2.Изнашивание и его виды
Изнашивание — это процесс разрушения и отделения материала с поверхностей деталей и (или) накопление остаточных деформаций при их трении, проявляющийся в постепенном изменении размеров и (или) формы взаимодействующих деталей.
Износ — это результат процесса изнашивания деталей, выражающийся в изменении их размера, формы, объема и массы.
Различают сухое и жидкостное трение.
При сухом трении трущиеся поверхности деталей
взаимодействуют непосредственно друг
с другом (например, трение тормозных
колодок о тормозные барабаны или диски,
или трение ведомого диска сцепления о
маховик). Данный вид трения сопровождается
повышенным износом трущихся поверхностей
деталей. При жидкостном
(или гидродинамическом) трении между трущимися поверхностями
деталей создается масляный слой,
превышающий микронеровности их
поверхностей и не допускающий их
непосредственного контакта (например,
подшипники коленчатого вала в период
установившегося режима работы), что
резко сокращает износ деталей.
Выделяют три группы изнашивания:
Каждая из групп изнашивания делится на виды.
Абразивное изнашивание возникает при трении скольжения и наличии между трущимися поверхностями мелкораздробленной твердой среды (например, песка), вызывающей выкрашивание частиц, металла из поверхности деталей. При этом процесс изнашивания не зависит от попадания абразивных частиц на поверхности трения.
Необходимо отметить, что размеры абразивных частиц с увеличением длительности работы их в масле уменьшаются, поэтому их агрессивность постепенно снижается до нуля.
Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов:
материала деталей;
механических свойств деталей;
-
режущих свойств абразивных частиц;
удельного давления при трении;
скорости скольжения при трении.

Примером может служить изнашивание цилиндропоршневой группы двигателя в результате попадания в цилиндры с воздухом пыли, зубьев шестерен и подшипников агрегатов трансмиссии, открытых сопряжений деталей ходовой части. По результатам исследований абразивный износ деталей агрегатов трансмиссии автомобилей составляет от 2 до 11 мкм на 1000 км пробега.
Абразивный износ вала
Гидроабразивное
изнашивание возникает в результате действия твердых
тел или частиц, увлекаемых потоком
жидкости. Гидроабразивное изнашивание
деталей топливных, масляных и водяных
насосов, гидроприводов тормозов,
гидроусилителей нередко проявляется
совместно с эрозионным изнашиванием,
возникающим в результате действия
потока жидкости (газа). Трение потока
жидкости о металл приводит к разрушению
оксидной пленки, образующейся на
поверхности детали, и сопутствует
коррозионному разрушению материала,
особенно под действием абразивных
частиц и микроударов в случае возникновения
кавитации.
Кавитационное изнашивание — это гидроэрозионное изнашивание при движении твердого тела относительно жидкости, когда пузырьки газа захлопываются вблизи поверхности, что создает местное повышение давления или температуры.
Кавитационный износ из-за смеси сернистой солярки с тосолом (образуется серная кислота).
Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа и перемещающихся относительно изнашивающейся поверхности.
Усталостное
изнашивание поверхности трения или отдельных ее
участков в результате повторного
деформирования микрообъемов материала,
приводящего к возникновению трещин и
отделению частиц, происходит при качении
и скольжении. Износ обусловливается
микропластическими деформациями и
упрочнением поверхностных слоев
трущихся деталей. При этом имеют место
напряженное состояние активных объемов
металла у поверхности трения и особые
явления усталости при знакопеременных
нагрузках, вызывающих трение металла
в поверхностных слоях и как следствие
их разрушение.
Разрушение при таком износе характеризуется появлением микро- и макротрещин, расположенных под небольшими углами к поверхности трения, с последующим развитием их в осповидные углубления и впадины. В результате износа частицы поверхностного слоя откалываются, поверхность становится неровной и приобретает матовый вид.
Усталостное изнашивание наиболее характерно для рабочих поверхностей подшипников качения и поверхностей зубьев шестерен.
Усталостное разрушения фланца втулки
Изнашивание при фреттинге происходит в результате механического изнашивания соприкасающихся тел при малых колебательных относительных перемещениях.
Изнашивание
при заедании возникает в результате схватывания,
глубокого вырывания материала, переноса
его с одной поверхности трения на другую
и воздействия возникших неровностей
на сопряженную поверхность. Этот вид
изнашивания имеет место в зубчатых
зацеплениях агрегатов трансмиссии при
использовании несоответствующего сорта
масла или при его малом уровне.
Этот вид
изнашивания имеет место в зубчатых
зацеплениях агрегатов трансмиссии при
использовании несоответствующего сорта
масла или при его малом уровне.
Коррозионно-механическое изнашивание происходит при трении материалов, вступивших в химическое взаимодействие со средой. К коррозионно-механическим видам изнашивания относятся окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом. Окислительное изнашивание характеризуется протеканием одновременно двух процессов — пластической деформации микроскопических объемов металла поверхностных слоев деталей и диффузии кислорода воздуха в деформируемые слои.
На
первой стадии износа окисление происходит
в небольших объемах металла, расположенных
у плоскостей скольжения при трении. На
второй стадии окисление захватывает
большие объемы поверхностных слоев, и
глубина его соответствует глубине
пластической деформации.
На первой стадии износа на поверхности трущихся деталей образуются пленки твердых растворов кислорода, на второй — химические соединения кислорода с металлом. Процесс окислительного изнашивания происходит в тонких поверхностных слоях и условно может быть разделен на три этапа: деформирование и активизация, образование вторичных структур и их разрушение.
На первом этапе происходит особый вид пластической деформации — текстурирование и резкая активизация металла. На втором этапе благодаря наличию в зоне трения агрессивных компонентов среды происходит физико-химическое взаимодействие их с активизированным слоем — образование вторичных структур. На третьем этапе в результате многократного нагружения и внутренних напряжений в пленках вторичных структур происходит образование и развитие микротрещин, ослабление связей на поверхности раздела и отслаивание пленки.
Последующее
механическое воздействие приводит к
разрушению и износу пленки. На обнаженных
участках процесс повторяется вновь.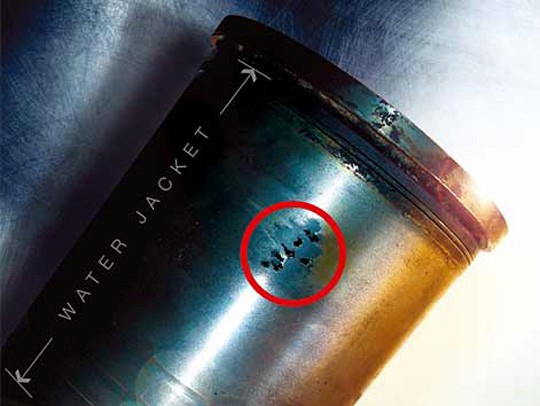
Изнашивание при фриттинг-коррозии — это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных перемещениях. В случае динамического нагружения и наличия вибрации и ударов окисление трущихся поверхностей происходит особенно интенсивно вследствие резкой активизации пластически деформируемого металла. Динамический характер нагружения приводит к резкому повышению градиента деформации и температур, к окислению и схватыванию. Фриттинг-процесс возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамической нагрузки.
Этот
процесс можно считать пограничным между
процессами химической коррозии и эрозии,
поскольку интенсивность фриттинг-коррозии
повышается с увеличением доступа
кислорода, но уменьшается при
увлажнении воздуха.
При фриттинг-коррозии наблюдается изнашивание посадочных поверхностей подшипников поворотных цапф, шестерен, болтовых и заклепочных соединений рам и других деталей.
Изнашивание при действии электрического тока (эрозионное изнашивание) поверхностей происходит в результате воздействия разрядов при прохождении электрического тока.
Механизмы и виды изнашивания при описании в экспертизе
Конструкция автомобиля содержит достаточно большое количество пар трения, в которых одни детали совершают движение относительно других. Взаимодействующие поверхности данных деталей называются трущимися поверхностями. При работе данных поверхностей происходит их изнашивание, котороепроявляется в постепенном изменении размеров детали и (или) ее формы. За счет износа фактические размеры, форма детали и шероховатости поверхности изменяются. И при определенной степени изменения деталь уже перестает соответствовать требованиям документации и наступает ее неработоспособное состояние.
В ходе проведения судебных экспертиз в заключении очень часто отражается описательный характер износа. В качестве примера рассмотрим тормозную колодку. Накладка колодки и тормозной диск образуют пару трения. В результате трения накладка колодки изнашивается – снижается ее толщина. Процедура проверки фактического значения толщины накладки предусмотрена эксплуатационной документацией, где также указана минимально допустимая толщина. Если минимальная толщина достигнута – колодка подлежит замене на новую. Аналогичным образом процесс изнашивания протекает и для других поверхностей трения в конструкции автомобиля.
Общепринято выделять следующие виды изнашивания: абразивное, фреттинг, гидроабразивное, газоабразивное, усталостное выкрашивание, кавитационное, коррозионно-механическое.
Абразивное, сущность которого заключается в разрушения материала поверхности трения твердыми абразивными частицами. На рис. 1 показаны трущиеся тела – 1 и 2, между которыми находятся твердые абразивные частицы 3. При работе одно тело воздействует на другое определенной силой – тела прижимаются друг к другу. Находящиеся между поверхностями тел твердые абразивные частицы внедряются (вдавливаются) в каждое из тел на некоторую глубину. При последующем движении одного тела относительно другого внедрившиеся частицы будут вырывать с поверхности тела материал. Вырванный материал (продукты износа) при этом будут становится твердыми абразивными частицами.
При работе одно тело воздействует на другое определенной силой – тела прижимаются друг к другу. Находящиеся между поверхностями тел твердые абразивные частицы внедряются (вдавливаются) в каждое из тел на некоторую глубину. При последующем движении одного тела относительно другого внедрившиеся частицы будут вырывать с поверхности тела материал. Вырванный материал (продукты износа) при этом будут становится твердыми абразивными частицами.
Рисунок 1. Абразивное изнашивание в экспертизе
Рассмотрим частный случай абразивного изнашивания, схема которого показана на рис. 1б. Твердость тела 1 ниже твердости тела 2. При этом твердые абразивные частицы внедряются в поверхность тела 1 на значительно большую глубину. Данное явление получило название шаржирование. Глубина внедрения в поверхность тела 2 значительно меньше. При последующем движении одного тела относительно другого будет наблюдаться изнашивание только поверхности тела 2, так как в теле 1 частицы надежно удерживаются за счет большой глубины внедрения – частицы движутся совместно с телом 1. Подобное явление часто используется, например, при полировке. Когда полировочный диск из относительно мягкого материала надежно удерживает твердые частицы, срезающие материал с поверхности металлических деталей, лакокрасочного покрытия или даже стекла.
Подобное явление часто используется, например, при полировке. Когда полировочный диск из относительно мягкого материала надежно удерживает твердые частицы, срезающие материал с поверхности металлических деталей, лакокрасочного покрытия или даже стекла.
Аналогичным образом появляются задиры на поверхностях шеек коленчатого и распределительного (фото 1) валов. Данные поверхности имеют очень высокую твердость, полученную путем азотирования, либо закалки. Поэтому такое большое внимание уделяется чистоте системы смазки ДВС и моторного масла в части содержания твердых абразивных частиц.
Фото 1. Задиры на поверхности шейки распределительного вала в экспертизе
Абразивное изнашивание имеет место быть при работе всех пар трения, где наблюдается непосредственное взаимодействие поверхностей. Абразивное изнашивание будет происходить не только за счет твердых частиц, поступивших в зону взаимодействия из внешней среды, но и за счет частиц, являющихся продуктами износа. Казалось бы – если в паре трения нет твердых абразивных частиц, то и нет первоначальных условий для абразивного изнашивания. Однако в реальности дело обстоит несколько иначе. Рассмотрим взаимодействие поверхностей на микроуровне. На рис. 2 эскизно показан контакт реальных тел под значительным увеличением (на микроуровне).
Казалось бы – если в паре трения нет твердых абразивных частиц, то и нет первоначальных условий для абразивного изнашивания. Однако в реальности дело обстоит несколько иначе. Рассмотрим взаимодействие поверхностей на микроуровне. На рис. 2 эскизно показан контакт реальных тел под значительным увеличением (на микроуровне).
Рисунок 2. Фрикционное взаимодействие тел на микроуровне в экспертизе
Поверхности реальных деталей не являются абсолютно ровными и гладкими – в любом случае будут иметь место отклонения формы, также будут присутствовать шероховатости. И чем больше увеличение, под которым рассматривается поверхности, тем более заметным будет отклонение. Как видно из рис. 2, при контактировании деталей вследствие волнистости их поверхностей контур контакта будет возникать преимущественно на вершинах неровностей (волн). Каждая такая область будет ограничена контуром ΔAc, который носит название контурной площади контакта. Эти контуры удалены один от другого на расстояние шага волны L. Общая контурная площадь будет Аc=ΣΔАc. Внутри контурной площади находятся фактические пятна контакта ΔAr. Площадь, определяемая исходя из размеров макрогеометрии поверхностей трения (для рис. 2а – линейных размеров a и b), носит название номинальной площади контакта ΔAa, данная площадь фигурирует в качестве основного геометрического параметра пары трения при производимых инженерных расчетах.
Общая контурная площадь будет Аc=ΣΔАc. Внутри контурной площади находятся фактические пятна контакта ΔAr. Площадь, определяемая исходя из размеров макрогеометрии поверхностей трения (для рис. 2а – линейных размеров a и b), носит название номинальной площади контакта ΔAa, данная площадь фигурирует в качестве основного геометрического параметра пары трения при производимых инженерных расчетах.
С точки зрения работы пары трения наибольший интерес представляет фактическая площадь контакта Ar=ΣΔAr – это площадь, на которой осуществляется контакт микронеровностей, образующих шероховатость поверхности. Именно в пределах данной площади имеет место быть фактическое взаимодействие поверхностей деталей. ФПК обычно мала и занимает не более 1…10% номинальной площади Аа.
Площадь фактического контакта Аr имеет очень важное значение во всех физических и химических процессах, которые могут протекать на границе раздела деталей машин. Трение и износ, электро- и теплопроводимость контактов, жесткость стыков, контактная химическая коррозия и прочность прессовых соединений – все эти явления в решающей мере зависят от площади фактического контакта твердых тел.
Трение и износ, электро- и теплопроводимость контактов, жесткость стыков, контактная химическая коррозия и прочность прессовых соединений – все эти явления в решающей мере зависят от площади фактического контакта твердых тел.
Помимо геометрических параметров зоны взаимодействия трущихся поверхностей необходимо также рассмотреть строение поверхностей трения, которое показано на рис. 2б. Внешней средой для большинства деталей, эксплуатирующихся в атмосфере Земли, является воздух. В воздухе содержится свободный кислород, которым мы дышим и который необходим для работы ДВС. Кислород взаимодействует с поверхностями деталей, в результате чего на них образуются слои оксидов, условно показанные на рис. 2б. Именно через оксидные пленки осуществляется непосредственный контакт поверхностей в зонах фактического контакта. Оксиды в большинстве своем являются твердыми и хрупкими. При взаимодействии трущихся поверхностей происходит скалывание оксидов с поверхности. И эти отколовшиеся фрагменты уже представляют собой твердые абразивные частицы. Почему алюминиевые сплавы характеризуются очень низкой износостойкостью? Потому что при малой твердости самих алюминиевых сплавов оксид алюминия имеет очень высокую твердость и прекрасно «грызет» основной металл.
Почему алюминиевые сплавы характеризуются очень низкой износостойкостью? Потому что при малой твердости самих алюминиевых сплавов оксид алюминия имеет очень высокую твердость и прекрасно «грызет» основной металл.
Одним из основных способов снижения интенсивности абразивного изнашивания является применение смазочных материалов. В состав смазочного материала входят поверхностно-активные вещества, которые откладываются на поверхностях деталей (поверх пленки оксидов). За счет этого значительно снижаются контактные давления в зонах фактического контакта (рис. 2), снижается свободная поверхностная энергия. В итоге снижается коэффициент трения и интенсивность изнашивания.
