О правильной притирке седел
На пороге третьего тысячелетия пора отказаться от кустарщины и, если уж вы решили влезть в головку блока цилиндров, влезать туда профессионально, «с головой». О том, как это сделать, расскажет руководитель компании Мотортехнология — Александр Лизунов.
Придет ли в голову здравомыслящему человеку, даже в случае крайней необходимости, сделать больному другу, соседу или собутыльнику нейрохирургическую операцию в домашних условиях? Если уж без этого никак, в округе на тысячу верст — ни одной больницы (пусть даже ветеринарной), то рискнуть можно. Но и тут вам понадобятся хотя бы четыре наиглавнейшие вещи: скальпель, зажим, спирт, огурец. Это не бред сивой кобылы в лунную ночь, а простейшая аналогия с ремонтом клапанного механизма головки блока цилиндра, которую можно смело сравнить с нашей головой. Ага, той самой, где «болеть нечему, одна кость», а она, тем не менее, болит. И совершенно ни к чему добавлять себе головной боли, самостоятельно «химича» чего-то с седлами клапанов.
Проще и надежнее будет доверить ремонт специалисту. Понятное дело, если специалиста под боком нет, придется все делать самому. Но… без настоятельной необходимости пытаться сделать все собственными силами, мягко говоря, негуманно, а то и просто глупо. Итак, не «скальпель, зажим, спирт, огурец», а некоторые сведения, знание которых поможет, по крайней мере «не навредить», а то и помочь пострадавшим седлам клапанов.
Настоятельно предупреждаем: не доверяйте народным умельцам, которые, услышав про ремонт клапанного механизма двигателя, реагируют однозначно: «Нет проблем! Мы в момент притрем, и порядок!» и мелкой рысью отправляются за абразивным порошком, причем добывают его, как правило, не в магазине (денег жалко), а в защитном кожухе электроточила — там его полно, и все задаром. Дело дошло до того, что в продаже стали появляться книжки по ремонту автомобилей, в которых нет ни слова про восстановление формы фасок седел клапанов, зато много всякого понаписано про притирку как средство серьезного ремонта.
Трудно наглядно представить 200 перемещений поршня в секунду. Не легче представить, как может каждый клапан успеть 50 раз в секунду открыться и столько же — закрыться. А если еще вспомнить, что при этом температура сгорающей смеси достигает 2300-2500°С, а сами клапаны, например, выпускные, нагреваются до 600-800°С, то станет ясно: на «рабочем месте» им спокойно и уютно, как в Хиросиме.
Согласитесь, что, хотя седла и сами клапаны изготавливаются из легированных металлов, в таких условиях очень непросто обеспечить герметичность камеры сгорания. Естественно, клапаны, седла и направляющие втулки подвержены износу.
Перечислим основные неисправности клапана и сопряженных с ним деталей:
- обгорание привалочной поверхности клапана и седла с образованием раковин;
- коробление, а то и трещины тарелки клапана и седла;
- механическое повреждение седла неисправным клапаном.

Перечисленные дефекты зачастую связаны с применением нештатного топлива и свечей, неверной регулировкой системы зажигания и привода клапанного механизма.Рабочий износ седел клапанов выражается в деформации граней фасок и нарушении герметичности сопряжения седла с клапаном, что видно по следам прорыва газов (нагара).
Сильный износ направляющих втулок приводит к нарушению геометрии седел и даже к их разрушению. Особенно это касается седел выпускных клапанов.
Профиль рабочей фаски клапана практически повторяет форму изношенного седла.
Именно суммой всех обстоятельств объясняется тот факт, что клапанный механизм частенько выходит и будет выходить из строя. Если эти повреждения незначительны, с ними можно относительно успешно бороться с помощью «притирки». В том же случае, если в результате износа или по причине неисправности нарушается геометрия седла клапана и направляющей втулки, притиркой ничего хорошего не добьешься. Тут клапану ваши притирки, как, простите, мертвому припарки, тут требуется значительно более серьезный ремонт.
Чтобы стало ясно, насколько серьезным должен быть ремонт, остановимся хотя бы на том, какую форму имеют седла клапанов и чем обусловлен выбор именно такого конструкторского решения для этой важной детали двигателя. Все дело в том, что к конструкции седла предъявляются различные и часто взаимоисключающие требования, такие, как жаропрочность, износостойкость, надежность уплотнения пары «седло-клапан» и др. Следует также отметить тот немаловажный факт, что форма поверхности седла клапана влияет на процесс наполнения и очистки цилиндра двигателя. Начнем с главного. Первое, что требуется от сопряжения «седло-клапан», — обеспечение герметичности в течение всего срока службы двигателя. На седле для этого выполняется специальная фаска, называемая рабочей (см. рисунок).
А — верхняя вспомогательная фаска;
В — рабочая фаска;
С — нижняя вспомогательная фаска;
D — диаметр тарелки клапана;
d — диаметр стержня клапана.
Для того, чтобы нормально функционировать, ей необходимо иметь минимальную ширину, т.к. для обеспечения герметичности важна не столько площадь контактирующих поверхностей, сколько требуемое удельное давление в сопряжении. С другой стороны, по этой фаске отводится значительная часть тепла от самого клапана, а значит, она должна быть как можно шире. Для примирения этих противоречий необходимо, чтобы на практике ширина рабочей фаски седла составляла 1.2 -1.6 мм у впускных и 1.5 — 2.0 мм у выпускных седел, а ее угол в большинстве случаев составлял 45°. Также имеет значение ее расположение относительно рабочей фаски тарелки клапана: место контакта должно приходиться на ее середину. В этом случае тарелка клапана будет испытывать минимальные деформации и температурные напряжения.
Теперь о дополнительных фасках седла: зачем они нужны? Их основная роль — формирование газовых потоков,поступающих в цилиндр и выходящих из него. Ведь скорость этих потоков в коллекторах головки блока может достигать 60-100 м/сек на разных режимах работы, и при их прохождении через самую узкую часть, т.
Нетрудно предсказать, что кустарные, примитивные методы ремонта ни к чему хорошему не приведут. При ремонте такой сложной детали важно не только соблюдение общего принципа действия, но и высокая точность обработки, которая достижима только с помощью качественного современного инструмента и при скрупулезнейшем соблюдении технологии. На Западе это давно поняли, и именно поэтому там капитально отремонтированные моторы имеют такой же ресурс, как новые.
Никто не спорит, деды дураками не были, но ведь и машины, с которыми им приходилось иметь дело, были не чета нынешним. Теперь перейдем от теории к практике, от рассуждений к ремонту седел клапанов.
С помощью инструмента Neway мы восстановим изношенные седла дизельного двигателя Mercedes ОМ 615.
1. Цанговая конструкция направляющего стержня (пилота) обеспечивает его надежное самоцентрирование и неподвижную фиксацию в направляющей втулке клапана.
2. Надеваем на установленный пилот фрезу. Высокая точность обработки обеспечивается прецизионной посадкой фрезы. Зазор составляет 3-5 мкм.
3. На первом этапе при равномерном вращении инструмента формируется нижняя фаска седла. Далее переворачиваем фрезу и обрабатываем верхнюю фаску.
