Как притереть клапана ГБЦ | Permatex Украина
Skip to contentПредыдущая Следующая
- View Larger Image
Как притереть клапана ГБЦ самостоятельно.
Какие существуют способы.Правила правильной притирки.Клапаны ГБЦ отвечают за ввод необходимого количества топливно-воздушной смеси в камеру сгорания, а затем за отвод уже отработанных газов из камеры. Каждый клапан должен плотно прилегать к седлу и обеспечивать полную герметичность. Чем меньше будет потеря давления через клапан, тем больше будет компрессия в момент сжатия. Чем плотнее шляпка клапана контактирует с гнездом, тем лучше теплоотвод от клапана и меньше вероятность прогара.
Притирку клапанов выполняют при замене клапанов или ремонте старых, если их износ ещё допускает обработку.
Какие существуют виды обработки клапана.
Фрезерование
Самую высокую точность даёт завод производитель. На специальных станках выполняется нарезание фаски с высокой точностью и идеальной центровкой. Такой вариант обеспечит самую лучшую геометрию поверхности и последующая доводка уже не нужна. Деталь перед сборкой просто промывают.
Если обработку выполнять на непрофильном предприятии или делать вручную, то существуют специальные фрезы. Они выпускаются в наборах с разными диаметрами под разные модели автомобиля. Когда оборудование в отличном состоянии и может выполнить заводские допуски, то вероятно, что последующая притирка не потребуется.
Но в случае использования старых клапанов или нет гарантии в точности обработки, то после фрезы максимальное сопряжение двух поверхностей можно добиться абразивным составом.
Притирка
Притирка клапанов возможна только когда необходимо только удалить нагар и убрать микронеровности. В этом случае используют притирочные абразивные пасты.
В этом случае используют притирочные абразивные пасты.
Притирочная паста наносится тонким слоем на рабочую кромку клапана. Для центровки клапан вставляется в своё посадочное место, прижимается и вращается вокруг оси.
Для лучшего эффекта направление вращения постоянно меняют. После притирки остатки пасты нужно тщательно смыть.Паста Permatex® Valve Grinding Compound смывается обычной водой без остатка.
Что еще важно знать?
- Некоторые производители для качественной подгонки деталей после своих грубых абразивов рекомендуют использовать два или даже три разных составов пасты по-этапно. Это усложняет работу и удорожает процесс.
- Существует много споров по вопросу использования для притирки «алмазные» пасты. Первое мнение: алмазные притирки не наносят вреда металлу. Другие специалисты,наоборот, утверждает, что после притирки «алмазным» составом частицы абразива остаются в металле и влияют на дальнейший ресурс клапана.
Технология универсальной притирочной пасты Permatex® Valve Grinding Compound позволяет использовать только один состав. Состав разработан так, что в процессе притирки частицы абразива уменьшаются и к финалу работы дают идеальную поверхность металла.
Состав разработан так, что в процессе притирки частицы абразива уменьшаются и к финалу работы дают идеальную поверхность металла.
Паста Перматекс Valve Grinding Compound
не содержит алмазы, полностью удаляется после использования.
Два распространённых способа ручной притирки клапанов.
Существует два основных способа крепления клапана: “за стержень” или “за тарелку”.
При креплении за стержень лучше использовать резиновые переходники или шланги чтобы не повредить поверхность стержня. Для крепления за тарелку существуют специальные палочки для притирки с присосками на концах.
Для новичка трудно будет определить сразу результат работы. Важно проверить работу на герметичность.
Простой способ проверки — налить на отремонтированный и закрытый клапан керосин, подставить снизу чистую бумагу и наблюдать пропустит или не пропустит клапан керосин.
Можно использовать вакуумный тестер, которым поочерёдно проверяют каждое отверстие, и если нет вакуума, то нет и герметичности.
Стоит также учесть, что в процессе работы двигатель может «притереть» клапана под себя. Если была небольшая негерметичность, то через короткое время она может исчезнуть, правда и противоположный случай тоже возможен.