Гидро- и газоабразивное изнашиваниеобразуется в результате механического воздействия на поверхность твердых частиц, перемещаемых потоком жидкости или газа. Схема гидроабразивного (и газоабразивного) воздействия показана на рис. 3.
Рисунок 3. Схема гидроабразивного воздействия в экспертизе
Твердая абразивная частица 1, которая движется совместно с потоком жидкости или газа (на рис. 3 условно не показаны), ударяется о поверхность тела 2. В момент взаимодействия частицы с поверхностью будет наблюдаться изнашивание. При этом будет происходить вырывание частицей материала с поверхности при ее внедрении и последующем перемещении (только в отличие от абразивного изнашивания внедрение и перемещение частицы будет происходить за счет кинетической энергии первоначального движения частицы). Также при гидроабразивном изнашивании будет наблюдаться усталостное выкрашивание поверхности.
3 условно не показаны), ударяется о поверхность тела 2. В момент взаимодействия частицы с поверхностью будет наблюдаться изнашивание. При этом будет происходить вырывание частицей материала с поверхности при ее внедрении и последующем перемещении (только в отличие от абразивного изнашивания внедрение и перемещение частицы будет происходить за счет кинетической энергии первоначального движения частицы). Также при гидроабразивном изнашивании будет наблюдаться усталостное выкрашивание поверхности.
Усталостное выкрашивание происходит в результате накопления в поверхностном слое детали повреждений, приводящих к разрушению поверхностного слоя. Для понимания механизма усталостного изнашивания необходимо разобраться в природе усталостного разрушения. Усталостное разрушение характерно для поверхностей, которые нагружаются многократно (например, циклически). На рис. 4 показана диаграмма Веллера, которая показывает зависимость максимального напряжения за цикл от количества циклов, которое может выдержать материал без разрушения. Для стали имеется такое значение напряжений, которое она способна выдерживать бесконечно долго не разрушаясь – кривая красного цвета после 107 циклов нагружения идет практически горизонтально.
Для стали имеется такое значение напряжений, которое она способна выдерживать бесконечно долго не разрушаясь – кривая красного цвета после 107 циклов нагружения идет практически горизонтально.
Рисунок 4. Диаграмма Веллера в экспертизе
Трущиеся поверхности при воздействии друг на друга, либо твердые абразивные частицы (рис. 1) вызывают в материале поверхностного слоя сжимающие напряжения. Если величина действующих напряжений и количество циклов нагружения будут находится выше, чем кривая Веллера для соответствующего материала, то произойдет разрушение. Наибольшие напряжения при трении, либо гидроабразивном (газоабразивном) воздействии будут наблюдаться на некоторой глубине под поверхностью детали. Соответственно, разрушение будет представлять собой выкрашивание участка поверхности, под которым произошло усталостное разрушение материала. На фото 2 показана поверхность, поврежденная усталосным выкрашиванием.
Фото 2.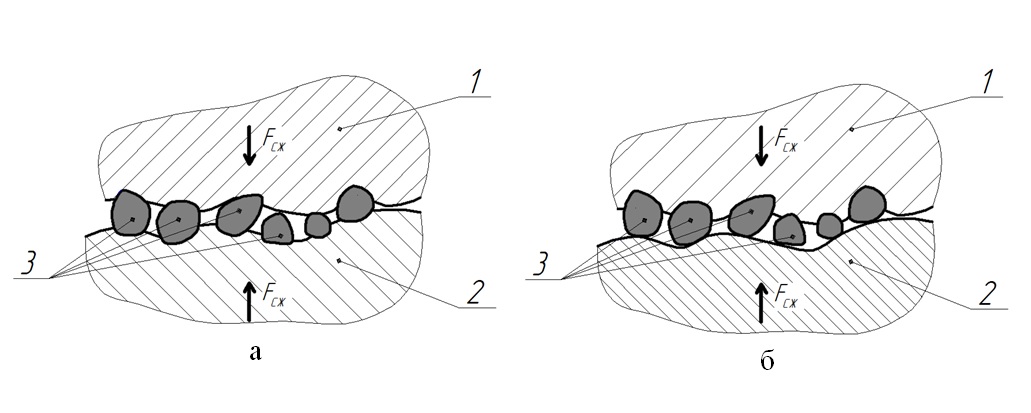 Выкрашивание металла на поверхности качения кольца подшипника в экспертизе
Выкрашивание металла на поверхности качения кольца подшипника в экспертизе
Кавитационное разрушение наблюдается в ряде случаев на поверхностях деталей, контактирующих с подвижной жидкой средой. Для движущегося потока жидкости закон сохранения энергии может быть записан в виде уравнения Бернулли:
Сущность данного уравнения в следующем: сумма кинетической (зависящей от скорости движения) энергии движения жидкости () и потенциальной (зависящей от давления) энергии () всегда постоянна. Течение жидкости далеко не всегда равномерное. На рис. 5 условно показано ламинарное (а) и турбулентное течение жидкости в трубе. При ламинарном течении потоки жидкости движутся прямолинейно (для прямого участка трубы) с постоянной скоростью и не смешиваются. Скорость потоков в центре несколько ниже, чем у потоков по краям за счет внутреннего трения жидкости. При турбулентном течении направление и скорость потоков имеют достаточно хаотичный порядок, происходит активное перемешивание жидкости.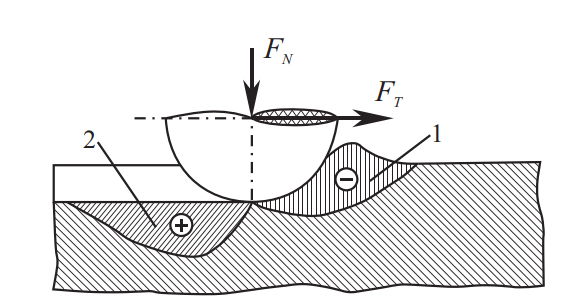 В качестве турбулизаторов выступают различного рода местные сопротивления, например, указанные у стенки трубы на рис. 5 шероховатости.
В качестве турбулизаторов выступают различного рода местные сопротивления, например, указанные у стенки трубы на рис. 5 шероховатости.
Рисунок 5. Ламинарное (а) и турбулентное (б) течение жидкости при анализе в экспертизе
При турбулентном течении скорости потока жидкости в отдельных зонах могут быть достаточно высокими. И, в соответствии с рассмотренным ранее уравнением Беррнулли, в данных зонах будет наблюдаться снижение общего давления жидкости. Жидкости при определенных условиях кипят. Данное условие следующее – давление жидкости должно быть ниже давления насыщенных паров для данной температуры. Если при турбулентном течении жидкости давление в отдельных зонах снижается настолько, что жидкость начинает «кипеть», то образуются условия, необходимые для кавитационного изнашивания расположенной рядом поверхности.
Для пояснения процесса кавитационного изнашивания на рис. 6. показана схема поведения пузырька пара. При турбулентном течении жидкости за счет локального снижения давления образовался пузырек пара. При дальнейшем движении данной зоны (с пузырьком) скорость данной зоны снижается и происходит повышение в ней давления. Условия для существования вещества в газообразном состоянии уже не соблюдаются. Пузырек схлопывается. Схлопывание происходит следующим образом – потоки жидкости со всех сторон заполняют паровую полость. И в определенный момент потоки жидкости, направленные с разных сторон сталкиваются. В результате происходит удар – локальное, но весьма заметное повышение давления жидкости. Через жидкость данный удар передается рядом лежащей поверхности детали и нагружает ее. От многократного такого воздействия происходит усталостное выкрашивание поверхности.
При дальнейшем движении данной зоны (с пузырьком) скорость данной зоны снижается и происходит повышение в ней давления. Условия для существования вещества в газообразном состоянии уже не соблюдаются. Пузырек схлопывается. Схлопывание происходит следующим образом – потоки жидкости со всех сторон заполняют паровую полость. И в определенный момент потоки жидкости, направленные с разных сторон сталкиваются. В результате происходит удар – локальное, но весьма заметное повышение давления жидкости. Через жидкость данный удар передается рядом лежащей поверхности детали и нагружает ее. От многократного такого воздействия происходит усталостное выкрашивание поверхности.
Рисунок 6. Схема образования и схлопывания пузырька пара в экспертизе
Отметим, что кавитационное разрушение деталей автомобиля происходит крайне редко. Имели место быть разрушения деталей системы охлаждения из-за ошибок, допущенных при проектировании отдельных ДВС. Отметим, что описанный выше принцип кавитационного разрушения положен в основу работы различных ультразвуковых устройств, предназначенных для очистки деталей ДВС при техническом обслуживании и ремонте. Единственное отличие от описанного выше – локальное снижение давления происходит не за счет локального увеличения скорости, а за счет того, что в жидкости колеблется излучатель с ультразвуковой частотой – при колебаниях излучатель увлекает за собой жидкость, что создает в ней снижение давления.
Единственное отличие от описанного выше – локальное снижение давления происходит не за счет локального увеличения скорости, а за счет того, что в жидкости колеблется излучатель с ультразвуковой частотой – при колебаниях излучатель увлекает за собой жидкость, что создает в ней снижение давления.
Коррозионное разрушение вызывается химическим и физико-химическим взаимодействием поверхности детали с окружающей средой. Подобного рода взаимодействие, как правило, приводит к снижению основных эксплуатационных характеристик материала. Яркий пример – «преобразование» стали в ржавчину под воздействием воды и кислорода. С точки зрения работы пар трения особы интерес представляет корозионно-механическое разрушение, сущность которого в увеличении интенсивности изнашивания различных видов (абразивное, гидроабразивное, кавитационное и пр.) материала ослабленного в результате коррозии. Проиллюстрировать это можно следующим образом – сталь подвергается обработке только достаточно прочным и твердым инструментом, а ржавчина (продукт коррозионного разрушения стали) может быть разрушена даже ногтем.
Водородное изнашивание. Сущность водородного изнашивания следующая – если у поверхности детали присутствует ион водорода, то за счет малых размеров данный ион проникает вглубь материала. Как известно, сталь представляет собой сплав железа и углерода. Водород обладает большим сродством к углероду, чем сталь. Соответственно, водород «отнимает» у железа атом углерода и образует с ним молекулу метана (CH4). Данная молекула имеет сравнительно большие размеры и после своего образования начинает локально растягивать материал – то есть создает в нем напряжения. Также разрушению способствует то, что растягиваться металл начинает в обезуглероженной зоне (за счет чего прочность материала снижена). То есть водородный износ нельзя назвать износом в полной мере – это явление приводит лишь к интенсивности изнашивания других видов после того, как материал был разупрочнен из-за воздействия водорода.
В объеме данной статьи, надеемся, у Вас получится объективно понимать суждения по заключению экспертов. Возможно, данная информация будет интересно любому специалисту из области диагностики автомобильного транспорта. Эксперт, бесспорно, должен обладать данными знаниями, и использовать их в ходе исследования.
Возможно, данная информация будет интересно любому специалисту из области диагностики автомобильного транспорта. Эксперт, бесспорно, должен обладать данными знаниями, и использовать их в ходе исследования.
Специалист Александр
Классификация видов изнашивания
Изнашивание – это процесс постепенного изменения размеров тела при трении, проявляющийся в отделении с поверхности трения материала и его остаточной деформации. Износη является основной характеристикой изнашивания и измеряется в направлении перпендикулярном поверхности трения.
Скорость изнашиванияξэто отношение величины износа η ко времени t, в течение которого он возник
ξ = dη/dt. (3.1)
Интенсивность изнашивания I это отношение величины износа η к пути S, на котором происходило изнашивание, или к объему выполненной работы
I = dη/dS . (3.2)
(3.2)
Износостойкостьвеличина обратная скорости или интенсивности изнашивания 1/ ξ; 1/ I. Износостойкость характеризует свойство материала оказывать сопротивление изнашиванию.
Кривые износа простейших сопряжений показаны на рис. 3.1.
На рис. 3.1, а приведена классическая диаграмма износа. Она соответствует процессу износа простейших, отдельно взятых элементов машин, но далеко не точно описывает явления, происходящие в сложной и ремонтируемой системе. Износ имеет три периода: / – приработки, // – нормального износа и /// – катастрофического износа, связанного с уменьшением твердости в глубине материала и увеличением вибрации при увеличении зазоров в сопряжении.
На рис. 3.1 б,в,г приведены кривые износа при различных материалах трущихся пар и условиях трения. На рис.3.1 д дана кривая износа вала при замене вкладыша подшипника скольжения. Видно, что появилась вторая зона приработки / после смены вкладыша.
Все виды изнашивания можно разделить на механические, как результат механического воздействия, и коррозионно-механические, как результат механического воздействия, сопровождаемого химическим и (или) электрическим взаимодействием материала со средой. Классификация видов изнашивания приведена на рис. 3.2.
Абразивное изнашивание под действием режущего или царапающего действия твердых тел или частиц (грязь, песок, стружка и опилки). Характерно для деревообрабатывающего оборудования (формообразующие элементы: столы, направляющие, каретки, вальцы и т.д.). В древесине содержится примерно 1% твёрдых кремниевых соединении. Большое количество примесей появляется в смазке во время работы машины.
Гидроабразивное изнашивание – это изнашивание в результате воздействия твердых тел и частиц, увлекаемых потоком жидкости (масла). Подвержены такому изнашиванию гидросистемы станков.
Газоабразивное изнашивание – то же что и гидроабразивное изнашивание, но протекающее в воздушных трубопроводах. Подвержены стружкоотсасывающие установки.
Усталостное изнашивание – изнашивание поверхности трения в результате повторного деформирования микрообъемов материалов, приводящего к возникновению трещин и отделению частиц.
Усталостное изнашивание характерно для узлов трения защищенных от попадания абразивных частиц, не подверженных коррозии и схватыванию, в частности для таких узлов трения, как зацепление закрытых зубчатых передач, подшипники качения и др. При качении или скольжении тела А (рис.3.3) по поверхности тела Б возникает лобовой валик 1 деформируемого материала. В зоне лобового валика материал сжат, а за ним растянут. Многократные повторения сжатия и растяжения микрообъемов тела приводят к образованию трещин, отделению частиц металла (отслаивание) или образованию ямок на поверхности (выкрашивание). Такой вид изнашивания называютосповидным изнашиванием, контактной усталостью и питтингом.
Такой вид изнашивания называютосповидным изнашиванием, контактной усталостью и питтингом.
Эрозионное изнашивание под действием потока жидкости (газа) Характерно для деталей насосов, распределителей высокого давления гидропрессов.
Кавитационное изнашивание – изнашивание при относительном движении твердого тела в жидкости. Пузырьки газа и пара, образовавшиеся в потоке жидкости, в области высокого давления лопаются (конденсируются) и происходит гидравлический удар по поверхности, если пузырек был на поверхности. Наблюдается в гидронасосах, трубопроводах и т.д.
Малекулярно-механическое изнашивание (при заедании) имеет место при одновременном механическом воздействии и воздействии молекулярных или атомарных сил. Например, изнашивание при заедании, когда имеет место схватывание, глубинное вырывание материала, перенос его с одной поверхности трения на другую.
Имеет место при малых скоростях трения и больших удельных давлениях, превышающих предел текучести при отсутствии смазки. А так же при больших скоростях трения, больших удельных давлениях, высоких температурах в граничных слоях, вызывающих состояние термической пластичности. Поверхности свариваются в некоторых местах.
А так же при больших скоростях трения, больших удельных давлениях, высоких температурах в граничных слоях, вызывающих состояние термической пластичности. Поверхности свариваются в некоторых местах.
Корозионно-механическое изнашивание происходит при трении материала, вступившего в химическое взаимодействие со средой. Встречаются следующие виды такого изнашивания:
Окислительное изнашивание – когда на поверхностях трения имеются окисные пленки. Подвержены все элементы машин.
Изнашивание при фреттинг-коррозии происходит при относительных колебательных перемещениях контактирующих поверхностей в результате вибрации. Протекают процессы схватывания, абразивного разрушения, усталостно-коррозионные явления, например, в направляющих качения.
Дата добавления: 2017-10-04; просмотров: 1892; ЗАКАЗАТЬ НАПИСАНИЕ РАБОТЫ
Гидроабразивное (газообразное) изнашивание — определение термина
Термин и определение
абразивное изнашивание в результате действия твердых тел или твердых частиц, увлекаемых потоком жидкости (газа).
