Общие сведения о технологии — ECM Technologies
|
Прецизионная электромеханическая обработка (ПЭХО) — это передовой метод обработки металла, позволяющая создавать продукты, производство которых с помощью традиционных технологий затруднительно или невозможно. Прецизионную ЭХО можно использовать для обработки практически любых металлов и сплавов. Из этого видеоролика вы можете узнать больше о технологии прецизионной ЭХО и ее преимуществах в сравнении с традиционными методами обработки металла. |
/// ПРЕЦИЗИОННАЯ ЭЛЕКТРОХИМИЧЕСКАЯ ОБРАБОТКА (ПЭХО)
Прецизионная электромеханическая обработка, сокращенно ПЭХО — это передовая технология обработки металла, позволяющая обрабатывать изделия, производство которых с помощью традиционных методов затруднительно или невозможно. Это чрезвычайно точный процесс, позволяющий обрабатывать любые электропроводные материалы, поскольку в основе данной технологии лежит метод электролиза (т. е. химические реакции, в частности, разложение, которые происходят в электролите под воздействием электрического тока). К многочисленным материалам, для обработки которых может использоваться эта методика, относятся в том числе и усовершенствованные и трудно поддающиеся обработке сплавы металлов любой твердости, прочности и тепловых характеристик.
Это чрезвычайно точный процесс, позволяющий обрабатывать любые электропроводные материалы, поскольку в основе данной технологии лежит метод электролиза (т. е. химические реакции, в частности, разложение, которые происходят в электролите под воздействием электрического тока). К многочисленным материалам, для обработки которых может использоваться эта методика, относятся в том числе и усовершенствованные и трудно поддающиеся обработке сплавы металлов любой твердости, прочности и тепловых характеристик.
В рамках данного технологического процесса металлическая заготовка растворяется (обработка) в определенных местах под воздействием электричества (электрическое воздействие) и химических веществ (химическое воздействие), пока ей не будет придана сложная трехмерная форма, необходимая для конечного продукта.
Катод (электрод) не касается анода (обрабатываемой детали). Материал не режется, а растворяется.
/// ПОДРОБНОЕ ОПИСАНИЕ ТЕХНОЛОГИЧЕСКОГО ПРОЦЕССА
В процессе прецизионной ЭХО металл заготовки растворяется под регулируемым воздействием постоянного тока в электролитической ячейке. Заготовка выполняет функцию анода и отделяется (на расстояние, которое может составлять всего 10 мкм) от инструмента, который выполняет функцию катода. Таким образом, заготовка и рабочий инструмент никогда не соприкасаются. Электролит — как правило, водно-солевой раствор — прокачивается под давлением через зазор между электродами, смывая металл, который растворяется на поверхности заготовки. По мере того как электродный инструмент приближается к заготовке, чтобы сохранять постоянную дистанцию, заготовке придается форма, соответствующая перемещению инструмента.