Точная подгонка клапанов при помощи абразивных составов является ответственной и кропотливой работой. Не рекомендуем спешить и прилагать излишние усилия или использовать высокооборотистый и мощный инструмент. Ручная притирка зачастую уступает механической, из-за невозможности точной центровки. Но такой способ для многих является единственно возможным и тут понадобиться опыт.
Не нужно выполнять работу «на коленке» из подручных материалов.
Вы можете сейчас сэкономить немного времени и денег, а через месяц получить повторный ремонт.
Мы не можем отвечать за качество мастера, но гарантируем высокое профессиональное качество наших продуктов.
Паста для притирки Permatex® Valve Grinding Compound 80036 (42,5 грамма)
250 грн. Добавить в корзину
Добавить в корзину
Паста для притирки Permatex® Valve Grinding Compound 80037 (85 грамм)
370 грн.Добавить в корзину
Набор для ручной притирки клапанов Performance Tool W 86552
500 грн.Подробнее
AdminAn2021-07-23T08:31:43+02:00Как притереть клапана ГБЦ.Притирка клапанов видео.
Притирка клапанов головки цилиндров пожалуй самый ответственный этап ремонта ГБЦ. Прежде чем начинать ремонт головки, не забудьте проверить плоскость головки и наличие трещин.
От того насколько качественно были притерты клапана ГБЦ при ремонте, зависит качество и срок их работы, а также и работа всего двигателя. Притирать клапана ГБЦ к клапанному гнезду необходимо в том случае, если вы меняете клапана или, и клапанные втулки.
Что понадобится нам для этой процедуры:
1. Стружка наждачного камня и немного моторного масла, для приготовления притирочной пасты аля колхоз привет из девяностых. Можно купить готовую, эффект тот же.
Можно купить готовую, эффект тот же.
2. «Шарошка» для снятия небольшого выработонного слоя металла на клапанном гнезде.
3. Новые клапана.
4. Непосредственно сам инструмент для притирки клапанов.
С первым думаю все понятно, объяснять откуда берется и где раздобыть стружку наждачного камня думаю не стоит.
Второе «шарошка», с этим сложнее. Шарошка представляет из себя наставку для клапанного гнезда, сделанную по форме посадки клапана, в зоне соприкосновения с клапанным гнездом имеются зубья, которые и снимают выработку с клапанного гнезда. В наше время если хорошо постараться, можно подобрать шарошку практически к любой ГБЦ. Шарошку подобрали, теперь ставим ее на клапанное гнездо и начинаем вращать. Вращаем аккуратно до тех пор, пока на клапанном гнезде не образуется блестящий чистый круг по форме и размеру рабочей области нового клапана.
Новые клапана — от их качества зависит многое, а качество зависит от цены… думайте сами…
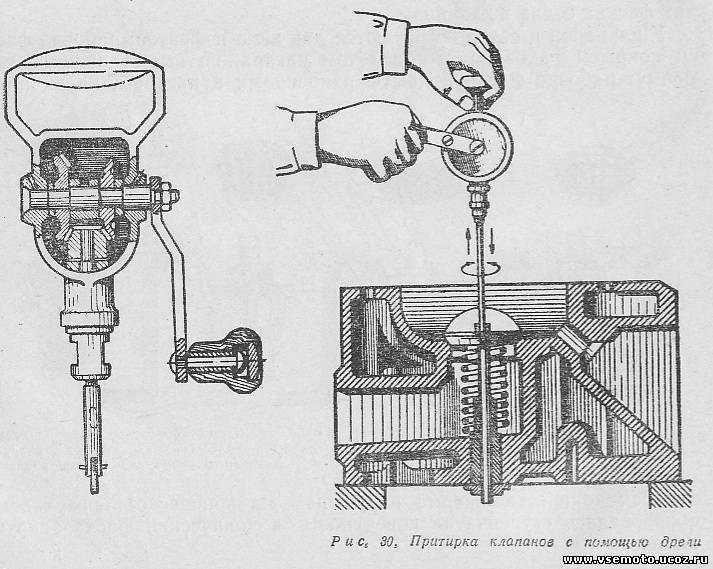
Можно сделать самостоятельно за пол часа, если руки растут откуда надо. Для этого нам потребуется:
- трубка длиной 10-20 см, с отверстием внутри (диаметр отверстия должен быть на 2-3мм больше чем диаметр стержня вашего клапана).
