технологический
процесс осуществляется на станках одной
группы: токарных, фрезерных, шлифовальных
и пр. преимущественно в пределах одной операции.
Отсюда его название. В то время как,
типовой технологический процесс, как
правило, состоит из ряда операций,
выполняемых на станках, принадлежащий
к различным группам. Изготовление
деталей по групповым технологическим
процессам называется групповой
обработкой.
Основой
групповой обработки также как и при
типизации является классификация
изделий с объединением деталей в группы.
Однако признак классификации здесь
другой. Объединение разных по конструкции
и назначению деталей производится по
признаку их полной или частичной
обработки на станках одной группы с
использованием одинаковых средств
технологического оснащения: приспособлений
и инструмента. Очевидно, что детали
одной группы должны иметь однотипные
элементы: резьбовые поверхности,
плоскости, поверхности вращения и пр.
Примером группы являются детали,
представленные на рис. 62. Здесь в группу
объединены разные по конструкции и
назначению детали: втулка со сложной
наружной поверхностью, рычаг, стойка и
корпусная деталь. Признаком объединения
является наличие отверстий, обрабатываемых
на расточном станке. Обработка остальных
поверхностей производится на других
станках.
62. Здесь в группу
объединены разные по конструкции и
назначению детали: втулка со сложной
наружной поверхностью, рычаг, стойка и
корпусная деталь. Признаком объединения
является наличие отверстий, обрабатываемых
на расточном станке. Обработка остальных
поверхностей производится на других
станках.
Рис.62 Группа деталей с отверстиями, обрабатываемых на расточном станке а — втулка; б – рычаг; в – стойка; г — корпус
Рациональной организацией групповой обработки при изготовлении различных деталей является использование с одной и той же наладки.
Наладкой называется подготовка технологического оборудования и технологической оснастки к выполнению технологической операции. К наладке относится установка инструмента, приспособлений и настройка станка на заданные режимы резания.
Технологический
процесс изготовления деталей,
представленных на рис.62, содержат одну
групповую операцию – растачивание
отверстий.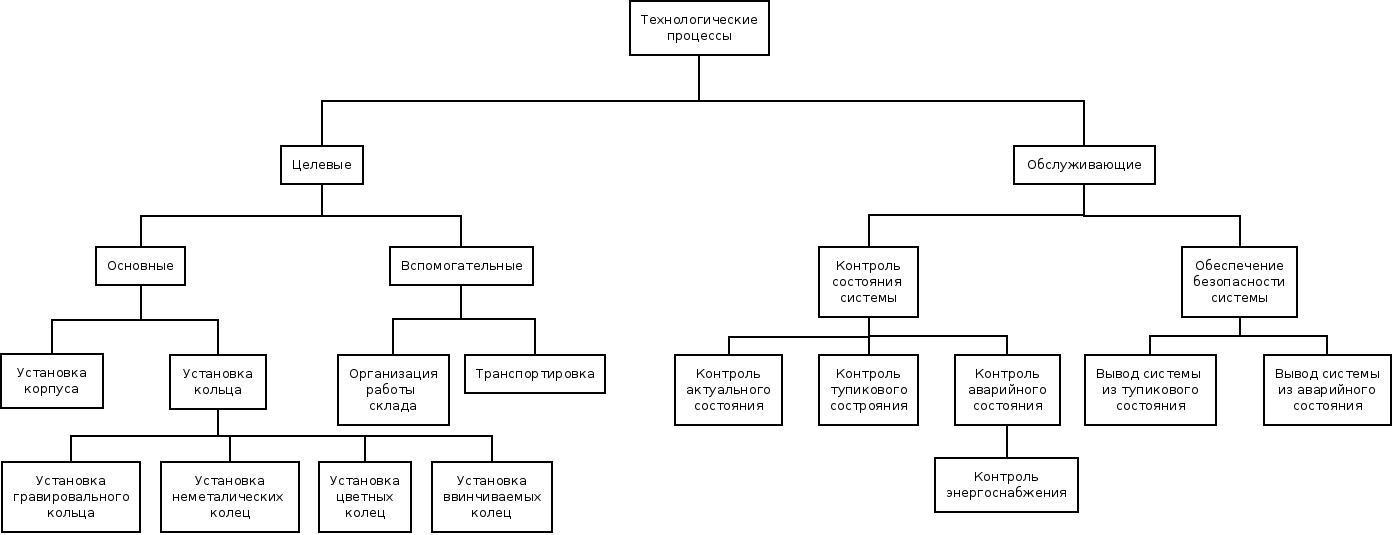
Рис.63 Комплексная деталь – А и детали группы – Б; В; Г; Д; Е; Ж; З; И; К; Л
Наладка станка производится на обработку комплексной детали. Такая наладка называется
 При обработке других более простых
деталей группы часть переходов
пропускается, а средства технического
оснащения в наладке, которые предусмотрены
для выполнения этих переходов, не
применяются. Возможна также частичная
подналадка оборудования. Применение
групповой обработки эффективно на
токарно-револьверных станках и
станках-автоматах токарной группы. При
обработке на других станках, например
фрезерных или шлифовальных, эффективность
использования групповой технологии
значительно меньше. В этой связи групповые
технологические процессы успешно
применяются для деталей, цикл обработки
которых ограничивается одной операцией:
автоматной или токарно-револьверной.
Групповая обработка дает возможность
использовать в мелкосерийном производстве
поточные методы. Характерными признаками
этих методов является обработка деталей
крупными партиями, выполнение на рабочих
местах одной операции и объединение
рабочих мест в поточные линии. При
групповой обработке мелкие партии
деталей объединяются в более крупные
группы, на станках выполняется одна
групповая операция, что дает возможность
объединять эти станки в поточных линий.
При обработке других более простых
деталей группы часть переходов
пропускается, а средства технического
оснащения в наладке, которые предусмотрены
для выполнения этих переходов, не
применяются. Возможна также частичная
подналадка оборудования. Применение
групповой обработки эффективно на
токарно-револьверных станках и
станках-автоматах токарной группы. При
обработке на других станках, например
фрезерных или шлифовальных, эффективность
использования групповой технологии
значительно меньше. В этой связи групповые
технологические процессы успешно
применяются для деталей, цикл обработки
которых ограничивается одной операцией:
автоматной или токарно-револьверной.
Групповая обработка дает возможность
использовать в мелкосерийном производстве
поточные методы. Характерными признаками
этих методов является обработка деталей
крупными партиями, выполнение на рабочих
местах одной операции и объединение
рабочих мест в поточные линии. При
групповой обработке мелкие партии
деталей объединяются в более крупные
группы, на станках выполняется одна
групповая операция, что дает возможность
объединять эти станки в поточных линий.
ВИДЫ ТЕХНОЛОГИЧЕСКИХ ПРОЦЕССОВ
Основы ТЕХНОЛОГИИ МАШИНОСТРОЕНИЯ
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся, с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны, наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т. п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки.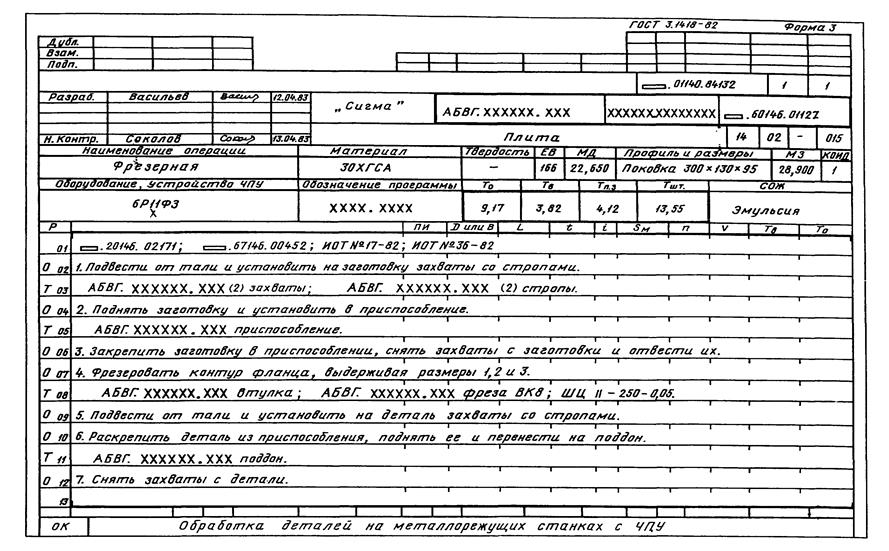 Для его разработки требуются большие затраты времени и труда.
Для его разработки требуются большие затраты времени и труда.
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например, создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-программиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-программиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико- экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающиеся высокопроизводи ч-льными рабочими процессами.
Недостатки еДИНИЧНОЙ ТеХНОЛОГИИ В массовом ПрОИЗВОДС і І. Н’ проявляются в большой длительности технологической подго: производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70 % из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком — либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70 % из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком — либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е годы XX века проф. А. П. Соколовский 1111 высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет со — |><>й группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изде — Iіий, вошедших в эту группу. На типовой представитель разрабатывается пшовой технологический процесс, по которому осуществляется изготов — неиие всех изделий этого типа. В случае отсутствия в конкретном изде — ііии гой или иной характеристики (например, какой-то поверхности) при (ииработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то, что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс. В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В целом типовая технология способствует:
1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий:
2) внедрению и распространению передового опыта и достижений науки и техники;
3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
4) сокращению разнообразия средств технологического оснащения технологических процессов;
5) разработке новых высокоэффективных технологических процессов.
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С. П. Митрофанов [9].
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, го групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается, прежде всего, в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей и, если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т. е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недосток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы.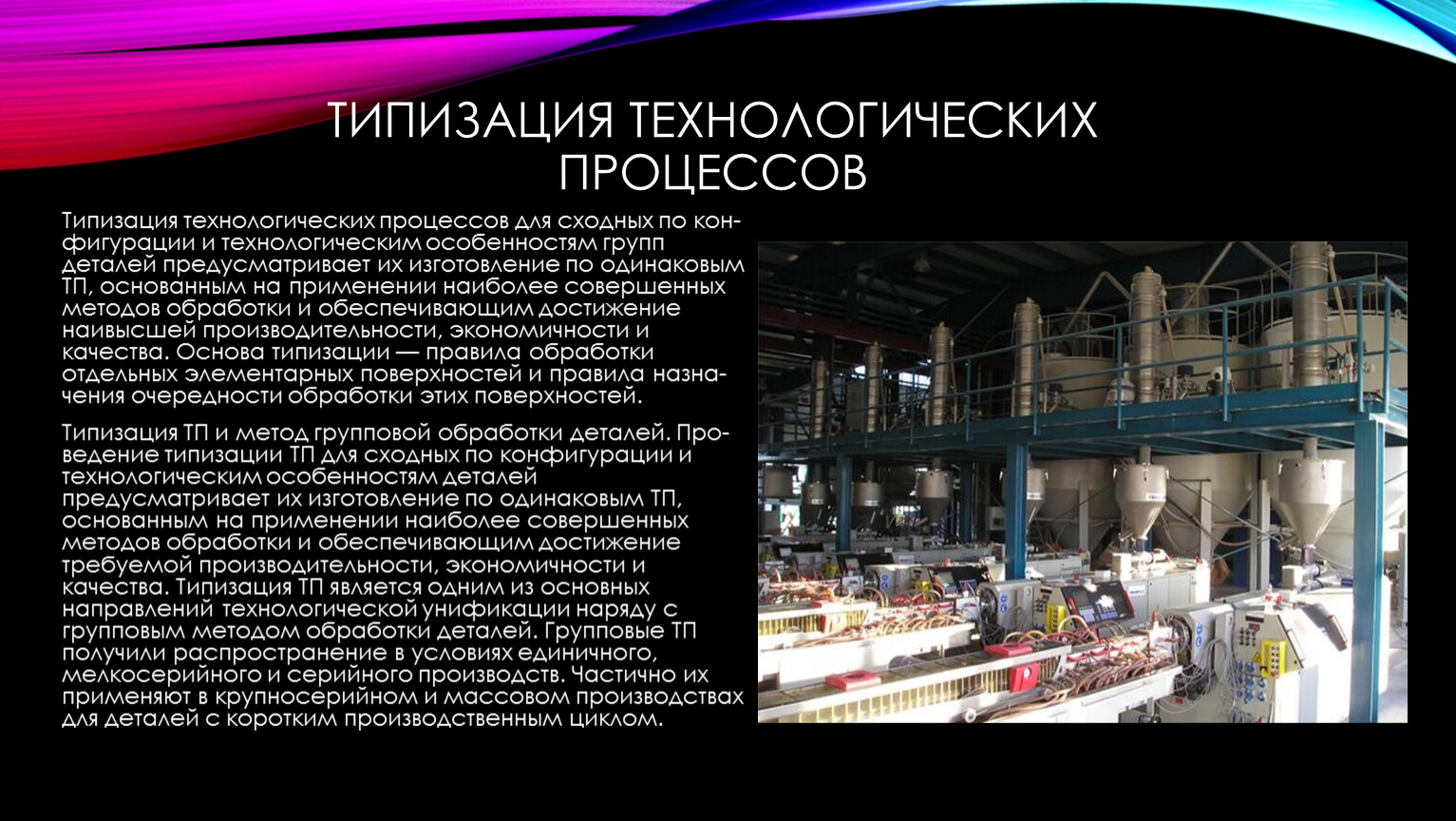 С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недос — іатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее: применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недос — іатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее: применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
Применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
Применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.
Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из — за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростится разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом, и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного техноло — I ического процесса лежит объективное существование МП и МС, яв — ияющихся конструктивными элементами изделий. Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к іипизации конструктивных решений МП, МС. унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается иод типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения,
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится і недующим образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызывают — i >1 МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимуще — | іва единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенно сти изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще боль ше увеличивает ее разнообразие. В итоге для изготовления такого мно жества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МГ1 и уменьшает число типовых модулей технологического процесса.
Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т. е. не требуется повторяемость выпускаемых изделий.
Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т. е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях. Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности опера ции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо. В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Принципы построения модульных технологических процессов по — июляют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.
ЭБ — это множество связанных между собой элементов технологических процессов, обрабатывающих и сборочных технологических систем. Связи между элементами возникают из обслуживания изделий технологическими процессами, а последних — технологическими системами. В …
Разработка технологического маршрута сборки изделия начинается с установления последовательности сборочного процесса. В соответствии с делением изделия на сборочные единицы различают общую сборку изделия и сборку его сборочных единиц. Разработку последовательности …
Разработку последовательности …
Исходными данными для разработки операции являются изготавливаемые на операции МП, МПИ, их МТИ, а также МТБ, заготовительные модули, тип станка, такт выпуска, общее количество изготавливаемых деталей и др. В результате …
Единичный технологический процесс это
Технологические процессы различаются в зависимости от их построения на единичные, типовые и групповые.
Единичный технологический процесс строится для изделий одного наименования, типа, размера и исполнения. Он учитывает все конструктивные особенности данного изделия и поэтому позволяет создать такие условия изготовления, контроля, перемещения, которые более всего соответствуют данному конкретному изделию. Единичный процесс характерен специально изготовляемой технологической оснасткой под обрабатываемые детали и иногда специальным оборудованием.
Единичный процесс разрабатывается очень подробно. Чаще всего он используется в массовом производстве.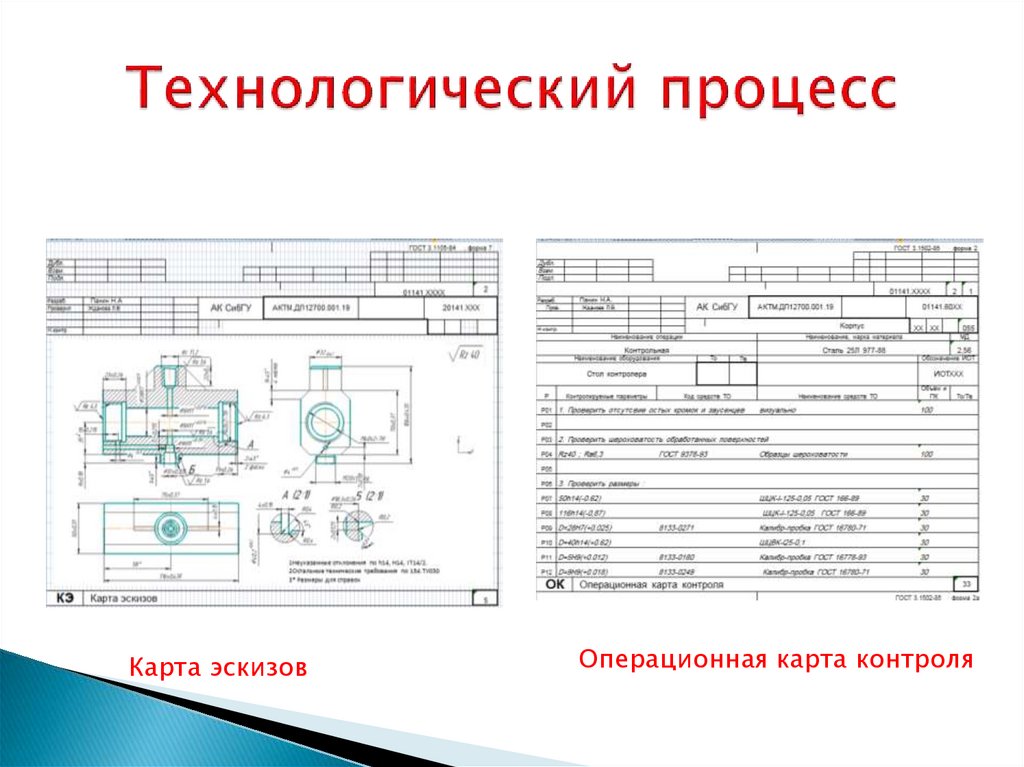 Единичный процесс оформляется на специальных формах маршрутных карт. Условное обозначение единичного процесса в целом пли отдельной операции единичного процесса в коде характеристики документа – цифра 1.
Единичный процесс оформляется на специальных формах маршрутных карт. Условное обозначение единичного процесса в целом пли отдельной операции единичного процесса в коде характеристики документа – цифра 1.
Типовой технологический процесс характеризуется единством содержания большинства технологических операций (одинаковых установок, позиций, переходов) для группы изделий с общими (одинаковыми или близкими) конструктивными признаками.
Использование заранее разработанных технологических процессов, обеспечиваемых не только типовыми документами, но и типовым оборудованием, приспособлениями, режущими, измерительными и вспомогательными инструментами, позволяет значительно повысить производительность труда, ускорить процесс освоения новых изделий и уменьшить их себестоимость. Единая система технологической подготовки производства (ЕСТПП) предусматривает технические и организационные мероприятия для быстрейшего внедрения прогрессивной организации производства путем широкого использования типовых и даже стандартизованных технологических процессов.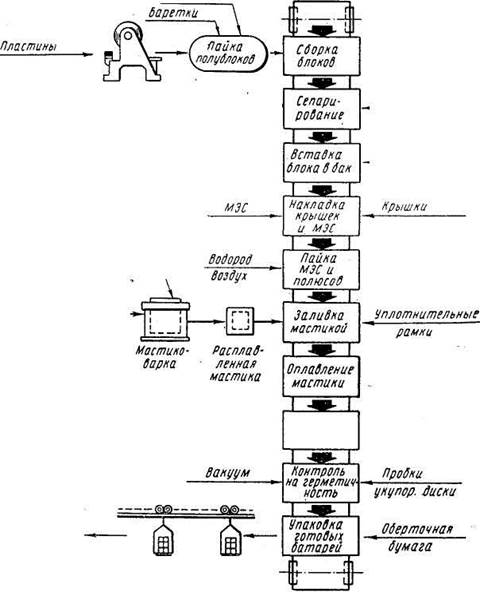
В кодах технологической документации типовые технологические процессы и отдельные операции имеют шифр – цифру 2.
Групповой технологический процесс характеризуется единством построения и содержания одной или нескольких технологических операций для групп изделий с различными конструктивными признаками.
Так, например, у деталей типа втулок и у валов с центральным отверстием можно производить шлифование отверстий, используя внутришлифовальный станок, трехкулачковый самоцентрирующий патрон (со сменными переналаживаемыми кулачками), одинаковые шлифовальные круги, калибры-пробки, режимы обработки. Разработанная для так называемой «комплексной детали» попереходная технология может почти без изменений использоваться для шлифования любой детали, входящей в группу. Группы деталей создаются для шлифовального, токарного, револьверного, фрезерного и других классов, т. е. для определенного вида обработки деталей. Одна и та же деталь может быть в группе токарного класса при токарной обработке, в группе сверлильного класса при сверлильной обработке, в третьей группе шлифовального класса и т. п. В каждой группе создается «комплексная деталь». Она содержит обрабатываемые поверхности такой формы, которая имеется у любой из деталей группы.
п. В каждой группе создается «комплексная деталь». Она содержит обрабатываемые поверхности такой формы, которая имеется у любой из деталей группы.
Групповая технология позволяет использовать переналаживаемую оснастку, чтобы, заменив лишь вкладыш у приспособлений и стандартный инструмент для получения требуемых размеров у разных деталей, можно было без переналадки станка обрабатывать любую из деталей данной группы. Групповая технология широко используется в мелкосерийном и серийном производстве, позволяя повысить коэффициент закрепления операций до 3-10 и создавая условия производства, близкие к крупносерийному и массовому. В кодах технологической документации групповые техпроцессы и операции имеют шифр – цифру 3.
В зависимости от условий производства и назначения проектируемого технологического процесса применяются различные его виды и формы:
Единичный технологический процесс – это технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения независимо от типа производства (ГОСТ 3. 1109-82). Разработка единичных технологических процессов характерна для оригинальных изделий, не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовляемыми на предприятии.
1109-82). Разработка единичных технологических процессов характерна для оригинальных изделий, не имеющих общих конструктивных и технологических признаков с изделиями, ранее изготовляемыми на предприятии.
Типовой технологический процесс – это технологический процесс изготовления группы изделий с общими конструктивными и технологическими признаками (ГОСТ 3.1109-82). Он характеризуется единством содержания и последовательности большинства технологических операций и переходов для группы изделий с общими конструктивными признаками: например, технологический процесс изготовления втулок, или технологический процесс изготовления зубчатых колес и т.п.
