Замена поршня, цилиндра, поршневого пальца.
Эта статья о замене поршня, поршневого пальца и ремонте цилиндра будет полезна и автомобилистам.
В статье замена поршневых колец, которую можно найти вот тут, я написал о замене и подгонке ремонтных поршневых колец. Но наступает такой момент, когда замена колец уже не помогает, и приходится задумываться о замене поршня, поршневого пальца и о восстановлении правильной геометрии цилиндра. В этой статье мы и поговорим о деталях цилиндропоршневой группы (ЦПГ) и рассмотрим некоторые технические нюансы, связанные с этими важными деталями.
Срок службы нормального поршня, соответствует примерно времени износа на нём двух комплектов поршневых колец. Причём продление срока службы изношенного поршня, путём установки новых колец (третьего комплекта и дальше), возможно лишь на короткое время, в течении которого поршневые кольца изнашиваются очень быстро.
У поршня изнашивается его юбка, отверстия под поршневой палец, а так же боковые стенки канавок для поршневых колец.
Для устранения овальности отверстий поршневого пальца, отверстия в бобышках поршня обрабатывают развёрткой, под размер ремонтного пальца большего диаметра. При этой операции нужно будет увеличить и диаметр втулки верхней головки шатуна, и как это правильно сделать я написал вот здесь.
При износе юбки поршня, поршень как правило бракуют и заменяют новым. Но качественный поршень для некоторых мотоциклов (в том числе и советских) сейчас найти не так то просто, и прилавки загружены алюминиевым металлоломом, в составе которого кремния нет вовсе. Поэтому есть смысл восстановить родной поршень, с помощью наращивания его размера специальным составом, который кроме восстановления изношенной юбки, вдобавок значительно уменьшит трение поршня о стенки цилиндра. Подробнее об этом советую почитать вот в этой статье.
Пределом износа поршня, можно считать образование между нижней частью его юбки и стенкой цилиндра зазора около 0,5% от диаметра цилиндра. Например при диаметрах цилиндра 50, 70, 80 мм, предельный зазор будет в 0,25; 0,35; 0,4 мм соответственно. Величину зазора (при наличии щупа) измеряют внизу поршня, отступив на 5 — 10 мм от нижнего края передней или задней стороны юбки, при расположении поршня в нижней, менее изношенной части цилиндра, а затем в средней наиболее изношенной части.
Однако для полноты картины, цилиндр следует измерять с помощью индикаторного нутромера, в четырёх поясах (см. рисунок слева), и в двух диаметрально противоположных направлениях, так как цилиндр изнашивается неравномерно. Как пользоваться нутромером ремонтники новички могут почитать вот здесь.
Кстати, у некоторых двигателей, кроме естественного износа цилиндра в виде бочки и овала, бывает ещё неравномерный износ, например из-за смывания смазки потоком рабочей смеси, направленным на боковую стенку, или от постоянного стекания смазки на одну сторону цилиндра, при горизонтальном расположении цилиндров (как на наших оппозитах Урал, Днепр, К-750 и др. ).
У кого нет индикаторного нутромера, то разность геометрии цилиндра, можно определять с помощью поршневого кольца, которое сначала вставляют внизу или вверху цилиндра, а затем в середине. Зазор в замке кольца измеряют щупом, и разность между б′ольшим и меньшим значениями зазора, делят на число ∏ (число пи, равное 3,14) и получают величину износа.
При подборе нового поршня, проверяют чтобы его диаметр в верхней части (участок рядом с кольцами) был меньше диаметра в нижней части. Так как правильный качественный поршень, расширяется от донышка к юбке конусом. К примеру, при диаметре цилиндра 52, конусность поршня составляет 0,17 мм, при диаметре 72 может составлять 0,25 — 0,4 мм, и при диаметре поршня 78 мм, конусность может быть уже от 0,55 до 0,6 мм.
Однако это примерные данные, которые могут немного отличаться на некоторых моторах. Всё зависит от теплового режима двигателя, например мотор с водяным охлаждением, имеет меньшую конусность на поршнях, так как его головка, а соответственно и донышко поршня, будет нагреваться меньше (значит и расширяться от нагрева), чем головка и поршень того же К-750, чугунные цилиндры и поршни которого нагреваются значительно больше .
Конусность поршню необходима, так как он нагревается неравномерно (донышко болше всего, середина меньше, и юбка в самом низу ещё меньше. И при нагреве поршня с конусом, он становится правильной цилиндрической формы.
Диаметр поршня пишется на донышке, и он как правило соответствует диаметру поршня в районе поршневых колец.
Но подбор нового поршня к цилиндру, лучше производить по диаметру внизу юбки поршня (который чуть больше). В таком случае обкатка будет безопаснее и быстрее, особенно для двигателей воздушников, которые греются чуть больше водянок, а так же если вы не знаете из какого сплава сделан ваш поршень, и какое у него тепловое расширение (но об этом чуть ниже).
И зазор меду диаметром внизу юбки поршня и диаметром цилиндра, может составлять от 0,05 (для самых маленьких кубатур) до 0,1 мм для больших объёмов цилиндров. Но всё же точное значение рабочего зазора лучше всего узнать в мануале своего двигателя.
Сейчас на прилавках появилось очень много поршней разных «фирм» (как правило дешёвых азиатских), алюминиевый сплав которых уже не тот что был раньше, а о важности кремния в составе поршней некоторые фирмы даже не знают.
Это часто приводит эксплуатацию мотоцикла или машины после ремонта к печальным последствиям, когда уже при обкатке, поршни заклинивают в цилиндрах, не смотря на то, что вроде бы зазоры подобраны правильно.
Конечно такие поршни лучше не покупать, а поискать качественные советские детали у народа в глубинке. Или подобрать поршень от какой то машины иномарки. Ну или восстановить старый поршень с помощью состава, о котором можно почитать, если перейти по ссылке выше. Но кто не хочет этим заморачиваться, особенно когда сезон уже наступил, и всё же купит поршень неизвестного сплава, то полезно сделать следующее.
Поршень и цилиндр нагревают до 150 градусов (это примерно когда капля воды от металла не отскакивает с шипением, а остается на поверхности и быстро испаряется). После этого, с помощью рукавиц вставляют поршень в цилиндр, и при нормальном зазоре, поршень должен не падать, или клинить в цилиндре, а плавно опускаться в цилиндр под собственным весом.
А можно просто замерить микрометром диаметр холодного поршня, и записать размер, а затем нагреть его и опять замерить. Естественно при нагреве поршня, его диаметр станет больше, а вот на сколько больше — это и есть величина его теплового расширения.
И исходя их этой величины, и руководствуются при подборе теплового зазора между поршнем и цилиндром — этот зазор должен быть примерно на 1 сотку больше теплового расширения поршня, но никак не меньше, иначе поршень при нагреве заклинит.
Увеличение зазора против нормы на 0,01 — 0,03 мм допустимо, а когда мотор уже изрядно «пробежал», и подбирается поршень, то можно и уменьшить этот зазор.. Необходимо только учесть, что при меньшем зазоре следует проявлять особую осторожность при обкатке двигателя после ремонта, чтобы не допустить заклинивания нового поршня в цилиндре.
У самых маленьких мотоциклов воздушного охлаждения, с рабочим объёмом в 125 кубиков, поршень устанавливают в цилиндр двигателя с зазором 0,065 — 0,085 мм — это с чугунным цилиндром, который больше греется.
А у алюминиевого цилиндра, который лучше охлаждается зазор может быть чуть меньше — 0,05 мм (у иномарок может быть другой зазор — ищем в заводском мануале конкретного мотора). Этот зазор, как я уже говорил, можно измерить щупом у нижнего края юбки (в самой широкой части поршня).
На поршне (его донышке) может быть выбит диаметр в миллиметрах, а может быть выбит номер одной из размерных групп, в виде цифры 0; 1; или 2. Разность диаметра поршня каждой соседней цифры (размерной группы), составляет 0,01 мм.
На бобышках некоторых поршней (как правило качественных советских), имеются цветные метки (белая, чёрная или красная). Эти метки служат для подбора поршневых пальцев нужного диаметра (на пальцах тоже цветные метки). Естественно, цвет пальца и бобышки поршня должен совпасть.
Если же меток нет, то придётся замерить наружный диаметр пальца, и внутренний диаметр отверстий в бобышках, и сверить эти диаметры с рекомендуемыми диаметрами завода изготовителя именно вашего двигателя.
Если отверстие мало, его развёртывают развёрткой нужного диаметра, ну а если отверстие наоборот больше необходимого, то придётся поискать более толстый палец, или наложить на него слой хрома, если такие пальцы не продаются (например для антикварных мотоциклов).
Для наших 750 кубовых оппозитов (К-750, М-72), поршень подбирают к цилиндру с зазором 0,08 — 0,1 мм (для Урала и Днепра чуть меньше).По диаметру юбки поршни делятся на три размерные группы. Первая группа — 77,94 мм, вторая — 77,93 мм, и третья — 77,92 мм.
Но существуют и ремонтные поршни трёх ремонтных групп (сейчас некоторые заводы делают для многих мотоциклов более трёх ремонтных групп). Первая ремонтная группа 78,2, вторая 78,5 и третья 79,0.
Новые цилиндры тоже делятся на три группы, в зависимости от диаметра. Первая — 78,03, вторая — 78,02, и третья 78,01 мм. Но сейчас купить новые цилиндры на эти мотоциклы нереально, поэтому эти размеры следует использовать при расточке цилиндров.
Сейчас выше перечисленные размеры (зазоры) можно найти практически для любого двигателя, а двигателей очень много, поэтому мне нет смысла перечислять их здесь. Вышеперечисленные размеры я опубликовал для примера, чтобы была видна разница зазоров самого маленького мотоцикла, и самого большого (естественно на иномарках есть моторы объёмом посолиднее).
Вышеперечисленные размеры я опубликовал для примера, чтобы была видна разница зазоров самого маленького мотоцикла, и самого большого (естественно на иномарках есть моторы объёмом посолиднее).
Цилиндр растачивают и хонингуют (о правильной хонинговке и ремонте, когда мотор становится лучше нового заводского, советую почитать вот тут), когда его диаметр от износа увеличивается на 0,15 — 0,2о мм. Однако эти примерные величины тоже могут отличаться, в зависимости от объёма двигателя (диаметра цилиндров). Расточка и хонинговка могут потребоваться и раньше, если на зеркале образовались задиры, например от попадания вылетевшего стопорного кольца, или заклинивания поршня.
При износе цилиндра или от задиров и рисок, естественно падает компрессия и мощность двигателя. При этом восстановить нормальную компрессию путём установки в изношенный цилиндр нового поршня и новых колец не получится. Так как новый поршень и кольца не смогут нормально приработаться к бочкообразному или овальному цилиндру. И зазоры между поршнем и зеркалом (а так же в замках колец) в наиболее изношенной части цилиндра, будут отличаться от зазоров в наименее изношенной части.
И зазоры между поршнем и зеркалом (а так же в замках колец) в наиболее изношенной части цилиндра, будут отличаться от зазоров в наименее изношенной части.
Вдобавок, при поступательном движении поршня по бочкообразному и овальному цилиндру, поршневые кольца будут непрерывно сжиматься и разжиматься, и велика вероятности их поломки, к тому же и боковые стенки поршневых канавок будут интенсивно изнашиваться.
Изношенный цилиндр подлежит ремонту, с расточкой и последующим хонингованием. Об этом я уже подробно написал в этой статье, по ремонту цилиндра. Но кое что всё же хочу добавить. В незаводских условиях, многие ремонтники растачивают цилиндр в патроне токарного станка. При такой расточке, следует во первых учесть точную перпендикулярность оси обрабатываемого цилиндра его фланцу.
А во вторых многие токари, для упрощения работы при расточке, закрепляют цилиндр за нижнюю часть (фланец) в четырёхкулачковый патрон. Этого делать очень нежелательно, даже если фланец цилиндра достаточно толстый (массивный). Так как для прочного закрепления цилиндра токарем, кулачки зажимают цилиндр и деформируют его стенки. При этом резец снимает металл на выступающих частях зеркала (в тех местах где кулачки) больше металла, чем в других.
Так как для прочного закрепления цилиндра токарем, кулачки зажимают цилиндр и деформируют его стенки. При этом резец снимает металл на выступающих частях зеркала (в тех местах где кулачки) больше металла, чем в других.
В результате, после проточки и снятия цилиндра, за счёт упругости металла, стенки цилиндра возвращаются назад, и в этих местах получаются незаметные глазу впадины, и такой цилиндр приобретает неправильную геометрическую форму.
Чтобы исключить такие неприятности (при расточке токарным станком, а не специальным), изготавливают выверенную планшайбу (строго перпендикулярную оси цилиндра) и крепят цилиндр болтами за отверстия фланца.
Одновременно с износом поршня, изнашивается и поршневой палец, и появляются повышенные зазоры, между пальцем и втулкой верхней головки шатуна, или бобышками поршня (возникает стук при работе двигателя). Поэтому чаще всего, поршень, палец и бронзовую втулку заменяют одновременно.
Но бывает, что в следствии неправильной эксплуатации или неточной подгонки деталей при сборке (или втулка некачественная), необходимость замены пальца, бронзовой втулки (или роликового подшипника) или поршня наступает в разные сроки, и тогда следует определить очерёдность замены какой то детали. Это делают по прослушиванию мотора при работе, так как появляется стук изношенной детали, и подробно об определении состояния двигателя по механическим шумам, можно почитать вот эту статью.
Это делают по прослушиванию мотора при работе, так как появляется стук изношенной детали, и подробно об определении состояния двигателя по механическим шумам, можно почитать вот эту статью.
И если есть подозрение на стук, исходящий именно от сочленения пальца и верхней головки шатуна, то следует разобрать двигатель, и тогда убедиться в этом будет несложно. Износ деталей определяется на ощупь. Осевое перемещение поршня с пальцем во втулке шатуна явление нормальное.
Но самое незначительное перемещение поршня в радиальном направлении, относительно верхней головки шатуна, недопустимо и именно оно вызывает при работе двигателя интенсивный стук, и может даже быть причиной поломки поршня (трещин на бобышках).
Радиальное перемещение поршня и интенсивный стук от этого, происходит из-за износа отверстия бронзовой втулки, пальца, увеличения отверстий в бобышках, а так же от ослабления посадки бронзовой втулки в верхней головке шатуна. Причем при появлении даже незначительного стука, он может быстро превратиться в сильный стук, из-за быстрого увеличения диаметра бронзовой втулки от наклёпа (от ударов).
Просто заменить изношенный палец новым в большинстве случаев не помогает, так как отверстие в бронзовой втулке и в бобышках поршня становится овальным. Поэтому следует развернуть развёрткой (лучше раздвижной) отверстие во втулке или в бобышках, чтобы вернуть им круглую форму вместо овальной. При подборе диаметра развёртки, следует учитывать диаметр ремонтного пальца ближайшего ремонтного размера.
При выпрессовке или запрессовке поршневого пальца, нельзя использовать ударную технику, так как можно погнуть шатун, а лучше использовать специальное приспособление, которое можно сделать за несколько часов (см фото 5 и рисунок чуть ниже).
Кстати, на некоторых поршнях, посадка пальца в бобышках производится с натягом ( примерно 0,008 мм), а на некоторых поршнях применяют свободную посадку ( с необходимым зазором). Поэтому прежде чем разворачивать отверстия в бобышках поршня, изучите мануал вашего двигателя и уточните соответствующие зазоры (между пальцем и бронзовой втулкой и между пальцем и бобышками поршня, а точнее их отверстиями).
Зазор между пальцем и отверстием бронзовой втулки составляет примерно 0,001 — 0,009 мм, но опять же он может отличаться в зависимости от объёма двигателя и от его рабочей температуры. Поэтому всегда нужно сверяться с точными заводскими данными нового двигателя какой то модели.
Ну а при ремонте современных двигателей, в которых вместо бронзовой втулки стоит роликовый подшипник, мастера обычно покупают комплект, в котором новый поршневой палец упакован вместе с подшипником. Здесь только следует поменять изношенную втулку верхней головки шатуна, но на современных моторах сейчас уже втулки не используют.
В современных шатунах применяют твёрдое напыление верхней головки шатуна, которое позволяет верхней головке шатуна иметь большой ресурс (подробнее об этом здесь), и при ремонте заменяют только подшипник, с роликами (иногда используют ролики большего, ремонтного диаметра, если отверстие верхней головки чуть износилось, но это бывает после очень большого пробега).
При запрессовке поршневого пальца в бобышки поршня (если используется именно такая посадка) потребуются специальные приспособления, например как на фото слева, или описанное вот в этой статье.
Выпрессовка сильно изношенной втулки, с помощью приспособлений.
а — выпрессовка при помощи тисков, б — выпрессовка при помощи болта.
1 — шатун, 2 — бронзовая втулка, 3 — оправка, 4 — вспомогательная втулка, 5 — губки тисков, 6 — болт, 7 — шайба.
Если нужно заменить бронзовую втулку в верхней головке шатуна (при её сильном износе), то для её выпрессовки можно воспользоваться простыми приспособлениями, показанными на рисунке слева.
После всех ремонтных расточных операций и приобретения новых деталей, производят сборку двигателя, и чтобы не испортить новые кольца, а так же облегчить сборку поршневой (ввод поршней в цилиндры) следует пользоваться специальными приспособлениями, показанными и описанными вот тут.
Вот вроде бы и все особенности по замене поршня, поршневого пальца и ремонте цилиндра, которые я хотел донести до ремонтников новичков, и надеюсь эта статья поможет им восстановить свой изношенный двигатель не хуже нового заводского; удачи всем.
Устройство и ремонт мотоциклов.

Очистка от нагара.
Камеры сгорания цилиндров чаще требуется очищать от нагара у двухтактных двигателей, чем у четырехтактных, причем тем чаще, чем меньше рабочий объем цилиндра. У двухтактных двигателей, имеющих рабочий объем 125 см3, нагар следует очищать после 2000 км пробега мотоцикла, а у двигателей, рабочий объем которых равен 350 см3, — после 4000 км. В четырехтактных двигателях очистку от нагара производят после 5000—6000 км пробега, а при малом расходе масла и применении бензина А-74 этот срок увеличивается вдвое.
Канавки для поршневых колец очищают при замене их. Специально очищать канавки требуется только в случае уменьшения компрессии вследствие недостаточной подвижности колец.
Глушители двухтактного двигателя чистят по мере надобности, примерно после
4000—8000 км пробега мотоцикла (больший пробег относится к двигателям с большим
рабочим объемом цилиндра). У четырехтактного двигателя необходимость очистки
глушителя наступает не ранее чем после 10 000 км пробега мотоцикла.
Удаляемый нагар желательно предварительно размягчить, смочив его растворителями. Для этого, например, на головку поршня кладут на некоторое время тряпку, намоченную в керосине с растворителем (ацетоном). После этого нагар можно легко удалить. Сухой нагар соскабливают ножом, шабером или любым другим скребком.
Нагар в канавках удобно снимать специальным приспособлением (рис. 31) или обломком поршневого кольца. При соскабливании нельзя повреждать адюминиевые детали, в особенности боковые стенки канавок поршня. К концу очистки для ускорения работы можно использовать щетку из медной проволоки.
Нагар в двигателях, работавших на этилированном бензине, содержит ядовитые отложения свинца. При удалении нагара необходимо соблюдать меры предосторожности. Очищаемые детали предварительно следует выдержать в керосине; эту работу нельзя производить в жилом помещении.
Для удаления нагара из двигателя снимают головку цилиндра и выпускную трубу. При отделении головки от цилиндра надо следить за тем, чтобы не была повреждена
прокладка. На ней ставят метку для установки при сборке в прежнее положение. Гайку,
крепящую выпускную трубу к патрубку цилиндра или головки, следует отвертывать не
ударами, а ключом для круглых гаек; при этом нужно следить за тем, чтобы не была
повреждена прокладка, находящаяся между трубой и патрубком.
При отделении головки от цилиндра надо следить за тем, чтобы не была повреждена
прокладка. На ней ставят метку для установки при сборке в прежнее положение. Гайку,
крепящую выпускную трубу к патрубку цилиндра или головки, следует отвертывать не
ударами, а ключом для круглых гаек; при этом нужно следить за тем, чтобы не была
повреждена прокладка, находящаяся между трубой и патрубком.
Перед очисткой головки поршня он должен быть установлен в в. м. т.
У двухтактных двигателей очищенный поршень устанавливают в н. м. т., закрывают тряпкой продувочные окна и очищают нагар в выпускных окнах
Очищенные от нагара детали и крепящие их болты и гайки промывают керосином
и вытирают чистой тряпкой. Перед установкой головки на цилиндр осматривают
соединяемые поверхности и прокладку. Обнаруженные неровности осторожно
спиливают бархатным напильником, а прокладку, имеющую разрывы, заменяют новой.
При отсутствии прокладки заводского изготовления ее вырубают вручную из
армированного асбестового полотна. Сначала в прокладке делают малые отверстия,
потом — большое, после чего обрезают по контуру. Можно также вырубить прокладку
из листовой красной меди или алюминия толщиной 0,3—1 мм. Медную прокладку
перед установкой нужно нагреть докрасна и быстро опустить в воду для того, чтобы
она была мягкой.
Устанавливая головку, вначале слегка завертывают две гайки (или два болта), расположенные по диагонали; потом также попарно завертывают противолежащие гайки, затем, начиная с первой пары, окончательно затягивают гайки, постепенно увеличивая усилие, прилагаемое к ключу. При таком порядке затяжки гаек или болтов головки прокладка зажимается равномерно. Попытки чрезмерно тугим завертыванием достигнуть герметичности при испорченной прокладке приводят к повреждению резьбы или обрыву болтов. После нескольких часов работы двигателя, дав ему остыть, подтягивают на холодном двигателе ослабевшие болты и гайки головки.
