Как притереть клапана ГБЦ дизеля 740 Камаз
Если клапан не плотно садится на седло, то на некоторых участках клапана и седла образуются зазоры
При этом газы под давлением и с большой скоростью проходят в образовавшиеся щели, поэтому в этом месте фаски подвергаются сильной коррозией и ухудшается прилегание клапана к седлу.
На поверхности фаски клапана накапливаются продукты сгорания, вследствие этого нарушается герметичность соединения.
Маслоотражательные колпачки заменяем при увеличенном расходе масла и при очередном ремонте головок блока цилиндров.
Снятие и притирка клапанов
Снимаем головку цилиндра, как описано в статье – «Как заменить прокладки головок цилиндров дизеля 740 Камаз».
Устанавливаем головку цилиндра на верстак или на основание съемника И801.06.000, при наличии.
Если нет такого съемника, как на картинке (рис. 1), то можно воспользоваться съемником для автомобилей ВАЗ (рис. 2).
Перед сжатием пружин обстукиваем молоточком по тарелкам пружин, чтобы легче вышли стопорные сухари.
Сжимаем пружины клапана до полного выхода сухарей из конуса втулки и снимаем сухари.
Снимаем втулку 5 (рис. 3), тарелку 7, пружины 10 и 11, шайбу 13, и вынимаем клапана.
С помощью щипцов (рис. 4) извлекаем маслосъемные колпачки.
Очищаем от нагара клапана и седла клапанов и очищаем остальные детали в дизельном топливе.
Углы наклона рабочих фасок должны быть в пределах у седла = 44˚45′; у клапана 45˚30′.
Эти углы устанавливаются при реставрации головки цилиндра и клапана до притирки.
Надеваем на стержень клапана предварительно подобранную пружину (рис. 5) и вставляем клапан в направляющую втулку со стороны камеры сгорания, смазав стержень клапана слоем графитной смазки.
Графитная смазка предохраняет направляющую втулку от попадания в ее отверстия абразива из притирочной пасты и облегчает вращение клапана во время притирки.
Надеваем на стержень клапана приспособление для притирки клапанов (или с некоторым натягом резиновую трубку для соединения клапана с реверсивной дрелью).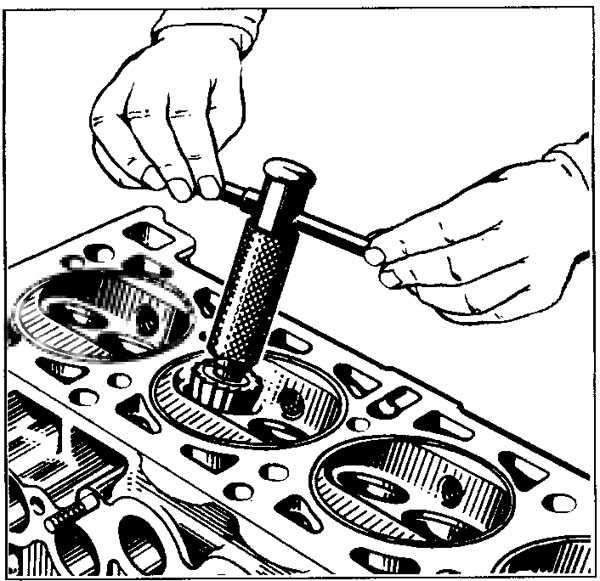
На рабочую поверхность фаски клапана наносим равномерный тонкий слой притирочной пасты.
Включив дрель на минимальную частоту вращения (в реверсивном режиме) или вращая приспособление (в случае ручной притирки) попеременно в обе стороны на пол-оборота, притираем клапан, периодически то, прижимая его к седлу, то, ослабляя усилие прижатия.
Притирку продолжаем до появления на фасках клапанов и седел равномерного матового пояска шириной не менее 1,5 мм.
Промываем седла клапанов и клапаны в дизельном топливе, обдуваем сжатым воздухом и проверяем качество притирки.
Для проверки качества притирки наносим мягким карандашом поперек фаски клапана на равном расстоянии шесть – восемь черточек, вставляем клапан в седло и, сильно нажав, проворачиваем на четверть оборота. Если все линии стерлись, то клапан притерт хорошо.