Групповой технологический процесс – это технологический процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками (ГОСТ 3.1109-82).
В настоящее время появилось новое направление – модульная технология, в основе которой лежит модульный технологический процесс. Модульный технологический процесс – технологический процесс, состоящий из типовых технологических процессов (блоков) изготовления модулей поверхностей, из которых состоит деталь. Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового процессов.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового процессов.
По назначению различают:
– перспективные технологические процессы.
Рабочий технологический процесс – это технологический процесс, выполняемый по предварительному проекту технологической документации и применяемый для изготовления конкретных изделий (например, технологический процесс изготовления дизелей и т.п.).
Перспективный технологический процесс – это технологический процесс, соответствующий современным достижениям науки и техники, методы и средства осуществления которого полностью или частично предстоит освоить на предприятии.
Временный технологический процесс – это технологический процесс, применяемый на предприятии в течение ограниченного периода времени из-за отсутствия надлежащего оборудования или в связи с аварией до замены на более современный.
По детализации описания:
Маршрутный технологический процесс – это технологический процесс, содержащий сокращенное описание всех технологических операций в маршрутной карте в последовательности их выполнения без указания переходов и технологических режимов.
Операционный технологический процесс – это технологический процесс, содержащий полное описание всех технологических операций в последовательности их выполнения с указанием переходов и технологических режимов.
Маршрутно-операционный технологический процесс – это технологический процесс, содержащий сокращенное описание технологических операций в маршрутной карте в последовательности их выполнения с полным описанием отдельных операций в других технологических документах.
Важная задача технологической подготовки производства – обеспечение максимальной преемственности новых машин по методам производства, что достигается типизацией технологических процессов и стандартизацией оснастки и элементов процесса.
Под типизацией технологических процессов понимается подбор групп однородных типовых предметов труда (заготовок, деталей, сборочных единиц) по конструктивно-технологическому признаку и разработка общего рационального маршрута и процесса, предусматривающего применение наиболее производительного оборудования, совершенной оснастки и методов организации производства.
Типизация технологических процессов является одним из наиболее прогрессивных направлений совершенствования производства. Типизация должна устранять многообразие технологических процессов обоснованным их сведением к ограниченному числу типов (ГОСТ 14.303—73). Она может осуществляться с целью организации обработки: отдельных поверхностей; отдельных поверхностей и их сочетаний; отдельных поверхностей и их сочетаний, образующих изделия с общими конструктивными и технологическими признаками; отдельных поверхностей и их сочетаний, образующих изделия с общими только технологическими признаками.
Типизация технологических решений на уровне обработки отдельных поверхностей позволяет создать типовые технологические циклы для систем управления металлорежущим оборудованием, упростить подготовку управляющих программ для станков с ЧПУ.
Типизация технологических решений на уровне обработки отдельных поверхностей и их сочетаний позволяет стандартизовать (формализовать) технологические операции и использовать ЭВМ для разработки технологического процесса операции и управляющих программ к станкам с ЧПУ.
Типизация технологических решений для изделий с общими конструктивно-технологическими признаками позволяет создавать типовые технологические процессы и операции их обработки. Типизация технологических решений для изделий с общими технологическими признаками позволяет создавать групповые технологические процессы.
Типовая технологическая операция – это операция, характеризуемая единством содержания и последовательности технологических переходов для групп изделий с общими конструктивными и технологическими признаками.
Групповая технологическая операция – это операция совместного изготовления групп изделий с разными конструктивными, но общими технологическими признаками. Под группой понимают совокупность изделий, которая характеризуется общностью оборудования и его наладки для обработки заготовки в целом или отдельных ее поверхностей.
Идея типизации, являющейся одной из форм стандартизации, принадлежит проф. А.П. Соколовскому, который разработал методику классификации технологических процессов на основе классификации машиностроительных деталей. Все детали общего применения разделяют на пятнадцать классов, каждый из которых представляет собой совокупность деталей одного эксплуатационного назначения, характеризующихся общностью технологических задач (валы, втулки, зубчатые колеса и т.д.). Каждый класс подразделяется по конфигурации на подклассы, они в свою очередь – на группы, а группы – на типы. Детали каждого типа имеют одинаковые конфигурацию, форму и общий маршрут обработки.
Все детали общего применения разделяют на пятнадцать классов, каждый из которых представляет собой совокупность деталей одного эксплуатационного назначения, характеризующихся общностью технологических задач (валы, втулки, зубчатые колеса и т.д.). Каждый класс подразделяется по конфигурации на подклассы, они в свою очередь – на группы, а группы – на типы. Детали каждого типа имеют одинаковые конфигурацию, форму и общий маршрут обработки.
Дальнейшим развитием идеи типизации в технологической подготовке является метод групповых технологических процессов, разработанный проф. С.П. Митрофановым и подробно изложенный в его труде «Научная организация машиностроительного производства» (Л.: Машиностроение, 1982). Этот метод также основан на классификации деталей по конструктивно-технологическому признаку. Однако если конечной целью классификации деталей по А.П. Соколовскому является выделение типов деталей, имеющих одинаковую конфигурацию, то конечная цель классификации по С.П. Митрофанову – определение операционной группы деталей, которые могут быть обработаны на одинаковом оборудовании с помощью единой оснастки и при ее наладке по общему технологическому процессу. В каждой такой группе выделяется так называемая комплексная деталь, в конструкции которой должны содержаться все основные поверхности, определяющие конфигурацию и способы обработки всех других деталей, входящих в данную группу. Комплексная деталь требует наиболее сложной обработки и наладки оборудования и оснастки. Она может реально существовать в данной группе деталей или быть искусственной, специально сконструированной.
В каждой такой группе выделяется так называемая комплексная деталь, в конструкции которой должны содержаться все основные поверхности, определяющие конфигурацию и способы обработки всех других деталей, входящих в данную группу. Комплексная деталь требует наиболее сложной обработки и наладки оборудования и оснастки. Она может реально существовать в данной группе деталей или быть искусственной, специально сконструированной.
Метод групповых технологических процессов позволяет значительно расширить область применения типового проектирования процессов обработки, так как в технологически однородные группы объединяются детали, различающиеся по конфигурации, благодаря чему общим маршрутом охватывается большая их номенклатура.
Типизация технологических процессов резко уменьшает затраты на разработку технологической документации. Кроме того, создаются предпосылки для стандартизации оснастки и отдельных элементов технологического процесса, а также применения специального и специализированного оборудования.
Читайте также:
- Def.32 Морфизм М есть обобщение понятия бинарного соответствия между множествами на составляемые алгебраические системы.
- I. Механика. Общие понятия
- I. Основные понятия
- I. ОСНОВНЫЕ ПОНЯТИЯ (ТЕРМИНЫ) ЭКОЛОГИИ. ЕЕ СИСТЕМНОСТЬ
- I. Основные структурные элементы формирования личности как исходная позиция учебного плана.
- II. НЕОСНОВНЫЕ ПУТИ.
- II. Основные клинические формы ОНМК.
- II. Основные определения
- II. Основные параметры магнитного поля.
- II. Основные положения учения Ф. де Соссюра о языке.
- IV. Основные понятия алгебры логики
- VI. Основные размеры стиха
Технология ЭВС – это наука, занимающаяся изучением закономерностей, действующих в процессе изготовления радиоэлектронных изделий, с целью использования этих закономерностей для обеспечения требуемого качества изделий и наименьшей ее себестоимости.
В процессе разработки и изготовления ЭВС разработчику приходится решать целый комплекс вопросов, направленных на получение требуемых показателей качества. При этом необходимо учитывать как характеристики изготавливаемой аппаратуры, так и процессу производства и их взаимодействие. Решение задач технологии невозможно без учета реальной структуры производства, взаимосвязей между отдельными ее частями, учета случайных событий, действующих в процессе производства.
Для изготовления ЭВС необходим производственный процесс, в ходе которого осуществляется превращение полуфабрикатов в готовое изделие.
Производственный процесс радиоэлектронного завода включает в свой состав получения материалов, комплектующих изделий ЭВС, заготовок, различные виды обработки их, контроль качества, транспортирование, хранение на складах, сборку, регулировку, испытание и упаковку, т. е. Требуется деятельность коллектива людей, направленной на получение определенного вида изделий с заданным качеством. Таким образом, можно рассматривать производство ЭВС как большую систему, включающую в себя коллектив людей, объединенных в сложнейших по технологии и структуре взаимосвязей производственных процессах, работающих на современном оборудовании.
Решение технологических вопросов по обработке деталей, включающей механическую, химическую, термохимическую и другие виды обработок, требует знания всех достижений в данных областях химии, физики, которые направлены на получение определенных свойств обрабатываемых деталей. Рассмотрение технологической точности производства ЭВС ставит новые задачи по определению ошибок изготовления, анализу их, применению современных методов статистического анализа и контроля технологических процессов производства с соответствующей их корректировкой.
Такое разнообразие задач решаемых технологией ЭВС, основанных на большом количестве точных и прикладных наук, описывающих различные аспекты создания ЭВС, позволяет считать технологию ЭВС, комплексной, синтезирующей наукой.
Понятия и определения технологического процесса
Производственный процесс включает все этапы, которые проходит природный материал на пути превращения его в изделие.
Производственный процесс на электронном предприятии делится на ряд технологических процессов, выполняемых в различных цехах и участках (заготовительных, обработки, сборки и т. д.).
Технологический процесс – это часть производственного процесса, содержащая целенаправленные действия по изменению и (или) определению состояния предмета труда.
Технологический процесс может быть отнесен к изделию, его составной части или к методам обработки, формирования и сборки.
К предметам труда относятся заготовки и изделия. Технологический процесс разделяется на часть технологических операций.
Технологическая операция – это законченная часть технологического процесса, выполняемая на одном рабочем месте. Операция связана с выполнением законного объема работы и является основным элементом производственного планирования и учета.
Технологическая операция делится на установки, позиции и переходы. Основной частью операции является переход, представляющий собой совокупность процессов по обработке одной или комплекта деталей, одним и тем же инструментом или его набором, при неизменном режиме.
Установка представляет собой часть операции, выполняемую при одном закреплении изделия.
Позиция – часть операции, выполняемая при неизменном положении изделия относительно рабочих органов оборудования, при этом деталь, заготовка занимает неизменно закрепленное положение.
Технологические процессы и операции по организации производства делятся.
Единичный технологический процесс – представляет процесс изготовления и ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
Типовой технологический процесс – изготовление группы изделий (деталей) с общими конструктивными технологическими признаками.
Групповой технологический процесс – изготовление группы изделий с различными конструктивными, но общими технологическими признаками.
Характеристика технологического процесса (операции), цикл – это интервал времени от начала до конца периодически повторяющейся технологическая операция не зависимо от числа одновременно изготовляемых изделий.
Технологическая норма – регламентированное значение показателя технологического процесса.
Норма времени – регламентированное время выполнения некоторого объема работ в определенных производственных условиях одним или несколькими исполнителями одной квалификации.
Единица нормирования – количество производственных объектов или число работающих, на которое устанавливается технологическая норма.
Норма выработки – регламентированный объем работ, который должен быть выполнен в единицу времени в определенных организационно-технических условиях одними или несколькими исполнителями соответствующей квалификации.
Расценка – размер вознаграждения работнику за единицу объема выполненной работы.
Отмеченные основные понятия и определения установлены в соответствии с требованиями ЕСТД ГОСТ 3.1109-82 «Термины и определения основных понятий».
Конструктивно-технологические особенности ЭВС.
ЭВС представляет собой совокупность элементов, объединенных в узлы и устройства и предназначенных для преобразования и обработки информации. Элементы, рассчитанные на совместную работу с ЭВС, различаются по функциональным физическим, конструктивно-технологическим признакам и типам связей.
Устройство, входящие в ЭВС, представляют собой автономную часть и имеют, как правило, определенное функциональное назначение (усилители, дискриминаторы, АПЧ и т. д.). Назначение аппаратуры определяет состав устройств и технические требования к ним (чувствительность, быстродействие, объем памяти и т. д.).
Кроме технических, к устройствам ЭВС предъявляют другие требования.
К конструктивно-технологическим требованиям относятся с соблюдением функционально-узлового принципа конструирования, технологичность, минимальные размеры, ремонтопригодность. Следует отметить, что требования, предъявляемые к ЭВС, зависят от вида назначения аппаратуры.
Функционально-узловой принцип конструирования ЭВС основан на объединении функционально законченных схем в узлы и их модульной компоновке. Базовые конструкции ЭВС имеют несколько уровней модульности, предусматривающих объединение простых модулей в более сложные.
К модулям первого уровня относятся интегральные схемы (ИМС) – микроэлектронные изделия, выполняющие преобразования, обработку, накопление информации, а также имеющие высокую плотность электрических соединений.
Модулями второго уровня (порядка) являются типовые элементы ТЭЗ или ячейки, печатные платы, на которых конструктивно и электрически объединяют в ИМС и дискретные ЭРЭ.
Модули третьего уровня представляют собой панели (блоки), которые с помощью плат или каркасов объединяют ТЭЗ и ячейки в конструктивный узел.
Модулем четвертого уровня является рама (конструктивный узел – каркас рама).
Модулем пятого уровня является стойка.
Конструктивное и функциональное разделение ЭВС на модули позволяет успешно решать ряд технологических задач.
Специализация производства возможна. Осуществление параллельно сборки модулей, регулировки и т. д.
Компоновка электронных узлов производится модульным принципом следующим образом.
ИМС ® ТЭЗ® Панель ® Рама ® Стойка.
Основной конструктивной единицей ЭВС является ТЭЗ, который состоит из печатной платы на одной или двух сторонах которой могут быть размещены ИМС, ЭРЭ, микросборки и т. д.
Общие вопросы производства ЭВС.
Анализ конструктивно-технологических особенностей ЭВС позволяет перейти к изложению общих вопросов ее производства.
Микроминиатюаризация ЭВС, повышение быстродействия и точности функционирования требуют особого внимания к технологическим процессам их разнообразия, к точности метода контроля и т. д. Использование специальных материалов и химической технологии поставило вопрос об охране окружающей среды.
Структура, виды и типы организации производства ЭВС.
Производственный процесс представляет собой совокупность всех действий изготовления, сборки, контроля, наладки, снабжения и обслуживания рабочих мест, комплекс работ по подготовке производства.
Технический процесс (ТП) ГОСТ 3.1103–82 – это часть производственного процесса, содержащая действия по изменению состояния предмета труда. ТП строят по отдельным методикам их выполнения (процесс литья, механической и термообработки покрытий, сборки, монтажа и контроля ЭВС) и разделяют на операции.
Технологическая операция – законченная часть ТП, выполняемая непрерывно на одном рабочем месте. Состав операции устанавливается на основе технологических соображений, а также с учетом организационной целесообразности. Технологическая операция является основной единицей производственного планирования и учета, так как определяет трудоемкость изготовления изделия; устанавливает нормы времени и расценки; определяет требуемое количество рабочих, оборудования, приспособлений и инструментов; ведется и осуществляется контроль качества и сроков выполнения работ.
Кроме технологической операции в состав ТП включают в ряд необходимых для его осуществления вспомогательных операций (транспортировки, контроля и маркировки). В свою очередь, операции делят на установы, позиции, переходы, приемы.
Установ – часть ТО, выполненный при неизменном закреплении обрабатываемых заготовок или сборки.
Позиции – часть операции, выполненной при неизменном положении инструмента относительно детали.
Технологический переход – законченная часть ТО, характеризующая постоянство режимов, применяемых инструментов и поверки.
Прием – законченная совокупность действий, применяемых при выполнении перехода и объединенных одним целевым назначением.
В производстве ЭВС используется много видов ТП, основанных на различных физических, химических, структурных методах изготовления.
Микроминиатюризированные ЭВС требуют внедрения неразрушающих методов контроля и управления качеством, использование специальных материалов и химической технологии, ставит вопрос об охране окружающей среды при организации производства ЭА.
Производство ПП основано на химическом (субтрактивном), аддитивным, электрохимическим, полуаддитивным, комбинированных методах изготовления . Они различаются способами получения рисунка печатного монтажа и токопроводящего слоя, промышленное применение нашла сетка – графический способ офсетной печати, а также способ фотоформирования рисунков. Проводящий слой получают травлением, химическим или хим-гальваническим наращиванием. Для этих методов характерны следующие типовые хронологические операции: механическая обработка, нанесение рисунка, травление, химическое и хим-гальваническое осаждение меди, удаление защитной маски и так далее.
Производство сборочных единиц модуля ЭВС основано на сборке и электрическом монтаже, причем, монтаж является более трудоемким. Электромонтажные работы по получению контактных соединений выполняют различным методом: пайкой, сваркой, склеиванием, накруткой, механическим контактированием, а также электрическим монтажом (печатным, жгутовым, проводным на платах, плоскими кабелями). Механическое контактирование модулей 3,4,5 уровней осуществляется с помощью электрических соединений (разъемов). Технология их изготовления построена на типовых процессах холодно-листовой штамповки, переработки пластмасс, механической и химической обработки. В производстве ЭВС разработаны типовые технологические процессы пайки (для модулей всех уровней сварки (модуля 1, 2-го уровня)) и накрутки (модуля 3, 4-го уровня), в результате которых образуются контакты с низкими электрическими переходными сопротивлениями и высокой механической прочностью.
При электрическом объемном монтаже основное место занимает трассировка (укладка проводов), являющаяся наиболее трудоемкой. Жгутовой монтаж снижает трудоемкость путем раскладки и вязки жгутов на специальных шаблонах с последующим переносом в аппаратуру, монтаж плоскими кабелями. Для опытного и мелкосерийного производства разработаны техпроцессы проводного монтажа на ПП, заключающимся в упорядоченной укладке проводов на ПП с последующим электрическим соединением их с печатным монтажом и выводами навесных элементов.
Производство ферритовых сердечников основано на применении технологии изготовления деталей из металлокерамических материалов. Особенность ее заключается в необходимом достижении стабильных магнитных параметров сердечника путем регулируемых основных факторов ТП. Изготовление электромеханических узлов ЭВС осуществляется с помощью традиционных методов обработки и сборки.
Производство полупроводниковых ИС с диффузионными планарными структурами базируется на интегральной технологии (диффузия, ионное легирование, эпитаксия, пассивация).
Создание гибридных тонкопленочных ИС основано на ТП термического и вакуумного напыления и распыления материалов ионной бомбардировкой, производство толстопленочных основано на нанесении элементов способом сетка – графической печати, т. е. Путем продавливания смеси резистивных, диэлектрических, проводящих мелкодисперсных материалов через сетчатый трафарет с последующей сушкой, выжиганием и подгонкой элементов.
При разработке ТП учитывают принцип совмещения технических, экономических и организационных задач, решаемых в данных производственных условиях.
В соответствии с ГОСТ 14.004-83 в зависимости от номенклатуры, регулярности, стабильности и объема выпуска изделий, современное производство подразделяют на различные типы:
единичное;
серийное;
массовое.
Единичное – характеризуется широтой номенклатуры и малым объемом выпуска.
Массовое – характеризуется узкой номенклатурой, большим объемом выпуска изделий. Коэффициент закрепления операций (ГОСТ 3.1108-74) для массовых равен единице, т. е. на каждом рабочем месте закреплен выполнением одной постоянно выполняющейся операцией. При этом используется специальное высокопроизводительное оборудование, широко применяются автоматические линии и автоматизированные производственные системы. Требуемая точность достигается методами автоматического получения размеров при обеспечении взаимозаменяемости.
Серийное производство характеризуется отграниченной номенклатурой изделий и сравнительно большим объемом выпуска. В зависимости от коэффициента закрепления операций существует мелко-, средне-, и крупносерийное производство. Объем выпуска при серийном производстве колеблется от десятков и сотен до тысяч регулярно повторяющихся изделий. При этом в производстве используется универсальное и специализированное оборудование. Требуемая точность достигается как методами автоматического получения размеров, так и методами подбора, регулировки. Коэффициент закрепления операций определяется по формуле:
где О – число операций; Р – число рабочих мест.
При К30=20 – 40 производство мелкосерийное.
При К30=10 -20 производство среднесерийное.
При К30=1 – 10 производство крупносерийное.
При массовом производстве К30=1.
Программа выпуска в массовом производстве обеспечивает возможность узкой специализации рабочих мест, за которыми закреплена только одна операция. В этом случае предоставляется возможность расположить оборудование в соответствии с характером технологического процесса. Если производство и количество рабочих мест рассчитаны таким образом, что переход с одной операции на другую осуществляется без задержки, то такая организация производства называется поточной. Выполнение каждой операции на потоке должно осуществляться с заранее установленным тактом и ритмом выпуска.
Такт выпуска – интервал времени, через который периодически производится выпуск изделий.
Ритм выпуска – количество изделий, выпускаемых в единицу времени. Для производства сложной аппаратуры характерно изменение серийности производства. На этапах изготовления элементов, узлов, производство приближается к серийному, а на этапах сборки блоков и систем – как мелкосерийное.
Дата добавления: 2014-01-06 ; Просмотров: 3323 ; Нарушение авторских прав? ;
Нам важно ваше мнение! Был ли полезен опубликованный материал? Да | Нет
Единичный технологический процесс — Большая Энциклопедия Нефти и Газа, статья, страница 1
Единичный технологический процесс
Cтраница 1
Единичный технологический процесс — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства. [1]
Единичный технологический процесс разрабатывается для изготовления или ремонта изделия или для совершенствования действующего технологического процесса. Разрабатываемый технологический процесс должен быть прогрессивным. Его прогрессивность оценивается показателем, устанавливаемом отраслевой системой аттестации технологических процессов. Технологический процесс должен соответствовать требованиям техники безопасности и промышленной санитарии. [2]
Единичный технологический процесс разрабатывают только на уровне предприятия и применяют для изготовления или ремонта одного конкретного предмета производства. [4]
Единичный технологический процесс разрабатывают на основе имеющихся типового и группового технологических процессов изготовления изделий, относящихся к определенной классификационной группе, или единичного технологического процесса изготовления аналогичного изделия. [6]
Единичный технологический процесс разрабатывают на основе имеющегося типового или группового технологического процесса. [7]
Единичный технологический процесс применяется для изготовления изделия одного наименования, типоразмера и исполнения независимо от типа производства. Документацию на единичный технологический процесс выполняют, как правило, в виде рабочей технологической документации на изготовление этого изделия. [8]
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства. [9]
Единичный технологический процесс относится к изделиям одного наименования, типоразмера и исполнения независимо от типа производства. [10]
Единичный технологический процесс — технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства. [11]
Единичный технологический процесс относится к изделия м одного наименования, типоразмера и исполнения независимо от типа производства. [12]
Единичный технологический процесс разрабатывается для ремонта изделий одного наименования, типоразмера и исполнения независимо от типа производства. [13]
Единичным технологическим процессом является технологический процесс изготовления изделия одного наименования, типоразмера и исполнения независимо от типа производства. [14]
Для единичных технологических процессов разрабатывается операционная карта ( ОК), в которой содержится описание технологической операции с указанием последовательного выполнения переходов, данных о средствах технологического оснащения, режимах и трудовых затратах. [15]
Страницы: 1 2 3 4
Единичный технологический процесс — это… Что такое Единичный технологический процесс?