Еще термины по предмету «Энергетическое машиностроение»
Групповая технологическая операция
технологическая операция совместного изготовления группы изделий с разными конструктивными, но общими технологическими признаками.
Деривационная МГЭС
малая гэс, в которой напор создается за счет естественного перепада уровней водотока при напорной или безнапорной деривации.
Отбортовка
образование борта по внутреннему контуру заготовки или изделия.
Похожие
- Критерий твердости (при гидроабразивном изнашивании)
- Гидроабразивная износостойкость
- Изнашивание
- Газообразное топливо
- Газообразный карбюризатор
- Газообразные жидкости
- Водородное изнашивание
- Газоабразивное изнашивание
- Газоэрозионное изнашивание
- Каплеударное изнашивание
- Механическое изнашивание
- Эрозионное изнашивание
- Абразивное изнашивание
- Изнашивание при заедании
- Изнашивание при фреттинге
- Интенсивность изнашивания
- Кавитационное изнашивание
- Окислительное изнашивание
- Скорость изнашивания
- Усталостное изнашивание
Смотреть больше терминов
Повышай знания с онлайн-тренажером от Автор24!
- 📝 Напиши термин
- ✍️ Выбери определение из предложенных или загрузи свое
- 🤝 Тренажер от Автор24 поможет тебе выучить термины, с помощью удобных и приятных карточек
Основные причины изменения технического состояния автомобиля
Изнашивание. Трение поверхностей сопровождается изнашиванием. В зависимости от условий и режимов трения, физико-механических свойств применяемых материалов, микрорельефа поверхностей и других параметров, определяющих характер изнашивания, при трении двух сопряженных поверхностей происходят сложные процессы, которые приводят к их износу.
Трение поверхностей сопровождается изнашиванием. В зависимости от условий и режимов трения, физико-механических свойств применяемых материалов, микрорельефа поверхностей и других параметров, определяющих характер изнашивания, при трении двух сопряженных поверхностей происходят сложные процессы, которые приводят к их износу.
Под износом понимается результат изнашивания, проявляющийся в виде отделения или остаточной деформации материала. Износы могут быть естественные, ускоренные и аварийные. В процессе эксплуатации автомобилей происходит естественное изнашивание деталей. Графически процесс изнашивания двух сопряженных деталей обычно изображают следующим образом. По вертикальной оси прямоугольной системы координат (рис. ) откладывают в выбранном масштабе величину износа деталей, по горизонтальной — пробег автомобиля. Точки соединяют плавными линиями. Полученные кривые показывают характер нарастания износа каждой детали по мере увеличения пробега автомобиля. Расстояние между кривыми свидетельствует о характере изменения зазора в сопряжении. Зазор SH устанавливается между деталями при сборке.
Расстояние между кривыми свидетельствует о характере изменения зазора в сопряжении. Зазор SH устанавливается между деталями при сборке.
На идеализированной схеме можно выделить три этапа процесса изнашивания: приработка l1, установившееся изнашивание l2 и аварийное изнашивание l3. Каждый из этих этапов отражает е состояние сопряженной пары. Переход от одного этапа к другому определяется количественным накоплением отдельных повреждений. На этапе приработки скорость изнашивания повышенная. Новые или отремонтированные детали прирабатываются. С трущихся поверхностей удаляются заусенцы, уменьшается их шероховатость, в отдельных случаях материал дает усадку. На этапе установившегося изнашивания (при работе в обычных условиях эксплуатации) скорость изменения изнашивания (tg?) почти постоянна. Этап установившегося изнашивания составляет наибольшую часть ресурса сопряженной пары. При увеличении зазора до предельно допустимого S2 скорость изнашивания деталей интенсивно возрастает, заканчивается период нормальной работы деталей и наступает аварийное изнашивание. При этом на скорость изнашивания начинают влиять новые факторы: ударные нагрузки, биение, изменение теплового режима и условий смазки. Детали могут выйти из строя, что ведет к аварии.
Многие детали не имеют отчетливо выраженных этапов приработки, установившегося и аварийного изнашивания деталей. Бывает, что скорость изнашивания почти постоянная, износ деталей меняется линейно с течением времени. В ряде случаев детали имеют четко выделяющиеся периоды приработки и естественного износа, или наоборот, скорость их изнашивания в процессе приработки и нормальной эксплуатации практически одинакова, но зато резко выделяется аварийный этап работы.
Из рис. видны возможности увеличения этапа установившегося изнашивания при номинальном зазоре Sн и заданной величине предельно допустимого зазора S2: во-первых, за счет уменьшения зазора конца приработки S1 и, во-вторых, за счет снижения скорости изнашивания деталей сопряжения (уменьшения tg?). Согласно рисунку, уменьшение зазора конца приработки с S1 до S1‘ повышает ресурс работы сопряжения на величину ?l‘2. Уменьшение скорости изнашивания, выраженное уменьшением угла наклона кривой износа от ?1 до ?2 повышает ресурс работы сопряжения на ?l2«.
Выделяют три группы изнашивания: механическое, коррозионно-механическое и изнашивание в результате действия электрического тока. Каждая из групп изнашивания делится на виды.
Абразивное изнашивание возникает при трении скольжения и наличии между трущимися поверхностями мелкораздробленной твердой среды (например, песка), вызывающей выкрашивание частиц, металла из поверхности деталей. При этом процесс изнашивания не зависит от попадания абразивных частиц на поверхности трения.
Необходимо отметить, что размеры абразивных частиц с увеличением длительности работы их в масле уменьшаются, поэтому их агрессивность постепенно снижается до нуля.
Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов: материала и механических свойств деталей, режущих свойств абразивных частиц, удельного давления и скорости скольжения при трении. Примером может служить изнашивание цилиндро-поршневой группы двигателя в результате попадания в цилиндры с воздухом пыли, зубьев шестерен и подшипников агрегатов трансмиссии, открытых сопряжений деталей ходовой части. По результатам исследований абразивный износ деталей агрегатов трансмиссии автомобилей составляет от 2 до 11 мкм на 1000 км пробега.
Гидроабразивное изнашивание возникает в результате действия твердых тел или частиц, увлекаемых потоком жидкости. Гидроабразивное изнашивание деталей топливных, масляных и водяных насосов, гидроприводов тормозов, гидроусилителей нередко проявляется совместно с эрозионным изнашиванием, возникающим в результате действия потока жидкости (газа). Трение потока жидкости о металл приводит к разрушению оксидной пленки, образующейся на поверхности детали, и сопутствует коррозионному разрушению материала, особенно под действием абразивных частиц и микроударов в случае возникновения кавитации.
Кавитационное изнашивание — это гидроэрозионное изнашивание при движении твердого тела относительно жидкости, когда пузырьки газа захлопываются вблизи поверхности, что создает местное повышение давления или температуры.
Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа и перемещающихся относительно изнашивающейся поверхности.
Усталостное изнашивание поверхности трения или отдельных ее участков в результате повторного деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц, происходит при качении и скольжении. Износ обусловливается микропластическими деформациями и упрочнением поверхностных слоев трущихся деталей. При этом имеют место напряженное состояние активных объемов металла у поверхности трения и особые явления усталости при знакопеременных нагрузках, вызывающих трение металла в поверхностных слоях и как следствие их разрушение. Пульсирующие нагрузки резко усиливают темпы осповидного износа.
Разрушение при таком износе характеризуется появлением микро- и макротрещин, расположенных под небольшими углами к поверхности трения, с последующим развитием их в осповидные углубления в впадины. В результате износа частицы поверхностного слоя откалываются, поверхность становится неровной и приобретает матовый вид.
Усталостное изнашивание наиболее характерно для рабочих поверхностей подшипников качения и поверхностей зубьев шестерен.
Изнашивание при фреттинге происходит в результате механического изнашивания соприкасающихся тел при малых колебательных относительных перемещениях.
Изнашивание при заедании возникает в результате схватывания, глубокого вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность. Этот вид изнашивания имеет место в зубчатых зацеплениях агрегатов трансмиссии при использовании несоответствующего сорта масла или при его малом уровне.
Коррозионно-механическое изнашивание происходит при трении материалов, вступивших в химическое взаимодействие со средой. К коррозионно-механическим видам изнашивания относятся окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом. Окислительное изнашивание характеризуется протеканием одновременно двух процессов — пластической деформации микроскопических объемов металла поверхностных слоев деталей и диффузии кислорода воздуха в деформируемые слои.
На первой стадии износа окисление происходит в небольших объемах металла, расположенных у плоскостей скольжения при трении. На второй стадии окисление захватывает большие объемы поверхностных слоев и глубина его соответствует глубине пластической деформации.
На первой стадии износа на поверхности трущихся деталей образуются пленки твердых растворов кислорода, на второй — химические соединения кислорода с металлом. Процесс окислительного изнашивания происходит в тонких поверхностных слоях и условно может быть разделен на три этапа: деформирование и активизация, образование вторичных структур и их разрушение.
На первом этапе происходит особый вид пластической деформации — текстурирование и резкая активизация металла. На втором этапе благодаря наличию в зоне трения агрессивных компонентов среды происходит физико-химическое взаимодействие их с активизированным слоем — образование вторичных структур. На третьем этапе в результате многократного нагружения и внутренних напряжений в пленках вторичных структур происходит образование и развитие микротрещин, ослабление связей на поверхности раздела и отслаивание пленки.
Последующее механическое воздействие приводит к разрушению и износу пленки. На обнаженных участках процесс повторяется вновь. Окислительному износу подвергаются шейки коленчатого вала, гильзы цилиндров, поршневые пальцы, зубчатые зацепления и другие детали, работающие при трении скольжения.
Изнашивание при фриттинг-коррозии — это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных перемещениях. В случае динамического нагружения и наличия вибрации и ударов окисление трущихся поверхностей происходит особенно интенсивно вследствие резкой активизации пластически деформируемого металла. Динамический характер нагружения приводит к резкому повышению градиента деформации и температур, к окислению и схватыванию. Фриттинг-процесс возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамической нагрузки.
Этот процесс можно считать пограничным между процессами химической коррозии и эрозии, поскольку интенсивность фриттинг-коррозии повышается с увеличением доступа кислорода, но уменьшается при увлажнении воздуха.
При фриттинг-коррозии наблюдается изнашивание посадочных поверхностей подшипников поворотных цапф, шестерен, болтовых и заклепочных соединений рам и других деталей.
Изнашивание при действии электрического тока (эрозионное изнашивание) поверхностей происходит в результате воздействия разрядов при прохождении электрического тока.
Работа агрегатов и узлов автомобилей сопровождается одновременно несколькими видами изнашивания. В чистом виде ни один из видов изнашивания не наблюдается. Как правило, в каждом работающем сопряжении деталей имеется вид изнашивания, определяющий износостойкость деталей. Остальные виды изнашивания в большей или меньшей мере ему сопутствуют. Определяющий вид изнашивания зависит от условий эксплуатации, нагрузок и других причин и лимитирует время безотказной работы сопряжения.
Определяющим видом изнашивания металлических деталей автомобилей при их эксплуатации является механическое изнашивание. Правильное определение вида изнашивания, знание приемов уменьшения интенсивности того или иного изнашивания позволят в значительной степени увеличить срок службы деталей автомобилей.
Пластические деформации и разрушения. Такие повреждения связаны с достижением или превышением пределов текучести или прочности соответственно у вязких (сталь) или хрупких (чугун) материалов. Обычно этот вид разрушений является следствием либо ошибок при расчетах, либо нарушений правил эксплуатации (перегрузки, неправильное управление автомобилем, дорожно-транспортные происшествия и т. п.). Иногда пластическим деформациям или разрушениям предшествует механическое изнашивание, приводящее к изменению геометрических размеров и сокращению запасов прочности детали.
Усталостные разрушения. Этот вид разрушений возникает при циклическом приложении нагрузок, превышающих предел выносливости металла детали. При этом происходят постепенное накопление и рост усталостных трещин, приводящие при определенном числе циклов нагружения к усталостному разрушению деталей. Совершенствование методов расчета и технологии изготовления автомобилей (повышение качества металла и точности изготовления, исключение концентраторов напряжения) привело к значительному сокращению случаев усталостного разрушения деталей. Как правило, оно наблюдается в экстремальных условиях эксплуатации (длительные перегрузки, низкие или высокие температуры) у рессор, полуосей, рамы.
Коррозия. Это явление происходит вследствие агрессивного воздействия среды на детали, приводящего к окислению (ржавению) металла и, как следствие, к уменьшению прочности и ухудшению внешнего вида. Основными активными агентами внешней среды, вызывающими коррозию, являются соль, которой посыпают дороги зимой, кислоты, содержащиеся в воде и почве, а также компоненты, входящие в состав отработавших газов автомобилей, и их химические соединения. Коррозия главным образом поражает детали кузова, кабины, рамы. Для деталей кузова, расположенных снизу, коррозия сопровождается абразивным изнашиванием в результате воздействия на поверхность при движении автомобиля абразивных частиц — песка, гравия. Сильно способствует коррозии сохранение влаги на металлических поверхностях, в том числе под слоем дорожной грязи, что особенно характерно для всякого рода скрытых полостей и ниш.
Коррозия способствует усталостному изнашиванию и разрушению, так как создает на поверхности металла концентраторы напряжения в виде коррозионных язв. Такой вид разрушений наблюдается, например, в местах сварки, крепления кронштейнов рессор.
Старение. Показатели технического состояния деталей и эксплуатационных материалов изменяются под действием внешней среды. Так, резинотехнические изделия теряют прочность и эластичность в результате окисления,термического воздействия (разогрев или охлаждение), химического воздействия масла, топлива и жидкостей, а также солнечной радиации и влажности.
В процессе эксплуатации свойства смазочных материалов и эксплуатационных жидкостей ухудшаются в результате накопления в них продуктов износа, изменения вязкости и потери свойств присадок. Детали и материалы изменяются не только при их использовании, но и при хранении: снижаются прочность и эластичность резинотехнических изделий; у топлива, смазочных материалов и жидкостей наблюдаются процессы окисления, сопровождаемые выпадением осадков.
Что такое изнашивание
Главная » Блог » Что такое изнашивание
2.Изнашивание и его виды
Изнашивание — это процесс разрушения и отделения материала с поверхностей деталей и (или) накопление остаточных деформаций при их трении, проявляющийся в постепенном изменении размеров и (или) формы взаимодействующих деталей.
Износ — это результат процесса изнашивания деталей, выражающийся в изменении их размера, формы, объема и массы.
Различают сухое и жидкостное трение.
При сухом трении трущиеся поверхности деталей взаимодействуют непосредственно друг с другом (например, трение тормозных колодок о тормозные барабаны или диски, или трение ведомого диска сцепления о маховик). Данный вид трения сопровождается повышенным износом трущихся поверхностей деталей. При жидкостном (или гидродинамическом) трении между трущимися поверхностями деталей создается масляный слой, превышающий микронеровности их поверхностей и не допускающий их непосредственного контакта (например, подшипники коленчатого вала в период установившегося режима работы), что резко сокращает износ деталей. Практически при работе большинства механизмов автомобиля вышеуказанные основные виды трения постоянно чередуются и переходят друг в друга, образуя промежуточные виды.
Выделяют три группы изнашивания:
Каждая из групп изнашивания делится на виды.
Абразивное изнашивание возникает при трении скольжения и наличии между трущимися поверхностями мелкораздробленной твердой среды (например, песка), вызывающей выкрашивание частиц, металла из поверхности деталей. При этом процесс изнашивания не зависит от попадания абразивных частиц на поверхности трения.
Необходимо отметить, что размеры абразивных частиц с увеличением длительности работы их в масле уменьшаются, поэтому их агрессивность постепенно снижается до нуля.
Изменение размеров деталей при абразивном изнашивании зависит от ряда факторов:
материала деталей;
механических свойств деталей;
режущих свойств абразивных частиц;
удельного давления при трении;
скорости скольжения при трении.
