Сопрягаемых деталей
Федеральное агентство по образованию
Томский государственный университет
систем управления и радиоэлектроники
(ТУСУР)
РАСЧЕТ ДОПУСКОВ И ПОСАДОК
Методические указания
к выполнению лабораторных работ
по прикладной механике
для студентов всех специальностей
Томск
2004
Федеральное агентство по образованию
Томский государственный университет
систем управления и радиоэлектроники
(ТУСУР)
Кафедра механики и графики (МГ)
УТВЕРЖДАЮ
Зав. кафедрой МГ
________
Люкшин Б.
Прикладная механика
РАСЧЕТ ДОПУСКОВ И ПОСАДОК СОПРЯГАЕМЫХ ДЕТАЛЕЙ
Методические указания
к выполнению лабораторных работ
по прикладной механике
для студентов всех специальностей
Указания рассмотрены и
одобрены на методическом
семинаре кафедры МГ,
протокол №23 от 13.10.2004 г.
Разработчик
Доцент кафедры
механики и графики
_________
Реутов А.
«___»____________ 2004 г.
Томск
2004
2
СОДЕРЖАНИЕ
Введение . . . . . . . . . . 3
1. Цель работы . . . . . . . . . .3
2. Краткие сведения о системе допусков и посадок .. . .3
3. Расчет предельных размеров, допусков, предельных
зазоров (натягов). . . . . . . .. 8
4. Посадки приборных шарикоподшипников. . . . . 12
5. Порядок выполнения работы. . . . . .
.13
Порядок выполнения работы. . . . . .
.13
6. Содержание отчета. . . . . . . . . 13
7. Контрольные вопросы . . . . . . . 17
8. Литература . . . . . . . . . 17
Приложение. Задания к лабораторной работе
«Допуски и посадки» . . . . . . . . .18
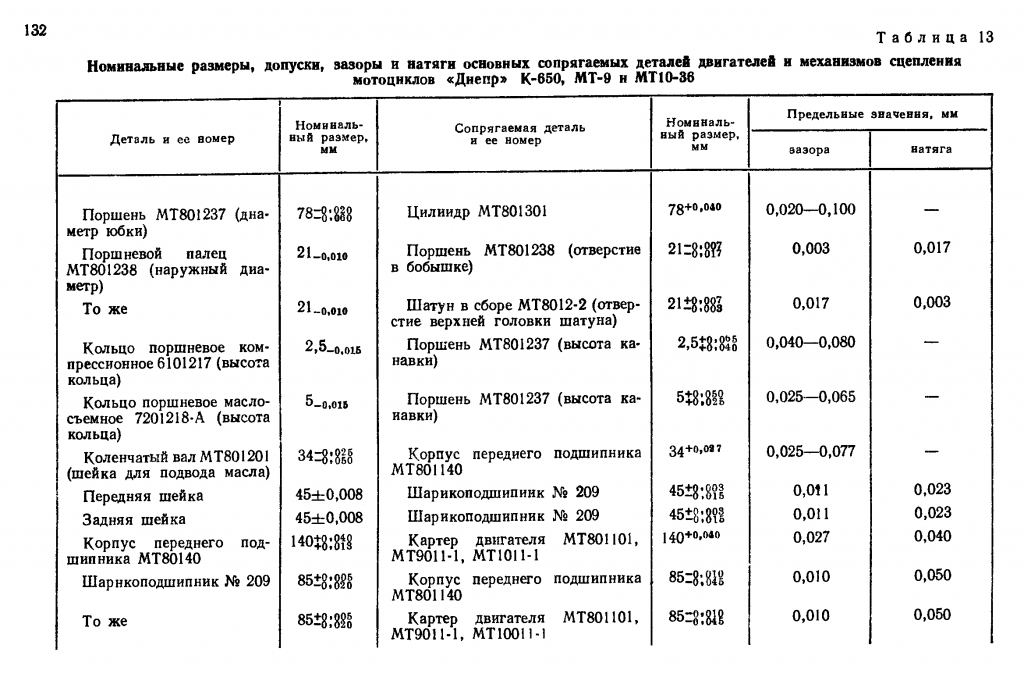
Механизмы, несущие конструкции РЭC и ЭВC, состоят из сопрягаемых деталей, которые совершают в процессе работы относительные движения или имеют характер неподвижного соединения.
Выбор
и расчет допусков и посадок сопрягаемых
размеров деталей играет большую роль
в обеспечении качества выпускаемых
изделий. В работе рассматривается расчет
допусков и посадок сопрягаемых деталей
в типовых механических узлах РЭC
и ЭВC.
В работе рассматривается расчет
допусков и посадок сопрягаемых деталей
в типовых механических узлах РЭC
и ЭВC.