- Единичный технологический процесс
15. Единичный технологический процесс
Единичный процесс
Ндп. Специальный технологический процесс
Словарь-справочник терминов нормативно-технической документации. academic.ru. 2015.
- Единичный скачок излучения
- единичный уровень звукового давления
Смотреть что такое «Единичный технологический процесс» в других словарях:
единичный технологический процесс — единичный процесс Ндп. специальный технологический процесс Технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства. [ГОСТ 3.1109 82] Недопустимые, нерекомендуемые… … Справочник технического переводчика
Единичный технологический процесс — – технологический процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства. [ГОСТ 3.1109 82] Рубрика термина: Технологии Рубрики энциклопедии: Абразивное оборудование, Абразивы … Энциклопедия терминов, определений и пояснений строительных материалов
Технологический процесс — (ТП), сокр. техпроцесс это упорядоченная последовательность взаимосвязанных действий, выполняющихся с момента возникновения исходных данных до получения требуемого результата. Технологический процесс это часть производственного… … Википедия
Технологический процесс — (Process) Определение технологического процесса, типы технологического процесса Определение технологического процесса, типы технологического процесса, правила процесса Содержание Содержание Определение . Понятие технологического процесса Основные … Энциклопедия инвестора
ГОСТ 3.1109-82: Единая система технологической документации. Термины и определения основных понятий — Терминология ГОСТ 3.1109 82: Единая система технологической документации. Термины и определения основных понятий оригинал документа: 77. Время на личные потребности D. Zeit für naturliche Bedürfniße E. Time for personal needs Определения термина… … Словарь-справочник терминов нормативно-технической документации
Технологии — Термины рубрики: Технологии Автоматизация средств технологического оснащения Автоматизация технологического процесса … Энциклопедия терминов, определений и пояснений строительных материалов
показатель — 3.7 показатель (indicator): Мера измерения, дающая качественную или количественную оценку определенных атрибутов, выведенную на основе аналитической модели, разработанной для определенных информационных потребностей. Источник … Словарь-справочник терминов нормативно-технической документации
1: — Терминология 1: : dw Номер дня недели. «1» соответствует понедельнику Определения термина из разных документов: dw DUT Разность между московским и всемирным координированным временем, выраженная целым количеством часов Определения термина из… … Словарь-справочник терминов нормативно-технической документации
входной — 7.2.4 входной (прилагательное): Относящийся к устройству, процессу или каналу ввода вывода участвующему в процессе ввода, или к соответствующим данным или состояниям. Примечание Слово «вход» может использоваться вместо слов «входные данные»,… … Словарь-справочник терминов нормативно-технической документации
ГОСТ Р МЭК 61513-2011: Атомные станции. Системы контроля и управления, важные для безопасности. Общие требования — Терминология ГОСТ Р МЭК 61513 2011: Атомные станции. Системы контроля и управления, важные для безопасности. Общие требования оригинал документа: [МАГАТЭ 50 SG D8] Примечание 1 См. также «система, важная для безопасности», «класс систем контроля… … Словарь-справочник терминов нормативно-технической документации
Разработка технологических процессов обработки деталей
Технологический процесс (ТП) — это установленная соответствующими технологическими документами последовательность действий, взаимосвязанных между собой и направленных на объект процесса с целью получения требуемого результата. Технологические процессы состоят из рабочих операций, которые могут быть связаны друг с другом с помощью технологических переходов.
Принято различать три вида технологических процессов (ТП):
- единичный
- типовой
- групповой
Каждый ТП разрабатывается при подготовке производства изделий после отработки конструкции на технологичность (ГОСТ 14.201—83). Технологический процесс разрабатывается для изготовления нового изделия или совершенствования выпускаемого (в соответствии с достижениями науки и техники).
Основой для нового ТП обычно служит имеющийся типовой или групповой технологический процесс. Если таковые отсутствуют, то за основу берут действующие единичные технологические процессы изготовления аналогичных изделий.
Работа по разработке технологических процессов начинается с анализа исходных данных для разработки ТП (первый этап). Необходимо по имеющимся сведениям о программе выпуска и конструкторской документации на изделие ознакомиться с его назначением и конструкцией, требованиями к изготовлению и эксплуатации.
Затем последовательно выбирают действующий типовой, групповой ТП или аналог единичного процесса. Формируют технологический код изделия по технологическому классификатору, обрабатываемое изделие относится к соответствующей классификационной группе на основе кода и к действующему единичному или типовому процессу.
По классификатору заготовок, методике расчета и технико-экономической оценки выбора заготовок, стандартам и техническим условиям на заготовку и основной материал выбирают исходную заготовку и методы ее изготовления, дается технико-экономическое обоснование выбора заготовки.
Выбирают технологические базы, оценивают точность и надежность базирования (используют классификаторы способов базирования и существующую методику выбора технологических баз).
По документации типового, группового или единичного ТП составляют маршрут обработки, определяют последовательность технологических операций и состав технологического оснащения.
В основу построения маршрута обработки (плана операций) должны быть положены следующие принципы:
- в первую очередь необходимо назначать те операции, при выполнении которых в наименьшей степени уменьшается жесткость детали, а также те поверхности, при обработке которых легче выявляются дефекты заготовки и в наибольшей степени перераспределяются внутренние напряжения, в связи с чем уменьшается возможность деформации детали в последующих операциях
- операции, при выполнении которых можно ожидать повышенного брака, следует выполнять в начале технологического процесса
- в разрабатываемом технологическом процессе обработки детали необходимо предусмотреть раздельное выполнение черновых, чистовых и отделочных операций, в противном случае это может привести к снижению точности обработки
- точно скоординированные соосные отверстия необходимо обрабатывать с одной установки
- план операций механической обработки должен быть связан с термообработкой, так как последняя влияет не только на маршрут движения детали, но и на обрабатываемость металла и качество обработанных поверхностей
- отделочные операции обработки поверхностей следует выполнять в конце технологического процесса
Важный этап — разработка технологических операций и расчет режимов обработки. На основании документации типовых, групповых или единичных технологических процессов и классификатора технологических операций составляют последовательность переходов в каждой операции, выбирают средства технологического оснащения (СТО), в том числе средства контроля и испытаний (используют стандарты, каталоги, альбомы).
На этом же этапе выбирают средства механизации и автоматизации процесса и внутрицеховые средства транспортирования. Назначают и рассчитывают режимы обработки на основании тех-нологических нормативов.
Необходимо осуществить нормирование ТП: установить исходные данные для расчета норм времени и расхода материалов, рассчитать затраты труда и расход материалов, определить разряд работ и профессии исполнителей операций (используют нормативы времени и расхода материалов, классификаторы разрядов работ и профессий).
По методике расчета экономической эффективности процессов (просчитывается несколько вариантов) выбирают оптимальный ТП.
На заключительном этапе на основании стандартов ЕСТД технологический процесс оформляется документально, осуществляется нормоконтроль технической документации.
Выбор технологического оборудования. Этот этап начинают с анализа формирования типовых поверхностей деталей для определения наиболее эффективных методов их обработки, учитывая при этом назначение и параметры изделия. Результаты анализа представляют в виде отношений затрат основного и штучного времени и приведенных затрат на выполнение работ различными методами. Лучшим вариантом считается тот, значения показателей которого минимальные.
Выбор оборудования осуществляют по главному параметру, в наибольшей степени выявляющему его функциональное значение и технические возможности. Физическая величина, характеризующая главный параметр, устанавливает взаимосвязь оборудования с размером изготовляемого изделия.
При выборе оборудования учитывают также минимальный объем приведенных затрат на выполнение технологического процесса при максимальном сокращении периода окупаемости затрат на механизацию и автоматизацию. Годовая потребность в оборудовании определяется по годовому объему работ, устанавливаемому статистическим анализом затрат средств и времени на изготовление изделий. Годовые приведенные расходы на использование оборудования определяются размерами затрат на его эксплуатацию.
Производительность оборудования определяют на основании анализа времени изготовления изделия заданного качества.
Выбор технологической оснастки и средств контроля. При выборе технологической оснастки и средств контроля предусматривается проведение следующего комплекса работ:
- анализ конструктивных характеристик изготавливаемого изделия (габаритные размеры, материалы, точность, геометрия и шероховатость поверхностей и т. д.), организационных и технологических условий изготовления изделия (схема базирования и фиксации, вид технологической операции, организационная форма процесса изготовления и т. д.)
- группирование технологических операций для определения наиболее приемлемой системы технологической оснастки и повышения коэффициента ее использования
- определение исходных требований к технологической оснастке
- отбор номенклатуры оснастки, соответствующей установленным требованиям
- определение исходных расчетных данных для проектирования и изготовления новых конструкций оснастки
- выдача технического задания на разработку и изготовление технологической оснастки
Конструкцию оснастки определяют на основе стандартов и типовых решений для данного вида технологических операций с учетом габаритных размеров изделий, вида и материала заготовок, точности параметров и конструктивных характеристик обрабатываемых поверхностей, влияющих на конструкцию оснастки, технологических схем базирования и фиксации заготовок, характеристик оборудования и объемов производства.
При разработке процессов контроля выявляют характеристики объекта контроля; показатели процесса контроля, определяющие выбор средств; уточняют методы и схемы измерений, для чего требуется конструкторская документация на изделие, технологическая документация на его изготовление и контроль, методика расчета показателей контроля.
Состав средств контроля должен обеспечивать заданные показатели с учетом метрологических и эксплуатационных характеристик (используются государственные, отраслевые стандарты и стандарты предприятий на средства контроля, классификаторы и каталоги средств контроля). Произведенный выбор средств контроля обосновывается экономически выдаются исходные данные и технические задания для проектирования недостающих средств. Затем составляют ведомости отобранных средств. По результатам выбора средств контроля оформляют технологическую документацию согласно требованиям стандартов.
Формы организации технологических процессов. Форма организации технологических процессов изготовления изделия зависит от установленного порядка выполнения операций, расположения технологического оборудования, числа изделий и направления их движения в процессе изготовления.
Существуют две формы организации ТП — групповая и поточная:
- Групповая форма организации ТП характеризуется однородностью конструктивно-технологических признаков заготовок, единством средств технологического оснащения одной или нескольких технологических операций и специализацией рабочих мест. Группы заготовок для обработки в определенном структурном подразделении (цехе, участке и т. д.) должны устанавливаться с учетом трудоемкости обработки и объема выпуска. Окончательно номенклатуру групп заготовок, подлежащих обработке на конкретном участке (цехе), следует устанавливать после расчета загрузки оборудования.
- Поточную форму отличает специализация каждого рабочего места на определенной операции, согласованное и ритмичное выполнение всех операций технологического процесса на основе постоянства такта выпуска и размещение рабочих мест в последовательности, строго соответствующей ТП.
При рассмотрении факторов, определяющих форму организации ТП, сначала устанавливают виды изделий, затем их группируют по общности конструктивно-технологических признаков. Это позволяет в каждом случае определить тип производства изделий и их составных частей.
Учитывая заданную программу выпуска каждого изделия, намечают календарные сроки выполнения заданий на основе длительности производственных процессов. Одновременно определяют необходимое оборудование, коэффициент его загрузки, а также показатель относительной трудоемкости.
Организация ТП должна обеспечивать ритмичный выпуск изделий при условии их прохождения по всем операциям с наименьшими перерывами, т. е. максимально приближаться к поточной форме. Поточная форма организации ТП в зависимости от номенклатуры одновременно обрабатываемых заготовок может реализовываться на однономенклатурных и многономенклатурных поточных линиях. Первая поточная линия характеризуется обработкой заготовок одного наименования по закрепленному ТП в течение длительного периода времени. На многономенклатурных поточных линиях обрабатывается группа конструктивно подобных деталей с однородными операциями обработки, причем каждая деталь имеет серийный выпуск.
Разработка типовых и групповых технологических процессов. Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы деталей, обладающих общими конструктивными признаками.
Типовые технологические процессы разрабатывают на основе анализа множества действующих и возможных технологических процессов на типовые представители групп деталей. Типизация обеспечивает устранение многообразия технологических процессов обоснованным сведением их к ограниченному числу типов. Типизация технологических процессов основана на классификации объектов производства, она заключается в разделении их по конструктивным признакам на отдельные группы, для которых возможна разработка общих технологических процессов или операций.
Начальным этапом разработки типовых технологических процессов является классификация объектов производства. Затем для каждого класса деталей разрабатывают основные маршруты изготовления, включая заготовительные процессы. Затем выбирают заготовку и методы ее изготовления. Руководствуясь классификатором способов базирования и методикой выбора технологических баз, выбирают схему базирования, оценивают точность и надежность базирования.
Составляют технологический маршрут в порядке последовательности операций, определяют группы оборудования для выполнения операций.
При разработке технологических операций — выбирают их структуру, последовательность переходов в операции, подбирают оборудование и оснастку, обеспечивающие оптимальную произво-дительность при заданном качестве, рассчитывают загрузку оборудования, определяют оптимальные режимы резания, припуски на обработку, а также нормы времени. Устанавливают разряд работ и профессии исполнителей операций.
Оценка вариантов типовых технологических процессов для выбора оптимального осуществляется по методикам расчета точности, производительности и экономической эффективности.
Заключительным этапом разработки типовых технологических процессов является оформление их согласно требованиям стандартов ЕСТД.
Групповой технологический процесс (ГТП) предназначен для совместного изготовления группы изделий различной конфигурации в конкретных условиях производства на специализированных рабочих местах. ГТП разрабатывается с целью экономически целесообразного применения методов и средств крупносерийного и массового производства в условиях единичного, мелкосерийного и серийного производства. Групповой технологический процесс состоит из комплекса групповых технологических операций, разрабатываемых для выполнения на специализированных рабочих местах согласно технологическому маршруту изготовления определенной группы изделий.
При разработке групповой технологической операции следует предусмотреть достаточную величину суммарной трудоемкости технологически однородных работ для обеспечения непрерывной загрузки средств технологического оснащения без их полной переналадки в течение экономически целесообразного периода. Основой разработки ГТП и выбора общих средств технологического оснащения для совместной обработки группы изделий является комплексное изделие.
При выборе комплексного изделия следует учитывать, что его конструкция должна содержать основные элементы всех изделий группы, подлежащие обработке. Комплексное изделие может быть одним из изделий группы, реально существующим или искусственно созданным (т. е. условным).
При значительном разнообразии конструкций, затрудняющих искусственное создание комплексного изделия, его заменяют двумя или несколькими характерными деталями группы. Групповые технологические процессы и операции разрабатывают для всех типов производства только на уровне предприятия в соответствии с требованиями стандарта.
Виды технологических процессов | Машиностроение
Технологические процессы по уровню обобщения делятся на два вида: единичный и типовой.
Единичный технологический процесс применим только для изготовления одного конкретного изделия, а типовой технологический процесс — для изготовления группы схожих изделий.
Единичный технологический процесс — это процесс изготовления или ремонта изделия одного наименования, типоразмера и исполнения, независимо от типа производства.
К преимуществам единичного технологического процесса относятся: с одной стороны, возможность учета всех особенностей данного изделия, а с другой стороны — наиболее эффективного изготовления изделия за счет учета конкретных производственных условий (имеющегося технологического оборудования, приспособлений, инструментальной оснастки, квалификации рабочих и т.п.).
Наряду с преимуществами единичный технологический процесс имеет и недостатки. Для его разработки требуются большие затраты времени и труда.
Затраты времени на разработку технологического процесса могут во много раз превышать затраты времени на его осуществление. Если изготавливается большое число изделий, то доля затрат времени на разработку технологического процесса, приходящаяся на одно изделие, будет незначительной, но при небольшом выпуске изделий эта доля резко возрастет. В этом случае разрабатывают укрупненный технологический процесс, например создают лишь маршрутное описание технологического процесса, в которое включают последовательность операций и оборудование, но без указаний переходов и режимов процесса. Все остальное предоставляется решать непосредственно рабочему, который должен иметь соответствующую квалификацию. По мере роста объема выпускаемой продукции разработку технологического процесса проводят более подробно.
В единичном производстве высокая продолжительность разработки технологического процесса нередко входит в противоречие с продолжительностью самого процесса. Чем тщательней и подробней разрабатывается единичный технологический процесс, тем больше времени требуется для его разработки и тем выше должна быть квалификация технолога. Однако в определенных условиях затраты времени на разработку процесса становятся значительно больше затрат времени на его осуществление. Иллюстрацией такого положения может служить технологический процесс изготовления деталей на станке с ЧПУ, где его разработка отличается большой тщательностью и подробностью. Так, к примеру, документация технологического процесса изготовления детали на станке с ЧПУ содержит карту наладки, операционно-техническую карту, схему движения инструментов, операционную расчетно-техническую карту, карту программирования, чертежи специального инструмента и оснастки. Все это приводит к росту трудоемкости разработки операции; например, только разработка управляющей программы и ее отладка для деталей высокой сложности требует нескольких рабочих дней технолога-про- граммиста, в то время как обработка небольшой партии таких деталей может уложиться в одну рабочую смену.
Проектирование единичного технологического процесса отличается большим числом возможных решений по каждому изделию, подлежащему изготовлению. Поэтому в условиях единичного производства при сравнительно малом времени, отводимом на разработку процесса, возможность подкрепления принимаемых решений объективными технико-экономическими расчетами очень ограничена.
В массовом производстве высокая трудоемкость тщательной разработки единичного технологического процесса оказывается оправданной, так как ее величина несопоставимо мала по сравнению с трудоемкостью изготовления всего объема изделий данного наименования. Оправдывает себя в массовом производстве и применение специального оборудования, оснастки, отличающихся высокопроизводительными рабочими процессами.
Недостатки единичной технологии в массовом производстве проявляются в большой длительности технологической подготовки производства, обусловленной необходимостью создания специальных технологических средств.
Широкое применение единичной технологии в масштабе всего машиностроительного производства страны приводит к большим потерям. Дело в том, что в среднем изготавливаемые изделия состоят примерно на 70% из общемашиностроительных узлов и деталей, близких по своему конструктивному строению. Но на тысячах машиностроительных предприятий их изготавливают по единичным технологическим процессам, мало отличающимся по эффективности друг от друга, но зачастую использующим оригинальную оснастку, а в крупносерийном и массовом производстве — и оригинальное технологическое оборудование. При этом прогрессивные высокоэффективные решения, разработанные на каком-либо одном предприятии и потребовавшие больших затрат труда, теряются в огромном разнообразии разработок и практически не находят применения на других предприятиях.
Все перечисленные негативные стороны единичной технологии послужили причиной поиска нового вида технологии, свободной от этих недостатков. Первым шагом в этом направлении явилась разработка типовой технологии, когда в 30-е гг. XX в. проф. А.П. Соколовский [11] высказал идею типизации технологических процессов.
Типовой технологический процесс характеризуется единством содержания и последовательности большинства технологических операций для группы изделий с общими конструктивными признаками.
В основе типовой технологии лежит классификация изделий на классы — подклассы — группы — подгруппы — типы. Тип представляет собой группу схожих изделий, среди которых выбирается типовой представитель, обладающий наибольшей совокупностью свойств изделий, вошедших в эту группу. На типовой представитель разрабатывается типовой технологический процесс, по которому осуществляется изготовление всех изделий этого типа. В случае отсутствия в конкретном изделии той или иной характеристики (например, какой-то поверхности) при разработке рабочего процесса соответствующая операция из типового процесса исключается.
Тем самым типовой процесс в определенной степени разрешает противоречие между большими затратами времени на разработку процесса и малыми сроками на изготовление изделия, так как затраты времени на разработку рабочего технологического процесса для изготовления конкретного изделия резко сокращаются. Разрабатывая на группу деталей, близких по своему конструктивному оформлению, один типовой процесс, можно разработать более совершенный процесс, так как на его проектирование можно затратить больше времени и средств. Пользуясь типовым процессом, рабочий технологический процесс на деталь из группы будет разработан достаточно быстро и качественно.
Типовые процессы позволяют избегать повторных и новых разработок при проектировании рабочих технологических процессов, вследствие чего облегчается труд технолога и сокращаются затраты времени на разработку.
Важное обстоятельство: типовой технологический процесс, приобретая универсальность, одновременно теряет черты индивидуальности. Действительно, типовой технологический процесс изготовления деталей разрабатывается под группу конструктивно схожих деталей, вошедших в один тип. По этому типовому процессу изготавливаются все детали группы, несмотря на то что они чем-то отличаются друг от друга. В этом и заключается универсальность типового технологического процесса.
Потеря индивидуальности типового процесса заключается в том, что он не учитывает отмеченные выше различия, специфику изделий, вошедших в один тип. Как известно, в каждом типе из группы деталей выбирают типовую деталь, которая отличается наиболее часто встречающимися конструктивными формами, размерами, требованиями к точности и другими показателями качества. Типовая деталь, как правило, наиболее сложная из всех деталей, вошедших в данный тип. Поэтому если бы для каждой детали из этой группы разработать единичный технологический процесс, то он был бы более эффективным, чем типовой процесс, так как он учитывает все особенности детали (иными словами, потеря индивидуальности не позволяет типовому процессу стать оптимальным для каждой детали данной группы).
Чем больше изделия в группе отличаются по своему конструктивному оформлению и требованиям к качеству, тем сильнее отличается типовой процесс от оптимального. Это является одним из ограничений расширения группы изделий под один типовой технологический процесс. В результате изготавливаемые изделия приходится делить на большее число типов, что приводит к росту числа типовых процессов и снижает эффективность типизации.
