Как варить полуавтоматом — видео, особенности
Содержание страницы
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки.
 Чем больше ток – тем больше скорость и наоборот;
Чем больше ток – тем больше скорость и наоборот; - используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.

Это простые правила, которые нужно помнить.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки.
 Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Как варить полуавтоматом — видео, особенности
Полуавтоматическая сварка (MIG), это своеобразная эволюция ручной электродуговой сварки (MMA). Даже, несмотря на доступность MMA инверторов, для бытового использования лучше применять MIG сварку. Но, чтобы полностью оценить ее преимущества, нужно знать, как варить полуавтоматом. На самом деле, в этом нет ничего сложного.
Сварка полуавтоматом
Для сварки металла полуавтоматом, применяется специальная проволока и защитный газ. Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Газ подается на горелку через сварочный рукав вместе с проволокой, защищая сварочную ванну от воздействия внешней среды.
Электродная проволока выпускается в бобинах. Ее толщина:
- 0,6 мм;
- 0,8 мм;
- 1 мм;
- 1,2 мм.
Для металлов тоньше 4-х мм применятся проволока 0,6-0,8 мм, толще – 1-1,2 мм.
Защитный газ – углекислота или смесь CO2 с аргоном. Чистый углекислый газ дешевле – но шов получается хуже и от сварки получается больше брызг, чем при использовании смеси с аргоном.
Особенности сварки полуавтоматом:
- автоматическая подача сварочной проволоки – повышает скорость и качество сварки;
- варит тонкий металл – толщина заготовок начинается от 0,5 мм;
- универсальность – полуавтоматический аппарат варит сталь, нержавейку, чугун и цветные металлы;
- на готовом сварочном соединении нет шлака;
- во время сварки практически нет дыма.
С другой стороны, полуавтомат громоздкий за счет баллона с газом. Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Кроме того, на сильном ветру варить в газовой среде не получится – ветер будет выдувать углекислоту из под горелки.
Cварка самозащитной проволокой без газа
Порошковая самозащитная проволока, которую также называют флюсовой имеет сердечник, содержащий в себе все необходимые присадки для защиты шва и сварочной дуги в процессе сварки без газа.
Такая проволока содержит компоненты, образующие газ во время сварки, антиокислители, очистители, а также присадки, улучшающие электрическую дугу. Таким образом, при возникновении дуги образуется газ, который защищает расплавленный металл, а также специальные компоненты образуют подобие шлака поверх металла во время остывания, который защищает его во время затвердевания.
Такую проволоку удобно использовать, когда сварочный аппарат нужен не часто. Преимуществом является лучшая мобильность оборудования (не требуется баллон с газом) и возможность использования на улице (даже в ветреную погоду, ввиду отсутствия притока защитного газа).
При сварке самозащитной проволокой образуется много дыма и испарений и сложно визуально контролировать процесс сварки. Сварочный флюс, который остаётся поверх готового шва, не проводит электричества, поэтому после охлаждения, чтобы сваривать поверх готового шва, его необходимо сначала зачистить.
При помощи порошковой проволоки можно сваривать более толстый металл, чем при помощи проволоки, используемой с газом.
Сварка при помощи этого типа проволоки «прощает» недостаточно хорошо подготовленную поверхность.
Что нужно знать о сварке полуавтоматом
Прежде чем варить, нужно учесть тонкости работы сварочного аппарата.
Как правильно варить полуавтоматом:
- плюсовая клемма подключается к горелке, минусовая к заготовке;
- для каждого вида металла применяется специальная проволока. Например, для алюминия – алюминиевая, для нержавейки – нержавеющая и т.д.;
- сила тока и скорость подачи проволоки это взаимно связанные настройки.
