Описание основных причин износа коренных и шатунных вкладышей
Износ вкладышей приводит к снижению эффективности работы системы смазки двигателя, которое, в свою очередь, может привести к значительному износу отдельных частей силового агрегата, а также к снижению его рабочего ресурса. Поэтому при выявлении даже незначительного износа шатунных и/или коренных вкладышей необходимо предпринять меры по устранению неполадок.
Содержание
Обычно причинами износа является их естественное старение. Однако в некоторых случаях имеет место попадание на их рабочую поверхность грязи или мусора, возникновение коррозии, недостаточное смазывание, несоосность осей и другие причины. Как правило, вкладыши не подлежат восстановлению, поэтому их необходимо менять на новые. Процедура это достаточно сложная, поэтому самостоятельное ее выполнение имеет смысл лишь в случае, если у автовладельца есть соответствующий опыт выполнения работ и необходимые инструменты.
Описание работы вкладышей
Перед тем как перейти к описанию признаков, причин и методов по устранению износа вкладышей, необходимо разобраться в их предназначении, видах и принципе работы.
Существует два типа вкладышей коленчатого вала — коренные и шатунные. По сути, вкладыши являются подшипниками скольжения, и в их задачи входит выдерживание значительных нагрузок, возникающих между шатуном и шейкой коленчатого вала. В современных машинах (в большинстве случаев) вкладыши сделаны из пластичных алюминиевых сплавов (обычно с алюминий с оловом). Сверху они покрыты антифрикционным составом.
Коренные вкладыши расположены между коленчатым валом и местом, где коленвал проходит непосредственно через корпус двигателя, в посадочных местах, так называемых “постелях”. Коренные вкладыши имеют в своей конструкции отверстия, предназначенные для лучшего отвода масла. То есть, коренные вкладыши являются подшипниками скольжения для коренных шеек коленчатого вала. А по факту на коренных вкладышах держится и вращается коленвал.
А по факту на коренных вкладышах держится и вращается коленвал.
Шатунные вкладыши располагаются в нижней части головки шатунов. А шатуны, в свою очередь, закрепляются с помощью шатунных вкладышей на шатунных шейках коленчатого вала. Функция шатунных вкладышей заключается в том, что они являются подшипниками скольжения для нижних головок шатунов и шатунных шеек коленчатого вала.
Износ вкладышей подразумевает значительное увеличение их зазоров (чем больше увеличение — тем хуже). Вследствие этого падает давление в системе смазки двигателя. Обычно в таких случаях на приборной панели загорается лампочка (масленка), символизирующая о том, что давление масла значительно упало. Особенно часто это проявляется на горячем двигателе, когда вязкость масла минимальна. Водители в таких случаях говорят, что “подшипники не держат масло”. Износ вкладышей — очень опасная проблема, которая может привести к большому износу других деталей двигателя и мотора в целом. А это может привести к значительному уменьшению их ресурса и повреждению.
Рекомендуется менять вкладыши при каждом капитальном ремонте двигателя.
Звук от стука коренных вкладышей обычно глухой, с металлическим оттенком. Его легко выявить, когда двигатель работает на холостых оборотах, и после этого обороты резко увеличиваются (резко надавить на педаль газа). При этом на них идет большая нагрузка и появляется стук. Аналогично нужно поступить и с шатунными вкладышами.
Несложно найти, и в каком именно цилиндре стучат вкладыши. Для этого нужно поочередно отключать (выкручивать) свечи зажигания на бензиновом двигателе или форсунки топлива на дизельном. Если при какой-либо выкрученной свече упомянутый стук пропал, значит, в этом цилиндре и существует проблема.
Признаки и причины износа
Теперь перейдем непосредственно к типам повреждений, которые способствуют износу вкладышей и выходу их из строя.
Попадание инородных тел
Признаки. Признаком попадание инородных тел или грязи является ситуация, когда возникает локальное повреждение рабочей поверхности на вкладыше. В некоторых случаях также возможно небольшое (меньшее) повреждение на обратной стороне детали. Как правило, мусор или грязь на поверхности вкладыша являются первопричиной дальнейшего износа. Поэтому нужно как можно раньше выявить указанную неисправность. В противном случае износ распространится дальше, и повреждена будет значительная площадь поверхности, вплоть до 100%.
В некоторых случаях также возможно небольшое (меньшее) повреждение на обратной стороне детали. Как правило, мусор или грязь на поверхности вкладыша являются первопричиной дальнейшего износа. Поэтому нужно как можно раньше выявить указанную неисправность. В противном случае износ распространится дальше, и повреждена будет значительная площадь поверхности, вплоть до 100%.
Причины. Как указывалось выше, причиной такой ситуации является попадание грязи или мусора между вкладышем и его опорой. Из-за этого также возникает образование мест с большим масляным давлением, в которых разрушается масляная пленка. В свою очередь это приводит к разрушению поверхности вкладыша в процессе его эксплуатации.
Методы устранения. В первую очередь необходимо выполнить проверку поверхностей опоры вкладыша и вала на предмет выявления на них повреждений. Если они есть — их необходимо устранить. После этого нужно убедиться, что поверхности чистые. Особенно это касается случая, когда устанавливаются новые вкладыши.
Грязевая эрозия
Признаки. Признаком грязевой эрозии является наличие задир или вкраплений грязи. Иногда и то и другое. В особо запущенных случаях грязевая эрозия может переместиться на области около масляных отверстий.
Причины. Причиной в данном случае является некачественное масло, в составе которого есть грязевые примеси или абразивные материалы.
Устранение. Необходимо проверить работу всех движущихся деталей двигателя. Особенно тщательно нужно проверить систему смазки. Имеет смысл также проверить систему очистки масла и воздуха (в первую очередь фильтры). При сборке двигателя нужно не допускать попадания в него грязи. После всего нужно обязательно поменять масло на новое.
Коррозионное истирание
Признаки. Речь идет о наличии коррозионного истирания на задней стальной поверхности вкладыша. Как правило, следы коррозии располагаются ближе к соединению половинок корпуса вкладыша.
Причины. В данном случае причин может быть несколько. Среди них:
В данном случае причин может быть несколько. Среди них:
- Снижение усилия запрессовки. Это приводит к незначительным перемещениям корпуса вкладыша относительно поверхности их опоры.
- Крепежные болты были слабо затянуты при монтаже.
- На контактных поверхностях опоры вкладышей имеются инородные тела.
- Продолжительная работа двигателя на высоких оборотах (особенно если это проявляется часто).
- Использование вкладышей с неподходящими размерами (шириной).
Устранение. В соответствии с различными причинами возникновения неполадки методы устранения также могут быть разными. В частности:
- Затянуть крепежные болты с моментом, рекомендованным заводом-изготовителем автомобиля.
- Выполнить ревизию посадочного диаметра опоры вкладыша.
- Проверить чистоту соприкасающихся поверхностей между вкладышем и опорой.
- Использовать вкладыш предписанного размера (ширины).
- Старайтесь не использовать длительное время двигатель на высоких оборотах.

Усталость металла
Признаки. Усталость может быть вызвана не только длительной эксплуатацией вкладыша, но и чрезмерной нагрузкой на него. Признаками его выхода из строя будет ситуация, когда из его тела будут буквально вырваны частички материала, особенно в местах значительной нагрузки.
Причины. Их также может быть несколько:
- Использование неподходящих или некачественных вкладышей. Это приводит к их значительной перегрузке.
- Основная нагрузка при работе приходится на края вкладышей.
- Неполное сгорание топлива в камере сгорания.
- Неверный тюнинг двигателя автомобиля.
Методы устранения. Соответственно, методы устранения также могут быть различными. Нужно проверить:
- осевую форму шейки вала.
- форму и геометрические размеры опор вкладыша.
- условия сборки двигателя, и в частности, установки вкладышей.
Также имеет смысл установить новый качественный вкладыш, подходящий по размеру.
Износ из-за проникновения олова
Признаки. Значительный слой олова в определенном месте на поверхности стальной основы. Обычно это сопровождается очень сильным локальным износом в том месте.
Причины. Возникновение небольших перемещений вкладыша на его посадочном месте, возникших из-за малого усилия запрессовки.
Методы устранения. Как правило, необходимо выполнить следующие действия. Первое — проверить посадочный диаметр опоры вкладыша. Второе — проверить чистоту сопрягаемых поверхностей вкладыша и опоры. Третье — проверить момент затяжки болтов и его корректировка в соответствии с рекомендациями завода-изготовителя.
Коррозия поверхности
Признаки. При коррозии, в зависимости от ее степени, всегда повреждается поверхность вкладыша. Она становится пористой и теряет свой цвет.
Причина. Как правило, описанное явление вызвано использованием некачественного масла, в процессе разложения которого выделяются кислоты, которые и вызывают коррозию.
Методы устранения. Необходимо провести ревизию двигателя, а особенно систему смазки. При наличии значительных повреждений на валу и вкладыше необходимо их устранить. В конце ремонтных работ нужно обязательно поменять масло на качественное новое, рекомендованное для данной машины.
Недостаточно смазывание
Диагностика износа вкладышей
Признаки. Малое количество или отсутствие масла может привести к возникновению истирания и/или оплавления рабочей поверхности вкладыша. А это в свою очередь является причиной усталости металла и его повреждения.
Причины. Разрушение смазывающей пленки между вкладышем и валом. Из-за этого в процессе работы значительно возрастает трение и увеличивается температура. Материалы плавятся. Причиной также может быть сбой системы смазывания двигателя. В случае, если деформирована опора вкладыша или повреждена поверхность шейки вала, то высока вероятность разрушения смазывающей пленки.
Методы устранения. Необходимо провести ревизию системы смазывания двигателя, в том числе, чистоту масла. Также имеет смысл проверить состояние поверхности шейки вала и опор вкладышей. При необходимости нужно выполнить ремонт. Также возможен вариант установки новых вкладышей.
Необходимо провести ревизию системы смазывания двигателя, в том числе, чистоту масла. Также имеет смысл проверить состояние поверхности шейки вала и опор вкладышей. При необходимости нужно выполнить ремонт. Также возможен вариант установки новых вкладышей.
Неправильная обработка шеек коленвала
Признаки. Внутренняя поверхность вкладыша контактирует с шейкой вала с одной или двух сторон корпуса вкладыша. Также возможен вариант, когда материал внутренней поверхности очень изнашивается с торцов по окружности.
Причины. Причинами такой ситуации может быть:
- Размер вкладыша не соответствует необходимому значению, обычно большая ширина.
- Внутренний замок корпуса вкладыша маленький по размеру.
- Шейка вала установлена неправильно.
- Галтель (или галтели) шейки имеют очень большую ширину.
- Упорные подшипники имеют очень большие зазоры.
- Упорные подшипники неверно отрегулированы.
Методы устранения. Методы устранения также могут быть следующими, нужно проверить:
Методы устранения также могут быть следующими, нужно проверить:
- тип корпуса вкладыша, его ширину, размер и форму замка.
- форму галтелей шейки вала.
- осевой зазор коленвала.
Царапины на поверхности
Признаки. Имеются отдельные царапины, которые по виду не напоминают рабочие потертости от работы механизма.
Причины. На рабочей поверхности вкладыша по каким-либо причинам (чаще всего из-за не соблюдения чистоты во время их установки) имеются мелкие инородные частицы. Возможно их образование вызвано технологиями литья или сверления.
Методы устранения. Выполнить промывание двигателя новым чистым маслом с помощью внешнего масляного насоса. Лучше промывку выполнять после сборки двигателя и до того, как автомобиль будет проходить обкатку.
Чрезмерная эрозия из-за кавитации
Признаки. Материал, из которого сделан вкладыш, имеет локальные точки вымывания. Обычно они расположены симметрично или центрально на рабочей поверхности вкладыша.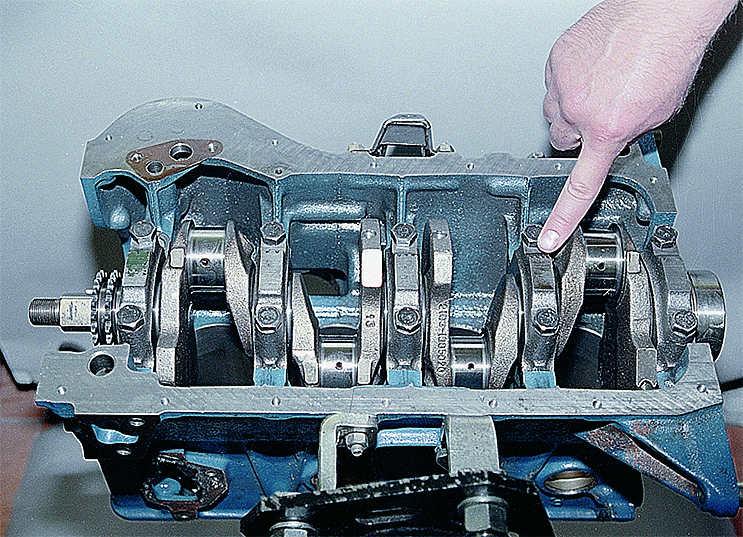 Также возможно их возникновения на обратной стороне масляного канала.