В целом типовая технология способствует:
- 1) сокращению разнообразия технологических процессов и внесению однообразия в изготовление сходных изделий;
- 2) внедрению и распространению передового опыта и достижений науки и техники;
- 3) упрощению разработки рабочих технологических процессов и сокращению затрат времени на их разработку;
- 4) сокращению разнообразия средств технологического оснащения технологических процессов;
- 5) разработке новых высокоэффективных технологических процессов.
Эффективность единичной и типовой технологий будет разной в зависимости от типа производства. В массовом производстве эффективнее применять единичный технологический процесс, так как он позволяет создать оптимальный технологический процесс, дающий в итоге высокий суммарный экономический эффект.
По мере роста разнообразия выпускаемых изделий, снижения серийности их выпуска, величин партий увеличиваются потери времени, связанные с частыми переналадками технологического оборудования и оснастки. В итоге снижается эффективность производства, повышается себестоимость изготовления изделий. И чем шире выпускаемая номенклатура изделий и меньше их серийность, тем ниже эффективность производства.
В этих условиях возникла задача группирования изделий, отличающихся однородностью технологии изготовления, что позволяет снизить число переналадок оборудования и увеличить размеры партий, поступающих на обработку.
В результате решения этой задачи появился новый вид технологии — групповая технология, основоположником которой является проф. С.П. Митрофанов.
Если типовая технология направлена на сокращение трудоемкости технологической подготовки производства, повышение эффективности технологических процессов и распространение прогрессивных решений, то групповая технология предназначена для повышения эффективности производственного процесса.
Групповой технологический процесс — это процесс изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Групповой процесс нашел применение в мелкосерийном и серийном производстве. Принципиальная сущность групповой технологии заключается прежде всего в группировании изделий в технологические группы по технологическому подобию.
Групповой технологический процесс разрабатывают на комплексное изделие. В отличие от типового изделия комплексное изделие является «собирательным», часто не существующим в действительности, объединяющим в себе черты большинства изделий, вошедших в группу. Для комплексного изделия разрабатывается технологический процесс, и все изделия этой группы, будучи, как правило, проще комплексного изделия, изготовляют по данному технологическому процессу, пропуская отдельные технологические переходы. Все изделия, закрепленные за этим технологическим процессом, изготовляют партиями.
В качестве комплексного изделия технологической группы служит какое-то изделие из группы или искусственно созданное изделие. Например, комплексная деталь формируется следующим образом: берется наиболее сложная деталь, которая включает все поверхности других деталей, и если она не содержит всех поверхностей, содержащихся в других деталях группы, то к ней искусственно добавляют недостающие поверхности.
Различают групповую операцию и групповой технологический процесс. Групповая технологическая операция разрабатывается для выполнения технологически однородных работ при изготовлении группы изделий на специализированном рабочем месте при условии возможности частичной подналадки технологической системы. Групповой технологический процесс представляет собой комплекс групповых технологических операций, выполняемых на специализированных рабочих местах в последовательности технологического маршрута группы изделий, элементов.
Применение групповой технологии особенно эффективно тогда, когда на ее основе в серийном и мелкосерийном производствах удается создать групповые поточные или даже автоматические линии изготовления изделий или деталей отдельных групп. Создание подобных линий обычно основано на сочетании принципов типизации технологических процессов и групповой обработки, т.е. когда применяется типовой маршрут (например, при обработке заготовок по отдельным групповым операциям, выполняемым на станках с групповыми настройками, и при широком использовании групповых переналаживаемых приспособлений).
Применение групповой технологии тем эффективней, чем больше технологическая группа.
При внедрении групповой технологии возникают трудности, связанные с организацией больших технологических групп, не только в связи со сложностью в построении групповых наладок и приспособлений, но и из-за необходимости учета календарного планирования по выпуску изделий.
Изделия, изготавливаемые по групповой технологии, хотя и похожи, но имеют и различия, поэтому за редким исключением избавиться полностью от переналадки оборудования не удается.
По мере расширения номенклатуры деталей в группе при разработке групповой наладки возрастают ее сложность, количество позиций и время простоя инструментальных позиций. Это ограничивает номенклатуру деталей в группе, приводит к росту числа групп и, следовательно, увеличению числа групповых технологических процессов (операций).
Групповая технология оправдывает себя при условии многократного повторения выпуска данной технологической группы изделий. Если повторяемость отсутствует или незначительна, то дополнительные затраты на технологическую подготовку, которые значительно выше по сравнению с единичной технологией, себя не окупают (примером эффективного применения групповой технологии может служит авиационная промышленность, где имеет место высокая повторяемость групп).
Практика внедрения типовых и групповых технологических процессов показывает, что, несмотря на очевидные преимущества, доля их внедрения невысока и до сих пор доминирует единичная технология. Одной из главных причин этого является недостаток классификации изделий на типы, группы, которыми пользуются при разработке типовых и групповых процессов. Анализ этих классификаций показывает, что в обоих случаях в явном или неявном виде в качестве отличительных признаков выступают не конструктивные, а технологические характеристики. Это приводит к тому, что на предприятиях, различающихся составом технологических средств и квалификацией работников, одна и та же номенклатура изделий будет разбита на разные группы. С другой стороны, стоит изменить на предприятии применяемую технологию и оборудование, как придется изменять типы и группы. Чтобы свести к минимуму эти недостатки, надо классифицировать изделия на группы не по технологическим, а конструктивным признакам, что позволит сократить разнообразие типовых и групповых процессов и расширить область их применения. Подводя итог анализу различных видов технологического процесса, можно отметить следующее:
- • применение единичного процесса позволяет разрабатывать оптимальные процессы, но это приводит к большим затратам времени на их разработку;
- • применение типового технологического процесса снижает объем и сроки технологической подготовки производства, но не обеспечивает оптимального процесса для каждой детали одного типа;
- • применение группового технологического процесса хотя и увеличивает размер партии, но требует повторяемости выпуска изделий, что существенно снижает область его эффективного применения.
Все три вида технологии не обладают гибкостью, так как не позволяют изменять в случае надобности маршрут.
Одной из главных причин недостатков всех видов технологических процессов является описание изделия на геометрическом уровне, когда деталь представляется совокупностью элементарных геометрических поверхностей, а сборочная единица — совокупностью деталей как геометрических тел.
Это приводит к тому, что технолог, разрабатывая технологический процесс, стремится изготавливать на операциях такие совокупности поверхностей, которые позволяют достичь наибольшей производительности. Однако при этом часто нарушаются связи между поверхностями, обусловленные совместным выполнением функций детали. В результате, во-первых, появляется многовариантность технологического процесса из-за большого числа комбинаций поверхностей, изготавливаемых на операциях, а во-вторых, из-за изготовления функционально связанных поверхностей на разных операциях возникают сложные технологические размерные связи, приводящие к необходимости введения дополнительных операций.
Все это приводит к необоснованному разнообразию технологических процессов, повышению трудоемкости их разработки, вызывают трудности в типизации технологических процессов и в группировании деталей при разработке групповых процессов.
Если же деталь описывать функциональными блоками в виде модулей поверхностей, объединенных совместным выполнением служебных функций, то геометрический признак становится вторичным, а элементарные поверхности входят в состав модулей поверхностей и не являются самостоятельными объектами при разработке технологических процессов.
Учитывая ограниченную номенклатуру МП и их высокую повторяемость, можно существенно снизить разнообразие технологических операций по составу изготавливаемых МП. В итоге упростятся разработка технологических процессов, их типизация и группирование деталей при использовании групповых процессов.
Все изложенное справедливо и для сборочных технологических процессов, если сборочную единицу рассматривать как совокупность модулей соединения.
С целью реализации изложенных преимуществ описания изделия как совокупности МП и МС, следует рассматривать построение технологического процесса как компоновку из модулей изготовления МП (МС), входящих в состав детали (сборочной единицы).
В связи с этим процесс получил название модульного технологического процесса, соответственно он может быть единичным, типовым, групповым процессом и представляет собой результат дальнейшего совершенствования методики разработки технологических процессов, начиная с описания изделия.
Модульный технологический процесс — это технологический процесс, построенный из модулей процессов изготовления МП или МС, входящих в состав изготавливаемого изделия. В основе модульного технологического процесса лежит объективное существование МП и МС, являющихся конструктивными элементами изделий. Узкая номенклатура и ограниченное число описывающих их характеристик открывает путь к типизации конструктивных решений МП, МС, унификации их характеристик и на этой основе разработке модулей технологического обеспечения изготовления МП и получения МС.
В состав модулей технологического обеспечения входят модули технологического процесса (МТИ) изготовления МП и сборочного процесса (МТС) получения МС, модули технологического оборудования (МО), инструментальной наладки (МИ), технологических баз (МТБ), приспособления (МПр) и контрольно-измерительного устройства (МКИ).
Поскольку модульное технологическое обеспечение разрабатывается под типовые МП и МС с унифицированными характеристиками, то оно отличается высоким уровнем обобщения, следовательно, широкой областью применения.
Имея технологическое обеспечение на модульном уровне, модульный технологический процесс изготовления, например, детали, строится следующим образом. Сначала определяется последовательность формирования из заготовки всех МП детали, затем из банка данных вызываются МТИ, МТБ, МО, МИ, МПр, МКИ, необходимые для изготовления каждого МП, затем МТИ объединяются в операции.
Модульный технологический процесс объединяет в себе преимущества единичного, типового и группового технологических процессов. Действительно, модульный технологический процесс разрабатывается так же, как и единичный технологический, учитывающий все особенности изделия. Однако в отличие от единичного процесса трудоемкость его разработки невысока, так как он строится методом компоновки из имеющихся модулей технологического обеспечения.
Идея типизации в модульном технологическом процессе реализуется на уровне модулей технологического обеспечения, при этом типизация осуществляется более эффективно, так как модули МП и МС в отличие от изделий описываются небольшим числом характеристик.
Например, даже сравнительно простая деталь содержит десятка два поверхностей и имеет большое разнообразие вариантов конструктивного решения. При этом требования к точности и качеству поверхностного слоя у поверхностей такой детали может быть различным, что еще больше увеличивает ее разнообразие. В итоге для изготовления такого множества деталей потребуется большое число типовых технологических процессов.
В отличие от детали МП одного наименования имеет меньшее число вариантов конструктивного решения, содержит, за редким исключением, не более трех поверхностей, что существенно снижает разнообразие МП и уменьшает число типовых модулей технологического процесса.
Идея групповой технологии, заключающаяся в организации технологических групп из разных изделий, в условиях модульной технологии решается наилучшим образом. Дело в том, что в силу ограниченной номенклатуры МП и МС сравнительно просто формировать технологические группы даже в условиях единичного производства, т.е. не требуется повторяемость выпускаемых изделий.
И в заключение отметим, что модульный технологический процесс приобретает некоторую гибкость, позволяя в ограниченных пределах изменять последовательность операций. Это объясняется тем, что в традиционных технологических процессах функционально связанные поверхности детали могут изготавливаться на разных операциях. Например, такие поверхности детали, как торец, отверстие и шпоночный паз, образующие комплект баз (МПБ311), могут изготавливаться на разных операциях. В результате между операциями возникают сложные размерные связи, которые нарушаются при изменении последовательности операции, что может привести к браку. Поэтому изменение разработанного маршрутного процесса недопустимо. В модульном же технологическом процессе функционально связанные поверхности детали всегда объединены соответствующим модулем и изготавливаются на одной операции. Это существенно упрощает размерные связи технологического процесса, делает их прозрачными, что позволяет сравнительно просто определять возможность изменения маршрута обработки.
Принципы построения модульных технологических процессов позволяют по-новому строить машиностроительное производство, в основе которого лежит сквозное применение модульного принципа по всей производственной цепочке: изделие — технологические процессы — технологические системы — организация производственного процесса.
Капитал, производительность и технологии | Безграничная экономика
Капитал и технологии
Фирмы добавляют капитал до точки, в которой стоимость предельного продукта капитала равна ставке аренды капитала.
Цели обучения
Проанализируйте, как фирмы определяют объем капитала для использования в производстве.
Основные выводы
Ключевые моменты
- Капитал — это инфраструктура и оборудование, используемые для производства товаров и услуг.
- Производственная функция описывает взаимосвязь между количеством ресурсов, используемых в производстве, и количеством выпуска. Его можно использовать для получения предельного продукта на капитал.
- Стоимость предельного продукта (VMP) капитала — это предельный продукт капитала, умноженный на его цену. Кривая спроса фирмы на капитал выводится из VMP капитала.
Ключевые термины
- Производственная функция : связывает физический выпуск производственного процесса с физическими ресурсами или факторами производства.
- Стоимость предельного продукта капитала : Предельный продукт капитала, умноженный на его цену.
Капитал — это фактор производства, наряду с трудом и землей. Он состоит из инфраструктуры и оборудования, используемых для производства товаров и услуг. Капитал может включать в себя заводские здания, транспортные средства, заводское оборудование и инструменты, используемые в производственном процессе. Фирмы могут покупать, сдавать в аренду или сдавать в аренду инфраструктуру и инструменты на рынке капитала, но даже если фирма владеет этими факторами производства, альтернативные издержки использования этого капитала представляют собой упущенную ренту, которую фирма могла бы получить, если бы сдала капитал в аренду кому-либо. иначе вместо того, чтобы использовать его для производства.Поэтому мы говорим, что цена капитала — это ставка аренды.
Фирма решает, какой объем каждого входящего фактора использовать и какой объем выпуска производить, основываясь на рыночных ценах на выпуск и затраты, а также на экзогенных технологических детерминантах, представленных производственной функцией. Производственная функция описывает взаимосвязь между количеством ресурсов, используемых в производстве, и объемом выпуска. Его можно использовать для получения предельного продукта на капитал, который представляет собой увеличение объема выпуска за счет дополнительной единицы капитала.Стоимость предельного продукта (VMP) капитала — это предельный продукт капитала, умноженный на цену. Нисходящая кривая спроса на капитал, равная VMP капитала, отражает тот факт, что производственный процесс демонстрирует убывающий предельный продукт. Фирма будет продолжать наращивать капитал до точки, когда арендная ставка равна стоимости предельного продукта капитала, что является точкой равновесия.
Спрос на капитал со стороны фирм : Фирмы увеличивают количество нанятого капитала до точки, при которой стоимость предельного продукта капитала равна ставке арендной платы на капитал.
Общая факторная производительность
Общая факторная производительность, которая показывает, насколько эффективно используются ресурсы, является ключевым показателем конкурентоспособности.
Цели обучения
Обсудите важность совокупной факторной производительности при сравнении фирм, отраслей и стран.
Основные выводы
Ключевые моменты
- Общая факторная производительность измеряет остаточный рост общего выпуска фирмы, отрасли или национальной экономики, который не может быть объяснен накоплением традиционных ресурсов, таких как рабочая сила и капитал.
- Общая факторная производительность не может быть измерена напрямую. Вместо этого это остаток, который учитывает влияние на общий выпуск, не вызванное затратами.
- Суммарная факторная производительность считается одним из ключевых показателей конкурентоспособности. Экономика также считает его основным фактором экономического роста.
Ключевые термины
- Общая факторная производительность : Переменная, которая учитывает эффекты в общем выпуске, не вызванные традиционно измеряемыми затратами труда и капитала.
Общая факторная производительность измеряет остаточный рост общего выпуска фирмы, отрасли или национальной экономики, который не может быть объяснен накоплением традиционных ресурсов, таких как рабочая сила и капитал. Повышение общей факторной производительности отражает более эффективное использование ресурсов, а общая факторная производительность часто принимается как мера долгосрочных технологических изменений или динамизма, вызванных такими факторами, как технические инновации.
Общая факторная производительность : Общий выпуск является функцией не только труда и капитала, но также и общей факторной производительности, которая является мерой эффективности.{\ beta} [/ latex]
В приведенном выше уравнении Y представляет общий выпуск, K представляет затраты капитала, L представляет затраты труда, а альфа и бета — соответствующие доли выпуска для двух затрат. Увеличение K или L приведет к увеличению выпуска. Однако из-за закона убывающей отдачи более широкое использование ресурсов не приведет к увеличению выпуска в долгосрочной перспективе. Таким образом, количество используемых ресурсов не полностью определяет объем произведенной продукции. Также важно, насколько эффективно используются факторы производства.Общая факторная производительность менее ощутима, чем затраты капитала и труда, и она может учитывать ряд факторов, от технологий до человеческого капитала и организационных инноваций.
Общая факторная производительность может использоваться для измерения конкурентоспособности. Чем выше совокупная факторная производительность страны, тем вероятнее, что она будет более конкурентоспособной (с учетом таких ограничений, как ресурсы). Он также обычно рассматривается как один из основных двигателей экономического роста.
Когда страна может увеличить свою общую факторную производительность, она может производить более высокий выпуск при тех же ресурсах и, следовательно, стимулировать экономический рост.
Изменения в технологиях с течением времени
Технологические усовершенствования повышают эффективность производства, что увеличивает предложение и снижает цены.
Цели обучения
Обобщите, как изменения в технологии влияют на решение фирмы производить.
Основные выводы
Ключевые моменты
- Технология, доступная в конкретной отрасли или экономике, позволяет фирмам более или менее эффективно использовать рабочую силу и капитал.
- Изменение технологии изменяет комбинацию затрат, необходимых в производственном процессе.Улучшение технологии обычно означает, что требуются меньшие и / или менее дорогостоящие ресурсы.
- Если себестоимость продукции ниже, прибыль, доступная по данной цене, увеличится, и производители будут производить больше.
- Хотя мы обычно думаем о технологиях как об увеличении производства, также возможен спад производства из-за проблем с технологиями.
Ключевые термины
- вход : что-то, что вводится в процесс с намерением сформировать или повлиять на выходы этого процесса.
- конвейерная линия : Система рабочих и машин, в которой продукт собирается в серии последовательных операций; обычно продукт прикреплен к непрерывно движущейся ленте
Факторы производства обычно включают землю, труд, капитал и природные ресурсы. Эти ресурсы используются непосредственно для производства товара или услуги. С другой стороны, технологии используются для того, чтобы задействовать эти факторы производства. Фирма не покупает дополнительные единицы технологии для использования в производственном процессе так же, как фирма может нанять больше рабочей силы для увеличения выпуска.Вместо этого технология, доступная в конкретной отрасли или экономике, позволяет фирмам более или менее эффективно использовать рабочую силу и капитал. Важно отметить, что технологические достижения являются результатом инноваций, в этом контексте также стоит упомянуть инновационные методы, такие как изменение процессов. Инновации — это движущая экономическая сила такого скачка в эффективности.
Технологические изменения — это термин, используемый для описания любых изменений в наборе возможных производственных возможностей. Изменение технологии изменяет комбинации ресурсов или их типы, необходимые в производственном процессе.Улучшение технологии обычно означает, что требуются меньшие и / или менее дорогостоящие ресурсы. Если себестоимость продукции ниже, прибыль, доступная по данной цене, увеличится, и производители будут производить больше. При увеличении производства по каждой цене кривая предложения сместится вправо, что означает увеличение предложения и снижение цен. Для экономики в целом усовершенствование технологий смещает границы производственных возможностей вовне.
Граница производственных возможностей (PPF) : Развитие технологий, позволяющих увеличить выпуск на основе тех же затрат, можно описать как сдвиг PPF наружу, как показано на этом рисунке.
Изобретение и популяризация сборочной линии — это пример изменения процесса, который стоит упомянуть в контексте технологических изменений. Инновационные методы того, как мы это делаем, — это пример того, как можно увеличить выпуск при тех же затратах, и он часто обсуждается в связи с технологическими инновациями. Во время промышленной революции многие продукты, которые ранее создавались вручную одним человеком или группой мастеров, стали производиться на фабриках, где каждый рабочий выполнял одну простую операцию.Это означало, что компании могли производить гораздо больше продукции, используя то же количество сырья, капитала и рабочей силы. Предложение этих товаров увеличилось, и кривая производственных возможностей для всей экономики сместилась наружу.
Технологические изменения в компьютерной индустрии привели к сдвигу кривой предложения компьютеров. Благодаря достижениям в области технологий компьютеры теперь можно производить более дешево, хотя они продолжают становиться меньше, быстрее и мощнее. Производители реагируют на более дешевый производственный процесс увеличением выпуска, смещая кривую предложения наружу.Таким образом, количество производимых компьютеров увеличивается, а стоимость компьютеров падает.
ICCUB
Технологический блок
Технологическое подразделение ICCUB фокусируется на изобретении и создании амбициозных и инновационных инструментов обнаружения будущего. Это включает сотрудничество в крупных проектах, связанных с экспериментами по физике элементарных частиц, космическими полетами, астрономическими установками и другими. В этом процессе некоторые технологии, такие как электроника и разработка программного обеспечения, носят трансверсальный характер, поэтому сами по себе составляют направления технологических исследований.Технологическое подразделение ICCUB (или ICCUB-TECH) было создано как сервисное подразделение, чтобы обеспечить специализированное понимание и опыт работы с приборами, электроника, программная инженерия и информатика.
Организация ICCUB-TECH разделена на два подразделения: электроника и приборы, а также разработка программного обеспечения и данных.
- Электроника и приборы: исследователи и инженеры ICCUB имеют пятнадцатилетний опыт разработки приборов для высоких энергетическая физика, астрофизика и космические проекты.Они внесли важный вклад в международное сотрудничество, такое как LHCb и CTA. В последнее время приборы ICCUB также применяются в других областях, таких как медицинская визуализация.
- Программное обеспечение и инженерия данных: Чтобы обрабатывать и анализировать данные, мы должны решать задачи моделирования, сокращения, интеллектуального анализа, моделирования и представления данных. Инженеры ICCUB-TECH разработали программное обеспечение для создания высококачественных наборов данных, которые придают значение экспериментам и Физики, стоящие за этими экспериментами, благодаря их глубокому опыту в обработке массивных данных из таких проектов, как Gaia и LHCb.
Технологическое подразделение ICCUB фактически предоставляет нескольким группам ICCUB услуги, такие как приборы и программное обеспечение. развития, чтобы поддержать их вклад в международное сотрудничество. Некоторые важные события, которые уже были выполняется предварительный душ в LHCb или сжатие данных в GAIA. В настоящее время оба подразделения продолжают участвовать в этих экспериментах, а также в других международное сотрудничество: CTA, Дева, IAXO.
Более того, опыт, приобретенный в ходе этих проектов, привел к участию в передаче знаний таких как медицинская визуализация и наноспутники, в результате чего было получено 5 патентов и создано Spinoff DAPCOM.