Прецизионная ЭХО напоминает гальванопластику наоборот: вместо нанесения материала при прецизионной ЭХО он удаляется. Эту технологию можно также описать как процесс, противоположный электрохимическому и гальваническому покрытию или процессу осаждения.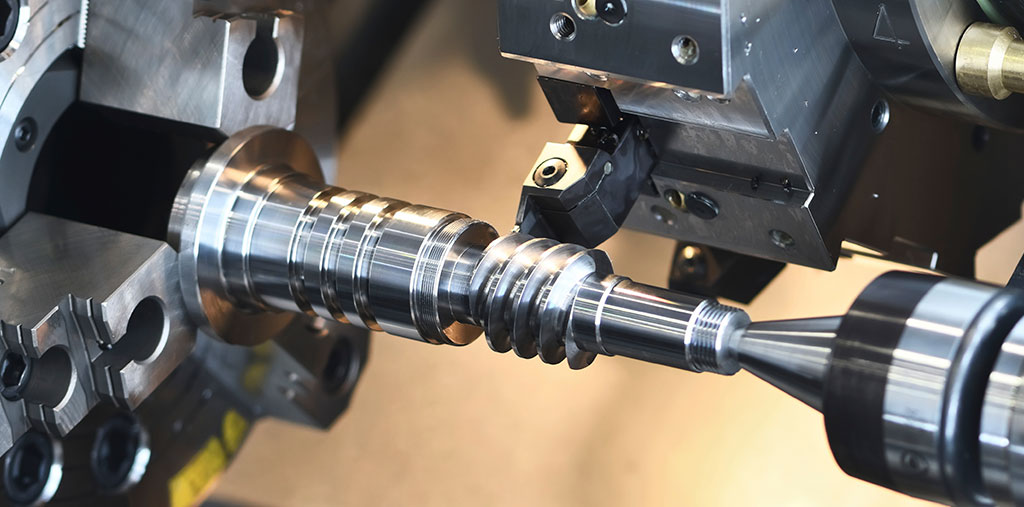
Важной характеристикой при оценке эффективности нетрадиционных процессов обработки является такой показатель, как скорость удаления материала. При прецизионной ЭХО удаление материала происходит за счет растворения материала заготовки на атомном уровне. Кроме того, в отличие от прошлых поколений решений в области прецизионной ЭХО, новая усовершенствованная технология прецизионной ЭХО основана на использовании импульсов электрического тока и вибрирующей оси. Такой подход позволяет обрабатывать изделия даже при минимальном расстоянии в несколько микрометров от обрабатываемой поверхности, а также придавать им сложные формы внутри и снаружи.
-
В процессе прецизионной ЭХО задействованы четыре установки: механическая, технического водоснабжения, управления и питания, которые представлены следующими модулями:
- Cистема подачи инструмента
- Cистема фильтрации и подачи электролита
- Cистема управления
- Cистема электропитания
График А.
 Технологический цикл прецизионной ЭХО: направление оси механической вибрации
Технологический цикл прецизионной ЭХО: направление оси механической вибрацииСхематическое представление синусоидной вибрации и электрических импульсов, вызывающих растворение материала. Механическая вибрация с амплитудой 400 мкм обеспечивает цикл омывания и технологический цикл с частотой импульса, регулируемой в пределах от 0,5 мсек до 5 мсек. Кроме того, возможно также исследование и (или) производство продукции с применением более ранней методики, основанной на использовании постоянного тока. Это может быть особенно целесообразно в тех случаях, когда скорость обработки важнее, чем степень точности.
График B. Технологический цикл прецизионной ЭХО: катодно-анодная реакция
Выше представлена схема процессов, происходящих между вибрирующим электродом (с регулируемой частотой вибрации в пределах 20-50 Гц) и заготовкой с скопированной формой электрода. Технологическая жидкость (электролит) служит токопроводящей средой и средой переноса продуктов реакции, которые состоят из ионов металла, гидроксидов и оксидов металла, газа и тепла.
/// ПРЕИМУЩЕСТВА ПРЕЦИЗИОННОЙ ЭЛЕКТРОХИМИЧЕСКОЙ ОБРАБОТКИ
Технология прецизионной электрохимической обработки (ЭХО) обладает множеством преимуществ по сравнению с традиционными методами обработки. Ниже приведены четыре группы таких преимуществ:
- ТОЧНОСТЬ ОБРАБОТКИ
- Высокая устойчивость процесса
- Возможность создания микроструктур
- Возможность безопасной обработки хрупких и тонких секций деталей
- КОНСТРУКТОРСКАЯ СВОБОДА
- Создание формы, в том числе трехмерной, за один этап
- Формирование сложных форм и контуров
- Возможность обработки труднодоступных участков
- ЦЕЛОСТНОСТЬ ПОВЕРХНОСТИ
- Превосходное качество обработки поверхности без заусенцев
- Практически нулевой износ инструментов
- Отсутствие механической или термической нагрузки на обрабатываемую деталь
- ИННОВАЦИОННЫЙ ПРОЦЕСС
- Материал растворяется, а не режется
- Возможность обработки изделий из новых сплавов с нестандартными характеристиками
- Возможность крупносерийного производства
| Тип публикации | Авторы | Заглавие | Издание, год, номер, страницы |
|---|---|---|---|
| Статья в журнале |
Федоров Сергей Константинович МГТУ Фомина Людмила Петровна МГТУ Иванова Юлия Сергеевна МГТУ |
Исследование структуры и твердости цементированной стали 20 после электромеханической поверхностной закалки |
Технология металлов
2022
. DOI: 10.31044/1684-2499-2022-0-11-2-10 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Нго Ван Туен Иванова Юлия Сергеевна МГТУ |
Расчет температурного поля упрочненного слоя при электромеханической поверхностной закалке |
Креативная экономика
2022
.-
Т. 24
,
№ 2
. DOI: 10.26897/2687-1149-2022-2-59-64 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Федорова Лилия Владимировна МГТУ |
Основатель научной школы технологии электромеханической обработки и восстановления деталей в машиностроении |
Главный механик
2021 .- № 1 .- С. 46 — 48 DOI: 10.33920/pro-2-2101-06 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Власов М.  В. В.