Примером может служить изнашивание цилиндропоршневой группы двигателя в результате попадания в цилиндры с воздухом пыли, зубьев шестерен и подшипников агрегатов трансмиссии, открытых сопряжений деталей ходовой части. По результатам исследований абразивный износ деталей агрегатов трансмиссии автомобилей составляет от 2 до 11 мкм на 1000 км пробега.
Абразивный износ вала
Гидроабразивное изнашивание возникает в результате действия твердых тел или частиц, увлекаемых потоком жидкости. Гидроабразивное изнашивание деталей топливных, масляных и водяных насосов, гидроприводов тормозов, гидроусилителей нередко проявляется совместно с эрозионным изнашиванием, возникающим в результате действия потока жидкости (газа). Трение потока жидкости о металл приводит к разрушению оксидной пленки, образующейся на поверхности детали, и сопутствует коррозионному разрушению материала, особенно под действием абразивных частиц и микроударов в случае возникновения кавитации.
Кавитационное изнашивание — это гидроэрозионное изнашивание при движении твердого тела относительно жидкости, когда пузырьки газа захлопываются вблизи поверхности, что создает местное повышение давления или температуры.
Кавитационный износ из-за смеси сернистой солярки с тосолом (образуется серная кислота).
Газоабразивное изнашивание происходит в результате воздействия твердых частиц, увлекаемых потоком газа и перемещающихся относительно изнашивающейся поверхности.
Усталостное изнашивание поверхности трения или отдельных ее участков в результате повторного деформирования микрообъемов материала, приводящего к возникновению трещин и отделению частиц, происходит при качении и скольжении. Износ обусловливается микропластическими деформациями и упрочнением поверхностных слоев трущихся деталей. При этом имеют место напряженное состояние активных объемов металла у поверхности трения и особые явления усталости при знакопеременных нагрузках, вызывающих трение металла в поверхностных слоях и как следствие их разрушение. Пульсирующие нагрузки резко усиливают темпы осповидного износа.
Разрушение при таком износе характеризуется появлением микро- и макротрещин, расположенных под небольшими углами к поверхности трения, с последующим развитием их в осповидные углубления и впадины. В результате износа частицы поверхностного слоя откалываются, поверхность становится неровной и приобретает матовый вид.
Усталостное изнашивание наиболее характерно для рабочих поверхностей подшипников качения и поверхностей зубьев шестерен.
Усталостное разрушения фланца втулки
Изнашивание при фреттинге происходит в результате механического изнашивания соприкасающихся тел при малых колебательных относительных перемещениях.
Изнашивание при заедании возникает в результате схватывания, глубокого вырывания материала, переноса его с одной поверхности трения на другую и воздействия возникших неровностей на сопряженную поверхность. Этот вид изнашивания имеет место в зубчатых зацеплениях агрегатов трансмиссии при использовании несоответствующего сорта масла или при его малом уровне.
Коррозионно-механическое изнашивание происходит при трении материалов, вступивших в химическое взаимодействие со средой. К коррозионно-механическим видам изнашивания относятся окислительное и изнашивание при фреттинг-коррозии.
Окислительное изнашивание возникает при наличии на поверхностях трения защитных пленок, образовавшихся в результате взаимодействия материала с кислородом. Окислительное изнашивание характеризуется протеканием одновременно двух процессов — пластической деформации микроскопических объемов металла поверхностных слоев деталей и диффузии кислорода воздуха в деформируемые слои.
На первой стадии износа окисление происходит в небольших объемах металла, расположенных у плоскостей скольжения при трении. На второй стадии окисление захватывает большие объемы поверхностных слоев, и глубина его соответствует глубине пластической деформации.
На первой стадии износа на поверхности трущихся деталей образуются пленки твердых растворов кислорода, на второй — химические соединения кислорода с металлом. Процесс окислительного изнашивания происходит в тонких поверхностных слоях и условно может быть разделен на три этапа: деформирование и активизация, образование вторичных структур и их разрушение.
На первом этапе происходит особый вид пластической деформации — текстурирование и резкая активизация металла. На втором этапе благодаря наличию в зоне трения агрессивных компонентов среды происходит физико-химическое взаимодействие их с активизированным слоем — образование вторичных структур. На третьем этапе в результате многократного нагружения и внутренних напряжений в пленках вторичных структур происходит образование и развитие микротрещин, ослабление связей на поверхности раздела и отслаивание пленки.
Последующее механическое воздействие приводит к разрушению и износу пленки. На обнаженных участках процесс повторяется вновь. Окислительному износу подвергаются шейки коленчатого вала, гильзы цилиндров, поршневые пальцы, зубчатые зацепления и другие детали, работающие при трении скольжения.
Изнашивание при фриттинг-коррозии — это коррозионно-механическое изнашивание соприкасающихся тел при малых колебательных перемещениях. В случае динамического нагружения и наличия вибрации и ударов окисление трущихся поверхностей происходит особенно интенсивно вследствие резкой активизации пластически деформируемого металла. Динамический характер нагружения приводит к резкому повышению градиента деформации и температур, к окислению и схватыванию. Фриттинг-процесс возникает при трении скольжения с очень малыми возвратно-поступательными перемещениями в условиях динамической нагрузки.
Этот процесс можно считать пограничным между процессами химической коррозии и эрозии, поскольку интенсивность фриттинг-коррозии повышается с увеличением доступа кислорода, но уменьшается при увлажнении воздуха.
При фриттинг-коррозии наблюдается изнашивание посадочных поверхностей подшипников поворотных цапф, шестерен, болтовых и заклепочных соединений рам и других деталей.
Изнашивание при действии электрического тока (эрозионное изнашивание) поверхностей происходит в результате воздействия разрядов при прохождении электрического тока.
Виды изнашивания
Изнашивание деталей сопровождается сложными физико-химическими явлениями. Скорость изнашивания зависит от материала и качества трущихся поверхностей, характера контакта и скорости их взаимного перемещения, вида и значения нагрузки, вида трения и смазки, качества смазочного материала и от многих других факторов. В соответствии с ГОСТ 27674-88 установлены следующие виды изнашивания в машинах.
Механическое изнашивание — это изнашивание в результате механических воздействий. Этот вид изнашивания подразделяется на абразивное, гидроабразивное (газоабразивное), гидроэрозионное (газоэрозионное), кавитационное, усталостное, при заедании и при фреттинге.
Абразивное изнашивание — это процесс микропластических деформаций и резания металла твердыми абразивными частицами, находящимися между поверхностями трения, а также в результате непосредственного контактирования с абразивной средой (рабочие органы сельскохозяйственных, мелиоративных и строитель-ных машин, детали ходовой части гусеничных машин и др. ).
Гидроабразивное (газоабразивное) изнашивание — результат действия твердых частиц, взвешенных в жидкости (газе) и перемещающихся относительно поверхности детали. Этот вид изнашивания характерен для деталей водяных и масляных насосов, гидроусилителей, гидроприводов тормозных систем и др.
Гидроэрозионное (газоэрозионное) изнашивание — это эрозионное изнашивание в результате действия (трения) потока жидкости (газа) о металл. Этому виду изнашивания подвергаются детали системы охлаждения, системы вентиляции и т. п.
Усталостное изнашивание — механическое изнашивание в результате усталостного разрушения при повторном деформировании микрообъемов материала поверхностного слоя. Под действием больших удельных повторно-переменных нагрузок, превышающих предел текучести металла, появляются микротрещины, которые развиваются и приводят к усталостному отслаиванию и выкрашиванию частиц металла. Усталостное изнашивание проявляется на поверхностях подшипников качения, зубьев шестерен и т. п.).
Кавитационное изнашивание — механическое изнашивание при движении твердого тела относительно жидкости, при котором пузырьки газа захлопываются вблизи поверхности, что создает местное высокое удельное давление или температуру, под действием которых происходит разрушение поверхности. Этому виду изнашивания подвержены наружные поверхности гильз цилиндров, стенки рубашки охлаждения, лопасти водяных насосов и т. п.
Изнашивание при заедании — результат схватывания микронеровностей сопрягаемых поверхностей, глубинного вырывания материала и его переноса с одной поверхности на другую. Особенно подвержены этому изнашиванию тяжел она груже нн ые детали (шейки коленчатых и распределительных валов, поршни и т. п.).
Изнашивание при фреттинге возникает в соприкасающихся поверхностях при малых колебательных относительных перемещениях. Этому виду изнашивания подвержены кольца шарико- и роликоподшипников, поверхности деталей при ослаблении резьбовых соединений и т. п.
Изнашивание при действии электрического тока называют электроэрозионным. Оно происходит в результате воздействия разрядов при прохождении электрического тока (электроды свечи, контакты прерывателя — распределителя, клеммы электроприборов и т. п.).
Коррозионно-механическое изнашивание происходит в результате механического воздействия, сопровождаемого химическим и (или) электрическим взаимодействием материала со средой. Это изнашивание подразделяется на окислительное и изнашивание при фретгинг-коррозии.
Окислительное изнашивание характеризуется тем, что основное влияние иа изнашивание имеет химическая реакция металла с кислородом или окислительной средой. Проявляется этот вид изнашивания у деталей подвижных сопряжений, на поверхности которых образуется твердая пленка окислов. При трении происходит выкрашивание пластически недеформируемых хрупких окислов.
Изнашивание при фретпитг-коррозии возникает при трении скольжения с очень малыми колебательными относительными перемещениями. При ударах и вибрации происходит интенсив- вое окисление соприкасающихся поверхностей вследствие резкой активации шгастически деформируемого металла. В результате на рабочих поверхностях в местах контакта появляется резко выраженное разрушение.
Изнашиванию при фретгинг-коррозии подвергаются посадочные поверхности подшипников качения, болтовые и заклепочные соединения рам и другие детали.
изнашивание — это… Что такое изнашивание?
изнашивание — амортизация, обесценение, износ, срабатывание, ухудшение, порча, повреждение; истаскивание, снашивание, затрепывание, занашивание, старение, стаптывание, истаптывание, истрепывание, пронашивание. Ant. обновление Словарь русских синонимов.… … Словарь синонимов
изнашивание — ИЗНАШИВАНИЕ, износ, занашивание, разг. затаскивание, разг. истрепывание, разг. снашивание, разг. трепание, разг. трепка ИЗНАШИВАТЬ/ИЗНОСИТЬ, занашивать/ заносить, обтрепывать/обтрепать, разг. затаскивать/затаскать, разг. затрепывать/… … Словарь-тезаурус синонимов русской речи
изнашивание — Процесс отделения материала с поверхности твердого тела и (или) увеличения его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы тела.
 [ГОСТ 27674 88] Тематики трение, изнашивание и смазка EN wear… … Справочник технического переводчика
[ГОСТ 27674 88] Тематики трение, изнашивание и смазка EN wear… … Справочник технического переводчикаИЗНАШИВАНИЕ — ИЗНАШИВАНИЕ, изнашивания, мн. нет, ср. (спец.). Действие по гл. изнашивать и (чаще) изнашиваться. Предохранить части машин от преждевременного изнашивания. Толковый словарь Ушакова. Д.Н. Ушаков. 1935 1940 … Толковый словарь Ушакова
изнашивание — ИЗНОСИТЬ, ошу, осишь; ошенный; сов., что. Продолжительной ноской сделать негодным. И. платье. И. до дыр. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
Изнашивание — поверхностное разрушение или повреждение поверхности материала при работе под действием трения и высоких напряжений. Испытание на И. производят на лабораторных машинах, допускающих варьирование условий трения, и на специализированных машинах,… … Российская энциклопедия по охране труда
Изнашивание — [износ] – процесс постепенного измельчения размеров тела по его поверхности, происходящий при трении.
[Словарь основных терминов, необходимых при проектировании, строительстве и эксплуатации автомобильных дорог.] Рубрика термина: Свойства… … Энциклопедия терминов, определений и пояснений строительных материаловизнашивание — rus износ (м), изнашивание (с) eng wear [n.] fra usure (f) deu Verschleiß (m), Abnutzung (f) spa usura (f) … Безопасность и гигиена труда. Перевод на английский, французский, немецкий, испанский языки
изнашивание — dėvėjimasis statusas T sritis radioelektronika atitikmenys: angl. wear vok. Abnutzung, f; Verschleiß, m rus. изнашивание, n; износ, m pranc. usure, f … Radioelektronikos terminų žodynas
Изнашивание — ср. 1. процесс действия по гл. изнашивать I, изнашиваться I 1., 2. 2. Результат такого действия. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
ИЗНАШИВАНИЕ — это… Что такое ИЗНАШИВАНИЕ?
изнашивание — амортизация, обесценение, износ, срабатывание, ухудшение, порча, повреждение; истаскивание, снашивание, затрепывание, занашивание, старение, стаптывание, истаптывание, истрепывание, пронашивание.
Ant. обновление Словарь русских синонимов.… … Словарь синонимовизнашивание — ИЗНАШИВАНИЕ, износ, занашивание, разг. затаскивание, разг. истрепывание, разг. снашивание, разг. трепание, разг. трепка ИЗНАШИВАТЬ/ИЗНОСИТЬ, занашивать/ заносить, обтрепывать/обтрепать, разг. затаскивать/затаскать, разг. затрепывать/… … Словарь-тезаурус синонимов русской речи
изнашивание — Процесс отделения материала с поверхности твердого тела и (или) увеличения его остаточной деформации при трении, проявляющийся в постепенном изменении размеров и (или) формы тела. [ГОСТ 27674 88] Тематики трение, изнашивание и смазка EN wear… … Справочник технического переводчика
изнашивание — ИЗНОСИТЬ, ошу, осишь; ошенный; сов., что. Продолжительной ноской сделать негодным. И. платье. И. до дыр. Толковый словарь Ожегова. С.И. Ожегов, Н.Ю. Шведова. 1949 1992 … Толковый словарь Ожегова
изнашивание — (wear,attrition) – процесс разрушения и отделения материала с поверхности трения, сопровождаемый изменением размеров и формы тела.