- дрель, сверло на 8.5мм
- контактная или газовая сварка (автоген).
- гайка и болт 8мм.
Берем нашу трубку, берем дрель и почти около самого края (за 7-10мм) сверлим отверстие 8.5мм. Далее берем гайку и аккуратно, чтобы не испортить резьбу, привариваем ее над просверленным отверстием так, чтобы можно было закрутить болт и он мог достать до противоположного края трубки. Затем делаем рукоятку для нашего приспособления, загинаем ее прямым углом или же навариваем на другой конец поперечную трубку так, чтобы вам было удобно её держать и работать. К слову на сегодняшний интернет магазины инструментов пестрят всякими вариантами притирочных приспособлений, правда цена немного кусается.
1. Берем новый клапан, вставляем в клапанную втулку.
Берем новый клапан, вставляем в клапанную втулку.
2. стружку наждачного камня смешиваем с моторным маслом в пропорции примерно 2\1, чтобы смесь стала похожа по вязкости на шампунь.
3. готовым раствором смазываем края рабочей зоны клапана так, чтобы раствор попал на шарошенную часть клапанного гнезда (больше нигде мазать не нужно).
После нескольких минут этого адски неудобного и напрягающего процесса можно посмотреть что же там получается.
 Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся.
Если среди грязного цвета смеси увидите блестящую непрерывающуюся полосу на клапанном гнезде, значит можно приступить к последнему этапу: насыпать сухой стружки дальше тереть уже на сухую. Когда придет время, клапан начнет скрипеть и издавать разные звуки, это и будет сигналом того что он хорошо притерся. Как установить резьбовой шаровой кран
Резьбовой шаровой кран можно правильно установить всего за 7 шагов. Следуйте этим соображениям и шагам для легкой и беспроблемной установки.
ОРИЕНТАЦИЯ КЛАПАНА: Шаровые краны могут быть установлены на вертикальных или горизонтальных участках трубопровода, они двунаправленные, поэтому направление потока не имеет решающего значения, однако рекомендуется по возможности устанавливать рукоятку клапана так, чтобы она указывала в направлении потока.
№1 – Осмотрите отверстия шарового крана, посадочные поверхности и резьбу, чтобы убедиться, что они чистые и не содержат посторонних предметов.
#2 – Переведите клапан из полностью открытого в полностью закрытое положение.
#3 – Убедитесь, что резьбовые соединения труб, вкручиваемые в клапан, имеют правильную резьбу, чистые и не содержат посторонних материалов или металлической стружки.
#4 — Нанесите высококачественный герметик для трубной резьбы или ленту для герметизации резьбы из ПТФЭ, следуя инструкциям производителя по нанесению, чтобы обеспечить герметичность соединения труб.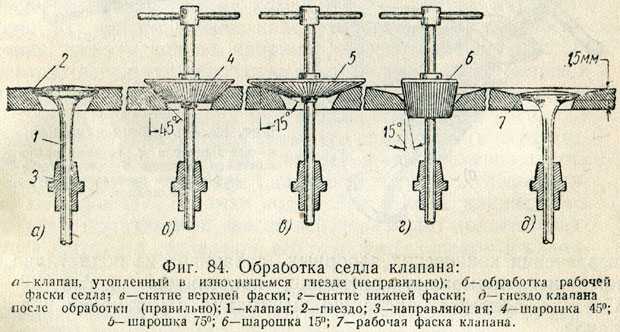
№ 5 — Клапан и трубопровод должны быть выровнены, чтобы предотвратить перекрестную резьбу, фитинг с наружной резьбой должен быть выровнен с осью резьбового отверстия. Соблюдение правильного выравнивания труб во время сборки устраняет ненужную нагрузку на корпус клапана. Поддерживайте клапан и трубопровод в выравнивании, чтобы предотвратить любые ненужные нагрузки на корпус клапана при подсоединении трубы. Опоры для труб должны быть способны удерживать трубу в выравнивании и выдерживать вес фитингов, клапанов, трубы и ее содержимого.