Также возможно их возникновения на обратной стороне масляного канала.
Причины. Тут возможны несколько причин:
- попадание охлаждающей жидкости в масляную систему;
- увеличенная скорость потока масла в системе;
- детонация;
- неверные зазоры вкладыша.
Методы устранения. Методы устранения могут быть такими, необходимо проверить:
- наличие охлаждающей жидкости в системе смазывания двигателя;
- зазоры на вкладышах;
- скорость масляного потока;
- рабочие параметры системы зажигания, а также провести ревизию двигателя.
Несоосность
Признаки. При несоосности происходит чрезмерный износ лишь в районе верхней части корпуса вкладыша по направлению к кромке. При этом зоны изношенности находятся диаметрально противоположно на окружности.
Причины. Несоосность центральных осей вкладышей и шейки.
Методы устранения. Возможны следующие варианты:
- Проверить большой диаметр шатуна.
 При этом в идеале центральная ось «постели» шатуна должна располагаться точно перпендикулярно упорным плоскостям. При этом нужно проверить, чтобы обе упорные плоскости были параллельны.
При этом в идеале центральная ось «постели» шатуна должна располагаться точно перпендикулярно упорным плоскостям. При этом нужно проверить, чтобы обе упорные плоскости были параллельны. - Для коренного вкладыша нужно проверить соосность «постелей» всех коренных вкладышей на двигателе.
Методы профилактики
Как указывалось выше, частичный выход вкладышей из строя влечет за собой повышенный износ двигателя, и в частности, системы его смазки. Поэтому чтобы не допускать подобной ситуации имеет смысл проводить периодические мероприятия по профилактике. Так, в первую очередь необходимо пользоваться тем моторным маслом, которое рекомендовано производителем автомобиля. Особенно это касается его вязкости. Не стоит покупать очень дешевое масло, поскольку высока вероятность, что в его составе будут абразивные частицы, которые негативно влияют на двигатель в целом, и на вкладыши в частности.
Также стоит производить периодическую проверку деталей двигателя, их состояние, геометрию, чистоту. При выполнении ремонтных работ нужно всегда следить за тем, чтобы в двигатель и/или систему смазки (масло) не попадала грязь. Существует так называемое “золотое правило” моториста, которое гласит, что лучше зазор на 0,03 мм больше, чем на 0,01 мм меньше. В таком случае вкладыш гарантировано не подведет, не расплавится и не застучит. Следите за состоянием двигателя вашего автомобиля, и он будет служить вам долгие годы.
При выполнении ремонтных работ нужно всегда следить за тем, чтобы в двигатель и/или систему смазки (масло) не попадала грязь. Существует так называемое “золотое правило” моториста, которое гласит, что лучше зазор на 0,03 мм больше, чем на 0,01 мм меньше. В таком случае вкладыш гарантировано не подведет, не расплавится и не застучит. Следите за состоянием двигателя вашего автомобиля, и он будет служить вам долгие годы.
Лучше не дожидаться ситуации, когда на приборной панели засветится лампочка, сигнализирующая о низком давлении масла. В идеале необходимо периодически проверять значение давления самостоятельно или в автосервисе. Ведь лампочка масленки светиться (то есть, срабатывает аварийный датчик) уже в крайнем случае, когда давление упало до критического. Этого лучше не допускать, особенно на двигателях со значительным пробегом.
Заключение
Необходимо периодически проверять состояние вкладышей, поскольку эти, казалось бы, незначительные детали могут привести к большим проблемам с масляной системой двигателя, тем самым значительно снизив его ресурс. И чем раньше удастся выявить поломку и устранить ее — тем с меньшими затратами в будущем придется столкнуться автовладельцу для проведения ремонта двигателя. Процедуру по замене можно провести как самостоятельно, так и на СТО. Однако, если вы решите выполнить ремонт самостоятельно, то вы должны быть на 100% уверены в том, что сможете довести дело до конца, поскольку замена подразумевает большой объем как демонтажных, так и монтажных работ.
И чем раньше удастся выявить поломку и устранить ее — тем с меньшими затратами в будущем придется столкнуться автовладельцу для проведения ремонта двигателя. Процедуру по замене можно провести как самостоятельно, так и на СТО. Однако, если вы решите выполнить ремонт самостоятельно, то вы должны быть на 100% уверены в том, что сможете довести дело до конца, поскольку замена подразумевает большой объем как демонтажных, так и монтажных работ.
Спрашивайте в комментариях. Ответим обязательно!
Проверка состояния вкладышей коренных и шатунных подшипников коленчатого вала
Проверка состояния вкладышей коренных и шатунных подшипников коленчатого валаПроверка состояния вкладышей коренных и шатунных подшипников коленчатого вала
Типичные примеры износа вкладышей подшипников коленчатого вала
А — Поцарапаны инородными частицами — видны крупицы, погрузившиеся в рабочий слой вкладыша
В — Недостаток масла — верхний слой стерт
С — Вкладыши неправильно расположены при установке — имеются блестящие (отполированные) участки
D — Шейка сведена на конус — верхний слой снят со всей поверхности
Е — Износ края вкладыша
F — Неисправность “усталости” — образовались кратеры или карманы
Несмотря на обязательность замены вкладышей коренных и шатунных подшипников в процессе выполнения капитального ремонта двигателя, состояние старых вкладышей необходимо подвергнуть внимательному изучению, так как по нему можно почерпнуть много полезной информации об общем состоянии двигателя. Вкладыши подшипников градуируются по толщине и принадлежность их тому или иному размерному классу определяется по цветовой маркировке.
Вкладыши подшипников градуируются по толщине и принадлежность их тому или иному размерному классу определяется по цветовой маркировке.
Выход подшипников из строя может происходить в результате недостатка смазки, попадания грязи или посторонних частиц, перегрузок двигателя, развития коррозии и прочих неблагоприятных воздействий. Примеры наиболее характерных дефектов вкладышей подшипников скольжения приведены на иллюстрации Типичные примеры износа вкладышей подшипников коленчатого вала. Вне зависимости от природы дефекта, причина его возникновения должна быть выявлена и устранена до начала сборки двигателя во избежание рецидивов.
Для осмотра извлеките вкладыши из своих постелей в блоке цилиндров/картере двигателя, коренных и шатунных крышках и нижних головках шатунов. Разложите снятые вкладыши на чистой ровной рабочей поверхности в порядке расположения на двигателе, чтобы можно было соотнести их состояние с состоянием соответствующих шеек коленчатого вала.
Грязь и посторонние частицы попадают в двигатель различными путями. Они могут быть оставлены внутри после завершения капитального ремонта, проникнуть через фильтры или систему вентиляции картера. Часто грязь попадает сначала в двигательное масло и уже вместе с ним проникает в подшипники. Не следует забывать, что в процессе нормального износа двигателя неизбежно образуются металлические опилки. Если после выполнения восстановительных работ должное внимание не будет уделено процедуре чистки двигателя, в нем непременно останутся частицы абразива. Вне зависимости от способа проникновения в двигатель, все посторонние частицы рано или поздно оказываются внедренными в мягкую поверхность вкладышей подшипников скольжения и легко распознаются при визуальном осмотре последних. Наиболее крупные частицы обычно не застревают намертво во вкладышах, но оставляют на их рабочих поверхностях и поверхностях соответствующих шеек вала глубокие борозды и задиры.
Масляное голодание также может быть вызвано несколькими причинами, зачастую тесно взаимосвязанными друг с другом. К таковым относятся: перегрев двигателя (ведущий к разжижению масла), перегрузки (в результате которых масло вытесняется из подшипников), утечки масла (связанные с чрезмерной величиной рабочего зазора в подшипниках, износом масляного насоса, или чрезмерным повышением оборотов двигателя), и т.п. Нарушение проходимости маслотоков, чаще всего связанное с небрежностью установки компонентов при сборке, ведущей к рассовмещению масляных отверстий, также вызывает сокращение подачи масла в подшипники и, в конечном итоге, к выходу вкладышей из строя.
Следует помнить, что существенное влияние на срок службы подшипников оказывает манера вождения. Повышению нагрузки на двигатель способствуют частое полное открывание дроссельной заслонки, движение на малых оборотах и т.п. В результате происходит вытеснение масляной пленки из рабочего зазора подшипников, что ведет к размягчению вкладышей последних и образованию на их рабочей поверхности мелких трещин (усталостная деформация). В конечном итоге происходит отслоение отдельных фрагментов материала рабочего слоя и вырывание их из подложки.
Манера вождения также в значительной мере сказывается на сроке службы подшипников. Движение с полностью открытой дроссельной заслонкой, движение на пониженной передаче ведут к сильным перегрузкам подшипников и выжиманию из рабочих зазоров масляной пленки. При этом материал вкладышей размягчается, а рабочий слой растрескивается. Такого рода видоизменение подшипниковых поверхностей называется усталостной деформацией. В результате со временем рабочий слой начинает фрагментами отделяться от подложки и подшипники приходят в негодность.
При этом материал вкладышей размягчается, а рабочий слой растрескивается. Такого рода видоизменение подшипниковых поверхностей называется усталостной деформацией. В результате со временем рабочий слой начинает фрагментами отделяться от подложки и подшипники приходят в негодность.
Эксплуатация автомобиля в городском цикле зачастую связана с совершением множества коротких поездок, что ведет к развитию коррозии подшипников, так как недостаточный прогрев двигателя способствует выпадению внутри него конденсата и образованию едких газов. Агрессивные продукты скапливаются в двигательном масле, образуя шлам и кислоту, а так как масло непрерывно поступает в подшипники, в конечном итоге, воздействуют на материал вкладышей последних, вызывая его окисление и разрушение.
Неправильная установка вкладышей при сборке двигателя также ведет к быстрому их разрушению. При слишком плотной посадке недопустимо сокращается величина рабочего зазора, что является причиной масляного голодания подшипников. Попадание между спинками вкладышей и постелями подшипников посторонних частиц ведет к образованию участков возвышения рабочей поверхности и разрушению последней в процессе нормальной работы двигателя.
Попадание между спинками вкладышей и постелями подшипников посторонних частиц ведет к образованию участков возвышения рабочей поверхности и разрушению последней в процессе нормальной работы двигателя.
Как уже упоминалось выше в этом разделе, замена вкладышей при капитальном ремонте двигателя должна производиться в обязательном порядке, вне зависимости от их состояния (см. Установка коленчатого вала и проверка рабочих зазоров коренных подшипников) — попытка проигнорировать данное требование способна привести лишь к кажущейся экономии.