 Чем больше ток – тем больше скорость и наоборот;
Чем больше ток – тем больше скорость и наоборот; - используемый на горелке токосъемный наконечник, должен соответствовать диаметру проволоки. Эта деталь относится к расходным материалам, поэтому требует периодической замены;
- от настройки механизма подающего проволоку, зависит качество шва;
- шланг, подающий проволоку, должен быть жестким – иначе он может перегнуться и подача проволоки застопорится;
- металл тоньше 1 мм лучше сваривать точками, если не нужно получить герметичный шов. Так заготовка не перегреется и не прогорит;
- если напряжение сети, ниже номинального, например 190, а не 220 вольт – лучше применять проволоку меньшего диаметра. Например, вместо 0,8 взять 0,6 – аппарату справится с ней гораздо легче, и шов получится качественным.
- для сварки полуавтоматом без газа применяется специальная проволока, при этом плюсовая клемма подключается к заготовке.
При сварке в нижнем положении, горелка держится под углом примерно 60 градусов по отношению к заготовке. Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Расстояние до заготовки 5-15 мм. Горелка ведется от себя – «углом вперед».
Перед началом работы нужно откусить кончик проволоки, торчащий из горелки. На нем образуется шарик, который плохо проводит электричество – горелку будет тяжелее разжечь.
Нужно периодически чистить наконечник и сопло горелки от брызг. Если этого не делать подача проволоки станет прерывистой. Поэтому применяются специальные силиконовые аэрозоли, которые защищают поверхности от налипания – нужно брызнуть им внутрь горелки.
ОСНОВНЫЕ ПРАВИЛА ПРИ ПРОВЕДЕНИИ СВАРОЧНЫХ РАБОТ
Чтобы стать настоящим профессионалом, необходимо знать все о сварке полуавтоматом, и техника безопасности – это один и важных аспектов. Необходимо изучить и каждый раз соблюдать все нормы и стандарты, прописанные в ГОСТе. Нельзя пренебрегать ТБ, работая с огнем и газовыми баллонами. Также важно защитить себя, надев форму и маску, которая защитит глаза от ультрафиолетового ожога.
Не только новичкам, но и опытным мастерам рекомендуется изначально попробовать шов на черновой детали или на незаметном участке, чтобы убедиться в правильности настроек на сварочном полуавтомате. Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Перед использованием агрегата, требуется прочесть инструкцию, и соблюдать ее при работе. И еще, аппарат не может работать беспрерывно. То есть, периодически нужно делать паузы, об этом пишется в инструкции к ним.
Автоматическая и полуавтоматическая сварка требует длительного обучающего процесса, который включает в себя теоретические и практические знания. Обучение на сварщика — длительная и ответственная работа, хотя разобравшись во всем можно понять, что это не сложно, если соблюдать все рекомендации.
И в конце хотелось бы ответить на один из самых частых вопросов, чем отличается автоматическая сварка от полуавтоматической:
- автоматическая сварка – это процесс, при котором движение дуги и подача электрода происходят механизировано;
- полуавтоматическая сварка – это такая сварка, при которой проволока подается механизированно, а перемещение дуги вручную.
Как варить полуавтоматом видео :
Общие правила сварки
Как и в любом деле, у сварки полуавтоматом, есть база, которую обязан знать сварщик.
- при сварке деталей толщиной более 3-х мм, между ними делается зазор 1-2 мм. Это нужно для полного проплавления металла. Если зазора не будет – шов получится поверхностным;
- от нагрева металл тянет, чтобы обеспечить равномерность зазора, делаются прихватки сверху и снизу заготовки. Если длина провара большая – число прихваток увеличивается;
- нужно следить за равномерным наплавлением шва на обе заготовки.
Это простые правила, которые нужно помнить.
Принцип действия
Сварка MIG/MAG (Metal Inert Gas/ Metal Active Gas) осуществляется посредством электрической дуги, защищённой газом, образуемой между рабочей поверхностью и проволокой (электродом), которые автоматически поступают к месту сварки при нажатии на курок. Скорость подачи проволоки, напряжение сварки и количество газа устанавливаются заранее. Из-за того, что сварочная проволока автоматически поступает к месту сварки, а от сварщика зависят только манипуляции со сварочной горелкой, такой вид сварки часто и называют полуавтоматической.