Способ контактного определения качества притирки конусных поверхностей в системе «вал
Авторы патента:
Сычев Александр Андреевич (RU)
G01B3/14 — профильные калибры (лекала), шаблоны для проверки контуров
Владельцы патента RU 2307313:
Сычев Александр Андреевич (RU)
Изобретение относится к технической диагностике и может быть использовано для контроля за качеством притирки конусных сопрягаемых поверхностей деталей при горячей посадке, в частности при сборке колесно-моторных блоков локомотивов. Сущность: на посадочную поверхность детали наносят равномерный слой красителя, после чего производят посадку детали на вал и ее снятие. На валу выделяют неокрашенные участки, соответствующие местам неприлегания сопрягаемых поверхностей, и определяют их суммарную площадь с помощью средства измерения в виде набора измерительных пластин с различными заданными значениями площадей и имеющих радиус кривизны, путем наложения на каждый неокрашенный участок одной или более измерительных пластин, подходящих по размеру.
Изобретение относится к технической диагностике и может быть использовано для контроля за качеством притирки конусных сопрягаемых поверхностей деталей при горячей посадке, в частности при сборке колесно-моторных блоков локомотивов.
Наиболее близким техническим решением является способ определения качества притирки конусных поверхностей вала якоря тягового двигателя к ведущей шестерне зубчатой передачи [1], заключающийся в том, что на внутреннюю поверхность шестерни наносят краситель и производят ее посадку на вал. После снятия шестерни на конусе вала с отпечатками краски (в местах прилегания с сопрягаемой поверхностью) проводят графитовым карандашом 4 диаметрально — противоположные линии по образующей конуса.
где L — длина отпечатка;
Σа — суммарная длина просветов между пятнами краски на всех 4 линиях.
Процент прилегания поверхностей шестерни и вала должен составлять не менее 85% в соответствии с тех. условиями.
Недостатком известного способа является то, что не учитываются пятна краски (а стало быть, и просветы между ними), не попадающие ни на одну из 4-х линий по образующей конуса, а также размер пятен по окружности конуса. А это ведет к большой погрешности (до 50%) в определении процента прилегания, а следовательно, и ошибке в оценке качества притирки сопрягаемых поверхностей.
Целью изобретения является: повышение точности определения качества притирки сопрягаемых деталей за счет более точного определения площади участков неприлегания сопрягаемых поверхностей, повышение производительности измерений.
Поставленная цель достигается в заявляемом способе, который заключается в следующем.
На посадочную сторону детали наносят равномерный слой красителя и производят посадку детали на вал, после чего ее снимают. Затем на поверхности вала выделяют неокрашенные участки, соответствующие местам неприлегания сопрягаемых поверхностей, и определяют их суммарную площадь с помощью измерительного средства в виде набора измерительных пластин с различными заданными значениями площадей и имеющих радиус кривизны, путем наложения на каждый неокрашенный участок одной или более измерительных пластин, подходящих по размеру. Значение суммарной площади неокрашенных участков, соответствующее площади неприлегания, сравнивают с ее максимально допустимой величиной.
Измерительное средство состоит из набора измерительных пластин площадью от 30 до 1000 мм
Сопоставительный анализ с прототипом показывает, что заявляемый способ отличается тем, что определяют суммарную площадь неокрашенных участков, соответствующую площади неприлегания, с помощью измерительного средства в виде набора измерительных пластин с различными заданными величинами площадей путем их наложения на каждый неокрашенный участок.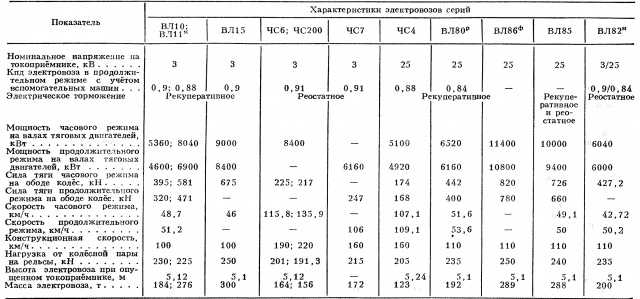 Полученную площадь неприлегания сравнивают с ее максимально допустимой величиной, предусмотренной техническими условиями.
Полученную площадь неприлегания сравнивают с ее максимально допустимой величиной, предусмотренной техническими условиями.
Т.о. заявляемое техническое решение соответствует условию патентоспособности «новизна».
Критерием качества притирки сопрягаемых поверхностей является соотношение размеров площадей прилегания и неприлегания. В заявляемом способе определяют площадь неприлегания. Такой выбор обусловлен тем, что неокрашенные участки легче поддаются инструментальному контролю, т.к. имеют четкие конечные размеры. Неокрашенные участки отличаются по размерам, имеют неправильную округлую форму. Поэтому измерительные пластины выполнены с различными значениями площадей и радиусом кривизны. Их оптимальной формой является окружность.