Вкладыши коленвала: неисправности и подбор новых деталей
Одним из важнейших элементов привычного нам ДВС является коленвал. За счет него энергию от сгорания топлива можно передать смежным элементам и обеспечить вращение колес. Ключевой момент здесь: вал вращается. На первый взгляд ничего особенного, но любой инженер подтвердит, что работа с вращающимися элементами требует особого подхода. Ведь необходимо обеспечить вращение для вибраций, а также нагрева, обусловленного действием сил трения.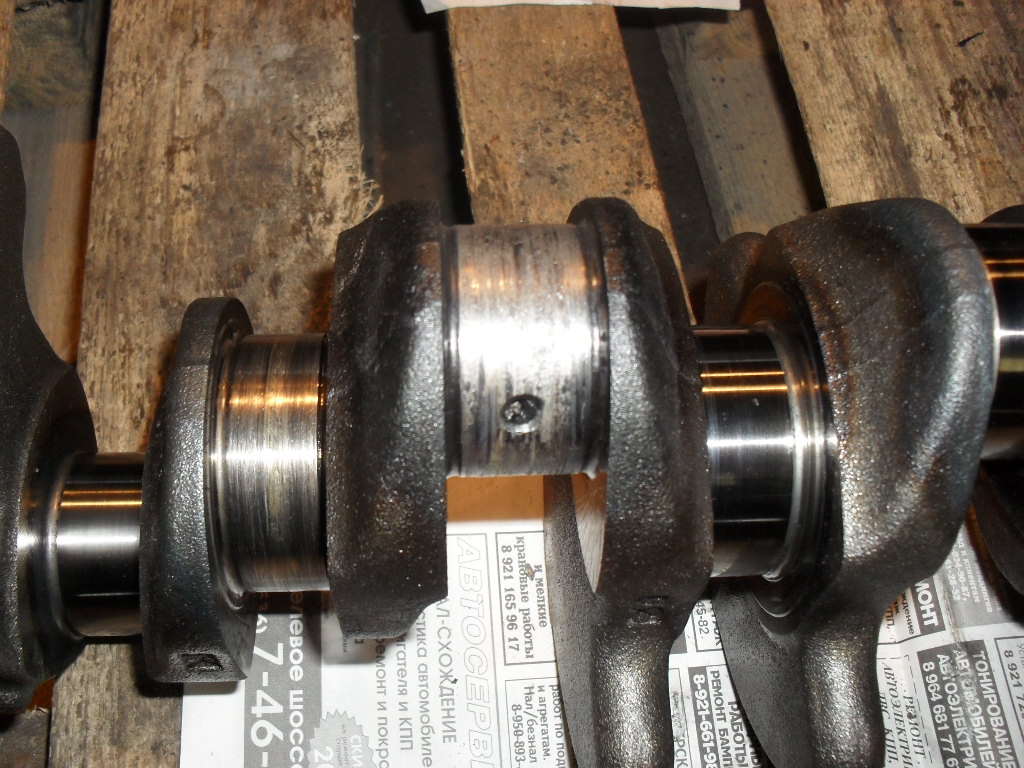 В этом очень помогают вкладыши коленвала, представляющие собой полукольца с т.н. антифрикционным покрытием. На первый взгляд, очень простая вещь, однако грамотному автолюбителя нужно знать об этих элементах коленвала все. Об устройстве вкладышей, их неисправностях, а также методике замены вы узнаете из материала Avto.pro.
В этом очень помогают вкладыши коленвала, представляющие собой полукольца с т.н. антифрикционным покрытием. На первый взгляд, очень простая вещь, однако грамотному автолюбителя нужно знать об этих элементах коленвала все. Об устройстве вкладышей, их неисправностях, а также методике замены вы узнаете из материала Avto.pro.
Подробнее о детали
Вкладыши по своей сути – это подшипники скольжения, в которых нуждаются шатуны, вращающие коленвал, и отдельные части самого вала. Вращение обеспечивает сгорающая в цилиндрах двигателя смесь воздуха и топлива. Разумеется, двигатель работает при больших нагрузках и стремится как можно сильнее раскрутить коленчатый вал. Проблема возможного трения деталей здесь стоит особенно остро, причем возникновение т.н. сухого (безмасляного) трения может вывести двигатель из строя очень быстро. Решение простое: обеспечить постоянное наличие тонкой масляной пленки. Выходит, что вкладыши коленчатых валов представляют собой лишь своеобразную защиту, которая поддерживает масляную пленку в местах трения. В идеале из строя по адекватным причинам вкладыши должны выходить. Сразу отметим, что вкладыши коленвала бывают следующие:
В идеале из строя по адекватным причинам вкладыши должны выходить. Сразу отметим, что вкладыши коленвала бывают следующие:
- Коренные. Такие вкладыши располагают между самим валом и теми местами, в которых он проходит через корпус двигателя;
- Шатунные. Их устанавливают между шатунами и шейками автомобильного коленвала.
Как уже было указано выше, вкладыши коленвала не похожи на классические роликовые или шариковые подшипники – они выглядят как обычные полукольца. Дело в том, что обычные подшипники не выдержат нагрузок, которые выдает силовой агрегат автомобиля. Лишь в некоторых маломощных моторах установлены подшипники качения, тем временем как наиболее распространенными являются именно подшипники скольжения. Резюмируя, назначение вкладышей коленчатого вала в следующем:
- Обеспечить нормальную передачу сил и моментов, которые возникают при работе силового агрегата;
- Минимизация сил трения, которые возникают в местах контакта коленвала, опор блока цилиндров, а также шатунов;
- Центровка деталей, правильное позиционирование;
- Распределение масла.

Здесь стоит отметить, что со временем геометрия вкладышей меняется. Сильно изношенные детали необходимо менять, но в качестве замены не всегда подходят оригинальные вкладыши, установленные еще на заводе автоконцерна. Рекомендуется установка вкладышей ремонтных размеров, толщина которых больше. Если на старый двигатель установить не ремонтные вкладыши, зазор между деталями будет слишком большим, что может вылиться к появлению стуков и интенсивному износу коленчатого вала.
Как устроены вкладыши коленвала
Конструкция современных подшипников скольжения коленчатого вала составная. Она включает в себя пару металлических полуколец, которые охватывают шейку коленчатого вала и снизу, и сверху. Сами полукольца при этом плоские – иначе бы не удалось создать достаточно небольшой зазор между вкладышем и валом. Кроме того, во вкладышах предусмотрены такие элементы:
- Одно или два отверстия, через которые масло может двигаться к масляному каналу;
- Продольная канавка, если это коренной вкладыш (нижний) или же верхний шатунный;
- Боковые стенки, если вкладыш упорный;
- Фиксирующий замок, выполненный в виде пазов под штифтовое крепление или в виде шипов.

Сами вкладыши при этом бывают биметаллические или же триметаллические. Самыми простыми и распространенными являются именно биметаллические вкладыши, основой которых является полосы 0,9 – 4,0 миллиметра толщиной из стали и с антифрикционным покрытием, толщина которого составляет 0,25 – 0,40 миллиметра. Как правило, такое покрытие выполнено из мягкого сплава меди, свинца и олова. Реже встречается сплав из меди, алюминия и олова, а также свинца, алюминия, олова и кремния. Как правило, медь и алюминий составляют 75% сплава.
Менее распространенные триметаллические вкладыши коленвала имеют специальный покровный слой очень малой толщины. Он призван защитить вкладыш от коррозии и быстрого износа. Состав сплава почти аналогичен составу для антифрикционного слоя, вот только в нем содержится очень много свинца и довольно мало меди. Кроме того, самые продвинутые и дорогостоящие вкладыши могут иметь дополнительные защитные слои – один с внутренней, а второй с наружной стороны. В составе защитных слоев может встречаться олово и никель. Сразу отметим, что подшипники скольжения имеют иногда имеют весьма занятные исполнения, так как автоконцерны могут создавать вкладыши по-своему, не руководствуясь единым стандартом.
В составе защитных слоев может встречаться олово и никель. Сразу отметим, что подшипники скольжения имеют иногда имеют весьма занятные исполнения, так как автоконцерны могут создавать вкладыши по-своему, не руководствуясь единым стандартом.
Причины и признаки неисправности
Вкладыши могут выходить из строя по ряду причин. Разумеется, эксплуатационный ресурс вкладышей очень большой, так что автолюбители не так часто сталкиваются с необходимостью их замены. Но если поломка все же случилась, действовать нужно незамедлительно. Рекомендуется сразу обратиться на СТО, где двигатель сможет осмотреть специалист. Однако продлить эксплуатационный ресурс вкладышей автолюбитель может. Вот по каким причинам данные детали могут выходить из строя:
- Попадание инородных тел;
- Усталость металла;
- Износ вследствие проникновения олова;
- Коррозия поверхности;
- Грязевая эрозия;
- Недостаточное смазывание;
- Эрозия из-за кавитации;
- Несоостность.

Как видите, причин выхода из строя довольно много. Давайте рассматривать их по порядку. Касательно первой причины: если на рабочую поверхность вкладыша попадают инородные тела или же грязь, дальнейший износ вкладыша происходит ускоренно. Строго рекомендована очистка системы и замена подшипников, если они имеют критический износ. Касательно второй: усталость может быть вызвана как длительной эксплуатацией, так и чрезмерной нагрузкой на деталь. Стоит опасаться как установки низкокачественных вкладышей, так и недогорания топлива в камерах и неправильного тюнинга мотора. Кроме того, имеет смысл проверить форму шейки вала. Касательно третьей: если вкладыш перемещается на своем посадочном месте, в местах, где слой олова значителен, он может изнашиваться намного сильнее. Здесь рекомендован осмотр, очистные работы и корректировка. Касательно четвертой причины: ускоренный износ детали и появление на ней следов коррозии зачастую связано с применением низкокачественного моторного масла. При этом особняком стоит выход вкладышей из строя вследствие грязевой эрозии (пятый пункт списка). На вид все просто: из-за скопления грязи на вкладышах, а в иных случаях и в области вокруг масляных отверстий, детали изнашиваются быстрее. На деле же причин, по которым в системе появляется так много грязи, несколько. Рекомендована замена масла, а также масляных и воздушных фильтров.
При этом особняком стоит выход вкладышей из строя вследствие грязевой эрозии (пятый пункт списка). На вид все просто: из-за скопления грязи на вкладышах, а в иных случаях и в области вокруг масляных отверстий, детали изнашиваются быстрее. На деле же причин, по которым в системе появляется так много грязи, несколько. Рекомендована замена масла, а также масляных и воздушных фильтров.
Одной из самых частых причин, по которой любые вкладыши приходится менять чаще обычного, кроется в невысоком качестве смазывания (шестой пункт списка). Вследствие возникновения сухого трения вкладыши могут изнашиваться очень сильно. Рекомендуется проверить систему смазывания агрегата, а также убедиться в опор вкладышей и общей целостности вала. Касательно седьмой причины: проверьте, нет ли в моторном масле примесей антифриза от утечки. Также имеет смысл убедиться в правильности зазоров вкладышей. В иных случаях эрозия из-за кавитация может быть вызвана частой детонацией топлива и слишком большой скоростью тока моторного масла в системе. Сам вкладыш при этом будет иметь хорошо заметные точки вымывания. И, наконец, что касается восьмой причины: если вкладыш сильно изнашивается ближе к кромке, нужно проверить правильность расположения осей вкладышей и шейки.
Сам вкладыш при этом будет иметь хорошо заметные точки вымывания. И, наконец, что касается восьмой причины: если вкладыш сильно изнашивается ближе к кромке, нужно проверить правильность расположения осей вкладышей и шейки.
Выявить поломку вкладыша зачастую удается лишь в самый последний момент. Именно по этой причине производители автомобилей рекомендуют периодически проводить диагностику двигателя, менять вкладыши, опционально производить шлифовку шеек коленчатого вала. Если вы слышите глухой металлический стук в районе двигателя, критически высока вероятность того, что его источником является вал с изношенными вкладышами. Как показала практика, стук шатунных вкладышей имеет высокую резкость и очень хорошо прослушивается, если вы удерживаете холостые обороты и затем резко подгазовываете.
Немного о подборе вкладышей
Самостоятельный подбор вкладышей – довольно рисковое дело, так как вероятность выбрать деталь, которая не вполне подходит к коленвалу вашего автомобиля, будет сложно. Дело в том, что потенциальному покупателю важно учитывать не только совместимость запчасти с автомобилем, но еще и состояние некоторых его узлов. В данном случае речь идет об коленчатом вале, который еще и придется отшлифовать. Так что без обращения к эксперту, который разберет двигатель и проведет диагностику, зачастую не обойтись. Вполне вероятно, что придется устанавливать ремонтные вкладыши большой толщины. Такие детали можно искать по следующим параметрам:
- Данные автомобиля;
- VIN-код;
- Код подходящего вкладыша.
Проще всего вести поиски в каталогах интернет-магазинов. Там автолюбитель сможет, к примеру, найти оригинальные вкладыши и, отталкиваясь от них, подобрать ремонтные. Если старые вкладыши просто износились по причине длительной эксплуатации и значительных нагрузок, есть вероятность того, что дефектовка коленчатого вала не потребуется. Из этого следует, что подходящие вкладыши будет подобрать несколько проще.
Если вы хотите выполнить как можно более значительный объем работ самостоятельно, то для начала вам придется определить показатель зазора. Для этого нужен динамометрический ключ и специальная калибровочная проволока. Если зазор большой, это говорит о необходимости расточки вала и дальнейшей установки ремонтных вкладышей. Работу с валом можно доверить исключительно профессионалам. Размер подходящих вкладышей можно определить микрометром. В технических руководствах тоже можно найти полезную для поиска вкладышей информацию.