Для очистки от нагара канавок поршня снимают цилиндр, стремясь не повредить
прокладки под ним. Новую прокладку вырубают из любой плотной той же толщины
бумаги и пропитывают олифой или маслом. Если в верхней части цилиндра имелась
ступенька вследствие износа его зеркала, то при установке прокладки из более тонкой
бумаги во время работы двигателя будет слышен стук. При глубоких повреждениях на
соединяемых плоскостях цилиндра и картера прокладку надо смазать бакелитовым или
шеллачным лаком или нитрокраской.
Новую прокладку вырубают из любой плотной той же толщины
бумаги и пропитывают олифой или маслом. Если в верхней части цилиндра имелась
ступенька вследствие износа его зеркала, то при установке прокладки из более тонкой
бумаги во время работы двигателя будет слышен стук. При глубоких повреждениях на
соединяемых плоскостях цилиндра и картера прокладку надо смазать бакелитовым или
шеллачным лаком или нитрокраской.
Для защиты от поломки юбки поршня при случайном ударе о шатун, когда цилиндр снят, под поршень устанавливают деревянный брусок 1 с прорезью (рис. 32, а) или внутрь поршня втискивают свернутую чистую тряпку 2 (рис. 32, б). Для предохранения картера от попадания посторонних предметов его прикрывают фартуком, завязанным веревкой вокруг шатуна.
Кольца вынимают из канавок и устанавливают в канавки поршня обязательно с
помощью трех-четырех стальных пластинок (рис. 33). Две пластинки просовывают под
концы кольца в стыке, а с помощью других выводят кольцо из канавки. Мотоциклисты
часто не пользуются стальными пластинками и считают, что если кольцо не сломалось,
то операция выполнена правильно. Но при снятии и надевании кольца без пластинок
неизбежна его деформация, вследствие чего нарушаются точность формы кольца, его
приработка и равномерность давления на стенки цилиндра. При снятии колец отмечают
их размещение по канавкам и при сборке устанавливают на прежние места. При этом
необходимо убедиться в том, что все углы канавок поршня очищены от нагара;
особенно тщательно надо очищать канавки около стопоров (у двухтактного двигателя).
Замки колец у двухтактных двигателей располагают точно на стопорах. У
четырехтактных двигателей замки колец размещают в канавках в шахматном порядке.
Желательно, чтобы замки были обращены к боковым и передней стенкам цилиндра,
которые менее нагружены (рис. 34). У двигателей типа М-62 менее нагруженная стенка
в правом цилиндре — верхняя, а в левом — нижняя.
Мотоциклисты
часто не пользуются стальными пластинками и считают, что если кольцо не сломалось,
то операция выполнена правильно. Но при снятии и надевании кольца без пластинок
неизбежна его деформация, вследствие чего нарушаются точность формы кольца, его
приработка и равномерность давления на стенки цилиндра. При снятии колец отмечают
их размещение по канавкам и при сборке устанавливают на прежние места. При этом
необходимо убедиться в том, что все углы канавок поршня очищены от нагара;
особенно тщательно надо очищать канавки около стопоров (у двухтактного двигателя).
Замки колец у двухтактных двигателей располагают точно на стопорах. У
четырехтактных двигателей замки колец размещают в канавках в шахматном порядке.
Желательно, чтобы замки были обращены к боковым и передней стенкам цилиндра,
которые менее нагружены (рис. 34). У двигателей типа М-62 менее нагруженная стенка
в правом цилиндре — верхняя, а в левом — нижняя. Перед установкой цилиндра
поршень с кольцами слегка смазывают маслом.
Перед установкой цилиндра
поршень с кольцами слегка смазывают маслом.
При надевании цилиндра на поршень применяют для сжатия колец хомут из жести (рис. 35, а) или массивное кольцо с конусным отверстием и вырезанным участком для прохода шатуна (рис. 35, б).
Последнее приспособление более удобно, так как при его использовании можно
следить за расположением стыков колец в сомкнутом состоянии, что особенно важно
при сборке двухтактного двигателя. Однако цилиндр можно надевать на поршень,
сжимая кольцо, например, поясным ремнем или придерживая концы кольца отверткой.
При сжатии кольца следят за тем, чтобы замок сомкнулся, и слегка нажимают на
цилиндр. При сильном нажатии на цилиндр кольца ломаются. Застревание цилиндра на
кольце соответствующего диаметра у двухтактных двигателей свидетельствует о
неточном совпадении замка кольца со стопором в канавке поршня. Во время установки
цилиндра отверстия в его фланце должны находиться против соответствующих шпилек
картера. При повертывании цилиндра вокруг продольной оси в четырехтактном
двигателе нарушается правильное расположение замков колец, а в двухтактном
двигателе могут сломаться кольца в результате попадания их концов в окна цилиндра.
Гайки крепления цилиндра завертывают так же, как и гайки головки, о чем было
указано выше.
При повертывании цилиндра вокруг продольной оси в четырехтактном
двигателе нарушается правильное расположение замков колец, а в двухтактном
двигателе могут сломаться кольца в результате попадания их концов в окна цилиндра.
Гайки крепления цилиндра завертывают так же, как и гайки головки, о чем было
указано выше.
Замена поршневых колец.
Примерный срок службы поршневых колец в четырехтактных двигателях
соответствует 10 000 — 15 000 км пробега мотоцикла. У двухтактных двигателей этот
срок значительно меньше (4000—8000 км). Меньшие цифры относятся к двигателям,
имеющим меньший объем цилиндра. При применении высококачественных масла и
бензина и установке фильтра тонкой очистки и эффективного воздушного фильтра
можно значительно увеличить срок службы поршневых колец. Компрессионные поршневые
кольца заменяют в случае уменьшения компрессии, а масло-съемные — при
увеличении расхода масла, если установлено, что они неисправны.
Признаками износа поршневого кольца, при котором его необходимо заменить, являются увеличение зазора в замке (больше 3 мм), потемнение отдельных участков рабочей поверхности и значительное уменьшение его упругости. Замена колец при увеличении зазора в пределах 1 мм мало целесообразна. У маслосъемных колец дополнительным признаком необходимости замены их является износ рабочих кромок.
Для определения износа кольцо вставляют в цилиндр. Затем положение кольца выравнивают, вводя поршень. Зазор в замке кольца измеряют щупом 3 (см. рис. 24)..
Перед установкой нового кольца следует проверить зазор в замке, соответствие
высоты кольца ширине канавки и толщины кольца глубине канавки, а также
прилегание кольца к зеркалу цилиндра. Ориентировочно зазор в замке должен быть
равен 0,2— 0,3 мм или примерно 0,1 мм на каждые 25 мм диаметра цилиндра. У
верхнего кольца зазор в замке должен быть несколько больше, чем у нижних колец, так
как при работе двигателя оно нагревается сильнее.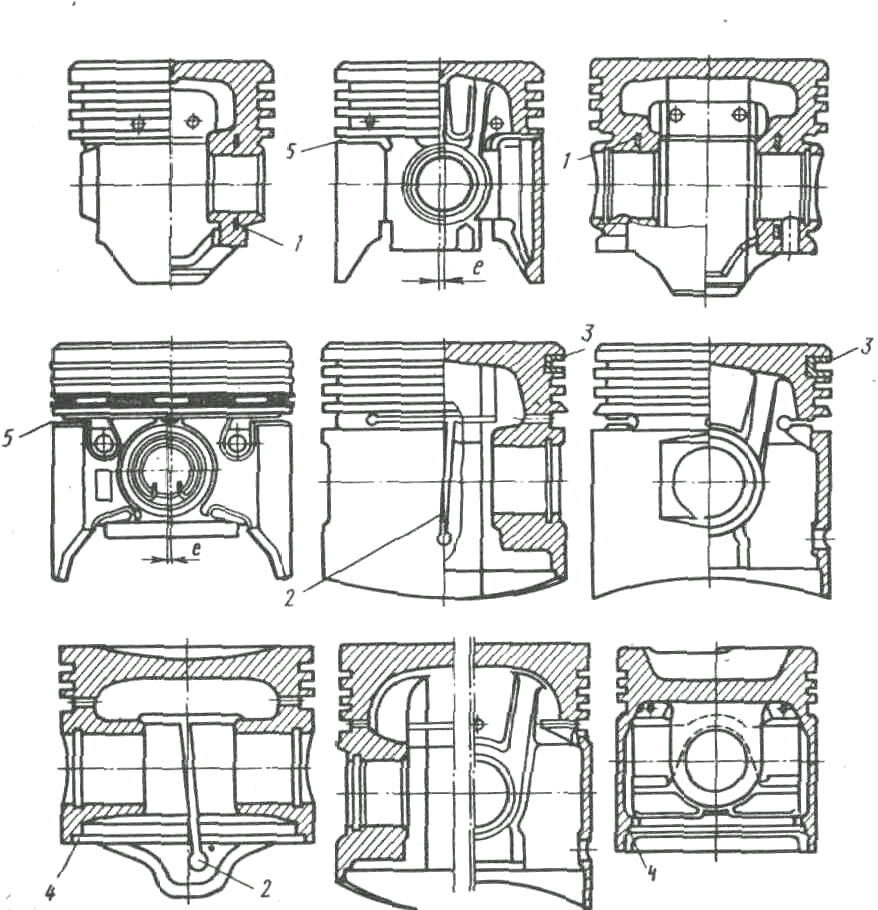 Если зазор мал или отсутствует, то
спиливают торцы кольца в стыке зазора (рис. 36, а). При недостаточном зазоре кольцо,
расширившееся во время работы двигателя, вызовет заклинивание поршня в цилиндре.
Для работы в цилиндре, имеющем допустимый износ, кольца в стыке необходимо
спилить так, чтобы нормальный зазор в замке получался у середины цилиндра и был
меньше у нижней, менее изношенной части зеркала.
Если зазор мал или отсутствует, то
спиливают торцы кольца в стыке зазора (рис. 36, а). При недостаточном зазоре кольцо,
расширившееся во время работы двигателя, вызовет заклинивание поршня в цилиндре.
Для работы в цилиндре, имеющем допустимый износ, кольца в стыке необходимо
спилить так, чтобы нормальный зазор в замке получался у середины цилиндра и был
меньше у нижней, менее изношенной части зеркала.
Для проверки соответствия высоты кольца ширине канавки кольцо вставляют наружной стороной в канавку. Кольцо должно под действием своего веса плотно входить в канавку и свободно в ней перекатываться. Зазор между кольцом 2 и боковой стенкой канавки поршня 1 при измерении щупами (рис. 36, 6) составляет примерно 0,02—0,06 мм у четырехтактных двигателей и 0,05 — 0,1 мм у некоторых двухтактных двигателей. При тугой посадке кольцо будет недостаточно подвижно, пригорит и заклинится в канавке. При увеличении зазора во время работы двигателя кольцо будет перемещаться между боковыми стенками и угар масла увеличится, а боковые стенки канавки и торцы кольца быстро износятся; возможна даже поломка кольца. Поэтому если между кольцом и боковой стенкой канавки зазор будет очень большим, то такое кольцо не пригодно для использования.
Толщину кольца можно уменьшить до нужного размера, шлифуя его торцы мелкой наждачной шкуркой, положенной на ровную поверхность.
Соответствие толщины кольца глубине канавки проверяют следующим способом. Кольцо 2 наружной стороной вставляют в канавку поршня 1 и к поршню, параллельно его продольной оси, прикладывают ребром линейку 3, как показано на рис. 36, в. Кольцо должно утапливаться в канавке на 0,5—0,65 мм и свободно перемещаться в радиальном направлении между дном канавки и линейкой. Если перемещение кольца отсутствует, то при расширении поршня и образовании под кольцом нагара кольцо наружной поверхностью сильно будет давить на зеркало, и поршень заклинится в цилиндре. Поэтому необходимо подбирать кольцо с меньшей радиальной толщиной или, в крайнем случае, спилить кольцо изнутри.
Для проверки прилегания кольца к зеркалу цилиндра кольцо вставляют в цилиндр и смотрят, нет ли просвета между кольцом и зеркалом. При больших просветах кольцо бракуют.
У двухтактных двигателей перед установкой колец дополнительно проверяют сопряжение выемки в замке кольца со стопором в канавке поршня. В некоторых случаях приходится ставить кольца несколько большего размера. У таких колец следует спиливать торцы в замке до получения нужного зазора. Кольцо со спиленными торцами будет удовлетворительно работать, если его диаметр до спиливания торцов в замке превышал диаметр цилиндра не более чем на 1—1,5 мм. При большем первоначальном несоответствии диаметров кольцо, установленное в цилиндр, приобретает форму овала (рис. 36, г) и не будет плотно прилегать к зеркалу. Опиливание торцов колец дает худший результат при установке их в цилиндрах малого диаметра. Лучше поставить приработанное кольцо с увеличенным зазором в стыке, чем кольцо, плохо прилегающее к зеркалу цилиндра.
При установке приработанного кольца с увеличенным зазором в стыке меньше проходит газов в камеру сгорания через зазоры между поршнем и цилиндром. В случае установки кольца, плохо прилегающего к зеркалу цилиндра, возрастает температура поршня, вследствие малой площади контакта кольца с зеркалом цилиндра.
Замена поршня.
Срок службы поршня соответствует примерно времени износа на нем двух комплектов поршневых колец. У поршня изнашиваются канавки для колец, отверстие под палец и юбка. Пределом износа поршня можно считать образование между нижней частью юбки и зеркалом цилиндра зазора, составляющего 0,005 диаметра цилиндра, что при диаметре цилиндров 50, 60, 70 и 80 мм соответствует 0,25; 0,30; 0,35 и 0,4 мм. Зазор измеряют у нижнего края передней или задней стороны юбки при расположении поршня в нижней части цилиндра.
У четырехтактного двигателя диаметр нового поршня внизу юбки (по которому подбирают поршень к цилиндру), измеряемый на расстоянии 5—10 мм от ее края, меньше диаметра цилиндра примерно на 0,05—0,1 мм (см. рис. 24). Большие зазоры относятся к цилиндрам с большим диаметром. У двигателей мотоциклов М-61 и К-750 и других двигателей, имеющих такой же диаметр цилиндра, зазор составляет 0,08—0,1 мм. Диаметр юбкя поршня этих двигателей выбит на днище поршня.
У двухтактных двигателей при подборе поршня зазор измеряют или внизу юбки, или в IV поясе, под нижним поршневым кольцом. Например, у двигателей мотоциклов М-104, К-58, Ява и у других двигателей с небольшим диаметром цилиндра поршень обычно подбирают к цилиндру с зазором внизу юбки не менее 0,06—0,07 мм. Зазор между цилиндром и поршнем у мотоцикла «Ковровец-175А» измеряют на расстоянии 20 мм от нижнего края поршня. Этот зазор равен 0,06—0,08 мм для алюминиевого цилиндра с гильзами и 0,04—0,06 или — для чугунного цилиндра. При установке поршня от алюминиевого цилиндра в чугунный может произойти заклинивание поршня. При использовании поршня чугунного цилиндра в алюминиевом зазор между поршнем и цилиндром будет несколько увеличенным, что несущественно отразится на работе двигателя. При измерении зазора между поршнем и цилиндром под нижним кольцом зазор должен быть в пределах 0,13—0,15 мм. Поршни мотоцикла «Ковровец- 175А» разделены на размерные группы, обозначенные цифрами 0; 1 и 2. Цифра 0 соответствует большему диаметру, а цифра 2 — меньшему.
У двигателя мотоциклов ИЖ-56 и ИЖ «Планета» зазор между поршнем и цилиндром одинаковых размерных групп в поясе под нижним кольцом на высоте 55 мм от нижнего края юбки равен 0,06 мм. В этом случае между разрезной юбкой поршня и цилиндром нет зазора. Поршни и цилиндры двигателя маркируют цифрами 1; 0 и 00. Цифра 1 соответствует меньшему диаметру, а цифры 00 — большему. Размерная группа указана на фланце цилиндра и на головке поршня.
У двигателя мотоцикла ИЖ «Юпитер» зазор между поршнем и цилиндром одинаковых размерных групп в поясе под нижним кольцом, измеренный на расстоянии 58 мм от нижнего края юбки, равен 0,15 мм, а внизу юбки 0,4 мм. У двигателя мотоцикла «Панония» зазор между цилиндром и поршнем внизу поршня составляет 0,8 мм, над первым кольцом 0,32 мм, над третьим кольцом 0,14 мм.
Поршни и цилиндры двигателей мотороллеров, подбираемые с соблюдением тех же правил, разделены на размерные группы, обозначенные цифрами 0; 1 и 2. Цифра 0 соответствует большему диаметру, а цифра 2 — меньшему. Например, у двигателя мотороллера ВП-150 цилиндр с обозначением 0. имеет диаметр 57,02—57,01 мм, а поршень с таким же обозначением — диаметр 56,92 мм, т. е. между поршнем и цилиндром имеется зазор 0,1 мм. У двигателя мотороллера Т-200 цилиндр с обозначением 0 имеет диаметр 62, 02—62, 01 мм, а поршень с таким же обозначением — диаметр 61,96—61,95 мм; таким образом, зазор между цилиндром и поршнем составляет 0,6 мм.
Указанные выше зазоры, устанавливаемые заводом, нужно стремиться выдержать и при ремонте. Однако, если трудно точно подобрать поршень к цилиндру, то допускается увеличивать или уменьшать установленный зазор на 0,01— 0,03 мм, в особенности при комплектовании двигателя с допустимым износом цилиндра. Важно только при меньшем зазоре во время обкатки двигателя строго придерживаться всех правил обкатки, чтобы не допустить заклинивания поршня в цилиндре.
При износе юбки во время работы двигателя слышен стук поршня о стенки цилиндра, увеличивается расход масла и ухудшается компрессия вследствие плохого прилегания колец к зеркалу цилиндра. В двухтактных двигателях, кроме того, неплотно закрываются газораспределительные окна и уменьшается компрессия в картере, из-за чего резко ухудшается продувка, затрудняется пуск двигателя и снижается его мощность. Срок службы изношенного поршня путем установки новых колец можно продлить только на короткое время, так как в этом случае износ колец происходит быстрее.
Перед установкой поршня, осматривая его боковую поверхность, проверяют, не работал ли поршень в цилиндре с перекосом (рис.37). Эта неисправность часто является следствием перекоса втулки поршневого пальца, неумело обработанной разверткой, или искривления шатуна. Шатун искривляется при неосторожной выпрессовке и запрессовке поршневого пальца, а также в том случае, если двигатель переносят с места на место, держа за шатун.
При установке поршня нужно соблюдать определенные правила. У четырехтактных двигателей поршни с разрезной юбкой (при отсутствии указаний завода-изготовителя) устанавливают разрезом к передней менее нагруженной стенке цилиндра. У двухтактных двигателей на головке поршня имеются стрелка и надписи, указывающие расположение поршня в цилиндре. При установке поршня на двигатель мотоцикла ИЖ «Планета» стрелка, выбитая на головке поршня, должна быть направлена вперед, а при установке поршня на двигатель мотоцикла ИЖ «Юпитер» — назад. В случае несоблюдения этих указаний возможны западание концов поршневых колец в окна цилиндра и поломка колец при движении поршня (см. рис. 23).
Замена поршневого пальца и его втулки.
При нормальном износе двигателя ослабление посадки поршневого пальца в бобышках поршня и образование зазора между пальцем и втулкой в шатуне происходят одновременно с износом поршня. Поэтому желательно поршень, палец и втулку заменять одновременно. Однако если новый палец в старой втулке можно установить достаточно плотно, то втулку не меняют. На поршневых пальцах и бобышках поршня завод ставит цветные метки. При комплектовке палец и поршень должны иметь метки одинакового цвета.
При замене втулки 2 (рис. 38) верхней головки шатуна 1 ее выпрессовывают и запрессовывают или в тисках 5 с помощью оправки 3 и отрезка трубы 4 (рис. 38, а) или посредством вспомогательного болта 6 с гайкой и шайбой 7 (рис. 38, б). При подгонке пальца ко втулке надо учесть следующее.
Вследствие нагревания поршня при работе двигателя посадка пальца в бобышках ослабевает. Поэтому палец следует устанавливать более плотно в бобышках поршня и менее плотно — во втулке шатуна. Если этого не удается добиться подбором пальца, то втулку слегка развертывают раздвижной разверткой. При использовании простой развертки для точной подгонки можно на ее грани на V3 окружности наложить полоску тонкой бумаги. Развертка прорежет бумагу, но все же снимет во втулке небольшую стружку. Поршневой палец, смазанный маслом, должен легко вдвигаться во втулку шатуна при слабом нажиме большого пальца. Более тугая посадка или покачивание пальца во втулке недопустимы. В бобышки поршня палец должен вдвигаться с усилием. Желательно установить палец с натягом 0—0,002 мм. В этом случае палец, нагретый до температуры 20° С, можно вдвинуть в обе бобышки поршня сильным нажатием пальца руки. При такой посадке поршневой палец перемещается в осевом направлении, но не вращается. Если нагретый до указанной температуры палец можно вдвинуть в бобышки, только смазав маслом (или в крайнем случае при нагревании поршня до температуры 40° С), то натяг равен примерно 0,004 мм. При повторной выпрессовке и запрессовке сухого пальца нарушается точность подгонки его к поршню.