ВНИМАНИЕ: Неправильная поддержка трубопровода приведет к аннулированию гарантии и может привести к разрушению конструкции и повреждению имущества
#6 – При установке шаровых кранов с двухкомпонентным корпусом всегда используйте два гаечных ключа при соединении трубных соединений с этими клапанами. Расположите один ключ на конце клапана, ближайшем к затягиваемому соединению трубы, а другой ключ на трубе, чтобы предотвратить передачу крутящего момента через соединение корпуса клапана между корпусом клапана и хвостовиком.
СОВЕТ. Латунные и бронзовые сплавы являются более мягкими металлами, чем сталь, поэтому всегда используйте гладкий ключ на конце клапана и поворачивайте клапан на трубу. Трубные ключи следует использовать только на трубах и фитингах.
#7 – 
Ослабление соединения клапана, трубы и фитинга может нарушить целостность уплотнения и привести к утечке и выходу из строя.
ПРЕДУПРЕЖДЕНИЕ: Не затягивайте слишком сильно клапан на трубе, так как это может привести к деформации внутренних частей клапана и/или вызвать разрушение корпуса клапана под напряжением. Как правило, после затяжки от руки затяните дополнительные 1-½–3 полных оборота для размеров до 1 дюйма, для размеров 1-¼ дюйма и больше от 1 до 2-½ дюймовых полных оборотов, у вас должно получиться от 3 Задействовано -1/2 и 6 потоков. Зацепление резьбы за пределами этого диапазона может указывать либо на недостаточную, либо на чрезмерную затяжку соединения, а также на недопустимые значения резьбы.
С опытом вы поймете, когда усилие затяжки кажется «правильным», и будете знать, когда прекратить затягивание, прежде чем повредить фитинг или клапан.
КОНСТРУКЦИЯ СИСТЕМЫ Требуемые разрешения и сертификаты, номинальные значения давления и температуры, пригодность материала компонентов клапана, корпуса клапана и трима, включая седла и уплотнения, являются исключительной ответственностью проектировщика системы. Клапаны должны быть установлены в системах трубопроводов , соответствующих применимым частям стандартов ASME B31. Возможно, потребуется принять особые меры в отношении расширения и сжатия трубопровода, а также расширения и сжатия среды внутри системы трубопроводов.
Клапаны должны быть установлены в системах трубопроводов , соответствующих применимым частям стандартов ASME B31. Возможно, потребуется принять особые меры в отношении расширения и сжатия трубопровода, а также расширения и сжатия среды внутри системы трубопроводов.
На рукоятке клапана имеется маркировка, указывающая правильное направление вращения для положений «ВКЛ» и «ВЫКЛ». Вращение по часовой стрелке для «ВЫКЛ» (закрыт) и против часовой стрелки для «ВКЛ» (открыт). Вы можете контролировать поток, перемещая рычаг между 0° и 90°. Однако при частично открытом шаровом кране седла из ПТФЭ на обоих концах шара могут деформироваться из-за неравномерного давления. Одним из преимуществ четвертьоборотных шаровых кранов является то, что их можно быстро открыть или закрыть, а недостатком является то, что это повышает вероятность гидравлического удара. По этой причине лучше поворачивать рычаг шарового крана медленно.
ПРОВЕРКА И ОБСЛУЖИВАНИЕ #1 — Помимо периодического переключения клапана из открытого положения в закрытое. Осмотр и профилактическое обслуживание не требуются.
Осмотр и профилактическое обслуживание не требуются.
#2 – Нормальный износ уплотнения штока можно компенсировать, затянув гайку уплотнения. Затяните уплотнительную гайку по часовой стрелке с шагом в 1/8 оборота, пока наблюдаемая утечка не прекратится.