Гаврилов Д. В. МГТУ |
Увеличение ресурса оборудования электромеханической поверхностной закалкой |
Главный механик
2021 .- № 1 .- С. 10 — 14 DOI: 10.33920/pro-2-2101-01 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Иванова Юлия Сергеевна МГТУ Зарипов В. Н. МГТУ |
Повышение долговечности переводников бурильных колонн электромеханической обработкой |
Известия высших учебных заведений. Машиностроение Машиностроение
2020 .- № 10 .- С. 38 — 46 http://izvuzmash.ru/catal…anuf_engin/1792.html DOI: 10.18698/0536-1044-2020-10-38-46 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Славин А. В. Иванова Юлия Сергеевна МГТУ Ткаченко Ю. В. Борисенко О. В. |
Структура и микротвердость резьбы насосно-компрессорных труб после финишной электромеханической поверхностной закалки |
Металловедение и термическая обработка металлов
2020
. |
| Материал конференции |
Fedorov S. K. МГТУ Yakovleva A. P. МГТУ Perepelkin Y. K. МГТУ |
Controlling the properties of the surface layers of parts by forming regular micro-reliefs |
Materials Science Forum
2020 .- Vol. 989 MSF .- С. 182 — 186 DOI: 10.4028/www.scientific.net/MSF. |
| Материал конференции |
Fedorov S. K. МГТУ Zaripov V. МГТУ Ivanova Y. S. МГТУ Yakovleva A. P. МГТУ |
Improving wear resistance of drill pipe sub thread by using final electromechanical surface hardening |
IOP Conference Series: Materials Science and Engineering
2020 .- Vol. 963 , Issue 1 .- Art.no 012008 https://iopscience.iop.or…57-899X/963/1/012008 DOI: 10. |
| Материал конференции |
Fedorov S. K. МГТУ Fedorova L. V. МГТУ Zaripov V. МГТУ Ivanova Y. S. МГТУ Vlasov M. МГТУ Myat So Lvin МГТУ Ngo Van Tuyen МГТУ |
Increasing the wear resistance of the executive surfaces of machine parts concentrated energy flows |
Materials Today: Proceedings
2020
. DOI: 10.1016/j.matpr.2019.12.382 |
| Статья в журнале |
Fedorova L. V. МГТУ Fedorov S. K. МГТУ Slavin A. V. Ivanova Y. S. МГТУ Tkachenko Y. V. Borisenko O. V. |
Structure and Microhardness of the Tubing Thread After Finishing Electromechanical Surface Quenching |
Metal Science and Heat Treatment
2020
. https://link.springer.com…2Fs11041-020-00552-x DOI: https://doi.org/10.1007/s11041-020-00552-x |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Власов Максим Валерьевич МГТУ |
Закалка зубчатых колес силовых редукторов |
Сельский механизатор
2019 .- № 1 .- С. 37 — 38 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Иванова Юлия Сергеевна МГТУ Власов Максим Валерьевич МГТУ Лашуков М.  А. МГТУ А. МГТУ |
Повышение износостойкости деталей электромеханической поверхностной закалкой |
Вестник федерального государственного образовательного учреждения высшего профессионального образования Московский государственный агроинженерный университет им. В.П. Горячкина
2019 .- № 2 .- С. 40 — 44 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Иванова Юлия Сергеевна МГТУ Лашуков М. А. МГТУ Мехия рамос Б. Х. МГТУ |
Электромеханическое восстановление посадочных поверхностей валов под подшипники качения |