В частности, из опыта притирки шестерни к валу якоря тягового электродвигателя локомотива размеры площадей шаблонов выбраны от 30 до 1000 мм2. Неокрашенные участки площадью менее 30 мм2 визуально не воспринимаются, более 1000 — практически не встречаются. Этим объясняется выбранный диапазон размеров площадей измерительных пластин.
Этим объясняется выбранный диапазон размеров площадей измерительных пластин.
Таким образом, при взаимодействии существенных признаков получен новый технический результат: более точное определение площади участков неприлегания сопрягаемых поверхностей, т.е. заявляемый способ соответствует критерию «изобретательский уровень».
На чертеже изображен вал с окрашенными участками, соответствующими местам прилегания сопрягаемых поверхностей, и с неокрашенными участками, соответствующими местам неприлегания.
Заявляемый способ осуществляется следующим образом. Для определения качества притирки сопрягаемых конусных поверхностей шестерни и вала якоря тягового электродвигателя (ТЭД) на посадочную поверхность шестерни наносят равномерный слой красителя. Затем производят плотную посадку шестерни на вал 1, после чего ее снимают. На валу образовались окрашенные участки 2, соответствующие местам прилегания сопрягаемых поверхностей, и неокрашенные участки 3, соответствующие местам неприлегания. С помощью набора измерительных пластин 4, имеющих форму окружностей с заданными значениями площадей, определяют суммарную площадь неокрашенных участков путем наложения на каждый из них одной или более соответствующих измерительных пластин 4. Суммарная площадь неокрашенных участков соответствует площади неприлегания. Для определения качества притирки сопрягаемых поверхностей сравнивают полученное значение площади неприлегания с ее максимально допустимой величиной, предусмотренной техническими условиями. Например, для тягового электродвигателя НБН418К6 площадь неприлегания не должна превышать 15%, что составляет 1490 мм2.
С помощью набора измерительных пластин 4, имеющих форму окружностей с заданными значениями площадей, определяют суммарную площадь неокрашенных участков путем наложения на каждый из них одной или более соответствующих измерительных пластин 4. Суммарная площадь неокрашенных участков соответствует площади неприлегания. Для определения качества притирки сопрягаемых поверхностей сравнивают полученное значение площади неприлегания с ее максимально допустимой величиной, предусмотренной техническими условиями. Например, для тягового электродвигателя НБН418К6 площадь неприлегания не должна превышать 15%, что составляет 1490 мм2.
Источник информации
1. Технологическое обслуживание и текущие ремонты механической части электровозов ВЛ-10, ВЛ-11, ВЛ-80, ВЛ-82. Технологическая инструкция ТИ 714. Главное управление локомотивного хозяйства, пректно-конструкторское бюро, 1998, с.147, 148.
1. Способ контактного определения качества притирки конусных поверхностей в системе «вал — отверстие», заключающийся в том, что на посадочную поверхность детали наносят равномерный слой красителя, после чего производят посадку детали на вал и ее снятие, отличающийся тем, что на поверхности вала выделяют неокрашенные участки, соответствующие местам неприлегания сопрягаемых поверхностей, и определяют их суммарную площадь с помощью средства измерения в виде набора измерительных пластин с различными заданными значениями площадей и имеющих радиус кривизны путем наложения на каждый неокрашенный участок одной или более измерительных пластин, подходящих по размеру, после чего значение суммарной площади неокрашенных участков, соответствующей общей площади неприлегания, сравнивают с ее максимально допустимой величиной.
2. Способ по п.1, отличающийся тем, что измерительное средство состоит из набора измерительных пластин с площадью от 30 до 1000 мм2.
3. Способ по п.1 или 2, отличающийся тем, что измерительные пластины выполнены в виде окружности.
Похожие патенты:
Линейный измеритель // 2253085
Изобретение относится к измерительной технике и может быть использовано для контроля рабочих поверхностей колесно-буксовых узлов железнодорожного подвижного состава.
Устройство для контроля геометрических параметров деталей // 2187068
Изобретение относится к измерительной технике. .
Поверочный угольник // 2104475
Приспособление для контроля геометрии изделия // 2097681
Изобретение относится к механическим средствам технического контроля в машиностроении. .
Шаблон для контроля заточки сверл // 2035685
Изобретение относится к контрольно-измерительной технике. .
Шаблон в. г.демчука для измерения геометрических размеров сварных швов соединений // 2032140
г.демчука для измерения геометрических размеров сварных швов соединений // 2032140
Изобретение относится к измерительной технике и может быть использовано для контроля геометрических параметров сварных швов соединений. .
Устройство для контроля геометрических параметров деталей // 2023975
Изобретение относится к мерительной технике. .
Измерительный наконечник и способ его изготовления // 2010146
Устройство для контроля формы режущей части сверла // 1795257
Изобретение относится к измерительной технике. .
Устройство для измерения размеров сварных соединений // 1710985
Изобретение относится к измерительной технике. .