При MIG/MAG-сварке очень важна настройка сварочного аппарата. При электродуговой сварке электродами и при сварке TIG настройки не так критичны. Также важна чистота металла перед началом сварки.
Конец проволоки должен выступать на определённое расстояние, иначе слишком длинная проволока-электрод не позволит защитному газу нормально действовать. Этот параметр мы рассмотрим ниже в этой статье.
Настройка сварочного аппарата
От правильности настройки полуавтомата зависит качество сварочного шва. Что нужно настроить:
- Силу тока.
- Скорость подачи проволоки.
- Давление газа.
В комплекте есть инструкция, в которой указаны рекомендуемые настройки для разных видов швов и пространственных положений. Их нужно воспринимать как ориентир, т.к. не существует такого эталона, который можно было бы применять на всех аппаратах. Поэтому настройки индивидуальны. Задача – получить ровное горение дуги, глубокий провар и красивый сварочный шов.
Поскольку проволока поступает в горелку вместе с углекислотой, нужно выставить давление газа. Оно делается в пределах 1-2 атмосфер.
Для настройки полуавтомата подойдут ненужные куски металла, с такой же толщиной, как и основные заготовки. Начинающий мастер не сможет сразу выставить оптимальные настройки аппарата, поэтому эксперименты нужно проводить на металле, который не жалко выкинуть. Нормальный шов – гладкий и равномерный, без прерываний и резких наплывов. Разобраться в настройках полуавтомата помогут уроки на видео в статье.
С чего начать
Сам этот процесс можно назвать способом, с помощью которого металлические элементы можно соединить друг с другом. Этот процесс состоит из конкретных последовательных этапов. Рассмотрим основные из них:
- Очистка металла. Перед тем как приступить к процессу, обязательно нужно очистить металл от пыли, грязи, влаги или ржавчины.
- Разделяем кромки металла с помощью болгарки. Состыковываем заготовки между собой.

- Начинаем сам процесс с помощью сварочного аппарата. Способы сваривать металл мы рассмотрим ниже.
Очень большое значение имеет качество сварочного аппарата и электроды. Подбирать их нужно в зависимости от вида и метода сварки. В интернете существует множество роликов, которые разъяснят, что такое сварка полуавтоматом для начинающих, видео можно найти на многих сайтах.
Кроме того, узнать и посмотреть, что такое полуавтоматическая сварка, видео о ней, можно изучив так называемое пособие для чайников.
Виды сварочных швов
Разные типы сварочных швов отличаются настройками. Тип сварочного шва различается по виду соединения и пространственному положению заготовок.
По пространственному положению:
- горизонтальный;
- вертикальный;
- потолочный;
- нижний.
По типу соединения:
- в стык;
- тавровое;
- в нахлест;
- угловое.
Самые простые соединения заготовок – сварка внахлест и встык в нижнем положении.
Вертикальный шов
Чтобы полноценно пользоваться сваркой, нужно знать, как варить вертикальный шов полуавтоматом. Направление вертикального шва зависит от толщины заготовок:
- Толщина заготовок до 3-х мм – направление сверху вниз.
- Толщина более 3-х мм – направление снизу вверх.
Горелка находится под углом 45 градусов к заготовке. Как правило, требуется уменьшать сварочный ток и скорость подачи проволоки по сравнению со сваркой аналогичных заготовок в нижнем положении.
Для получения качественного шва, от сварщика требуется выдерживать 3 вещи:
- Равномерную скорость движения горелки.
- Расстояние от горелки до заготовки.
- Правильный угол.
Важно не перегревать свариваемый металл, чтобы он не стекал вниз. Остальное сделает сварочный полуавтомат.
Сварка тонкого металла
В сваривании деталей толщиной до 1 мм, нет ничего тяжелого. Даже наоборот, варить тонколистовой металл сварочным полуавтоматом не сложнее чем толстый.
Тонколистовой металл сваривается двумя способами:
- обычный – любые типы соединений;
- заклепочный – заготовки ложатся внахлест и варятся через заранее сделанные отверстия в верхнем листе.