4. Формируем рабочую фаску фрезой с требуемым углом. Как правило, это 45° или 30°. Усилие на фрезу должно быть минимальным.
5. Для контроля расположения контатирующего пояска производим «проявочную» притирку в течение 5-10 сек.
6. При неправильном формировании рабочей фаски седла зона контакта может смещаться. Например, к верхней части фаски клапана.
7. На этом снимке указанный недостаток устранен дополнительным фрезерованием верхней фаски клапана и повторным формированием рабочей.
8. Восстановленное седло. Из-за высокой точности обработки и создаваемого ножами фрезы микрорельеф притирка не требуется, конечно, если клапан восстановленный или новый.
Авторская статья «Моторист-конструктор, или как правильно собрать двигатель» на сайте инженерной-технологической компании Механика
3 Августа 2016
27729
19
|
Знакомство с опытом и рекомендациями немецкой фирмы Kolbenschmidt по сборке двигателя позволяет сделать следующий вывод: грамотно собрать двигатель способен только моторист, владеющий технологиями ремонта его деталей. Ремонт и сборка головки блока, как, впрочем, и других узлов двигателя, начинается с проведения необходимых измерений и проверок. Причем особое внимание необходимо уделять именно седлам клапанов. Зачем это нужно?
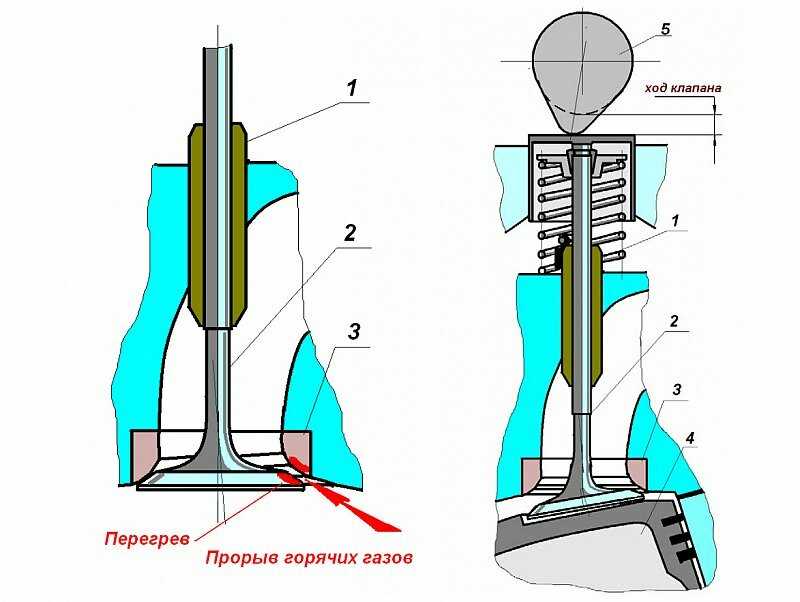
Седло клапана — едва ли не самый ответственный элемент головки блока, в чем легко убедиться, анализируя условия работы клапана. Одно из главных условий — это надежное уплотнение сопряжения клапана с седлом, при котором утечки газов из камеры сгорания минимальны, а компрессия — максимальна. Выполнение этого условия одновременно означает обеспечение хорошего теплового контакта клапана с седлом. Другими словами, плотное прилегание клапана к седлу позволяет отводить тепло от нагретой горячими газами тарелки через седло в головку блока, охлаждаемую жидкостью.
Очень важно, чтобы герметичность сопряжения сохранялась в течение всего срока службы двигателя. Это достигается приданием уплотняющим фаскам седла и клапана специального профиля, компенсирующего износ сопряженных поверхностей. Кроме того, правильная геометрия седла уменьшает сопротивление при впуске топливовоздушной смеси и выпуске отработавших газов, учитывая экономические и мощностные показатели двигателя. Как проверить седло?
Прежде чем приступить к проверке, необходимо тщательно очистить поверхность камер сгорания и седел — под слоем нагара могут скрываться трещины. В зависимости от характера дефектов принимается решение о ремонте старых седел или необходимости замены их на новые. Менять седло необходимо в следующих случаях:
Последний дефект может привести к тому, что тарелка клапана сильно «провалится», и стержень клапана выдвинется вверх, нарушив работу гидротолкателя. Если один из указанных дефектов обнаружен, необходимо заменить дефектные седла, строго соблюдая технологию замены. Такая технология рекомендована, в частности, фирмой Kolbenschmidt. |
|
|
Как заменить седло?
Вообще говоря, замена седла — операция несложная и может быть выполнена несколькими способами. Вначале необходимо удалить старое седло. Для этого удобнее всего использовать специализированный станок для ремонта головок блока, хотя вполне допустимо использовать универсальное станочное оборудование (расточной или фрезерный станок) или даже ручные приспособления для ремонта седел.
Перед обработкой с помощью направляющего стержня (пилота) головка блока устанавливается на станке так, чтобы обеспечить соосность отверстия направляющей втулки и режущего инструмента.
Гнездо седла желательно расточить для обеспечения его соосности с направляющей втулкой. В головках двигателей старых конструкций, имеющих толстые стенки, допустимо обработку гнезда не проводить, если его поверхность не имеет дефектов и чрезмерных отклонений от цилиндричности.
Сама опрессовка — операция не сложная, однако достаточно трудоемкая. Ее проводят в горячей воде сжатым воздухом под давлением 5-6 атм — обычно этого достаточно, чтобы пузырьки в местах скрытых трещин сделали их видимыми. При растачивании гнезда на станке следует придерживаться определенных режимов резания: для чугунных головок — 100-250 об/мин без масла, а для алюминиевых — 400-600 об/мин с маслом. После обработки диаметр гнезда у двигателей прошлых лет выпуска должен быть в среднем на 2,5 мм больше диаметра тарелки клапана, а глубина — 4,5-6,5 мм. У новых моторов диаметр гнезда под седло может и не превышать диаметра тарелки из-за недостаточной толщины стенок. Новые седла изготавливаются из специальных чугунов или спеченных материалов. Некоторые фирмы выпускают заготовки седел в виде труб с соответствующими наружным и внутренним диаметрами либо уже готовые седла с увеличенным наружным диаметром.