Способ контроля шаблонов // 2394205
Изобретение относится к метрологии и может быть использовано в машиностроении и металлургии
Способ изготовления шаблонов // 2402746
Изобретение относится к черной металлургии, в частности к изготовлению контрольных шаблонов для замера геометрических параметров профиля
Способ измерения размеров фасок (варианты) // 2419761
Изобретение относится к контрольно-измерительной технике и может быть использовано для измерения размеров фасок
Способ контроля качества поверхности сварного шва // 2550979
Изобретение относится к области сварки и может быть использовано при проведении измерительного контроля качества сварных швов, а также при оценке квалификации сварщиков и при оценке качества сварочных материалов. Способ включает измерение геометрических размеров сварного шва шаблоном и сравнение их с размерами, установленными нормативно-техническими документами. По результатам измерения геометрических размеров сварного шва рассчитывают площади сечений сварного шва. По размерам, установленным нормативно-техническими документами, рассчитывают площадь сечения эталона сварного шва. Затем сравнивают эти площади и вычисляют индекс качества поверхности сварного шва. Технический результат заключается в обеспечении количественной точной оценки качества поверхности сварного шва путем сравнения абсолютных величин отклонения площадей сечений сварного шва от площади эталона, что исключает субъективность визуальной оценки. 1 з.п. ф-лы, 2 табл.
Способ включает измерение геометрических размеров сварного шва шаблоном и сравнение их с размерами, установленными нормативно-техническими документами. По результатам измерения геометрических размеров сварного шва рассчитывают площади сечений сварного шва. По размерам, установленным нормативно-техническими документами, рассчитывают площадь сечения эталона сварного шва. Затем сравнивают эти площади и вычисляют индекс качества поверхности сварного шва. Технический результат заключается в обеспечении количественной точной оценки качества поверхности сварного шва путем сравнения абсолютных величин отклонения площадей сечений сварного шва от площади эталона, что исключает субъективность визуальной оценки. 1 з.п. ф-лы, 2 табл.
Калибр для тангенциальных отверстий // 2584264
Изобретение можно использовать в промышленности для контроля диаметров и углов наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок, в которых они выполнены. Целью технического решения является расширение технологических возможностей. Для этого калибр для тангенциальных отверстий содержит проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Технический результат: позволяет контролировать не только диаметр отверстий, но и соответствие угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок. 2 ил.
Целью технического решения является расширение технологических возможностей. Для этого калибр для тангенциальных отверстий содержит проходную и непроходную пробки, расположенные последовательно одна за другой, и ручку, отличающийся тем, что линия перехода пробки проходного диаметра в пробку непроходного диаметра, выполненная в виде ступени, по форме соответствует линии пересечения диаметра контролируемого отверстия с поверхностью детали, в которой оно выполнено. Технический результат: позволяет контролировать не только диаметр отверстий, но и соответствие угла наклона тангенциальных отверстий к оси цилиндрических поверхностей деталей типа валов или коллекторов и барабанов котельных агрегатов и установок. 2 ил.
Комплект шаблонов для контроля допустимых размеров дефектов в виде раковин на поверхности отливок // 2622091
Комплект шаблонов для контроля допустимых размеров дефектов в виде раковин на поверхности отливок состоит из восьми металлических прутков, используемых в качестве шаблонов. Прутки собраны в связку посредством кольца и сквозных отверстий. Сквозные отверстия выполнены перпендикулярно поверхности лысок на концах прутков. Торцы металлических прутков с рабочей стороны выполнены плоскими. Диаметры рабочих поверхностей металлических прутков составляют от 1 мм до 8 мм. Диаметр каждого последующего прутка — на 1 мм больше предыдущего. На боковой поверхности каждого металлического прутка выполнена выборка под маркировку с указанием диаметра рабочей поверхности. Комплект шаблонов представляет собой простую конструкцию и удобен в работе.
Прутки собраны в связку посредством кольца и сквозных отверстий. Сквозные отверстия выполнены перпендикулярно поверхности лысок на концах прутков. Торцы металлических прутков с рабочей стороны выполнены плоскими. Диаметры рабочих поверхностей металлических прутков составляют от 1 мм до 8 мм. Диаметр каждого последующего прутка — на 1 мм больше предыдущего. На боковой поверхности каждого металлического прутка выполнена выборка под маркировку с указанием диаметра рабочей поверхности. Комплект шаблонов представляет собой простую конструкцию и удобен в работе.
Сопрягаемые детали | Видео: Подойдет?
В нашем последнем видеоролике директор по разработке приложений Грег Полсен сравнивает обработанные и напечатанные детали, чтобы увидеть, как они сочетаются, и делится передовыми методами проектирования ваших нестандартных деталей.
Как будут сочетаться обработанные детали по сравнению с различными аддитивными процессами? Смотри и узнай!