Туго сидящий в поршне палец лучше выпрессовывать посредством хомута с винтом (рис. 39). При выполнении этой операции с помощью молотка и оправки 1 поршень надежно подпирают массивным деревянным бруском 3. Для облегчения установки пальца поршень предварительно нагревают в кипящей воде. Отверстия в бобышках поршня 5 и во втулке шатуна 4 совмещают, продевая в них оправку 6. Вторым концом оправку вставляют внутрь поршневого пальца. В нагретый поршень палец входит легко только до тех пор, пока он не нагреется; поэтому слегка смазанный маслом палец вталкивают в поршень возможно быстрее.
Замена кривошипа.
Неразборный кривошип при обнаружении износа подшипника шатуна (см. раздел «Определение износа деталей, расположенных в картере») желательно заменить новым кривошипом. Однако при наличии необходимых запасных частей, токарного станка, индикатора и пресса изношенный подшипник шатуна можно восстановить, не обращаясь к услугам мастерской. Эту работу может выполнить квалифицированный механик; поэтому ниже приводятся рекомендации только относительно некоторых важнейших особенностей ремонта кривошипа.
В случае износа кривошипа, при работе которого слышен стук, не следует эксплуатировать мотоцикл. На поверхностях кривошипного пальца и шатуна при этом образуются повреждения от наклепа и выкрашивания, которые не удается устранить шлифованием. Ролики также нельзя больше использовать.
Кривошип можно распрессовать небольшим прессом или специальным съемником. На рис. 40 показан съемник, изготовленный на токарном станке и предназначенный для разборки кривошипов двигателей М-61 и ему подобных. Съемник надевают на съемочные выступы наружной щеки кривошипа так, чтобы винт (диаметром 27 мм, шаг резьбы 3 мм) упирался в кривошипный палец. Съемник закрепляют в больших тисках или приваривают к стальной балке. Под винт съемника надо подложить шайбу и густо смазать ее и резьбу универсальной среднеплавкой смазкой (солидолом). При завинчивании винта съемника надо пользоваться длинным воротком. Для выпрессовки кривошипа двухтактного двигателя можно обойтись без подобного съемника и пользоваться прессом.
При сборке коленчатого вала двигателя типа М-61 на прессе можно прежде запрессовать кривошипные пальцы цилиндрическими концами в среднюю щеку и затем напрессовать на конусные концы крайние щеки, обеспечивая осевое перемещение шатуна между щеками в пределах 0,04—0,14 мм. Центрирование коленчатого вала производят в центрах токарного станка с помощью индикатора. Биение коренных шеек на длине 20 мм не должно превышать 0,05 мм.
Если шейки параллельны, но не соосны, то их положение выравнивают ударами алюминиевого молотка по щекам (рис. 41, б), а если расположены под углом, то сжимают в тисках (рис. 41, а).
У кривошипа одноцилиндрового двухтактного двигателя М-103 и ИЖ «Юпитер» биение шеек на длине 20 мм не должно превышать 0,02 мм, у двигателей ИЖ 56, ЙЖ «Планета» — не более 0,03 мм.
При установке новых шатуна, пальца и роликов необходимо, чтобы радиальный зазор в подшипнике шатуна двигателя мотоцикла М-61 был равен 0,01—0,02 мм (причем шатуны с подшипником правого и левого цилиндров должны иметь одинаковую массу), двигателей мотоциклов М-103 — не более 0,012 мм и двигателей мотоциклов ИЖ-56, ИЖ «Планета», ИЖ «Юпитер» — не более 0,016 мм. При незначительном увеличении радиального зазора срок службы роликоподшипника шатуна немного уменьшится; в результате сборки без зазора роликоподшипник может разрушиться в течение первых часов работы двигателя. Кроме того, следует обеспечить правильный осевой зазор роликов подшипника. В противном случав ролики будут притормаживаться с торца и скользить (а не катиться), вследствие чего на них образуются лыски и подшипник выйдет из строя.
Диаметры роликов не должны отличаться один от другого более чем на 0,002 мм. Так точно измерить диаметр роликов вне заводских условий нелегко. Поэтому надо проверить размеры роликов в комплекте микрометром, чтобы не допустить большого отклонения в размере отдельных роликов. Даже при наличии в комплекте одного ролика, диаметр которого значительно больше диаметра остальных роликов, подшипник при работе выйдет из строя. Следует обращать внимание на качество шлифования новых роликов и на формы роликов, бывших в употреблении, на наличие и полировку закругления перехода цилиндрической части в торец.
В случае отсутствия запасных частей умеренно изношенные кривошипный палец и отверстие в шатуне иногда восстанавливают шлифованием на станке или с помощью притира и устанавливают ролики увеличенного диаметра. При отсутствии запасной сменной втулки нижней головки шатуна, например у двигателей типа М-72, можно расточить головку (лучше отшлифовать) шатуна и установить в нее кольцо толщиной 2,5—3 мм, сделанное из стали 12ХНЗА и подвергнутое цементации и закалке. Кроме того, можно использовать внутреннее кольцо шарикоподшипника (сталь- ШХ15) соответствующего внутреннего диаметра (50 мм), отшлифовав его снаружи под размер шатуна. При запрессовке кольцо охлаждают сухим льдом, а шатун подогревают.
Замена, растачивание цилиндра и установка в него гильз.
Цилиндр заменяют новым; растачивают под поршень увеличенного размера или вставляют в него гильзу, если износ верхней части зеркала составляет примерно 0,15— 0,2 мм, а также при образовании на нем задиров и рисок. Вследствие износа зеркала цилиндр становится конусным (вверху шире, внизу уже) и овальным (вытянутым по оси, обычно перпендикулярной к поршневому пальцу). Увеличенный износ верхней части цилиндра — следствие высокой температуры и недостаточной смазки этой части цилиндра. Овальность получается в результате большего. воздействия поршня на переднюю и заднюю стенки. Образование овальности вызывается также смыванием смазки с зеркала потоком смеси из карбюратора, деформацией и местными перегревами цилиндра.
Износ цилиндра определяют, измеряя его с помощью нутромера с индикатором. Приближенно конусность цилиндра можно определить с помощью поршневого кольца и щупов, измеряя зазор в замке кольца, которое последовательно устанавливают в верхнем неработающем поясе цилиндра, ниже, в месте наибольшего износа, в средней и нижней частях цилиндра.
Нормальную компрессию нельзя восстановить путем установки в изношенный цилиндр нового поршня и колец, так как поршень и кольца не могут хорошо приработаться к зеркалу овального сечения. В особенности плохо прирабатываются хромированные кольца. Их не следует ставить в изношенный цилиндр. Изношенный цилиндр растачивают и шлифуют до размера, соответствующего ремонтному размеру поршня. Для таких цилиндров заводы выпускают поршни ремонтных размеров.
При правильной установке гильзы в изношенный цилиндр износостойкость зеркала повышается. Например, для цилиндров диаметром около 78 мм можно использовать гильзы из специального чугуна от двигателя автомобиля «Москвич-407; отличающиеся высокой износостойкостью (необходимость шлифования их возникает примерно через 100000 км пробега). Для облегчения установки гильзу следует охладить искусственным льдом, а цилиндр нагреть в кипящей, воде. Чтобы установить гильзу из чугуна СЧ 24- 44 в цилиндр, изготовленный из алюминиевого сплава АЛ108 (двигатель мотоциклов «Ковровец-175А» и др.), его нагревают до 220—250° С, а затем запрессовывают гильзу с натягом 0,08—0,2 мм. При установке гильзы в цилиндр необходимо учесть следующее. Проникновение масла между гильзой и цилиндром резко ухудшает охлаждение. В случае установки даже с зазором гильза не будет перегреваться, так как она при нагревании расширяется, вследствие чего зазор устраняется кроме того, при этом лучше сохраняется цилиндрическая форма гильзы.
Awm 1.8 турбо тепловой зазор поршень цилиндр. Шатунно-поршневая группа
Как показывает практика, величина зазора между поршнем и цилиндром влияет на работоспособность и ресурс двигателя никак не меньше, чем, к примеру, качество поверхности цилиндра или ее перпендикулярность оси коленчатого вала. Очевидно, этот зазор не должен быть ни чрезмерно большим, ни слишком малым. В первом случае увеличивается шум при работе двигателя, появляются значительные ударные нагрузки в местах контакта деталей.
Еще хуже, если зазор мал. Давление поршня на стенку цилиндра повышается, возрастают трение и температура деталей, а условия их смазки ухудшаются. Возможен даже разрыв масляной пленки, разделяющей детали, и переход к режиму «полусухого» трения с соприкосновением поверхностей.
Получается, что зазор в цилиндре — величина строго определенная, не больше и не меньше той, какую рекомендуют изготовители двигателя. А рекомендации бывают самые разные.
На практике все выглядит сложнее. Как известно, производителей поршней множество. И изделия, которые они выпускают для одной и той же модели двигателя, нередко отличаются не только внешним видом, но и геометрией юбки, материалом, конструкцией. Как же тогда быть с зазором?
Иностранные производители поршней всегда указывают минимальный зазор. Он может быть выбит на днище поршня, указан на упаковке или в инструкции.
К сожалению, наши производители не балуют своих клиентов — размера, или величины зазора какого-нибудь на их продукции не найти. Видимо, считают, что все должны знать эти данные наизусть, и полагают, что любой поршень должен иметь зазор в цилиндре, соответствующий «заводским» данным производителя двигателя. А в это трудно поверить — достаточно даже визуально сравнить поршни с разных заводов.
На первый взгляд может показаться, что, если, к примеру, для двигателя ВАЗ-2108 рекомендован зазор 0,025-0,045 мм, то при ремонте надо стремиться к минимуму (0,025 мм). Но это только на первый взгляд. Практика показывает, что для этого нужно, чтобы совпали некоторые условия:
Поршни и поршневые кольца должны быть качественными;
Поверхности цилиндров и поршней должны иметь микропрофиль, обеспечивающий удержание оптимального количества масла;
Отклонение формы цилиндров (эллипсность, конусность, корсетность и пр.) — не более 0,005 мм;
Неперпендикулярность цилиндров оси коленчатого вала, непараллельность осей шатунных и коренных шеек, а также осей верхней и нижней головок шатунов — не более 0,01 мм на длине (измерительной базе), равной диаметру цилиндра.
Первые требования очевидны чего нельзя сказать о последнем. Чтобы отклонения во взаимном расположении поверхностей лежали в допустимых пределах, необходимы не только высокоточное оборудование и инструмент, но и специальные измерительные приборы. В самом деле, где могут измерить, к примеру, непараллельность осей головок шатунов? Таких мастерских единицы. А где и, самое главное, чем измерить неперпендикулярность цилиндров и оси коленвала?
Картина, как видим, безрадостная — в основном для тех механиков, которые стремятся во что бы то ни стало сделать в цилиндрах минимально возможные зазоры. Такие специалисты предпочитают измерять зазоры «голыми руками», поэтому нормальный зазор воспринимают весьма своеобразно: «прослабили», поршень ведь «болтается»! А как же ему не болтаться? Ведь во всех точках на боковой поверхности поршня, кроме, разумеется, тех мест, где его размер максимален, зазор за счет овальности и бочкообразности поршня будет больше номинального. Причем на верхней части, в зоне канавок под кольца, а также в направлении оси пальца, зазор между поршнем и цилиндром превышает номинальный в 10-15 раз!
Интересно, а что будет, если, наоборот, приблизиться к предельно большому зазору, соответствующему изношенному двигателю? Да ничего страшного! Правда, при зазоре в цилиндре свыше 0,12-0,15 мм (у разных двигателей эта цифра разная) будет хорошо слышен стук поршней на холодном двигателе, да и зазор будет сравнительно быстро увеличиваться из-за ударных нагрузок и износа деталей. Но подобные крайности — это, конечно, чересчур. А вот несколько увеличить зазор по сравнению с минимально допустимым отнюдь не вредно.
По логике вещей, зазор между поршнем и цилиндром — это разница между диаметром цилиндра и наибольшим размером поршня по юбке. Обычно сам процесс измерения не вызывает трудностей. Весь вопрос в другом — где, в каком сечении юбки измерить поршень. Изготовители поршней, как правило, указывают место измерения. В подавляющем большинстве случаев искомый размер определяется в сечении, перпендикулярном оси поршневого пальца между отверстием пальца и нижним краем выреза юбки.
Но из любых правил есть исключения. Например, у некоторых двигателей Toyota поршень требуется измерять под маслосъемным кольцом. Иногда поршень необходимо измерить по нижнему краю юбки (некоторые модели Ford).
Если провести анализ размеров поршней и рекомендуемых для них зазоров большого числа производителей, то выявится любопытная картина. «Ремонтный» диаметр цилиндра практически всегда оказывается с точностью до 0,01 мм равен «стандартному» плюс величина «ремонта» (0,25 мм, 0,4 мм; 0,5 мм и т.д.).
К сожалению, правило, действующее для продукции зарубежных производителей и позволяющее легко определить и зазор, и ремонтный диаметр цилиндра, для отечественных поршней не работает — слишком велик иногда оказывается разброс в их размерах (до 0,1 мм в одном комплекте). Да и измерять «наши» поршни тоже надо внимательно.
В общем, зазор — хоть и маленькая величина, какие-то сотые доли миллиметра, а значение имеет огромное. И тем, кто забывает об этом, можно только посочувствовать — «их» моторы надежно и долго работать не будут.?
Зазор между поршнем и цилиндром может в эксплуатации недопустимо сузиться почти до полного отсутствия при неправильной регулировке движущихся деталей, при перекосе цилиндров или же при термической перегрузке. Кроме того, температура поршня в работе значительно выше температуры цилиндра, что в эксплуатации приводит к различным характеристикам теплового расширения поршня и цилиндра. Поршень подвергается более сильному тепловому расширению, чем смежный цилиндр. Кроме того, алюминиевые материалы, по сравнению с серым чугуном имеют двойное тепловое расширение, что необходимо соответственно учесть в конструкции.
При уменьшающемся зазоре между поршнем и цилиндром сначала возникает полусухое трение,потому что масляная пленка на стенке цилиндра вытесняется расширяющимся поршнем. В результате этого несущие поверхности на юбке поршня сначала стираются до высокого блеска. Изза полусухого трения и возникающего тепла трения температура элементов становится еще выше. Поршень при этом оказывает все большее давление на стенку цилиндра. Функция масляной пленки при этом полностью исчезает. Поршень в цилиндре начинает работать без смазки. В результате этого появляются первые задиры с гладкой темной поверхностью.
Обобщенно можно привести следующие характерные признаки задиров из-за недостаточного зазора. За местами противодействия с зеркальным блеском следуют гладкие темные задиры. Задиры при заедании из-за недостаточного зазора имеются как на нагруженной стороне, так и на ненагруженной стороне.
Задиры из-за недостаточного зазора на юбке поршня
Описание повреждения
На поверхности юбки поршня имеется несколько одинаковых задиров
Задиры возникли на нагруженной и на ненагруженной стороне, т.е., к задирам на одной стороне поршня имеются соответствующие задиры на противоположной стороне. Поверхность задиров переходит от точек давления с зеркальным блеском в относительно гладкие места трения с темным цветом. Зона колец не имеет повреждений.
Оценка повреждения
Зазор между юбкой поршня и рабочей поверхностью цилиндра был или слишком узким или суживался в недопустимой мере перекосами, которые возможно возникли только при эксплуатации двигателя.
Указание:
В отличие от задиров в результате работы без смазки задиры из-за недостаточного зазора возникают всегда по истечении короткого времени эксплуатации после капитального ремонта двигателя.
Возможные причины повреждения
Недостаточный диаметр цилиндра.
Слишком сильная или неравномерная затяжка головки цилиндра (перетяжка цилиндра).
Неровные торцевые поверхности на цилиндре или на головке цилиндров.
Нечистая или неравномерная резьба в резьбовых отверстиях или на винтах головки цилиндров.
Заедание или неравномерная смазка на опорных поясках головок винтов
Использование неправильных или неподходящих прокладок головки блока цилиндров.
Перекос цилиндров в результате неравномерного нагрева из-за накипи, загрязнение или другие неисправности в системе охлаждения.
Задиры из-за недостаточного зазора соответственно рядом с бобышкой пальца (задиры под углом 45°)
Описание повреждения
Характерным для этого повреждения являются задиры, появляющиеся соответственно со смещением на 45° относительно оси бобышки, причем как на нагруженной стороне, так и на ненагруженной стороне. Поверхность задиров переходит от точек нажима с зеркальным блеском в относительно гладкие места трения с темным цветом. Поршневой палец имеет синий цвет побежалости, это признак тому, что в данном случае температура поршневого пальца была слишком высокой в результате недостаточного зазора или нехватки смазки.
Оценка повреждения
Повреждение появляется, если зона вокруг крепления поршневого пальца слишком сильно нагревается. Поскольку в этой зоне поршень отличается довольно высокой жесткостью, возникает повышенное тепловое расширение в этой зоне и зазор между поршнем и рабочей поверхностью цилиндра сужается. Относительно тонкостенная и тем самым эластичная направляющая часть поршня может компенсировать повышенное тепловое расширение своей эластичностью. На переходе к жестким бобышкам пальца материал, однако, с большим усилием давит на стенку цилиндра, что в конечном счете приводит к прерыванию масляной пленки и к возникновению трения на поршне.
Возможные причины повреждения
Слишком высокая нагрузка на двигатель, когда он еще не достиг рабочей температуры
Поршень может достичь своей полной рабочей температуры в течение 20 секунд, в то время как для холодного цилиндра для этого требуется намного больше времени. В результате различий в тепловом расширении обоих элементов поршень расширяется намного больше и быстрее, чем цилиндр. Зазор поршня сильно сужается в вышеописанных местах. Появляются названные повреждения.
Слишком узкая посадка поршневого пальца в головке шатуна (горяче запрессованные шатуны). Слишком узкая посадка поршневого пальца в бобышке шатуна может привести к некруглости бобышки шатуна и тем самым также поршневого пальца. Это связано с различной толщиной стенки в бобышке шатуна. В то время как в направлении шатуна имеется больше материала и более толстые стенки, толщина стенки в конце шатуна намного меньше. При деформации поршневого пальца зазор в креплении пальца уменьшается. В результате этого недостаточный зазор в креплении вызывает повышенное тепло трения и таким образом повышенное тепловое расширение в данной зоне.
Задиры в бобышке шатуна из-за недостаточной смазки при первом вводе двигателя в эксплуатацию.
При сборке поршневой палец не смазывается или смазывается недостаточно. Перед тем как масло при первом пуске в эксплуатацию поступает к месту опоры, нет достаточной смазки, это вызывает заедание опоры пальца и тем самым повышенное образование тепла.
Дефект монтажа при горячей посадке поршневого пальца (горяче запрессованный шатун)
Кроме вышеназванной смазки пальца при горячей посадке поршневого пальца бобышки шатуна необходимо обратить внимание на то, чтобы непосредственно после вставки пальца подшипник пальца не был подвергнут контролю на свободный ход путем качающего движения. Непосредственно после вставки холодного пальца в горячий шатун температура между обеими деталями выравнивается. Поршневой палец может стать очень горячим. Он расширяется и заклинивается в еще холодном подшипнике пальца. Если подшипник в этом состояние перемещают, здесь может возникнуть первое место трения или задир, который в эксплуатации приводит к тяжелому ходу подшипника и тем самым к повышенному трению и образованию тепла. По этой причине смонтированные детали должны остыть спокойно, опору следует контролировать на свободный ход только после остывания.
Задиры из-за недостаточного зазора в нижней части юбки поршня
Описание повреждения
На нижних концах юбки поршень имеет типичные задиры с местами нажима на одной стороне и на противоположной стороне. Следы переходят от места нажима с зеркальным блеском в гладкие темные задиры, (рис. 1) Все остальные части поршня не имеют особенностей. Те же самые задиры имеет соответствующая мокрая рабочая втулка цилиндра (рис. 2) в нижней части, там где она на наружном диаметре несколькими уплотнительными кольцами уплотняется к картеру от попадания воды и масла,. Все остальные части рабочей втулки цилиндра также не имеют особенностей.
Оценка повреждения
Тот факт, что задиры имеют характерные признаки заедания из-за недостаточного зазора как на поршне, так и на рабочей втулке цилиндра, указывает на то, что зазор между поршнем и цилиндром в нижней части, вероятно, из-за деформации цилиндра был настолько сужен, что масляная пленка прервалась.
Возможные причины повреждения
Неправильные по размерам или неподходящие кольца круглого сечения могут привести к деформации рабочей втулки до полного отсутствия зазора юбки поршня. Для обеспечения достаточно большого пространства набухания уплотнительные кольца должны заполнить лишь ок. 70 % объема канавок.
Использование дополнительного уплотнительного средства в кольцах круглого сечения
Для используемых для данной цели уплотнительных колец характерно набухание в работе под воздействием масла. Это свойство так и предусмотрено, чтобы обеспечить герметичность в течение длительного времени. Поэтому не разрешается использование дополнительного уплотнительного средства. Свободное пространство было бы полностью заполнено и кольца круглого сечения не могли бы расширяться в работе.
В пазах для уплотнительных колец в корпусе, возможно, сохранились еще остатки старых уплотнительных колец (см. выше).
Уплотнительные кольца не могут обеспечить безупречную герметизацию, если они перекошены при вводе рабочей втулки. Поэтому они должны быть всегда смазаны средством скольжения перед монтажом рабочей втулки.
Как только вы завели двигатель и вам послышался звук, похожий на стук, а потом, когда двигатель прогрелся он пропал, либо немного стих, это значит, что пришла пора для проверки зазора между поршнями и цилиндрами. А это говорито том, что в руки нужно взять в руки инструмент и начать разбирать ГБЦ.