Вестник Федерального государственного образовательного учреждения высшего профессионального образования «Московский государственный агроинженерный университет имени В. П. Горячкина» П. Горячкина»
2019 .- № 4(92) .- С. 29 — 34 |
| Материал конференции |
Fedorov S. K. МГТУ Albagachiev A. Isaenkova M. Yakovleva A. P. МГТУ Zaripov V. МГТУ Minushkin R. |
The effect of combined processing schedules on the value and nature of residual stresses in the surface layer of cylindrical friction pairs |
IOP Conference Series: Materials Science and Engineering
2019
. DOI: 10.1088/1757-899X/589/1/012032 |
| Материал конференции |
Fedorova L. V. МГТУ Fedorov S. K. МГТУ Ivanova Y. S. МГТУ Voronina M. Fomina L. P. МГТУ Morozov A. МГТУ |
Improving drill pipe durability by wear-resistant surfacing |
Materials Today: Proceedings
2019
. https://www.sciencedirect…320300183?via%3Dihub DOI: 10.1016/j.matpr.2019.12.384 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Федорова Лилия Владимировна МГТУ Иванова Юлия Сергеевна МГТУ Воронина М. В. Садовников А. В. Никитин В. Н. |
Повышение долговечности переводников и бурильных труб электромеханической обработкой |
Записки Горного института
2018
. http://pmi.spmi.ru/index.…mi/article/view/6544 DOI: 10.31897/PMI.2018.5.539 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Лашуков М. А., Гамидов А. Г. |
Упрочняющее электромеханическое восстановление посадочных поверхностей валов под подшипники качения |
Международный технико-экономический журнал
2018 .- № 2 .- С. 72 — 77 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Гамидов А.  Г. Г.
Гребенюк И. М. Савельева Любовь Викторовна МГТУ |
Влияние электромеханической поверхностной закалки на изменение структуры и микротвердости сплава нирезист |
Упрочняющие технологии и покрытия
2018 .- № 3 .- С. 106 — 110 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Щербаков Святослав Павлович МГТУ Хуснетдинов Тимур Рустямович МГТУ Лашуков Михаил Андреевич МГТУ |
Электромеханическая поверхностная закалка стали АЦ40Х |
Промышленный сервис
2018
. https://elibrary.ru/contents.asp?titleid=32633 |
| Материал конференции |
Fedorova L. V. МГТУ Fedorov S. K. МГТУ Sadovnikov A. Ivanova Y. S. МГТУ Voronina M. |
Abrasive wear of Hilong BoTN hardfacings |
IOP Conference Series: Materials Science and Engineering
2018
.-
Vol. 307
,
Issue 1
. http://iopscience.iop.org…99X/307/1/012038/pdf DOI: 10.1088/1757-899X/307/1/012038 |
| Статья в журнале |
Иванова Юлия Сергеевна МГТУ Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Ломпас Андрей Михайлович МГТУ |
Технологические основы повышения износостойкости деталей электромеханической поверхностной закалкой |
Известия высших учебных заведений. Машиностроение
2017 .- № 9 .- С. 85 — 92 http://izvuzmash. DOI: 10.18698/0536-1044-2017-9-85-92 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Федорова Лилия Владимировна МГТУ Иванова Юлия Сергеевна МГТУ Карпухин Сергей Дмитриевич МГТУ |
Повышение износостойкости стальных деталей электромеханической обработкой |
Упрочняющие технологии и покрытия