Сборка головки цилиндра
Вставляем клапана в направляющие втулки, смазав их моторным маслом. Устанавливаем шайбы 13 (рис. 3).
С помощью приспособления (рис.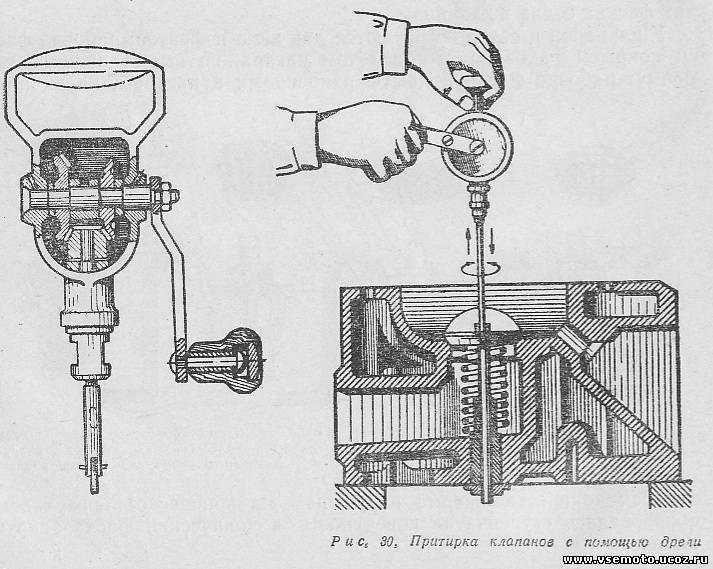 6) запрессовываем маслосъемные колпачки.
6) запрессовываем маслосъемные колпачки.
Устанавливаем пружины, тарелки пружин и, сжав пружины, вставляем стопорные сухари.
После установки сухарей и снятия приспособления для сжатия клапанных пружин нанесите несколько несильных ударов молотком по торцу стержня клапана, чтобы сухари гарантированно зафиксировались в проточке стержня.
Если установленные с перекосом сухари останутся незафиксированными, при пуске двигателя «рассухаренный» клапан провалится в цилиндр, что приведет к серьезной аварии двигателя.
Проверяем герметичность клапанов. Укладываем головку камерами сгорания вверх, и заливаем немного керосина по буртик в камеру сгорания.
Если в течение 3 мин керосин не просочится в канал головки, то клапан герметичен.
При подтекании керосина производим легкое постукивание резиновым молотком по торцу клапана. Если подтекание не устранится, клапаны притираем повторно.
Фотоотчет: Как притереть клапана скутера
В силу своего, изначально невыгодного расположения, клапана ГБЦ воспринимаю на себя основную нагрузку возникающею во время сгорания топлива. Особенно сильно достается выпускному клапану, так как основной поток раскаленных газов проходит непосредственно через него.
Особенно сильно достается выпускному клапану, так как основной поток раскаленных газов проходит непосредственно через него.
Чтобы повысить сопротивляемость клапанов температуре, вибрации, износу и различным деформациям, производители «брендовых» скутеров для изготовления клапанов и ГБЦ стараются применять более дорогие, а значит качественные материалы и технологии. Китайские производители, постоянно на чем-то экономят, поэтому «качество» клапанов и ГБЦ made in china оставляет желать лучшего…
Клапан с ГБЦ можно снять с помощью вот такого приспособления, которое состоит из двух подходящих по размеру шайб сваренных между собой через небольшие проставки.
Наставляем наше приспособление на тарелку клапана и подходящей по размеру струбциной сжимаем пружину и вынимаем сухарики.
После снятия клапана с ГБЦ всеми доступными средствами очищаем его и ГБЦ от нагара.
Какими детали должны стать после очистки.
Притирка:
Берем круглогубцы, зажимаем ими клапан у самой тарелки, и равномерно по всей поверхности фаски наносим немного притирочной пасты.
[stextbox id=»info»]Все манипуляции с клапанами следует выполнять круглогубцами, так вы обезопасите себя от попадания абразива на стержень клапана.[/stextbox]
После нанесения пасты, с помощью круглогубцев вставляем клапан на свое место.