По Вашему мнению может ли быть что-то общее между человеком и мотором машины. Маленький человек, не может вам рассказать или пожаловаться вам на какую-то боль или беспокойство. Только по стечению времени он начинает говорить и может вам что-то объяснить. Точно так и мотор машины, когда он новый, он работает и ему ничего не мешает. Но опять же проходит какой-то промежуток времени и он начинает сообщать о каких-либо проблемах. Это можно понять по звуку издаваемому им. А точнее по стуку деталей которые находятся внутри.
У этого стука могут быть разные проблемы происхождения. Это может как распредвал так и коленвал стучать или какие-либо другие детали. Как упоминали ранее возможно это зазор между поршнем и цилиндром. Именно о такой проблеме двигателя пойдет сегодня речь. Нужно знать, что рано или поздно стук появится и эту проблему необходимо будет решать, а не откладывать на потом.
Какие изменения могут быть с зазором между поршнем и цилиндром
При правильной эксплуатации мотора со временем естественным путем сужается зазор между этими деталями. Происходит это из-за того, что во время эксплуатации при высоких температурах работают детали. Помимо этого, еще причинами возникновния такой проблемы являются неправильное регулирование движущихся деталей, перегрузки температуры, перекос цилиндров. Вы знаете то, что блоки цилиндров изготавливают чаще всего из аллюминиевого материала, у которых преобладает двойной коэффициент расширения, в сравнении с легированным чугуном.
Причиной уменьшения зазора между описываемыми деталями, является полусухое трение, из-за чего увеличивается температура деталей блока цилиндров. Со временем смазка пропадает и зазор исчезает из-за появления задир на поршне.
Для определения состояния блока цилиндров проводят диагностику, после которой выносят вердикт о ремонте цилиндров и элементов поршневой группы мотора. Но полностью сказать на сколько поршни, гильзы и другие детали деформировались можно при полном разбирании ГБЦ. Если вы дошли до поршневой группы можно начинать дефектовку цилиндров и поршней. Приборы которыми измеряют диаметры называются микрометр применяют для поршней, а нутрометр применяют при измерении диаметров цилиндров.
Существуют ли какие-то нормы соответствия поршней и цилиндров
Перед началом ремонта поршневой группы, вам нужно узнать о том, что бывают группы диаметров поршней, и таблицы в которых указаны номинальные размеры цилиндров и поршней. Именно этими знаниями нужно пользоваться при ремонте. Существует определенная классификация поршней в зависимости от наружного диаметра, их всего пять: А, В, С, D, E через каждый 0,01 миллиметр размера. К этому еще категории размеру отверстия под поршневой палец через каждые 0,004 миллиметра. Эти данные в форме цифры — это категория отверстия, а буквы – это класс поршня, они написаны на днище поршня. Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Норма для новеньких деталей считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не более 0,15 мм.
В общем-то для этого и делается промер зазора между поршнем и цилиндром, чтобы купить поршни такого класса, какого и цилиндры. Но может быть и так, что зазор превышает размер 0,15 мм , то нужно подобрать поршень к цилиндру, с наибольшим близким значением к расчетному размеру. Сначала нужно делать расточку цилиндров с максимальным приближением близкому к цифрам ремонтного размера. Но еще необходимо не забыть оставить припуск около 0,03 миллиметра для хонингования поверхности цилиндров после расточки. Только после этого всего можно приобретать поршни. Во время хонингования нужно выдерживать диаметр, чтобы при устанавливании поршня зазор входил в пределы допускаемой максимальной цифры зазора новых деталей 0,045 миллиметров.
Микрометр служит для определения размера поршней, а нутрометр для определения размера цилиндров. При покупке поршней к цилиндрам нужно учитывать не только номинальный или ремонтный размер, а также нужно знать и вес поршней. Он может быть нормальным, а может больше или меньше на пять грамм. К ремонтным поршням нужно подбирать ремонтные кольца ремонтных размеров. Только после всех нужных проведенных манипуляций с зазором между этими деталями, вы быстро подберете необходимые размеры, и после растачивания установите поршень.
Причины изменения зазора между поршнем и цилиндром
Почему так происходит? Вроде бы стараешься эксплуатировать двигатель согласно инструкции. Масло моторное заливаем как советует производитель. Не жалеем денег на то чтобы двигатель был всегда «накормлен», так как говорят производители.
Но все же есть причины изменения зазора:
Даже во время правильной эксплуатации мотора, не может вам с точностью объяснить почему появляется увеличение зазора между этими двумя деталями. Нужно помнить, что все детали работают в экстремальных условиях, то есть при высоких температурах. Поэтому избежать изменения свойств металла не получится, можно только отодвинуть не надолго, но избежать не удастся. У поршня со временем начинают изнашиваться естественным путем канавки для колец, отверстия под палец и др.
Причинами могут стать неисправности появляющиеся во время эксплуатации мотора: перегрев мотора незафиксированный, не правильно урегулированные движущиеся детали, перекос мотора, плохого качества моторное масло, попадание в моторное масло топлива или охлаждающей жидкости и другие причины. Все эти возникающие проблемы приводят к образованию такого зазора, который не соответствует заданным параметрам.
К чему может привести возникшая проблема зазора между поршнем и цилиндром
Увеличенный по размерам зазор может привести к стуку, к плохой компрессии мотора, увеличению расхода масла, и к поломке двигателя. А вот уменьшенный зазор может привести к появлению задир на цилиндрах, перегреву деталей блока. Как при увеличении зазора, так и при его уменьшении понадобится ремонтировать поршневую группу. Тут без вариантов. Можно конечно задуматься о приобретении нового мотора. Но дешевле будет если сделать ремонт такого рода поломки. Весь процесс будет исходить из замены цилиндров и их расточке и хонинговании.
Как самостоятельно проверить зазор между поршнем и цилиндром
Конечно, чтобы проверить зазор, необходимо для начала разобрать ГБЦ. В общем то вы начинаете капитальный ремонт мотора. Так как по результатам диагностики скорее всего появятся проблемы с распредвалом, коленвалом, заменой прокладок, подшипников, вкладышей, работы вам будет предостаточно. Но сегодня мы рассматриваем зазор между цилиндрами и поршнями. Для начала нам необходимы для измерительных инструмента: нутрометр и микрометр. Для чего они нужны мы упоминали ранее. Останавливаться на структуре материала и технологии изготовления деталей мы не станем. Начнем измерять размеры поршней.
Как и у цилиндров, у поршней тоже есть классификация по наружному диаметру и их пять классов: A, B, C, D, E. Замерять диаметр поршня нужно в районе цилиндрической части юбки, расстояние от днища плоскости в 52,4 миллиметра. Класс поршня вы разгледите на днище поршня. Расстояние между поршнем и цилиндром должно соответствовать определенным расчетным нормам. Для новых деталей нормой считается от 0,05 до 0,07 мм. А для деталей бывших в использовании зазор должен быть не больше 0,15 мм.
В общем-то для этого и делаются промеры, чтобы купить поршни такого класса, какого и цилиндры. Но возможно и следующее, что зазор превышает размер 0,15 миллиметров, то необходимо подобрать поршень к цилиндру, с наибольшим приближенным значением к расчетному размеру. Сначала нужно делать расточку цилиндров к максимально близкому по цифрам ремонтному размеру. Также не нужно забывать оставлять припуск около 0,03 миллиметра для хонингования поверхности цилиндров после растачивания. Только после этого всего можно приобретать поршни. Как только вы сделали ремонт цилиндров, начинаем подбирать поршни нужного ремонтного размера. Для обычных моделей моторов отечественного производства, норма монтажного зазора между этими двумя деталями следующая: 0,06-0,08 миллиметров для двигателей 05 и 06, а 0,05-0,07 для двигателей 01 и 03.
Обязательно при покупке поршней необходимо уделить внимание на их массу. Вес одного поршня двигателя не должен быть меньше или больше на 2,5 грамм. Это нужно для того чтобы снизить вибрацию мотора при разности масс возвратно-поступательного движения. Все необходимые размеры поршня и цилиндра, а также нормы производителя к зазорам для того мотора который у вас можно узнать из руководства по эксплуатации именно вашего типа мотора. Желаем удачи вам при проведении замеров зазора между поршнем и цилиндром, а также в правильном выборе необходимых деталей.
Подписывайтесь на наши ленты в
Стуки в моторе из за больших зазоров в поршневой.
Перед тем как начать разбираться в причине стуков, хотелось бы немного объяснить как устроена геометрия поршня. Потом будет легче понять о чем здесь пишется.
Дело в том, что поршень не является идеальным цилиндром и почти всё в нем смещено или не имеет идеальною прямую форму.
Например. На этом рисунке номер 1. Изображен поршень который к вершине сужается и имеет форму конуса а также бочкообразную форму. Дело в том, что верхняя часть поршня расширяется от нагрева на 0,2мм. А вот в районе пальца тепловые расширения составляют всего 0,1мм. А вот юбка поршня расширяется всего на 0,04мм. То есть при поршневой на 100мм размер поршня будет 99 в минусе 0,035…0,045мм.
А вот на рисунке номер 2. Видно что поршень в нижней его части сделан немного овальным. Это сделано, что бы избежать ненужных боковых трений. Которые тоже отберут у мотора часть мощности. Правда в реальном поршне овальность составляет всего в пределе 0,1мм. Здесь она нарисована для наглядности посильнее.
На рисунке номер 3. Показано, что ось отверстия шатунного пальца просверлена не строго по середине поршня а смещена немного в бок. Это сделано для того, что бы компенсировать боковые нагрузки, которые появляются при перекладки поршня в ВМТ и самое главное компенсирует боковые нагрузки передаваемые от шатуна. Вить это только поршень ходит туда сюда по вертикали а шатун толкает коленвал по кругу от чего и возникают боковые силы.
Довесок к поршневой.
Износ стенок цилиндров бывает разным. Это тоже может стать причиной стука поршневой.
Под буквой А. Нормальный износ стенок цилиндра.
Под буквой В. Ненормальный износ стенок цилиндра.
Причины ненормального износа поршневой является.
Слабая смазка стенок цилиндра. По причине маленького давления в масленой системе.
Мотор часто работал на износе при высоких оборотах.
Большой зазор между юбкой поршня и стенкой цилиндра , часто вдруг появляется после ремонта мотора. Для мотора не смертелен но неприятен.
Проявляется так. Как только мотор заведётся слышно несколько минут стуки, (стуки глухие металлические, чем то напоминающие работу холодного дизеля при этом их легко спутать со звоном не отрегулированных клапанов.) после чего стуки в связи с прогревом значительно убывают. Если плавно подымать обороты мотора до 3000 стук в каком-то диапазоне становится хорошо слышен. При отключение стучащего цилиндра стук немного уменьшается. Если прослушивать стетоскопом или через палку, железный прут то звук слышится в верхней части блока и в нижней.
Дело в том, что при зазоре поршень стенка цилиндра более 0,08мм на современных поршнях. Где высота поршня меньше его диаметра а соответственно и юбка которая служит опорой поршню очень короткая. То поршня начнут уже стучать об стенку цилиндра. Что поделать короткая юбка это плата за высоко оборотистость а значить и мощность мотора. Чем меньше веса тем больше мотор может дать обороты, поршень быстрее прогревается и не в последнюю очередь влияет на показатели ЕВРО.
Фото этого поршня. УАЗовский мотор.
А вот на старых моторах где высота поршня такая же и более, как диаметр. Стучать поршень об цилиндр юбкой будет уже только при зазоре под 0,15мм. А вот на старых низко оборотистых моторах, где высота юбки от центра отверстия пальца равняется почти диаметру. Поршня застучат уже только у полностью убитого мотора.
Что бы избежать стука надо точно промерять диаметр юбки. Его минимальный размер должен быть 0,04мм а максимальный 0,06. Дай Бог мне памяти. Так, что покупая даже новую поршневую вам лучше её обмерить. Обмер диаметра юбки делается не в самом конце юбки а отступив примерно на 2/3 от отверстия пальца. Место промера показано на рисунке 1 и отмечено буквой С. К сожалению в гаражных условиях далеко не каждый может позволить себе нутромер и микрометр. Но как говорится всегда найдется простое решение.
Делается это так. Сначала отвозите блок в мастерскую, где растачивают и хонингуют блоки. Там вам его измерят и как правило говорят, что расточку блока произведут через два размера. То есть вы будите покупать поршневую размером на 0,5мм больше. Если вы не понимаете, то вам объяснят и скорее всего если вы попросите сразу на бумажке напишут размер поршневой которую вы должны купить в магазине. После чего вы едите в магазин. И покупайте новую поршневую.
Теперь желательно отдать блок вместе с поршневой. И попросите при расточке подогнать каждый поршень под отверстие. Во многих мастерских с радость на это соглашаются. Так как втыкая в хонингованный блок поршень. Мастер сразу определит, по сопротивлению движения поршня. Нужно еще расточить блок побольше или уже хватит. На этой процедуре они много времени не потеряют. А вот ругать с клиентом который сам того не зная привёз проваленные в размере поршня избегут. Объяснять каждому такому клиенту, что виноват не мастер будет по времени накладней по времени, чем проверять и подгонять каждый поршень. Когда моторы забирал сам проверял правильность расточки и хонингования. Смазанный маслом поршень должен войти в отверстие с лёгким натягом. После того как поршень несколько раз в верх и в низ подвигать. Затем подымаем поршень в ВМТ и оставляем поршень там. Поршень не должен сам вываливаться из отверстия под собственным весом. При движение поршня пальцами, поршень должен как бы так сказать от давления одного пальца двигаться в низ. Если усилие несколько выше и приходится давить двумя пальцами. То поршня подогнали поплотнее. Мастера то же хотят подстраховаться и делают в минимальном допуске. Руководствуясь принципом. Лучше пусть будет плотнее и обкатка мотора будет дольше, чем провалить размер. Да вам придётся погонять мотор денёк на холостых и первые 10тыс километров не лихачить. После этого надо каждый поршень вытащить и проверить на матовый след притертости поршня к стенкам. Он должен слегка доходить до трети юбки и при этом эту матовость видно с трудом но всё таки видно. Кстати если по прослабленному поршню постучать киянкой то он тоже буде сидеть плотно в цилиндре но след износа сразу покажет, что матовость кривая. Так же матовая поверхность будет искривлена или уедет в сторону.
Рисунок матовости на юбке поршня.
Если шатун изогнут.
Поршень не имеет правильную геометрию.
Рисунок правильной матовости.
Большой зазор между, пальцем поршня и втулкой шатуна. Хотя может быть, что палец жёстко запрессован в шатуне и по этому он начинает бить в отверстие поршня. Дефект редки и как правило врождённый по причине, слишком слабого натяга пальца в отверстие поршня.
Проверка пальца написана в статье. Проверка шатунного пальца.
Неправильно поставленный поршень в цилиндр.
Проявляется как постоянный сильный стук на всех оборотах. Место того что бы компенсировать боковые усилия. Поршень будет сам прикладываться юбкой к стенкам, посильнее.
Головка поршня достаёт до прокладки блока или стучит по головке блока.
Проявляется как стук в верхней части блока. Если поршень будет доставать до прокладки и стучать по медной окантовке. То окантовка будет замята. Если поршень будет доставать по головки блока то явных следов ударов наблюдаться не будет. Во избежание этих проблем. Надо убедится, что прокладка нужной толщены. Насчет прокладки производится по формуле.
Берётся максимальная высота на которую выступает один из поршней над блоком. Пусть это будет 1мм. Плюс не меньше пол (0,5мм) миллиметра, это расстояние от поршня до головки, столько должно остаться в запасе у поршня. И плюс 0,3мм на усадку прокладки при притягивание головки болтами к блоку. Получается 1мм + 0,5мм + 0,3мм = 1,8мм. В итоге мы получаем число 1,8м, такой толщены должна быть куплена новая прокладка.
Теперь когда прокладка куплена, надо её положить на блок и сравнить. А всели отверстия совпадают в блоке и прокладка, или тои ли стороной положена прокладка? Тои ли стороной? Обратите внимание, что бы стольные кольца на прокладке не нависали над отверстиями цилиндров блока. Стальные окантовки должны быть шире отверстий цилиндров примерно на пол миллиметра. Если они вровень со стенками цилиндра то эта прокладка не годится. Так как обжавшись стальная окантовка станет уже и вдавится в цилиндр и поршень начнёт по ней стучать. Приятного будет мало.
Если утром, когда вы запустили холодный двигатель, был слышен металлический стук, который исчез при прогреве мотора, то это говорит только о том, что был нарушен зазор между поршнем и цилиндром. Почему он нарушается, и какие допустимые нормы применяются для зазоров между поршнем и цилиндром? Ответ вы найдете ниже.
Как меняется зазор между поршнем и цилиндром в процессе эксплуатации?
Уменьшение зазора происходит из-за естественного износа рабочих частей поршня и цилиндра. Такое изменение формы металла связано с его свойством поддаваться влиянию перепадов температур.
Помимо этого, уменьшение зазора может произойти и при неправильной сборке двигателя. Например, нарушена установка шатунов или появился перекос цилиндров. Не в стороне остается и перегрев двигателя, так как большие температуры имеют свойство расширять материалы. Особенно это касается алюминия, который, в отличие от чугуна, имеет высокий коэффициент расширения.
Как и любой другой дефект, нарушение зазора между поршнем и цилиндром оказывает негативное влияние на работу двигателя. Соприкосновение поршня и цилиндра под неправильным углом приводит к возникновению сухого трения, которое осуществляется без смазочного материала и повышает температуру деталей. Последствием такого трения почти во всех случаях становится появление различных царапин на рабочих поверхностях цилиндров.
После этого, любой двигатель обязательно подвергнут ремонту. Для проведения диагностики необходимо полностью снять и как только поршневая группа будет на виду, то можно приступать к соответствующим замерам. В процессе замеров вам понадобятся микрометр, который покажет зазор поршней и нутромер для определения диаметра цилиндра.
Как снять головку блока цилиндров?
- В первую очередь, необходимо обездвижить автомобиль. Под колеса устанавливаются противооткатные упоры, а рычаг КПП устанавливается в положение «первая передача». Откройте капот автомобиля и найдите место расположения ГБЦ.
- Вначале, снимаются все части, которые мешают свободному доступу к головке. Таковыми могут быть: , карбюратор (или инжектор), «штаны», а также различные тросы, приводы педалей и проводка электрических датчиков. С ГБЦ выкручиваются свечи, при необходимости, снимается трамблер.
- Слейте масло из двигателя и охлаждающую жидкость. Откройте крышку привода ГРМ и демонтируйте ремень. Это нужно для того, чтобы освободить распределительный вал. После этого, открутите гайки крепления крышки ГБЦ и снимите ее вместе с прокладкой. Перед сборкой рекомендуется установить новую прокладку.
- Теперь можно приступать, непосредственно, к демонтажу головки блока цилиндров. Открутите специальные болты крепления и демонтируйте головку вместе с прокладкой. После этого, вы получите открытый доступ к блоку цилиндров.
Какие существуют нормы зазоров между поршнями и цилиндрами
Перед проведением соответствующего ремонта поршневого механизма, необходимо знать, что существуют определенные нормы зазоров, которые расписаны по таблицам и должны соблюдаться в строгой форме.
Диаметр поршней разделяется всего на пять классов: A B C D E. Каждый новый класс определяет увеличение диаметра на 0,01 миллиметра. Кроме того, имеются специальные категории, которые определяют диаметр отверстия под поршневой палец. Они меняются на каждые 0,004 миллиметра. Все эти цифры и маркировка, в обязательном порядке маркируется на нижней части поршня.
Для различных деталей существуют соответствующие нормы. Так, например, новые поршни должны устанавливаться с зазором 0,06 миллиметров по всей его окружности. Если же деталь уже прошла достаточно внушительный километраж, то ее зазор не должен быть больше 0,15 миллиметров.
В случаях, когда зазор начинает превосходить установленные нормы, то следует подобрать и приобрести те поршни, которые обеспечат требуемую зазорность. Совсем необязательно подгонять поршень с высокой точностью. Достаточно лишь иметь образец с приблизительными размерами.
Предварительно, необходимо в обязательном порядке расточить цилиндры до ремонтных размеров и оставить запас, примерно, в 0,03 миллиметра. Он необходим для дальнейшего хонингования поверхности. Во время хонингования обязательно выдерживайте точность диаметра, чтобы при монтаже нового поршня зазор соответствовал требованиям, предъявляемым к установке новых деталей.
Диаметр цилиндра замеряется в четырех поясах, а также в двух перпендикулярных плоскостях. Нутромер необходимо устанавливать строго перпендикулярно блоку цилиндров. Таким образом, можно исключить любые отклонения от правильности измерений.
Видео — Как правильно замерять поршень
Помимо размеров поршней, немало важным показателем является и их масса. Масса поршней бывает нормальная, или с изменением на плюс (минус) 5 грамм. Кроме того, к поршням необходимо правильно подобрать маслосъемные кольца, которые должны быть ремонтных размеров.
После того, как поршни будут подобраны и установлены, необходимо еще раз проверить величину зазоров. Если она находится в пределах нормы, то можно приступать к обратной сборке двигателя. Устанавливается ГБЦ, затем привод газораспределительного механизма. После этого, прикручивается крышка ГБЦ с новой прокладкой и все навесные элементы. Не забудьте залить масло, ОЖ и отрегулировать механизм газораспределения. После этого, скорее всего, придется выставить угол опережения зажигания. Теперь автомобиль полностью готов к работе.
На этом проверка зазора между поршнем и цилиндром завершена. Какой бы простой вам не казалась эта сложная процедура, ее, все же, рекомендуется производить только в специализированных станциях технического обслуживания, так как сборка блока цилиндров – дело ответственное и лучше доверить его профессионалам. Удачи на дорогах!