2017 .- Т. 13 , № 7(151) .- С. 305 — 308 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Иванова Юлия Сергеевна МГТУ Исаев К.  Р. МГТУ Р. МГТУ |
Структура и износостойкость стали 65Г после электромеханической поверхностной закалки |
Технология металлов
2017 .- № 3 .- С. 27 — 30 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Сержант А. А. МГТУ Головин В. В. Сыстеров С. В. |
Электромеханическая поверхностная закалка сталей для насосно-компрессорных труб |
Металловедение и термическая обработка металлов
2017
. |
| Статья в журнале |
Fedorova L. V. МГТУ Fedorov S. K. МГТУ Ivanova Y. S. МГТУ Voroniva M. V. |
Increase of wear resistance of the drill pipe thread connection by electromechanical surface hardening |
International Journal of Applied Engineering Research
2017 .- Vol. 12 , No 18 .- С. 7485 — 7489 |
| Статья в журнале |
Власов Максим Валерьевич МГТУ Федоров Сергей Константинович МГТУ |
Анализ износа эвольвентных зубчатых передач и методы повышения износостойкости |
Тенденции науки и образования в современном мире
2016
. DOI: 10.18411/lj2016-6-2-03 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Иванова Юлия Сергеевна МГТУ Сидоренко В. В. МГТУ |
Отделочно-упрочняющая электромеханическая обработка стали 8620 |
Упрочняющие технологии и покрытия
2016 .- № 8 .- С. 39 — 42 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Федорова Лилия Владимировна МГТУ Гамидов А.  Г. Г.
Иванова Ю. С. |
Упрочняющее электромеханическое восстановление вторичного вала коробки перемены передач F17 автомобиля «OPEL» |
Международный технико-экономический журнал
2015 .- № 2 .- С. 80 — 85 |
| Статья в журнале |
Федорова Лилия Владимировна МГТУ Федоров Сергей Константинович МГТУ Бохонов Г. Ю. |
Упрочняющее электромеханическое восстановление вторичного вала коробки перемены передач автомобилей семейства «Газель» |
Ремонт. Восстановление. Модернизация Восстановление. Модернизация
2015 .- № 9 .- С. 14 — 16 |
| Статья в журнале |
Федоров Сергей Константинович МГТУ Федорова Лилия Владимировна МГТУ Гамидов А. Г. Бураков В. О. |
Повышение износостойкости втулок защитных покрытий насосов электромеханической поверхностной закалкой |
Международный технико-экономический журнал
2013 .- № 5 .- С. 91 — 96 |
 -
№ 11
.-
С.
2 — 10
-
№ 11
.-
С.
2 — 10
 -
С.
59 — 64
-
С.
59 — 64
 -
№ 2 (776)
.-
С.
50 — 58
-
№ 2 (776)
.-
С.
50 — 58
 989.182
989.182
 1088/1757-899X/963/1/012008
1088/1757-899X/963/1/012008
 -
Vol. 30
.-
С.
388 — 392
-
Vol. 30
.-
С.
388 — 392
 -
Vol. 62
,
Issue 1-2
.-
С.
161 — 167
-
Vol. 62
,
Issue 1-2
.-
С.
161 — 167
 -
Vol. 589
,
Issue 1
.- Art.no 012032
-
Vol. 589
,
Issue 1
.- Art.no 012032
 -
Vol. 30
.-
С.
398 — 403
-
Vol. 30
.-
С.
398 — 403
 -
Т. 233
.-
С.
539 — 546
-
Т. 233
.-
С.
539 — 546
 -
№ 2 (67)
.-
С.
44 — 48
-
№ 2 (67)
.-
С.
44 — 48
 — Art.no 012038
— Art.no 012038
 ru/catal…nes/hidden/1465.html
ru/catal…nes/hidden/1465.html
 -
№ 3
.-
С.
41 — 43
-
№ 3
.-
С.
41 — 43
 -
№ 15-2
.-
С.
10 — 12
-
№ 15-2
.-
С.
10 — 12
Что такое электромеханические медицинские устройства? — Как они работают
Что такое электромеханическое медицинское устройство?