Вывод
Вкладыши коленчатого вала – простые и, на первый взгляд, невероятно живучие элементы современных двигателей. Практика успела показать, что с необходимостью замены вкладышей за весь период пользования автомобилем приходится сталкиваться один-два раза. Но не стоит думать, что это именно та деталь, которая не должна ломаться. Напротив, вкладыши иногда называют защитными элементами коленчатого вала, так как они одними из первых принимают на себя удар. Если вы столкнулись с необходимостью замены вкладышей, ни в коем случае не медлите. Обратитесь к специалисту по двигателям и доверьте все ему, или же попытайтесь сделать часть работы самостоятельно.
Если вы столкнулись с необходимостью замены вкладышей, ни в коем случае не медлите. Обратитесь к специалисту по двигателям и доверьте все ему, или же попытайтесь сделать часть работы самостоятельно.
Как проверить коленвал?
При эксплуатации автомобиля возникает много случаев, при которых необходимо производить первичную и инструментальную диагностику коленчатого вала. К таким случаям относятся: плановый капитальный ремонт двигателя после отработанного назначенного ресурса; внеплановый капитальный ремонт двигателя после эксплуатации с максимальными нагрузками; внеплановый капитальный ремонт двигателя вследствие нарушения правил эксплуатации, установленных заводом-изготовителем; внеплановый капитальный ремонт двигателя вследствие разрушения деталей цилиндропоршневой группы, заклинивания двигателя, проворота подшипников скольжения коленчатого вала (вкладышей) и др.
Проверка коленвала.
Перед принятием решения о выполнении капитального ремонта коленчатого вала и, соответственно, капитального ремонта двигателя, необходимо выполнить первичную диагностику. Она в себя включает проверку пробега машины и календарный срок службы после начала эксплуатации и последнего капитального ремонта (если он выполнялся). Запустить двигатель и прогреть его, проверить давление масла, проанализировать расход масла и топлива, определить цвет выхлопных газов (сизый дым – повышенный расход масла, чёрный дым – повышенный расход топлива), наличие скрытых (определяются стетоскопом) и ярко выраженных стуков (отчётливо слышно на слух), сильных вибраций двигателя и его неравномерной работы. Проверяется компрессия в цилиндрах. После принятия решения о ремонте двигателя, демонтировать его и произвести разборку.
В процессе разборки осматривать визуально состояние коленчатого вала и его деталей, отсутствие видимых повреждений, а также повреждений деталей цилиндропоршневой группы. Не демонтируя коленчатый вал, проверить его осевой люфт. Снять коленвал, произвести его разборку, продолжая осматривать все его детали. Обращать внимание на номера вкладышей для определения, какого они ремонта. Шейки коленвала могут шлифоваться четыре раза.
Не демонтируя коленчатый вал, проверить его осевой люфт. Снять коленвал, произвести его разборку, продолжая осматривать все его детали. Обращать внимание на номера вкладышей для определения, какого они ремонта. Шейки коленвала могут шлифоваться четыре раза.
Если коленчатый вал не ремонтировался, на нём стоят вкладыши нулевого размера. На нерабочей стороне выбит знак завода, выбитая цифра говорит о том, какой ремонт выполнялся ранее. После выполнения четвёртого ремонта коленчатый вал подлежит утилизации, или после выполнения тщательной диагностики и при отсутствии повреждений, его можно отдать в наплавку или напыление с последующим шлифованием под нулевой размер и полированием.
Проверить состояние коренных и шатунных шеек, наличие неравномерной выработки, задиров, царапин, трещин, наплывов. На этом этапе первичная диагностика коленчатого вала заканчивается, и теперь необходимо переходить к инструментальной диагностике. Если у вас навыки такой работы, а также инструмент и приспособления отсутствуют, её нужно передать специалисту, обычно тому же, который будет выполнять шлифовку шеек коленчатого вала и, при необходимости, другие ремонтные работы. Если всё необходимое есть в наличии, инструментальную диагностику можно выполнить своими руками.
Если всё необходимое есть в наличии, инструментальную диагностику можно выполнить своими руками.
Для этого необходима ровная металлическая плита толщиной 10-12 мм, длина и ширина которой позволит разместить призмы для установки коленчатого вала на крайние коренные шейки, и штатив с микрометром часового типа для проверки вала на изгиб (биение). Также проверяется биение остальных коренных шеек, а также соосность хвостовика и поверхности сальников коренным шейкам. После этого рычажным микрометром замеряются диаметры коренных и шатунных шеек, проверяется отсутствие эллипсной и конусной выработки (проверка выполняется в нескольких плоскостях). Допуски даются в инструкции по ремонту данного двигателя.
Все полученные размеры анализируются, и принимается решение о ремонтопригодности коленчатого вала. После выполнения этих операций коленчатый вал отдаётся на шлифовку шеек и их полировки. Свои данные измерений сопоставляются с данными измерений шлифовщика, и оформляется заказ на выполнение работ.
Приспособления для проверки коленвала.
Основным приспособлением для проверки коленчатого вала можно считать приспособление для измерения радиального биения. Самое простое приспособление – токарный станок. Коленвал зажимается в центрах, устанавливается микрометр часового типа, вал медленно проворачивается, и проверяются все коренные шейки, а также остальные посадочные места на биение. Существует станок, изготовленный по такому же принципу. Он состоит из станины, на которой закреплены передняя и задняя бабки с установленными в них центрами. Одна бабка закреплена неподвижно, вторая – подвижно. На станке закреплена подвижная каретка со штативом для крепления микрометра часового типа. Процесс измерения аналогичен первому.
Если в коленчатом валу отсутствуют посадочные места для центров, можно воспользоваться приспособлением следующей конструкции. Шлифуется для выравнивания поверхности металлическая плита толщиной 10-12 мм. Закрепляются две призмы с посадочными местами под коренные шейки. Коленвал устанавливается на переднюю и заднюю шейку. Штатив берётся для закрепления микрометра часового типа с тяжёлым или магнитным основанием. Проверка начинается со средней коренной шейки. Устанавливается ножка микрометра на шейку, выставляется «ноль» с запасом на биение, медленно прокручивается вал, фиксируются размеры. Если размер не выходит за пределы допуска, проверяются остальные коренные шейки, а также поверхности хвостовика и сальников.
Коленвал устанавливается на переднюю и заднюю шейку. Штатив берётся для закрепления микрометра часового типа с тяжёлым или магнитным основанием. Проверка начинается со средней коренной шейки. Устанавливается ножка микрометра на шейку, выставляется «ноль» с запасом на биение, медленно прокручивается вал, фиксируются размеры. Если размер не выходит за пределы допуска, проверяются остальные коренные шейки, а также поверхности хвостовика и сальников.
Диаметр шеек коленвала, эллипсность, конусность проверятся рычажным или другим микрометром, конструкция которого позволяет провести замеры. Пред замерами микрометр калибруется. Замер выполняется в нескольких плоскостях с поворотом на 90°. При подозрении на предельный размер, проверка выполняется более тщательно. Для проверки осевого биения коленчатого вала можно использовать этот же штатив с часовым микрометром или специальным щупом.
Подписывайтесь на наши ленты в таких социальных сетях как,
Facebook,
Вконтакте,
Instagram,
Pinterest,
Yandex Zen,
Twitter и
Telegram:
все самые интересные автомобильные события собранные в одном месте.
понятие, функции, особенности проверки и замены
Двигатель транспортного средства представляет собой сложный по своей конструкции агрегат, состоящий из тысяч различных деталей. Чтобы система ДВС работала сбалансировано, все элементы агрегата должны функционировать должным образом. В этой статье мы поговорим о вкладышах для ремонта коленвала: в чем заключается их предназначение, какая маркировка и как произвести замену компонентов.
Содержание
[ Раскрыть]
[ Скрыть]
Описание вкладышей коленвала
Все коренные и шатунные шейки коленвала имеют свои собственные размеры, речь идет о параметрах, которые принимают шейки после процесса шлифовки. Размеры этих элементов должны полностью соответствовать габаритам, которыми обладают ремонтные вкладыши коленвала. Соответственно, при покупке таких запчастей необходимо учитывать параметры своего транспортного средства, ведь каждый отдельный мотор имеет свои размеры.
К примеру, если вы являетесь владельцем классического автомобиля ВАЗ, то должны иметь в виду, что отечественные авто имеют четыре различных размера вкладышей. Это означает, что коленвал в принципе может быть расточен не более четырех раз. Также нужно учесть, что вкладыши коленвала имеют и наружный размер, который никогда не изменяется, а вот внутренний может регулироваться из-за увеличения толщины элементов.
Назначение вкладышей
По сути, коренные вкладыши коленчатого вала, вне зависимости от маркировки, выполняют роль подшипников, предназначенных для улучшения скольжения шатунов. Шатуны, как известно, предназначены для вращения коленвала под воздействием микровзрыва горючей смеси в камерах сгорания мотора. Поскольку элементы периодически изнашиваются, автомобилист должен своевременно выполнять их снятие и замену, что также должно сопровождаться расточкой вала.
Не секрет, что при работе двигателя внутренние узлы подвергаются высоким нагрузкам и скоростям вращения. Это означает, что мотору просто необходимо снизить трение, в противном случае агрегат может выйти из строя практически сразу. Чтобы показатель силы трения был значительно ниже, все необходимые компоненты внутри мотора функционируют в микронной пленке, которая является масляной.
Это означает, что мотору просто необходимо снизить трение, в противном случае агрегат может выйти из строя практически сразу. Чтобы показатель силы трения был значительно ниже, все необходимые компоненты внутри мотора функционируют в микронной пленке, которая является масляной.
Эта прослойка, которая обволакивает металлические компоненты агрегата, образовывается исключительно при достаточном давлении рабочей жидкости. В частности пленка всегда должна находиться между коренной шейкой коленвала и вкладышем, в результате чего показатель трения не такой высокий, как мог бы быть. Соответственно вкладыши, изготовление которых осуществляется из металла, представляют собой надежную защиту, которая позволяет повысить ресурс эксплуатации вала в целом.
Конструкция
Казалось бы, вкладыш коленвала — обычная деталь, но ее изготовление осуществляется с применением нескольких различных металлов.
Соответственно вкладыш состоит из нескольких слоев, которые мы рассмотрим ниже:
- изготовление первого слоя осуществляется из меди, ее процент может составлять от 69 до 75%;
- изготовление второго слоя осуществляется из свинца, его процент составляет от 21 до 25%;
- третий слой — олово, около 2-4%.

В целом общая толщина вкладыша составляет 250-400 микро. Следует отметить, что иногда для изготовления вкладыша применяется не медь, олово и свинец, а специализированный алюминиевый сплав. Маркировка в этом случае будет зависеть исключительно от производителя.
Виды
Что касается видов, то маркировка здесь будет зависеть от типа компонента.
В целом вкладыши для коленчатого вала подразделяются не несколько групп:
- Коренные. Вне зависимости от маркировки, коренные вкладыши выполняют сходные функции. Они монтируются между коленчатым валом и тем местом, где этот вал проходит через корпус мотора.
- Шатунные. Шатунные компоненты расположены непосредственно между шатунами и шейками вала.
В принципе вкладыши, как шатунные, так и коренные, производятся для каждого типа мотора, но все они различаются между собой по внутреннему диаметру. В зависимости от модели двигателя диаметры элементов будут различны, даже для одного двигателя. Как правило, разница в диаметре, то есть шаг, составляет 0.25 мм. Это значит, что размерный ряд деталей, составляется следующим образом: 0.25 мм, 0.5 мм, 0.75 мм и т.д.
В зависимости от модели двигателя диаметры элементов будут различны, даже для одного двигателя. Как правило, разница в диаметре, то есть шаг, составляет 0.25 мм. Это значит, что размерный ряд деталей, составляется следующим образом: 0.25 мм, 0.5 мм, 0.75 мм и т.д.
Проверка и замена вкладышей
Когда нужно менять?
Поскольку коленвал функционирует в условиях высоких температурных и физических нагрузок, только подшипники могут удержать его на своей оси. Шейки, как коренные, так и шатунные, исполняют роль внутренних обойм, а вот вкладыши — наружных. Как и другие элементы мотора, вкладыши со временем изнашиваются, что приводит к необходимости их замены.