Замена поршня и поршневых колец на двухтактном кроссовом мотоцикле Honda CR125
В состав цилиндропоршневой группы любого двигателя внутреннего сгорания входят поршни, поршневые кольца (компрессионные и маслосъёмные) и цилиндры (или блоки цилиндров). Несмотря на выдающиеся смазывающие свойства современных моторных масел, о выборе которых мы расскажем в одной из наших следующих статей, вышеперечисленные детали подвержены постоянному износу во время работы двигателя и, по сути, являются «расходниками». Правда, с достаточно большим межсервисным интервалом.
Однако ресурс поршней и колец стремится к нескольким десяткам моточасов по мере роста степени форсировки мотора. Нашим сегодняшним «пациентом» станет двухтактный кроссовый мотоцикл Honda CR125: одноцилиндровые двухтактники являются рекордсменами по простоте замены поршня и поршневых колец.
С цилиндрами после изобретения никель-углеродно-кремниевого электрохимического покрытия (никасил) стало немного проще. Никасилевый цилиндр не нужно растачивать под новый ремонтный размер при каждой замене поршня – как и на нашем сегодняшнем мотоцикле для ремонта. Итак, приступим.
Первое, что нам нужно сделать сегодня – слить жидкость из системы охлаждения двигателя. Для этого ослабляем хомуты на входном и выходном шлангах, присоединённых к помпе, расположенной на правой передней части двигателя.
Не забудьте заранее приготовить ёмкость для антифриза: отлично подойдёт пластиковый или металлический таз, на худой конец – канистра с широкой горловиной.
Снимаем шланги системы охлаждения, присоединённые к головке цилиндра. Отсоединяем свечной провод от свечи зажигания. Вынимаем болт из верхнего крепления двигателя к раме.
К головке также подходят два шланга, входящий и выходной, снимаем оба:
Ослабляем и выкручиваем гайки крепления резонатора к цилиндру. На CR125 их три — одну не видно на нашей фотографии «в профиль»:
Снимаем и откладываем в сторону резонатор.
Затем нам нужно открутить пять болтов крепления крышки мощностного клапана, расположенной на правой поверхности цилиндра:
Снимаем крышку мощностного клапана. Целесообразнее заранее подготовить набор прокладок – помимо нового поршня и поршневых колец.
Обратите внимание на горизонтальную резиновую прокладку: она многоразовая, однако если на ней появились трещины, следует подумать о её замене или, по крайней мере, посадить её при сборке на герметик.
Ногтем выдавливаем вверх шплинт крепления тяги мощностного клапана:
Снимаем и отводим в сторону тягу:
Снимаем перепускной патрубок между правым и левым радиатором: он будет мешать нам.
Выкручиваем пять гаек головки цилиндра. Пятый болт на фотографии загородила свеча зажигания:
Ослабляем четыре гайки крепления цилиндра к картеру:
Одна из них расположена под крышкой мощностного клапана:
Снимаем головку цилиндра:
Ослабляем червячный хомут и сдёргиваем патрубок охлаждения с цилиндра:
Снимаем со шпилек цилиндр. Если поршень не подлежит замене, как в нашем случае, то придержите его другой рукой, чтобы он не ударился о картер двигателя.
Для того, чтобы грязь и мелкие детали не попали в кривошипную полость, закрываем отверстие ветошью или бумажными салфетками:
Поддеваем отверткой и удаляем из посадочного места на поршне одно из колец поршневого пальца.
Вынимаем стопорное кольцо из канавки в поршне:
Выталкиваем поршневой палец из поршня по направлению удалённого стопорного кольца:
Вынув палец примерно до половины, снимаем поршень с шатуна.
Вынимаем из верхней головки шатуна роликовый подшипник. Покачав шатун в верхней мёртвой точке вверх-вниз, проверяем отсутствие люфта. Если люфт есть, то замене подлежит подшипник в нижней головке шатуна – и это как минимум.
Вставляем край нового поршневого кольца в новый поршень. На моторе CR125 оно всего одно:
Аккуратно, стараясь излишне не гнуть поршневое кольцо, вставляем его в канавку на поршне:
В отличие от четырёхтактников поршневые кольца двухтактных моторов не проворачиваются за счёт стопора в канавке. Это гарантия того, что конец кольца не попадёт в продувочное окно цилиндра и не сломается.
Совмещаем концы поршневого кольца со стопором:
Смазываем моторным маслом подшипник и устанавливаем его в верхнюю головку шатуна:
Устанавливаем в поршень одно стопорное кольцо поршневого пальца. Мануал рекомендует использовать новые стопорные кольца, однако опытные мотористы знают, что с ними ничего не происходит при аккуратном демонтаже, и их можно использовать повторно. По крайней мере, в случае крайней необходимости. Например, если у вас нет новых стопорных колец.
Наживляем поршневой палец, предварительно смазав его поверхность моторным маслом:
Перед установкой цилиндра протираем и обезжириваем посадочную поверхность картера. При необходимости аккуратно удаляем при помощи широкой шлицевой отвёртки или металлической щётки остатки старой прокладки.
Надеваем поршень на шатун, совмещаем поршневой палец с роликовым подшипником верхней головки шатуна. Вставляем поршневой палец до упора. Проверьте маркировку на дне поршня: метка «IN» должна быть направлена ко впуску, стрелка – в сторону выпускного коллектора.
Устанавливаем новую прокладку цилиндра. Если вы не припасли новую, то можно использовать старую, освежив её тонким слоем герметика. Лучше – анаэробного: он засыхает только там, где нет воздуха. Говоря проще, анаэробный герметик схватится только между соединяемыми поверхностями, а не засохший герметик смоет масло или, как в нашем двухтактном случае, рабочая смесь во время продувки.
Устанавливаем на поршень второе стопорное кольцо поршневого пальца:
Наносим на юбку поршня моторное масло:
Также наносим масло и на зеркало цилиндра:
Устанавливаем цилиндр на поршень, наживляем гайки и протягиваем их до необходимого момента при помощи динамометрического ключа. Будьте внимательны – на шпильки некоторых моторов перед протяжкой рекомендуется нанести моторное масло. Да-да, не фиксатор резьбы, а масло: оно поможет протянуть гайки до необходимого момента. Если же масло не нанести, то «динамик» может показать необходимый момент, который не самом деле не будет достигнут из-за трения на поверхности резьбы.
При необходимости очищаем от остатков старой прокладки верхнюю поверхность цилиндра и посадочную поверхность головки цилиндра. Устанавливаем новую прокладку, головку, наживляем и протягиваем в порядке крест-накрест гайки головки цилиндра.
Устанавливаем на место болт верхнего крепления двигателя, тягу мощностного клапана и фиксирующий её шплинт. Устанавливаем на место крышку мощностного клапана, лучше — на новую прокладку.
Надеваем на свечу высоковольтный провод, устанавливаем на место бензобак и пластик. Устанавливаем и затягиваем хомутами патрубки системы охлаждения. Заполняем охлаждающую систему антифризом через заливное отверстие в радиаторе. Доливаем охлаждающую жидкость также в расширительный бачок — до верхней метки. Крепим и протягиваем резонатор выхлопной системы.
Можно заводиться!
И последнее. Не забудьте внимательно прочитать сервис-мануал к вашему мотоциклу, ведь на некоторых двигателях после замены поршневой рекомендуется пройти обкатку. Правильно выполненная обкатка позволяет существенно повысить ресурс цилиндропоршневой группы.
Удачного ремонта!
Мотоцикл Урал и Днепр — Поршень, поршневые кольца и пальцы мотоцикла Урал
Поршень, поршневые кольца и пальцы мотоцикла Урал
Поршень отлит из алюминиевого сплава. Алюминиевый сплав имеет малую плотность и хорошую теплопроводность, вследствие чего поршень получается легким и не создает больших сил инерции, а также хорошо охлаждается. Вместе с чугунным цилиндром повышенной твердости алюминиевый поршень образует хорошую антифрикционную пару, в результате чего уменьшается износ деталей ЦПГ. Однако у алюминиевого сплава есть один существенный недостаток: коэффициент линейного расширения алюминиевого сплава в два раза большей чем коэффициента линейного расширения чугуна. К тому же температура поршня примерно вдвое выше температуры цилиндра, поэтому при перегреве двигателя поршень расширяется настолько, что его заклинивает в цилиндре. Происходит так называемый «прихват». Во избежание «прихвата» следует исключить возможность перегрева двигателя.
Поршень мотоцикла Урал имеет днище, боковую поверхность — юбку и бобышки под поршневой палец. На поршне выполнены четыре канавки под поршневые кольца. В процессе работы верхняя часть поршня нагревается сильнее и расширяется больше, нежели нижняя часть. Поэтому для того, чтобы в рабочем состоянии поршень, имел цилиндрическую форму, его выполняют конусным, т. е. диаметр головки поршня, где расположены поршневые кольца, и верхней части юбки меньше нижней части юбки. При подборе поршня к цилиндру определяющим является наибольший диаметр юбки поршня.
При — работе кривошипно-шатунного механизма мотоцикла Урал на поршень действует сила бокового давления, которая прижимает поршень к стенке цилиндра и деформирует его. Поршень в рабочем состоянии должен иметь большую поверхность прилегания к цилиндру, поэтому его делают элипсным в сечении. Большая ось эллипса при этом перпендикулярна оси поршневого пальца (рис. 1).
Под действием силы N поршень деформируется, (показано штриховой линией) и принимает цилиндрическую форму. Разность большой и малой осей эллипса составляет 0,18 мм. Поскольку сила N всегда направлена перпендикулярно поршневому пальцу, то боковая поверхность поршня около поршневого пальца в работе не участвует. Для предотвращения заклинивания поршня вследствие его деформации от силы N часть металла вокруг поршневого пальца снимается, выполняются так называемые «холодильники».
Поршни, как и цилиндры, разбивают на группы в зависимости от диаметра юбки Dю, замеренного по большой оси эллипса на расстоянии 13 мм от нижнего торца (рис. 2.).
| Диаметр юбки поршня, мм | |||
Индекс группы поршня мотоцикла Урал выбивают на днище поршня. Кроме того, поршни различают по диаметру отверстия под поршневой палец и делят на четыре группы согласно табл. 2.1. Отверстия в поршне, как и поршневой палец, маркируют краской.
Таблица 2.1Маркировка поршня и поршневого пальца
| Цветовой индекс | Диаметр отверстия в поршне, мм | Диаметр поршневого пальца, мм |
| 20,9930-20,9905 20,9905-20,9880 20,9880-20,9855 20,9855-20,9830 | 21,0000—20,9975 20,9975—20,9950 20,9950-20,9925 20,9925—20,9900 |
Поршневой палец установлен в поршне с натягом 0,045—0,095 мм, однако при нагревании поршень расширяется больше, чем палец и последний свободно вращается и в поршне, и в шатуне. Такая посадка поршневого пальца мотоцикла Урал называется плавающей. За счет плавающей посадки палец изнашивается меньше и более равномерно по всей окружности.
|
| |||||||
|
| |||||||
|
| |||||||
|
| |||||||
Фотоотчет: Установка поршневой на мотоцикл «Иж», «Муравей», «Восход»
В вопросах выбора той или иной стратегии ремонта двигателя. В вопросах ремонта именно советских двухтактных мотоциклов желательно придерживаться стратегии подразумевающей полное восстановление родных деталей. А при не возможности оного — скрипя сердцем, вынужденно покупать контрафакт или искать Б\У вариант.
- В случае с поршневыми — хороший ремонт подразумевает под собой прежде всего расточку цилиндра в ремонтный размер и установку нового поршня, колец и пальца. Если повезет найти цилиндр еще советского производства — самым лучшим вариантом будет — расточить его в ремонтный размер, поставить пусть и контрафактный, но зато как никак, а новый поршень, то такая поршневая гарантированно отходит несколько сезонов. И что самое главное — расточка стоит всего 400 р + новый поршень, кольца, палец итого выходит не больше 1000 р
В подробностях на процессе расточки останавливаться нет особого смысла. Расточка подразумевает собой восстановление геометрии цилиндра путем увеличения его диаметра. Большего вам знать о расточке и не нужно. Есть токаря пусть они и заморачиваются с этими тонкостями
- Если не заморачиваться, как это раньше любили делать в колхозах: подобрать к изношенному цилиндру поршень большего размера, то такого «ремонта» хватит на пару раз сгонять в соседний колхоз за самогоном…
- Самый быстрый вариант ремонта заключается в покупке новой поршневой. Цены на поршневые для советских мотоциклов у нас начинаются от 3 000 и больше. Покупать или не покупать — решать вам. Но если купите — будьте готовы к сюрпризам
Качество деталей
«Качество» деталей к советским мотоциклам, которые в данный момент есть в продаже не соответствует даже самым худшим советским образцам. Советское тоже было не идеальным — поверьте. Единственное на что не было нареканий так это на качество металла, а вот точность изготовления у советских производителей хромала и причем очень и очень сильно
Кольца
При покупке новых колец вставьте их в цилиндр (новый или после расточки) и проверьте на просвет
- Если кольца легли плотно — покупаем
- Если кольца к зеркалу не прилегают — пробуем другие
Пример идеального прилегания кольца к зеркалу («Муравей»)
«Восход»
После проверки на прилегание — одеваем кольца на поршень и замеряме щупом зазор между кольцом и канавкой поршня.
- Если зазор окажется больше 0,01-0,02 мм — пробуем другое кольцо
- Если после нескольких испробованных колец зазор больше положенного — пробуем другой поршень
Поршень «Восхода» с зазором явно превышающим все мыслимые нормы
Поршень «Муравья» с допустимым зазором
Поршень
Из самых опасных и часто встречающихся косяков в новых поршнях стоит отметить неправильное положение стопоров колец. Клиенты уже несколько раз приносили поршни у которых были проблемы с расположением стопоров
- Перед покупкой поршня — подергайте какими-нибудь щипцами стопор
- Если стопор шатается — отлаживаем этот поршень и берем на проверку следующий
Последствия вылетевшего стопора («Муравей»)
Если стопор сидит плотно — ставим напротив стопоров риски и вставляем поршень в цилиндр так, чтобы он не дошел до окон. После, разворачиваем поршень так, чтобы он стал точно также как в двигателе. То есть стрелкой вперед, а ось пальца строго вдоль оси коленчатого вала и смотрим:
- Если хотя бы одна риска стала напротив окон или рядом с окном — отлаживаем поршень и берем другой
- Если риски стали между окон — покупаем
Пример неправильного расположение стопоров на собранном двигателе «Восхода». В случае такого положения замка колец — неминуема поломка кольца
Пример правильного положения стопоров («Муравей»)
Цилиндр
В цилиндре к сожалению особо ничего на глаз не проверишь. Поэтому, осматриваем его зеркало на предмет повреждений и этим и ограничиваемся
Пример зеркала нового цилиндра
Пример зеркала после расточки
Подготовка
Русское есть русское, поэтому пока перед установкой все детали не обработаем как следует напильником ничего не получится…
Вставляем кольца цилиндр и щупом замеряем зазор в замке
- Если зазор меньше нормы — подпиливаем кончики колец надфилем
Для снижения шума работы двигателя и ускорения процесса притирки колец — снимаем на ихних рабочих кромках небольшие фаски (желательно)
Для улучшения смазки поршневого пальца — сверлом на 5-6 мм сверлим сквозные отверстия в бобышках поршня (необязательно)
Убираем облои и наплывы металла в окнах цилиндра и скругляем кромки по которым ходят кольца
После доводочных работ все детали тщательно отмываем, подготавливаем чистое рабочее место и приступаем к сборке.
Сборка
Вставляем в бобышку поршня стопорное кольцо. Кольцо должно лечь в бобышку плотно равномерно прилегая по всей окружности
- Если кольцо село неплотно — разогните его или замените на новое
Нагреваем поршень техническим феном и вставляем в бобышку поршневой палец так, чтобы он немного вышел внутрь поршня
Смазываем верхнею втулку шатуна любым моторным маслом. Разворачиваем поршень стрелкой на выхлоп (на «Юпитерах» на впуск). Одеваем поршень на шатун, вставляем выдвинутый палец в отверстие верхней головки, загоняем палец и фиксируем его вторым стопорным кольцом
Устанавливаем прокладку и из какой-нибудь чистой емкости закапываем моторное масло в подшипник нижней головки шатуна и масляные каналы коренных подшипников
Хорошенько намазываем поршень маслом, устанавливаем кольца и стягиваем их хомутом. Хомут делаем из жести: вырезаем полоску нужной ширины из ней же делаем фиксатор и вуаля!
Одеваем цилиндр
После того как кольца зайдут в цилиндр — снимаем хомут и задавливаем цилиндр до упора
После установки цилиндра — придерживаем его рукой пробуем провернуть коленчатый вал:
- Если поршень ходит в цилиндре легко без хруста и заеданий — ставим прокладку и прикручиваем ГБЦ
- Если поршень ходит туго с хрустом, заедает — снимайте цилиндр и смотрите, что вы сделали не так
Как проверить зазор между поршнем и стенкой
Проверка зазора между поршнем и стенкой является критически важным измерением, которое должна включать каждая сборка двигателя. Вот подробное описание того, как измерить зазор между поршнем и стенкой.
Щуп больше не используется при определении зазора поршня до стенки на высокопроизводительном или гоночном двигателе. Несмотря на то, что фотографии, на которых производители двигателей проверяют этот размер с помощью тонких лопастей, можно найти в учебных пособиях и в Интернете, точность чисел ненадежна — и современные ведущие производители двигателей требуют точных допусков для обеспечения надежности и производительности.
Таким образом, точные измерения диаметров поршня и цилиндра имеют решающее значение для расчета зазора между поршнем и стенкой, что важно по двум причинам. Если зазор слишком велик, поршень может раскачиваться взад и вперед внутри цилиндра и повредить кольца, стенки цилиндра или юбки. Если зазор слишком мал, поршень может заедать в цилиндре, поскольку он расширяется из-за тепла сгорания.
Diamond тщательно определяет зазор между поршнем и стенкой для каждого продаваемого поршня, но проверка его по отношению к отверстию является обязательной частью процесса сборки.Видите ли, такие вещи, как износ канала ствола и допуск на хонингование, — все это необходимо проверять, чтобы гарантировать успешную сборку двигателя. Diamond устанавливает контрольную точку для своих поршней, измеряя расстояние от дна канавки для маслосъемного кольца, и в приведенной ниже последовательности фотографий мы покажем вам все, что вам нужно знать, чтобы проверить зазор между поршнем и стенкой при следующей сборке. .
Все начинается с чтения спецификации и инструкций, предоставленных производителем поршня. В спецификации будет указан рекомендуемый зазор, а в инструкциях очень конкретно указано, где должен измеряться диаметр поршня.В нижнем графике также приведены корректировки предлагаемого зазора в зависимости от различных применений и сплава поршня. Поршни конические; то есть диаметр верха или тульи чуть меньше юбки. Это помогает компенсировать повышенное количество тепла, поглощаемого днищем поршня во время сгорания. Отверстие цилиндра должно быть идеально круглым, и его следует проверить с помощью стрелочного индикатора в двух или трех местах. Отверстие цилиндра также должно быть прямым и не иметь внутреннего конуса.Дважды проверьте размеры отверстия посередине и внизу цилиндра. Для этого алмазного поршня точка измерения находится на 0,700 дюйма ниже канавки масляного кольца и под углом 90 градусов к отверстию под палец. Если у вас нет конкретных инструкций от производителя, безопасная точка измерения находится в середине юбок под углом 90 градусов к средней линии отверстия под палец. Himley использует маркер для точного определения точки измерения с обеих сторон поршня. Внешний микрометр подходящего размера используется для измерения всех поршней в рекомендуемых местах.Поскольку алюминий мягкий, может потребоваться небольшой опыт, чтобы получить точную технику измерения. Вначале обратитесь за помощью к опытному машинисту. Рекомендуемый зазор для этого поршня из сплава 2618 был 0,008 дюйма, но в таблице приложений указано, что для сумматора мощности добавляется 0,001 дюйма к 0,003 дюйма (этот малоблочный двигатель будет иметь сильный турбонаддув). Также сказано, что нужно вычесть 0,002 дюйма для твердого анодированного покрытия, которое имеет этот поршень. Итак, Химли остановился на разрешении 0,007. Если есть небольшие различия между отверстиями и диаметрами поршней, всегда согласовывайте большие поршни с большими отверстиями для более равномерного зазора между поршнем и стенкой.Зазор между поршнем и цилиндром: практическое видео с Mahle
Двигатель в сборе требует измерения нескольких компонентов для обеспечения достаточных зазоров. Зазор между поршнем и отверстием цилиндра является одной из таких критических областей. Хотя зазор обычно устанавливается машинистом во время хонингования цилиндра, сборщик обязательно должен знать, как произвести измерение, чтобы перепроверить машиниста. Mahle Motorsports подготовила это информативное видео с практическими рекомендациями о процессе.
Для измерения зазора между поршнем и отверстием требуются специальные инструменты. Список включает следующее: микрометр, штангенциркуль и калибр. Микрометры имеют диапазон в один дюйм и будут использоваться для измерения поршня. Выберите микрометр с диапазоном, который включает диаметр поршня. Штангенциркуль с круговой шкалой используется для определения точки измерения на поршне. От нуля до шести дюймов будет достаточно.
Наконец, калибр внутреннего диаметра будет использоваться для измерения диаметра отверстия цилиндра.Как и микрометр, калибры внутреннего диаметра покрывают определенный диапазон. Однако калибр внутреннего диаметра поставляется с рядом удлинителей и проставок для покрытия большего диапазона, например от двух до шести дюймов.