Чрезмерная затяжка увеличит крутящий момент, необходимый для работы клапана, и приведет к чрезмерному износу уплотнения.
#3 — Не переупаковывайте клапаны под давлением. Ремонт или замена внутренних частей двухсекционных шаровых кранов не рекомендуется. При разборке возможно повреждение корпуса и хвостовика, что сделает клапан неработоспособным.
Скачать инструкции здесь
Есть дополнительные вопросы по этой теме?
Перейдите к базе знаний Boshart: техническая информация о продукте, рекомендации и многое другое.
Клапаны 101: Типы клапанов, размеры, стандарты и многое другое
Что такое клапаны и как они работают? В своей основе клапаны представляют собой устройства, предназначенные для управления, регулирования или направления потока в системе или процессе.
Они часто имеют ряд характеристик, которые помогают определить их идеальное применение.
Однако, если вы хотите контролировать поток, обеспечивать безопасность в системе, которая перекачивает жидкости, твердые вещества, газы или что-то среднее между ними, скорее всего, вам помогут клапаны из нержавеющей стали.
Клапаны выполняют несколько функций, в том числе:
- Запуск или остановка потока в зависимости от состояния клапана
- Регулирование потока и давления в системе трубопроводов
- Управление направлением потока в системе трубопроводов трубопроводная система
- Повышение безопасности за счет сброса давления или вакуума в трубопроводной системе
Хотя многие клапаны выполняют схожие задачи, механические способы их достижения могут различаться.
То, как клапан открывается и закрывается, не только влияет на общую производительность, но также определяет степень контроля над потоком и скорость работы клапана.
Большинство клапанов относятся к одной из трех категорий:
- Многооборотные клапаны: Думайте об этих клапанах как о винте или поршне. Вы проворачиваете рукоятку, и заглушка, пластина, мембрана или другое препятствие перемещается на пути трубы, блокируя доступ. В зависимости от клапана эти могут иметь более высокие или более низкие дифференциалы, что позволяет открывать или закрывать их с различной скоростью.
- Четвертьоборотные клапаны: Четвертьоборотные клапаны обеспечивают полный диапазон движения при повороте рукоятки на 90 градусов. Это делает их идеальными для ситуаций, когда точность не так важна, как быстрота действия и простота открытия или закрытия.
Помимо механического движения, связанного с клапаном, также учитывайте способ приведения в действие. В большинстве случаев клапаны попадают в одну из трех категорий:
- Ручные клапаны: Эти клапаны обычно регулируются вручную, для приведения в действие используются маховики, ручные уровни, зубчатые колеса или цепи.

- Клапаны с приводом: Часто подключаемые к электродвигателям, пневматическим или пневматическим системам, гидравлическим системам или соленоидам, эти клапаны обеспечивают дистанционное управление и автоматизацию для высокоточных или крупномасштабных приложений.
- Автоматические клапаны: Некоторые клапаны срабатывают, когда выполняются определенные условия потока. Примеры включают закрытие обратных клапанов во время обратного потока или срабатывание клапанов сброса давления при обнаружении состояния избыточного давления.
Клапаны имеют ряд характеристик, стандартов и групп, которые помогут вам получить представление об их предполагаемом применении и ожидаемой производительности. Конструкции клапанов являются одним из основных способов сортировки огромного ассортимента доступных клапанов и поиска хорошо подходит для проекта или процесса.