Физический износ является важным условием, при котором возникает необходимость снятия и замены элементов. Как бы автолюбитель не желал избежать износа, это невозможно. Эксплуатация транспортного средства с изношенными деталями может привести к выходу из строя двигателя.
Однако необходимость снятия и установки новых запчастей может возникнуть и в других случаях. К примеру, часто отечественные автолюбители сталкиваются с такой проблемой, как проворачивание вкладышей. Тонкая пластина элемента монтируется в специальную канавку, а снаружи выступы упираются в торцевые части подшипников. В некоторых случаях, когда нагрузки очень высокие, выступы не в состоянии удержать вкладыш, в результате чего последний проворачивается.
В этом случае дальнейшая работа двигателя внутреннего сгорания будет невозможной, эта неисправность возникает по следующим причинам:
- в результате использования очень вязкого масла;
- при отсутствии смазывающей жидкости или попадании в нее абразива;
- при очень малом натяге при монтаже крышек подшипников;
- если масло недостаточно вязкое;
- если двигатель регулярно эксплуатируется в условиях высоких нагрузок и перегрузок.
Признаки износа
Если вы уже поняли, что ремонт мотора вашего автомобиля неизбежен, то вам наверняка будет интересно выявить износ элементов. Чтобы определить замеры, вам потребуется микрометр, однако выявить поломку можно и визуально. В ходе осмотра вам также потребуется оценить возможность последующей расточки вала.
Чтобы определить замеры, вам потребуется микрометр, однако выявить поломку можно и визуально. В ходе осмотра вам также потребуется оценить возможность последующей расточки вала.
А вот если вкладыши начали проворачиваться, то их снятие и установка новых должна производиться как можно быстрее. Одним из признаков износа является громкий стук вала, снижение мощности двигателя, а также его регулярные попытки заглохнуть.
В том случае, если заклинили шейки, то движение на автомобиле будет невозможным. Так или иначе, но вам придется осуществить подробный осмотр элементов. Если на шейках будут выявлены волнообразные повреждения, которые в принципе можно прочувствовать и руками, то коленвалу необходимо расточка. Соответственно замена вкладышей коленвала в этом случае также будет необходимой. Если вы собрались покупать новые детали, то лучше это сделать после того, как мотор будет расточен, ведь если износ достаточно большой, то вы можете прогадать с размером.
Последовательность действий по замене
На сегодняшний день процедура снятия и установки вкладышей коленвала не особо популярна среди наших автомобилистов. Водители в большинстве случаев доверяют эту процедуру специалистам, но некоторые все же решаются на то, чтобы произвести замену элементов в домашних условиях. Мы рекомендуем осуществлять ремонт своими руками только в том случае, если вы имеете хоть какие-то знания.
Водители в большинстве случаев доверяют эту процедуру специалистам, но некоторые все же решаются на то, чтобы произвести замену элементов в домашних условиях. Мы рекомендуем осуществлять ремонт своими руками только в том случае, если вы имеете хоть какие-то знания.
В целом процесс замены вкладышей описан ниже:
- Перед тем, как приступить к замене компонентов, необходимо проверить наличие зазора между валом и вкладышем. Чтобы сделать это, вам потребуется использовать калиброванную пластиковую проволоку, которая находится на шейке. Затем крышка с элементов устанавливается и затягивается с необходимым усилием, в данном случае этот показатель составляет 51 Нм. Все замеры следует производить с помощью динамометрического ключа.
Когда крышка демонтирована, показатель зазора будет соответствовать степени сплющивания проволоки. Для оценки нужного параметра следует использовать номинальный зазор, данный показатель должен быть указан в сервисном мануале к вашему авто. В том случае, если при проверке зазора вы выявили, что он больше того, который указан вашим автопроизводителем, то вкладыши придется менять. Покупка вкладышей осуществляется строго в соответствии с вашей моделью авто, если зазор слишком большой, то покупайте детали только после расточки вала.
Покупка вкладышей осуществляется строго в соответствии с вашей моделью авто, если зазор слишком большой, то покупайте детали только после расточки вала. - Когда все зазоры были замерены, необходимо будет демонтировать шатуны со всех шеек. Затем снимается коленчатый вал и осуществляется его расточка. Непосредственно сам процесс шлифовки должен происходить на центростремителе. Естественно, такое устройство вряд ли найдется в гараже у рядового автомобилиста, поэтому процедуру шлифовки все же лучше будет доверить профессионалам.
Когда коленвал расточен, приступаете к выбору ремонтных вкладышей. В этом случае вам опять придется воспользоваться микрометром, затем осуществите примерку вкладышей вала. Снимая старые вкладыши, обратите внимание на их состояние — возможно, их выход из строя обусловлен внешними механическими воздействиями. Чтобы неисправность не повторилась через некоторое время, причину желательно устранить, разумеется, если она в принципе есть. Ведь как вы помните, выход из строя вкладышей может быть следствием физического износа.
- Только после того, как вы окончательно выбрали запчасти для ремонта, можно приступить к процессу установки коленчатого вала. Все действия по монтажу осуществляются в обратной последовательности, все должно быть сделано правильно и строго в соответствии с требованиями автопроизводителя. Только когда все компоненты будут установлены на свое место, можно закрутить крышки коренных подшипников.
- После этого приступаете к процедуре монтажа непосредственно самих вкладышей вала, а также шатунов. В целом этот процесс не должен занять много времени и сил. Ремонтные вкладыши необходимо смазать моторной жидкостью, после чего закручиваются их крышки. Собственно, сам монтаж довольно прост, если не считая подготовительные процессы.
Всегда при эксплуатации своего «железного коня» помните о том, что коленчатый вал является одним из самых дорогих в плане ремонта и замены узлов. Тем более, что он испытывает очень серьезные нагрузки при функционировании. Соответственно вам, как водителю, необходимо принимать все меры для того, чтобы увеличить его ресурс службы. И немаловажной процедурой для этого является расточка, которая должна осуществляться вовремя. Если процесс расточки выполнен правильно, то все шейки будут гладкими, соответственно, они смогут выдерживать сильные нагрузки при эксплуатации.
И немаловажной процедурой для этого является расточка, которая должна осуществляться вовремя. Если процесс расточки выполнен правильно, то все шейки будут гладкими, соответственно, они смогут выдерживать сильные нагрузки при эксплуатации.
Также учитывайте и то, что мотор транспортного средства является достаточно сложным по своей конструкции агрегатом. И хотя некоторые специалисты могут разобрать и собрать его своими руками даже с закрытыми глазами, демонтаж и монтаж коленчатого вала все же требует специфических навыков. Поэтому при отсутствии хорошего опыта мы не рекомендуем вам браться за это дело. Ведь перетянув или недотянув вкладыши при установке, можно вновь столкнуться с проблемой их проворачивания.
Загрузка …Видео «Меняем вкладыши коленвала в домашних условиях»
На примере автомобиля Форд Транзит предлагаем вам ознакомиться с процессом замены вкладышей коленвала.
вкладыши коленвала
Вкладыши коленвала коренные и шатунные являются важнейшими деталями любого двигателя, несмотря на свои небольшие размеры. В этой статье, больше рассчитанной на новичков, будет подробно описано об этих деталях, о их установке, зазорах, стуках, о том, когда их следует менять и многое другое.
В этой статье, больше рассчитанной на новичков, будет подробно описано об этих деталях, о их установке, зазорах, стуках, о том, когда их следует менять и многое другое.
Вообще долговечность подшипников скольжения, именуемых вкладышами, как коренных, так и шатунных, очень сильно зависит от состояния и зазоров между вкладышами и сопрягаемыми с ними деталями, а именно коренных и шатунных шеек коленчатого вала. О правильных (допустимых) рабочих зазорах вкладышей и шеек коленвала мы поговорим чуть позже, а сначала рассмотрим что из себя представляют такие детали, как вкладыши коренные и шатунные и какую роль они играют.
Не для кого не секрет, что двигатель внутреннего сгорания работает от горения топлива в камерах сгорания и расширения появляющихся в процессе горения газов, которые под высоким давлением толкают поршни двигателя, а те в свою очередь с большой силой толкают шатуны.
Ну а шатуны своими нижними отверстиями (нижними головками) упираются и толкают с огромной силой шейки коленчатого вала, имеющего форму кривошипа и коленчатый вал при этом преобразует возвратно-поступательное движение поршней и шатунов во вращательное движение маховик, который через трансмиссию передает вращение на ведущие колёса автомобиля (мотоцикла и т. д). Нетрудно догадаться, что при этом между отверстиями в нижних головках шатунов и шейками коленвала возникают огромные нагрузки и трение.
д). Нетрудно догадаться, что при этом между отверстиями в нижних головках шатунов и шейками коленвала возникают огромные нагрузки и трение.
И именно вкладыши коренные и шатунные, являющиеся подшипниками скольжения шатунов и шеек, установлены между отверстиями в головках шатунов и шейками коленвала и они обязаны снизить трение и выдержать огромные нагрузки между шатуном и шейкой коленчатого вала.
Чтобы снизить трение, (кроме подачи моторного масла под давлением с помощью системы смазки) вкладыши современных двигателей имеют антифрикционное покрытие и к тому же изготовлены из пластичных сплавов (чаще алюминиевых), чтобы противостоять большим нагрузкам и при этом не разрушиться.
К тому же пластичный и антифрикционный материал вкладышей не позволяет быстро износиться шейкам коленчатого вала. Вкладыши постепенно изнашиваясь сами, не дают быстро износиться шейкам коленчатого вала, ведь вкладыши мягче самих поверхностей шеек. Конечно же при работе двигателя на поверхностях шеек коленвала не даёт образоваться задирам, прихватам (или вообще разрушиться) создаваемая системой смазки масляная плёнка, но и сам качественный материал вкладышей тоже имеет огромное значение.
Вкладыши бывают коренными и шатунными.
Коренные вкладыши — место их установки в блоке мотора в специальных местах (постелях), и места установки и трения их с коренными шейками коленвала на чтырёхцилиндровых двигателях имеются в пяти местах (опорах) в нижней части блока двигателя.
Коренные вкладыши коленвала как правило имеют канавки и отверстия для лучшего подвода смазки (см. фото) и по сути они являются опорами для коленчатого вала при укладке его в блок двигателя ну и разумеется являются опорами и подшипниками скольжения коленвала при вращении коленвала в блоке мотора.
И конечно же коренные вкладыши являются подшипниками скольжения для коренных шеек коленчатого вала. Вообще на коренных вкладышах держится и вращается весь коленчатый вал двигателя и от этого вполне понятна важность этих деталей и их технического состояния.
Шатунные вкладыши место их расположения понятно из названия и конечно же устанавливаются они в нижние головки шатунов, а шатуны в свою очередь крепятся через шатунные вкладыши на шатунных шейках коленвала.
Шатунные вкладыши как правило имеют более простое устройство и являются опорами и подшипниками скольжения для нижних головок шатунов и шатунных шеек коленвала. Через шатунные вкладыши передаются большие нагрузки от шатунов (их нижних головок) на шатунные шейки коленчатого вала. И естественно важность этих деталей вполне понятна.
Разумеется после определённого пробега двигателя, даже при самом качественном моторном масле и исправной системе смазки, как коренные так и шатунные вкладыши постепенно изнашиваются и их следует менять ( о замене чуть позже). Об износе вкладышей как правило водителя оповещают стуки и потеря давления масла.
Стуки шатунных и коренных изношенных вкладышей отличаются по звуку и опытный водитель или механик легко может определить какой из вкладышей застучал.
Стук коренных вкладышей обычно металлический, глухого тона. Легко обнаруживается когда мотор работает на холостых оборотах при резкой подаче газа (резком увеличении оборотов коленвала). И частота стуков увеличивается при повышении оборотов коленвала.
И частота стуков увеличивается при повышении оборотов коленвала.
Стук шатунных вкладышей резче стука коренных и он так же хорошо прослушивается на холостых оборотах двигателя при резкой подаче газа и резком увеличении оборотов коленвала. А вкладыши какого шатуна изношены и стучат, легко определить отключая по очереди свечи зажигания или форсунки дизельного двигателя (если при отключении какого то цилиндра стук пропадёт, значит именно в этом цилиндре и изношены шатунные вкладыши).
Что касается падения давления масла, то это происходит не только от износа вкладышей, но и по другим причинам, например от износа масляного насоса, или от износа постелей распредвала, ну или от износа сопряжения редукционного клапана.