Норма времени в технологическом процессе
Норма времени в технологическом процессе
3,33 / 5 (3) — 22 февраля 2016 г.Норма технологического времени (norm time) — определяется по окончании традиционно разработанного технологического процесса.Общее определение определяет стандарт времени обработки как количество времени, необходимое для выполнения определенных действий в заданных организационных и технических условиях определенным числом сотрудников. Предусмотренная [4] норма технологического времени может включать все виды деятельности, выполняемые человеком, технологической машиной и транспортными средствами. Исключение составляют концептуальные (творческие) работы, для которых можно эффективно использовать только конкретный график с конечной датой (дедлайном). Самой большой проблемой для стандартизации рабочего времени являются технологические процессы, требующие больших временных затрат, уникальные или выполняемые на заказ (например, производство штучных изделий, ремонтные услуги).
Норма технологического времени рассчитана для:
- производственное планирование,
- определение затрат на оплату труда работников,
- определение стоимости продукта.
Расчет технологической нормы времени выполняется преимущественно для отдельных технологических операций. Следует предположить, что одни и те же действия на разных предприятиях, с разными организационно-техническими условиями, занимают разное количество времени.
На рис. 1 показано стандартное время обработки.
Рис.1 График нормы технологического времени.
Были приняты следующие базовые условия:
- произведен правильный выбор станка и технологической оснастки,
- заготовка соответствует требованиям (габаритные размеры, материал),
- правильно подобранные припуски на обработку,
- сотрудников имеют соответствующую квалификацию, человек
- организация труда на нужном уровне,
- обслуживание технологической станции исправное.
Норма времени в уравнениях
Норму времени можно определить по уравнению:
где: t — технологическая норма времени, t , pz — подготовительное и заключительное время, t j — единичное время.
| Время подготовки и завершения (подготовительное и заключительное время) — время действий, связанных с подготовкой к завершению и завершением данной технологической операции. При обработке серии деталей это происходит только один раз.В рамках расчета мы учитываем такие действия, как: чтение соответствующей технологической документации, загрузка и передача инструментов и необходимого технологического оборудования, постановка и снятие с охраны станка, обработка полуфабрикатов и продуктов переработки. |
Современный характер производства означает, что время подготовки и завершения играет важную роль в организации производства. В случае массового производства его наличие было не так важно.
| Единица времени — это время, необходимое для выполнения одной технологической операции над заготовкой или заготовками. Единичное время t j представляет собой сумму времен t w и t u , то есть времени выполнения (действия, непосредственно связанные с выполнением данной технологической операции) и дополнительного времени (работа станции обработки, физиологические потребности оператора). |
где: t j — единичное время, t w — время выполнения, t u — дополнительное время.
Рис. 2. Пример одновременной обработки двух заготовок (MT Poznańskie MACHTOOL 2016)
| Время выполнения является суммой времен t g и t p , которые являются основным временем и вспомогательным временем. | |
| Основное время — это время, в течение которого изменяются формы, размеры или свойства заготовки или относительное положение и прикрепление объектов (операция сборки).Мы различаем: основное станочное, ручное и машинно-ручное время — обработка может выполняться станком (например, фрезерование, токарная обработка) или вручную (например, ручная обработка кромочным напильником или ручное удаление заусенцев). Определение основного машинного времени основано на аналитических расчетах для отдельных технологических обработок. | |
| Вспомогательное время — это время, необходимое для выполнения необходимых повторяющихся действий, повторяемых во время технологической операции (механическая обработка или сборка) для каждой детали или части заготовки или нескольких элементов без изменений (как описано на tan).Эти операции могут выполняться как оператором, так и станком (автоматизация станции обработки). Примеры действий: базирование и фиксация заготовки, снятие заготовки, изменение параметров обработки, другие операции обработки, измерение заготовки оператором и системой с объективным датчиком. | |
| Дополнительное время включает в себя время обслуживания t o и физиологическое время оператора t f .Время обслуживания включает в себя действия, связанные с поддержанием работоспособности рабочей станции, и это задачи, которые уникальны для любой детали (или группы объектов). Время физиологических потребностей необходимо для удовлетворения физиологических потребностей оператора и поддержания работоспособности. |
где: t o — время обслуживания, t f — время физиологической потребности. В случае дополнительного времени здесь предполагается, что это 12% времени выполнения t w .
Время обслуживания относится к поддержанию работоспособности рабочей станции и включает время технической поддержки t или и организационное время t oo . Примерами действий, принимаемых во внимание во время t_ot, являются: замена затупившегося инструмента, удаление стружки. T_oo включает в себя: проведение, подготовку инструментов и их использование после завершения работы, подачу документации и рабочую станцию для другого изменения. |
где: t ot — время технической поддержки (обслуживания), t oo — время организационного обслуживания.
где: значение коэффициента k от принято равным 3%
где: k oo значение коэффициента принимается от 6% до 9%
| Время отдыха сотрудника — необходимо учитывать, если рабочий цикл станка сам по себе не предоставляет эту возможность. | |
| Время естественных нужд — незаменимые для нужд работника. | |
| Время физиологической потребности делится на время отдыха сотрудника / оператора и время физиологической потребности. |
где: t f — время физиологической потребности, t fn — время естественной потребности, t fo — время отдыха работника.
где: значение коэффициента kf составляет 0,02, что является результатом 2% времени t w
Таким образом, аналитически определенный норматив технологического времени (норматив рабочего времени) для серийного производства принимает следующий вид:
где k_u — дополнительный временной коэффициент, остальные обозначения как выше.
Для массового производства стандарт технологического времени основан на формуле:
Вышеупомянутый метод представляет собой аналитический метод, который позволяет приемлемо оценить стандарт рабочего времени (стандарт технологического времени) для данной технологической операции и комплексного технологического процесса.Также используется экспериментальный метод, заключающийся в измерении отдельных видов деятельности в данной компании на данном рабочем месте при выполнении различных технологических задач.
Источники
- Feld M., Podstawy projektowania processów technologicznych typowych części maszyn, WNT 2000
- Знания — dr inż. Ян Беркан (RIP 2018)
- Собственные записи.
- Staworzyński P., Techniki normowania czasu — www.staworzynski.boostnet.pl
Нравится:
Нравится Загрузка …
Связанные«Предыдущая статья Рукав — технологический процесс, введение
Следующая статья » Технологический процесс рукава, часть 1
Внедрение новых технологий
Несмотря на все доллары, потраченные американскими компаниями на НИОКР, часто остается постоянный и вызывающий беспокойство разрыв между внутренней ценностью разрабатываемой ими технологии и их способностью заставить ее работать эффективно.Во время жесткой глобальной конкуренции разница между техническими перспективами и реальными достижениями вызывает особенно серьезную озабоченность. Основываясь на своем долгом исследовании трудностей, с которыми сталкиваются менеджеры при устранении этого разрыва, авторы выделяют полдюжины ключевых проблем, которые менеджеры, ответственные за внедрение новых технологий, должны преодолеть: их неизбежно двойная роль, разнообразие обслуживаемых внутренних рынков, законное сопротивление. изменения, правильная степень продвижения, выбор места внедрения и необходимость того, чтобы один человек взял на себя общую ответственность.
Внедрение технологических изменений в организацию ставит перед менеджментом иной набор проблем, чем работа компетентного администратора проекта. Однако часто менеджеры, ответственные за внедрение технических инноваций в повседневное использование, гораздо лучше оснащены образованием и опытом, чтобы направлять развитие этих инноваций, чем управлять их внедрением.
На следующих страницах мы описываем некоторые проблемы, которые должны преодолеть менеджеры, если компании хотят эффективно осваивать новые технологии.Мы также предлагаем стратегии, которые менеджеры могут использовать для решения этих трудностей. Хотя все примеры, которые мы приводим, связаны с компьютерами и основаны на опыте крупных производителей, поднятые вопросы и предлагаемые стратегии применимы также и к малому бизнесу, к операциям по обслуживанию — фактически, к любой организации, где процветают технологические инновации.
Наши выводы основаны на совместном исследовании и консультационном опыте с более чем 20 крупными транснациональными корпорациями и примерно с 70 организациями в General Electric.Наше внимание уделяется технологиям внутренней разработки; но поскольку поставщики передового производственного оборудования обнаружили, что в своих усилиях по внедрению систем, которые они продают, новые технологии, независимо от их происхождения, ставят менеджеров перед определенным набором проблем.
Двойная роль
Те, кто управляет технологическими изменениями, часто должны выступать и в качестве технических разработчиков, и в качестве исполнителей. Как правило, одна организация разрабатывает технологию, а затем передает ее пользователям, которые менее квалифицированы с технической точки зрения, но достаточно хорошо осведомлены о своих собственных областях применения.Однако на практике пользовательская организация часто не желает — или не может — брать на себя ответственность за технологию на той стадии ее развития, когда группа разработчиков хочет передать ее. Лицо, ответственное за реализацию — независимо от того, находится ли он в организации-разработчике, в организации-пользователе или на каком-либо промежуточном посту — должно спроектировать передачу так, чтобы она была почти незаметной. То есть до того, как эстафета перейдет из рук в руки, бегуны должны были работать параллельно в течение длительного времени.Менеджер по внедрению должен учитывать перспективы и потребности как разработчиков, так и пользователей.
Возможно, самый простой способ выполнить эту задачу — рассматривать внедрение как внутреннюю маркетинговую, а не сбытовую работу. Это различие важно, потому что продажа начинается с готового продукта; маркетинг, с изучением потребностей и предпочтений пользователей. Руководители отдела маркетинга беспокоятся о том, как позиционировать свой продукт по отношению ко всем конкурирующим продуктам, и озабочены каналами сбыта и инфраструктурой, необходимой для поддержки использования продукта.
Принятие маркетинговой точки зрения побуждает менеджеров по внедрению добиваться участия пользователей в: (1) раннем выявлении и улучшении соответствия между продуктом и потребностями пользователя, (2) подготовке организации-пользователя к принятию инновации и (3) передача «права собственности» на нововведение пользователям. Мы обсуждаем первые два из этих вопросов в этом разделе статьи; третий мы рассмотрим позже.
Маркетинговая перспектива
То, что вовлечение пользователей в этап разработки новой технологии повышает их удовлетворенность, хорошо известно, но надлежащая степень, время и тип участия пользователей будут сильно различаться от компании к компании.Например, разработчики программного обеспечения в компании, производящей электронное офисное оборудование, создали группу пользовательского дизайна для работы с разработчиками над стратегически важной частью прикладного программного обеспечения, когда программа все еще находилась на стадии прототипа. Потенциальные пользователи могли опробовать программное обеспечение на том же компьютере, что и разработчики программы. Чрезвычайно плотный цикл общения, который в результате позволил пользователям получать ежедневную обратную связь с дизайнерами об их предпочтениях и проблемах. Такая степень непосредственности может быть необычной, но менеджеры почти всегда могут получить от потенциальных пользователей некоторую информацию, которая улучшит дизайн продукта.
Маркетинговая перспектива также помогает подготовить организацию к внедрению новых технологий. Многие попытки внедрения терпят неудачу из-за того, что кто-то недооценил масштаб или важность такой подготовки. В самом деле, организационные холмы полны менеджеров, которые верят, что техническое превосходство и стратегическая важность инновации гарантируют признание. Поэтому они вкладывают огромные ресурсы в покупку или разработку технологии, но очень мало — на ее реализацию.Однако опыт показывает, что успешное внедрение требует не только значительных вложений со стороны разработчиков на начальном этапе проекта, но и устойчивого уровня инвестиций в ресурсы пользовательских организаций.
Очень многообещающая попытка внедрения в крупной коммуникационной и компьютерной компании сошла с конвейера в течение многих месяцев из-за неадекватной инфраструктуры в организации пользователей. Новое компьютеризированное оборудование для управления процессами было готово к отправке потенциальным пользователям, с энтузиазмом ожидающим его прибытия, но не было программного обеспечения для связывания.Возникли споры о том, кто должен платить за эту небольшую, но важную часть системы. Не менее тревожно и то, что не было ресурсов для обучения, потому что разработчики не считали предоставление этих ресурсов частью своих обычных обязанностей. Никто в пользовательской организации не подготовил почву для инновации, поэтому разработчики не могли передать ее никому.
Структура информации
Подобно тому, как менеджеры по маркетингу тщательно планируют исследования, в ходе которых они будут собирать важную информацию о продуктах, менеджеры по внедрению должны разработать итеративную, почти подобную гармошке структуру, чтобы принимать решения о том, когда и как собирать необходимую информацию от всех групп, затронутых нововведением.Мы говорим «аккордеонный», потому что процесс обязательно включает поиск информации, паузу для ее переваривания, а затем еще один активный период поиска — цикл за циклом. Какая информация важна — и у кого она есть — может варьироваться на разных этапах процесса реализации, но кто-то должен координировать итеративную работу по ее сбору — и этот кто-то является менеджером по реализации.
Когда, например, производитель турбин спроектировал систему ЧПУ для управления производством мелких деталей, менеджеры проектов были осторожны:
- Соблюдайте текущий распорядок работы.Системные разработчики несколько раз посещали производственный цех и каждый раз опрашивали восемь-десять операторов об их рабочих процедурах.
- Обратите особое внимание на те части работы, которые требовали от пользователей принятия решений или поиска информации о том, какие инструменты или материалы использовать, какую последовательность шагов выполнять при обработке и какие работы операторы должны выполнять в первую очередь.
- Обсудите с работниками, что их особенно расстраивает или вознаграждает в своей работе.В этом случае выяснилось, что им нравилась некоторая гибкость в последовательности работ, они считали, что выбор материалов должен принадлежать им, и часто были разочарованы трудностью поиска инструментов.
- Изучите, как этот производственный процесс соотносится с другими. Операторы станков были чрезвычайно зависимы от материального персонала, технического обслуживания, инструментальной комнаты и экспедиторов.
Обсуждая с операторами, разработчики системы могли понять важные переменные такими, какими их видят операторы, и, следовательно, могли спроектировать систему, которая решала проблемы, с которыми действительно сталкивались операторы, без создания новых.Эти обсуждения также способствовали передаче информации пользователям посредством обучения и практических занятий с пользователями и их руководителями.
Множественные внутренние рынки
Чем выше организационный уровень, на котором менеджеры определяют проблему или потребность, тем выше вероятность успешного выполнения. В то же время, однако, чем ближе определение и решение проблем или потребностей к конечным пользователям, тем выше вероятность успеха.Менеджеры по внедрению должны составлять свои внутренние маркетинговые планы в свете этого очевидного парадокса.
По мере того, как эти менеджеры идентифицируют людей или группы, принятие которых имеет важное значение для успеха инновации, они также должны определить, к кому обратиться, когда и с какими аргументами. Высшее руководство и конечные пользователи должны поддержать нововведение, чтобы оно стало успешным, но маркетинг идеи для этих двух групп требует очень разных подходов. Как же тогда менеджер по внедрению может способствовать всеобщему признанию инновации таким широким кругом клиентов? Мы считаем, что этот руководитель должен рассматривать новую технологию с точки зрения каждой группы и соответствующим образом планировать подход к каждой из них.
Высшее руководство, больше всего озабоченное вероятным влиянием нововведения на чистую прибыль, привыкло получать предложения, в которых указывается рентабельность инвестиций и окупаемость. Однако многие из сегодняшних компьютеризированных технологий не поддаются оправданию в традиционных финансовых терминах, но они могут иметь важное значение для будущего компании. На фоне растущих требований к бухгалтерской профессии предоставить более эффективные средства для оценки стоимости роботов, САПР и компьютерно-интегрированного производства, некоторые компании начинают осознавать ограничения традиционных моделей капитального бюджета. 1
Когда GE открыла свой современный автоматизированный завод по производству посудомоечных машин, он первоначально оправдал затраты на основе экономии с течением времени, но завод получил отдачу от инвестиций неожиданным образом. Качество продукции улучшилось, снижение производственных затрат привело к увеличению доли рынка, и завод оказался в состоянии служить площадкой для производства другой продукции. Каждый раз, когда менеджеры документируют такие нетрадиционные выгоды, им легче впоследствии оправдать аналогичные инвестиции.
Руководители высшего звена также могут руководствоваться стратегическими соображениями. Когда крупномасштабная автоматизация была внедрена в большой бизнес GE по производству паротурбинных генераторов, новинка была продана высшему руководству в связи с меняющимися потребностями бизнеса: переход от производства крупных уникальных продуктов к производству мелких деталей. Новые системы также помогли добиться постоянного улучшения качества, необходимого для поддержания конкурентоспособности производственной деятельности в условиях оживления нынешнего вялого рынка.
Продажи высшему руководству по поводу новой технологии — без одновременного участия организаций-пользователей в процессе принятия решений — недостаточно. Не менее важно, чтобы пользователи инновации стали «владеть» технологией. Значение этого термина во многом зависит от масштабов проекта. Хотя очевидно, что невозможно привлечь всех пользователей к выбору и / или разработке инновации, это не может служить оправданием для отказа от участия их представителей.
Возможно, еще более важно спланировать передачу знаний от старой операции, в которой люди очень хорошо знали материалы и продукт, к новому процессу, который посторонние могут изначально спроектировать и запустить.Разработчики нового процесса (особенно когда речь идет о компьютерном программном обеспечении) часто очень хорошо знают свои инструменты, но редко они понимают материалы и процессы, к которым применяется их программное обеспечение, а также люди в производственном цеху, которые работали с ними. оба годами. По крайней мере, менеджеры должны предоставить какой-то механизм и время для передачи таких знаний от опытного работника к разработчику.
Примером хорошо развитого владения является случай, когда маркетинговая организация собирается перейти от ручных файлов к электронной системе хранения, обмена сообщениями и поиска данных, которую используют как бухгалтеры, так и секретари.Менеджеры решили потратить время на то, чтобы сделать это правильно с первого раза, а не делать это заново. Менеджер проекта создал комитет из выборных представителей всех затронутых групп. Этот комитет собирался регулярно, сначала для выбора правильного пакета программного обеспечения, а затем, когда стало очевидно, что им придется создать свою собственную систему, чтобы получить все необходимые функции, дать рекомендации по ее структуре и содержанию.
В результате получилась изобретательная, хорошо принятая и широко используемая система.Более того, пользователи рассматривали незначительные проблемы, которые действительно возникали, как ошибки, которые необходимо устранить в нашей системе . Как сказал нам один менеджер: «Пользователи хотели этого, поэтому они это построили».
Решающим фактором успеха этого проекта был выбор лидеров мнений среди пользователей для участия. Менеджеры, добившиеся перемен, давно знают, что мнения нескольких лидеров глубоко влияют на скорость и степень распространения нововведений. Основа лидерства различается от организации к организации, но этих лидеров обычно нетрудно определить.Часто они занимают свое место влияния в результате технических навыков, а не формального положения.
Лидеры общественного мнения, однако, не обязательно наиболее квалифицированных оператора. Исследования поведенческих наук показали, что люди обычно ищут в таких лидерах два вида доверия: «безопасное» доверие (этот человек достаточно похож на меня, чтобы его мнениям можно было доверять) и «техническое» доверие (этот человек знает, о чем говорит) . Кто-то, чьи технические навыки настолько превосходны, что последователи не могут рассчитывать на подражание, может слишком сильно выйти за рамки норм группы, чтобы быть настоящим лидером общественного мнения.
В только что описанной маркетинговой организации один старший менеджер по работе с клиентами отказался использовать новую электронную систему. Разработчики системы сначала были встревожены, но затем поняли, что этот человек не является лидером общественного мнения. Их усилия текли вокруг него, не сдерживаясь его противодействием. Через шесть месяцев после того, как все остальные подключились к системе, он сдался, наконец убедившись в ее полезности.
Продвижение по сравнению с Hype
Многие разработчики технологий признаются в недоумении по поводу того, что инновации не получают автоматического признания.Может быть излишне оптимистично полагать, что инновация будет продавать сама себя, но не менее опасно перепродавать новую систему. Новые и экзотические технологии особенно уязвимы для шумихи.
Статьи в СМИ о роботах и искусственном интеллекте, например, вызвали ожидания намного выше, чем того требует фактическая эффективность современных технологий. Потенциальные пользователи быстро разочаровываются, когда разрекламированные инновации работают ниже ожиданий. Когда один производитель компьютеров разработал программное обеспечение с искусственным интеллектом для использования в производстве, внешний мир подумал, что это готовый продукт, задолго до того, как он вышел из стадии «виртуального программного обеспечения».За несколько месяцев до того, как это программное обеспечение появилось у них в руках, предполагаемые пользователи сталкивались с вопросами своих клиентов о том, нравится ли оно им.
Разрыв между восприятием и реальностью можно проследить благодаря энергичным усилиям одного менеджера проекта на раннем этапе. Понимая важность продажи концепции руководству, этот энтузиаст расширил свою кампанию практически на всех, кто готов был слушать. Поскольку это была сексуальная тема, новая система искусственного интеллекта получила широкое внимание в средствах массовой информации, а также в информационных бюллетенях организаций.Этот перепродаж представлял проблему для менеджеров по внедрению, которым приходилось бороться с мнением, что их проект сильно отстает от графика и что их продукт дал меньше обещанного.
Рискованное место, безопасные инновации
Есть две причины для проведения пилотной операции перед внедрением инноваций в крупной организации: во-первых, чтобы служить в качестве эксперимента и доказать техническую осуществимость высшему руководству, а во-вторых, чтобы служить надежной демонстрационной моделью для других подразделений. в организации.Эти две цели не всегда совместимы.
Если инновация должна быть успешной на пилотном объекте, чтобы выжить политически, менеджер по внедрению может выбрать объект, который практически не представляет риска, но который не приносит реальной выгоды для организации и не создает модель для других подразделений. В то же время, однако, если испытание должно стать надежным испытанием, оно не может проводиться среди самых новаторских людей в корпорации. Успех на такого рода сайтах уязвим для критики, что эти пользователи далеки от типичных.
Тестирование новой технологии на устройстве с наихудшими характеристиками, даже если это может быть то место, где инновация наиболее востребована и даст наиболее впечатляющие результаты, — не лучший выбор. Если проект провалится, менеджер по внедрению не будет знать, какая часть отказа была вызвана чрезвычайными проблемами с сайтом, а какая — присущими технологии свойствами. Если проект увенчается успехом, критики сразу заметят, что все могло бы помочь работе на этом объекте.