Слайд 1 из 1
Обработанная на станке с ЧПУ тестовая деталь для теста «Подойдет» чертеж, чтобы убедиться, что детали будут работать, как задумано. Мы также сделали внутреннюю полость намного более мелкой, добавили радиусы на внутренних углах и удалили пустоту в центральных колоннах. Чтобы размер инструмента оставался постоянным, внутренние колонны имели канал с минимальным зазором между элементами.
Как это работает? Возможно, алюминий был не лучшим выбором для этого, потому что он был неумолим к товарищам. Мы фрезеровали для легкой посадки с натягом и смогли этого добиться. Мы заметили, что даже незначительное изменение тысячных может привести к очень плотной посадке, требующей использования тисков, чтобы разъединить детали! В обратном направлении деталь будет болтаться.
Слайд 1 из 1
Тестовая часть PolyJet для проверки пригодности
PolyJet 3D-печать
PolyJet, наш самый точный процесс, потребовал минимальных настроек. Больше всего беспокоили три внутренние колонки. Поскольку мы очищаем PolyJet с помощью мощной водяной струи, внутренние колонны были уязвимы. Мы усилили колонны центральным ребром и добавили тяжелые скругления в нижней части, чтобы деталь не сломалась во время постобработки.
Больше всего беспокоили три внутренние колонки. Поскольку мы очищаем PolyJet с помощью мощной водяной струи, внутренние колонны были уязвимы. Мы усилили колонны центральным ребром и добавили тяжелые скругления в нижней части, чтобы деталь не сломалась во время постобработки.
Слайд 1 из 2
Тестовые детали SLS для теста «Подойдет»
SLS 3D-печать
SLS, наш самый универсальный процесс, потребовал еще несколько прогнозов для конкретного процесса. Мы знаем, что внутренние зазоры закрываются, а тонкие стенки утолщаются, поэтому мы добавили смещение зазора 0,006 дюйма во внутренней полости. Как и в случае с PolyJet, мы добавили внутренние стенки и скругления, чтобы укрепить внутренние колонны. Мы также добавили канал очистки, так как мы очищаем детали дробеструйной очисткой. Небольшие отверстия в нижней части бобышки на внешней стороне детали позволяют бусинкам выходить из детали, не накапливаясь. В итоге мы сделали две ревизии детали SLS, потому что изначально задали смещение колышков на 0,004 дюйма внутрь и сочли его слишком свободным. Мы приспособились к 0,002 дюйма, и это казалось правильным.
Мы приспособились к 0,002 дюйма, и это казалось правильным.
Слайд 1 из 1
Тестовая часть FDM, желтая для теста «Подойдет»
Что мы нашли?
3D-печать может привести к воспроизводимым и предсказуемым результатам, но мы всегда рассматриваем первый отпечаток как пробную попытку при проектировании. Ничего страшного, если первая часть не сработает, потому что аддитивные процессы относительно недороги по сравнению с ЧПУ и имеют значительно более короткие сроки изготовления. Вы также можете сделать несколько попыток одновременно, используя «подход дробовика», чтобы увидеть, какие смещения работают лучше всего в процессе. Еще одна рекомендация — тестировать только важные функции, если вам нужно напечатать большой лист. Это сэкономит время и немного головной боли!
Обработка с ЧПУ — это точный процесс, требующий понимания конструкции, а также допусков, чтобы получить максимальную отдачу от него. Если бы эта конструкция была сделана со стандартным допуском, результаты могли бы быть несовместимыми — важно продиктовать намерение конструкции, используя чертеж с хорошими ограничениями. В общем, добавление надлежащих зазоров, внутренних радиусов и жестких допусков только для необходимых элементов снизит затраты и повысит воспроизводимость.
В общем, добавление надлежащих зазоров, внутренних радиусов и жестких допусков только для необходимых элементов снизит затраты и повысит воспроизводимость.
Не забудьте ознакомиться с другими нашими заданиями по 3D-печати:
- Как это будет выглядеть?
- Будет ли он таять?
- Будет ли это гаечный ключ?
Team Xometry
Эта статья была написана различными участниками Xometry. Xometry — это ведущий ресурс по производству с помощью станков с ЧПУ, изготовления листового металла, 3D-печати, литья под давлением, литья уретана и многого другого.
Пределы и посадки | Объяснение типов посадок и таблицы допусков
В технике посадка относится к зазору между двумя сопрягаемыми деталями. Выбор технической посадки определяет, могут ли две детали перемещаться относительно друг друга в случае посадки с зазором или действовать как единое целое в случае плотной посадки с натягом.