Есть несколько правил такой сварки:
- сила тока и скорость подачи проволоки уменьшается;
- нельзя задерживать горелку на одном месте – получится либо наплыв сварочного валика, либо прожег заготовки;
- при заклепочном методе – сварка начинается с центра нижней заготовки. Если начать варить с краев верхней – металл просто зальет отверстие, т.е. хорошо заварить не получится
Если не требуется получить герметичное соединение – не нужно варить сплошным швом. Для тонких деталей, достаточно точек с промежутком 1-5 см. Процесс сварки, можно посмотреть на видео к статье.
Сварка толстых металлов
При сварке заготовок тоще 4 мм, с кромок снимаются фаски. Это делается для получения глубокого провара. Горелка ведется не по прямой линии, а с небольшими колебательными движениями. Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Например, зигзагообразные, спиральные, вперед-назад и т.д. Так шов получится глубже и шире.
Правила:
- между деталями делается зазор 1-2 мм;
- ширина сварочного шва должна равняться толщине заготовки (примерно), например, если варятся 2 детали, толщиной по 6 мм, шов должен зайти на каждую их них по 3 мм;
Если толщина заготовок более 5 мм, может потребоваться варить в несколько проходов. Первый шов делается по центру, второй и третий – сверху и снизу первого шва.
На практике, понять, как работать полуавтоматом не сложно. Получить приемлемые результаты можно уже на первый день обучения. Главное – не бояться экспериментировать и помнить, что настройки полуавтомата индивидуальны для каждого сварщика.
Видео описание
Как научиться варить газосваркой, ацетиленом.
Внимание! Кислород в баллонах всегда МАСЛООПАСЕН! Поэтому погрузка и разгрузка резервуаров в рукавицах, пропитанных маслом, категорически запрещена. Также нельзя пользоваться промасленной ветошью для протирки баллонов с O2 – это приведёт к взрыву со всеми вытекающими последствиями!
Как создается давление
1 – генератор; 2 – кислоррод; 3 – редуктор; 4 – шланг; 5 – горелка; 6 – присадочный пруток; 7 – заготовка Источник mechanicinfo. ru
ru
Давайте подробнее разберемся, как работает сварка ацетиленом и кислородом при помощи принципиальной схемы, которую вы видите на верхнем изображении. Кислород привозят на производство в стальных баллонах, выкрашенных в синий цвет, где он содержится под давлением до 150 атмосфер или 1,52 МПа (как кто привык). Эти резервуары заправляют на специальных заводах, которые есть по всей стране. Такая доставка, как правило, осуществляется не напрямую, например, на материальный железнодорожный склад (МЧ) с завода приходит вагон с баллонами. Оттуда его разбирают ЖД организации типа ТЧ, ВЧД, НГЧ, ШЧ, ПЧ, ЭЧ, то есть предприятия, ответственные за движение поездов. Карбид, кстати, получают по такой же схеме, поэтому крупным предприятиям/компаниям намного проще справляться с обеспечением.