После приобретения всех инструментов необходимо определить зазор и точку измерения для поршня. Оба они предоставляются производителем поршня. Mahle предоставляет онлайн-версию своего руководства по применению на своем веб-сайте.
Использовать руководство по применению Mahle очень просто.Найдите свое приложение и найдите справа номер детали поршня. Слева от номера детали указаны минимальный и максимальный зазоры, а также точка измерения поршня.
Определение правильной точки измерения имеет решающее значение, поскольку каждый поршень имеет уникальный профиль. Измерения, сделанные выше или ниже указанной точки, будут неправильными. Неправильное измерение поршня приведет к неправильному расчету зазора поршня и отверстия.
Штангенциркуль устанавливается на правильное расстояние для определения точки измерения (вверху), а затем используется Sharpie для отметки точки на поршне (см. Ниже).
Обязательно нанесите по одной отметке на каждую юбку в качестве ориентира. Очень важно, чтобы микрометр был размещен на каждой юбке на правильной высоте.
Наковальня и шпиндель микрометра должны быть перпендикулярны юбке. Если одна сторона немного смещена, вы получите неверное измерение. Запишите размер поршня.
Есть несколько способов настроить калибр внутреннего диаметра. В этом примере компания Mahle установила калибр внутреннего диаметра для измерения фактического размера отверстия. Датчик диаметра показывает ноль на 4.040 дюймов. Альтернативный метод — измерить зазор без каких-либо расчетов, установив калибр диаметра на ноль при измерении поршня. Показание калибра диаметра будет соответствовать зазору между поршнем и отверстием.
Покачивайте манометр взад и вперед и снимите наименьшее значение. Наименьшее показание происходит, когда манометр расположен перпендикулярно стенке цилиндра. Добавьте показание к 4,040, чтобы определить размер отверстия. Этот датчик показывает 0,0002 дюйма (две десятитысячных дюйма), что обычно обозначается как «две десятых».«Это в 15 раз тоньше, чем средний человеческий волос!
Если цилиндр хонинговался с помощью торсионной пластины, велика вероятность того, что отверстие имеет некруглую форму без затяжки головки цилиндра. Поэтому лучше всего проверять размер отверстия с установленной пластиной крутящего момента. Если он недоступен, измерьте расстояние около дна цилиндра в том месте, где втулка выходит из сердечника блока. Деформация цилиндра в этой области ограничена.
Размер отверстия цилиндра минус диаметр поршня равен зазору поршня до отверстия.
Переменные, влияющие на зазор между поршнем и цилиндромПрецизионные измерения, такие как размер отверстия и диаметр поршня, имеют решающее значение для выживаемости двигателя. Учтите любые внешние факторы, которые могут исказить результаты измерения. Мал указал на два общих.
Во-первых, температура заставляет цилиндры и поршни расширяться и сжиматься. Крайне важно, чтобы и блок цилиндров, и поршни имели комнатную температуру. Небольшие различия в температуре могут значительно изменить измерения, учитывая, что микрометр и калибр внутреннего диаметра измеряют с шагом в одну десятитысячную дюйма.
Измерительные инструменты также должны иметь комнатную температуру. Сведите к минимуму контакт рук с инструментами. Выполните измерение, затем установите инструмент, чтобы записать показания. Тепло тела от того, что вы держите манометр в руке, сдвинет стрелку на две десятых. В качестве альтернативы, перед обнулением и измерением вручную нагрейте манометр.
Как упоминалось ранее, при хонинговании цилиндра поршень настраивается на зазор в расточке. Предоставьте механику двигателя поршни, чтобы можно было получить правильный зазор.Шаги, изложенные Mahle, позволят сборщику дважды проверить работу машиниста.
Порядок работы цилиндров (автомобиль)
2.6.
Порядок срабатывания цилиндров Порядок зажигания цилиндров улучшает распределение свежего заряда в коллекторе к цилиндрам
и способствует выпуску выхлопных газов, в то же время подавляя крутильные колебания
. Эти условия следующие.
(i) Последовательное срабатывание цилиндров позволяет восстанавливать заряд в коллекторе и сводит к минимуму взаимодействие
между соседними или соседними цилиндрами.Обычно выбираются цилиндры с противоположного конца коллектора
или из альтернативных рядов цилиндров в двигателях * V, чтобы поочередно тянуть
. Однако эта компоновка становится трудной по мере уменьшения количества цилиндров
.
(ii) Разделение последовательных цилиндров, которые истощаются, даже более важно, чем
для индукции. Это связано с тем, что, если периоды выхлопа совпадают с периодами выхлопа цилиндров, противодавление выхлопных газов
может предотвратить выход продуктов сгорания из цилиндров.
(Hi) Силовые импульсы вызывают заводку коленчатого вала. Кроме того, если собственные крутильные колебания
вала совпадают с этими возмущающими импульсными частотами, могут возникать крутильные колебания
. Поэтому, как правило, желательно иметь
последовательных импульсов мощности на чередующихся концах коленчатого вала.
Рис. 2.15. Одноцилиндровое устройство.
2.6.1.
Одноцилиндровый привод
Одноцилиндровый двигатель имеет рабочий ход каждые
720 градусов / 1 л.е. 720 градусов поворота коленчатого вала
для четырехтактного двигателя. Двигатель просто
имеет одноходовой шатун, а вращающаяся шейка шатуна
или шатунная шейка соединены с поршневым пальцем поршня
с помощью шатуна, чтобы иметь как линейное движение
, так и колебательное движение (Рис. 2.15).
Когда поршень находится в ВМТ, он либо завершает сжатие
и собирается начать рабочий такт, либо это
в конце такта выпуска и начале такта впуска.Если предположить, что поршень изначально находится в ВМТ
при нулевом угле вращения коленчатого вала, затем он находится в НМТ на 180 градусов и 540 градусов, и
в ВМТ при 360 градусах и 720 градусах вращения коленчатого вала.
2.6.2.
Двухцилиндровый двигатель с рядным расположением рядных цилиндров имеет мощность
импульсов через каждые 720 градусов / 2, то есть 360 градусов поворота коленчатого вала на
оборотов. Коленчатый вал использует одноходовой шатун с поршнями
и шатунами, прикрепленными к общей шатунной шейке
или шатунной шейке (рис.2.16).
Когда поршень 1 находится в ВМТ, он находится на вершине своего такта сжатия
и вот-вот начнет свой рабочий такт. Поршень 2 тогда находится на
его такта выпуска в ВМТ и вот-вот начнет свой ход впуска на
. При повороте коленчатого вала на 180 градусов оба поршня
находятся в НМТ, поршень 1 собирается начать свой такт выпуска, а поршень 2 — такт сжатия.
Второе вращение коленчатого вала на 180 градусов переводит поршни 1 и 2 в ВМТ, чтобы начать их индукционный и рабочий ход на
соответственно.При третьем повороте коленчатого вала на 180 градусов поршни перемещаются на
в НМТ, и поршни 1 и 2 собираются начать такты
сжатия и выпуска соответственно. Четырехтактный цикл на 720 градусов завершается, когда четвертый поворот на 180 градусов на
приводит поршни в исходное начальное положение.
При таком расположении импульсы мощности имеют место с равными интервалами, отличными от
, то есть через каждые 180 градусов и 540 градусов смещения коленчатого вала на
градусов.Цилиндры расположены параллельно на
друг к другу, когда поршень 1 находится в ВМТ, поршень 2 находится в НМТ и
ход кривошипа сдвинут по фазе на 180 градусов относительно друг друга
(рис. 2.17). Если первоначально поршень 1 находится в конце сжатия, а
— в начале рабочего такта, то поршень 2 находится в конце
мощности и в начале своего такта выпуска.
Первый поворот коленчатого вала на 180 градусов приводит поршень 1
к НМТ, близкому к началу своего такта выпуска после завершения рабочего хода
, в то время как поршень 2 находится в ВМТ, в конце такта выпуска
и около такта начала сжатия.omt-
Двухцилиндровая фазовая компоновка.
Рис. 2.18. Горизонтально-оппозитный двухцилиндровый
расположение.
л. Поршень 1 находится в конце выпуска и на отметке
в начале такта впуска, в то время как поршень 2 находится на отметке
, начиная его сжатие после завершения своего такта впуска
.
Третий поворот на 180 градусов коленчатого вала
переводит поршень 1 в НМТ, завершая индукцию
и начиная его такт сжатия, в то время как поршень 2
находится в ВМТ и готов к следующему такту
после завершения такта сжатия.Четвертый поворот коленчатого вала на 180 градусов перемещает поршень 1 на
в ВМТ, а поршень 2 в НМТ, что приводит их в исходное исходное положение.
Эта конструкция обеспечивает импульсы мощности с равными интервалами через каждые 360 градусов вращения коленчатого вала
. Ход кривошипа сдвинут по фазе на 180 градусов. Шатуны и поршни
расположены на противоположных сторонах коленчатого вала, горизонтально на
напротив друг друга (рис. 2.18), при этом оси цилиндров смещены друг относительно друга.Таким образом, поршни приближаются к положениям ВМТ
и НМТ вместе, хотя они все время движутся в противоположных направлениях. Предположим, что поршни
находятся в ВМТ, поршень 1 — в конце сжатия и начале рабочего такта, а затем
— поршень 2 заканчивает выпуск и собирается начать свой ход впуска.
Первый, второй и третий поворот коленчатого вала на 180 градусов приводит к поршни в положения НМТ, ВМТ
и НМТ соответственно, выполняя свои соответствующие ходы, как показано на рисунке.
Четвертый поворот на 180 градусов завершает цикл событий четырехтактного цикла и возвращает поршни
в их исходные исходные положения. Эти двигатели используются в небольших легковых автомобилях.
В этой конструкции два цилиндра расположены под углом 90 градусов друг к другу, причем оба больших конца
прикреплены к одной шатунной шейке (рис. 2.19). В этой конфигурации импульсы мощности имеют
неравномерных интервалов, которые происходят через каждые 270 градусов и 450 градусов движения коленчатого вала.Ряды цилиндров
спроектированы так, чтобы образовывать V либо слева, либо справа, если смотреть с передней части двигателя
. Используются параллельные соединительные дороги, а два ряда цилиндров смещены на
относительно друг друга.
Предполагая, что поршень 1 сначала в конце такта сжатия
находится в состоянии готовности к срабатыванию, а поршень 2 составляет
, затем в середине такта, приближаясь к ВМТ на выпуске
или такте сжатия. Пусть поршень 2 находится на уровне
в середине хода его такта выпуска.Поворот кривошипа на
на 450 градусов завершает его исходные
ходов рывка, индукции и сжатия в
готовности к стрельбе. В этот момент поршень 1 находится в середине хода
на такте впуска, поэтому поворот кривошипа
еще на 270 градусов завершает
как его хода, так и такта сжатия. Общий интервал угла поворота коленчатого вала
для этих двух событий срабатывания
в сумме составляет 450 + 270, то есть 720 градусов.
V-образные двухцилиндровые двигатели могут иметь лишь умеренную степень динамического баланса, а их неравномерные интервалы наполнения
и недостаточная плавность циклического крутящего момента делают их непригодными для
Рис.2.19. Расположение цилиндров V-образное.
вагон. Этот случай был обсужден для того, чтобы объяснить базовую конструкцию цилиндров
с V-образным рядом цилиндров с шатунами, имеющими общий шатунный шатун. Это важная компоновка двигателя.
2.SJ3.
Трехцилиндровый двигатель имеет импульс мощности каждые 720 градусов / 3, т. Е. 240 градусов при
оборотах коленчатого вала для работы в четырехтактном цикле. Ходовая часть кривошипа и шатунные шейки расположены на расстоянии
градусов с интервалом в 120 градусов, и предусмотрены четыре основных шейки и подшипники (рис.2.20)
для опоры коленчатого вала.
Когда поршень 1 находится в верхней точке такта сжатия и в начале рабочего такта, поршни 2
и 3 находятся под углом поворота коленчатого вала 60 градусов от НМТ на своих тактах
впуска и выпуска соответственно. При повороте коленчатого вала на 20 градусов поршень 3 находится в ВМТ в конце хода его выпуска на
и начале хода впуска, а поршни 1 и 2 — на 60 градусов от НМТ на их ходах мощности и сжатия на
соответственно.
Второй поворот коленчатого вала на 120 градусов перемещает поршень 2 в ВМТ, завершая такт сжатия
в готовности к его рабочему такту.Поршни 1 и 3 находятся под углом 60 градусов от НМТ на своих
тактах выпуска и впуска. Третье перемещение на 120 градусов приводит поршень 1 к ВМТ
, так что он только что заканчивает такт выпуска и вот-вот начнет свой ход впуска. Поршни 2 и 3 теперь
находятся под углом 60 градусов от НМТ на своих соответствующих
ходах мощности и сжатия. Наконец, четвертый поворот коленчатого вала на
на 120 градусов помещает поршень
3 в ВМТ такта сжатия и готов к такту
начала рабочего усилия. Эта последовательность событий
приводит к порядку срабатывания 1, 2, 3.
Эти двигатели динамически сбалансированы.
Дополнительный цилиндр в достаточной степени сглаживает циклический крутящий момент
, так что двигатель
уступает популярной конфигурации с четырьмя цилиндрами
. Эта конфигурация обеспечивает экономию веса и длины
, а также снижает возвратно-поступательное движение
и сопротивление вращению, что улучшает расход топлива
.
2.6.4.
A. Рядный
Четырехцилиндровый рядный двигатель имеет импульс мощности
каждые 720 градусов / 4 дюйма.е. 180 градусов движения коленчатого вала
. Коленчатые валы имеют
ходов коленчатого вала, расположенные с интервалом 180 градусов относительно друг друга в том порядке, в котором рассчитаны импульсы мощности
. При таком расположении коленчатого вала (рис.
2.21) все четыре хода кривошипа лежат в одной плоскости,
кривошипов 1 и 4 находятся в фазе, но под углом 180 градусов
к шатунным шейкам 2 и 3.
Предполагая, что шатун 1 находится в верхней части такт сжатия
, шатун 4 должен находиться в верхней части такта выпуска
, а вращение коленчатого вала составляет
Рис.2.20. Рядный трехцилиндровый агрегат.
Рис. 2.21. Рядный четырехцилиндровый двигатель.
для опускания при рабочем такте и при такте всасывания соответственно. Вращение коленчатого вала
на 180 градусов помещает шатуны 1 и 4 в нижнюю часть их ходов, а шатуны 2 и
Satthetop их аистов после такта сжатия или выпуска. Далее предполагается,
, что поршень 3 опускается следующим при рабочем такте, в то время как поршень 2 опускается при такте индукции
.При этом порядок стрельбы 1,3.
При втором повороте коленчатого вала на 180 градусов шатунные штифты и поршни 1 и 4 располагаются на
в верхней точке их рабочего хода и рабочего хода соответственно, так что в этот момент порядок срабатывания
составляет 1, 3, 4. Третий поворот коленчатого вала на 180 градусов снова помещает поршни 2 и 3 наверху
их хода. Поскольку поршень 3 ранее опускался на рабочий ход, поршень 2 теперь находится на своем рабочем ходе
, так что полный порядок срабатывания составляет 1, 3, 4, 2. Последний поворот на 180 градусов завершает смещение коленчатого вала на 720
градусов за четыре -тактный двигатель.
Если цилиндр 2 выбран вместо цилиндра 3 для зажигания после цилиндра 1, то порядок зажигания будет
1,2,4,3. Оба этих порядка зажигания имеют равные достоинства и ограничения в отношении скручивания коленчатого вала
и неравномерных интервалов дыхания между соседними цилиндрами. Наибольшей популярностью пользуются рядные четырехцилиндровые двигатели
на конденсаторы от 0,75 до 2,0 л.
B. Горизонтально противоположный плоский
Для этой конструкции требуется одноплоскостной коленчатый вал с шатунными шейками, разнесенными на 180 градусов с интервалом
.Следовательно, ходы кривошипа спарены так, что шатунные шейки 1 и 4 расположены диаметрально на
мм напротив шатунов 2 и 3 (рис. 2.22). Пусть поршни 1 и 2 находятся в ВМТ, а поршни 3 и 4
— в НМТ, с учетом порядка зажигания. Пусть поршень 1 находится в конце своего такта сжатия
и только для начала рабочего такта, тогда поршень 2 завершает выпуск, в то время как поршни 3 и 4 находятся на
тактах мощности и такта всасывания соответственно.
Вращение коленчатого вала на 180 градусов помещает поршни 3 и 4 в ВМТ в конце
их соответствующих тактов выпуска и сжатия, а поршень 4
собирается начать рабочий такт.Поршни 1 и
2 находятся в НМТ, завершая соответствующие ходы мощности и
тактов индукции. Порядок срабатывания — 1, 4. Второй поворот на 180 градусов на
переводит поршни 1 и 2 в ВМТ,
в конце их соответствующих ходов выпуска и сжатия
, в то время как поршни 3 и 4 находятся в НМТ com-
. выполняя их соответствующие индукционные и силовые ходы.
Порядок срабатывания: 1, 4, 2.
Третье вращение на 180 градусов приводит поршни 3 и
4 в ВМТ в конце их соответствующих тактов сжатия
и выпуска, в то время как поршни 1 и 2 находятся в НМТ
, завершая свои соответствующие индукция и мощность
ход.Полный порядок стрельбы 1,4,2,3. Последний поворот на
на 180 градусов завершает смещение коленчатого вала на 720 градусов на
.
Плоский четырехцилиндровый двигатель имеет немного лучший динамический баланс, чем рядный четырехцилиндровый двигатель —
, но плавность крутящего момента в обоих случаях одинакова. Плоская форма делает
подходящим для двигателей, установленных сзади, но расположенный напротив цилиндр оставляет очень мало места для обслуживания головки блока цилиндров
.
Фиг.2.22. Горизонтально-оппозитная плоская четырехцилиндровая
Расположение цилиндров.
В этом расположении цилиндры стреляют через равные интервалы 180 градусов и
расположены с номерами 1 и 2 в левом ряду и номерами 3 и 4 в правом ряду.
Шатуны шатунов расположены неравномерно с попеременными интервалами 60 градусов и 120 градусов (рис.
2.23), и они лежат в двух плоскостях, если смотреть спереди.Коренные шейки и подшипники
предусмотрены на каждом конце, с третьей шейкой между шатунными шейками 2 и 3. При таком расположении
пар поршней находятся в верхней части своего хода, но в разных рядах цилиндров.
Когда поршни 1 и 4 находятся в ВМТ, любой из них может быть выбран так, чтобы он находился в конце своего хода сжатия
и вот-вот сработает. Тогда другой поршень
будет в конце выпуска и только начнет свой ход впуска
. Пусть поршни 1 и 4 находятся в конце
тактов сжатия и выпуска соответственно.Вращение коленчатого вала на
на 180 градусов помещает поршни 2 и 3 на
в верхнюю часть их соответствующих ходов выпуска и сжатия на
ходов, вызывая в этой точке порядок срабатывания 1, 3.
Второй поворот на 180 градусов возвращает поршни 1 и 4
в положение ВМТ, при этом поршень 1 завершил свой ход выпуска на
и вот-вот начнет свой ход всасывания, в то время как поршень
4 находится в конце сжатия и собирается начать рабочий ход на
. Порядок стрельбы до этого момента 1,3,4.При третьем повороте на
на 180 градусов поршни 2 и 3 устанавливаются в ВМТ, на
с поршнем 2 в конце сжатия и в начале
его рабочий ход. Полный порядок зажигания теперь составляет 1, 3,
4, 2. Наконец, четвертый поворот на 180 градусов завершает поворот коленчатого вала на 720
градусов.
Это чрезвычайно компактный двигатель, но динамический баланс
такой компоновки оставляет желать лучшего, требуется дополнительный уравновешивающий вал
.
2.6.5.
Пятицилиндровый рядный В этой схеме импульс мощности подается каждые 720 градусов / 5 i.е. 144 градуса поворота коленвала
. Есть пять кривошипов, все в отдельных плоскостях, разнесенных на 72 градуса
друг относительно друга. Коленчатый вал может иметь коренную шейку и подшипник на каждом конце и
между каждой парой кривошипов, образуя коленчатый вал с шестью коренными шейками. В качестве альтернативы, основные шейки
между шатунными шейками 1 и 2, а также 4 и 5 могут быть удалены с немного уменьшенной опорой
для получения более короткого коленчатого вала с четырьмя основными шейками. Порядок зажигания учитывается для коленчатого вала
, показанного на рис.2.24.
Когда поршень 1 находится в ВМТ в конце такта сжатия и вот-вот начнет свой рабочий ход, поршни 4 и 5
находятся под 72 градусом от ВМТ на своих тактах впуска и выпуска соответственно.
, а поршни 2 и 3 находятся под углом 36 градусов от НМТ при соответствующем сжатии и мощности
ходов. Вращение коленчатого вала на 144 градуса приводит поршень 2 к верхнему такту сжатия
и началу мощности, в то время как поршни 3 и 5 находятся под 72 градусом от ВМТ на их соответствующих тактах выпуска и впуска
, а поршни 1 и 4 находятся под 36 градусами от НМТ. на их
соответствующих ходов мощности и сжатия.
Рис. 2.23. «V-образный четырехцилиндровый двигатель.