Хотя ограничения и посадки применимы ко всем видам сопрягаемых деталей, их основное назначение — регулирование размеров сопрягаемых валов и отверстий для достижения наилучших характеристик.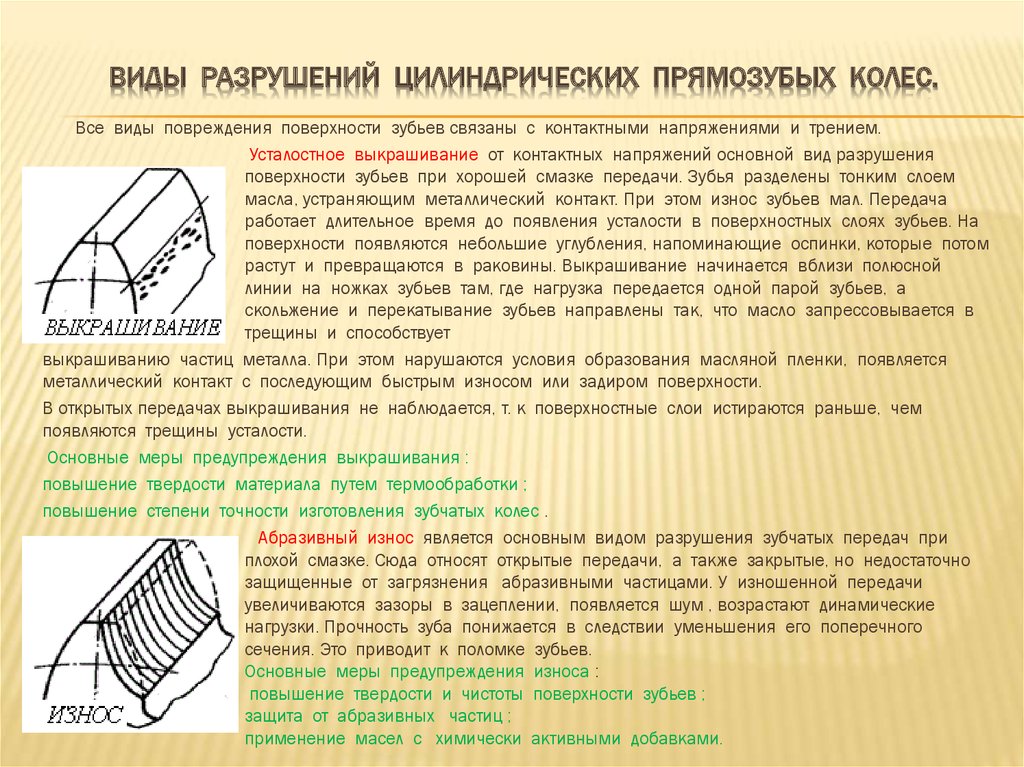
Как ISO, так и ANSI стандартизировали посадки по трем классам – зазор, переход и натяг. Каждый класс имеет множество вариантов, доступных для выбора правильного для конкретного приложения.
я Класс допуска
II Базовая система отверстий и валов
III Ограничения и соответствия
Класс допуска
При технической посадке допуск всегда отображается в виде буквенно-цифрового кода . Например, допуск отверстия может быть H7. Заглавная буква означает, что мы имеем дело с дырой. При указании допуска для вала буква будет строчной.
Номер указывает международный класс допуска (ISO 286) . Класс допуска определяет диапазон значений, в которых окончательное измерение может отличаться от базового измерения.
Из таблицы видно, что класс допуска применяется к ряду основных размеров. Так что если у нас есть отверстие с номинальным размером 25 мм и классом допуска Н7, то мы попадем в базовую размерную группу 18…30 мм. Глядя на класс допуска IT7, таблица дает допустимое отклонение 0,021 мм.
Так что если у нас есть отверстие с номинальным размером 25 мм и классом допуска Н7, то мы попадем в базовую размерную группу 18…30 мм. Глядя на класс допуска IT7, таблица дает допустимое отклонение 0,021 мм.
Буква означает начало зоны допуска . Для H7 начальная точка находится ровно на 25 000 мм. Тогда максимальный размер отверстия составляет 25,021 мм. Для F7 диапазон допусков такой же, но начальная точка составляет 25,020 мм, а последнее приемлемое измерение принимается равным 25,041 мм.
Отличный способ найти все соответствующие инженерные допуски для конкретных измерений — использовать калькулятор пределов и посадок.
Базовая система с отверстием и валом
При выборе системы для посадки у вас есть 2 варианта – система с отверстием и валом. Система сообщает, какая деталь имеет контролируемое измерение, а какая изготовлена на основе другой.
Короче говоря, система отверстия-база использует постоянное измерение отверстия, и диаметр вала изготавливается в соответствии с требуемой посадкой.
А шахтная система работает наоборот.
Инженеры склонны использовать систему отверстий из-за простоты. Поскольку размер отверстия остается постоянным, верхнее и нижнее значения отклонения вала определяют тип посадки. Сверление не обеспечивает большой точности, так как инструмент имеет определенные размеры.