Поэтому прежде чем менять вкладыши, сначала следует убедиться в точной причине падения давления, возможно причиной падения давления масла являются не вкладыши коренные и шатунные (особенно если они работают без шумов и стуков).
Замена вкладышей коленвала ремонтными.
Как было сказано выше, с ростом общего пробега двигателя, вкладыши постепенно изнашиваются, зазоры между ними и шейками коленвала увеличиваются, появляются шумы (стуки), давление масла падает и требуется замена изношенных вкладышей на новые. Кроме вкладышей постепенно изнашиваются и шейки коленвала, при этом требуется шлифовка коленвала и требуются уже ремонтные вкладыши, которые имеют бóльшую на 0,25 мм толщину.
Обо всём этом (а также о замерах и подборе ремонтных вкладышей, шлифовке шеек и другие нюансы) я уже очень подробно написал в статье «Шлифовка коленвала» вот здесь. Но и в этой статье следует описать основные важные моменты, касающиеся вкладышей коленвала, как коренных, так и шатунных.
Для начала следует сказать, что ремонтные вкладыши для большинства автомобилей и мотоциклов выпускают с увеличенной на 0,25 мм толщиной (0,25; 0,5; 0,75; и 1 мм) и это позволяет для большинства двигателей сделать четыре ремонта. Однако в некоторых случаях, например когда после халатной эксплуатации двигателя появляются прихваты, задиры, глубокие царапины на шейках коленвала, после устранения этих дефектов с помощью шлифовки шеек, иногда приходиться перескакивать через ремонтный размер.
То есть после более глубокой шлифовки шеек коленвала (чтобы избавиться от дефектов на шейках) приходится устанавливать ремонтные вкладыши которые толще не на о,25 мм, а уже на 0,5 мм.
Или бывает наоборот, что при небольшом пробеге мотора и профилактическом ремонте двигателя (например замене поршневых колец) кто то решает заменить и вкладыши, и при нормальном состоянии шеек коленвала, вкладыши заменяют не ремонтными, а всего лишь новыми стандартного размера.
Все эти нюансы и какого размера вкладыши коленвала установить, следует определить замерами шеек кленвала и замерами рабочего зазора между вкладышами и шейками коленвала. Вообще рабочий зазор (который имеет определённые допустимые значения, которых следует придерживаться) и является главной отправной точкой при решении, что делать с двигателем (точнее с коленвалом и вкладышами) при ремонте.
Поэтому после разборки двигателя, первым делом следует осмотреть шейки коленвала и произвести их замеры , а также замеры рабочего зазора между вкладышами и шейками коленвала. Но сначала, при осмотре шеек, убеждаемся в отсутствии на них царапин, рисок, следов прихватов.
Но сначала, при осмотре шеек, убеждаемся в отсутствии на них царапин, рисок, следов прихватов.
Далее следует с помощью микрометра замерить диаметр шеек в двух диаметрально противоположных плоскостях, чтобы выявить овальность шейки и если имеется овальность превышающая допуск, то необходимо обязательно устранить её с помощью шлифовки шеек (о допусках овальности шеек я напишу чуть ниже).
Овальность коренных шеек коленвала можно легко выявить не только с помощью микрометра, но и с помощью индикатора часового типа, при этом уложив коленвал на две призмы (см. фото) и прокручивая его рукой.
Вообще две призмы и индикатор часового типа позволяют полностью проверить коленвал на биение, допуски которого показаны на рисунке слева и которое не должны превышать:
- коренных шеек и посадочной поверхности коленвала под ведущую шестерню масляного насоса — не более 0,03 мм.
- посадочная поверхность на коленвале под маховик — не более 0,4 мм.

- посадочная поверхность коленвала под шкивы и поверхности трения кромок сальников коленвала — не более 0,05 мм.
Все вышеописанные допуски поаказны на рисунке 1.
Ещё (как было сказано выше) необходимо с помощью микрометра измерить диаметры шеек коленвала, как коренных, так и шатунных. И если при замерах выяснится, что износ шеек более чем 0,03 мм (стандартный размер новых шеек ищите в мануале вашего двигателя), а также если на шейках имеются задиры, риски, царапины, то шейки обязательно следует шлифовать до ближайшего ремонтного размера.
Также замеряем микрометром шейки в диаметрально противоположных местах и если при замерах выяснится, что овальность шеек превышает допуск в 0,03 мм, то необходимо избавиться от овальности шеек с помощью их шлифовки до ближайшего ремонтного размера.
Овальность и конусность шатунных и коренных шеек коленвала после их шлифовки не должна превышать 0,005 мм. А смещение осей шатунных шеек от плоскости, проходящей через оси шатунных и коренных шеек, после шлифовки должно быть в пределах ±0,35 мм. — имейте это в виду, забирая свой коленчатый вал из шлифовальной мастерской.
— имейте это в виду, забирая свой коленчатый вал из шлифовальной мастерской.
Для проверки выше описанных допусков на грамотную шлифовку, опять же устанавливаем коленчатый вал крайними коренными шейками на две призмы и выставляем коленвал так, чтобы ось шатунной шейки первого цилиндра была в горизонтальной плоскости, проходящей через оси коренных шеек. После этого индикатором часового типа проверяем смещение в вертикальном направлении шатунных шеек второго, третьего и четвёртого цилиндров относительно шатунной шейки первого цилиндра двигателя.
Основные размеры для ремонтной шлифовки коленвала ВАЗ 2108-09
После шлифовки шеек коленчатого вала до ближайшего ремонтного размера, можно устанавливать новые ремонтные вкладыши коленвала. Для большинства двигателей изготавливают сталеалюминиевые тонкостенные вкладыши. И как правило верхние вкладыши (для отечественных переднеприводных вазовских машин) первой, второй четвёртой и пятой опор имеют канавку на внутренней поверхности, а нижние вкладыши не имеют канавок. А верхние и нижние вкладыши третьей опоры не имеют канавки. Ну и все шатунные вкладыши (как верхние, так и нижние) не имеют канавок.
А верхние и нижние вкладыши третьей опоры не имеют канавки. Ну и все шатунные вкладыши (как верхние, так и нижние) не имеют канавок.
Следует помнить, что на вкладышах коленвала нельзя производить никаких подгоночных работ. А если ваши бэушные вкладыши имеют задиры, риски, или отслоения антифрикционного слоя, то разумеется такие вкладыши следует заменить новыми.
Рабочий зазор между вкладышами и шейками коленвала можно проверить расчётом после промерки деталей микрометром. Но гораздо легче проверить зазор с помощью специально предназначенной для этого пластиковой калиброванной проволоки (наподобие рыболовной лески).
Купив проволоку и сняв крышки подшипников скольжения, перед проверкой тщательно очищаем рабочие поверхности вкладышей и шеек коленвала и укладываем кусочек проволоки между проверяемой шейкой и вкладышем. Далее устанавливаем шатун с крышкой или крышку коренного подшипника скольжения (зависит от того, зазор какой шейки вы проверяете) и затем остаётся затянуть гайки илиболты крепления крышек подшипников.
Гайки шатунных болтов следует затянуть с моментом 51 Н•м (5,2 кгс•м). Ну а болты крышек коренных подшипников следует затянуть с моментом 80,4Н•м (8,2кгс•м). Это данные требуемого момента затяжки для вазовских переднеприводных машин, а для двигателей иномарок и других машин следует уточнить данные в мануале конкретного (вашего) двигателя.
После затяжки вышеописанным моментом, крышка опять снимается, сплющенная проволока изымается и с помощью специальной шкалы, показанной на фото 3 слева (шкала имеется в комплекте с проволокой) проверяется рабочий зазор между вкладышем и шейкой коленвала.
Для большинства двигателей с объёмом не более 1,5 литра номинальный расчётный рабочий зазор должен быть в пределах 0,02 — 0,07 мм для шатунных шеек, и 0,026 — 0,073 мм для коренных шеек коленвала. Однако эти данные советую уточнить в мануале конкретного (вашего) двигателя.
Если зазор меньше предельно допустимого 0,1 мм для шатунных и 0,15 мм для коренных шеек, то можно снова использовать эти вкладыши. Если же замеренный с помощью проволоки рабочий зазор больше предельно допустимого, то вкладыши на этих шейках можно установить стандартные новые. Однако если зазор больше предельно допустимого, то советую промерить на износ шейки, возможно их пора шлифовать. Вообще шейки по любому сперва следует проверить на износ и овальность.
Если же замеренный с помощью проволоки рабочий зазор больше предельно допустимого, то вкладыши на этих шейках можно установить стандартные новые. Однако если зазор больше предельно допустимого, то советую промерить на износ шейки, возможно их пора шлифовать. Вообще шейки по любому сперва следует проверить на износ и овальность.
Если же шейки коленвала изношены (допуски были описаны выше) то их следует шлифовать до ближайшего ремонтного размера и вкладыши соответственно устанавливаются новые ремонтные, увеличенной толщины.
Разумеется перед снятием шатунов и крышек (как шатунных, так и коренных), вы пометили где какая деталь стояла и теперь остаётся установить все детали на свои места, но уже с новыми вкладышами (старые изношенные вкладыши разумеется вытащены).
Следует помнить, что шатуны на автомобильных заводах обрабатываются вместе с зажатой крвшкой и поэтому нельзя менять местами крышки и шатуны, а также не рекомендуется менять и крышки коренных подшипников (они тоже обрабатываются совместно с блоком). Поэтому перед разборкой помечаем все детали маркером или чертилкой и при сборке устанавливаем строго на свои места.
Поэтому перед разборкой помечаем все детали маркером или чертилкой и при сборке устанавливаем строго на свои места.
вкладыши коленвала — места установки замка
Ещё следует обратить внимание, что в посадочных местах имеются выемки — так называемые замки (они указаны жёлтыми стрелками на фото слева). Эти выемки служат для укладки замков вкладышей и позволяют не ошибиться при сборке и также не допускают проворота вкладышей.
При установке все шейки коленвала и новые вкладыши смазываем новым моторным маслом и устанавливаем на свои места. Ну и останется затянуть все крышки подшипников с требуемым моментом, с помощью динамометрического ключа и можно устанавливать на место другие детали двигателя (о разборке и сборке двигателя я уже писал, например вот тут).
Ну а замену вкладышей наглядно можно посмотреть в видеоролике ниже, на примере автомобиля Форд Транзит.
Надеюсь эта статья о вкладышах коленвала будет полезна начинающим водителям и ремонтникам, а если кому то что-то непонятно, то задавайте вопросы в комментариях, успехов всем.
Провернуло вкладыши двигателя: описание, причина, ремонт
Часто на многочисленных форумах, посвященных автомобильной тематике, можно прочитать темы о стуках в двигателе или о провернутых вкладышах. Это аварийная ситуация в ДВС. Когда говорят, что провернуло вкладыш, это значит, что подшипники скольжения на коленчатом валу и на шатунах вырвало из посадочного места и они пришли в негодность. Это серьезная поломка, которая случается достаточно часто. Автолюбители видят причину в низкокачественных моторных маслах от неизвестного производителя.
Но причин значительно больше, и они напрямую не связаны со смазкой и ее качеством. В доказательство этому есть множество примеров, когда коренные вкладыши выходят из строя, если в двигатель залито брендовое оригинальное масло. Или наоборот — подшипники работают не одну сотню тысяч километров на маслах среднего качества. Давайте разберемся, почему проворачивает вкладыши коленчатого вала, какие факторы на это влияют и что является главной причиной этого явления.
Или наоборот — подшипники работают не одну сотню тысяч километров на маслах среднего качества. Давайте разберемся, почему проворачивает вкладыши коленчатого вала, какие факторы на это влияют и что является главной причиной этого явления.
Разница между коренными и шатунными вкладышами
Необходимо знать, что есть два вида вкладышей. Это шатунные и коренные. Первые находятся между шатуном и шейкой коленвала. Коренной элемент похож на первый по своему предназначению. Однако он располагается там, где коленчатый вал проходит в корпусе двигателя. Вкладыши отличаются по своим размерам. Габариты зависят от типа ДВС, для которого конкретная деталь изготовлена. Существуют и специальные ремонтные вкладыши. Они отличаются от оригинальных новых, установленных в двигателе. Ремонтные вкладыши различаются лишь отметками, кратными 0,25 мм. Так, их размеры примерно такие — 0,25 мм, 0,5 мм, 0,75 мм, 1 мм.