Заталкиваем клапан до упора и с обратной стороны одеваем на него резиновую трубку подходящего диаметра.
[stextbox id=»info»]
Притирать клапана следует по такому принципу: слегка натягиваем трубку, затем проворачиваем клапан в одну сторону примерно на один оборот, потом клапан немного поднимаем, опять слегка тянем за трубку и проворачиваем клапан в обратную сторону на пол оборота, и так повторяем многократно, пока не притрем клапан к седлу полностью.Да, это долго и нудно, но результат того будет стоить.
Во время притирки, постоянно контролируйте состояние фасок и внимательно следите чтобы паста не попала на стержень клапана.[/stextbox]
Вот какая фаска изначально была на прогоревшем выпускном клапане.
[stextbox id=»info»]Притирать следует до полного удаления раковин, неровностей и других повреждений, в итоге у вас на седле и тарелке клапана должна получится равномерная фаска с матовым цветом.[/stextbox]
Вот примеры идеальной притертой фаски.
После притирки, все детали тщательно отмываем и приступаем к обратной к установке клапанов на ГБЦ: Устанавливаем новые маслосъемные колпачки (желательно), при помощи шприца наносим моторное масло на стержень клапана и вставляем его на свое место, затем одеваем клапанные пружины и с помощью нашего приспособления устанавливаем сухарики на свои места.
Направление витков внутренней и внешней клапанной пружины после установки должно быть в разных направлениях.
После установки сухариков, для проверки их надежного залегания — ударьте слегка молотком по стержню клапана со стороны пружины.
После всего проделанного, клапана следует проверить на герметичность, для этого существует специальный стенд которого к сожалению у меня нет, поэтому я буду проверять их «дедовским» способом с помощью керосина.
Переворачиваем головку так, чтобы выпускной или впускной канал был вверху и заливаем туда керосин до самого края, и через 30 минут — смотрим, если керосин просочился, значит разбираем и притираем все заново, а если все сухо значит головку можно ставить на место, работа по установке ГБЦ подробно изложена в статье: Установка поршневой 170 CC вместо стандартной 150 CC на скутер
Шлифовка/притирка клапанов двигателя | Grimmer Motors Hamilton
Что такое притирка клапанов?
Клапаны в двигателе выполняют несколько функций. Во-первых, они должны обеспечивать поступление топлива и воздуха. Затем они должны загерметизировать двигатель. Поскольку происходит сгорание двигателя, выпускной клапан также должен позволять сгоревшим газам выходить из камеры сгорания.
Притирка клапана (обычно называемая работой клапана или притиркой клапана) может иметь решающее значение для правильного функционирования клапанов/уплотнений. Это процесс сглаживания клапанов двигателя, чтобы они могли эффективно герметизировать седло клапана в головке блока цилиндров и полностью герметизировать камеру сгорания двигателя.
Когда требуется притирка клапана?
По мере увеличения пробега вашего автомобиля клапаны могут изнашиваться и нуждаться в ремонте. Это связано с постоянным движением и перегревом двигателя. Благодаря достижениям в области металлических клапанов большинству современных двигателей никогда не потребуется притирка клапанов. Однако, если есть проблема с клапаном, седлом клапана, толкателем клапана или коромыслом, может потребоваться снять головку блока цилиндров, чтобы установить новый впускной или выпускной клапан. В этот момент может потребоваться притирка клапана (клапанов) или его работа / шлифовка.
Старые автомобили (до 1970-х гг.), которые гораздо более склонны к прогоранию клапанов и часто нуждаются в регулярной притирке клапанов.
Работа клапанов дает механикам возможность тщательно осмотреть остальную часть двигателя, включая головки цилиндров и блок цилиндров. Любые трещины или утечки в этих компонентах могут привести к утечке масла из автомобиля и его перегреву.
Симптомы повреждения клапана включают:
- Повышенный расход топлива
- Двигатель работает неравномерно
- Белый дым из выхлопных газов
- Пыхтение из выхлопной трубы двигателя
- Недостаточная мощность двигателя
Подробнее об отказе клапана двигателя >
Из чего состоит притирание клапана?
- Клапан(ы) сняты с вашего двигателя и подготовлены для очистки.
- Нагар удаляется с клапана с особой осторожностью, чтобы не поцарапать и не повредить поверхность клапана.