Материал седла имеет решающее значение для долговечности и надежности двигателя. Поэтому некоторые производители (включая фирму Kolbenschmidt) выпускают седла из специальных материалов. Так, для высоконагруженных моторов находит применение композиционный материал — высокодисперсный карбид вольфрама, распределенный в матраце из инструментальной стали. При изготовлении седла важно выдержать натяг (в среднем 0,1-0,15 мм) по наружному диаметру и «не промахнуться» с внутренним диаметром, который обычно меньше диаметра тарелки клапана на 2,5 мм. Кроме того, необходимо выполнить на седле заходную фаску, исключающую задир гнезда при установке седла. |
Чтобы удалить старое седло, его растачивают до момента, пока оставшееся тонкое кольцо не провернется. После чего гнездо растачивают «как чисто» или под готовое новое седло |
|
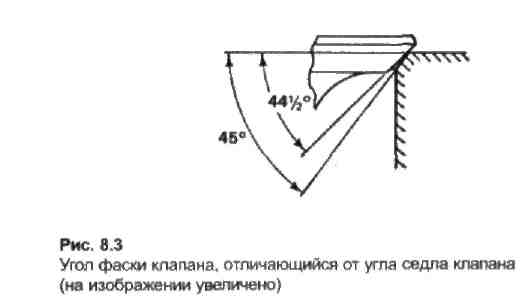
Установка седла — наиболее ответственный этап работы. Для облегчения установки седла головку блока следует подогреть до 180-200oС, а само седло охладить в жидком азоте или углекислоте. Запрессовка осуществляется ударным способом и быстро, чтобы до ее окончания не произошло выравнивание температуры деталей. Как поправить седло? Изношенное или замененное седло обрабатывается для придания ему соответствующего профиля. Очевидно, этот профиль должен соответствовать форме тарелки клапана, иначе возможны негерметичность сопряжения, перегрев и разрушение тарелки и седла клапана.
Поверхность контакта тарелки с седлом должна располагаться на расстоянии 0,4-0,8 мм от наружного диаметра тарелки. Приближение поверхности контакта к кромке тарелки улучшает перенос тепла от клапана в седло. Чтобы добиться требуемого профиля седла, рекомендуется вначале обрабатывать основной угол седла (его обычно делают на 0,5-1o меньше угла фаски клапана, чтобы ускорить приработку клапана к седлу), затем — верхний угол для обеспечения высоты рабочей фаски седла, после чего — угол, примыкающий к поверхности камеры сгорания, обеспечивающий нужный диаметр седла.
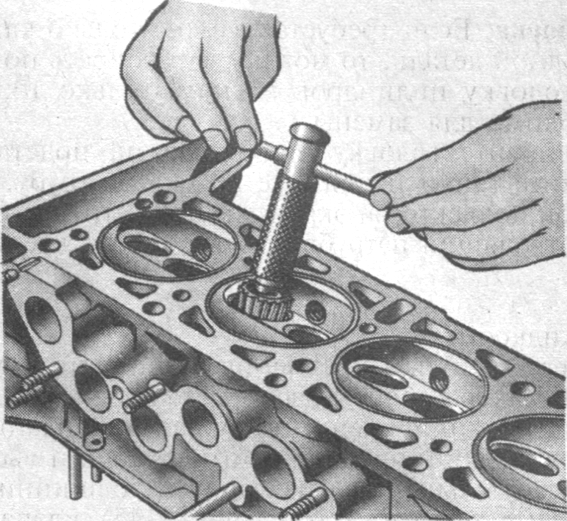
Очень важна ширина рабочей фаски седла. Обычно для впускных седел ширина рабочей фаски составляет 1,0-1,5 мм, для выпускных — 1,5-2,0 мм. Для седел 16-клапанных моторов, имеющих диаметр тарелки менее 31-32 мм, ширину фаски можно уменьшить в 1,5-2 раза. Для качественной обработки седел применяют разные методы: шлифовку, расточку специальными фрезами и резцами — вручную или на специализированных станках. Наиболее простой способ обработки — твердосплавными ручными фрезами («шарошками»). Купить этот недорогой отечественный инструмент сейчас можно во многих местах. |
Установка нового седла выполняется с помощью оправки ударным способом |
|
В результате обработки профиль седла получается несколько упрощённым, наблюдается незначительная неконцентричность седла и оси отверстия направляющей втулки. Прекрасные результаты дает использование инструмента американской фирмы NEWAY. На нём твёрдосплавные резцы имеют несколько режущих кромок и могут регулироваться по диаметру. Такой инструмент обладает достаточной универсальностью и обеспечивает хорошую точность и чистоту поверхности, которая не требует последующей притирки. Простота NEWAY делает его привлекательным для использования в условиях СТО.
Самые широкие возможности даёт обработка профильным резцом. В этом случае геометрия седла заложена в профиле самого инструмента. Ошибок и неточностей здесь уже быть не может. Сёдла получаются в точности такими, какими их спроектировали конструкторы мотора. Более того, все сёдла получаются одинаковыми, а для работы мотора это немаловажный момент. Проводить такую обработку позволяют не только специализированные станки, но и относительно недорогие установки с ручным приводом, выпускаемые иностранными фирмами. Аналогичные возможности имеет и отечественная установка «Механика-2». Основой конструкции является самоустанавливающийся шпиндель с микроподачей.
Обработка сёдел на такой установке идёт минимум в три раза быстрее, чем ручными шарошками, за счёт одновременной обработки всех фасок седла, причем можно получить профиль любого сечения, а также удалить изношенное седло и обработать гнездо под запрессовку нового. Последнее весьма удобно при производстве тюнинговых и спортивных ГБЦ с «радиусным» профилем и увеличенным диаметром седла. Точность обработки седла на указанном оборудовании очень высока, что обеспечивает хорошую герметичность клапана после сборки узла. Напротив, после обработки недорогим ручным инструментом рабочая фаска седла нередко не концентрична оси отверстия направляющей втулки (несоосность более 0,02 мм), а поверхность фаски оказывается некруглой или имеет характерное «дробление». Тогда приходится прибегать к дополнительной операции — притирке клапана к седлу. Притирка хорошо освоена и широко применяется на большинстве отечественных СТО. Более того, в некоторых мастерских весь процесс ремонта седел вообще ограничивают одной притиркой, получая в результате совершенно произвольную форму сопряжения седла и клапана. Зарубежные фирмы притирку не рекомендуют ни в каком виде, на что есть весьма серьезные причины.
Действительно, при высокой точности обработки, характерной для импортного оборудования, притирка не нужна. |
|
|
После тщательной мойки всех деталей проводят контроль герметичности клапанов. Быстрее всего эта проверка выполняется на специализированных вакуумных установках. Однако результат не всегда достоверен — усилие прижатия тарелки к седлу достаточно велико, и некоторые погрешности обработки (в частности, несоосность стержня и фаски клапана или отверстия направляющей втулки и седла) могут быть не замечены. На наш взгляд, даже простая проверка прилегания клапана «по краске» более достоверна. В некоторых мастерских герметичность клапанов проверяют, наливая в камеру керосин, но это сложнее и дольше. Последняя проверка — на «выступание» стержня клапана — необходима в основном для двигателей с гидротолкателями. Если тарелка слишком сильно выступает в камеру сгорания, его стержень «утоплен», и гидротолкатель не выберет зазора в приводе — не хватит хода плунжера. Такая ситуация возможна после установки новых седел. При ремонте старых седел возможно «проваливание» тарелок, при котором клапаны после сборки головки могут зависнуть в открытом положении, уперевшись в полностью сжатые гидротолкатели. Что еще надо сделать?