Для подключения ацетиленовой сварки на баллон с кислородом сварщик устанавливает редуктор, который понижает давление со 150 на 3-10 атмосфер и дальше газ направляется к горелке. По другому шлангу в это время к горелке движется ацетилен.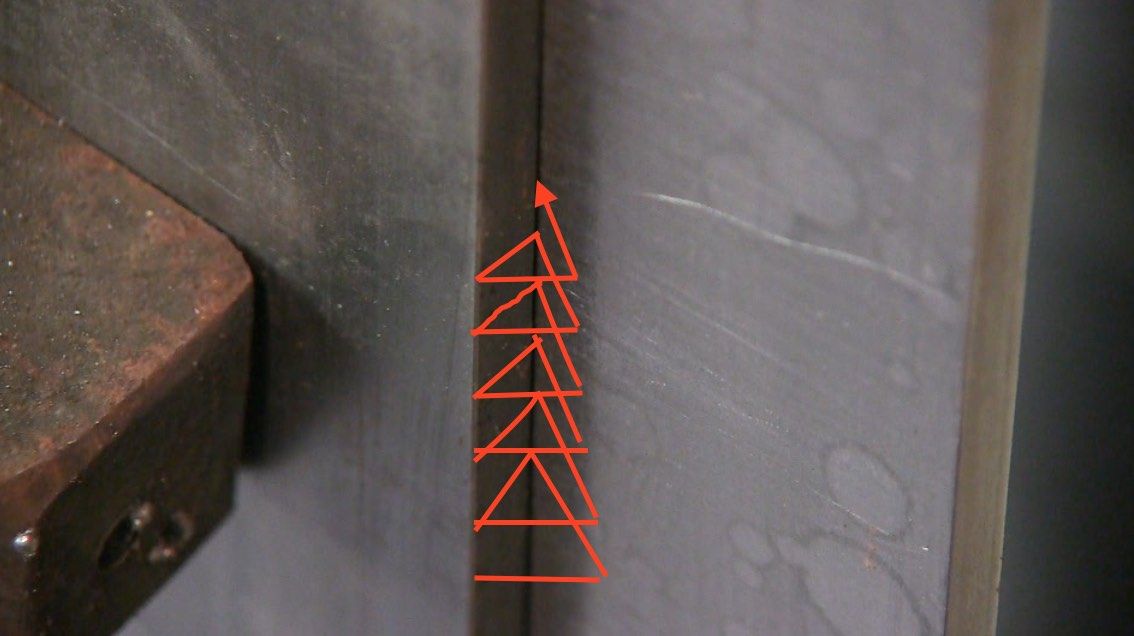
ЧиновникиПримечание: для сварки ацетиленом C2h3 не всегда вырабатывают непосредственно на рабочем месте в генераторе из воды и карбида кальция. В некоторых ситуациях газ заказывают на заводе, и он поступает по назначению в баллонах белого цвета.
Сент-Луиса предупреждают о всплеске навесного оборудования, которое делает оружие полностью автоматическим
ST. ЛУИ. Местные и федеральные чиновники в четверг заявили, что обеспокоены растущей популярностью приспособлений, которые делают полуавтоматическое оружие полностью автоматическим.
Незаконные устройства, также называемые переключателями, позволяют стрелку произвести десятки выстрелов за считанные секунды одним непрерывным нажатием на спусковой крючок, что делает их серьезной проблемой безопасности в районе, где и без того наблюдается насилие с применением огнестрельного оружия.
«Эти штуки опасны для наших офицеров из-за скорострельности этого оружия», — заявил на пресс-конференции временно исполняющий обязанности начальника полиции Сент-Луиса Майкл Сак. «Они также опасны для всех в округе из-за их неточности».
«Они также опасны для всех в округе из-за их неточности».
Устройства размером не больше четверти и имеют множество названий, включая переключатели Glock, молнии и автоматические шептала. Они часто производятся в других странах, таких как Китай, или создаются с использованием 3D-принтеров.
Люди тоже читают…
Агент ATF держит в руках устройство для переоборудования, которое прикрепляется к задней части пистолета Glock, чтобы сделать оружие автоматическим и, следовательно, функционировать как пулемет в соответствии с федеральным законом, в то время как на полигоне полиции Сент-Луиса в четверг, 5 января, 2023.
Роберт Коэн, Post-Dispatch Сак сказал, что офицеры конфисковали шесть коммутаторов в период с 2019 по 2021 год; в 2022 году это число подскочило до 27.
В 2022 году Бюро по алкоголю, табаку, огнестрельному оружию и взрывчатым веществам сообщило о 500-процентном увеличении конфискаций, сказал Кристофер Б. Биверс, помощник специального агента ATF.
Полностью автоматические ружья стреляют иначе, чем их однозарядные и полуавтоматические аналоги: для однозарядных ружей требуется, чтобы стрелок перезаряжал и нажимал на спусковой крючок для каждого выстрела, а для полуавтоматического ружья требуется, чтобы стрелок нажимал на спусковой крючок для каждого выстрела. но не требуют ручной перезагрузки. В то же время полностью автоматические пистолеты выпускают столько пуль, сколько вмещает магазин, одним нажатием на спусковой крючок.