В конце второго движения
коленчатого вала на 144 градуса поршень 4 находится вверху, завершает сжатие на
градусов и вот-вот начнет свой рабочий ход на
градусов. Поршни 1 и 3 находятся под 72 градусом от ВМТ
на их соответствующих ходах выпуска и впуска на
ходов, а поршни 2 и 5 находятся под углом 36 градусов
от НМТ на их соответствующих ходах мощности и сжатия
ходов. В конце третьего поворота кривошипа
на 144 градуса поршень 5 достигает ВМТ,
до конца сжатия и начала своего рабочего хода
.Поршни 1 и 2 находятся под углом 72 градуса
от ВМТ при их соответствующих тактах нагнетания и вылета
, а поршни 3 и 4 находятся под углом 36
градусов от НМТ при их соответствующих тактах сжатия
и рабочего хода. Четвертый поворот на 144 градуса —
перемещает поршень 3 в ВМТ на такте сжатия
и приближается к началу рабочего такта. Поршни 2 и 4 при этом совершают ход
впуска и выпуска соответственно, а поршни 1 и 5 находятся на такте сжатия и рабочего хода соответственно. Такое расположение
обеспечивает порядок стрельбы 1,2,4, 5, 3.Последние 144 градуса поворота завершают смещение коленчатого вала на 720
градусов.
Расстояние между ходами кривошипа в нечетном количестве пяти цилиндров гарантирует, в отличие от четырехцилиндрового механизма
, что поршни не останавливаются и не запускаются вместе вверху. и
дна каждого штриха. Следовательно, такое расположение обеспечивает очень плавный ход.
2.6.6.
Шестицилиндровый рядный двигатель имеет мощность
импульсов каждые 720 градусов / 6 л.е. 120 градусов поворота коленчатого вала
. Коленчатый вал имеет шесть ходов коленвала
, расположенных под углом 120 градусов относительно фазы
относительно друг друга, которые могут быть расположены на
только в трех плоскостях. Поэтому шатун
фазировки расположен попарно (рис. 2.25). Для тяжелонагруженных дизельных двигателей
предусмотрено семь шеек и подшипники
на каждом конце и между соседними шатунными шейками
. Для бензиновых двигателей
предусмотрены только 4 или 5 коренные шейки. Порядок зажигания
с коленчатым валом
, показанным на рис.2.25 считается.
Когда поршень 1 находится в верхней части такта сжатия
, его противоположный поршень 6 находится в верхней части своего такта выпуска
. Поворот коленчатого вала на 120 градусов приводит поршни 2 и 5 к их ВМТ
, и любой из них может быть приспособлен для завершения такта сжатия. Если поршень 5 расположен на
так, чтобы он находился в конце сжатия и в начале своего рабочего хода, то поршень 2 должен на
находиться на своем такте выпуска. Поворот коленчатого вала через вторые 120 градусов положения поршней 3
Рис.2.25. Рядный шестицилиндровый агрегат.
рис. 2.24. Рядный пятицилиндровый агрегат. ,
и 4 в ВМТ, поэтому любой из них может находиться в такте сжатия. Если поршень 3 настроен на сжатие
, поршень 4 должен быть на такте выпуска.
Третий поворот на 120 градусов возвращает поршни 1 и 6 обратно в ВМТ, где поршень 6 расположен на
так, чтобы он находился на сжатии, а поршень 1, следовательно, на своем такте выпуска. Четвертый поворот на
на 120 градусов приводит поршни 2 и 5 в их ВМТ.Поршень 2 теперь находится на уровне сжатия
, а поршень 5 — на такте выпуска. Поворот коленчатого вала на пятое место на 120 градусов приводит поршень
в положение 3 и 4 ВМТ. Поршень 4 находится на стадии сжатия, а поршень 3 — на такте выпуска. Окончательный поворот на
120 градусов завершает смещение коленчатого вала на 720 градусов и переводит поршни в положение
для следующего цикла. Этот цикл обеспечивает порядок срабатывания 1, 5, 3, 6, 2, 4.
Если фазировка парных ходов кривошипа 3 и 4 и 2 и 5 поменялась местами, то второй
, также подходящий порядок срабатывания 1, 4, 2, 6, 3, 5 достигается.Такое расположение обеспечивает превосходный динамический баланс
и равномерность крутящего момента и является предпочтительным для двигателей объемом более 2,5 л.
при условии, что длина не является главным соображением.
В этом шестицилиндровом двигателе три цилиндра расположены в горизонтальной плоскости с каждой стороны
коленчатого вала. Импульсы мощности синхронизируются, как для рядного шестицилиндрового механизма
, с каждыми 120 градусами поворота коленчатого вала.Коленчатый вал имеет шесть кривошипов, расположенных с интервалом 60
градусов вокруг коленчатого вала. Обычно используются пять коренных цапф и подшипники.
Пары поршней, по одному с каждой стороны банка одновременно достигают ВМТ и НМТ (рис.
2.26). Подобно рядному шестицилиндровому двигателю, эта компоновка очень хорошо сбалансирована,
, но ее плоская широкая конфигурация затрудняет установку в передней или задней части автомобиля.
Предположим, что поршни 1 и 2 находятся в ВМТ, при этом поршень 1 находится в конце сжатия и собирается начать рабочий ход
, а поршень 2 — в конце своего такта выпуска.
Поршни 3, 4, 5 и 6 затем находятся под углом 60 градусов от НМТ на
их тактов выхлопа, сжатия, индукции и рабочего хода
соответственно. Когда коленчатый вал поворачивается на 120
градусов, поршни 3 и 4 достигают ВМТ в конце своих
тактов выпуска и сжатия. Поршни 1, 2,
, 5 и 6 находятся под углом 60 градусов от НМТ на их соответствующих мощностях, тактах впуска, сжатия и выпуска.
Порядок срабатывания в этой точке — 1, 4.
Второе перемещение на 120 градусов помещает поршни 5 и
6 в ВМТ, завершая такты сжатия и выпуска
соответственно.Поршни 1, 2, 3 и 4 затем находятся под углом 60 градусов на
от НМТ при выхлопе, сжатии, индукции и мощности на
ходов соответственно. Порядок стрельбы становится 1,4,5. При третьем повороте на 120 градусов на
поршни 1 и 2 снова устанавливаются в положение
ВМТ, завершая такты выпуска и сжатия на
соответственно. Поршни 3, 4, 5 и 6 затем находятся на 6 градусах
от НМТ при сжатии, выпуске, мощности и индукции на
ходов соответственно. Порядок срабатывания в этой точке: 1,
, 4, 5, 2,
. Четвертый поворот на 120 градусов снова помещает поршень 3 и 4 в ВМТ, завершая сжатие
и такты выпуска соответственно.Поршни 1, 2, 5 и 6 находятся под углом 60 градусов от НМТ на своих
Рис. 2.26. Горизонтально-оппозитный плоский шестицилиндровый
.
такты впуска, мощности, выпуска и сжатия соответственно. Порядок срабатывания становится 1,
4, 5, 2, 3. Пятый поворот на 120 градусов снова приводит поршни 5 и 6 в ВМТ, завершая такты выпуска
и такты сжатия соответственно. Поршни 1, 2, 3 и 4 затем находятся под углом 60 градусов от BDC
при тактах сжатия, выпуска, мощности и впуска соответственно.Полный порядок стрельбы
составляет 1,4,5,2,3,6. Последний поворот на 120 градусов завершает смещение коленчатого вала на 720 градусов на
, что позволяет начать следующий цикл.
В этой схеме цилиндры стреляют через равные интервалы в 120 градусов. Цилиндры
расположены под номерами 1,2 и 3 в левом ряду и номерами 4, 5 и 6 в правом ряду
. Коленчатый вал использует шесть кривошипов для поддержки вала, расположенных на равном расстоянии с интервалом 60
градусов и расположенных в трех плоскостях.На каждом конце и между парами кривошипных шатунов расположены четыре основных шейки и подшипники
, обеспечивающие поддержку вала, что обеспечивает относительно короткую, но жесткую конструкцию
(рис. 2.27). Относительно хороший динамический баланс обеспечивает короткий компактный двигатель
по сравнению с рядным шестицилиндровым двигателем.
Возможны четыре команды срабатывания, но три из них включают последовательное срабатывание трех цилиндров
в каждом ряду, и только четвертый позволяет поочередно запускать цилиндры из каждого ряда
, имеющего порядок срабатывания как 1, 4, 2, 5, 3, 6.Эта компоновка также предлагает лучший выбор из соображений крутильной вибрации
. При таком расположении пары поршней в разных рядах цилиндров
находятся в верхней части своего хода.
Предположим, что поршни 1 и 5 находятся в ВМТ после тактов сжатия и выпуска соответственно, так что
поршень 1 собирается начать рабочий ход, а поршень 5 — такт впуска. При повороте коленчатого вала на угол A120 градусов на
поршни 3 и 4 достигают вершины тактов выпуска и сжатия на
соответственно.На этом этапе порядок срабатывания составляет 1, 4. Второй поворот на 120 градусов приводит к позициям
поршней 2 и 6 в ВМТ при сжатии и выпуске на
тактов соответственно. Порядок срабатывания в этой точке
равен 1, 4, 2.
При третьем повороте на 120 градусов поршни 1 и
5 помещаются в ВМТ на тактах выпуска и сжатия соответственно
, так что в этот момент порядок срабатывания равен 1, 4,
2, 5. Четвертый поворот коленчатого вала
на 120 градусов устанавливает поршни 3 и 4 в ВМТ при тактах сжатия и
тактов выпуска соответственно.Порядок срабатывания, начиная с
, идет 1, 4, 2, 5, 3. Пятое вращение на 120 градусов
приводит поршни 2 и 6 к вершине тактов выпуска и
тактов сжатия соответственно. Таким образом, окончательный порядок срабатывания
составляет 1,4,2,5,3, 6. Следующие 120 градусов поворота на
завершают установку смещения коленчатого вала на 720 градусов на
, так что все готово к следующему циклу событий.
2.6.7.
В этой схеме импульс мощности подается каждые 720
градусов / 8 i.е. 90 градусов поворота коленчатого вала.
Ход кривошипа расположен с интервалом 90
градусов друг к другу в порядке импульса мощности.
Рис. 2.27. Vsix-цилиндровое расположение.
ses (рис. 2.28). Может быть только четыре относительных угловых положения. Следовательно, фазировка кривошипа
расположена попарно, и, следовательно, ход кривошипа лежит в двух плоскостях. Для поддержки коленчатого вала требуется пять или
девяти главных шейек. Компоновка, представленная на рисунке
, напоминает четырехцилиндровый коленчатый вал в одной плоскости со сдвоенными кривошипами на каждом конце, образующими вторую плоскость
под прямым углом к первой.Такое расположение иногда называют «разделенными четырьмя рядами
» и «восьмеркой».
Пусть поршни 1 и 8 находятся в ВМТ, при этом поршень 1 в конце сжатия готов к срабатыванию, а поршень 8 — в конце такта выпуска. Поршни 3 и 6 находятся в середине рабочего хода на своих
тактах выпуска и сжатия; поршни 2 и 7 в НМТ в конце индукционного и силового
ходов соответственно; и поршни 4 и 5 в середине хода при их соответствующих мощностных и индукционных
ходах.
При повороте коленчатого вала на 90 градусов поршни 3 и 6 устанавливаются в ВМТ в конце
тактов выпуска и сжатия соответственно.Поршни 2 и 7 в этом случае находятся в середине рабочего хода на своих
тактах сжатия и выпуска; поршни 4 и 5 в НМТ в конце рабочего хода и
тактов впуска соответственно; и поршни 1 и 8 в середине хода при их соответствующих мощностных и
тактах всасывания. Порядок зажигания в этом положении — 1, 6.
Второй поворот коленчатого вала на 90 градусов обеспечивает порядок зажигания в этом положении, как 1,6,
2. Положение вращения на третий градус дает порядок зажигания как 1, 6, 2, 5. ; четвертый поворот на 90 градусов на
позиции как 1, 6, 2, 5, 8; пятое положение поворота на 90 градусов как 1, 6, 2, 5, 8, 3 и шестое положение поворота на 90 градусов
положение как 1, 6, 2, 5, 8, 3, 7.7, 4.
Дальнейшее перемещение на 90 градусов составляет
, всего 720 градусов, и совершает два
оборота коленчатого вала или четыре хода в
для готовности к началу следующего цикла. К
, устанавливая различные пары кривошипов,
других порядков зажигания были использованы в двигателях
: 1, 5, 2, 6, 4, 8, 3, 7 и 1, 7, 3, 8,
4, 6 , 2, 5.
Чтобы иметь дополнительную способность выдерживать большие нагрузки
, коленчатый вал может быть удлинен
на два дополнительных цилиндра. Несмотря на то, что эта конструкция
динамически сбалансирована, могут возникнуть проблемы с крутильными колебаниями
, а также удлиненная длина
может быть затруднена для размещения в некоторых грузовиках
.
Подобно двухплоскостному коленчатому валу рядного восьмицилиндрового двигателя, одноплоскостная компоновка
, используемая для восьмицилиндрового двигателя, обеспечивает импульс мощности через каждые 90 градусов вращения коленчатого вала. Одноплоскостной коленчатый вал
использует четыре пары шатунов, чтобы внешний и оба внутренних шатуна
были синхронизированы по фазе. Каждая шатунная шейка имеет два больших конца шатуна, и обычно для поддержки коленчатого вала используются пять основных шейек
(рис.2.29).
Рис. 2.28. Рядный рядный восьмицилиндровый двигатель.
Рис. 2.29. 90-градусный восьмицилиндровый агрегат
с одноплоскостным коленчатым валом.
Позвольте поршням 1 и 4 оставаться в ВМТ, при этом поршень 1
в конце сжатия и готов к срабатыванию, а поршень
4 в конце своего такта выпуска. Поршни 2 и 3 имеют положение
, затем НМТ в конце рабочего хода и тактов индукции
соответственно; поршни 5 и 8 находятся в середине рабочего хода на
тактов выпуска и сжатия соответственно; и
поршни 6 и 7 находятся в середине рабочего хода впуска и
рабочего хода соответственно.
Первый, второй, третий, четвертый, пятый и шестой поворот коленчатого вала на 90
градусов обеспечивает порядок зажигания
в их соответствующих положениях, как, 1, 8; 1, 8, 3; 1, 8, 3, 6;
1, 8, 3, 6, 4; 1, 8, 3, 6, 4, 5; и 1, 8, 3, 6, 4, 5, 2. Окончательный порядок зажигания
завершается после поворота на 360 градусов на
, т.е. седьмого поворота на 90 градусов коленчатого вала
, и составляет 1, 8, 3, 6, 4, 5 , 2, 7.
Восьмой поворот на 90 градусов завершает поворот коленчатого вала на 720
градусов четырехтактного цикла
и готов к следующему циклу событий.
Одноплоскостной коленчатый вал, в отличие от двухплоскостного коленчатого вала
с V-образной восьмеркой, обеспечивает интервалы между соседними цилиндрами не менее 180 градусов из-
импульсов тяги, а
с модификацией с одним коллектором это может быть увеличено с
до 360 градусов, прежде чем могут возникнуть помехи импульсов. происходить.
с двухплоскостным коленчатым валом
Такое расположение цилиндров обеспечивает стрельбу с равными фазами
и 90 градусов.Цилиндры
расположены с номерами 1, 2, 3 и 4 в левой полосе
и номерами 5, 6, 7 и 8 в правой полосе
, как показано на рис. 2.30. Двухплоскостной коленчатый вал использует
пар кривошипов, фазированных с интервалом 90 градусов.
Каждая шатунная шейка включает в себя два отдельных шатуна
, шарнирно прикрепленных к поршням в разных рядах цилиндров. На каждом конце расположены коренная шейка
и подшипник, а между соседними шатунными шейками
. Поскольку два шатуна
имеют общую шатунную шейку, эти коленчатые валы с пятью коренными шейками
чрезвычайно короткие и менее сложные.
Двухплоскостной коленчатый вал имеет динамический баланс на
выше, чем у одноплоскостного коленчатого вала, и поэтому
более популярен.
Учитывайте порядок рабочих ходов цилиндра — кольцо
при вращении коленчатого вала, как показано на рис. 2.30.
С поршнем 1 в ВМТ после такта сжатия и в положении
Рис. 2.30. 90 градусов V восьмицилиндровый
расположение с двухплоскостным коленчатым валом.
начало мощности, поршень 5 находится в середине хода сжатия.Поршень 3 и 7 в этом случае находятся в положении
при выпуске в середине и в начале выпуска соответственно; поршни 4 и 8 находятся в начале
сжатия и в середине хода всасывания соответственно; а поршни 2 и 6
находятся в середине рабочего хода и в начале всасывания соответственно.
С последующими первым, вторым, третьим, четвертым, пятым, шестым и седьмым поворотами на 90 градусов
коленчатого вала задает порядок зажигания в этом случае как 1, 5, 4, 8, 6, 3, 7, 2. Заключительный восьмой поворот на 90
градусов завершает смещение коленчатого вала на 720 градусов.
2.6.8.
Эти двигатели изначально предназначались для самолетов. Но некоторые автомобили, такие как Rolls Royce,
Packard, Lincoln Zephyer и Daimler «Double» Six, также использовали эти двигатели. Эти
обеспечивают намного превосходящий крутящий момент и идеальный динамический баланс, но имеют дополнительные сложности и затраты на производство
.
По сути, двенадцатицилиндровый механизм состоит из двух рядов с шестью цилиндрами, каждый из которых
образует ряд, наклоненный под углом 60 или 75 градусов.Они используют общий коленчатый вал
и распределительный вал с шестью наборами вилочных и простых соединительных стержней. Для достижения наилучших результатов в двигателе используются пара магнитных катушек зажигания
, два циркуляционных насоса и два карбюратора. Эти двигатели
имеют порядок включения 1, 4, 9, 8, 5, 2, 11, 10, 3, 6, 7, 12. Итальянский Ferrari — единственный автомобиль
, который производится с двенадцатицилиндровым двигателем. двигатель.
2.6.9. Расположение шестнадцати цилиндров
Эти двигатели имеют два набора прямых восьмицилиндров, наклоненных под углом или «V», и
идеально сбалансированы.Этот двигатель работает плавно благодаря непрерывному потоку мощности через
восьми импульсов мощности, равномерно распределенных на каждый оборот коленчатого вала. Порядок включения цилиндров
: 1, 4, 9, 12, 3, 16, 11, 8, 15, 14, 7, 6, 13, 2, 5, 10. Автомобиль Cadillac
использует этот двигатель и имеет диаметр цилиндра и ход поршня 88,9 мм каждый, объем цилиндра
7060 куб. см, мощность 136 кВт при 3600 об / мин. Цилиндры, расположенные в двух рядах по восемь цилиндров
в каждом, наклонены под углом 135 градусов.В единую отливку входят оба ряда цилиндров и большая на
часть картера. Типы толкателей клапанов с гидравлической компенсацией используются для
, автоматически поддерживая правильный зазор.
| |||||||
Комплект поршня и цилиндра Mahle 3,8 л 996 Turbo / 997 Turbo / GT2 RS — 102 мм — Slip Fit
Описание
FVD Brombacher имеет традицию использования и предложения лучших продуктов для настройки двигателей немецкого производства.Эти высокие стандарты естественным образом привели нас к бренду Mahle. С 1984 года мы разрабатываем пакеты для настройки двигателей, которые обеспечивают исключительную производительность без ущерба для надежности. Мы достигаем этого, сотрудничая с Mahle в Германии по производству поршней и соответствующих цилиндров с одинаковыми допусками. Это обеспечивает малые заводские зазоры, бесшумную работу на заводе, резко снижает износ поршня и отверстия с соответствующими характеристиками и надежностью. Многие наши конкуренты используют один тип поршня с другим типом гильзы.Они могут не рекламировать никаких компромиссов, но когда ваша сборка требует производительности, в отрасли просто нет ничего лучше, чем этот набор Mahle GmbH. Характеристики:
Увеличенная мощность и крутящий момент *
Поршни из кованого сплава
Зеркальные предохранители клапанов большего размера и большей глубины (штифт на запястье 23 мм)
Зажим с проскальзыванием, сталь (ST52) Цилиндры
Штифт не по центру (Deaxiert) для заводской тихой работы
9.4: 1 Компрессия
Диаметр отверстия 102 мм
Предварительно установленные поршневые кольца
Полный комплект
Сделано в Германии компанией Mahle GmbH
Поршни Mahle кованы для обеспечения значительно большей и более однородной прочности по сравнению с поршнями, которые В ролях. Каждый из них покрыт патентованным антифрикционным покрытием для защиты отверстий под пальцы от истирания и уменьшения трения и износа. Цилиндры Mahle изготавливаются из стали ST52, которая имеет чрезвычайно высокую термическую стойкость.Установка проста, поскольку поршни и цилиндры имеют скользящую посадку и не требуют механической обработки корпуса, они также работают бесшумно, так как отверстие поршневого пальца смещено по центру. Мы делаем шаг вперед, чтобы гарантировать надежность, предварительно установив поршневые кольца (уплотнения и маслосъемники). Компания FVD заказала этот комплект специально для работы с штифтом диаметром 23 мм, поэтому их также можно использовать со стержнями Carrillo, которые являются нашей частью. .700+ л.с. и крутящий момент могут быть достигнуты с использованием этих поршней и цилиндров с надлежащей сборкой двигателя и программным обеспечением. Обратитесь к продавцу для получения более точных цифр в зависимости от ваших планов на двигатель.
Информация о пакете
Размер: 16,14 x 9,84 x 10,63 дюйма
Вес продукта, вкл. Упаковка: 20,37 фунтов
Ключевые слова
Как изготавливаются поршневые кольца?
Что такое поршневые кольца?Поршень — это цилиндрический компонент двигателя, который скользит вперед и назад в цилиндре под действием сил, возникающих в процессе сгорания.