В то же время токарные станки с ЧПУ могут создавать валы с точными размерами, поэтому таким образом проще добиться желаемой посадки.
Ограничения и посадки
В машиностроении мы должны определить допуски деталей, чтобы обеспечить долгий срок службы и правильную работу машины. Мы можем подобрать подгонку в соответствии с потребностями и условиями работы. Три основные категории:
- Зазор подходит
- Переходник
- Посадка с натягом
Все они имеют другое подмножество категорий, каждая из которых предназначена для разных обстоятельств. Конечно, мы должны иметь в виду, что меньшие допуски и более плотное прилегание приведут к увеличению затрат из-за более высоких требований к точности обработки и сложности сборки.
Посадка с зазором всегда оставляет пространство между двумя деталями. Переходная посадка находится где-то между посадками с зазором и посадками с натягом и может закончиться в любом случае, но не оставляя много места и не будучи слишком тугой. Посадка с натягом является плотной, и создание посадки требует значительного усилия и других методов, облегчающих процесс.
Посадки с зазором
При посадке с зазором вал всегда меньше отверстия. Это обеспечивает легкую сборку и оставляет место для скольжения и вращательного движения.
Максимальный зазор — слева; минимальный зазор справаКогда диаметр вала минимальный, а диаметр отверстия максимальный, мы имеем ситуацию , максимальный зазор . Когда диаметр вала максимальный, а диаметр отверстия минимальный, мы имеем ситуацию с минимальным зазором .
Подгонки с зазором делятся на 6 подкатегорий. Начиная с самого слабого:
- Свободный ход
- Свободный ход
- Закрыть ход
- Раздвижной
- Закрыть зазор
- Локальный зазор
Свободная посадка
Подходит с наибольшим зазором.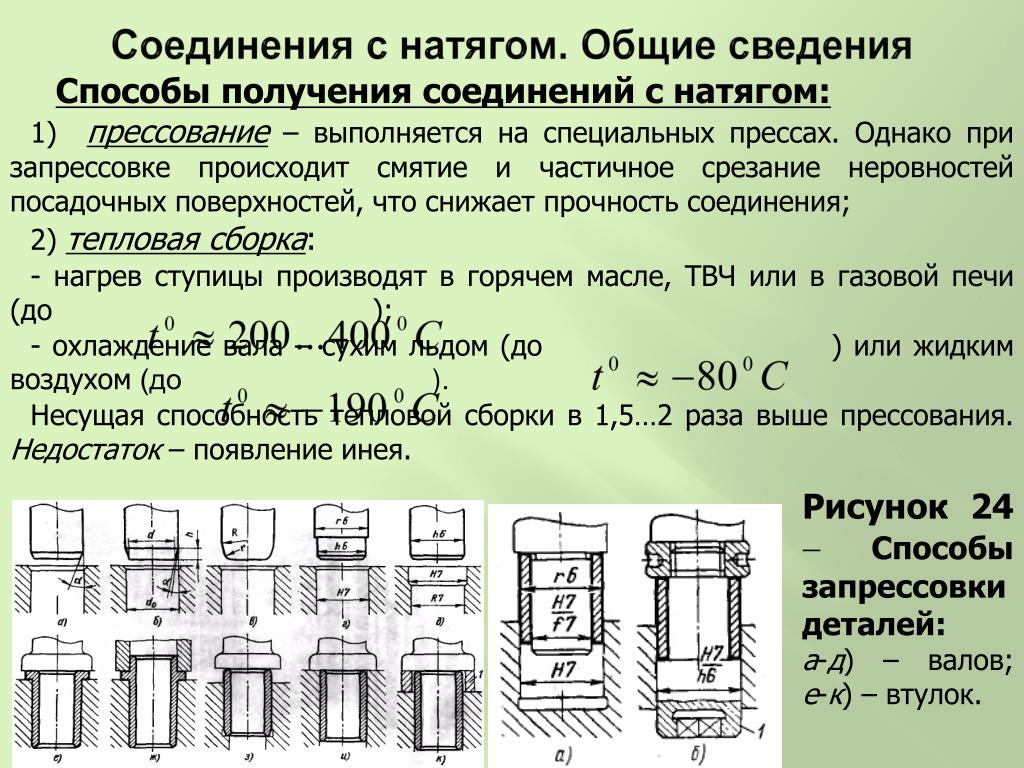 Подходит для приложений, где точность не имеет первостепенного значения, а загрязнение может быть проблемой.
Подходит для приложений, где точность не имеет первостепенного значения, а загрязнение может быть проблемой.
Пример использования в машиностроении: Подходит для подверженных воздействию пыли, коррозии, термических и механических деформаций. Шарниры, защелки и т. д.