Сак сказал, что насадка затрудняет управление оружием, и после первой пули шансы попасть в намеченную цель значительно уменьшаются.
Кристофер Б. Биверс, помощник специального агента Управления по алкоголю, табаку и огнестрельному оружию, показывает оружие с приспособлением для переделки и барабанным магазином на 50 патронов, которые полиция обнаружила во время проверки состояния водителя. В четверг, 5 января 2023 г., сотрудники правоохранительных органов провели пресс-конференцию, посвященную опасностям незаконных переоборудованных устройств на полигоне полиции Сент-Луиса. Фото Роберта Коэна, [email protected]
В четверг, 5 января 2023 г., сотрудники правоохранительных органов провели пресс-конференцию, посвященную опасностям незаконных переоборудованных устройств на полигоне полиции Сент-Луиса. Фото Роберта Коэна, [email protected]
Сак также привел данные системы обнаружения выстрелов ShotSpotter, которая использует микрофоны для точного определения стрельбы по всему региону.
Он сказал, что в 2021 году было 66 случаев полностью автоматической стрельбы, а в 2022 году — 339. В округе Сент-Луис эти цифры составили 32 и 123 соответственно.
Владение одним из устройств наказывается лишением свободы на срок до 10 лет, заявил Сейлер Флеминг, прокурор США по Восточному округу штата Миссури. При использовании в насильственных преступлениях или при торговле наркотиками это наказание увеличивается как минимум до 30 лет тюремного заключения, которые должны отсчитываться последовательно до любого другого приговора.
При использовании в насильственных преступлениях или при торговле наркотиками это наказание увеличивается как минимум до 30 лет тюремного заключения, которые должны отсчитываться последовательно до любого другого приговора.
«Наш офис относится к этому очень серьезно, и мы будем использовать все законы и положения о наказаниях, которые у нас есть», — сказал Флеминг.
Она отметила, что в ее офисе наблюдается всплеск этих обвинений, и указала на недавний случай, когда мужчине было предъявлено обвинение по нескольким пунктам в убийстве 16-летнего Терриона Смита в марте в вестибюле лофта в центре города. Флеминг сказал, что подозреваемый, Джон Уитни-младший, использовал Glock с переключателем, чтобы произвести 20 выстрелов примерно за 4 секунды.
Прокурор США Сэйлер А. Флеминг присоединяется к представителям правоохранительных органов, рассказывающим о незаконных устройствах для переделки огнестрельного оружия во время пресс-конференции на полигоне полиции Сент-Луиса в четверг, 5 января 2023 г. Фото Роберта Коэна, [email protected]
Фото Роберта Коэна, [email protected]
Теги
- Общественная безопасность
- Оружие
- Глок Переключатели
- Осветление ссылок
- Авто Иссушает
- Святой Луи
- Атф
- Пистолет
- Майкл Сак
- Курок
- Вооружение
- Военный
Еженедельные обновления, освещающие наше освещение протестов полиции и реакцию правительства на призывы к реформе.
* Я понимаю и соглашаюсь с тем, что регистрация или использование этого сайта означает согласие с его пользовательским соглашением и политикой конфиденциальности.
Дана Рик
Дана Рик покрывает полицию для St. Louis Post-Dispatch. Позвоните ей по телефону 314-340-8344 или отправьте свои советы по адресу [email protected].
Почему полуавтоматические винтовки наносят столько урона?
Недавние массовые расстрелы в Old National Bank в Луисвилле, штат Кентукки, а также в школе Covenant School в Нэшвилле, штат Теннесси, были совершены, по крайней мере частично, из полуавтоматических винтовок.
По данным полиции Нэшвилла, 27 марта стрелок вошел в частную христианскую начальную школу, вооруженный пистолетом, винтовкой типа AR-15 и полуавтоматическим карабином пистолетного калибра. Мэр Луисвилля Крейг Гринберг заявил во вторник утром, что подозреваемый в стрельбе в Луисвилле держал в руках AR-15, когда в него стреляли.