Поршень состоит из головки поршня, отверстия под поршневой палец, поршневого пальца, юбки, канавок для колец, посадочных площадок и поршневых колец.
Поршневое кольцо — это расширяемое разъемное металлическое кольцо, которое прикрепляется к внешнему диаметру поршня в двигателе внутреннего сгорания или паровом двигателе, обычно используемом для обеспечения уплотнения между поршнем и стенкой цилиндра.
Поршневые кольца судовых двигателей изготовлены методом литья под давлением. В этом методе изготавливается короткий цилиндр с овальным поперечным сечением, а затем поршневые кольца вырезаются и обрабатываются из цилиндра.
С помощью этого метода формируется однородная и сбалансированная отливка по всей окружности кольца.
Зачем нужны поршневые кольца? Поршниобычно оснащены поршневыми кольцами, которые входят в кольцевые канавки в стенке поршня и обеспечивают плотное прилегание поршня к цилиндру.
Поршневые кольцаявляются важнейшими компонентами современного двигателя внутреннего сгорания с их оптимальными трибологическими характеристиками, которые оказывают контролирующее влияние на минимизацию потерь мощности на трение, расхода топлива, расхода масла, прорыва газов и вредных выбросов выхлопных газов.
Основные области применения поршневого кольцаОбслуживание сжатого газа между поршнем и стенкой цилиндра — Основная функция пакета поршневых колец — общее название трех или более колец, установленных на поршне — заключается в уплотнении цилиндра таким образом, чтобы газообразные продукты сгорания, образующиеся во время воспламенения, не вытекают между поршнем и цилиндром.
Эффективность судового дизельного двигателя зависит от эффективного уплотнения между поршнем и гильзами.Утечка приведет к недостаточному питанию. Более того, это привело бы к большему расходу топлива, что снизило бы эффективность в дальнейшем.
Сделайте необходимую смазочную масляную пленку для предотвращения задира — Поршень поднимается и опускается бесчисленное количество раз. Небольшое количество смазочного масла выливается на поршни для плавной работы и предотвращения трения, возникающего при контакте металла с металлом. Поршневые кольца регулируют и поддерживают необходимое количество смазочного масла и создают необходимую смазочную пленку для предотвращения задиров.
Улучшение теплопередачи от поршня к стенке цилиндра — Температура внутри поршня достигает 300 градусов Цельсия во время воспламенения. Накопление тепла может повредить поршень. Поршневые кольца обеспечивают передачу тепла от поршня к стенке цилиндра и помогают отводить избыточное тепло.
Поршневые кольца также предотвращают удар поршня о стенку цилиндра, поддерживая поршень в цилиндре. Кольца действуют как барьер, предотвращающий силу трения и, в конечном итоге, отказ двигателя.
Поршневые кольца должны обладать растягивающими свойствами, обеспечивающими эффект уплотнения.
Раньше напряжение в машинном отделении создавалось молотком по окружности круглого кольца.
Это натяжение достигается двумя способами: —
1) Кольцо с термическим натяжением
2) Метод поворота кулачка с овальной чашей
Кольцо с термическим натяжением — один из самых дешевых способов вызвать натяжение в поршневых кольцах, но он применяется только к двигателям меньшего размера.В этом методе поршневое кольцо обрабатывается от круглого стакана до необходимого диаметра цилиндра.
После изготовления кольца вырезают зазор, и в него вставляют металлическую деталь, которая расширяет кольцо и вызывает напряжение в кольце.
После расширения кольцо и распорка помещаются внутрь печи для снятия любых напряжений, возникающих во время процесса. Основным недостатком этого процесса является то, что кольцо теряет натяжение из-за высокой температуры двигателя.
Овальный кулачок Метод поворотаМетод обточки кулачка с овальным горшком является дорогостоящим, но кольца, изготовленные с помощью этого метода, сохраняют свое натяжение при работе в условиях высокой температуры двигателя.
Кольца обрабатываются на токарно-кулачковом станке. Изменяя форму кулачка и овальную форму, изменяется распределение давления вокруг кольца и создается напряжение.
Видео о том, как изготавливаются поршневые кольца?
Анализ материалов и конструкции поршняПоршневые кольца должны быть изготовлены из материала, обладающего следующими свойствами:
1. Низкий коэффициент трения — Это свойство позволяет судовым поршневым кольцам скользить по поверхности цилиндра и позволяет им выдерживать высокое давление при различных температурах в ограниченных условиях смазки.
2. Высокий модуль упругости — Это свойство материала позволяет судовым поршневым кольцам обеспечивать необходимое удельное давление на поверхность цилиндра. Кроме того, это предотвращает заедание поршневых колец, когда они движутся в контакте с цилиндром.
3. Высокий предел текучести и твердость. Серый модифицированный чугун обладает вышеуказанными свойствами. Поэтому поршневые кольца обычно изготавливают из чугуна или стали. Причем свойства зависят от структуры, сформированной в процессе литья.
Небольшое количество добавок хрома, меди, молибдена, RIAS и олова используется для покрытия, которое улучшает свойства.
Конструкция и расположение поршневых колецКонструкция поршневых колец и расположение колец различаются в зависимости от типа двигателя, размера и типичных поршневых узлов.
Кольцевой зазорНеобходимо вырезать зазор на концах, чтобы он мог расширяться, скользить по головке поршня и высвобождаться при вводе в канавку поршня.
Это также обеспечивает расширение кольца по окружности при более высоких температурах.
Зазор вырезан с высокой точностью, поскольку чрезмерный зазор приводит к прорывам и задирам колец, в то время как меньший зазор вызывает стыковку поршневых колец при более высоких температурах, что приводит к чрезмерному и неравномерному давлению на стенки цилиндра и вызывает чрезмерный износ.
Ideal Gap — от 0,30 мм до 0,35 мм
Типы зазора поршневого кольца А.Квадратная резка
B. Угловая резка
C. Ступенчатая резка
D. Титульное соединение
E. Ступень крюка
F. Угловая ступенька
G. Уплотнительная резка
1. Компрессионные кольца — они обычно имеют прямоугольное поперечное сечение или форму трапеции. Верхние компрессионные кольца имеют цилиндрический профиль по периферии, в то время как нижние компрессионные кольца обычно имеют конусообразную облицовку.
2. Маслосъемные кольца — Изготовлены из цельного куска чугуна, нескольких кусков стали или стали / чугуна с опорой из винтовой пружины, имеющей две скребковые площадки различной формы.
Конструкция кольца для двигателей1. 2-тактные бензиновые двигатели — 2 простых чугунных кольца
2. 4-тактные дизельные двигатели — хромированное верхнее кольцо 2 стальных кольца с конической поверхностью 2 скребковых кольца
3. 4-тактные бензиновые двигатели — верхнее кольцо из гладкого железа Стальное кольцо с коническим шлицем Скребковое кольцо
4. Большие двухтактные дизельные двигатели — 5 гладких железных колец
Детальный дизайн поршневых колец зависит от требуемого упругого давления, напряжения при посадке кольца к поршню и напряжения при установке кольца на цилиндр.
Покрытие поршневых колецПоршневые кольца, используемые в судовых двигателях, должны быть тверже, чем материал гильзы, в которой они используются. Чтобы придать поршневым кольцам дополнительную прочность, добавлены некоторые материалы, такие как хром, молибден, ванадий, титан, никель и медь.
Хромирование — один из самых распространенных методов обработки поверхности. Обычно он используется на рабочей поверхности поршневых колец и на посадочных поверхностях i.е. в кольцевых канавках.
Хром обладает преимуществами высокой износостойкости, низкого трения и коррозионной стойкости. Покрытие должно быть качественным и способным работать в любых условиях внутри двигателя, не повреждая, не отслаиваясь и не ломаясь.
Плазменное покрытиеЭто также один из методов нанесения покрытия на кольца. В этом методе газовая смесь пропускается через дугу, возникающую между вольфрамовым электродом и медной трубкой с водяным охлаждением.
Таким образом создается очень высокая температура, и молекулы газа начинают распадаться. Карбиды плазменного уровня и керамика распыляются в виде мелкодисперсного порошка, который плавится и покрывает поверхность кольца.
Это плазменное покрытие обеспечивает лучшие свойства, чем хромирование.
Недостатком хромирования и плазменного покрытия является то, что толщина покрытия и сцепление с основным металлом ограничены.
Осуществлен также новый метод обработки закалкой лазером.Это дает износостойкий слой, который в несколько раз толще, чем у обычных покрытий.
Иногда медь наносится непосредственно поверх слоя хрома кольца. Покрытие очень тонкое, и срок его службы достаточно велик, чтобы обеспечить период эксплуатации. Кольца с плазменным покрытием имеют графитовое покрытие для обеспечения периодов обкатки.
Другие покрытия, которые могут быть добавлены — молибден, медь, никельМедь — Меднение наносится либо непосредственно на основной металл, либо на хромирование.Туфтинг и фосфатирование чугуна также помогают облегчить проблемы с задирами во время обкатки. После этого наносится тонкий финальный поверхностный слой медной пластины.
Распыленный пламенем молибден — Распыление пламенем используется для нанесения молибдена на периферийную поверхность поршневого кольца, получаемое покрытие содержит смесь молибдена и оксидов молибдена.
Это покрытие обладает большей стойкостью и тверже, чем кованый молибден, не содержащий оксидов или пористости.Это покрытие считается лучшим по устойчивости к истиранию, но при длительном использовании имеет тенденцию к окислению и разрушению.
Никелирование — Никелево-керамическое покрытие наносится обычным гальваническим способом. Было обнаружено, что Ni – P – BN обладает лучшими самосмазывающими свойствами, чем покрытия Ni – P – SiC или Ni – P – Si3N4, и демонстрирует низкий износ при скольжении по чугуну и алюминиевой футеровке. Покрытие Ni-P-BN наносится методом трафаретной печати или распылением.
Если вам понравилась эта статья, возможно, вам также понравится прочитать:
Заявление об отказе от ответственности: Мнения авторов, выраженные в этой статье, не обязательно отражают точку зрения Marine Insight. Данные и диаграммы, если они используются в статье, были получены из доступной информации и не были подтверждены каким-либо установленным законом органом. Автор и компания «Марин Инсайт» не утверждают, что они точны, и не принимают на себя никакой ответственности за них. Взгляды представляют собой только мнения и не представляют собой каких-либо руководящих принципов или рекомендаций относительно какого-либо курса действий, которым должен следовать читатель.
Статья или изображения не могут быть воспроизведены, скопированы, переданы или использованы в любой форме без разрешения автора и Marine Insight.
Теги: поршневые кольца
HAMMER PERFORMANCE — Высокая производительность для вашего Harley Twin Cam, Evo Big Twin, Sportster или Buell! 208-696-1250
Головки цилиндров
Высокопроизводительные заводские головкидоступны от HAMMER PERFORMANCE!
На протяжении многих летHD предлагал множество головок для моделей XL и Buell, некоторые из которых были хорошими, а некоторые — не очень. Если вы хотите перейти на самые лучшие, Hammer Performance может настроить вас.Мы предлагаем заводские головки в виде голых отливок со стандартными седлами и направляющими (что составляет отличную основу для вашего Услуга по переноске Smash или Sledge), или полностью собранной и готовой к установке болтами.
Buell Thunderstorm Heads —
Больше не доступенПо состоянию на июль 2013 года у нас возникли проблемы с поиском новых головок Thunderstorm. Последние байки, на которых они сошли с конвейера 11 лет назад, так что это не так. большой сюрприз.Мы оставим информацию ниже для справки, но мы больше не можем поставлять новые головки Thunderstorm
. ГоловкиBuell Thunderstorm были первыми по-настоящему производительными головками для XL, предложенными автомобильной компанией. Они вышли в 1998 году на модели Buell S1W и S3, и мгновенно стал чрезвычайно популярным в качестве обновления для XL и других автомобилей Buell.
Усовершенствования по сравнению с предыдущими головками XL проявились в виде гораздо более крупных клапанов, улучшенных портов и улучшенной камеры.Размеры клапана были увеличены с более ранние 1,715 дюйма на впуске и 1,480 дюйма на выпуске вплоть до 1,810 дюйма на впуске и 1,575 дюйма на выпуске. Одно только это приводит к значительно лучшему потоку. Но порты были также улучшен, с более высоким полом и более плавным радиусом в крыше через область чаши. Наконец, камера была улучшена, чтобы добавить 15-градусное сжатие. полоса, при этом не сильно закрывая клапаны, и головки были соединены с совершенно новым подходящим поршнем. Однако эффективность сжимающей ленты ограничена литая полка для сжатия, которая неровная и не очень точная.Hammer Performance может обработать эту область для получения точной и эффективной ленты.
Дооснащение этих головок до моделей 91-03 Sportster очень просто, так как они крепятся почти на болтах. Единственная проблема заключается в том, что переднее крепление передней головки Болты имеют резьбу 7 / 16-14 вместо 3 / 8-16, как на 91-03 Sportsters. Скорее всего, потребуется просверлить передний кронштейн крепления двигателя, и вы необходимо установить короткую шпильку с левой стороны (со стороны свечи зажигания) или использовать очень короткий болт.
Не рекомендуется устанавливать эти головки на модели 86-90 Sportster, однако многие люди это сделали. Основная проблема — это расстояние между толкателем. дыры. Четыре скорости имеют немного другую геометрию, потому что толкатели немного смещены относительно кулачков. Когда вы положите пять скоростей на четыре скорости, вы рискуете вызвать проблему трения толкателя в том месте, где толкатели проходят через головки. Проблема с размером отверстия под болт, описанная выше, также существует. при переоборудовании их на четырехступенчатую.
Дооснащение этих головок до моделей Sportster 04 и выше рекомендуется еще реже. Во-первых, если ваш Sportster 04-up — 1200, у вас уже есть лучше головы, чем эти, поэтому их замена будет означать понижение версии. Но даже если вы ищете что-то получше, чем ваши 883 головы, грозы, как правило, не подходят. лучший выбор для 04-Up. У грозовых головок плавники меньше, чем у головок и цилиндров 04-Up Sportster, и они могут выглядеть забавно, сидя над ними. верхняя часть цилиндров вашей последней модели.Кроме того, правое переднее монтажное отверстие передней головки (со стороны толкателя) находится на 1/4 дюйма больше внешнего двигателя на головке Thunderstorm, чем на голова XL поздней модели, поэтому потребуется модификация крепления. Возможно установить их на более позднюю модель XL, но большинство людей выбирают Buell XB. или головы поздней модели XL1200.
Головки Thunderstorm доступны только в черном цвете. Плавники можно выделить вручную, но это редко выглядит так хорошо. как заводской выделил фин.Если вы ищете выделенные ласты, мы рекомендуем использовать несколько головок XL1200 2004-Up, как указано ниже. Если ты ищешь за серебро вы можете нарисовать набор «Грозы» или использовать набор головок XB, перечисленных ниже. Вы можете нанести полосу и нанести порошковое покрытие на набор Грозы, но к тому времени, когда вы закончите, вы будете в них увлечены примерно так же, как набор голов XB.
ГоловкиThunderstorm доступны от HD как в голом, так и в полностью собранном виде.Однако при последнем повышении цен они взимают ту же сумму. так или иначе. Поэтому мы предлагаем их только в собранном виде.
Несмотря на появление голов Buell XB и 2004-Up XL1200, грозы остаются популярными. Велосипеды, которые поставлялись в качестве оригинального оборудования Thunderstorms, давно сняты с производства, хотя на самом деле Buell даже не существуют, так что кто знает, как долго эти головы будут доступны.Если вам нужен набор, купите их, пока можете.
Головки Buell XB и XL1200 с 2004 г. и выше
Лучшими заводскими головками для обеспечения высокой производительности являются головки Buell XB 2003 года и ранее XL1200 и 2004 года выпуска. Эти головки имеют улучшенные порты по сравнению с любыми предыдущими. заводские головки, с большими впускными клапанами 1,810 дюйма и выпускными клапанами 1,575 дюйма с легкими 7-миллиметровыми штоками и пружинным пакетом для пчелиного улья, который может выдерживать подъем до 0,550 (предыдущие головы XL были безопасны только для.500 лифт). Хотя они текут примерно так же, как головы грозы, они делают это с меньшим портом, и поток менее турбулентный, и то и другое приводит к большей мощности. В нашем тестировании, сравнивая стандартное и стандартное, эти головы стоят на 4-5 дополнительных лошадиных сил по сравнению с головами Thunderstorm, в ситуациях, когда голова — это то, что ограничивает власть. Стандартные головки Thunderstorm начинают становиться большим узким местом при мощности около 90 л.с., и эти головки в стоковом виде начинает становиться узким местом при приближении к 95 л.с.
Еще одно усовершенствование этих головок по сравнению с Thunderstorms — это компактная камера для ванны объемом 62 куб. Эта камера дает красивую, ровную зону сжатия при использовании поверх плоской поверхности. поршни (для степени сжатия 9,7: 1) или наши кованые поршни премиум-класса с прямоугольным куполом Sledge Hammer (для степени сжатия 10,5: 1). Они также предоставляют большое количество материала для обработки угловых хлюпающих лент, что еще больше повышает производительность за счет уменьшения полки, по которой должен проходить воздух при входе и выходе цилиндр, а также направляя топливо, выходящее из зоны сжатия, более прямо на фронт пламени.Hammer Performance предлагает как 15, так и 30 Кувалда с куполом под углом в градусах выковала поршни и может обрабатывать головки с ЧПУ, чтобы они соответствовали друг другу. Эти головы особенно хорошо работают с нашими Поршни с обратным куполом 30 градусов, описанные выше.
Имейте в виду, что в 2007 году произошли значительные изменения, когда завод перешел на систему впрыска топлива на Sportsters. Головки XL 2007 года и новее имеют сопряжение с коллектором. поверхность фрезерованная около.062 дюйма по сравнению с головками карбюратора, а также у них болты фланца коллектора раздвинуты для размещения большего корпуса дроссельной заслонки EFI с более широким фланцы коллектора подобрать.
Головки XL 2006 года и более ранние, сделанные для карбюраторного коллектора, не могут использоваться с корпусом дроссельной заслонки EFI без значительной механической работы. Однако руководители 2007-го может использоваться с карбюратором с помощью специальный более широкий впускной коллектор от HAMMER PERFORMANCE.
Недавно некоторые сменные головки карбюратора от HD стали поставляться с более широким расстоянием между болтами, чтобы
соответствовать фланцам коллектора типа EFI. Однако поверхности коллектора не были обработаны фрезерованием, и стандартный карбюраторный коллектор все еще подходит.
Головки Buell XB имеют поверхности коллектора для впускного коллектора карбюраторного типа, поэтому их нельзя использовать с корпусом дроссельной заслонки EFI XL.
Однако в черных версиях используются фланцы коллектора нового типа, поэтому не забудьте собрать пару фланцев, если у вас их еще нет.
Также имейте в виду, что головки Buell XB при поставке не имеют отверстий для болтов сапуна / крепления карбюратора и не имеют резьбовых отверстий. Однако, если вы покупаете головы от HAMMER PERFORMANCE и дайте нам знать, что вы будете использовать их с карбюратором, мы бесплатно обработаем их и нарежем отверстия. Это одно из преимуществ покупки этих голов у МОЛОТОЧНАЯ ПРОИЗВОДИТЕЛЬНОСТЬ.
Поскольку все модели Buell в настоящее время сняты с производства, мы не можем быть уверены, сколько длинных головок XB будет доступно.Если вы думаете о приобретении набора, это может время.
Какие головы выбрать?
Используйте это руководство, чтобы выбрать, какие головки подходят для вашего велосипеда:
| Карбюратор | Впрыск топлива | |
| Серебро | Buell XB в серебре | НЕТ |
| Черный | Buell XB в черном цвете См. Примечание 2 | 2007-Up XL1200 в черном цвете |
| Черный с выделенными ребрами | 2004-2006 XL1200 См. Примечание 1 | 2007-Up XL1200 в черном цвете с подсветкой |
Примечание 1. Головки EFI также будут работать в этом приложении в сочетании с здесь доступен специальный более широкий впускной коллектор.
Дооснащение головок более поздних моделей до 91-03 XL несложно, и многие люди добились отличных результатов. Как и в случае с грозовыми головами, вам придется иметь дело с болтами переднего крепления 7 / 16-14 большего размера. Вы также должны иметь дело с тем, что правый передний болт крепления смещается внутрь на 1/4 дюйма, но это легко решено с помощью недорогого переднего крепления, доступного ниже. Кроме того, имейте в виду, что плавники вашей головы будут несколько нависать над ребрами цилиндра, хотя большинство людей не считают это предосудительным.Наконец, имейте в виду, что эти головки на 0,020 дюйма короче стандартных головок 91-03, что само по себе не должно вызывать проблем. Однако, если вы дополнительно опускаете штабель с помощью фрезерования головки и / или тонких прокладок, вам необходимо учесть это при рассмотрении длины толкателя. Узнать больше о Здесь необходимо учитывать длину толкателя.
Модернизация этих головок до моделей 86-90 (четыре скорости) не рекомендуется по тем же причинам, которые указаны выше для головок Thunderstorm, в первую очередь клапанного механизма. геометрия и возможность возникновения проблем с трением толкателя.
Эти головки не поставляются с завода в собранном виде, вы должны покупать головки и все компоненты отдельно и выполнять сборку. сам. Однако Hammer Performance продаст вам головки в полностью собранном виде и готовые к установке по той же цене, что и все части. при покупке у вашего дилера. Мы даже модернизируем клапаны до набора наших высококачественных полированных кувалдой клапанов из нержавеющей стали с вихревой полировкой на без дополнительной оплаты!