Безусловно, отремонтированная головка блока перед сборкой должна иметь ровную привалочную плоскость. Восстанавливается плоскость обработкой на плоскошлифовальном или фрезерном станках, но наилучшие результаты дает обработка на специализированном станке (такое оборудование выпускается рядом зарубежных фирм). Определенную сложность представляет обработка головок дизельных двигателей с форкамерами. Строго говоря, форкамеры должны иметь выступание над поверхностью ГБЦ в пределах 0,02-0,05мм. Соблюдение этого требования значительно усложняет работу: необходимо удаление форкамер, затем обработка ГБЦ по плоскости, затем запрессовка новых форкамер в головку прямо на столе шлифовального станка, а уже затем обработка только поверхности форкамер. На практике «хорошо сидящие» в головке блока форкамеры лучше без острой необходимости «не беспокоить». Их выступание при обработке плоскости получится само, за счёт «отжатия» инструмента — с твёрдой стенки форкамеры станок снимет меньше металла, чем мягкого материала головки.
Итак, все сделано — отремонтировано, восстановлено, проверено, промыто. Перед установкой клапанов в головку необходимо смазывать их стержни маслом, а при установке маслосъемных колпачков не стоит забивать их «со всей ненавистью» — на некоторых двигателях колпачки не имеют упора и легко могут оказаться порваны. В остальном сборка головки блока обычно не вызывает затруднений. Перед установкой головки на блок цилиндров желательно повернуть распределительный вал в положение, соответствующее ВМТ 1-го цилиндра, а поршни поворотом коленвала несколько отвести от ВМТ, чтобы не погнуть клапаны. Осталось смазать болты головки блока, затянуть их и точно установить фазы газораспределения. |
Контроль прилегания клапана к седлу — необходимая процедура при ремонте седел |
|
(Журнал «Автомобиль и сервис», апрель 2001) |
 Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
Это наглядно проявляется при сборке головки блока цилиндров, многие операции которой (в том числе ремонт седел клапанов) обычно выполняются непосредственно на СТО. О них и пойдет сегодня речь.
 И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
И наоборот, любое нарушение герметичности в сопряжении клапана с седлом приводит к нарушению нормального теплового режима тарелки, седла и возникновению опасных дефектов, грозящих разрушением деталей.
 Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.
Особое внимание следует обратить на «отмытые» от нагара в процессе работы двигателя поверхности камер, резко отличающиеся от других камер по цвету: именно здесь наиболее вероятно обнаружение всяческих сюрпризов.

 Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.
Если настроить резец на размер, чуть меньший наружного диаметра седла, то после растачивания оставшаяся тонкая часть седла, как только она начнет вращаться, легко удаляется вручную.

 По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
По твердости и прочности такой материал подобен чугуну, но имеет более высокую износо- и теплостойкость. При введении в стальную матрицу специальных добавок седло приобретает свойства керамики со смазывающими свойствами в условиях высоких температур. Тем самым предотвращается эрозия седла, вызываемая микросваркой седла с поверхностью клапана, что случается с обычными материалами седел у газовых двигателей и тяжело нагруженных дизелей.
 Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
Если замеры седла и гнезда выполнены правильно, в отверстии гнезда не осталось стружки, и приготовлена специальная оправка, можно приступать к запрессовке.
 Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
Но как только эта поверхность выходит на кромку тарелки, на ней концентрируется большой поток тепла, способный легко сжечь тарелку и седло. Перенос поверхности контакта ближе к стержню клапана также повышает температуру кромки тарелки (она «повисает в воздухе» и хуже охлаждается) и, кроме того, увеличивает гидравлическое сопротивление потокам топливовоздушной смеси и продуктов сгорания.
 При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
При увеличении ширины фаски (и, соответственно, площади контакта) улучшается охлаждение тарелки, но труднее обеспечить герметичность. Последнее может вызвать утечки горячих газов и прогар седла или клапана. Напротив, узкая фаска отлично уплотняет, но срок службы клапана и седла сокращается из-за высоких механических нагрузок и температур на поверхностях контакта.
 Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.
Все это, а также невысокая чистота и следы «дробления» инструмента требуют последующей притирки.

 В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
В России хорошее оборудование пока не распространено, а то, что используется, не дает нужной точности, из-за чего без притирки не обойтись. Но притирка — это неизбежное искажение формы седла и фаски клапана, насыщение седла абразивными частицами и в конечном счете заметное снижение ресурса двигателя. Так что притирать клапан или нет — решайте сами.
 Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
Форкамеры выполнены из жаропрочных сталей, а на некоторых моторах встречаются даже керамические форкамеры, обладающие очень высокой твёрдостью. Обработать плоскость такой головки можно специальным инструментом в виде блока абразивных секторов.
 Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
Значит, можно собирать? Еще рано. Забыли проверить пружины клапанов — их длину в свободном состоянии и усилие при сжатии на определенную величину, регламентированные производителем двигателя.
30 Сентября 2017
10158
Правка сёдел клапанов: качественно, но экономно
Несмотря на «одноразовость» современных моторов, их по-прежнему ремонтируют.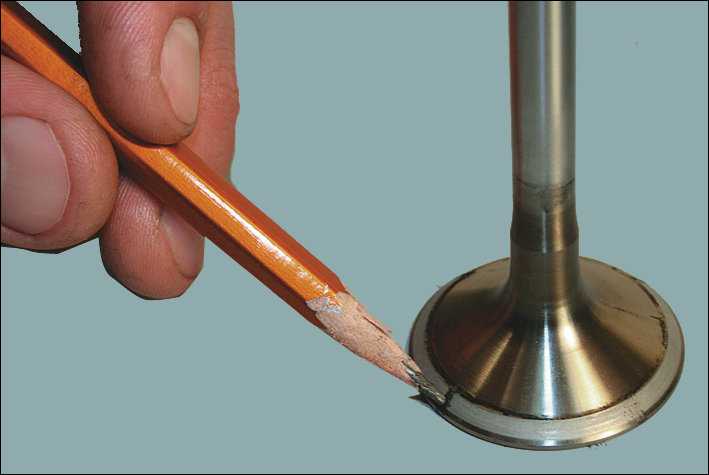 А если учесть, что еще есть и относительно «старые» моторы, то качественный ремонт головки блока без правки сёдел клапанов просто не представляется возможным. Стереотип, засевший в наших мозгах, говорит нам, что «хорошие» инструменты и станки — импортные. Но не всегда это так. А если учитывать кризисные явления и экономическую составляющую производства (ремонта в частности), то оказывается, что и российское оборудование «очень даже ничего».
А если учесть, что еще есть и относительно «старые» моторы, то качественный ремонт головки блока без правки сёдел клапанов просто не представляется возможным. Стереотип, засевший в наших мозгах, говорит нам, что «хорошие» инструменты и станки — импортные. Но не всегда это так. А если учитывать кризисные явления и экономическую составляющую производства (ремонта в частности), то оказывается, что и российское оборудование «очень даже ничего».
2 Августа 2016
12411
Тюнинг стартера «Iskra»
Конструкция Словенского стартера очень сильно напоминает BOSCH 109 серии. Некоторые детали просто позаимствованы у немцев, некоторые доработаны (с незначительными изменениями), некоторые откровенно свои (они то и наиболее изнашиваемые детали).
20 Июня 2019
18708
Гильзовка гипер-эвтектических алюсиловых блоков
И ваш здравый смысл…
Это поучительная история о данных, опыте, рассудительности и здравом смысле при гильзовке блока двигателя.