Мэр Луисвилля Крейг Гринберг заявил во вторник утром, что подозреваемый в стрельбе в Луисвилле держал в руках AR-15, когда в него стреляли.
В то время как пистолеты могут нанести серьезный вред людям, иногда даже со смертельным исходом, полуавтоматические винтовки могут нанести еще больший ущерб.
«Тревожно, что во время массовых расстрелов предпочтение отдается AR-15 или винтовке типа AR-15», — сказала ABC News доктор Корнелия Григгс, детский и реанимационный хирург Массачусетской больницы общего профиля. «Это не означает, что нет других винтовок, которые могут причинить довольно много повреждений человеческому телу, но этот тип травм является разрушительным и уникальным для многих видов оружия военного уровня».
Травматологи объяснили, как выглядят травмы, как их лечить и почему для ребенка они могут быть еще более разрушительными, чем для взрослого.
Раны от пистолетов по сравнению с полуавтоматическими винтовками
Традиционно пули, выпущенные из пистолета, наносят явные входные и выходные раны — оба примерно одинакового размера — и часто проходят по прямой линии в и из тело.
«Обычный пистолет обычно создает относительно небольшую круглую рану, которая соответствует размеру пули», — сказал ABC News доктор Майкл Шапиро, заведующий отделением травматологии и интенсивной терапии в Northwestern Medicine в Иллинойсе. «Если он проходит через пациента, выходная рана обычно немного больше, а края кожи немного вывернуты».
Он продолжил: «Как правило, если вы можете выровнять отверстия, вы, вероятно, увидите своего рода картину того, какие органы находятся между этими двумя ранами, и это дает вам довольно хорошее представление о том, что вам нужно. быть обеспокоенным.»
Винтовки и боеприпасы для продажи на полигоне Knob Creek Gun Range в Вест-Пойнте, штат Кентукки, 22 июля 2021 года. полуавтоматическая винтовка.
Пули из этого огнестрельного оружия не создают входных и выходных отверстий одинакового размера, и часто одно может быть намного больше другого.
«Степень разрушения тканей будет значительно больше, так что пуля не просто пройдет через орган, а нанесет более разрушительную рану самому органу», — сказал Шапиро. «Таким образом, вы можете вместо того, чтобы видеть небольшую рану в животе, например, вы можете увидеть гораздо большие раны, и это, как правило, согласуется как с ранами на коже, так и с ними».
«Таким образом, вы можете вместо того, чтобы видеть небольшую рану в животе, например, вы можете увидеть гораздо большие раны, и это, как правило, согласуется как с ранами на коже, так и с ними».
«Вы можете увидеть относительно маленькую входную рану и очень большую разрушительную рваную рану на коже на выходе», — добавил он.
Иногда пули из AR-15 и оружия типа AR-15 могут отклоняться от курса или кувыркаться, прежде чем попасть в человека, что означает, что траектория движения через тело не является линейной.
БОЛЬШЕ: 5 погибших, 9 раненых в результате массовой стрельбы в банке Луисвилля, штат Кентукки
Вставить <>
Еще видеопоэтому степень повреждения тканей больше», — пояснил Шапиро.
Более того, штурмовое оружие может вызывать процесс, называемый кавитацией, что означает создание в теле большой полости, разрушающей ткани и органы.
Высокоскоростные пули
Размер пули не имеет большого отношения к урону, который может нанести огнестрельное оружие, по сравнению со скоростью, с которой пуля вылетает.
В основном измеряется в виде дульной энергии или кинетической энергии пули, когда она вылетает из дула огнестрельного оружия.
Например, 9миллиметровый пистолет, который стрелок принес в школу, имеет дульную энергию от 300 до 400 футо-фунтов силы.
Для сравнения, оружие типа AR-15 имеет дульную энергию около 1300 футо-фунтов силы, что означает высокий уровень энергии, приводящий к более сильному удару.