EdwART. Словарь автомобильного жаргона, 2009 … Автомобильный словарьИзнашивание — поверхностное разрушение или повреждение поверхности материала при работе под действием трения и высоких напряжений. Испытание на И. производят на лабораторных машинах, допускающих варьирование условий трения, и на специализированных машинах,… … Российская энциклопедия по охране труда
Изнашивание — [износ] – процесс постепенного измельчения размеров тела по его поверхности, происходящий при трении. [Словарь основных терминов, необходимых при проектировании, строительстве и эксплуатации автомобильных дорог.] Рубрика термина: Свойства… … Энциклопедия терминов, определений и пояснений строительных материалов
изнашивание — rus износ (м), изнашивание (с) eng wear [n.] fra usure (f) deu Verschleiß (m), Abnutzung (f) spa usura (f) … Безопасность и гигиена труда. Перевод на английский, французский, немецкий, испанский языки
изнашивание — dėvėjimasis statusas T sritis radioelektronika atitikmenys: angl.
wear vok. Abnutzung, f; Verschleiß, m rus. изнашивание, n; износ, m pranc. usure, f … Radioelektronikos terminų žodynasИзнашивание — ср. 1. процесс действия по гл. изнашивать I, изнашиваться I 1., 2. 2. Результат такого действия. Толковый словарь Ефремовой. Т. Ф. Ефремова. 2000 … Современный толковый словарь русского языка Ефремовой
| Авторы | СРЕДНИЙ. Букетов
, В.М. Гусиев, А.Г. Кулинич,
С.В. Якущенко
, ТАК. Сметанкин, В.В. Соценко, К.Ю. Юренин |
| Филиалы | Херсонская государственная морская академия, пр. Ушакова, 20, 73003 Херсон, Украина |
| Е-mail | [email protected] |
| Выпуск | Том 13, 2021 год, номер 5 |
| Финики | Поступила 16 апреля 2021 г.; переработанная рукопись получена 20 октября 2021 г.; опубликовано онлайн 25 октября 2021 г. |
| Цитата | А.В. Букетов, В.М. Хусиев, А.Г. Кулинич и др., J. Nano-Electron. физ. 13 № 5, 05026 (2021) |
| ДОИ | https://doi.org/10.21272/jnep.13(5).05026 |
| Номер(а) PACS | 82.35. – х |
| Ключевые слова | Нанокомпозитный материал, Интенсивность износа, Гидроабразивный,
Транспорт (9)
. |
| Аннотация | Армированные и наполненные полимерные композиционные материалы (КМ) вызывают интерес ученых, исследователей и промышленников во всем мире. Полимерные композиты легче и дешевле, чем композиты на основе металлов, и рассматриваются как возможность для продвижения в постоянно развивающейся области материаловедения. Более того, полимерные КМ получили широкое распространение в различных отраслях промышленности, особенно в водном транспорте. Поэтому в работе обосновано, что важным эксплуатационным свойством автомобилей, определяющим их долговечность и срок службы, является износостойкость (определяемая интенсивностью изнашивания) под действием гидроабразива. В связи с этим актуально использование полимерных композитов, в том числе эпоксидных смол и защитных покрытий на их основе, для восстановления деталей. Показано, что разработанные КМ обладают высоким потенциалом совершенствования деталей автомобилей. |
Список ссылок Загрузка полного текста Английская версия статьи |
Оптимизация гидроабразивностойких материалов при обводных тоннелях и гидротехнических сооружениях
%PDF-1. 3
%
1 0 объект
>]/Страницы 3 0 R/Тип/Каталог>>
эндообъект
24 0 объект
>поток
Unknown11.6929166666666678.26777777777777712019-09-19T11:42:28.199+02:00Adobe PDF library 10.01VAW ETH Zurichdde89c6df8a7ce0109d3f377ffe191328c4a3c963
000+02:002019-09-19T11:41:36.000+02:002019-09-19T11:37:45.000+02:00 517+02:00 png 0 0.0 59Ig&mڋ-O |.cl X|KГидроабразивная эрозия форсунок турбины Пелтона: численное исследование
Автор
Перечислено:
- Месса, Джанандреа Витторио
- Манделли, Симоне
- Малаваси, Стефано
Зарегистрирован:
Abstract
Численное моделирование было проведено для изучения того, как конструкция и условия работы форсунки турбины Пелтона влияют на ее уязвимость к гидроабразивной эрозии, а также на ее способность регулировать поток. Использовалась модель Volume Of Fluid (VOF) для моделирования струи свободного сопла, лагранжева модель отслеживания частиц для воспроизведения траекторий твердых частиц и две модели эрозии для оценки удаления массы. Сравнение с более ранними исследованиями и экспериментальными данными, объединенными с тщательным анализом чувствительности, повысило надежность численной модели. Седло сопла и игла были наиболее уязвимыми к эрозии компонентами форсунки. Когда клапан закрывался, эрозия иглы сильно увеличивалась, в то время как эрозия седла сопла оставалась в основном постоянной. Также было изучено влияние конструкции форсунки, что позволило предположить, что уменьшение угла вершины иглы, вероятно, увеличивает риск эрозионного износа. Наконец, было обнаружено, что возможность конденсировать эффекты хода иглы и угла вершины иглы в одном параметре (т.е. эффективной площади раскрытия) более не допускается при рассмотрении гидроабразивной эрозии, тем самым оценивая -специфический анализ прогноза износа.
Предлагаемое цитирование
Обработчик: RePEc:eee:renene:v:130:y:2019:i:c:p:474-488
DOI: 10.1016/j.renene.2018.06.064
как
HTMLHTML с абстрактным простым текстом обычный текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
Скачать полный текст от издателя
URL-адрес файла: http://www. sciencedirect.com/science/article/pii/S096014811830716X Ограничение на загрузку: Полный текст только для подписчиков ScienceDirect
URL-адрес файла: https://libkey.io/10.1016 /j.renene.2018.06.064?utm_source=ideas
Ссылка LibKey : если доступ ограничен и если ваша библиотека использует эту услугу, LibKey перенаправит вас туда, где вы можете использовать свою библиотечную подписку для доступа к этому элементу
—>
Поскольку доступ к этому документу ограничен, вы можете поискать другую его версию.
Каталожные номера указаны в IDEAS
как
HTMLHTML с абстрактным простым текстомпростой текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
- Падхи, М.К. и Сайни, Р.П., 2012. « Исследование механизма эрозии ила в лопатках турбины Пелтона ,» Энергия, Эльзевир, том. 39(1), страницы 286-293.
- Падхи, Мамата Кумари и Саини, Р.П., 2008 г. Отзыв по иловой эрозии гидротурбин ,»
Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 12(7), стр. 1974-1987, сентябрь.
- Падхи, М.К. и Саини, Р.П., 2011. « Исследование иловой эрозии при работе турбины Пелтона «, Энергия, Эльзевир, том. 36(1), страницы 141-147.
- Падхи, М.К. и Саини, Р.П., 2009 г. « Влияние размера и концентрации частиц ила на эрозию лопаток турбины Пелтона ,» Энергия, Эльзевир, том. 34(10), страницы 1477-1483.
Полные ссылки (включая те, которые не соответствуют элементам в IDEAS)
Цитаты
Цитаты извлекаются проектом CitEc, подпишитесь на его RSS-канал для этого элемента.
как
HTMLHTML с абстрактным простым текстомпростой текст с абстрактнымBibTeXRIS (EndNote, RefMan, ProCite)ReDIFJSON
Процитировано:
- Читракар, Сайлеш и Солемсли, Бьорн Винтер и Неопан, Хари Прасад и Дальхауг, Оле Гуннар, 2020. Обзор численных методов, применяемых в импульсных гидротурбинах ,»
Возобновляемые источники энергии, Elsevier, vol. 159(С), страницы 843-859.
- Го, Бао и Сяо, Есян и Рай, Анант Кумар и Лян, Цюаньвэй и Лю, Цзе, 2021 г. » Анализ поведения потока воздух-вода-нанос в ковшах Пелтона с использованием подхода Эйлера-Лагранжа ,» Энергия, Эльзевир, том. 218 (С).
- Го, Бао и Сяо, Есян и Рай, Анант Кумар и Чжан, Цзинь и Лян, Цюаньвэй, 2020 г. Моделирование течения и эрозии с наносами в инжекторе турбины Пелтона ,» Возобновляемые источники энергии, Elsevier, vol. 162(С), страницы 30-42.
- Есян Сяо, Бао Го, Су-Хван Ан, Юнъяо Луо, Чжэнвэй Ван, Гуантай Ши и Яньхао Ли, 2019 г. « Прогноз течения шлама и эрозии в центробежном насосе после длительной эксплуатации «, Энергии, МДПИ, вып. 12(8), страницы 1-17, апрель.
- Хун, Шэн и Ву, Юпин и Ву, Цзяньхуа и Чжан, Юцюань и Чжэн, Юань и Ли, Цзяхуэй и Линь, Цзиньрань, 2021 г. Микроструктура и кавитационно-эрозионное поведение металлокерамических композитных покрытий, напыленных методом HVOF, для применения в гидротурбинах ,»
Возобновляемые источники энергии, Elsevier, vol. 164(С), страницы 1089-1099.
- Легуизамон, Себастьян и Алимирзазаде, Сиамак и Джаханбахш, Эбрахим и Авеллан, Франсуа, 2020 г. » Многомасштабное моделирование эрозионного износа в масштабе прототипа рабочего колеса Пелтона ,» Возобновляемые источники энергии, Elsevier, vol. 151(С), страницы 204-215.
Наиболее похожие товары
Это элементы, которые чаще всего цитируют те же работы, что и этот, и цитируются теми же работами, что и этот.
- Гэ, Синьфэн и Сунь, Цзе и Чжоу, Е и Кай, Цзяньго и Чжан, Хуэй и Чжан, Лэй и Дин, Минцюань и Дэн, Чаочжун и Бинама, Максим и Чжэн, Юань, 2021. « Экспериментальные и численные исследования влияния открытия и скорости на эрозию наносов турбинных ковшей Пелтона», Возобновляемые источники энергии, Elsevier, vol. 173(С), страницы 1040-1056.
- Ван, Чжиюань и Цянь, Чжундун, 2017 г.
« Влияние концентрации и размера частиц ила на производительность центробежного насоса двойного всасывания «,
Энергия, Эльзевир, том. 123(С), страницы 36-46.
- Тапа, Бирадж Сингх и Тапа, Бхола и Дальхауг, Оле Г., 2012 г. « Эмпирическое моделирование эрозии наносов в турбинах Фрэнсиса «, Энергия, Эльзевир, том. 41(1), страницы 386-391.
- Го, Бао и Сяо, Есян и Рай, Анант Кумар и Лян, Цюаньвэй и Лю, Цзе, 2021 г. Анализ поведения потока воздуха, воды и наносов в ковшах Пелтона с использованием подхода Эйлера-Лагранжа ,» Энергия, Эльзевир, том. 218 (С).
- Легуизамон, Себастьян и Алимирзазаде, Сиамак и Джаханбахш, Эбрахим и Авеллан, Франсуа, 2020 г. » Многомасштабное моделирование эрозионного износа в масштабе прототипа рабочего колеса Пелтона ,» Возобновляемые источники энергии, Elsevier, vol. 151(С), страницы 204-215.
- Падхи, М.К. и Сайни, Р.П., 2012. » Изучение механизма эрозии ила в лопатках турбины Пелтона ,» Энергия, Эльзевир, том. 39(1), страницы 286-293.
- Хауэр, К., Вагнер, Б., Айгнер, Дж., Хольцапфель, П., Флёдль, П., Лидерманн, М. , Триттхарт, М., Синделар, К., Пулг, У. и Клёш, М. ., Хайманн, М. и Доннум, Б.О. и Стиклер М. и Хаберсак Х., 2018 г.
« Современное состояние, недостатки и будущие проблемы устойчивого управления наносами в гидроэнергетике: обзор »,
Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 98(С), страницы 40-55.
- Масуди, Джунаид Х. и Хармейн, Г.А., 2017 г. « Методика оценки эрозионного износа рабочего колеса турбины Фрэнсиса «, Энергия, Эльзевир, том. 118(С), страницы 644-657.
- Падхи, М.К. и Саини, Р.П., 2011. « Исследование иловой эрозии при работе турбины Пелтона «, Энергия, Эльзевир, том. 36(1), страницы 141-147.
- Крамер, Маттиас и Терхайден, Кристина и Випрехт, Силке, 2015 г. » Оптимизация конструкции импульсных турбин в микрогидроэнергетике с точки зрения процессов удаления воздуха ,» Энергия, Эльзевир, том. 93 (P2), страницы 2604-2613.
- Амер, Хуари и Бузит, Мохамед, 2013 г.
» Потребляемая мощность для перемешивания разжижающих жидкостей с помощью двухлопастного рабочего колеса ,»
Энергия, Эльзевир, том. 50(С), страницы 326-332.
- Цзин Донг, Чжундун Цянь и Бирадж Сингх Тапа, Бхола Тапа и Чживэй Го, 2019 г. « Альтернативная конструкция центробежного насоса двустороннего всасывания для снижения воздействия иловой эрозии «, Энергии, МДПИ, вып. 12(1), страницы 1-22, январь.
- Бабу, Абхишек и Перумал, Г. и Арора, Х.С. и Гревал, HS, 2021. « Повышенная стойкость к шламовой и кавитационной эрозии покрытий для термического напыления, подвергнутых глубокой криогенной обработке, для применения в гидротурбинах ,» Возобновляемые источники энергии, Elsevier, vol. 180(С), страницы 1044-1055.
- Гоял, Рахул и Ганди, Бхупендра К., 2018 г. » Обзор гидродинамических неустойчивостей в турбине Фрэнсиса при нерасчетных и переходных режимах ,» Возобновляемые источники энергии, Elsevier, vol. 116 (ПА), стр. 697-709.
- Падхи, М.К. и Саини, Р.П., 2009 г.
« Влияние размера и концентрации частиц ила на эрозию лопаток турбины Пелтона ,»
Энергия, Эльзевир, том. 34(10), страницы 1477-1483.
- Алан Х. Ф. Сильва и Алана С. Магалхаес, Джунио С. Булхес и Габриэль А. Вайнер, Жеванн П. Фурриэль и Уэсли П. Каликсто, 2021 г. » Параметрическая регрессия, применяемая для определения электрических параметров синхронных и асинхронных генераторов, работающих параллельно в системе перераспределения электроэнергии ,» Энергии, МДПИ, вып. 14(13), страницы 1-21, июнь.
- Мин Чжан, Дэвид Валентин, Карме Валеро, Моника Эгускиса и Вейцян Чжао, 2018 г. « Численное исследование динамического поведения модели рабочего колеса турбины Фрэнсиса с трещиной », Энергии, МДПИ, вып. 11(7), страницы 1-18, июнь.
- Юнг, Ин Хёк и Ким, Ён Су и Шин, Дон Хо и Чунг, Джин Тэк и Шин, Юхван, 2019. » Влияние эксцентриситета иглы копья на качество струи в турбине микро-Пельтона для производства электроэнергии ,» Энергия, Эльзевир, том. 175(С), страницы 58-65.
- Джха, Сунил Кр. и Билалович, Жасмин и Джа, Анджу и Патель, Нилеш и Чжан, Хан, 2017 г. « Возобновляемая энергия: текущие исследования и будущие области искусственного интеллекта »,
Обзоры возобновляемых и устойчивых источников энергии, Elsevier, vol. 77(С), страницы 297-317.
- Захер Мундхер Ясин и Амин Мохаммед Салих Амин и Мохаммед Сулеман Аллеми и Мумтаз Али и Хайтам Абдулмохсин Афан и Сенлин Чжу и Ахмед Мохаммед Сами Аль-Джанаби и Надир Аль-Ансари и Тияша Тияша &, 2020. Ультрасовременная электростанция, конструкция плотины, работа турбины и вибрации ,» Устойчивое развитие, MDPI, vol. 12(4), страницы 1-40, февраль.
Подробнее об этом изделии
Ключевые слова
Вычислительная гидродинамика; Коэффициент расхода; гидроабразивная эрозия; Форсунка турбины Пелтона;Все эти ключевые слова.
Статистика
Доступ и статистика загрузкиИсправления
Все материалы на этом сайте предоставлены соответствующими издателями и авторами. Вы можете помочь исправить ошибки и упущения. При запросе исправления, пожалуйста, укажите дескриптор этого элемента: RePEc:eee:ренен:v:130:y:2019:i:c:p:474-488 . См. общую информацию о том, как исправить материал в RePEc.
По техническим вопросам, касающимся этого элемента, или для исправления его авторов, названия, реферата, библиографической информации или информации для загрузки, обращайтесь: . Общие контактные данные поставщика: http://www.journals.elsevier.com/renewable-energy .
Если вы создали этот элемент и еще не зарегистрированы в RePEc, мы рекомендуем вам сделать это здесь. Это позволяет связать ваш профиль с этим элементом. Это также позволяет вам принимать потенциальные ссылки на этот элемент, в отношении которых мы не уверены.
Если CitEc распознал библиографическую ссылку, но не связал с ней элемент в RePEc, вы можете помочь с помощью этой формы .
Если вы знаете об отсутствующих элементах, ссылающихся на этот, вы можете помочь нам создать эти ссылки, добавив соответствующие ссылки таким же образом, как указано выше, для каждого ссылающегося элемента. Если вы являетесь зарегистрированным автором этого элемента, вы также можете проверить вкладку «Цитаты» в своем профиле RePEc Author Service, так как некоторые цитаты могут ожидать подтверждения.
По техническим вопросам относительно этого элемента или для исправления его авторов, названия, реферата, библиографической информации или информации для загрузки обращайтесь: Кэтрин Лю (адрес электронной почты доступен ниже). Общие контактные данные поставщика: http://www.journals.elsevier.com/renewable-energy .
Обратите внимание, что фильтрация исправлений может занять пару недель. различные услуги RePEc.