- Клапан отшлифован для создания равномерного равномерного рисунка вокруг поверхности клапана.
- Клапан переустанавливается в головку блока цилиндров и притирается пастой для притирки клапанов.
Притирка клапанов двигателя, ремонт и техническое обслуживание в Гамильтоне
Надлежащее техническое обслуживание двигателя может значительно продлить срок службы вашего автомобиля. В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный, качественный ремонт и замену клапанов. Это позволит вашему двигателю работать исправно.
В Grimmer Motors мы можем снять головку блока цилиндров вашего двигателя и организовать надежный, качественный ремонт и замену клапанов. Это позволит вашему двигателю работать исправно.
Для притирки и обслуживания клапанов двигателя в Гамильтоне свяжитесь с Grimmer Motors сегодня!
Обратите внимание — обычно мы не храним и не поставляем только «только детали» для этой услуги. Мы являемся универсальной мастерской по ремонту автомобилей. Если у вас есть возможность привезти к нам свой автомобиль, мы можем диагностировать проблему, найти и установить необходимые детали или организовать для вас соответствующий сервис.
ЗАБРОНИРОВАТЬ СЕЙЧАС
Телефон: 07 855 2037
Адрес: 998 Heaphy Terrace, Fairfield, Hamilton
Притирка клапанов: основная процедура обслуживания клапанов
Среди различных передовых методов технического обслуживания клапанов шлифовка и притирка занимают первое место в списке приоритетов, поскольку процедура обеспечивает плотную плоскую поверхность. Аллан-Тейлор Бэрри, генеральный директор отдела глобального развития бизнеса — Allap Technical Solutions LLC Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, чтобы полностью герметизировать область седла клапана с контактом металл-металл.
Это эффективно герметизирует поверхность седла клапана в корпусе клапана и на клине/затворе/шаровом/золотнике, чтобы полностью герметизировать область седла клапана с контактом металл-металл.
Основная процедура
Ремонт клапана может выполняться на месте, когда клапан все еще установлен на трубопроводной системе, или в мастерской. Притирка и ремонт клапана на месте, как правило, более эффективны, поскольку устраняют необходимость удаления клапана из системы. Единственный случай, когда техническое обслуживание в мастерской более эффективно, — это когда требуется капитальный ремонт клапана.
Для обслуживания клапана на месте необходимо снять крышку и обеспечить достаточное пространство вокруг и внутри корпуса клапана. Чтобы наилучшим образом использовать доступное пространство, убедитесь, что приобретаемое вами оборудование легкое, способно поместиться в ограниченном пространстве, а также легко крепится. Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Ваше время на месте должно быть потрачено на шлифовку клапана, а не на монтаж станка для шлифовки клапана.
Шлифовальное оборудование для использования в мастерской должно быть простым в эксплуатации и регулировке, универсальным для использования в различных областях и иметь возможность расширять возможности с помощью дополнительных принадлежностей для специализированных областей применения.
Подготовка к процедуре
Следующая пошаговая процедура описывает, как подготовить клапан, а также основные этапы шлифовки и притирки клапана:
1. Покройте область под и вокруг клапан с пластиковым покрытием для предотвращения потери деталей и удержания грязи и жира.
2. Начните разборку, удалив изоляцию. Очистите клапан снаружи. Удалите ржавчину и краску с гаек и болтов. Смажьте болты проникающей смазкой. Старайтесь избегать повреждений крепежа — даже одна поврежденная гайка приведет к чрезмерному увеличению времени простоя и стоимости.
3. Демонтируйте внутренние детали клапана. Очистите, проверьте и отметьте, чтобы обеспечить правильную установку. Очистите внутреннюю часть корпуса клапана, удалив ржавчину и оставшуюся жидкость. Проверьте прокладки на наличие трещин, коррозии и дефектов.
4. Начните притирку, обработав любые большие дефекты на поверхности седла клапана. Отшлифуйте дефекты с помощью портативных шлифовальных машин для клапанов, используя подходящие абразивы в зависимости от материала и состояния седла.
5. Удалите шлифовальную пыль с клапана.
6. Проверьте герметичность клапана, чтобы убедиться, что он соответствует действующим стандартам.