Следовательно, решение состоит в том, чтобы четко определить цель теста — экспериментальную или демонстрационную — и затем выбрать место, которое лучше всего соответствует потребностям. Специализированное подразделение одного крупного производителя компьютеров столкнулось с проблемой. Если заказчики отменяли заказы, частично построенные системы либо полностью списывались, то есть разбивались на компоненты и отправлялись обратно на склад, либо сопоставлялись с поступающими заказами, чтобы определить, была ли установка достаточно близкой, чтобы оправдать модернизацию.Когда этот процесс сопоставления, который выполнялся вручную, был компьютеризирован, первый сайт приложений был операцией с энтузиазмом-чемпионом, но он должен был быть свернут в течение нескольких месяцев. Сайт был свободен от политического риска, но бесполезен для демонстрации. Несмотря на то, что первое приложение было успешным, операция была прекращена до того, как площадка могла служить демонстрацией для других предприятий, и менеджеру по внедрению, отвечающему за следующий объект, пришлось начать все сначала.
Рассмотрим другой пример: производитель бумаги выбрал одну из своих фабрик с высокой видимостью в качестве первой площадки для размещения дорогостоящей крупномасштабной компьютеризированной системы управления.Хотя система была необходима для увеличения падающей рентабельности, комбинат не был ни лучшим, ни худшим предприятием компании с финансовой точки зрения. Местное руководство было настроено на успех системы ради предприятия; корпоративное руководство рассматривало это как эксперимент. Сайт был многообещающим, но небезопасным.
Даже если менеджеры понимают, что испытание новой технологии является важной демонстрацией, они не всегда задают следующий вопрос: демонстрация для кого? Физическое и организационное положение первого сайта сильно повлияет на то, кем будет следующая волна пользователей.
На протяжении многих лет многие исследования показали сильную обратную зависимость между близостью к объектам и их использованием. Этот результат неудивителен, если расстояние измеряется в милях. Что удивительно, так это то, что «вне поля зрения» — независимо от того, насколько сильно — обычно означает «не в виду». Разница в использовании библиотеки инженерами в кампусе колледжа зависела от того, на сколько больше футов, а не миль, люди, не пользующиеся библиотекой, находились от библиотеки, чем пользователи. Точно так же новые компьютерные терминалы в крупной нефтяной компании сначала использовались людьми из соседних офисов и лишь с неохотой — людьми, находящимися даже на несколько футов ниже по коридору.Расстояние — это относительная, а не абсолютная мера, которую нужно сравнивать с текущим распорядком, а не с каким-либо объективным стандартом. 2
Очевидно, что не всегда возможно разместить новое оборудование для всеобщего удобства. Даже в этом случае размещение инновации часто определяет, кто использует новую технологию в первую очередь и больше всего. Если оборудование расположено дальше от пожилых или более сопротивляющихся потенциальных пользователей, у них есть готовый повод избегать его. Следовательно, менеджеры, которые не учитывают физическую компоновку в своих стратегиях реализации, могут по умолчанию выбрать в качестве первых пользователей людей, мало или совсем не влияющих на организацию.
Как отмечалось ранее, привлечение лидеров мнений к процессу планирования помогает упростить процесс реализации. Если первые пользователи новой технологии являются заслуживающими доверия образцами для подражания (ни необычайно искусными, ни очень плохо квалифицированными), их демонстрация имеет повышенное значение для широкой аудитории. Иногда эти лидеры общественного мнения решительно сопротивляются технологии, и если даже один из них применит ее, может образоваться необходимая трещина в дамбе. Для того, чтобы заставить их попробовать нововведение, может потребоваться ничего более сложного, чем хорошо продуманная и тактично проведенная тренировка.
Однако часто руководителю внедрения приходится создавать новые образцы для подражания, размещая инновации там, где работники, наиболее открытые к изменениям, могут демистифицировать технологию для других, используя ее сами. Хотя определенно ошибочно соотносить сопротивление с возрастом как таковым, остается верным то, что люди с долгосрочными инвестициями в определенные распорядки и навыки часто не решаются отказаться от безопасности этих привычек. Опять же, лучше избегать крайностей и размещать новые технологии рядом с работниками, которые довольно открыты для изменений, но не так сильно отличаются от тех, чье сопротивление делает их плохими моделями.
Когда на большом складе была установлена система обработки материалов, она полагалась на своих так называемых «хиппи» крановщиков, а не на рабочих на погрузочной платформе. После того, как крановщики разобрались с проблемами, руководство могло постепенно установить систему по всему предприятию. Поначалу крановщики не были лидерами общественного мнения из-за их относительной молодости и разного опыта, но они оба были восприимчивы к инновациям и не настолько сильно отличались друг от друга, чтобы быть неприемлемыми образцами для подражания.
Многие и один
Если инновация должна быть успешной, команда внедрения должна включать в себя: (1) спонсора, обычно человека достаточно высокого уровня, который следит за тем, чтобы проект получил финансовые и людские ресурсы, и который хорошо разбирается в политике организации; (2) поборник, который является продавцом, дипломатом и решает проблемы инноваций; (3) менеджер проекта, который курирует административные детали; и (4) интегратор, который управляет конфликтующими приоритетами и формирует группу с помощью коммуникативных навыков.Поскольку это роли, а не люди, более одного человека могут выполнять данную функцию, и один человек может выполнять более одной роли.
Однако, даже если все эти роли будут заполнены, проект все равно может остановиться, если организация не наделит достаточно полномочий одним человеком, чтобы все могло происходить. Один из этих людей — обычно спонсор или поборник — должен обладать достаточной организационной властью для мобилизации необходимых ресурсов, и эта основа власти должна охватывать как разработчиков технологий, так и пользователей.
Конечно, есть много способов мобилизовать припасы и людей. Например, поощряя владение инновацией в пользовательской организации, опытные защитники могут создать основу для продвижения (а не продвижения) инноваций. Но энтузиазма по поводу новой технологии недостаточно. Новая технология обычно требует вспомогательной инфраструктуры и выделения ограниченных ресурсов для подготовки места внедрения. Чемпион, базирующийся в группе разработчиков и не имеющий авторитета среди принимающих, должен полагаться на трудоемкое индивидуальное убеждение, чтобы собрать необходимые ресурсы.Кроме того, даже если потенциальные пользователи верят в ценность инновации, им, возможно, придется убедить начальство высвободить эти ресурсы.
Короткий футляр проиллюстрирует это. Производитель оборудования для инженерных испытаний оказался в затруднительном положении, потому что многие заказы на его индивидуальную продукцию доходили до производственных цехов без жизненно важных компонентов. Технические эксперты смогли выявить упущения и неправильный выбор деталей до того, как заказы пошли в производство, но механика проверки заказов и их повторного цикла в процессе заказа на поставку требует огромных затрат времени, денег и благосклонности клиентов.Покупатели были недовольны задержкой заказов на несколько недель, когда производство возвращало их первоначальным продавцам, и были еще более встревожены, когда котировки цен пришлось пересмотреть в сторону повышения из-за того, что деталь была забыта при первом обходе.
Технология собственной разработки предлагала частичное решение: компьютерная программа могла автоматически проверять заказы до того, как продавцы выставили расценки. Хотя люди, размещавшие заказы, отнеслись к концепции с энтузиазмом, работа по внедрению системы была чревата проблемами.Ни один менеджер по продажам не желал выступать в роли спонсора или поборника нововведений. Хотя группа пользователей финансировала ее разработку, назначенный чемпион в этой организации находился слишком низко в иерархии, чтобы контролировать ресурсы, необходимые для установки системы. Более того, у него не было четкой поддержки проекта со стороны начальства, и он испытывал смешанные чувства по отношению к нововведению. Он верил в его предназначение, но не был уверен, что он был разработан правильно, и от всего сердца боялся встать за него, чтобы не потерпеть неудачу в полевых условиях.Поэтому он не спешил искать ресурсы и поддержку со стороны высшего руководства, которые позволили бы быстро продвинуть проект вперед. В конечном итоге за инновации должен отвечать один человек.
Законное сопротивление изменениям
Открытое сопротивление нововведению часто возникает из-за ошибок или упущенных вопросов в плане внедрения. Молчаливое сопротивление не исчезает, а бродит, перерастает в саботаж или всплывает позже, когда ресурсы истощаются. Поскольку сторонники изменений так ясно видят преимущества нововведений, сопротивление часто застает их врасплох.Худшее, что может сделать менеджер, — это отбросить такое сопротивление, исходя из двоякого предположения, что это иррациональное цепляние за статус-кво и что с этим ничего не поделаешь. Возможно, это действительно так, цепляясь за статус-кво, но иррационально, редко. И менеджеры могут что-то с этим поделать.
Таким образом, начало мудрости — предвосхищать сопротивление. Нововведению нужен поборник, который будет его развивать, и любая новая технология, способная вызвать сильную пропаганду, также вызовет сопротивление.Там, где есть чемпионы по продуктам, будут и убийцы инноваций. Более того, убийцы могут сорвать проект с помощью всего одной меткой пули, но чемпионам необходимо собрать силы и обеспечить поддержку, чтобы внедрить новые технологии перед лицом сопротивления. Наиболее частыми причинами противодействия новой технологии являются страх потери навыков или власти и отсутствие очевидной личной выгоды.
Страх потери
По мере роста разговоров о дескиллинговом потенциале новых компьютеризированных технологий профсоюзы стремятся переподготовить своих членов, которых в противном случае автоматизация вытеснила бы.Многие компании повышают статус своих сотрудников, которые вынуждены торговать заработанными тяжелым трудом ручным трудом ради унылой рутины нажатия кнопок. Хотя проблема далека от решения, она, по крайней мере, заслужила признание.
Однако есть еще один аспект дескиллинга, который был гораздо менее очевиден для разработчиков: простая необходимость распространить озабоченность по поводу дескиллинга на мастеров и руководителей. Им, конечно, не обязательно управлять новым оборудованием или обладать глубокими знаниями системы, которыми владеют повседневные операторы.Даже в этом случае предоставление подчиненным знаний, которых нет у руководителей и мастеров, подрывает их доверие. Если бригадиры или контролеры продвинулись по служебной лестнице, они будут хорошо знать старую технику. Они помогали решать проблемы, когда он ломался, и немалую часть своего авторитета черпали из своего опыта работы с ним. Обучать своих подчиненных и оставлять их в стороне — значит вызывать вражду.
Когда на целлюлозном заводе появилась новая компьютеризированная диспетчерская, представители поставщиков обучили операторов и их помощников.Никаких подобных усилий не было предпринято для мастеров, которые думали (с некоторым основанием), что потеряли контроль над работой комбината. Некоторые операторы отказались от своей новой власти, тактично обучая своих мастеров, но другие считали, что заслужили право на большую автономию, потому что знания мастеров устарели.
Один из способов справиться с такой ситуацией — научить руководителей, как инструктировать почасовых работников о новой технологии. На этих занятиях должны передаваться детали информации, которую требуется почасовым работникам, инструкции о том, как лучше всего ее представить, руководства по практическим занятиям и аудиовизуальные средства.
Еще одна причина сопротивления — опасение, что нововведение будет ослаблять политический характер и что надзорные органы и даже операторы потеряют некоторый контроль, приняв его. Хороший план реализации должен попытаться определить, где может произойти потеря мощности, чтобы менеджеры могли предвидеть и, возможно, предотвратить любые проблемы, возникающие в результате этой потери.
На одном крупном производственном предприятии в рамках корпоративных исследований была разработана компьютеризированная система для планирования производства — небольшими партиями — индивидуальных медицинских товаров.Хотя руководитель производства внешне поддерживал эту идею, он никогда не принимал никаких решений или назначений, необходимых для реализации новой технологии. Команда внедрения, наконец, осознала то, что он видел в самом начале: использование программного обеспечения, вынутого из его рук, контролировало ключевую часть его работы. Программисты, работающие над проектом, отчитывались перед информационными системами управления (MIS), а не производством. Менеджер никогда не высказывал своего несогласия, поскольку для этого не было разумных оснований, но его сопротивление фактически остановило проект.В этом случае программисты были вполне готовы, как и MIS, отчитываться о продолжительности проекта для производства, изменение, которое позволило проекту встать на место.
Личное пособие
Нововведение должно предлагать очевидное преимущество перед тем, что оно заменяет, иначе у потенциальных пользователей не будет стимула использовать его. Чем более очевидны затраты на инновации (финансовые, удобство, необходимость приобретать новые навыки), тем важнее сделать очевидными потенциальные выгоды и выгоды.Эти преимущества включают в себя расширенное влияние на работу (остановка производственной линии), увеличение стоимости работы (отсутствие запасов в процессе производства), большее признание (участие в ценной команде внедрения), решение давней проблемы (система управления производственным цехом). который дает самые свежие производственные отчеты) и сохранение рабочих мест.
Менеджерам легко забыть, что выгоды, скрытые в системе, которые они могут видеть из-за своего положения, могут быть полностью невидимы для операторов, от которых зависит успех нововведения.Новая технология может окупиться для организации в целом, но не для отдельных лиц в какой-либо форме, которую они могут распознать. Вот почему так важно сделать эти преимущества видимыми посредством поощрения со стороны руководителей, а также посредством четкой и своевременной обратной связи о том, как инновации влияют на производительность работников. В целом, чем быстрее пользователи получат положительные отзывы, тем заметнее будут преимущества.
Очень крупная компания, занимающаяся добычей полезных ископаемых, столкнулась с трудностями при внедрении методологии создания программного обеспечения.Этот подход требовал, чтобы программисты-аналитики сели со своими клиентами и, следуя регламентированной процедуре со стандартизованными обозначениями, проанализировали бизнес клиента. Ожидалось, что структурированный подход позволит выявить больше потенциальных проблем на этапе проектирования и упростить общение между клиентом и дизайнером. Более того, компания надеялась, что стандартизированная система обозначений облегчит передачу проектной работы между программистами и сократит время, затрачиваемое на сопровождение программы.
Оглядываясь назад, становится ясно, что все преимущества новой технологии достались организации, а не тем, кто ее использовал.Фактически, многие потенциальные пользователи думали, что они будут наказаны за использование новой методологии, поскольку менеджеры оценивали их производительность по скорости и низкой стоимости, а не по качеству их продукции. Риторика организации поддерживала и даже требовала использования новой технологии, но структура вознаграждения выступала против этого.
Теперь сравните эту ситуацию с ситуацией, когда менеджеры задумались над проблемой преобразования организационных выгод в индивидуальные вознаграждения. Перед установкой системы управления в цехе крупный производитель бытовой техники провел неформальное исследование проблем почасовой рабочей силы.Они обнаружили, что действующая система ваучеров никогда не позволяла работникам знать, сколько им будет выплачиваться за определенную неделю. Небольшая модификация системы управления позволила сотрудникам получать отчет о накопленной заработной плате по каждой вакансии, которую они поступили. Хотя эта информация не была центральной для нужд организации, добавление ее в структуру системы было недорогим способом повысить преимущества инноваций для работников. Эта небольшая особенность с лихвой компенсировала им боль, связанную с развитием новых навыков и привычек, и преимущество новой системы над старой становилось очевидным каждый раз, когда они ее использовали.
Несколько слов о хеджерах
Помимо чемпионов и убийц в организации всегда будут некоторые «хеджеры», люди, которые отказываются выступать против инновации, чтобы другие могли ответить на их возражения, но которые также отказываются поддерживать новую технологию. Они переступают через забор, готовые перепрыгнуть с любой стороны, чтобы заявить, что они заранее предвидели ценность нововведения или с самого начала знали, что она потерпит неудачу. Эти не склонные к риску менеджеры могут повлиять на будущее новой технологии, когда они являются ключевым звеном в плане внедрения.Поскольку эти хеджеры обычно ждут сигналов, которые укажут им путь для прыжка, проницательные менеджеры по внедрению проследят за тем, чтобы они получали соответствующие сигналы от вышестоящих руководителей в организации.
Подобно продуктовым убийцам, хеджеров можно найти на любом уровне в организации, и эффективное обращение с ними требует последовательности действий. Первый и самый простой — убедить высшее руководство предпринять какие-то быстрые символические действия в поддержку инновации.Независимо от того, принимает ли действие форму служебной записки, речи или незначительного изменения политики, оно должно подавать сигнал о том, что высшее руководство будет поддерживать эту технологию даже в условиях бюджетного кризиса.
Второй шаг, который сложнее, — помочь менеджерам на всех уровнях посылать правильные сигналы. Если, например, первым шагом было объявление о новом стремлении к качеству, вторым должно быть усиление акцента на качестве во всей компании. Если рабочие слышат объявление о новой программе качества, но продолжают безнаказанно отгружать продукты, которые, как им известно, являются низкокачественными, первоначальный символический жест теряет силу.Хуже того, все будущие жесты тоже теряют доверие.
Третий шаг самый сложный и самый необходимый. Менеджеры должны привести критерии, используемые для оценки работы пользователей инноваций, в соответствие с требованиями новой технологии. Новые технологии часто требуют новых мер. Если, например, новый метод структурированного программного обеспечения требует больше времени, чем старый, менеджеры должны оценивать программистов-аналитиков не столько по количеству результатов, сколько по их качеству.
Кроме того, поскольку производительность обычно снижается всякий раз, когда вводится новая технология, более точные измерения производительности в старом понимании могут заставить руководителей опасаться, что их производительность будет хуже — не в последнюю очередь потому, что в полностью автоматизированной системе прямые затраты на рабочую силу снижаются, но косвенно рабочая сила растет.
Другие корректировки могут включать период ввода в эксплуатацию новой технологии, в течение которого обычные измерения выходной мощности не применяются. Также может иметь смысл вознаграждать людей за предотвращение, а не просто за решение проблем, и за развитие рабочего поведения, отождествляемого с новой технологией.Хотя операторы плохо реагируют, когда они рассматривают технологические системы как контролирующие их поведение, они довольно хорошо реагируют, когда система дает им обратную связь об их производительности и производительности их машин. Информация увеличивает степень контроля людей над окружающей средой.
Превратить хеджеров в верующих — непростая задача, но это еще одна из неизбежных проблем, с которыми сталкиваются менеджеры при внедрении новых технологий. В самом деле, по мере изменения конкурентной среды и по мере того, как систематические эффекты новых технологий становятся еще более явными, работа по внедрению этих технологий будет все больше ставить перед менеджерами особый набор проблем — не в последнюю очередь, задачу создания организаций, достаточно гибких для адаптации, адаптироваться и постоянно учиться.
1. См. Дональд Гервин, «Что можно и чего нельзя делать в компьютеризованном производстве», HBR, март – апрель 1982 г., стр. 107; Бела Голд, «CAM устанавливает новые правила производства», HBR, ноябрь – декабрь 1982 г., с. 88; Джоэл Д. Голдхар и Марианн Елинек, «План экономии в масштабе , », HBR, ноябрь — декабрь 1983 г., стр. 141; и Роберт С. Каплан, «Вчерашний бухгалтерский учет подрывает производство», HBR июль – август 1984 г., с. 95.
2. См. Thomas Allen, Managing the Flow of Technology (Cambridge: MITPress, 1977).
Версия этой статьи появилась в выпуске журнала Harvard Business Review за ноябрь 1985 г.Технологический прогресс и экономический рост
Технологические изменения — важнейший фактор, определяющий темпы экономического роста. Это играет важную роль, чем накопление капитала. Именно технологические изменения могут привести к постоянному увеличению выпуска продукции на душу населения. Таким образом, это двигатель экономического роста.
Технологические изменения или прогресс относятся к открытию новых и улучшенных методов производства товаров.Иногда технический прогресс приводит к увеличению имеющихся запасов природных ресурсов. Но в более общем плане технологические изменения приводят к увеличению производительности труда, капитала и других ресурсов. Производительность совокупных затрат всех факторов называется совокупной производительностью факторов. Таким образом, технический прогресс означает увеличение совокупной факторной производительности. В результате технического прогресса становится возможным производить больше продукции с теми же ресурсами или то же количество продукта с меньшими ресурсами.
Но возникает вопрос, как происходит технический прогресс. Технический прогресс происходит за счет изобретений и инноваций. Слово «изобретение» используется для обозначения новых научных открытий, тогда как считается, что инновации имеют место только тогда, когда новые научные открытия используются в коммерческих целях для реального производства товаров. Некоторые изобретения могут быть экономически невыгодными для использования в реальном производстве.
Из вышесказанного следует, что технологические изменения приводят к увеличению выпуска продукции на душу населения.Таким образом, технический прогресс или, точнее, технический прогресс — это изменение производственного процесса, которое приводит к увеличению выпуска на единицу труда. Технологические изменения вызывают сдвиг в производственной функции с использованием всех известных технологий. Технологические изменения следует отличать от изменений в технике. В то время как под технологическим прогрессом мы подразумеваем прогресс в знаниях, приводящий к совершенствованию методов производства, изменение техники относится к использованию другого, но уже известного метода производства.
Процесс экономического роста предполагает увеличение производства товаров и услуг. Увеличение производства может быть достигнуто либо за счет использования большего количества ресурсов и / или за счет реализации более высокой производительности за счет более эффективного использования ресурсов труда, капитала и земли. Технологические изменения способствуют росту обоими этими способами. Это может помочь в открытии новых природных ресурсов в стране и тем самым повысить производственный потенциал страны.Технологические изменения также увеличивают производительность имеющихся ресурсов.
Например, он может обнаружить продуктивное использование земли, которое до сих пор считалось бесплодным, или он может обнаружить новое экономическое использование сырья, которое ранее считалось бесполезным. Но, как объяснялось выше, технологические изменения в целом приводят к более высокой производительности ресурсов. Технологические изменения повышают производительность труда рабочих за счет предоставления более совершенных машин, лучших методов и превосходных навыков.
В таблице 8.1 приводится процентное увеличение производительности труда в ряде стран за период 1970-1989 гг. Повышая продуктивность использования ресурсов, прогресс в технологии позволяет производить больше продукции с теми же ресурсами или то же количество продукции с меньшими ресурсами. Прогресс в технологиях приводит к совершенствованию технологий за счет предоставления более совершенных машин, лучших методов и повышения квалификации.
Это технология, лежащая в основе процесса производства новых вещей из имеющихся ресурсов или использования существующих ресурсов по-новому.Именно это имеет в виду Шумпетер, когда говорит, что «медленное и непрерывное увеличение национального предложения производственных средств и сбережений, очевидно, является важным фактором в объяснении хода экономической истории на протяжении веков, но его полностью затмевает тот факт, что развитие заключается в первую очередь в использовании существующих ресурсов по-другому, в том, чтобы делать с ними новые вещи, независимо от того, увеличиваются эти ресурсы или нет. Важно подчеркнуть, что недавно открытые методы приводят к увеличению производительности на одного работника.”