ДОПОЛНИТЕЛЬНО: Насилие с применением огнестрельного оружия в США стало более смертоносным, как показывают исследования
Студенты собираются у Капитолия штата на Марш за наши жизни против использования огнестрельного оружия в Нэшвилле, штат Теннесси, понедельник, 3 апреля 2023 г.
(AP Photo/George Walker IV)
«Разница между высокоскоростными пулями и военным оружием… заключается в том, что повреждения, которые они наносят человеческому телу и нашим внутренним органам, намного ужаснее и, как правило, имеют то, что известный как взрывной эффект, потому что эта пуля несет с собой столько энергии, когда входит в человеческое тело», — сказал Григгс. «Вместо того, чтобы, например, пуля прошла через легкое, а не через дыру в легком, мы наблюдаем взорвавшееся легкое».
«Вместо того, чтобы, например, пуля прошла через легкое, а не через дыру в легком, мы наблюдаем взорвавшееся легкое».
Григгс объяснил, что то же самое верно, если пуля попадает в человеческую кость. Пуля из пистолета, попавшая в кость, может сломать кость, но пуля из полуавтоматической винтовки может раздробить кость из-за высокой скорости.
Воздействие на ребенка
Врачи сообщили ABC News, что, хотя штурмовое оружие может ранить любого человека, дети пострадают гораздо больше из-за их меньших размеров.
Поскольку пули из этого оружия летят с высокой скоростью, они могут разрушить значительную часть тканей и с большей вероятностью поразить основные органы.
«Дети, их органы намного компактнее, и у них намного меньше жира, окружающего их жизненно важные органы», — сказал Григгс. «Итак, вы можете себе представить, что пуля, которая вызывает взрывной эффект внутри их тела, внутри их живота, туловища или груди, она не только взорвется или разорвет их легкое, но и их сердце. просто полностью разрушит их печень, но также и их селезенку, вызвав катастрофическое смертельное кровотечение».
просто полностью разрушит их печень, но также и их селезенку, вызвав катастрофическое смертельное кровотечение».
Дети из частной христианской школы The Covenant School в Нэшвилле, штат Теннеси, держатся за руки, покидая кампус после стрельбы в их школе, понедельник, 27 марта 2023 года.
(AP Photo/Jonathan Mattise)
Григгс сказал, что это было замечено в многочисленных массовых расстрелах, которые произошли в школах по всей территории США, включая начальную школу Сэнди Хук в Ньютауне, штат Коннектикут, в 2012 году и начальную школу Робба в Увальде, штат Техас. , в прошлом году.
«Когда мы видим ребенка, застреленного из винтовки типа AR-15, часто очень мало надежды — в зависимости от того, где пуля попала в его тело — что мы можем спасти его жизнь, даже если они добираются до больницы», — сказала она. «И, к сожалению, дети, которые были застрелены в Нэшвилле, были мертвы по прибытии в больницу. Команда травматологов ничего не могла сделать, и это классика того, что мы стали считать нормой».
Лечение ран от полуавтоматической винтовки
Первоначальный процесс сортировки пострадавших с огнестрельными ранениями и ранениями из полуавтоматической винтовки одинаков, включая проверку дыхания, артериального давления и кровообращения, а также оценку наличия спинномозговых травм. травмы или другие внутренние повреждения.
Тем не менее, те, кто ранен высокоскоростным оружием, таким как винтовки типа AR-15, чаще получают серьезные травмы.
«Мы узнали, что хотя стрелки часто стреляют не очень хорошо, полуавтоматическое оружие увеличивает вероятность того, что в кого-то выстрелят несколько раз, — сказал Шапиро. «Поэтому может быть немного сложнее понять связь всех различных отверстий».
ЧАСЫ | Какие изменения произойдут после стрельбы в школе в Нэшвилле?
EMBED <>
Больше видео Он продолжил. «Мы увидим людей, которые приходят не с одной или двумя дырками, а с шестью, восемью, 10 отверстиями и пытаются понять, какие системы органов могут быть повреждены на основе траектории, просто пытаясь определить то, что это за траектория, может быть значительно сложнее».