7. Соберите и установите клапан в исходное положение. Убедитесь, что привод все еще работает.
8. Напоследок написать отчет о проделанной процедуре.
Техника и оборудование для шлифовки клапанов За прошедшие годы было разработано большое количество методов шлифовки и притирки клапанов. Шлифовальные головки с индивидуальным приводом:  Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.
Шлифовальные головки с индивидуальным приводом сегодня являются предпочтительной технологией. Однако другие методы, в том числе более традиционные, все еще используются во многих секторах промышленности.
Шлифовальные или фрезерные станки для мастерской: Это высокоскоростные станки, позволяющие шлифовать или фрезеровать снаружи, внутри и в плоскости под любым требуемым углом. Механизм крепления обеспечивает точную центровку станка. Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Результаты превосходны, а скорость резки выше, чем у любого другого метода.
Шлифовальные станки с фрикционными шлифовальными головками:
Шлифовальный станок со сплошными плоскими или угловыми чугунными пластинами: Этот метод можно использовать для плоских седел и небольших задвижек, когда не хватает места. Рекомендуется использовать клейкую шлифовальную бумагу, чтобы предотвратить выпуклость чугунных пластин в месте их установки. Сплошная плоская пластина будет развивать более высокую скорость по внешнему периметру, чем по внутренней стороне диска.
Стол для притирки с вращающейся плоскостью: Дает хорошие результаты, когда работа выполняется в мастерской; имеются специальные столы для шлифовки седел клапанов или клиньев. Однако этот метод занимает много времени.
Ручная притирка: Этот альтернативный метод чрезвычайно трудоемок и может привести к беспорядку, если используется шлифовальная паста.
ТИПИЧНЫЕ ДЕФЕКТЫ, ОБНАРУЖЕННЫЕ НА ПОВЕРХНОСТЯХ СЕДЛА
1. Следы защемления/защемления: Эти следы вызваны посторонними предметами в трубопроводах. Обычно эти отметки не глубже 0,05 мм.
2. Порезы: Обычно они появляются в результате скользящего движения задвижек или любых клапанов с клином или плунжером с использованием скользящего действия. Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
Повреждение происходит между седлом и клином, когда клапан открывается и закрывается. Обычно это более распространено на нижней стороне клапана, между положениями 4:00 и 8:00. Часто они глубже 0,05 мм. Если возможно, можно избежать следов резки, используя клапан с меньшим радиусом.
3. Следы эрозии: Эти следы видны в месте утечки, когда клапан закрыт. Это можно найти на всех типах клапанов. Следы часто глубже 0,05 мм.
4. Седло не плоское: Это может произойти, если седло было подвергнуто сварке, когда седло изношено или если оно было неточно отшлифовано или притерто. Это дефект, который чаще всего встречается на задвижках.
5. Трещины в седле: Этот дефект обычно возникает на клапанах со сварным седлом.6. Коническое седло: Поверхность седла клапана обычно должна быть плоской, но может стать вогнутой или выпуклой из-за неправильной процедуры разметки.
Шлифовальные головки с приводом от трения часто создают вогнутую поверхность, т. е. такую, которая немного ниже внутри.
Одинарные шлифовальные круги часто имеют выпуклую поверхность, т. е. немного заниженную снаружи. У этого типа кофемолки скорость вращения выше на внешней стороне диска. Кроме того, шлифовальная пыль мигрирует к периферии диска, способствуя дополнительному шлифованию по внешней кромке.
Помните, что плотная плоская поверхность особенно важна для предохранительных клапанов сброса давления (PRV) и клапанов сброса давления (SRV), поскольку они зависят от натяжения пружины, чтобы оставаться закрытыми.
Заключительные мысли
Крайне важно, чтобы персонал предприятия был информирован и был в курсе современного оборудования и методов обслуживания арматуры. Важно иметь в виду, что техническим специалистам, использующим это оборудование, также требуются навыки и суждения, которые в конечном итоге несут ответственность за результаты выполненного обслуживания клапана. Суждение и умение — это непрерывный процесс, который расширяется благодаря знаниям человека о существующих методах, процедурах, оборудовании, а также осведомленности о постоянно разрабатываемых технологиях.