Производительность рабочих зависит от количества и качества основных средств, с которыми они работают. Для более высокой производительности орудия производства должны быть технологически эффективными и превосходными. Технологические возможности, открытые для экономики, определяют структуру производства. Товар можно производить по разным технологиям. Количество и качество капитала, навыков и других факторов, необходимых для производства, напрямую зависит от эффективности используемой техники производства.Кроме того, управленческий и организационный опыт должен соответствовать технологическим требованиям производства. Таким образом, технология на современном этапе экономического развития является незаменимым фактором производства.
Это век технологий. Развивающиеся страны одержимы желанием добиться быстрого прогресса в технологиях, чтобы догнать современные развитые страны. Предпринимаются лихорадочные усилия по внедрению улучшенных технологий в сельское хозяйство, промышленность, здравоохранение, санитарию и образование; фактически во всех сферах человеческой жизни.Действительно, новые развивающиеся страны стали рассматривать технологии как оплот национальной автономии и как символ статуса в международном сообществе.
Следует отметить, что в 1970-89 гг. Темпы роста производительности труда в Соединенных Штатах были ниже, чем в других странах, за исключением Канады и Швеции. Медленный рост производительности труда в Соединенных Штатах в период (1970-89 гг.) Вызывал серьезную озабоченность и был предметом споров среди экономистов. Далее будет наблюдаться, что в течение этого периода Япония имела самые высокие темпы роста производительности труда — 6%, за ней следовали Италия и Нидерланды.
Денисон в своем эмпирическом исследовании оценил источники увеличения реального ВНП в США в период с 1929 по 1982 год. Он обнаружил, что технологические изменения внесли 28% в среднегодовой рост реального ВНП, который за этот период составил 2,9%. Оценки вклада различных факторов, таких как труд, образование и капитал, представлены в таблице 8.2.
Из таблицы видно, что увеличение количества рабочей силы составило 32% к 2.9 процентов годового роста в Соединенных Штатах. Остальные факторы способствуют ежегодному росту за счет повышения производительности труда.
Технический прогресс проявляется в изменении производственной функции. Таким образом, простой мерой технического прогресса было бы сравнение положения производственной функции в два момента времени. Технологические изменения воздействуют на производственную функцию посредством усовершенствований различных видов, таких как улучшенное оборудование, улучшенные материалы и превосходная организационная эффективность.Кроме того, технический прогресс может выразиться в создании новых продуктов. Доступность нового продукта во многих случаях может быть истолкована как изменение производственной функции, поскольку его можно рассматривать как эквивалент более эффективного способа удовлетворения давней потребности.
Технологические изменения и формирование капитала :Процесс технического прогресса неразрывно связан с процессом капиталообразования. Фактически, оба они идут рука об руку.Технологический прогресс практически невозможен без предварительного накопления капитала. Это связано с тем, что внедрение более совершенных или более эффективных методов требует создания нового основного оборудования, включающего новые технологии. Другими словами, новые и превосходные технологии могут способствовать национальному продукту и его росту, если они впервые будут воплощены в новом капитальном оборудовании.
Таким образом, накопление капитала было названо средством неуклонного внедрения новых технологий в экономику —
Можно отметить, что Адам Смит рассматривал технический прогресс как повышение производительности рабочих в результате усиления разделения труда и специализации.Это приводит к росту национального дохода. Но это был Дж. Шумпетер, который уделял большое внимание роли технологических инноваций в обеспечении экономического роста. Он визуализировал технические инновации, способствующие экономическому прогрессу. Именно предприниматель осуществляет инновации и более эффективно организует производственную структуру. Поскольку, по мнению Шумптера, инновации происходят скачкообразно, а не плавно, экономический прогресс не является непрерывным процессом. Темпы экономического прогресса перемежаются темпами инноваций.Поскольку инновации регулируются множеством факторов, трудно предсказать экономический прогресс в результате технологических изменений.
Проф. Ростов предложил четыре этапа в развитии экономики.
Это следующие ступени:
(i) традиционное общество;
(ii) Предварительные условия для взлета;
(iii) Движение к погашению и
(iv) Этапы массового потребления.
Можно отметить, что экономическая трансформация общества от одного этапа к другому включает, помимо прочего, изменение уровня и характера технологий.В нынешнюю эпоху большей специализации именно технологический фактор подчеркивает все основные аспекты современного производственного аппарата, такие как принятие решений, производственное программирование и рыночная стратегия требований к навыкам.
Роль технического прогресса в экономическом развитии не только велика, но и возрастает с течением времени. Нет никаких сомнений в том, что изобретения и изменения в технологиях производства играли более важную роль в конце восемнадцатого и более поздних веках, чем в более ранние.Технические инновации стали движущей силой промышленной революции в Западной Европе. Хотя инновации в основном возникли из-за нехватки вводимых ресурсов, они имели тенденцию преодолевать препятствия на пути массового производства и транспортные узкие места в движении промышленного сырья и рабочей силы. Были также улучшения в управленческой организации с целью снижения производственных затрат. В дизайн продукции также были внесены изменения, чтобы удовлетворить потребности людей.
Технический прогресс — главный двигатель экономического роста. Постоянный технический прогресс обеспечивает непрерывный рост. Там, где нет технического прогресса, только накопление капитала может не привести к росту, превышающему определенный предел. Ибо накопление капитала без технического прогресса может привести к росту дохода на душу населения только до тех пор, пока имеющаяся рабочая сила не будет полностью оснащена новейшими доступными технологиями, и только до тех пор, пока все потребности потребителей не будут удовлетворены. полностью.Как только будет достигнут момент, когда все рабочие будут оснащены новейшими технологиями и все потребности потребителей будут удовлетворены в полной мере, рост прекратится, если не произойдет технический прогресс.
Технологический прогресс для выхода из стационарного состояния :В настоящее время широко признано, что технологические изменения повышают производительность и что постоянные технологические изменения позволят экономике вырваться из состояния стационарного состояния или экономической стагнации.Классические экономисты, такие как Дэвид Рикардо и Дж. Милль выразил опасение, что увеличение капитала рано или поздно приведет экономику к стационарному состоянию, за пределами которого экономический рост прекратится. Классические экономисты по-прежнему придерживались идеи стационарного состояния, потому что они не принимали во внимание технический прогресс, который мог отсрочить наступление стационарного состояния и обеспечить непрерывный экономический рост. В самом деле, если технический прогресс идет непрерывно, демон стационарного состояния можно отложить на неопределенное время.
Мы можем схематически показать, как технологические изменения повысят производительность и тем самым приостановят возникновение стационарного состояния с помощью представления классической модели Хикса. Сначала представим классическую модель стационарного состояния. Рассмотрим рис. 8.1, на котором по оси X измеряется запас капитала, а по оси Y — норма прибыли на капитал. Эта норма прибыли на капитал является результатом предельной производительности капитала. Можно отметить, что норма прибыли здесь рассматривается как очень похожая на «процентную ставку», которая рассматривалась экономистами-классиками как механизм, определяющий инвестиции, которые должны быть сделаны в любой период времени.
Теперь предположим, что в данный момент в экономике имеется запас капитала, равный K 1 , как показано на рис. 8.1. При таком запасе капитала норма прибыли, которую бизнесмены могли бы получить от новых инвестиций, была бы несколько меньше, чем r 3 . Однако, если экономика будет продолжать расти за счет накопления капитала при сохранении полной занятости, процентная ставка должна быть менее r 3 ; допустим на уровне r 2 .В этой ситуации для предпринимателей было бы выгодно в течение определенного периода, скажем, одного года, осуществить инвестиции (за счет заимствования или за счет собственных средств) в объеме, который приведет к чистому приросту K 1 K 2 в основной капитал. Таким образом, в конце года в экономике будет иметься основной капитал 2 тыс. Тенге. Теперь можно нарисовать кривую CC на рис. 8.1, которая показывает разные нормы прибыли, получаемые от разных уровней основного капитала.
Предполагая, что предложение рабочей силы является постоянным, в отсутствие технического прогресса и, следовательно, кривая нормы прибыли CC остается прежней, увеличение запаса капитала с K 1 до K 2 снизит норму рентабельность капитала от 3 до 2 . В результате норма прибыли на новые инвестиции теперь будет немного ниже r 2 после того, как K 1 K 2 инвестиции были осуществлены в течение года.Теперь, если в сообществе все еще есть чистые положительные сбережения, что, вероятно, имеет место, когда основной капитал еще не увеличился в достаточной степени, тогда процентная ставка упадет ниже уровня r 2 . При падении процентной ставки ниже 2 и норме прибыли на новые инвестиции, почти равной 2 (то есть лишь немного меньше, чем 2 ), целесообразно предпринять новые инвестиции. в следующем году и таким образом сохранить полную занятость в следующем году.
Согласно классическим экономистам, процентная ставка будет постепенно снижаться с течением времени, пока не достигнет уровня, при котором чистые сбережения и чистые инвестиции упадут до нуля. На рис. 8.1 это произойдет, когда основной капитал увеличится до 3 , а процентная ставка упадет до 1 руб. Поскольку чистых сбережений и инвестиций больше нет, дальнейшее увеличение запаса капитала и, следовательно, процесс экономического роста перестанут происходить, и экономика достигнет того, что классические экономисты называют стационарным состоянием.Однако, по мнению экономистов-классиков, стационарное состояние — это отдаленная цель, которой нельзя вообще достичь. Этот взгляд на «классику», согласно Хиксу, основан на идее, что кривая CC очень эластична, так что расстояния, такие как K 1 K 2 , действительно очень малы. Таким образом, накопление капитала происходит очень маленькими шагами и может продолжаться очень долго, прежде чем норма прибыли окончательно упадет до r 1 .
Стационарное состояние можно отложить в рамках технологического прогресса :
Можно отметить, что бизнесмены будут продолжать осуществлять инвестиции до тех пор, пока основной капитал составляет менее K 3 .Ибо до тех пор, пока не будет достигнут уровень основного капитала K 3 , норма прибыли будет достаточно высокой, чтобы побудить бизнесменов использовать чистые сбережения для осуществления новых инвестиций. Однако при достижении уровня основного капитала K 3 чистые сбережения упадут до нулевого уровня, и, следовательно, как чистые инвестиции, так и накопление капитала прекратят свое существование. Хотя в этой ситуации чистые инвестиции обязательно подошли бы к концу, валовые инвестиции могут продолжаться. Но валовые инвестиции не увеличивают основной капитал; это сделано только в целях замены изношенного капитала.Когда будет достигнуто стационарное состояние, чистые инвестиции будут равны нулю, потому что чистые сбережения равны нулю. Кроме того, население, доходы и уровень жизни стабилизируются на постоянном уровне.
Теперь важность технического прогресса состоит в том, что он может приостановить возникновение стационарного состояния равновесия. Классические экономисты недооценивали роль технического прогресса в предотвращении возникновения стационарного состояния равновесия. Когда произойдет технический прогресс, он повысит производительность капитала и труда.В результате повышения производительности кривая нормы прибыли CC (т. Е. Кривая предельной производительности капитала) сместится вверх.
Это означает, что будет выгодно накопить больше капитала и тем самым приостановить возникновение стационарного состояния. Это проиллюстрировано на рис. 8.2, где вначале экономика находится в стационарном состоянии равновесия в точке S 1 с нормой прибыли на капитал, равной r. Предположим, что имеет место новый технический прогресс, воплощенный в новом оборудовании, с которым производительность на единицу труда больше, чем раньше.В результате этого технологического прогресса кривая предельной производительности (т. Е. Кривая нормы прибыли на капитал) сместится вверх.
Как видно из рис. 8.2, со сдвигом кривой нормы прибыли с C 1 C 1 на C 2 C 2 норма прибыли на капитал выросла до 1 . При норме прибыли на новые инвестиции, почти равной r 1 , и ставке процента, равной r, новые инвестиции будут прибыльными.В результате запас капитала увеличится до уровня K 2 , и вся данная рабочая сила будет оснащена новым оборудованием, соответствующим новой технологии.
С увеличением основного капитала до K 2 норма прибыли упадет до r. Таким образом, когда норма прибыли снова упадет до уровня r, чистые сбережения и чистые инвестиции будут уменьшены до нуля, и новое стационарное состояние равновесия будет достигнуто при S 2 . При запасе капитала, равном K 2 , предположим, что происходит новый всплеск технического прогресса, который вызывает дальнейшее смещение кривой CC вверх до C 3 C 3 .Это приведет к тому, что накопление капитала будет происходить дальше до K 3 . Таким образом, в результате технического прогресса и большего накопления капитала, объем производства, доходы и уровень жизни людей будут расти.
Из вышесказанного следует, что технический прогресс является ключом к экономическому росту. По мере технического прогресса, накопление капитала будет продолжаться, и будет иметь место экономический рост. Без технического прогресса накопление капитала может в ограниченной степени поднять объем производства и доход.При постоянной рабочей силе и данной технологии накопление капитала может привести к увеличению выпуска до тех пор, пока все рабочие не оснащены новейшим капитальным оборудованием, воплощающим новейшие технологии. После этого технический прогресс может привести к росту производства и доходов.
Таким образом, профессора Стоунье и Хейг справедливо заявляют: «Таким образом, технический прогресс оказывается даже более важным для экономического роста, чем накопление капитала.Там, где нет технического прогресса, накопление капитала может привести к росту дохода на душу населения только до тех пор, пока рабочая сила не будет полностью укомплектована в соответствии с новейшими технологиями. Как только это произойдет, рост прекратится. Только технический прогресс гарантирует, что стационарное состояние не просто очень далеко, но никогда не наступит, пока продолжается технический прогресс ».
Технологические изменения — бестелесные и воплощенные :Факторы, вызывающие устойчивый рост национального дохода и дохода на душу населения, — важный вопрос, который волновал экономистов.Накопление капитала, рост рабочей силы и технический прогресс способствуют росту экономики. Американский экономист Р. Солоу использовал агрегированную производственную функцию, которая связывает уровень выпуска с уровнями различных затрат, таких как рост капитала, рабочей силы и технический прогресс с течением времени. Солоу использовала следующую производственную функцию —
Y = A (t) F (K, L) …… (1)
Где Y обозначает выпуск, K — капитал, L — труд. Термин A (t) представляет собой технологический прогресс, который, как полагают, зависит только от времени, то есть с течением времени A (t) увеличивается, показывая, что с течением времени технический прогресс позволяет производить больше с заданными количествами капитала и рабочей силы.При таких спецификациях производственной функции технический прогресс не вызывает каких-либо изменений в относительной предельной производительности капитала и труда, то есть такой технический прогресс приводит к равному увеличению производительности двух факторов и считается нейтральным по Хиксу. ощущение, что оно не благоприятствует ни капиталу, ни труду.
Но важно отметить в приведенной выше производственной функции то, что она представляет собой технологический прогресс, который является экзогенным и бестелесным.Под экзогенным технологическим прогрессом мы подразумеваем, что он исходит из-за пределов модели, и, следовательно, термин A (t) показан вне производственной функции. Бестелесные технологические изменения повышают производительность как старых, так и новых машин (т. Е. Капитальных товаров) и не зависят от темпов новых инвестиций.
Бестелесные технологические изменения носят чисто организационный характер, что позволяет производить больше продукции из данных ресурсов без каких-либо новых инвестиций. То есть бесплотные технологические изменения вызывают сдвиг производственной функции без нарушения соотношения капитала и труда.Именно благодаря организационным изменениям бестелесные технологические изменения позволяют производить больше продукции при более эффективном использовании существующих ресурсов.
Бестелесные технологические изменения представлены на рис. 8.3, где по горизонтальной оси измеряется соотношение капитала и труда (K / L), то есть капитал на одного рабочего, а по вертикальной оси измеряется выпуск на одного рабочего (Y / L). в начале дана кривая производственной функции Y = f 1 (k / L), и, согласно этому, при капитале на одного рабочего, равном K / L, производится уровень выпуска Y 1 .
Теперь предположим, что имеет место технический прогресс и кривая производственной функции сдвигается вверх к OY ’, то есть к Y’ = f 2 (K / L). Согласно кривой новой производственной функции Y ’= f 2 (K / L), при заданном соотношении капитала к труду, K / L производится больше продукции Y 2 . Аналогичным образом, при любом другом соотношении капитала и труда на кривой новой производственной функции OY ‘, т. Е. Y’ = f 2 (K / L), будет произведено больше продукции по сравнению с производственной кривой OY. .
Внедрение технологических изменений:
В воплощенных технологических изменениях увеличение инвестиций или накопления капитала рассматривается как движущая сила технического прогресса. Технологический прогресс увеличивает производительность новых машин, построенных в любой период, по сравнению со старыми машинами, построенными в предыдущие периоды. Это означает, что воплощенные технологические изменения не приводят к увеличению производительности уже существующих машин.
О воплощенных технологических изменениях Хан и Мэтьюз в своем обзоре теории экономического роста пишут: «Технологические изменения воплощаются в новых машинах. Машины неизменно воплощают в себе технологии своего времени изготовления. Поэтому машины, построенные в разное время, качественно различны и в общем случае не могут быть объединены в единую меру капитала. Для каждого урожая требуется отдельная производственная функция. Общий выпуск — это сумма выпуска всех использованных винтажей ».
Производственная функция воплощенной технологии может быть записана как —
Y t = F (K t , L t , A t ,)… (2)
Где, выпуск Y т зависит от количества капитала (K т ), труда (L т ) и уровня технологии (A т ). Обратите внимание, что в производственной функции (2) термин A t для технологии появляется внутри производственной функции как один из эндогенных ресурсов.
Важно отметить, что в производственной функции (2) связь между выпуском и технологией отличается от отношения между выпуском и другими затратами, капиталом и трудом. Это можно лучше понять, рассмотрев эту производственную функцию в случае отдельной фирмы, которая может быть указана как —
.Y it = F (K it , L it , At)… (3)
Производственная функция (3) отдельной фирмы показывает, что выпуск отдельной фирмы зависит не только от ее собственного уровня капитала (K , K , K ) и рабочей силы (L it ), но также и от уровня экономики в целом. технология.Выражая таким образом производственную функцию, технический прогресс в экономике увеличит производительность всех фирм, включая фирму, производственная функция которой (3) приведена выше.
В этой формулировке производственной функции предполагается, что технология развивается эндогенно, а не является экзогенным изменением. Таким образом, в концепции воплощенной технологии производственная функция зависит от инвестиций в новый капитал. Технический прогресс способствует изобретениям и усовершенствованиям машин.Таким образом, новая улучшенная технология воплощается в инвестициях в новые машины.
Нейтрально, капитал — сбережения и рабочая сила — сбережения Технологические изменения :Важно знать разницу между технологическими изменениями, экономящими труд и экономящими капитал. Но прежде, чем объяснять технологические изменения, направленные на экономию труда и экономию капитала, будет полезно прояснить значение нейтральных технологических изменений, поскольку именно нейтральная технология является разделительной линией между экономящими труд и капитало-сберегающими технологическими изменениями.В экономике нейтральные технологические изменения (или инновации) определялись двумя способами: первый — Дж. Р. Хиксом, второй — Р. Ф. Харрод.
Эти две концепции нейтральных технологических изменений объясняются ниже:
Нейтральные технологические изменения Хикса :
Хикс определил нейтральные технологические изменения в контексте статической теории цен, особенно в связи с теорией заработной платы. Согласно Хиксу, нейтральные технологические изменения (или нейтральные инновации) — это такие изменения, при которых, если определенное соотношение двух факторов, скажем, рабочей силы и капитала, используется для производства заданного продукта, эффект нейтральных технологических изменений приводит к увеличению производства. предельная производительность каждого фактора в той же пропорции.Хиксовская концепция нейтральных технологических изменений (нейтральные инновации) показана на рис. 8.4, где по оси X измеряется капитал на человека, а по оси X измеряется выпуск продукции на человека.
Слева от начала координат O по оси X мы представляем соотношение предельных продуктов труда и капитала, такое как OR. Кривая OQ 1 изображает производственную функцию (кривая совокупного продукта) в соответствии с некоторыми существующими технологиями. Предположим, что происходят технологические изменения, в результате которых производственная функция перемещается вверх до OQ 2 .
С производственной функцией OQ 1 и до технологических изменений на рис. 8.4 равновесие находится в точке T на производственной функции OQ 1 , где ставка заработной платы равна OW, которая равна предельному продукту труда. Следует отметить, что на рис. 8.4 наклон кривой TR представляет предельный продукт капитала, поскольку по оси X измеряется капитал на человека.
Теперь наклон касательной, TR = TK / RK = OW / OR
Следовательно, предельный продукт капитала = OW / OR
Если ν обозначает предельный продукт капитала, то
ν = OW / OR
Управляя приведенным выше уравнением, мы имеем —
OR = OW / ν
Как указано выше, OW представляет собой предельный продукт труда, а ν — предельный продукт капитала —
Следовательно,
OR = Предельный продукт труда / Предельный продукт капитала
Следовательно, очевидно, что расстояние OR измеряет соотношение между предельным продуктом труда и предельным продуктом капитала в положении равновесия.
Итак, если технический прогресс должен быть нейтральным по отношению к Хиксу, то технологические изменения, вызывающие смещение производственной функции с OQ 1 на OQ 2 , должны оставить соотношение между предельным продуктом труда и предельным продуктом капитала неизменным в любой момент. значение капиталоемкости. Поскольку в положении равновесия T на рис. 8.4 соотношение капитала и труда (т. Е. Капитал на человека) в порядке, нейтральная технология Хикса требует, чтобы при нормальном соотношении капитала и труда соотношение предельного продукта капитала к предельному продукту труд остается прежним (т.е., равно OR), когда произошли технологические изменения и производственная функция переместилась на OQ 2 .
Это означает, что когда новая производственная функция OQ 2 и в точке ‘T’, соответствующей соотношению капитала и труда ОК, если проведена касательная, она должна проходить через ту же точку R. корпус на рис. 8.4. Если наклон касательных RT ’и RT к производственным функциям Q 2 и Q 1 равен OR, это означает, что технологические изменения приводят к изменению предельных продуктов труда в той же пропорции.Из рисунка 8.4 также видно, что в результате технического прогресса и сдвига в производственной функции объем производства на человека увеличился, а также равновесная ставка заработной платы увеличилась с OW до OW ‘. Таким образом, производительность труда и производительность капитала увеличились в результате технического прогресса.