Внутренний угол седел клапанов: что нужно знать, чтобы плыть по течению
Никто не знает воздушный поток лучше, чем легендарный Джо Монделло, прославившийся еще в 1960-х годах благодаря своей победной в гонках работе с головкой блока цилиндров.
«В то время у нас не было проточных стендов для проверки нашей работы. Нашим испытательным стендом была дрэг-стрип. Если модификация работала и заставляла машину ехать быстрее, мы ее использовали. Если это не срабатывало и машина ехала медленнее, мы возвращались к плану А или пробовали что-то еще».
Сегодня совсем другая ситуация. Технический центр Mondello в Кроссвилле, штат Теннесси, использует самое современное оборудование для тестирования и проверки модификаций головок цилиндров. Монделло говорит, что большая часть опытно-конструкторских работ, которые он выполняет сегодня, связана с использованием стенда с мокрым потоком, машины, которая смешивает окрашенный ультрафиолетом жидкий туман с воздухом, чтобы имитировать то, что на самом деле происходит с воздушно-топливной смесью, когда она поступает в камеру сгорания.
Стенд сухого потока измеряет расход воздуха в кубических футах в минуту (куб. фут/мин), что является полезной информацией для оценки того, как изменения, внесенные в конфигурацию отверстия или углы на седле клапана, влияют на расход воздуха при различном подъеме клапана. Но стенд с влажным потоком показывает, как эти изменения влияют на турбулентность воздушно-топливной смеси, и где топливо может отделяться или скапливаться в камере клапана, области седла и камере сгорания.
Другими словами, стенд с мокрым потоком показывает вам то, что вы не можете увидеть с помощью стенда с сухим потоком. Это также позволяет вам проверить влияние любых внесенных вами изменений на воздушно-топливную смесь, которые могут снизить производительность из-за турбулентности, разделения топлива или образования луж в камере сгорания. Основная идея состоит в том, чтобы убедиться, что воздушно-топливная смесь остается смешанной и равномерно рассеивается при попадании в камеру сгорания, чтобы она правильно сгорала и производила максимальную мощность.
«Важно помнить, что двигатель является основным показателем того, какие модификации действительно производят больше мощности, а не только показатели воздушного потока», — говорит Монделло. «Именно здесь действительно помог стенд с мокрым потоком. Результаты, которые мы видим на стенде с мокрым потоком, подтверждаются на динамометрическом стенде и на трассе. Мы можем разобрать двигатель и посмотреть на узоры на поршнях, чтобы подтвердить то, что уже сказал нам стенд мокрого потока».
Как углы сиденья влияют на воздушный поток
Вообще говоря, чем больше углов на сиденьях, тем лучше обдув сиденья. Стандартное седло клапана только с одним разрезом под углом 45 градусов будет иметь острую кромку чуть выше и ниже области, где клапан сидит на седле. Когда клапан начинает открываться и воздух начинает проходить мимо клапана, резкое изменение углов создает турбулентность, которая снижает скорость и поток воздуха.
Этот резкий угол также может привести к разделению воздушно-топливной смеси. Таким образом, вырезание еще одного угла над основным сиденьем и третьего угла под сиденьем помогает сгладить воздушный поток. Вот почему традиционная работа трехуглового клапана 30-45-60 градусов производит больше мощности, чем работа стандартного клапана. Дополнительные углы помогают воздуху, так сказать, поворачивать за угол, что снижает турбулентность и улучшает скорость и поток воздуха. Это также уменьшает разделение воздуха и топлива, что также улучшает сгорание.
Таким образом, вырезание еще одного угла над основным сиденьем и третьего угла под сиденьем помогает сгладить воздушный поток. Вот почему традиционная работа трехуглового клапана 30-45-60 градусов производит больше мощности, чем работа стандартного клапана. Дополнительные углы помогают воздуху, так сказать, поворачивать за угол, что снижает турбулентность и улучшает скорость и поток воздуха. Это также уменьшает разделение воздуха и топлива, что также улучшает сгорание.
Монделло говорит, что традиционная работа трехуглового клапана устарела в современных высокопроизводительных двигателях. Работа клапана с тремя углами 30-45-60 градусов по-прежнему лучше, чем одиночный 45-градусный разрез седла клапана, но он не может приблизиться к тому, что возможно за счет оптимизации профиля седла клапана с дополнительными углами.
«Несколько недель назад у нас было три инженера из Harley-Davidson Screaming Eagle Division на технической сессии. Они только что разработали новую головку 103 и головку 110 и очень гордились тем, насколько хорошо они текут. Мы взяли их голову и через три дня улучшили воздушный поток на 52 кубических фута в минуту по сравнению с их первоначальной конструкцией. Из 53 кубических футов в минуту, которые мы получили, 25 кубических футов в минуту были связаны с изменениями, которые мы внесли только в углы седла клапана. Это показывает, насколько важны углы седла клапана для максимального расхода воздуха и мощности», — говорит Монделло.
Мы взяли их голову и через три дня улучшили воздушный поток на 52 кубических фута в минуту по сравнению с их первоначальной конструкцией. Из 53 кубических футов в минуту, которые мы получили, 25 кубических футов в минуту были связаны с изменениями, которые мы внесли только в углы седла клапана. Это показывает, насколько важны углы седла клапана для максимального расхода воздуха и мощности», — говорит Монделло.
«Многие производители головок цилиндров используют одноточечные фрезы на станках с ЧПУ для вырезания седел клапанов, и они не тратят много времени на шлифование камер или выполнение всего того, что они действительно должны делать, чтобы работа клапана работала должным образом. На самом деле это хорошо для нашего бизнеса, потому что мы переделываем многие головки цилиндров, особенно головки Harley», — объясняет Монделло.
По словам Монделло, самая важная часть сборки любой высокоэффективной головки блока цилиндров — это обрезка углов на седлах. «На протяжении многих лет многие производители двигателей полагались на базовые трехугольные фрезы 30-45-60 градусов. Они думают, что могут использовать одни и те же три угла седел на каждой головке блока цилиндров, которые они производят, но это не так. Углы, которые работают лучше всего, будут варьироваться в зависимости от приложения».
Они думают, что могут использовать одни и те же три угла седел на каждой головке блока цилиндров, которые они производят, но это не так. Углы, которые работают лучше всего, будут варьироваться в зависимости от приложения».
Мондель говорит, что предпочитает использовать довольно крутой верхний угол, потому что более крутой угол улучшает воздушный поток. «Когда клапан впервые открывается, более крутой угол обеспечивает лучший поток в камеру сгорания, которая имеет холмы и впадины и не является идеально плоской. Если у вас угол наклона 30 градусов, воздух, выходящий из этого сиденья, будет турбулентным, и вы получите разделение между воздухом и топливом, что повредит мощности. Увеличение угла обеспечивает лучший переход от седла к камере сгорания. Он более эффективен, предлагает меньшее сопротивление и вырабатывает больше энергии».