Пример подходит: h21/c11, h21/a11, h21/d11 (все с отверстиями), C11/h21, A11/h21, D11/h21 (все с валом)
Диаметр 25 мм, посадка h21/c11 дает минимальный зазор 0,11 мм и максимальный зазор 0,37 мм. В этом случае диаметр вала может составлять от 24,76 до 24,89 мм, минимальный размер отверстия составляет 25 мм, а максимальный — 25,13 мм.
Свободная посадка
Подходит для случаев, когда к точности подгонки деталей не предъявляются особые требования. Оставляет место для движения в средах с сильными колебаниями температуры, высокими скоростями движения и большими нагрузками на подшипники скольжения.
Примеры использования в машиностроении: Применения, в которых важно поддерживать масляную смазочную пленку. Например, вал и подшипник скольжения подходят с небольшим вращательным движением.
Например, вал и подшипник скольжения подходят с небольшим вращательным движением.
Пример подходит: H9/d9, H9/c9, H9/d10 (все с отверстиями), D9/h9, D9/h8, D10/h9 (все с валом)
При использовании стержня диаметром 25 мм, посадка H9/d9 дает минимальный зазор 0,065 мм и максимальный зазор 0,169 мм.
Плотная посадка
Плотная посадка является хорошим выбором для применений, требующих меньших зазоров и умеренной точности. Хорошо выдерживает средние скорости и давление.
Примеры использования в машиностроении: Станки, скользящие стержни, шпиндели станков и т. д. F8/h7 (все основания вала)
При диаметре 25 мм посадка H8/f7 дает минимальный зазор 0,020 мм и максимальный зазор 0,074 мм.
Скользящая посадка
Оставляет небольшой зазор для обеспечения высокой точности при сохранении простоты сборки. Части будут вращаться и скользить довольно свободно.
Примеры использования в машиностроении: Направляющие валов, скользящие шестерни, золотниковые клапаны, узлы автомобилей, диски сцепления, детали станков и т. д.
д.
Примеры использования: H7/g6, H8/g7 (все отверстия ), G7/h6 (вал-основание)
При диаметре 25 мм посадка H7/g6 дает минимальный зазор 0,007 мм и максимальный зазор 0,041 мм.
Посадка с зазором по месту
Посадка с зазором по месту обеспечивает минимальный зазор при высоких требованиях к точности. Для сборки не требуется никакого усилия, а сопрягаемые детали могут свободно вращаться и скользить со смазкой, что облегчает сборку вручную. Обеспечивает плотное прилегание неподвижных деталей.
Примеры использования в машиностроении: Роликовые направляющие, направляющие валов и т. д. Диаметр 25 мм, посадка H7/h6 обеспечивает минимальный зазор 0,000 мм и максимальный зазор 0,034 мм.
Переходная посадка
Переходная посадка включает два варианта. Вал может быть немного больше отверстия, поэтому для посадки требуется некоторое усилие. На другом конце спектра находится клиренс с небольшим пространством для движения.
Указание переходной посадки означает, что оба результата возможны даже внутри одной партии.
Переходная посадка бывает двух видов: с одинаковой посадкой и с фиксированной посадкой.
Аналогичная посадка
Оставляет небольшой зазор или создает небольшие помехи. Сборка возможна с помощью резинового молотка.
Примеры использования: Ступицы, шестерни, шкивы, подшипники и т. д.
Примеры использования: H7/k6 для отверстия и K7/h6 для вала
При диаметре 25 мм посадка H7/k6 обеспечивает максимальный зазор 0,019 мм и максимальный натяг 0,015 мм.
Фиксированная посадка
Оставляет небольшой зазор или создает небольшие помехи. Сборка возможна с легким усилием.
Пример использования в машиностроении: Ведомые втулки, арматура на валах и т. д.
Пример подходит: H7/n6 для основания с отверстием и N7/h6 для основания вала
При использовании диаметра 25 мм, H7 Посадка /n6 дает максимальный зазор 0,006 мм и максимальный натяг 0,028 мм.
Посадки с натягом
Посадки с натягом также известны как прессовые посадки или посадки с трением. Эти типы посадок всегда имеют один и тот же принцип: вал большего размера, чем размер отверстия.
Макс. интерференция – слева; мин натяг – правыйЭтап сборки требует усилия, иногда смазки, прогрева отверстия и замораживания вала. Они помогают увеличивать/уменьшать размеры отверстия и вала соответственно, чтобы упростить процесс.
Натяг помогает обеспечить взаимное расположение вала и ступицы даже во время вращения, что делает этот тип посадки пригодным для передачи скорости вращения и мощности.
Прессовая посадка
Минимальное вмешательство. Сборка может быть выполнена методом холодного прессования.
Примеры использования в машиностроении: Ступицы, втулки, подшипники и т. д.
Примеры использования: H7/p6 для основания с отверстием, P7/h6 для основания вала
При использовании диаметра 25 мм, H7/ Подгонка p6 дает минимальную интерференцию 0,001 мм и максимальную интерференцию 0,035 мм.