Причины проворачивания вкладышей
Итак, коленчатый вал — это деталь, которая работает в жестких условиях, и ей приходится выдерживать колоссальные нагрузки в условиях экстремальных температур. Чтобы механизм надежно удерживался на оси и мог обеспечивать правильную работу всего кривошипно-шатунного механизма, необходимы вкладыши. Шейки на валу работают в качестве внутренней обоймы. Вкладыши — в качестве наружной.
Чтобы механизм надежно удерживался на оси и мог обеспечивать правильную работу всего кривошипно-шатунного механизма, необходимы вкладыши. Шейки на валу работают в качестве внутренней обоймы. Вкладыши — в качестве наружной.
В блоке ДВС имеются каналы для подачи смазки под давлением. За счет масляной пленки, которая обволакивает вкладыши, коленчатый вал может вращаться. Почему же автовладельцы сталкиваются с ситуациями, когда в двигателе провернуло вкладыши коленвала? Есть несколько возможных причин. Давайте рассмотрим их ниже.
Механический износ
Первая причина, по которой при ремонте двигателя проводят замену коренных и шатунных вкладышей, это выработка. Изнашиваются детали вследствие механических нагрузок. Многие пытаются сберечь вкладыши, однако это бесполезно. Здесь замешана физика, а физические процессы по-другому работать не могут. Износ неизбежен. Антифрикционный слой на вкладыше со временем стирается. Это ведет к свободному ходу коленвала. Появляются люфты. В результате этого снижается давление масла, причем вполне существенно. На большинстве двигателей, которые отличаются высокой надежностью, если провернуло вкладыш, это говорит об их износе.
В результате этого снижается давление масла, причем вполне существенно. На большинстве двигателей, которые отличаются высокой надежностью, если провернуло вкладыш, это говорит об их износе.
Проворачивание шатунных вкладышей коленвала
Это тоже одна из популярных неисправностей. С такой проблемой столкнулось много автовладельцев. А вот о причинах знают далеко не все. Разберемся, что же случается с элементом. Пластина шатунных вкладышей достаточно тонкая.
Она устанавливается на специальное посадочное место. Наружные стенки на полукольцах имеют специальные выступы, которые еще в необкатанном и неразработанном двигателе упираются во фронтальную часть блока цилиндров. В определенный момент посадочное место просто не может удержать шатунный вкладыш. В результате типичная ситуация — провернуло вкладыш. Пластина не просто проворачивается, но и прилипает к шейке коленчатого вала. В этом случае мотор глохнет и больше не заведется.
Причины поломок шатунных вкладышей
Специалисты по ремонту двигателей внутреннего сгорания видят несколько причин, по которым подшипники скольжения проворачиваются. Зачастую это связано с излишне густым маслом, в которое попадают частички металла. Смазка со стружкой оказывает на вкладыши абразивное воздействие. Нередко случается и полное отсутствие масла. Особенно этим страдают автомобили с изношенными маслосъёмными кольцами. Часть смазки просто уходит «в трубу». В результате провернуло вкладыш и двигатель отправляется на ремонт. Могут быть недостаточно затянуты между собой крышки подшипников. И, наконец, еще одна причина. Это слишком жидкое масло. Особенно такие продукты вредны для моторов, работающих под высокими нагрузками.
Зачастую это связано с излишне густым маслом, в которое попадают частички металла. Смазка со стружкой оказывает на вкладыши абразивное воздействие. Нередко случается и полное отсутствие масла. Особенно этим страдают автомобили с изношенными маслосъёмными кольцами. Часть смазки просто уходит «в трубу». В результате провернуло вкладыш и двигатель отправляется на ремонт. Могут быть недостаточно затянуты между собой крышки подшипников. И, наконец, еще одна причина. Это слишком жидкое масло. Особенно такие продукты вредны для моторов, работающих под высокими нагрузками.
Нарушение натяга
Если провернуло вкладыши, причины могут быть и в этом. В серийных автомобилях, собранных на заводе квалифицированными специалистами, такого не будет. А вот если мотор уже ремонтировали, то, скорее всего, подбор вкладышей был выполнен неверно и натяг нарушился.
Когда мотор работает, вкладыши испытывают повышенный момент трения. Этот момент стремится провернуть вкладыш. А из-за пониженного усилия, которое удерживает деталь на месте, риск проворачивания увеличивается в разы. Под действием неравномерной нагрузки, слабая посадка подшипника трения заставляет вкладыш вибрировать. Также нарушается смазочная пленка. В результате деталь проворачивается, а удерживающий порожек не в состоянии воспрепятствовать этому.
Под действием неравномерной нагрузки, слабая посадка подшипника трения заставляет вкладыш вибрировать. Также нарушается смазочная пленка. В результате деталь проворачивается, а удерживающий порожек не в состоянии воспрепятствовать этому.
Как определить поломку
При проворачивании коренных вкладышей тут же выходит из строя коленчатый вал и блок цилиндров. В случае проворачивания шатунных подшипников, из строя выйдет сам шатун, колневал, а также блок цилиндров. В результате автовладельцу может помочь только капитальный ремонт мотора. Эту поломку можно определить. Существуют некоторые признаки провернутых вкладышей. Один из них — это характерный металлический стук по всему мотору.
Он не прекращается даже на холостых оборотах, а с повышением нагрузки он стучит еще интенсивнее. Еще один признак — низкое давление масла. Если двигатель холодный, тогда звуков может не быть. Если ситуация безвыходная, мотор заглохнет, и оживить его можно только ремонтом.
Ремонт и последствия
Типичная ситуация — провернуло вкладыши. Что делать? Решить проблему можно по-разному, в зависимости от характера повреждений. В некоторых случаях можно обойтись заменой вкладышей со шлифовкой коленвала. В сложных ситуациях ремонт будет значительно дороже.
Что делать? Решить проблему можно по-разному, в зависимости от характера повреждений. В некоторых случаях можно обойтись заменой вкладышей со шлифовкой коленвала. В сложных ситуациях ремонт будет значительно дороже.
Если провернулся шатунный вкладыш, то в современных двигателях это не является серьезной проблемой. Но это не касается коренного. Часто случается ситуация, что поврежденный вкладыш просто меняется, и мотор работает дальше. Специалисты не рекомендуют такой подход. Ресурс восстановленной таким образом пары шатун-шейка коленчатого вала может сильно сократиться. Гораздо более приемлемый вариант — это замена шатуна, с которым случилась проблема. Также если провернуло вкладыши (ВАЗ-2172 в том числе), обязательно ломается и замок на шатуне. Более оптимально будет расточить коленвал под следующий ремонтный размер и выполнить полную замену вкладышей и шатунов. Шлифовать вал после проворачивания необходимо в обязательном порядке.
На шейке механизма образовываются задиры. Только так можно добиться нужного состояния поверхности и двигатель будет работать правильно.
Только так можно добиться нужного состояния поверхности и двигатель будет работать правильно.
Что в итоге
Если в моторе что-то застучало, то это сигнал к немедленному прекращению эксплуатации автомобиля. Не стоит заводить мотор. Скорее всего, внутри двигателя провернутые вкладыши. Ремонт этой поломки может быть достаточно дорогим. Нужно учесть, что на ресурс элементов влияют и температурные режимы работы мотора. Не стоит перегревать двигатель. Что касается масла, то безопаснее всего использовать те продукты, которые полностью соответствуют требованиям и допускам производителя.
Вывод
Итак, мы выяснили, по каким причинам происходит проворачивание вкладышей коленчатого вала. Чтобы исключить поломку, не держите двигатель подолгу на высоких оборотах, вовремя меняйте масло, фильтры и соблюдайте температурные режимы работы мотора.
Что о них должен знать автолюбитель? Чрезмерная эрозия из-за кавитации
Приводит к снижению эффективности системы смазки двигателя, что, в свою очередь, может привести к значительному износу отдельных деталей силового агрегата, а также к снижению его рабочего ресурса. Поэтому при выявлении даже незначительного износа шатуна и / или коренных вкладышей следует принять меры по устранению неисправностей.
Обычно причиной износа является их естественное старение.Однако в некоторых случаях наблюдается попадание на их рабочую поверхность грязи или мусора, возникновение коррозии, недостаточная смазка, попадание осей и другие причины. Как правило, вставки восстановлению не подлежат, поэтому их необходимо менять на новые. Процедура достаточно сложная, поэтому ее самостоятельное выполнение имеет смысл только при наличии у автовладельца соответствующего опыта выполнения работ и необходимых инструментов.
Описание работы вкладышей
Прежде чем перейти к описанию признаков, причин и методов устранения износа вкладышей, необходимо разобраться в их назначении, видах и принципе работы.
Есть два типа вкладышей коленвала — родные и роликовые . По сути, вкладыши являются подшипниками скольжения, и в их задачи входит поддержание значительных нагрузок, возникающих между шатуном и шейкой коленчатого вала. В современных станках (в большинстве случаев) вставки изготавливаются из пластмассовых алюминиевых сплавов (обычно с алюминием с оловом). Сверху они покрыты антифрикционным макияжем.
Коренные вкладыши расположены между коленчатым валом и местом, где коленчатый вал проходит непосредственно через корпус двигателя, в посадке, так называемых «грядках».Вкладыши коренных народов имеют по своей конструкции отверстия, предназначенные для лучшего удаления масла. То есть коренные вкладыши представляют собой подшипники скольжения для корневого вала коленчатого вала. И на самом деле на коренных вкладышах он держится и вращается.
Вкладыши шатуна расположены в нижней части головки шатуна. А шатуны, в свою очередь, закреплены вкладышами шатунов на коленчатом валу коленчатого вала. Функция вкладышей шатунов заключается в том, что они являются подшипниками скольжения нижних головок шатунов и шейки шатунов.
Износ вставки подразумевает значительное увеличение их зазоров (чем больше увеличение — тем хуже). В результате падает давление в системе смазки двигателя. Обычно в таких случаях на приборной панели загорается лампочка (масло), символизирующая, что давление масла значительно упало. Особенно часто это проявляется на горячем двигателе, когда вязкость масла минимальная. Водители в таких случаях говорят, что «подшипники не удерживают масло». Износ вкладышей — очень опасная проблема, которая может привести к большому износу других деталей двигателя и мотора в целом.А это может привести к значительному снижению их ресурса и ущерба.
Звук от стука коренных вкладышей обычно глухой, с металлическим оттенком. Легко выявить, когда двигатель работает на холостом ходу, а после этого резко увеличивается оборот (резкое нажатие на педаль газа). При этом на них большая нагрузка и появляется стук. Аналогично нужно поступить с вкладышами шатунов.
Легко узнать, а в какой цилиндр вставляются вкладыши.Для этого необходимо поочередно выключить свечи зажигания (открученные) бензинового двигателя или топливные форсунки на дизеле. Если с какой-либо закрученной свечой упомянутый стук исчез, это означает, что в этом цилиндре есть проблема.
Признаки и причины износа
Теперь перейдем непосредственно к видам повреждений, которые способствуют износу футеровок и их выходу из строя.
Вход иностранных тел
Знаки . Признаком попадания инородных тел или грязи является ситуация, когда происходит локальное повреждение рабочей поверхности на футеровке.В некоторых случаях также имеется небольшое (меньшее) повреждение задней части детали. Как правило, мусор или грязь на поверхности вкладыша являются первопричиной дальнейшего износа. Поэтому необходимо как можно раньше выявить указанную неисправность. В противном случае износ будет распространяться дальше, и будет повреждена значительная площадь поверхности, вплоть до 100%.
Причины . Как уже было сказано выше, причиной такой ситуации является попадание грязи или мусора между вкладышем и его опорой.Из-за этого образование мест с большим давлением масла, в которых масляная пленка разрушается. В свою очередь, это приводит к разрушению поверхности гильзы в процессе ее эксплуатации.
Методы исключения . В первую очередь необходимо проверить поверхности опоры вкладыша и вала, чтобы выявить на них повреждения. Если они есть — их нужно устранить. После этого нужно убедиться, что поверхности чистые. Это касается того случая, когда устанавливаются новые вставки.
Грязевая эрозия
Знаки . Признаком грязевой эрозии является наличие хулигана или грязевых заграждений. Иногда и то, и другое. В особо запущенных случаях грязевая эрозия может перемещаться на территорию вблизи нефтяных скважин.
Причины . Причина этого — некачественное масло, содержащее грязевые примеси или абразивные материалы.