Монделло вспоминает, что в первые дни переделки головок цилиндров он обнаружил, что четыре угла часто обеспечивают лучший поток воздуха, приемистость и мощность. Четыре угла, которые он использовал, были 45 градусов для основного седла, верхний вырез от 33 до 37 градусов, подрез 58 градусов ниже основного места и вырез 70 градусов ниже, сделанный с помощью ручного расширителя. Использование этих углов часто может улучшить поток воздуха на 8–15 кубических футов в минуту или более.
Четыре угла, которые он использовал, были 45 градусов для основного седла, верхний вырез от 33 до 37 градусов, подрез 58 градусов ниже основного места и вырез 70 градусов ниже, сделанный с помощью ручного расширителя. Использование этих углов часто может улучшить поток воздуха на 8–15 кубических футов в минуту или более.
Поиск углов, которые лучше всего работают с данной комбинацией головки блока цилиндров, распределительного вала и клапана, требует много времени как на стенде с влажным, так и с сухим потоком, а также на динамометрические испытания и время на треке. Во многих небольших мастерских нет стенда или динамометрического стенда для разработки и тестирования своих двигателей. Им приходится полагаться на опыт и отзывы своих клиентов, чтобы определить, что работает на треке или полосе сопротивления. Следовательно, они могут не получить от своих двигателей столько мощности, сколько могли бы.
Специальные фрезы для седел клапанов
Чтобы решить эту проблему, Монделло применил свой почти 50-летний опыт ремонта головок цилиндров с высокими эксплуатационными характеристиками в собственной линейке высокопроизводительных фрез для седел клапанов. Резаки седла клапана серии Joe Mondello Signature Infinite Flow включают в себя все приемы Mondello для улучшения воздушного потока, скорости и мощности. Фрезы для седла клапана имеют несколько углов наклона клапана, которые, как доказано, значительно улучшают поток воздуха и мощность по сравнению с резцом для седла клапана с одним или тремя углами. Монделло говорит, что его многоугольные резаки обычно увеличивают поток воздуха на 10–20 кубических футов в минуту, просто добавляя и изменяя углы на седлах клапанов.
Резаки седла клапана серии Joe Mondello Signature Infinite Flow включают в себя все приемы Mondello для улучшения воздушного потока, скорости и мощности. Фрезы для седла клапана имеют несколько углов наклона клапана, которые, как доказано, значительно улучшают поток воздуха и мощность по сравнению с резцом для седла клапана с одним или тремя углами. Монделло говорит, что его многоугольные резаки обычно увеличивают поток воздуха на 10–20 кубических футов в минуту, просто добавляя и изменяя углы на седлах клапанов.
Тем не менее, Mondello призывает к осторожности и осторожности при использовании резака, предназначенного для определенного применения. «Мои фрезы для выпускных сидений проходят от основного сиденья по всему радиусу под этим сиденьем, но они рекомендуются только для выпускных сидений, а не для впускных сидений. Многие парни также будут использовать их для обрезки седла впускного клапана, потому что это показывает увеличение воздушного потока на 8-10 кубических футов в минуту на стенде потока.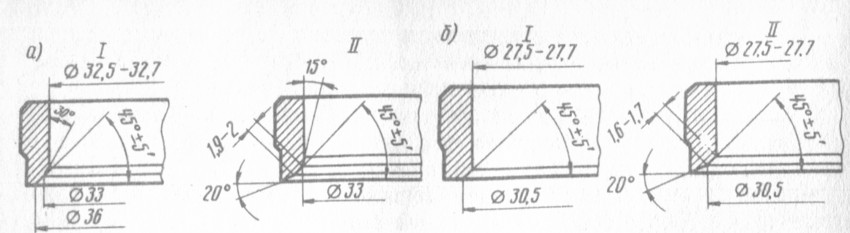 Но когда вы смотрите на реальную схему воздушного потока на стенде с влажным потоком, профиль, разработанный для седла выхлопа, вызывает плохой сдвиг топлива и турбулентность в камере клапана и области седла. Вот почему я предлагаю разные профили для сидений воздухозаборника».
Но когда вы смотрите на реальную схему воздушного потока на стенде с влажным потоком, профиль, разработанный для седла выхлопа, вызывает плохой сдвиг топлива и турбулентность в камере клапана и области седла. Вот почему я предлагаю разные профили для сидений воздухозаборника».
Конечно, в закруглении воздухозаборника нет ничего нового, и многие ребята делают это годами, потому что это увеличивает поток воздуха. Но Монделло говорит, что большие значения воздушного потока не обязательно приводят к большей мощности. Это зависит от того, что происходит с воздушно-топливной смесью, когда она попадает в камеру сгорания.
«Мои фрезы для седел клапанов предназначены для улучшения воздушного потока, отклика дроссельной заслонки и увеличения мощности, и их можно использовать на головках как городских, так и гоночных автомобилей. В любом случае вы получите лучшие результаты, чем простая работа с трехугловым клапаном», — говорит он.
Монделло говорит, что при резке по всему радиусу на выпускных седлах лучше использовать гнездо с прямым внутренним диаметром, а не гнездо с конусным внутренним диаметром. С прямым внутренним диаметром вы можете формировать полный радиус до основного седла, не беспокоясь о том, что наткнетесь на нижний конус или оставите гребень в нижней части седла. «Я использую лезвие с подрезкой под углом 86 градусов (IFT 86R6B-HP), чтобы вырезать самую нижнюю часть сиденья и очистить это маленькое кольцо или любую деформацию, которая может остаться от резака сиденья».
С прямым внутренним диаметром вы можете формировать полный радиус до основного седла, не беспокоясь о том, что наткнетесь на нижний конус или оставите гребень в нижней части седла. «Я использую лезвие с подрезкой под углом 86 градусов (IFT 86R6B-HP), чтобы вырезать самую нижнюю часть сиденья и очистить это маленькое кольцо или любую деформацию, которая может остаться от резака сиденья».
Ассортимент продукции Mondello включает в себя новую фрезу выпускного седла для головок с клапанами меньшего размера, как у BMW и Audi, и скоро будет добавлен резак для впускного седла. У него также есть фрезы, специально разработанные для седел впускных и выпускных клапанов Harley.
Помимо увеличения мощности, резка дополнительных углов на седлах клапанов позволяет мастерской брать больше за работу с клапанами. «Это дополнительная услуга, которая повышает производительность, так почему бы не брать за нее больше?» — спрашивает Монделло.
Важные соотношения
Другим фактором, оказывающим огромное влияние на поток воздуха через порт и седло клапана, является отношение размера отверстия клапана к размеру площади горловины непосредственно под основанием седла клапана (по измерению от наибольшей площади в нижней части седла клапана).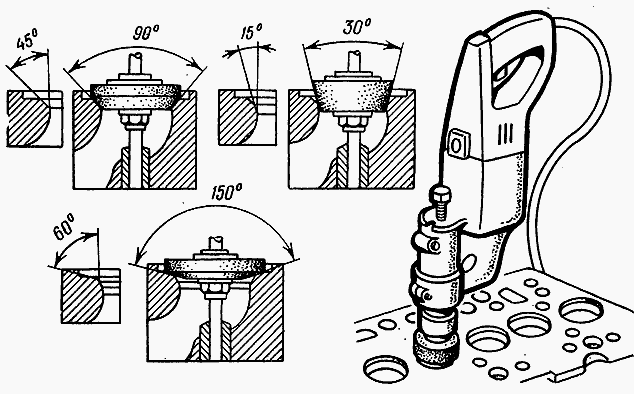 Правило номер один здесь, говорит Монделло, заключается в том, чтобы иметь оптимальное соотношение, которое максимизирует скорость воздуха через область «первичного дросселя» в чаше клапана прямо под седлом.