Электромеханическое устройство — это устройство, в котором используются как электрические, так и механические процессы. Устройство обычно включает в себя электрический сигнал, который создает механическое движение, или механическое движение, которое создает электрический сигнал. Использование электромеханических систем в медицинских устройствах выгодно для повышения контроля над действием устройства, поддержки устойчивого использования энергии, производства чистого и гигиеничного оборудования, создания компактных и мощных инструментов, снижения затрат для всех сторон и соблюдения нормативных требований.
Устройство обычно включает в себя электрический сигнал, который создает механическое движение, или механическое движение, которое создает электрический сигнал. Использование электромеханических систем в медицинских устройствах выгодно для повышения контроля над действием устройства, поддержки устойчивого использования энергии, производства чистого и гигиеничного оборудования, создания компактных и мощных инструментов, снижения затрат для всех сторон и соблюдения нормативных требований.
Как электромеханические устройства используются в здравоохранении?
В здравоохранении электромеханические медицинские устройства используются во многих областях. Электромеханическое устройство может быть разработано в любой ситуации, когда требуется точное управление движением. Например, системы доставки лекарств являются основным направлением нашей работы в Gilero, и для поставщиков медицинских услуг важно иметь систему, которая может обнаруживать даже малейшее срабатывание механизма доставки лекарств. Такие электромеханические системы доставки лекарств могут точно отмерять очень небольшие количества лекарств, что обычно требуется для новорожденных и детей. Использование интегрированной системы также обычно позволяет лучше контролировать повторяемость процесса, поскольку исключает ручное движение от человеческого ввода. Другим популярным примером является хирургическая система да Винчи, которая представляет собой роботизированную хирургическую систему, предназначенную для облегчения операции с использованием минимально инвазивного подхода. Аппарат обычно управляется хирургом с консоли и использует как электрические, так и механические движущиеся части для выполнения своих функций. Сочетая механическую точность с мастерством и опытом хирурга, эти инновации могут значительно снизить риск хирургических ошибок. Эти системы уменьшают субъективность и неточность процессов, обычно выполняемых вручную, давая пациенту больше спокойствия и повышая вероятность успешного выполнения процедуры.
Такие электромеханические системы доставки лекарств могут точно отмерять очень небольшие количества лекарств, что обычно требуется для новорожденных и детей. Использование интегрированной системы также обычно позволяет лучше контролировать повторяемость процесса, поскольку исключает ручное движение от человеческого ввода. Другим популярным примером является хирургическая система да Винчи, которая представляет собой роботизированную хирургическую систему, предназначенную для облегчения операции с использованием минимально инвазивного подхода. Аппарат обычно управляется хирургом с консоли и использует как электрические, так и механические движущиеся части для выполнения своих функций. Сочетая механическую точность с мастерством и опытом хирурга, эти инновации могут значительно снизить риск хирургических ошибок. Эти системы уменьшают субъективность и неточность процессов, обычно выполняемых вручную, давая пациенту больше спокойствия и повышая вероятность успешного выполнения процедуры.
Примеры электромеханических медицинских устройств
Электромеханические медицинские изделия используются в медицине каждый день. Вот несколько распространенных примеров:
Вот несколько распространенных примеров:
- Сердечные дефибрилляторы
- Диацикер
- Вентиляторы
- IV Насосы
- Инсулиновые насосы
- ОБОРУДОВАНИЕ МОНИДАРИИ, такие как Marichins Scanners,
- Диагностированные оборудование, такие как MriChines, CT -Machinsunders,
- ОБОРУДОВАНИЯ.0016
- Инкубаторы для новорожденных
- Носимые медицинские устройства и другие подключенные устройства
- Подключенные к Интернету системы мониторинга соблюдения режима приема лекарств
Электромеханические инженерные возможности Gilero
Gilero имеет специальную команду по интегрированным системам, которая занимается проектированием и разработкой электромеханических медицинских устройств. В эту команду входят эксперты в области системной архитектуры, аппаратного обеспечения, программного обеспечения, встроенного программного обеспечения и электротехники с подтвержденным опытом успешной разработки сложных электромеханических устройств и систем. Мы часто работаем с клиентами над разработкой компонентов электромеханических систем, таких как насосы, кассеты и датчики, а также над полномасштабной разработкой целых электромеханических устройств.