К распространенным типам клапанов относятся:
Шаровой кран Эти клапаны в основном оснащены быстродействующими поворотными рукоятками на 90 градусов. | |
Поворотный затворКомпактный поворотный затвор благодаря компактной конструкции идеально подходит для работы в ограниченном пространстве благодаря своей межфланцевой конструкции. Корпуса дисковых затворов предлагаются во многих различных конфигурациях. | |
Обратный клапанИспользуемые для предотвращения обратного потока, эти клапаны обычно активируются автоматически, позволяя клапану автоматически открываться, когда среда проходит через клапан в заданном направлении, и закрываться, если поток движется в обратном направлении. | |
Задвижка Как один из наиболее распространенных типов задвижек, задвижки используют линейное движение для запуска и остановки потока. Обычно они не используются для регулирования потока. Вместо этого они используются в полностью открытом или закрытом положениях. | |
Ножевая задвижкаНожевая задвижка, обычно используемая для регулирования потока сред, содержащих твердые частицы, имеет тонкую заслонку, управляемую линейным движением, которая может прорезать материалы и создавать уплотнение. Несмотря на то, что эти клапаны не подходят для работы с высоким давлением, они идеально подходят для использования со смазкой, маслами, бумажной массой, шламом, сточными водами и другими средами, которые могут препятствовать работе клапанов других типов. | |
Запорный клапанЗапорный клапан обычно применяется в операциях плавного регулирования. Обычно доступны три типа корпуса: T-образный (как показано выше), Y-образный и угловой. | |
Игольчатый клапан Обычно используемые в трубопроводных системах малого диаметра, когда требуется точный и точный контроль потока, игольчатые клапаны получили свое название от точки на коническом диске, используемом внутри. | |
Пережимной клапанПережимные клапаны, часто используемые для работы с твердыми материалами, суспензиями и жидкостями с взвешенными частицами, используют линейное движение. Обычно пережимные клапаны имеют внутреннюю втулку для изоляции среды. | |
Плунжерный клапанИспользуя быстродействующую рукоятку четвертьоборотного клапана, эти клапаны регулируют поток с помощью конических или цилиндрических плунжеров. Они обеспечивают одни из лучших характеристик, когда необходима герметичная отсечка, и надежны в условиях высокого давления или высокой температуры. | |
Клапан сброса давленияИспользуемые для повышения безопасности, эти клапаны имеют пружинную автоматику и помогают восстановить требуемое давление в системе во время избыточного давления. |
 Обычно операторы считают, что они быстрее и проще в эксплуатации, чем задвижки.
Обычно операторы считают, что они быстрее и проще в эксплуатации, чем задвижки.

Вы также можете увидеть клапаны, классифицированные по функциям, а не по конструкции.
Общие функциональные обозначения и их общие типы конструкции включают:
- Запорные клапаны: Шаровые, дисковые, мембранные, задвижки, пережимные, поршневые и пробковые клапаны
- Регулирующие шаровые клапаны: 900, 900, мембранные, шаровые, игольчатые, пережимные и пробковые клапаны
- Предохранительные клапаны: Клапаны сброса давления и вакуумные предохранительные клапаны
- Невозвратные клапаны: Поворотные обратные и подъемные обратные клапаны
- Клапаны специального назначения: Многоходовые, поплавковые, донные, ножевые и линейные глухие клапаны
Хотя клапаны могут занимать небольшую часть вашего трубопроводного процесса или системы с точки зрения занимаемой площади, они часто составляют значительную часть бюджета проектирования и строительства. Они также оказывают значительное влияние на долгосрочные затраты и общую производительность системы.
Они также оказывают значительное влияние на долгосрочные затраты и общую производительность системы.
Выбор правильного размера клапана важен как для оптимизации затрат, так и для обеспечения безопасной, точной и надежной работы.
Первое, на что следует обратить внимание, это общий размер клапана — как с точки зрения физических размеров, так и с точки зрения внутреннего размера и скорости потока (CV).
Выбор клапана, который не соответствует требуемому пространству, может привести к дополнительным затратам. Выбор клапана, который не обеспечивает идеальной скорости потока, может привести как минимум к неточному регулированию потока, а в худшем случае к полному отказу системы.
Например, если ваш клапан слишком мал, это может привести к уменьшению расхода на выходе при одновременном создании противодавления на входе. Если клапан слишком большой, вы обнаружите, что управление потоком резко снижается по мере того, как вы переходите от полностью открытого или полностью закрытого положения.
При выборе правильного размера убедитесь, что диаметр соединителя и общий расход клапана соответствуют вашим потребностям. Некоторые клапаны обеспечивают отличный поток, в то время как другие сужают поток и повышают давление.