Правило номер один здесь, говорит Монделло, заключается в том, чтобы иметь оптимальное соотношение, которое максимизирует скорость воздуха через область «первичного дросселя» в чаше клапана прямо под седлом.
«Сегодня многие высокопроизводительные головки вторичного рынка обычно изготавливаются с 9Площадь горла составляет от 1 до 92 процентов, что, на мой взгляд, слишком много», — говорит Монделло. «Чтобы получить максимальную скорость и воздушный поток, соотношение должно быть немного меньше. На многих головках соотношение размера горловины к размеру клапана в процентах составляет от 86-1/2 до 89. На мотоциклетных головках Harley мы используем 89 процентов. На гоночных головках V8 с большим рабочим объемом и высоким расходом с размерами клапанов от 2.100? до 2,25%, мы можем подняться до 90-91%. Мы стараемся, чтобы площадь дроссельной заслонки была как можно меньше, чтобы она эффективнее текла и улучшала скорость левого бегунка».
Он объясняет: «Если в головке блока цилиндров большие порты, а седло клапана среднее, головка не будет течь так хорошо, как могла бы. Двигатели работают по скорости, а не по количеству воздуха в кубических футах в минуту. Правильный угол наклона клапанов будет иметь эффект наддува, который действительно поможет нагнетать больше воздуха и топлива в цилиндр. Это то, что дает вам мгновенный отклик на газ, а не болото, когда вы нажимаете на педаль газа».
Двигатели работают по скорости, а не по количеству воздуха в кубических футах в минуту. Правильный угол наклона клапанов будет иметь эффект наддува, который действительно поможет нагнетать больше воздуха и топлива в цилиндр. Это то, что дает вам мгновенный отклик на газ, а не болото, когда вы нажимаете на педаль газа».
Монделло говорит, что для достижения надлежащего процентного соотношения размера клапана к горловине следует использовать чашеобразный резак. Даже если производительный двигатель должен работать по правилу «без отверстий», область чаши под сиденьем можно очистить, чтобы улучшить воздушный поток. Переработка этой области часто может улучшить поток воздуха еще на 8–14 кубических футов в минуту.
Возможна ли качественная работа клапана на устаревшем оборудовании?
Mondello наказывает мастерские, которые до сих пор используют старое, изношенное оборудование для того, что они называют «эффективной» работой клапанов. «На самом деле это не производительная работа, если оборудование не выдерживает жестких допусков», — говорит он. «Допуск в пару тысячных дюйма недостаточен, когда работа клапана требует соблюдения допусков до десятых тысячных. Подшипники и направляющие клапанно-седельного механизма должны быть в хорошем состоянии».
«Допуск в пару тысячных дюйма недостаточен, когда работа клапана требует соблюдения допусков до десятых тысячных. Подшипники и направляющие клапанно-седельного механизма должны быть в хорошем состоянии».
Концентричность седел клапанов относительно направляющих клапанов имеет решающее значение не только для правильной посадки и уплотнения клапана, но и для долговечности клапанов. Несоосность между клапанами и седлами заставляет шток клапана изгибаться каждый раз, когда седла клапана. В конечном итоге это может привести к усталости металла и выходу клапана из строя. Таким образом, сиденья должны быть максимально концентричны по отношению к направляющим.
Монделло сказал, что пилоты направляющих клапанов, которые используются в некоторых мастерских, имеют слишком большой зазор для точной работы клапана. Допуск между клапаном и направляющей 0,0004? слишком много для исполнительской работы. Он должен быть около 0,0002? или менее. Один из способов добиться этого — использовать смазку высокого давления на пилоте. Монделло предпочитает смазку под названием CMD-3, которая может выдерживать давление до 50 000 фунтов на квадратный дюйм. Эту же смазку можно также использовать на неработающем пилоте для удаления шлама из системы резки клапана.
Монделло предпочитает смазку под названием CMD-3, которая может выдерживать давление до 50 000 фунтов на квадратный дюйм. Эту же смазку можно также использовать на неработающем пилоте для удаления шлама из системы резки клапана.
Вибрация — еще одна проблема, которая может испортить работу клапана. Вибрация может быть вызвана тремя причинами: слишком большим зазором в направляющей (или в направляющей, если в машине с клапаном и седлом используется работающая направляющая, а не мертвая) или скоростью резца. Однако причиной может быть другой виновник, который не имеет никакого отношения к пилоту или катеру: проверьте, насколько ровна ваша машина на самом деле по сравнению с тем, что вы думаете.
«Если ваш станок для изготовления клапанов и седел немного не в порядке, резак для седла клапана может вибрировать при резке седла», — объясняет Монделло. «Когда вы в последний раз выравнивали свою машину? Что еще более важно, когда вы в последний раз повышали свой уровень?»
Живая легенда продолжает: «Многие люди не знают, что дно уровня не плоское. В нем есть лук. Большинство людей также не знают, как проверить свой уровень. Вы не сможете точно выровнять машину с клапаном и седлом, если используемый уровень не соответствует норме. Когда вы устанавливаете уровень, убедитесь, что маленький уровень всегда находится слева от вас. Если вы перевернете его, вы получите другое чтение».
В нем есть лук. Большинство людей также не знают, как проверить свой уровень. Вы не сможете точно выровнять машину с клапаном и седлом, если используемый уровень не соответствует норме. Когда вы устанавливаете уровень, убедитесь, что маленький уровень всегда находится слева от вас. Если вы перевернете его, вы получите другое чтение».
Монделло говорит, что использование смазки при резке жестких седел также уменьшит вибрацию. Для этой цели он использует смазочно-охлаждающую жидкость Mondello Signature Series 2020 и жидкость Mondello Signature Series 2030 при наплавке клапанов из титана и нержавеющей стали.
Материалы седла
Тип используемого материала седла зависит от области применения. Гонщики, использующие титановые клапаны, обычно используют седло из бериллиево-медного сплава или одного из новых медно-никелевых сплавов, не содержащих бериллий. Седла из бериллиевой меди и медно-никелевого сплава обладают высокой теплопроводностью и являются обязательными для высокооборотистых мощных двигателей с титановыми клапанами.
Монделло говорит, что одним из его любимых материалов для седел клапанов является порошковый металл. Он говорит, что использует седла из порошкового металла от ведущего американского производителя во многих головках, которые он восстанавливает. Ему нравятся седла из порошкового металла по целому ряду причин: они хорошо поддаются механической обработке, когда они новые, они производят очень мало вибрации, когда вы режете их, они имеют встроенную смазку для клапанов, они хорошо держатся, и они сделаны в США.