Стойкость к гидроабразивной эрозии стали С45 в различных термообработанных состояниях на разработанном устройстве для испытания на износ
Литература
1 J.Suchánek, V.Kuklík, E.Zdravecká: Влияние микроструктуры на эрозионную стойкость сталей, Wear (2009), в печати 10.1016/j.wear.2009.08.004Search in Google Scholar
2 R.Veinthal, R.Tarbe, P.Kulu, H.Käerdi: Абразивный эрозионный износ порошковых сталей и металлокерамики, Wear (2009), в печати 10.1016/j.wear.2009.02.021Search in Google Scholar
3 G. W.Stachowiak : Угловатость частиц и ее связь с абразивным и эрозионным износом, Wear241 (2000), стр. 214–219.10.1016/S0043-1648(00)00378-1Search in Google Scholar
4 P.Kulu, R.Veinthal, J.Koo, H.Lille: Механизм абразивно-эрозионного износа термически напыленных покрытий, Материалы конференции EUROMAT 2000 на Достижения в области механического поведения, пластичности и повреждения, Tours (2000), стр. 651–656 Поиск в Google Scholar
5 P.Kulu, J.Halling: Переработанные износостойкие композитные покрытия на основе твердого металла, Journal of Thermal Spray Technology7 ( 1998) (2), стр. 173–17810.1361/105996398770350882Поиск в Google Scholar
6 М.Воцел, В.Дуфек: Трение и износ деталей машин, SNTL, Прага (1976), стр. 374 (на чешском языке)Поиск в Google Scholar : Влияние структуры на степень эрозионного износа и на значение показателя скорости, Strojirenstvi37 (1987) (4), стр. 242–245 (на чешском языке). эрозионная стойкость сталей, используемых для обработки и транспортировки шлама при переработке полезных ископаемых, Wear250 (2001), стр. 32–4410.1016/S0043-1648(01)00628-7Search in Google Scholar
9 И.Клейс, П.Кулу: Эрозия твердыми частицами. Возникновение, прогнозирование и контроль, Springer-Verlag (2008) Поиск в Google Scholar
10 М. А. Бежар, Э. Морено: Сопротивление абразивному износу борсодержащих углеродистых и низколегированных сталей, Journal of Materials Processing Technology 173 (2006), стр. 352 –35810.1016/j.jmatprotec.2005.12.006Search in Google Scholar
11 J.Cataldo, D.Harraden, F.Galligani: обработка поверхности боридом, Advanced Materials & Processes157 (2000), No. 4, pp. 35–38Search in Академия Google
12 Х.Айдин, В.Севим, А.Х.Демирчи: Влияние термической обработки после борирования на характеристики износа и образование язв в зубчатой стали AISI-8620, Materialprüfung49 (2007), № 4, стр. 200–207Поиск в Google Scholar
13 A.H.Demirci: Engineering Materials, Industrial Materials and Heat Treatments, Alfa/Aktüel Publication, Istanbul (2004)Search in Google Scholar
14 K. S.Nam, KHLee, D.Y.Lee, YSong: Модификация поверхности металла плазменным борированием в двухтемпературном процессе, Технология поверхностей и покрытий197 (2005), № 1, с. 51–5510.1016/j.surfcoat.2004.10.099Search in Google Scholar
15 В.Джайн, Г.Сундарараджан: Влияние толщины пакета борирующей смеси на борирование стали , Surface and Coatings Technology149 (2002), стр. 21–2610.1016/S0257-8972(01)01385-8Search in Google Scholar
16 И.М.Хатчинс: Деформация металлических поверхностей при косом ударе квадратных пластин, International Journal of Mechanical Sciences19 (1977), стр. 45–5210.1016/0020-7403(77)9.0015-7Поиск в Google Scholar
17 Н.Папини, Дж.К.Спелт: Удар твердых регулярных частиц с полностью пластиковыми мишенями – Часть I: Анализ, International Journal of Mechanical Sciences42 (2000), стр. 991–1006Поиск в Google Scholar
18 A.J.Burnett, M.S.A.Bradley, D.J.O’Flynn, T.Deng, M.S.Bringley: Аномалии в результатах, полученных при тестировании эрозионного ускорителя с вращающимся диском, Wear233 (1999), No. 35, pp. 275–28310.1016/S0043-1648 (99)00227-6Поиск в Google Scholar
19 Г. Ф. Трасткотт: Износ насосов и трубопроводов, Л. Гиттинс (ред.): BHRA Information Series No. 1, BHRA Fluid Engineering Publication, Cranfield, UK (1980), стр. 1–22. Поиск в Google Scholar
20 H. M. Кларк: Влияние поля течения на эрозию шлама, Wear152 (1993), стр. 223–24010.1016/0043-1648(92)
-OSSearch in Google Scholar
21 гидробетона, армированного стальным волокном, Wear253 (2002), стр. 848–85410.1016/S0043-1648(02)00215-6Search in Google Scholar
22 Р.Гупта, С.Н.Сингх, В.Сешадри: Прогнозирование неравномерного износа пульпопровода на основе измерений в испытательном резервуаре, Wear184 (1995), стр. 169–178. Поиск в Google Scholar
23 A. Элхолы: Прогнозирование абразивного износа материалов шламовых насосов, Wear84 (1983), стр. 39–4910.1016/0043-1648(83)
-5Поиск в Google Scholar
24 А. Леви: Эрозия твердых частиц и эрозионно-коррозионная коррозия материалов , ASM International, Огайо (1995) 10. 5006/1.3293564Поиск в Google Scholar
25 B.E.A.Jacobs, J.G.James: Скорость износа некоторых износостойких материалов, Proc. конф. Hydrotransport 9, BHRA Fluid Engineering, Rome (1984), статья G3Search in Google Scholar
26 С.Э.М.де Бри, В.Ф.Розенбранд, А.В.Дж.де Джи: Об эрозионной стойкости водно-песчаных смесей сталей для применения в пульпопроводах. проц. конф. Hydrotransport 8, BHRA Fluid Engineering, Йоханнесбург (1982), статья G3Search in Google Scholar
27 Н. Ю. Сары, М. Йылмаз: Исследование абразивного и эрозионного износа методов поверхностного упрочнения, применяемых к стали AISI 1050, Материалы и конструкция 27 (2006) , стр. 470–478Поиск в Google Scholar
28 C.Meriç, S.Sahin, B.Backir, N.S.Köksal: Исследование влияния борирования на поведение абразивного износа в чугунах, Materials and Design27 (2006), pp. 751–757Search in Google Scholar
29 К.Мартини, Г.Паломбарини, Г.Поли, Д.Прандстраллер: Скольжение и абразивный износ боридных покрытий, Wear256 (2004), стр. 608–61310.1016/j.wear.2003.10.003Search in Google Scholar
30 B .Венкатараман, Г.Сундарараджан: Износостойкость боросодержащей среднеуглеродистой стали при скольжении при высоких скоростях, Технология поверхностей и покрытий73 (1995), стр. 177–184 Поиск в Google Scholar
31 Т. С. Эйр: Влияние борирования на трение и износ черных металлов, Wear34 (1975), стр. 383–39710.1016/0043-1648(75)
-2Поиск в Google Scholar
32 А. Г. Ван, И. М. Хатчингс: Механизм абразивного износа в борированной легированной стали, Wear124 (1988), стр. 149–163. Поиск в Google. HKKhaira: Поведение высокоуглеродистой стали при абразивном износе: влияние микроструктуры и экспериментальных параметров и корреляция с механическими свойствами, Materials Science and Engineering A343 (2003), стр. 235–24210.1016 / S09.21-5093(02)00384-2Поиск в Google Scholar
Абразивы
Абразивы Стандарты тестирования абразивных частиц опубликованы SAE, ASTM, IEC и ISO. SAE J 965 распространяется на абразивный износ. Стандарты ASTM охватывают определение сопротивления истиранию твердых материалов при высоких нагрузках, истирание и истирание катализаторов и носителей катализаторов, сопротивление истиранию бетона при испытаниях под водой и определение истирания катализаторов FCC воздушными струями. Документ IEC содержит рекомендации по борьбе с гидроабразивной эрозией в турбинах гидравлических машин. Документ ISO охватывает анодирование алюминия и измерение стойкости к истиранию оксидных покрытий.
Абразивный износ
Огромные экономические потери, а также растрата природных ресурсов происходят во всем мире в результате износа компонентов и инструментов. Любые усилия, затраченные в попытке уменьшить эту потерю, действительно стоят того. Целью данного информационного отчета SAE является представление текущего состояния знаний об абразивном износе. Таким образом, в этом отчете рассматривается износ или нежелательное удаление металла в результате механического воздействия, вызванного контактом абразивных частиц с поверхностью. Это не относится к износу металла по металлу или износу в присутствии неабразивной смазки. Абразивный износ возникает, когда твердые частицы, такие как камни, песок или фрагменты некоторых твердых металлов, скользят или катятся под давлением по поверхности. Это действие имеет тенденцию прорезать канавки на металлической поверхности, как режущий инструмент. Абразивный износ имеет большое значение для любой детали, движущейся по отношению к абразиву. Инструменты, контактирующие с землей, такие как плуги, культиваторы, скреперы и бульдозерные отвалы, предназначены для работы с абразивами. Машины для обработки руд, такие как дробилки, и для измельчения природных минералов, такие как шаровые мельницы, также подвергаются абразивному износу. Контакт многих других компонентов машин с абразивами может не быть нормальным обстоятельством, но, поскольку это может произойти непреднамеренно, необходимо учитывать. Повышенная твердость обычно повышает износостойкость, но также увеличивает хрупкость, что может привести к поломке инструмента в каменистых грунтах. Таким образом, выбор подходящего материала для использования в различных абразивных условиях обязательно представляет собой компромисс между износостойкостью и сопротивлением хрупкому разрушению. В этом отчете представлена современная информация об основах, методах испытаний и конкретных решениях проблем абразивного износа. Ограниченность информации отражает нынешнее отсутствие знаний по этому вопросу. Тем не менее, это отправная точка. Дальнейшая работа необходима для разработки общей проектной информации.
Доступно для подписки
PDF Цена
$106,00
0 В корзинуСтандартный метод испытаний для определения стойкости твердых материалов к истиранию при высоких нагрузках
1. 1 Этот метод испытаний был разработан для определения стойкости твердых сплавов к абразивному износу при высоких нагрузках, но он успешно применялся для твердосплавных наплавок из керамики, металлокерамики и металлической матрицы с твердостью более 55 по шкале Роквелла по шкале C (HRC). Особенность этого метода испытаний, которая отличает его от других испытаний на истирание, заключается в том, что абразив прижимается к испытуемому образцу стальным колесом с достаточной силой, чтобы вызвать разрушение абразивных частиц. В некоторых тестах на истирание используются резиновые колеса для прижатия абразива к тестируемым поверхностям (Методы испытаний G65 и G105). Резиновое колесо обеспечивает истирание с низким напряжением, в то время как стальное колесо производит истирание с высоким напряжением. 1.2 Подводя итог, можно сказать, что это лабораторное испытание твердых материалов на истирание под высоким напряжением с использованием водной суспензии частиц оксида алюминия в качестве абразивной среды и вращающегося стального колеса для принудительного перемещения абразива по плоскому испытательному образцу в прямом контакте с погруженным вращающимся колесом. в суспензии. 1.3 Значения, указанные в единицах СИ, следует рассматривать как стандартные. 1.3.1 Исключения – в подразделе 4.4 и таблице 1 используются обозначения абразивной зернистости для размера частиц. Значение, указанное в скобках, является номинальным размером в микрометрах, основанным на обозначении сита (Спецификация E11), и предоставляется только для информации. В подразделе 6.2 в качестве стандартной единицы измерения твердости используется шкала твердости Роквелла, шкала B (HRB). В 6.4, 7.6, 7.7 и в таблице 1 об/мин является стандартной единицей измерения скорости вращения. 1.4 Настоящий стандарт не претендует на решение всех вопросов безопасности, если таковые имеются, связанных с его использованием. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил техники безопасности, охраны здоровья и окружающей среды, а также за определение применимости нормативных ограничений перед использованием. 1.5 Настоящий международный стандарт был разработан в соответствии с международно признанными принципами стандартизации, изложенными в Решении о принципах разработки международных стандартов, руководств и рекомендаций, изданном Комитетом по техническим барьерам в торговле (ТБТ) Всемирной торговой организации.
Доступно для подписки
PDF Цена
$54,00
0 В корзинуСтандартный метод испытаний на истирание и истирание катализаторов и носителей катализаторов
1.1 Настоящий метод испытаний охватывает определение стойкости к истиранию и истиранию катализаторов и носителей катализаторов. Он применим к таблеткам, экструдатам, сферам и частицам неправильной формы размером более примерно 1/16 дюйма (1,6 мм) и менее примерно 3/4 дюйма (19). мм). Материалы, использованные при разработке метода, имели потери на истирание менее 7 %; однако этот метод должен быть применим к материалам, дающим гораздо более высокое истирание. 1.2 Значения, указанные в единицах дюйм-фунт, следует рассматривать как стандартные. Значения, указанные в скобках, представляют собой математические преобразования в единицы СИ, которые приведены только для информации и не считаются стандартными. 1.3 Настоящий стандарт не претендует на решение всех вопросов безопасности, если таковые имеются, связанных с его использованием. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил техники безопасности, охраны здоровья и окружающей среды, а также за определение применимости нормативных ограничений перед использованием. 1.4 Настоящий международный стандарт был разработан в соответствии с международно признанными принципами стандартизации, изложенными в Решении о принципах разработки международных стандартов, руководств и рекомендаций, изданном Комитетом по техническим барьерам в торговле (ТБТ) Всемирной торговой организации.
Доступно для подписки
PDF Цена
48,00 долларов США
0 В корзинуСтандартный метод испытаний бетона на стойкость к истиранию (подводный метод)
1.1 Настоящий метод испытаний охватывает процедуру определения относительной стойкости бетона (включая бетонные покрытия и пропитанный бетон) к истиранию под водой (см. примечание 1). Эта процедура имитирует абразивное действие взвешенных в воде частиц (ила, песка, гравия и других твердых частиц). Примечание 1: Существуют и другие методы измерения сопротивления истиранию бетонных поверхностей, не находящихся под водой. К ним относятся методы испытаний C418, C779./C779M и C944/C944M. 1.2 Значения, указанные в единицах СИ, следует рассматривать как стандартные. Никакие другие единицы измерения не включены в настоящий стандарт. 1.3 Текст настоящего стандарта содержит примечания и сноски, содержащие пояснительный материал. Эти примечания и сноски (за исключением примечаний к таблицам и рисункам) не должны рассматриваться как требования настоящего стандарта. 1.4 Настоящий стандарт не претендует на решение всех вопросов безопасности, если таковые имеются, связанных с его использованием. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил техники безопасности, охраны здоровья и окружающей среды, а также за определение применимости нормативных ограничений перед использованием. (Предупреждение Свежие гидравлические вяжущие смеси являются едкими и могут вызвать химические ожоги кожи и тканей при длительном воздействии. 2) 1.5 Настоящий международный стандарт был разработан в соответствии с международно признанными принципами стандартизации, изложенными в Решении о принципах разработки международных стандартов, Руководства и рекомендации, выпущенные Комитетом по техническим барьерам в торговле (ТБТ) Всемирной торговой организации.
Доступно для подписки
PDF Цена
$54,00
0 В корзинуГидравлические машины. Руководство по борьбе с гидроабразивной эрозией в турбинах Каплана, Фрэнсиса и Пелтона.