Мы часто работаем с клиентами над разработкой компонентов электромеханических систем, таких как насосы, кассеты и датчики, а также над полномасштабной разработкой целых электромеханических устройств.
Наши обширные предложения услуг позволяют нам предоставлять комплексные электромеханические медицинские устройства и устройства для доставки лекарств, которые работают безопасно, стабильно и удовлетворяют потребности пользователей. Компания Gilero сертифицирована по стандарту ISO 13485 и соответствует стандарту IEC 60601. Чтобы узнать больше о наших инженерных услугах и о том, как мы можем помочь с вашим следующим проектом электромеханического медицинского устройства, свяжитесь с нами сегодня.
Вернуться к блогуОпубликовано в:
- Электромеханический
- Медицинский прибор
Обзор двух современных электромеханических методов обработки
31 января, 2021|Quản trị viên
В соответствии с развитием технологий все больше и больше клиентов выбирают электромеханическую обработку для создания точных и высокоэстетичных механических изделий. Позвольте инженеру SUMITECH изучить эти 2 метода, чтобы иметь лучший выбор для ваших перерабатываемых продуктов.
Позвольте инженеру SUMITECH изучить эти 2 метода, чтобы иметь лучший выбор для ваших перерабатываемых продуктов.
Mục lục
- 1. 2 текущих электромеханических метода обработки
- 1.1. Электромеханическая обработка (ЭМО)
- 1.2. Электромеханическая обработка (EDM)
- 2. Преимущества и недостатки каждого вида электромеханической обработки
- 2.1. Преимущества и недостатки электромеханической обработки
- 2.2. Преимущества и недостатки электромеханической обработки
- 3. Применение электромеханической обработки и электромеханической обработки
- 4. Что выбрать: электромеханическую или электромеханическую обработку?
1. 2 современные электромеханические методы обработки
Электромеханическая обработка — передовая и современная форма механической обработки. Этот метод очень эффективен при работе с твердыми материалами, обрабатываемыми в больших количествах, создавая высокоточные изделия. В настоящее время существует 2 варианта электромеханической обработки. А именно:
В настоящее время существует 2 варианта электромеханической обработки. А именно:
1.1. Электромеханическая обработка (ECM)
Это метод механической обработки, основанный на законе электролиза Фарадея, который позволяет создавать поверхности определенной формы путем электрохимического травления. Готовое изделие не будет подвергаться механическому воздействию инструментов на обрабатываемую поверхность.
Электромеханический обрабатывающий станок ECMВ процессе обработки положительный полюс тока подключается к заготовке, а отрицательный полюс подключается к инструменту. Два электрода помещаются в емкость с раствором электролита. В зависимости от цели обработки существуют различные коррозионные процессы для создания требуемого продукта.
1.2. Электромеханическая обработка (EDM)
В этом методе используются два основных компонента: станок и источник питания. Станок приближается к профильному электроду (который действует как инструмент), и электрод перемещается к поверхности заготовки, создавая деталь в соответствии с формой инструмента. Источник электроэнергии обеспечивает высокую частоту, создавая искры между электродом и поверхностью детали, отслаивая слой металла благодаря испарению и коррозии от температуры.
Источник электроэнергии обеспечивает высокую частоту, создавая искры между электродом и поверхностью детали, отслаивая слой металла благодаря испарению и коррозии от температуры.
Точность обрабатываемого изделия будет зависеть от точности и частоты электрода. Поэтому в процессе обработки, если электрод поврежден, его необходимо соответствующим образом отрегулировать, чтобы процесс обработки был высокоэффективным.
Каждый метод обработки имеет свои собственные принципы работы и различные преимущества и недостатки. Давайте рассмотрим плюсы и минусы каждого варианта в следующих разделах.