Монделло призывает моторостроителей быть очень бдительными в отношении своих поставщиков, поскольку, по его мнению, не все производители уделяют достаточно пристальное внимание своим сплавам. Следовательно, жесткость сидений может сильно различаться даже в пределах одного и того же размера сидений.
Посадка с натягом
Удержание сидений так же важно, как и срезанные на сиденьях углы. Монделло говорит, что одной из наиболее распространенных проблем, с которыми он сталкивается, является то, что производители двигателей не используют надлежащую прессовую посадку при установке седел клапанов. «Вы всегда должны предварительно нагревать алюминиевые головки и замораживать сиденья перед их установкой (Mondello не рекомендует предварительно нагревать железные головки).
«Вы всегда должны предварительно нагревать алюминиевые головки и замораживать сиденья перед их установкой (Mondello не рекомендует предварительно нагревать железные головки).
Я рекомендую .005? до 0,0065? натяга при установке седел в чугунную головку, а .0065? до 0,007? в алюминиевой головке, если седла не из бериллиевой меди, в таком случае я рекомендую .004? до 0,0045? посадки с натягом. Некоторые парни говорят мне .007? до 0,0065? помех в алюминиевой головке слишком много. Но вы знаете, что? У меня никогда не выпадало сиденье, даже после того, как двигатель стал слишком горячим и перегретым».
Монделло говорит, что для достижения хорошей посадки необходимо хорошее отверстие (правильные размеры, гладкая поверхность и отсутствие деформации или повреждения зенковки седла). Вы также должны использовать смазку при езде на сиденье.
«Я не верю в использование фиксирующего герметика на седлах клапанов. Это мешает теплопередаче. Все, что вам нужно, — это немного монтажной смазки», — говорит он.
Монделло говорит, что форма тоже важна. «Седло клапана также должно иметь фаску на нижней кромке. Если вы обнаружите, что ваши сиденья прямые с плоским дном. Перед установкой на эти сиденья нужно сделать скос. И независимо от того, какой тип сиденья вы устанавливаете, всегда используйте пилота и водителя. Некоторые парни просто обыграют места, используя водящего и шайбу. Это напрашивается на неприятности. Используйте пилот, чтобы выровнять сиденье, чтобы оно шло прямо».
Mondello предостерегает от использования чрезмерного тепла при предварительном нагреве головки блока цилиндров для установки новых седел. «Вам нужно всего лишь нагреть головку примерно до 160–180 градусов по Фаренгейту. Если вы нагреете ее слишком сильно, скажем, до 200–250 градусов по Фаренгейту, направляющие могут перемещаться и изменять выравнивание между направляющей и сиденьем. Когда мы делаем головы Харлея, мы предварительно прогреваем голову на электроплите. Вы также можете использовать горячую плиту или факел для той же цели».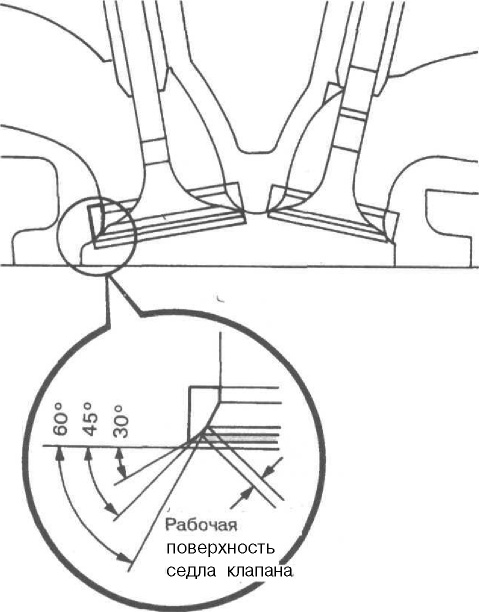
Безусловно, Монделло требует точности. «Используйте инфракрасный термометр, чтобы проверить температуру. Ставим сиденья в морозилку, пока голова разогревается. Это значительно упрощает установку сидений. Вы можете почти поставить их на место».
Монделло говорит, что перед установкой седла необходимо установить направляющие клапанов. Положение направляющих определяет положение сидений, поэтому после установки направляющих их можно использовать для управления положением сидений.
«На головках Harley загоняем направляющие клапанов в головку сверху (от посадочных мест пружин). На большинстве других головок V8 мы также вбиваем направляющие сверху (со стороны седла пружины). На ранних Шевроле 396/427, где выпускная направляющая ступенчатая, необходимо выбить старую выпускную направляющую из камеры сгорания. Новые впускные и выпускные направляющие могут быть вбиты с верхней стороны».
Таким образом, ключом к эффективной работе клапана является знание углов, наличие станка с клапаном и седлом, который находится в хорошем состоянии и может выдерживать жесткие допуски, а также внимание к деталям.
Другие наиболее читаемые статьи…
Стандартный резак для снятия фаски VSC | Goodson Tools & Supplies
Главная → Продукты → Стандартный резак седла клапана VSC для сброса давления в камере | ВСК-527
Перейти к информации о продукте
178,00 долларов США
Артикул: VSC527
Название по умолчанию — 178,00 долларов США.
Используйте с вашей системой Sunnen VSC для разгрузки камеры.
Отрезки с радиусом 0,344 дюйма (8,73 мм).
Чтобы вернуть товар:
1. Напишите краткое описание причины возврата. Пожалуйста, не забудьте указать свое имя, название компании или номер счета.
2. Верните товар с предоплатой доставки в течение 60 дней с даты выставления счета. Для достижения наилучших результатов отправьте возвращенный товар через UPS или Federal Express. Пожалуйста, сохраните квитанцию, потому что может потребоваться отследить посылку, если она потеряется в пути.
3. 10% комиссионный сбор применяется ко всем возвратам, за исключением случаев, когда проблема возникла по вине Goodson. В этом случае плата за пополнение запасов не взимается, а стоимость доставки возмещается. Кредиты будут сделаны на счет, первоначально выставленный счет.
Отправить заполненную форму возврата продукта вместе с продуктом по адресу:
Goodson Shop Supplies
ATTN: Возврат
156 Galewski Drive
Winona, MN 55987
.
Доставка
Goodson стремится отгружать заказы в день их получения. На самом деле, мы отслеживаем это ежедневно, и в настоящее время мы отправляем 99,97% заказов в тот же день.
Мы пользуемся услугами большинства основных перевозчиков, включая FedEx, UPS, USPS и регионального перевозчика SpeeDee.
Для получения дополнительной информации посетите нашу страницу Доставка и доставка.
Международные продажи
Корабли Goodson F.O.B. Вайнона, Миннесота, США в большинство стран мира. Чтобы найти ближайшего к вам дистрибьютора, посетите наш Список дистрибьюторов .
Если в вашем регионе нет дистрибьютора, вы можете связаться с Goodson по телефону (1-507-452-1830) или заказать онлайн. Обратите внимание, что некоторые товары (например, Sunnen) недоступны для доставки за пределы США и Канады. Если у вас есть эти товары в корзине, ваш заказ не может быть обработан.