Технологические изменения, направленные на сбережение капитала и труда :
Из определения нейтрального технологического изменения, данного Хиксом, можно легко понять концепции сбережения капитала и сбережения труда.Капитало-сберегающее технологическое изменение (капитало-сберегающие инновации) — это то, что при заданном соотношении капитала и труда повышает предельную производительность труда по сравнению с предельной производительностью капитала. Это означает, что теперь стало бы возможным производить данный уровень продукции с меньшим капиталом по сравнению с трудом в результате технического прогресса.
Таким образом, технологические изменения — это экономия капитала в смысле Хикса, когда отношение предельный продукт труда / предельный продукт капитала или (ΔQ / ΔL) / (ΔQ / ΔK) увеличивается, где ΔQ обозначает небольшое изменение выпуска в ответ на небольшое изменение затрат труда (ΔL) и небольшое изменение затрат капитала (ΔK).Таким образом, ΔQ / ΔL и ΔQ / ΔK будут измерять предельный продукт труда и предельный продукт капитала соответственно.
Обратите внимание, что капиталоемкие технологические изменения обычно подразумевают технологические изменения с использованием рабочей силы, поскольку труд заменяется капиталом.
В терминах рис. 8.4, если произойдет капиталоемкое технологическое изменение, производственная функция сместится таким образом, что касательная, проведенная в точке T ‘(соответствующая данному соотношению капитала и труда ОК), тогда эта касательная пройдет через слева от точки R, указывающей, что отношение предельного продукта труда к предельному продукту капитала будет увеличиваться.В результате данная продукция может быть произведена с меньшим капиталом по сравнению с рабочей силой. Таким образом, он показывает капиталоемкие инновации (т. Е. Технологические изменения).
Трудосберегающие технологические изменения:
Согласно Хиксу, трудосберегающие технологические изменения — это такие изменения, которые сокращают предельный продукт труда по сравнению с продуктом капитала. Другими словами, трудосберегающие технологические изменения (т. Е. Трудосберегающие инновации) происходят, когда при заданном соотношении капитала и труда
Отношение предельный продукт труда / предельный продукт капитала или (MP L / MP K ) снижается.
Это означает, что в случае технологических изменений, связанных с использованием рабочей силы, теперь стало бы возможным производить данный уровень продукции с меньшими затратами труда по сравнению с капиталом после изменения технологии. Обратите внимание, что трудосберегающие технологические изменения обычно подразумевают технологические изменения с использованием капитала. Другими словами, в этом случае увеличится капиталоемкость производства. В терминах рис. 8.4 кривая производственной функции сместится таким образом, что касательная, проведенная на новой производственной функции, соответствующей данному соотношению капитала и труда ОК, пройдет через правую часть точки R.
Нейтральные, трудовые и капитальные технологические изменения Harrod’s :
Показано Р.Ф. Харрод, видный британский экономист, считает, что концепция нейтрального изменения Хикса в значительной степени зависит от таких факторов, как эластичность спроса на факторы и продукты, которые совершенно не связаны с реальным характером технологических изменений. Помимо концепции нейтральности Хикса, технология была разработана в рамках статической экономической теории.Поэтому альтернативная концепция нейтральных технологических изменений, широко используемая в теории экономического роста, была предложена Р.Ф. Харрод в своей теперь известной работе «К динамической экономике».
В то время как концепция нейтральных технологических изменений Хикса рассматривает соотношение между предельными продуктами двух факторов, когда соотношение капитала и труда остается постоянным, Харрод формулирует свою концепцию нейтральных технологических изменений в терминах взаимосвязи между нормой прибыли и соотношением капитала и выпуска. .Согласно Харроду, нейтральные технологические изменения — это такие изменения, при которых соотношение капитала к выпуску остается неизменным, когда норма прибыли (принимаемая равной предельному продукту капитала) остается постоянной. Таким образом, когда имеется технический прогресс и норма прибыли остается постоянной, технологические изменения будут нейтральными для Харрода только в том случае, если соотношение капитала к выпуску также останется неизменным.
Из определения нейтрального технического изменения Харрода следует, что, когда норма прибыли остается постоянной после технологического изменения, технический прогресс будет экономить труд в смысле Харрода, если соотношение капитала к выпуску растет.Это означает, что теперь такой же результат можно получить, используя больше капитала. Учитывая уровень производства, использование большего капитала подразумевает замену труда капиталом.
С другой стороны, когда есть технический прогресс и норма прибыли остается той же самой, технический прогресс был бы экономией капитала в смысле Харрода, если соотношение капитала к выпуску падает. Это означает, что теперь такая же продукция может производиться с меньшими затратами капитала. Очевидно, что существует экономия капитала в результате замещения его трудом.Стоит отметить, что, поскольку в концепции нейтрального технологического прогресса Харрода, норма прибыли и отношение капитала к выпуску остаются постоянными, это означает, что распределение дохода между прибылью и заработной платой останется неизменным после такого типа технологических изменений. С точки зрения модели роста Харрода, значение отношения капитала к выпуску, остающегося постоянным при нейтральном технологическом изменении, состоит в том, что относительные доли заработной платы и прибыли в национальном доходе остаются неизменными, поскольку имеет место сбалансированный рост национального дохода.
Концепция нейтральных технологических изменений, предложенная Харродом, графически проиллюстрирована на рис. 8.5. На этом рисунке капитал на человека измеряется по оси X, а выпуск на человека — по оси Y. Первоначально кривая производственной функции — это OP 1 , показывающая изменение общего выпуска по мере увеличения капитала на человека. Предположим, что экономика находится в равновесии в точке T 1 на кривой производственной функции OP 1 . В точке T 1 на кривой производственной функции OP 1 отношение капитала к выпуску составляет ОК 1 / OY 1 .
Прямая ИЛИ проходит через начало координат. Следовательно, все точки на прямой ИЛИ, такие как T 1 и T 2 , представляют один и тот же коэффициент капитального выпуска. Таким образом, коэффициент капиталоемкости при T 2 равен OK 2 / OY 2 .
Следовательно,
ОК 2 / OY 2 = ОК 1 / OY 1
Предположим, есть технический прогресс и в результате производственная функция переходит с OP 1 на OP 2 .Теперь экономика будет в равновесии в какой-то момент, скажем, T 2 , по новой производственной функции OP 2 . Поскольку точки T 1 и T 2 лежат на одной прямой ИЛИ, проходящей через начало координат, коэффициент капиталоемкости в положении равновесия до и после предполагаемого технического изменения остался неизменным.
Но для того, чтобы технологические изменения были нейтральными в смысле Харрода, не только соотношение капитала к выпуску должно оставаться неизменным, но и норма прибыли должна оставаться неизменной по мере изменения производственной функции и движения по луче ИЛИ, представляющему заданный уровень выпуска капитала. соотношение.Теперь норма прибыли, которая предполагается равной предельному продукту капитала, будет определяться наклонами производственной функции в соответствующих точках.
Если технологическое изменение, которое повысило производственную функцию с OP 1 до OP 2 , должно быть нейтральным для Harrod, то наклон в точке T 1 производственной функции OP 1 и наклон в точке T 2 в производственной функции OP 2 должен быть таким же. Наклон функций в точках T 1 и T 2 будет одинаковым, если касательные, проведенные в этих точках, параллельны друг другу.Это точно так, как показано на рис. 8.5, где касательная проведена в точке. T 1 в производственной функции OP 1 до технического изменения и касательная, проведенная в точке T 2 в производственной функции OP 2 после технического изменения, параллельны.
Характер технологических изменений и распределение доходов:В модели роста Харрода нейтральность технологического прогресса подразумевает, что распределение доходов между заработной платой и прибылью будет оставаться постоянным по мере того, как происходит равновесный рост экономики.В модели роста Харрода есть два фактора производства — рабочая сила и капитал — и рост с нейтральным технологическим прогрессом вызывает увеличение доходов как рабочих, так и капиталистов. Доход рабочих увеличивается по мере увеличения ставки заработной платы за человеко-час в связи с увеличением их производительности в результате технологических изменений.
Прибыль капиталистов увеличивается, потому что они накапливают больше капитальных активов по мере роста, хотя норма прибыли на капитал в размере рупии остается прежней.Так, комментируя модель роста Харрода с нейтральным технологическим прогрессом, Стоунье и Хейг пишут: «Уровень жизни рабочих вырастет, потому что повысилась его заработная плата. Уровень жизни капиталиста тоже вырастет, но он будет расти, потому что он получит примерно такую же норму прибыли на каждый фунт большего запаса капитала ».
Однако, если в соответствии с теорией роста Харрода произойдет технологический прогресс, связанный с экономией капитала, доля прибыли в национальном доходе упадет, а доля заработной платы повысится.С другой стороны, если произойдет трудосберегающий технический прогресс, доля прибыли в национальном доходе будет расти, а доля заработной платы уменьшится в процессе роста.
Статьи по теме| Многоэтажный учебный комплекс | Практическое образование в области химической инженерии | Эксперимент по жидкостной экстракции | Опыт работы мирового класса | Идите по потоку | Пожилые — все улыбаются | Работа в команде — ключ к успеху |
Технологические инновации как эволюционный процесс
Эта книга — результат встреч между участников, которых Джон Зиман собрал вместе, чтобы сформировать The Epistemology Group, специально с целью изучения теория эволюции применительно к технологическому, изменение, а не биологическое.Название книги предполагает, что эволюция особенно поддается изучению инноваций, но к счастью, авторы главы этим не ограничиваются. аспект технологического процесса.
Главы очень разнородны по тематике, перспектива и стиль, как и следовало ожидать, когда приходят их авторы из такого широкого круга дисциплин (включая физику, инженерия, информатика, биология, экономика, социальная сфера антропология, бизнес-менеджмент и образование).Например, мы есть историческое исследование У. Бернарда Карлсона о творчестве Томаса Эдисона. наброски для телефона, исследование Джерри Мартина стазиса в методы производства японских мечей, Дэвид Тернбулл о социальных характер изменений в облике соборов в средние века, Алан Макфарлейн и Сара Харрисон сравнивают японцев и европейцев технологии в их зависимости от человеческой силы, Уолтер Дж. Винченти истории проектирования мостов и самолетов, Джерард Фэйртлау о как предприятия могут организоваться для успешного внедрения инноваций, Ева Яблонька о Ламаркианские системы наследования в биологии, обзор Джеффри Миллера генетических алгоритмов и Джоан Соломон о школьниках восприятие технологии.Хотя они и интересны сами по себе, многие из этих глав не вносят значительного вклада в книгу основная цель ответа на вопрос: «Могут ли технологические изменения быть адекватно и плодотворно описывается как процесс вариации и выбор? «(стр. 3) Остальные главы посвящены более подробно к этой задаче. Но даже здесь различные концепции среди авторы того, как следует ответить на этот вопрос, представляют проблемы в соединении их в единое целое. Смысл в том, что что, несмотря на значительные усилия редактора и участников, синтез биологии и технологий остается за пределами достигнуть, при этом некоторые участники сомневаются, может ли это когда-либо быть достигнуто.
Основная трудность заключается в том, что в настоящее время применение эволюционного мышления в технологических исследованиях остается на уровне аналогии. Это означает, что проблемы начинаются с основы, такие как поиск основной единицы анализа. Около все согласны с тем, что для объяснения технологических достижений мы должны смотреть помимо самих артефактов. Идеи, стоящие за ними (которые могут быть отдельно от них), а также учреждения, которые поддерживают и делают их, также, похоже, играют решающую роль в технологических изменениях.Что же тогда на самом деле эволюционирует? Сами артефакты (например, Basalla 1988), технические знания необходимы для их создания (например, главы Джоэла Мокира и Эдварда Постоянный) или их комбинация? Например, Джеймс Флек утверждает (в этом томе), что единицей технологического анализа является интерфейс артефактов и идей в технологических практиках. От напротив, Нельсон и Винтер (1982) утверждают, что что именно организации (например, фирмы) необходимы для производства артефакты. Существует множество разногласий даже в отношении этого центрального проблема.
Рикард Станкевич указывает в своей главе, что при этом значительное внимание было уделено проблеме определения или изолировав единицу технологической эволюции, почти никто обсуждает, возможно, более важный вопрос для эволюционный анализ: как наследственность проявляется в технологической системы? То есть как технологические агрегаты (какими бы они ни были) нести свою информацию во времени? Создание механизм, благодаря которому сходство между последующими поколениями количество произведенных артефактов имеет важное значение для любого эволюционного подхода.Такие линии потомков являются истинным центром эволюции. теория (по крайней мере, согласно Дэвиду Халлу, философу биологии ответственны за доминирующую концепцию эволюции, которая различает репликаторы, интеракторы и клоны). Так помимо единицы анализа, эволюционные мыслители применяют свои товары в технологии должны будут идентифицировать происхождение артефактов в члены которых являются потомками друг друга, а не просто последовательностями машины, выполняющие общую цель.Например, довольно много череда артефактов выполняет функцию «воспроизведения музыки», так как пример — пластинки, магнитная лента, DVD, MP3 и т. д. — но не могут представляют собой надлежащую эволюционную линию, с каждым преемником развиваются на основе более ранних моделей.
Если, как я утверждал ранее, эволюционный анализ технологии во многом остаются на уровне аналогий с органическими процесса, то несоответствия обязательно появятся, когда один и тот же набор концепции применяется к обеим областям. Эта проблема становится очевидной когда участники утверждают, что артефакты созданы и поэтому определяется их целью или функцией, а не только их существование или форма.Похоже, что это делает технологические инновации телеологическим или ламаркистским по своей природе, потому что тогда дальновидный модификации, кажется, входят непосредственно в «зародышевую линию» более поздних модели. Но если это так, то дарвиновский прием случайного от выбора и вариации необходимо отказаться. Как сообщил редактор Джон Зиман признает, что это потенциально опасные последствия для любого, кто желает серьезно относиться к эволюционному подходу. Таким образом авторы коллективно заключают в своей последней главе, что технологические изменения чем-то напоминают дарвиновскую эволюцию.Но это основная причина того, что эволюционные подходы не были приняты очень в далеком прошлом: эволюция может быть полезна как эвристика, но не формализованы и, возможно, не могут быть формализованы. Есть ли способ вперед?
Прыгая сломя голову, как это делают большинство авторов, в типичную аналогию — сравнивает рыночную конкуренцию между бренды артефактов к экологической конкуренции между альтернативными гены — кажется, неправильная точка входа в эволюционную теория. Что становится очевидным из тематических исследований книги, так это то, что ход технологического развития потребовал эволюционного процессы, чтобы все больше и больше вовлекаться в другие эволюционные процессы.То, что начиналось как простой процесс производства методом проб и ошибок в оригинальном ручном производстве инструментов, например, стать в современных условиях многоэтапным явлением. Когда конструируя новые артефакты, чисто психологические механизмы выбора имеют были связаны с использованием компьютеров, чтобы придумать альтернативу формы артефактов до любого тестирования. Затем, что касается производства, прототипы артефактов проходят сертификацию фирм по определенным признакам до на полноценное производство, или строительство заводов для цель создания этих артефактов.Процессы отбора все больше и больше встраивается. Во-первых, индивидуальные R и D технологи должны выбрать место, которое они хотят занять в интеллектуальное «пространство» внутри фирм. Затем фракции внутри фирм, которые предпочитают производить разные продукты, конкурируют между собой. Наконец, фирмы должны конкурировать на экономическом рынке за долю на рынке. а также сердца потребителей. Эта последняя арена также может быть манипулируется маркетингом, который стремится распространять мемы, влияющие на выбор продукта посредством брендинга, привязка артефактов к социальным элиты, популярные культурные элементы и так далее.Итак, каждая сторона Уравнение производства и потребления было значительно усилено во время с течением времени. Эту разработку необходимо продолжать, систематическим образом все большее и большее количество информация, участвующая в создании все более сложных артефактов. Так же, как эта рекурсия произошла в истории, она должна произойти в наше моделирование современных технологических изменений. Это может сделать наши модели более сложные, но не чрезмерно, поскольку они просто состоят из эволюционных алгоритмов, вложенных друг в друга.В виде Эдвард Констант заключает несколько иной анализ: «Это именно эта особенность рекурсивной практики, которая дает вариации и селективное удержание в науке и в технике его рациональное, аргументированный, умышленный характер. Эти характеристики предполагают, что эволюция технологий не является ни ламаркистской, ни дарвиновской, но скорее представляет собой уникальный или, по крайней мере, другой экземпляр более общие процессы вариации-выбора-сохранения »(стр. 232-3).
Итак, что нам действительно нужно объяснить, так это возрастающая сложность технологической практики с течением времени.я буду утверждают, что основная проблема с книгой заключается в том, что ее аналогия между технологические и биологические изменения основаны на типичном дарвиновском модель межпоколенческого отбора среди вариантных генов в Население. Но «Природа, красная в зубах и когтях» снова разыгралась в технико-экономическая сфера — это не то, что здесь требуется. Объяснять масштабный тренд в рекурсивных технологических практиках, в моем По мнению авторов, нам нужен подход, основанный на «теории основных переходов» (Maynard Smith and Szathmary 1995).Этот теория, которая становится все более и более доминирующей в биологии, утверждает что в истории было несколько моментов, когда новые эволюционные агенты возникли, после чего степень перестройки биологического онтогенеза (или, в технологическом плане, производственные системы). В ходе такого переход, агенты, которые раньше конкурировали, такие как клетки в первобытный суп — научитесь сотрудничать, формируя более высокий уровень организации, такие как многоклеточные организмы.Затем эти организмы стать целью отбора и центром внимания вновь возникших адаптации, поскольку теперь конкурируют организмы, а не клетки. Именно во время таких эволюционных переходов новые разработки включиться в жизненный цикл новых эволюционных агентов. Эти агенты требуют более сложных производственных процессов, чем раньше. (например, более простые процессы на основе ячеек вкладываются внутри процессы развития, характерные для построения сложного организма). Добавление этапов компьютерного проектирования к производству было бы пример этого процесса в области технологий.Новые артефакты могут то также можно рассматривать как развитие более ранних моделей. Таким образом комбинация (или рекомбинация) более ранних артефактов в более сложные Wholes часто приводит к созданию новых машин. Очевидно, что это гораздо более широкая картина эволюции, чем стандартный, имеющий гораздо более длительный период времени и охватывающий все, от происхождения жизни до наших современных западных образ жизни.
Как только вы переключите перспективу на эту «новую» эволюционной теории, проблема необходимости думать о технологических изменение как аналогия, протянутая для охвата области явлений, которые это действительно не подходит, уходит.Также не нужно поливать теории до тех пор, пока она не станет подходящей, но ценой того, что она станет настолько абстрактной что это становится неинтересным и непродуктивным. Подать заявку на МТТ можно на полная сила как в биологической, так и в технологической областях, поэтому приложение правильное. Проблема основания анализа на простая аналогия — и притом слабая — избегается. Ева Яблонька и Джон Зиман обсуждает МТТ в контексте эволюции биологических сложность, но никто из других участников не придерживается этого подхода и применить его к своему технологическому объекту.Книга будет были бы намного сильнее, на мой взгляд, если бы они продолжили реплика. Авторы, похоже, признают, что это было бы хорошая идея в их коллективном послесловии, но, по-видимому, многие не знали об этой работе в теории эволюции — что является новым и разработка — до написания отдельных глав. Другие кажется, подкрадывается к этой идее сзади, как Эдвард Констант, который отмечает рекурсивный характер технологической практики в «… альтернативном этапы выбора и подтверждения использованием.Результат строго подтвержденное фундаментальное знание: знание, которое вовлечены в огромное количество и разнообразие дизайнов, воплощенных в еще большее количество устройств, артефактов и практик, т. е. рекурсивно используется для получения новых знаний »(стр. 221). новая концепция не означает, что каждый термин в эволюционной биологии Однако их придется перенести на новую территорию. Для Например, понятие вида вряд ли будет перенесено на технологии, потому что, как многие отметили, слишком много ретикуляции — заимствование идей или кусочков машины между линиями — в технологической эволюции.Но потом, понятие вида на самом деле не очень хорошо применимо для большей части органическое царство тоже. Ретикуляция также характерна для нескольких уголки биологического мира, где не может быть четких границ между воспроизводящимися популяциями из-за довольно частых обмен генами между ними. Так идеальные линии спуска — это исключение, а не правило, если взять весь живой мир — и технологии — во внимание. Мы просто предвзято относились к нашему оценка этой проблемы в биологии нашим почти исключительным фокусом на крупных животных, которые доминируют в ландшафте и которые случаются демонстрируют хорошее разделение между генетическими линиями.Сетка поэтому не считается противоречием между технологиями и биология. Я прихожу к выводу, что на самом деле нет проблем с тем, чтобы эволюционная точка зрения более серьезна, чем кажется те, что в этой книге, как только мы начнем с признательности иерархическая природа эволюционных областей и их долгосрочные развитие, а не сосредоточение внимания на краткосрочной конкуренции между текущие модели.
В заключение, эта книга является современной в как теоретические, так и эмпирические термины.К сожалению, это не так много говорю. Еще предстоит проделать большую работу, чтобы сделать эволюцию жизнеспособная исследовательская стратегия и школа мысли в изучении технология. Спасительная благодать эволюционного подхода состоит в том, что Исследования в области науки и технологий, которые в настоящее время доминируют в интеллектуальная сцена, а значит, и ее главный конкурент — такая же (не) развиты и (не) успешны в прогнозировании технологических изменений. Технологии — это область, которая остается широко открытой для аналитических прогресс.
Между тем рецензируемая книга может быть за увлекательные исторические исследования технологических изменений, которые привнести подробные сведения в описание конкретных событий, а также предварительные ссылки на более грандиозное здание, которого по-прежнему не хватает в этом область. Многие с профессиональным или даже мимолетным интересом к технологиям поэтому захочется прочитать эту книгу, чтобы проверить, где наш понимание этой важной силы в современной жизни готово. Но поскольку формального теоретизирования мало, и ничего с точки зрения построения модели — доклад Пола Дэвида о моделирование байесовского обучения на индивидуальном уровне не считается — это книга может дать только подсказки тем читателям JASSS, которые стремятся смоделировать искусственные общества со своими «технологическими» возможностями.