2. Преимущества и недостатки каждого вида электромеханической обработки
Зная преимущества и недостатки каждого вида электромеханической обработки, предприятия быстро подберут оптимальный план для каждого изделия.
2.1. Преимущества и недостатки электромеханической обработки
Электромеханическая обработка позволяет красиво и эстетично полировать поверхность заготовки Поскольку не используется ударный инструмент, этот метод очень популярен. Кроме того, есть бесчисленное множество выдающихся преимуществ:
Кроме того, есть бесчисленное множество выдающихся преимуществ:
- Можно полировать внутри и снаружи любой формы
- Высокая производительность и ограниченный ручной труд
- Обрабатывающее оборудование дешевое и простое, поэтому затраты на обработку низкие
- Более высокое качество поверхности
- Полировка твердых поверхностей материалы
- Не изменяет и не деформирует структуру поверхностного слоя
- Возможность автоматизации в процессе механической обработки
- Улучшается окружающая среда и условия труда рабочих
Однако при использовании этого метода следует также отметить недостатки:
- Ограниченный срок службы раствора электролита
- Сохранение правильного размера и формы ограничено
- Применять только к не слишком шероховатым обработанным поверхностям.
2.2. Преимущества и недостатки электромеханической обработки
Электродная обработка позволяет изготавливать сита различных размеровВ отличие от описанного выше метода, электромеханическая обработка имеет следующие выдающиеся преимущества:
- Обработка материалов различной твердости. Даже с мягкими хрупкими материалами, не опасаясь деформации.
- Электроды можно воспроизводить любой формы, изготавливать и восстанавливать с помощью штампов из закаленной стали.
- Применение для изготовления сит, сит с очень тонкими электродами
- Механическая обработка для получения изделий с отверстиями очень малого диаметра, глубокими отверстиями с большим отношением длины к диаметру.
- Из-за использования масла при обработке обработанная поверхность закаляется в масле для получения блестящего продукта.
Предприятия также должны учитывать некоторые недостатки:
- Требование к заготовке и инструменту (электроду) из проводящего материала
- Заготовка перед обработкой, когда электроду необходимо сначала придать шероховатость из-за низкой скорости резания
- Вызывает термическую деформацию рабочей зоной с высокой температурой.

3. Применение электромеханической обработки и электромеханической обработки
Обладая вышеуказанными преимуществами, эти два метода обработки широко применяются во многих отраслях обрабатывающей промышленности.
Электромеханическая обработка позволяет создавать изделия сложной конструкции и формыОбласти применения электромеханической обработки:
- Обработка и формообразование изделий со сложной пространственной структурой из таких материалов, как жаропрочная, износостойкая сталь и нержавеющая сталь. Наиболее характерной является лопатка турбины.
- Обработка деталей с мелкими отверстиями (от 0,3мм) точностью электромеханической обработки пор 0,02-0,03мм.
- Переработка многих продуктов с высокой производительностью. Поскольку два обрабатывающих электрода имеют скорость e = 1,18 мм/мин, процесс обработки занимает всего 5-10 минут. Если это делать на ручной шлифовальной машине, время отделки может занять до часа.
- Крафтовые детали с глубокими отверстиями, малые размеры.
 И будет достигать оптимальной экономической эффективности при обработке партии, большого количества.
И будет достигать оптимальной экономической эффективности при обработке партии, большого количества.
Применение механической обработки электродов
- Повышает абразивность изделий за счет увеличения твердости поверхности детали.
- Изготовление и восстановление твердосплавных форм, закаленных штампов
- Обработка отверстий ситовой сетки, сита тонким электродом
- Выполнение плоского шлифования, круглого шлифования, заточки или расширения отверстий
- Обработка отверстий с малым диаметром 0,15 мм форсунок высокого давления с высокой производительностью (порядка 15-30с/шт). Или обрабатывать отверстия глубиной от 60 мм (с низким допуском), диаметром от 0,05 до 1 мм, как отверстия для охлаждения в лопатках турбины.
- Применение для извлечения сломанных инструментов, зажима болтов, метчиков и т.