IEC 62364:2019 доступен как IEC 62364:2019 RLV, который содержит международный стандарт и его версию Redline, показывая все изменения технического содержания по сравнению с предыдущим изданием. МЭК 62364:2019дает рекомендации по: а) представлению данных о скорости гидроабразивной эрозии при нескольких сочетаниях качества воды, условий эксплуатации, материалов компонентов и свойств компонентов, собранных на различных гидроузлах; б) разработка рекомендаций по методам минимизации гидроабразивной эрозии путем внесения изменений в гидротехнические расчеты для чистой воды. Эти рекомендации не включают такие детали, как формы гидравлических профилей, которые определяются экспертами по гидравлическому проектированию для данного участка; c) разработка руководств на основе «опытных данных» относительно относительной стойкости материалов, столкнувшихся с проблемами гидроабразивной эрозии; г) разработка рекомендаций по ремонтопригодности материалов с высокой стойкостью к гидроабразивной эрозии и твердосплавным покрытиям; e) разработка руководящих указаний по рекомендуемому подходу, который владельцы могут и должны использовать для обеспечения того, чтобы спецификации сообщали о необходимости уделять особое внимание этому аспекту гидравлического проектирования на своих объектах без установления критериев, которые не могут быть удовлетворены, поскольку средства находятся вне контроля со стороны производители; е) разработка рекомендаций по режиму работы гидротурбин в воде с твердыми частицами для увеличения срока эксплуатации. В этом документе предполагается, что вода не является химически агрессивной. Поскольку химическая агрессивность зависит от множества возможных химических составов и материалов машины, рассмотрение этих вопросов выходит за рамки данного документа. В этом документе предполагается, что в турбине отсутствует кавитация. Кавитационная и гидроабразивная эрозия могут усиливать друг друга, так что результирующая эрозия больше, чем сумма кавитационной эрозии и гидроабразивной эрозии. Количественная взаимосвязь результирующей гидроабразивной эрозии неизвестна, и ее оценка выходит за рамки настоящего документа, за исключением предложения о том, что на этапе проектирования турбины должны быть предприняты специальные усилия для сведения к минимуму кавитации. Крупные твердые частицы (например, камни, дерево, лед, металлические предметы и т. д.), перемещающиеся вместе с водой, могут ударить по компонентам турбины и привести к повреждению. Это повреждение, в свою очередь, может увеличить турбулентность потока, тем самым ускоряя износ как за счет кавитации, так и за счет гидроабразивной эрозии. Гидроабразивные эрозионно-стойкие покрытия также могут быть повреждены локально ударами крупных твердых частиц. Рассмотрение этих вопросов выходит за рамки данного документа. Этот документ посвящен в основном оборудованию гидроэлектростанций. Некоторые части также могут быть применимы к другим гидравлическим машинам. Это второе издание отменяет и заменяет первое издание, опубликованное в 2013 году. Настоящее издание представляет собой техническую версию. Это издание включает следующие существенные технические изменения по сравнению с предыдущим изданием: а) изменена формула для TBO в эталонной модели Пелтона; б) изменена формула расчета интервала дискретизации; в) существенно изменен раздел гидроабразивных эрозионно-стойких покрытий; г) удалено приложение с данными испытаний гидроабразивно-эрозионностойких материалов; д) добавлена упрощенная оценка гидроабразивной эрозии. Ключевые слова: Гидравлические машины, гидроабразивная эрозия, турбины Каплана, Фрэнсиса, Пелтона.
Доступно для подписки
PDF Цена
$392,00
Полноправный член
PDF Цена
313,60 долларов США
0 В корзинуАнодирование алюминия и его сплавов.
Измерение стойкости к истиранию анодно-оксидных покрытий.Настоящий документ устанавливает следующие испытания: а) испытание на истирание абразивным кругом, определяющее стойкость к истиранию анодно-оксидных покрытий абразивным кругом на плоских образцах из алюминия и его сплавов; б) абразивно-струйное испытание, определяющее сравнительную стойкость к истиранию анодно-оксидных покрытий со струей абразивных частиц на анодно-оксидных покрытиях алюминия и его сплавов; в) испытание на истирание с падающим песком, определяющее стойкость к истиранию анодно-оксидных покрытий с падающим песком на тонких анодно-оксидных покрытиях из алюминия и его сплавов. Использование испытания на износ абразивным кругом и абразивной струей для покрытий, полученных методом твердого анодирования, описано в ISO 10074.
Доступно для подписки
PDF Цена
175,00 долларов США
Полноправный член
PDF Цена
140,00 долларов США
0 В корзинуСтандартный метод испытаний для определения износа катализаторов FCC воздушными струями
1. 1 Этот метод испытаний охватывает определение относительных характеристик истирания катализаторов FCC с помощью истирания воздушной струей. Другие тонкодисперсные порошкообразные катализаторы могут быть проанализированы этим методом испытаний, но точность этого метода испытаний была определена только для катализаторов FCC. Он применим к частицам сферической или неправильной формы размером от 10 до 180 мкм, плотностью скелета от 2,4 до 3,0 г/см 3 (от 2400 до 3000 кг/м 3 ) (см. IEEE/ASTM SI-10) и нерастворим в воде. Частицы размером менее 20 мкм считаются мелкими. 1.2 Значения, указанные в единицах СИ, следует рассматривать как стандартные. Никакие другие единицы измерения не включены в настоящий стандарт. 1.3 Настоящий стандарт не претендует на решение всех вопросов безопасности, если таковые имеются, связанных с его использованием. Пользователь настоящего стандарта несет ответственность за установление соответствующих правил техники безопасности и охраны здоровья и определение применимости нормативных ограничений перед использованием.
Доступно для подписки
PDF Цена
48,00 долларов США
0 В корзинуПерейти к оформлению заказа
Этот стандарт также доступен для включения в подписки на стандарты. Подписки на стандарты от ANSI предоставляют экономичное многопользовательское решение для доступа к стандартам.
Стоимость подписки определяется: конкретным(и) стандартом(ами) или наборами стандартов, количеством местоположений, имеющих доступ к стандартам, и количеством сотрудников, которым необходим доступ.
Запросить цену предложения
Являясь голосом американской системы стандартов и оценки соответствия, Американский национальный институт стандартов (ANSI) уполномочивает своих членов и избирателей укреплять систему США. положение на рынке в мировой экономике, помогая обеспечить безопасность и здоровье потребителей и защиту окружающей среды.
Полезные ссылки
СЛУЖБА КЛИЕНТА
ОФИС В НЬЮ-ЙОРКЕ
ШТАБ-КВАРТИРА ANSI
2022 © Американский национальный институт стандартов (ANSI). Все права защищены.
Издательство Inderscience Publishers – связывает научные круги, бизнес и промышленность с помощью исследований
- Личность пользователей социальных сетей
известные в Китае приложения, мессенджер, социальные сети и приложение для мобильных платежей WeChat.
WeChat был разработан китайским многонациональным конгломератом Tencent и впервые выпущен в 2011 году. У него более миллиарда активных пользователей в месяц, и его часто называют китайским «приложением для всего». Он имеет множество функций, что нередко встречается среди приложений для социальных сетей, позволяя пользователям обмениваться текстовыми сообщениями, совершать телефонные звонки, проводить видеоконференции, транслировать сообщения группам, раскрывать информацию о местоположении другим пользователям, играть в видеоигры и делиться фотографии и видео. Такие приложения, как WeChat, по сути, являются постоянно включенным цифровым многофункциональным инструментом для многих людей.
Хуа Панг из Школы новых медиа и коммуникаций при Тяньцзиньском университете в Тяньцзине, Китай, изучил, можно ли предсказать, кто может использовать WeChat, на основе стандартных черт личности, таких как экстраверсия, невротизм и открытость опыту. как их демографические характеристики. Данные веб-опроса взрослых в Китае были подвергнуты корреляционному анализу и множественному иерархическому регрессионному анализу.
Результаты показывают, что экстраверсия чаще всего связана с вероятностью использования WeChat мужчинами и женщинами, как и следовало ожидать, и это особенно верно для молодых пользователей. Панг обнаружил, что мужчины с невротизмом также были склонны к злоупотреблениям. Панг также обнаружил, что пожилые люди, которые сами сообщают, что открыты для новых впечатлений, также могут быть пользователями WeChat. Работа подтверждает результаты других исследований в этой области и указывает на новые пути, которые можно было бы изучить, чтобы взглянуть на тонкости использования социальных сетей, поскольку они связаны с личностью и демографией.
Pang H. (2022) «Изучение влияния личностных характеристик и демографических факторов на участие взрослых в WeChat», Int. J. Мобильная связь, Vol. 20, № 5, стр. 590–608.
DOI: 10.1504/IJMC.2022.10039642 - Электронные отходы
Электронные отходы представляют собой огромную и растущую проблему во всем мире, поскольку невообразимое количество сломанных и устаревших устройств и гаджетов попадает в поток отходов, который угрожает стать потопом.
Проблема заключается не только в отходах и потере редких и дорогостоящих материалов, но и в том, что многие материалы, в частности металлы, представляют угрозу для окружающей среды, если они попадают в экосистемы.Правила национального и международного уровня пытаются решить проблему электронных отходов с разной степенью успеха. Исследование, опубликованное в International Journal of Environmental Technology and Management , рассматривало проблему с точки зрения Вьетнама, где, по оценкам, ежегодно образуется более десяти миллионов единиц электронных отходов.
В исследовании рассматривается, как Вьетнам управляет своими электронными отходами в соответствии с правилами, введенными в 2015 году, в отношении поиска и обработки выброшенных продуктов и расширенной ответственности производителя. Кроме того, в нем рассматривается, как эти политики вписываются в закон об охране окружающей среды 2020 года и как плюсы и минусы этих местных правил и законов могут помочь политикам в других развивающихся странах, которые также сталкиваются с растущими проблемами электронных отходов.
Нгуен Трунг Тханг и Дуонг Тхи Фуонг Ань из Института стратегии и политики в области природных ресурсов и окружающей среды (ISPONRE) в Ханое, Вьетнам, и Сунил Герат из Университета Гриффита, кампус Натан в Квинсленде, Австралия, отмечают плохое обращение с электронных отходов является серьезной проблемой с точки зрения гигиены окружающей среды и здоровья человека.
Многим развивающимся странам еще только предстоит полностью осознать последствия и разработать законы, позволяющие им справиться. Во Вьетнаме электронные отходы еще не получили четкого определения, и большая их часть по-прежнему попадает в общий поток отходов. Там, где они перерабатываются надлежащим образом, переработчикам часто не хватает понимания или оборудования для надлежащего обращения с ними, а также для безопасного извлечения и извлечения редких и токсичных материалов. Действительно, так называемые ремесленные деревни, созданные для извлечения металлов, обычно сжигают старые устройства, производя огромное количество токсичных паров, и используют самые элементарные методы для извлечения и переработки металлов из этих устройств.
Подход должен измениться, политики и регулирующие органы должны взять под контроль поток электронных отходов, обучать тех, кто занимается утилизацией и переработкой, и побуждать их признавать преимущества и, возможно, предлагать стимулы, чтобы безопасная и надлежащая переработка электронных отходов была более широко распространена. усыновленный. Команда добавляет, что в этом отношении развитому миру нужна как техническая, так и финансовая помощь со стороны развитого мира, чтобы его локальные потоки электронных отходов не усугубляли глобальную проблему.
Тханг, Н.Т., Герат, С. и Ань, Д.Т.П. (2022) «Текущий статус управления электронными отходами во Вьетнаме», Int. J. Экологические технологии и управление, Vol. 25, № 5, стр. 388–405.
DOI: 10.1504/IJETM.2022.10049448 - Хаотическое шифрование изображений
Согласно работе, опубликованной в International Journal of Ad Hoc and Ubiquitous Computing , теория хаоса может использоваться для шифрования цветного изображения с вычислительной эффективностью.
Описанный нелинейный подход работает намного лучше, чем обычные алгоритмы шифрования для таких цифровых активов.Subhrajyoti Deb из Университета ICFAI в Трипуре, Bubu Bhuyan из North-Eastern Hill University в Шиллонге, Nirmalya Kar из Национального технологического института в Агартале, K. Sudheer Reddy из Anurag University в Хайдарабаде, Индия, объясняют, насколько надежно шифрование необходим для широкого спектра цифровых активов, не в последнюю очередь для цветных изображений. Традиционные средства шифрования могут обрабатывать файл, который кодирует цветное изображение, как если бы это был текстовый документ, но такой подход очень неэффективен, учитывая различные качества отображаемого изображения по сравнению с текстовым документом.
Таким образом, при шифровании изображения с использованием алгоритмов шифрования, предназначенных для шифрования текста, тратится значительное количество времени и вычислительных ресурсов. Кроме того, такой подход, не оптимизированный для изображения, также делает их уязвимыми для расшифровки третьей стороной из-за характеристик зашифрованного файла, в котором он может содержать чрезмерную избыточность из-за длинных строк с одинаковыми значениями пикселей.
Различные исследователи предлагали альтернативные подходы, такие как использование теории хаоса, клеточных автоматов или квантовой теории, чтобы сделать шифрование изображений более эффективным и менее подверженным атакам. По сути, необходимо рандомизировать пиксели, закодированные файлом изображения, обратимым способом, который был бы эффективным и почти невозможным для взлома без ключа шифрования.Команда использовала модифицированную версию шифра Grain-128 для решения проблем, с которыми сталкиваются те, кому необходимо шифровать цветные изображения. В результате получается зашифрованный файл с удовлетворительным пространством ключей, низкой корреляцией и высокой случайностью. Зашифрованное изображение имеет вид случайного цветового шума при отображении на экране. В целом, улучшения по сравнению с традиционными подходами к шифрованию текста дают команде эффективный и практически неподдающийся взлому зашифрованный файл, который нельзя взломать с помощью стандартных атак с окклюзией, вращением и шумом.
Деб С., Бхуян Б., Кар Н. и Редди К.С. (2022) «Шифрование цветных изображений с использованием улучшенной версии потокового шифрования и хаоса», Int. J. Специальные и вездесущие вычисления, Vol. 41, № 2, стр. 118–133.
DOI: 10.1504/IJAHUC.2022.10045645 - Улучшение биотрансформации
Исследования в Международном журнале биоинформатических исследований и приложений исследовали химический состав и поведение полезного природного продукта, производимого мадагаскарским барвинком (Catharanthus roseus Bunge). Работа может расширить репертуар растущей области химической науки — биотрансформации, — где молекулярный механизм природы используется для создания и изменения новых соединений в лаборатории.
Многие натуральные продукты, по определению химические соединения, вырабатываемые живыми организмами, обладают физиологической активностью и были выделены из своего источника, исследованы и превращены в фармацевтические продукты. Действительно, примерно два из каждых пяти отпускаемых по рецепту лекарств имеют натуральное происхождение.
Однако обычно активное химическое вещество в живом организме модифицируется для конкретной цели или профиля лекарственного средства с другой, более целевой активностью при заболевании и, например, с меньшими или менее вредными побочными эффектами. Кроме того, модификация натурального продукта часто является необходимым условием для создания нового фармацевтического препарата, достаточно отличающегося от него, чтобы можно было подать успешную патентную заявку и вывести лекарство на рынок с прибылью.За последние несколько десятилетий химики нашли способы использования ферментов для модификации натуральных продуктов и, в свою очередь, они нашли способы модификации ферментов, чтобы заставить их работать по-другому и позволить им обрабатывать натуральные продукты и другие молекулы по-разному для получения беспрецедентное молекулярное разнообразие. Любая из этого огромного количества новых молекул может обладать физиологической активностью, которая может оказаться полезной при лечении определенных заболеваний и расстройств.
Петр Шимчик; Гражина Шиманская; Малгожата Маевская; Изабела Веремчук-Ежина; Михал Колодзейчик; Камила Чарнецка; Павел Шиманский и Эва Кочан из Медицинского университета Лодзи в Лодзи, Польша, исследовали часть молекулярного механизма природы, фермент, известный как стриктозидин-β-D-глюкозидаза C. roseus. Ферменты — это белки, которые действуют на небольшие молекулы, их субстраты, и превращают этот субстрат в другую молекулу, используемую живым организмом. Команда сообщает о структуре этого фермента из барвинка, уделяя особое внимание карману в его молекулярной структуре, который связывается с субстратом, активным центром фермента.
Команда создала компьютерную модель фермента барвинка, используя программное обеспечение Discovery Studio 4.1 и шаблон для фермента на основе другого известного фермента из β-глюкозидазы, обнаруженной в рисе, которую они модифицировали, чтобы она соответствовала известным деталям фермента барвинка. Затем они могли использовать вторую компьютерную программу — алгоритм под названием CDOCKER — чтобы увидеть, как различные химические субстраты будут взаимодействовать с активным центром модельного фермента барвинка.
Они протестировали природный субстрат — молекулу, известную как стриктозидин, и второе химическое вещество — D-глюконо-1,5-лактон. Эта последняя молекула, как известно, связывается с ферментом и ингибирует его активность. Процесс стыковки, при котором субстрат вставляется в активный центр, как ключ в замок, позволил команде усовершенствовать структуру фермента барвинка, чтобы сделать мелкие детали модели ближе к тем, которые можно увидеть в природе. Для этого использовалось программное обеспечение молекулярной динамики.В конечном счете, работа расширяет то, что было известно ранее о ферменте барвинка, и может позволить ученым модифицировать его таким образом, чтобы он действовал на другие субстраты. Однако до этого, учитывая, что натуральный продукт стриктозидин сам по себе является полезным исходным материалом для широкого спектра различных молекул, работа открывает новые возможности для работы с этим натуральным продуктом.