Это означает, что иногда для регулировки расхода необходимо установить клапан большего размера, чем может подразумевать только диаметр адаптера.
Торцевые соединения клапанов: ключ к хорошей посадке и правильной работеПоскольку размеры и конструкция не имеют значения, также важно учитывать торцевые соединения клапанов.
Общие типы концов клапанов. Источник: Unified AlloysХотя наиболее очевидным следствием здесь является выбор концевого соединения, совместимого с вашим трубопроводом, существуют также функциональные характеристики обычных типов концов, которые могут сделать один клапан более подходящим для ваших нужд, чем другой.
Общие соединения и концы клапана включают в себя:
- Винт или резьба: Часто используется в приборных соединениях или точках образца
- Флангед: Наиболее распространенные концы для трубопровода используйте
- : 6666666666666 гг.
 Обычно используется в условиях высокого давления или высоких температур
Обычно используется в условиях высокого давления или высоких температур - Приварной враструб: Обычно используется на трубопроводах малого диаметра, где резьбовые соединения не разрешены
- Вафельная пластина и проушина: Часто используется для компактных клапанов, устанавливаемых в системах с ограниченным пространством
Клапаны из нержавеющей стали отлично подходят для различных производственных сред, в том числе с коррозионными средами (такими как химикаты, соленая вода и кислоты), средами со строгими санитарными стандартами (такими как производство продуктов питания и напитков). и фармацевтика), а также процессы, связанные с высоким давлением или высокими температурами.
Однако, если вы перерабатываете растворители, топливо или летучие органические соединения (ЛОС), выбор материала клапана из негорючего материала, такого как латунь, бронза, медь или даже пластик, часто является лучшим вариантом. . Помимо правильного выбора
материал корпуса, внутренние (смачиваемые) детали отделки также должны быть оценены на химическую совместимость. Если ваш клапан содержит эластомеры, их также следует оценить на химическую совместимость, а также ограничения по давлению и температуре.
. Помимо правильного выбора
материал корпуса, внутренние (смачиваемые) детали отделки также должны быть оценены на химическую совместимость. Если ваш клапан содержит эластомеры, их также следует оценить на химическую совместимость, а также ограничения по давлению и температуре.
В зависимости от предполагаемого использования вы можете обнаружить, что клапаны должны соответствовать определенным стандартам, чтобы соответствовать нормативным требованиям безопасности, санитарии или другим вопросам.
Несмотря на то, что существует слишком много организаций по стандартизации и возможных правил, чтобы их можно было подробно охватить, общих организаций по стандартизации включают:
- CSA Group (CSA)
- Американское общество инженеров-механиков (ASME)
- Американский национальный институт стандартов (ANSI)
- Американское общество по испытанию материалов (ASTM International)
- Общество стандартизации производителей (MSS)
- Международная организация по стандартизации (ISO)
- Организация общественного здравоохранения и безопасности (NSF)
- NACE International (NACE)
- Американский институт нефти (API)
- Американская ассоциация водопроводных сооружений (AWWA)
Также необходимо учитывать отраслевые стандарты.
Major standards organizations by industry include:
- ASHRAE Valve Standards
- ASME BPVC Valve Standards
- ASSE Valve Standards
- ISA Valve Standards
- NFPA Valve Standards
- SAE Valve Standards
Выбор подходящего клапана для вашего проекта может показаться сложным. Однако, начав с общих характеристик, таких как конструкция клапана , размер клапана и способ срабатывания — вы можете быстро ограничить свои возможности для определения лучшие клапаны для ваших нужд.
Независимо от того, проектируете ли вы новую технологическую систему или хотите модернизировать или обслуживать существующую систему, выбор клапанов и фитингов Unified Alloys поможет вам найти идеальное решение для вашей области применения и условий использования. Являясь ведущим поставщиком сплавов из нержавеющей стали, клапанов, фланцев и многого другого, наши специалисты уже более 40 лет помогают предприятиям промышленности в Канаде и Северной Америке.