Шимчик П., Шиманска Г., Маевска М., Веремчук-Езина И.
, Колодзейчик М., Чарнецка К., Шиманский П. и Кочан Э. (2022) «Моделирование гомологии и исследования стыковки стриктозидин-β-D-глюкозидазы из мадагаскарского барвинка (Catharanthus roseus Bunge)», Int. J. Биоинформатические исследования и приложения, Vol. 18, № 3, стр. 234–269.
DOI: 10.1504/IJBRA.2022.10033607 - Проектный страх
Страх, отчасти вызванный дезинформацией в СМИ, является важной эмоцией в контексте кризисов. Это может привести к плохим или, в лучшем случае, неоптимальным решениям, особенно в разгар глобальной пандемии, говорится в работе, опубликованной в0318 Международный журнал бизнес- и системных исследований .
Хосе Чавалья Нето из Beta L Consulting Group в Сан-Паулу, Антонио Бенту Калейро из Университета Эвора в Эворе, Бразилия, Хосе Антониу Филипе из Iscte – Instituto Universitário de Lisboa, Мануэль Пачеко Коэлью из Университета Лиссабона, Португалия и Голамреза Аскари из Университета Семнан в Семнане, Иран, изучили, как страх возник в Бразилии во время все еще продолжающейся пандемии COVID-19.
Пандемия, которая привела к серьезным проблемам со здоровьем, смерти и экономическому опустошению, независимо от того, насколько люди были напуганы, когда появился вирус, и в последующие месяцы после объявлений Всемирной организации здравоохранения о пандемии.На ранних стадиях кризисов многие люди были перегружены информацией, большая часть которой была противоречивой, по самой новизне возбудителя, коронавируса SARS-CoV-2, и его последствий. Шли дни, недели и месяцы, в смесь добавлялась дезинформация и появлялись теории заговора. Четкую картину того, как на самом деле развивались события, было трудно разгадать. Это было особенно верно с точки зрения информации, которой обменивались тоталитарные режимы и распространялась оттуда, и тем более, когда у нас были фармацевтические вмешательства и различные вакцины против COVID-19..
Картина была еще более мутной, учитывая социальную изоляцию, блокировки, карантин и закрытие международных границ, и все это было сделано с целью снижения скорости распространения болезни, связанной с ней заболеваемости, смертности и так далее.
так называемые «избыточные» смерти. Для многих еще ничего особенно не ясно даже спустя более двух лет после объявления пандемии, и многие люди жили в страхе с самого начала, и многие живут до сих пор.Нето, Х.К., Калейро, А.Б., Филипе, Х.А., Коэльо, М.П. и Аскари Г. (2022) «Как страх может повлиять на экономические решения в условиях пандемии в свете систем принятия решений? Подход к делу COVID-19», Int. J. Бизнес и системные исследования, Vol. 16, №№ 5/6, стр. 759–782.
DOI: 10.1504/IJBSR.2022.10047150 - Обнаружение испаноязычных киберхулиганов
Исследователи из Эквадора используют методы глубокого обучения для выявления характеристик агрессивного поведения в текстах на испанском языке в социальных сетях. Подробности в Международный журнал интеллектуального анализа данных, моделирования и управления .
Пауль Кумба-Армихос, Диего Риофрио-Лускандо, Вероника Родригес-Арболеда и Джо Каррион-Джамбо Цифровая школа, Международный университет SEK, Кито, Пичинча, Эквадор, извлекли выражения и фразы, которые обычно используются в эпизодах киберзапугивания, из 83400 обновлений.
в одной конкретной социальной сети. Они использовали этот текст для обучения сверточной нейронной сети. Алгоритм, полученный в результате этого обучения, представляет собой инструмент, который затем может автоматически идентифицировать оскорбления, расизм, гомофобные атаки и так далее.Возможно, общепризнанно, что социальные сети и инструменты социальных сетей приносят огромные преимущества. Однако, как и в случае с любым изобретением, всегда найдутся те, кто попытается злоупотребить системой в своих злонамеренных целях. Такая деятельность может повлечь за собой дальнейшую маргинализацию уязвимых групп и молодых людей, поэтому желательно найти способы снизить риск для таких групп со стороны киберхулиганов. Команда пишет, что в Эквадоре 27% подростков сообщили о том, что пострадали от маргинализации из-за киберзапугивания, 46% сообщили о домогательствах, 17% об агрессивном поведении в Интернете и 10% подверглись вымогательству.
Тесты обученной нейросети, проведенные командой, показали, что она работает с высокой точностью — более 98 процентов.
Следующим шагом, который вполне может улучшить эту точность, будет получение данных из блогов и дополнительных сайтов социальных сетей, а также включение дополнительных фраз на испанском языке для улучшения возможностей прогнозирования системы.Кумба-Армихос, П., Риофрио-Лускандо, Д., Родригес-Арболеда, В. и Каррион-Джамбо, Дж. (2022) «Выявление киберзапугивания в испанских текстах с помощью методов глубокого обучения», Int. J. Интеллектуальный анализ данных, моделирование и управление, Vol. 14, № 3, стр. 234–247.
DOI: 10.1504/IJDMMM.2022.10045289 - Забавные и аутентичные рекламодатели
Персонализация и интерактивность являются ключом к повышению эффективности рекламной кампании в социальных сетях, согласно работе, опубликованной в International Journal of Economics and Business Research . Это открытие имеет значение для того, как маркетологи и рекламные команды могут получить максимальную отдачу от своих усилий и бюджетов.
Тааника Арора из Института перспективных исследований Рукмини Деви при Университете IP в Дели, Индия, подробно изучила одну особенно популярную область мира социальных сетей — сетевой сайт Facebook.
В частности, Арора использовала модель веб-рекламы Дюкоффа и теорию потоков, чтобы исследовать, в какой степени персонализация и интерактивность являются определяющими факторами намерения совершить покупку среди потенциальных потребителей, которые видят рекламу на Facebook.На момент написания этого обзора у Facebook было почти 3000 миллионов активных пользователей в месяц. Население мира составляет почти 8000 миллионов человек, так что это число составляет очень большую долю всех людей на Земле, почти 40 процентов нас. По любым меркам это огромный рекламный рынок, представляющий огромное количество потенциальных потребителей продукта или услуги, даже если предположить, что часть этих учетных записей являются поддельными, дубликатами или самими компаниями, которым есть что продать.
Арора провела систематическое исследование с использованием невероятностной выборки данных, полученных от более чем 700 активных индийских пользователей Facebook. Она объясняет, что моделирование структурными уравнениями использовалось для демонстрации пригодности модели и установления достоверности и надежности адаптированных шкал.
«Результаты показывают, что предложенная структура является надежным инструментом для измерения эффективности рекламы на Facebook», — пишет Арора. «Это исследование теоретически способствует применению рекламной модели Facebook и практически предоставляет влиятельные факторы для эффективной рекламы для маркетологов и рекламодателей». Важный вывод, которым могут руководствоваться маркетологи и рекламодатели, заключается в том, что «доверие» и «развлечение» имеют решающее значение в рекламе на Facebook, без аутентичности и развлечения многое теряется. Кроме того, двусторонняя или интерактивная реклама помогает потенциальным потребителям совершить покупку. Обратной стороной всего этого является то, что персонализация вызывает беспокойство о конфиденциальности, и потребители часто не терпят никакого вторжения в их частную жизнь, несмотря на то, что они активны, по сути, в очень публичной сфере социальных сетей.
Суть в том, что маркетологи, надеющиеся получить максимальную отдачу от своего рекламного бюджета на Facebook, должны быть искренними, интересными и осведомленными о проблемах конфиденциальности своего целевого рынка.
Арора, Т. (2022) «Основы усиления влияния рекламы в Facebook: ключевая роль персонализации и интерактивности», Int. J. Экономика и бизнес-исследования, Vol. 24, № 3, стр. 305–343.
DOI: 10.1504/IJEBR.2022.10044237 - Структура психического здоровья
Пандемия COVID-19 продолжает оказывать глубокое воздействие на общество, здоровье людей и мировую экономику. Исследование, опубликованное в International Journal Medical Engineering and Informatics , предлагает концептуальную основу того, как необходимые профилактические меры, применяемые и принятые во время пандемии, могут быть связаны с возникающими проблемами психического здоровья.
Раджеш Р. Пай из Технологического института Манипала в Манипале и Наганне Четти и Сриджит Алатур из Национального технологического института штата Карнатака в Сураткале, Индия, указывают на то, как стратегии сдерживания и смягчения последствий, такие как закрытие международных границ, национальных и местных блокировки, карантин для путешественников, дезинфекция рук и маски были введены вскоре после осознания того, что уровень заражения новым коронавирусом SARS-CoV-2 приближается к уровню, который может привести к пандемии.
Пандемию, к сожалению, не удалось остановить, возможно, из-за того, что многие меры не были достаточно своевременными и неукоснительно применялись властями разных стран.Однако после того, как были введены ограничения, многие люди, столкнувшиеся с социальной изоляцией, почувствовали себя в ловушке и разозлились. Похоже, что в связи с пандемией наблюдается рост тревоги и депрессии, в то время как показатели злоупотребления алкоголем и числа самоубийств возросли. Многие сферы общества, возможно, пострадали больше, чем другие, и, по крайней мере, по-разному. Например, работники здравоохранения, гостиничного бизнеса и маргинализированные сообщества столкнулись с разным давлением из-за COVID-19.пандемия.
Команда пришла к выводу из своего исследования, что, хотя профилактические меры в области здравоохранения вполне могли в конечном итоге сократить общее число инфекций и смертей от этого заболевания, темная сторона заключается в том, что они могли привести к заболеваемости другого рода из-за их воздействия на психическое здоровье.
. Команда обнаружила, что часть проблемы заключалась в том, что воздействие средств массовой информации было существенной переменной в том, принимали ли люди или принимали различные меры, но также вызывало страх и беспокойство.Пай, Р.Р., Четти, Н. и Алатур, С. (2022) «Влияние COVID-19 на психическое здоровье людей и профилактическое поведение в отношении здоровья: концептуальная основа», Int. J. Медицинская инженерия и информатика, Vol. 14, № 5, стр. 454–463.
DOI: 10.1504/IJMEI.2022.10049363 - Криминалистическая экспертиза
В исследовании, опубликованном в Международном журнале информационной и компьютерной безопасности , изучались повседневные настройки конфиденциальности и анонимизации в обычных веб-браузерах и сравнивались расширенные функциональные возможности браузеров с большей и например, многоуровневый контроль конфиденциальности, который может помочь скрыть законную деятельность от посторонних глаз. Понятие криминалистической экспертизы энергозависимой памяти считается предполагаемым способом доступа по крайней мере к некоторым из этих действий даже с помощью браузеров с повышенной конфиденциальностью, как только следователи по уголовным делам получат своевременный доступ к ноутбуку или другому устройству, на котором работает браузер.
Веб-браузеры с повышенной конфиденциальностью помогают защитить граждан, использующих Интернет, от тех, кто может захотеть узнать подробности об их привычках и поведении в Интернете, возможно, от родственников или так называемых друзей, а также от государственных учреждений, не имеющих права доступа к личной информации. в качестве третьих лиц со злым умыслом, например, для кражи личных данных. Обратная сторона создания таких браузеров заключается в том, что преступники тоже могут использовать эти инструменты для сокрытия своей деятельности и эксплуатации потенциальных жертв своих преступлений. Сама природа браузера с повышенной конфиденциальностью может затруднить для полиции расследование преступления, в котором такой браузер играет центральную роль.
Нилай Р. Мистри, Крупа Гаджар и С.О. Джунаре из Национального университета криминалистики в Гандинагаре, штат Гуджарат, Индия, объясняет, почему цифровая криминалистика играет центральную роль во многих уголовных расследованиях, независимо от того, происходит ли преступление онлайн или офлайн.
Крайне важно, что более широкая концепция компьютерной криминалистики должна быть в состоянии идентифицировать, собирать, сохранять и анализировать доказательства с устройства, чтобы их можно было представить в суде с указанием их происхождения в точности так, как они были обнаружены на устройстве. так представитель поведения преступника.В ходе работы команда сравнивает различные браузеры с повышенной конфиденциальностью и артефакты просмотра и входа в систему, которые хранятся и могут оставаться в энергозависимой памяти устройства, в основном в ОЗУ (оперативной памяти) или виртуальной памяти. С помощью своих инструментов они смогли получить адреса электронной почты, адреса посещенных веб-сайтов из всех протестированных браузеров как из живого дампа ОЗУ с данными на устройстве, так и из дампа мертвой ОЗУ, где все вкладки в браузере были закрыты и браузер закрылся. Такой доступ может быть очень важен в уголовном расследовании, но важно, чтобы следователи могли изъять устройство до того, как оно будет полностью отключено, иначе данные в энергозависимой памяти, как следует из этого термина, испарятся и будут потеряны.
Кроме того, им удалось получить условия поиска из динамического дампа ОЗУ из всех браузеров на тестовых устройствах, но не из мертвого дампа ОЗУ. Никакие загруженные изображения не могут быть извлечены из любого сценария из любого браузера или каких-либо паролей. Тем не менее, для некоторых браузеров, предположительно обеспечивающих повышенную конфиденциальность, команда смогла извлечь результаты поиска из известного онлайн-видеосервиса, живые дампы оперативной памяти для всех и, за исключением трех, также мертвые дампы оперативной памяти.
Самым минимальным доказательством, которое может быть доступно следователям, обнаружившим выключенное устройство, могут быть файлы, присутствующие или кэшированные в постоянном хранилище устройства, и наличие данного браузера с повышенной конфиденциальностью. Это, конечно, не будет таким убедительным доказательством, как оперативный дамп активности в браузере, полученный в то время, когда происходит деятельность, связанная с преступлением.
Мистри Н.Р., Гаджар К. и Джунаре С.О. (2022) «Экспертиза энергозависимой памяти браузеров, поддерживающих конфиденциальность», Int. J. Информационная и компьютерная безопасность, Vol. 18, №№ 3/4, стр. 313–326.
DOI: 10.1504/IJICS.2020.10047607 - Очистка социальных сетей
Спам для взрослых или порнографический контент является растущей проблемой в социальных сетях. Новое исследование в International Journal of Business Intelligence and Data Mining обсуждает, как такой контент может быть быстро обнаружен и своевременно удален.
Дипали Дакка, Сурбхи Какар и Моника Мехротра из Джамия Миллия Исламия (Центральный университет) в Джамия Нагар, Нью-Дели, Индия, объясняют, как можно улучшить общий пользовательский опыт и опыт молодых людей, использующих социальные сети, если непристойный спам-контент фильтроваться эффективно и быстро. Инструменты машинного обучения часто являются шагом вперед в обнаружении определенных типов контента, и команда продемонстрировала, что один из таких инструментов, XGboost, может обнаруживать спам для взрослых с точностью более 90 процентов.
Это был самый эффективный алгоритм классификации из шести протестированных и адаптированных командой для обнаружения порнографического спама в Twitter.Таким образом, менее десяти из каждой сотни обновлений, помеченных как спам для взрослых, будут ложными срабатываниями. Подход команды состоял в том, чтобы проанализировать лишь небольшое количество функций, систему значений, энтропию слов, лексическое разнообразие и встраивание слов, чтобы иметь возможность извлекать обновления спама для взрослых из общего потока обновлений на одном из самых известных сайтов. платформы социальных сетей, Twitter.
Неотъемлемой частью положительного обнаружения является то, что обычные пользователи платформы обсуждают самые разные темы в разных контекстах, пишут и делятся тем, что можно назвать органичным образом. Напротив, спамеры и порнографические спамеры в этом случае, как правило, имеют фиксированный или даже полностью автоматизированный подход к своим обновлениям, ограниченное разнообразие тем, как и следовало ожидать, и очень ограниченный словарный запас.