Ликвидация . Необходимо проверить работу всех движущихся частей двигателя. Особенно внимательно нужно проверять смазочную систему.Также имеет смысл проверить систему очистки масла и воздуха (в первую очередь фильтры). При сборке двигателя нельзя допускать попадания в него грязи. Ведь надо масло менять на новое.
Коррозионное истирание
Знаки . Речь идет о наличии коррозионного истирания на задней стальной поверхности гильзы. Как правило, следы коррозии располагаются ближе к соединению половин корпуса сеолера.
Причины .В этом случае причин может быть несколько. Среди них:
- Пониженные усилия по пению. Это приводит к небольшому перемещению корпуса вкладыша относительно поверхности их опоры.
- Болты крепления плохо затянуты при установке.
- На контактных поверхностях опор вкладышей есть инородные тела.
- Непрерывная работа двигателя на высоких оборотах (особенно если она часто проявляется).
- Используйте пластины неподходящего размера (ширины).
Ликвидация . В соответствии с разными причинами возникновения проблемы, способы устранения также могут быть разными. В частности:
- Затяните болты крепления с моментом, рекомендованным производителем автомобиля.
- Пересмотр посадочного диаметра опоры гильзы.
- Проверить чистоту соприкасающихся поверхностей гильзы и опоры.
- Используйте вставку предписанного размера (ширины).
- Старайтесь не эксплуатировать длительное время двигатель на высоких оборотах.
Усталость металла
Знаки . Усталость может быть вызвана не только длительной эксплуатацией лайнера, но и чрезмерной нагрузкой на него. Признаками его выхода из строя будет ситуация, когда частицы материала будут буквально выбиты из его тела, особенно в местах значительных нагрузок.
Причины . Так же их может быть несколько:
- Использование неподходящих или некачественных лайнеров. Это приводит к их значительной перегрузке.
- Основная нагрузка при эксплуатации приходится на края гильз.
- Неполное сгорание топлива в камере сгорания.
- Неверный тюнинг двигателя автомобиля.
Методы исключения . Соответственно, способы удаления тоже могут быть разными. Необходимо проверить:
- вал осевой формы вал.
- Форма и геометрические размеры опор лайнера.
- Условия сборки двигателя, а в частности установка гильз.
Также имеет смысл установить новый качественный лайнер подходящего размера.
Износ из-за проникновения олова
Знаки . Значительный слой олова в определенном месте на поверхности стальной основы. Обычно это сопровождается очень сильным локальным износом в этом месте.
Причины . Возникновение небольших перемещений лайнера на месте его приземления, возникающих при малейшем усилии сгибания.
Методы исключения .Как правило, необходимо выполнить следующие действия. Первый — проверить посадочный диаметр опоры лайнера. Второй — проверить чистоту сопрягаемых поверхностей вкладыша и опор. В-третьих — проверьте момент затяжки болтов и его регулировку в соответствии с рекомендациями производителя.
Коррозия поверхности
Знаки . При коррозии, в зависимости от ее степени, всегда повреждается поверхность гильзы. Он становится пористым и теряет цвет.
Причина . Как правило, описываемое явление вызвано использованием некачественного масла, в процессе разложения которого выделяются кислоты, вызывающие коррозию.
Методы исключения . Необходимо провести ревизию двигателя, а особенно системы смазки. При наличии значительных повреждений вала и гильзы необходимо их устранить. По окончании ремонтных работ необходимо иметь качественную новую, рекомендованную для данной машины.
Недостаточно смазки
Диагностика износа вкладышей
Признаки . Небольшое количество или отсутствие масла может привести к истиранию и / или плавлению рабочей поверхности гильзы. А это в свою очередь является причиной усталости и повреждения металла.
Причины . Разрушение смазочной пленки между вкладышем и валом. Из-за этого значительно увеличивается трение и значительно увеличивается температура. Материалы плавятся.Причина также может заключаться в поломке системы смазки двигателя. В том случае, если деформируется опора гильзы или повреждена шейка вала, то велика вероятность разрушения смазочной пленки.
Методы исключения . Необходимо провести аудит системы смазки двигателя, в том числе чистоты масла. Также имеет смысл проверить состояние шейки вала и опор вкладышей. При необходимости нужно отремонтировать. Также возможна установка новых вкладышей.
Неправильная обработка шейки коленвала
Знаки . Внутренняя поверхность вкладыша контактирует с шейкой вала с одной или двух сторон корпуса вкладыша. Возможен также вариант, когда материал внутренней поверхности сильно изнашивается с торцов по окружности.
Причины . Причинами такой ситуации могут быть:
- Размер лайнера не соответствует требуемому значению, обычно большая ширина.
- Внутренний замок корпуса лайнера небольших размеров.
- Вал вал неправильный.
- Шеи Roger (или тележки) имеют очень большую ширину.
- Упорные подшипники имеют очень большие зазоры.
- Упорные подшипники неправильно отрегулированы.
Методы исключения . Средство устранения также может быть следующим:
- тип корпуса вкладыша, его ширина, размер и форма замка.
- Форма шейного диафиза.
- осевой зазор коленчатого вала.
Царапины на поверхности
Знаки .Есть отдельные царапины, не похожие на рабочие в работе механизма.
Причины . На рабочей поверхности вкладышей по каким-то причинам (чаще всего из-за несоблюдения чистоты при их установке) попадают мелкие инородные частицы. Возможно, их образование вызвано технологиями литья или бурения.
Методы исключения . Запуск двигателя новым чистым маслом с помощью внешнего масляного насоса. Лучшая промывка После сборки двигателя и перед запуском автомобиля.
Чрезмерная эрозия из-за кавитации
Знаки . Материал, из которого изготовлен лайнер, имеет локальные точки промывки. Обычно они располагаются симметрично или по центру на рабочей поверхности вкладыша. Также возможно возникновение на обратной стороне масляного канала.
Причины . Причин здесь несколько:
- попадание охлаждающей жидкости в масляную систему;
- увеличен расход масла в системе;
- детонация;
- Недействительные зазоры лайнера.
Методы исключения . Способы устранения могут быть такие, необходимо проверить:
- наличие охлаждающей жидкости в системе смазки двигателя;
- вкладыши на вкладыши;
- расход масла;
- Параметры работы системы зажигания, а также провести ревизию двигателя.
Несоответствие
Знаки . При несоответствии чрезмерный износ возникает только в области верхней части корпуса гильзы по направлению к краю.В этом случае зоны износа диаметрально противоположны окружности.
Причины . Невозможность центральных осей вкладыша и шейки матки.
Методы исключения . Возможны следующие варианты:
- Проверить большой диаметр шатуна. При этом в идеале центральная ось «ложа» шатуна должна быть точно перпендикулярна упорным плоскостям. При этом необходимо убедиться, что обе упорные плоскости параллельны.
- Для коренных вкладышей нужно проверить привязку «грядок» всех коренных вкладышей на двигателе.
Способы предотвращения
Как было сказано выше, частичный выход вставки влечет за собой повышенный износ двигателя и, в частности, его систем смазки. Поэтому для предотвращения такой ситуации имеет смысл проводить периодические профилактические мероприятия. Итак, в первую очередь необходимо использовать моторное масло, рекомендованное производителем автомобилей .Особенно это касается его вязкости. Очень дешевое масло покупать не стоит, так как высоки то, что это будут абразивные частицы, которые пагубно скажутся на двигателе в целом и на гильзах в частности.
Также стоит производить периодическую проверку деталей двигателя, их состояния, геометрии, чистоты. При выполнении ремонтных работ всегда следует следить за тем, чтобы двигатель и / или система смазки (масло) не попали в грязь. Существует так называемое «золотое правило» автомобилиста, согласно которому клиренс лучше 0.03 мм больше, чем на 0,01 мм меньше. В этом случае вставка гарантированно не подведет, не оплавится и не встанет. Следите за состоянием двигателя вашего автомобиля, и он прослужит вам долгие годы.
Лучше не ждать ситуации, когда на приборной панели загорится лампочка, сигнализирующая о низком давлении масла. В идеале необходимо периодически проверять значение давления самостоятельно или в автосервисе. Ведь масляная лампочка горит (то есть срабатывает датчик аварийной ситуации) крайний случай, когда давление упало до критического.Лучше этого не допускать, особенно на двигателях со значительным пробегом.
Заключение
Необходимо периодически проверять состояние вкладышей, так как эти, казалось бы, второстепенные детали могут привести к большим проблемам с масляной системой, тем самым значительно уменьшив ее ресурс. И чем раньше удастся выявить поломку и устранить ее — с меньшими затратами в будущем найдется автовладелец для проведения. Процедуру замены можно проводить как самостоятельно, так и на СТО.Однако если вы решили произвести ремонт самостоятельно, то вы должны быть на 100% уверены, что сможете довести дело до конца, ведь замена подразумевает большой объем как демонтажных, так и монтажных работ.
Проверка состояния коренных и шатунных подшипников коленвала
Проверка состояния коренных и шатунных подшипников коленвала
A — поцарапанные инородные частицы — видны чашки, погружены в рабочий слой вкладыша
B — масло отсутствует — верхний слой стер
C — вставки неправильно расположены при установке — есть блестящие (полированные)
D — горловина сводится к конусу — верхний слой удален со всей поверхности
E — износ кромки гильзы
F — неисправность «усталость» — образовались кратеры или карманы
Несмотря на обязательность замены вкладышей коренных и шатунных подшипников в процессе проведения капитального ремонта двигателя, состояние старых вкладышей необходимо внимательно изучать, так как по нему можно нарисовать много полезной информации Об общем состоянии двигатель.Вкладыши подшипников сортируются по толщине и принадлежность к какому-либо размерному классу определяется по цветовой маркировке.
Выход подшипника из подшипника может происходить из-за недостатка смазки, попадания грязи или посторонних частиц, перегрузки двигателя, развития коррозии и других неблагоприятных воздействий. Примеры наиболее характерных дефектов вкладышей подшипников скольжения показаны на рисунке. Типичные примеры износа вкладышей подшипников коленчатого вала .Независимо от характера дефекта, причина его возникновения должна быть обнаружена и устранена до начала сборки двигателя, чтобы избежать рецидивов.
Для осмотра снимите гильзы со станины в блоке цилиндров / картера двигателя, коренных крышках и крышках шатунов и нижних головках шатунов. Разложите вкладыши на чистой гладкой рабочей поверхности в порядке от двигателя к двигателю, чтобы их состояние можно было сопоставить с состоянием соответствующих шейок коленчатого вала.Старайтесь не касаться рабочих поверхностей вкладышей, чтобы случайно не повредить мягкий материал.
Грязь и посторонние частицы попадают в двигатель разными способами. Они могут остаться внутри после завершения капремонта, проникнуть через фильтры или систему вентиляции картера. Часто грязь сначала попадает в моторное масло, а вместе с ним проникает в подшипники. Не следует забывать, что в процессе нормального износа мотора неизбежно образуются металлические опилки. Если после завершения реставрационных работ не уделить должное внимание процедуре очистки двигателя, обязательно останутся абразивные частицы.Независимо от способа проникновения в двигатель, все инородные частицы рано или поздно оказываются внедренными в мягкую поверхность вкладышей подшипников скольжения и легко распознаются при визуальном осмотре последних. Наиболее крупные частицы обычно не застревают плотно во вкладышах, а оставляют на своих рабочих поверхностях и поверхностях соответствующих горловин вала глубоких борозд и рубашек. Лучшая защита от такого рода дефектов — это добросовестное отношение к выполнению чистки двигателя после завершения капитального ремонта и установка при сборке только абсолютно чистых комплектующих.Также не следует забывать о необходимости регулярной и частой смены моторного масла.
Масляное голодание также может быть вызвано несколькими причинами, часто тесно связанными друг с другом. К ним относятся: перегрев двигателя (приводящий к маслу), перегрузка (в результате которой масло вытесняется из подшипников), утечки масла (связанные с чрезмерным рабочим зазором в подшипниках, износом масляного насоса или чрезмерным увеличением в оборотах двигателя) и др. П. Нарушение карловых колец чаще всего связано с небрежным монтажом узлов при сборке, приводящим к вовлечению масляных отверстий, также вызывает снижение подачи масла в подшипники и, в конечном итоге, на выход из строя лайнера.Характерным признаком масляного голодания является протирание и смещение мягкого рабочего слоя гильз с их стальной основы. Иногда температура повышается до такой степени, что на стальной подложке в результате перегрева образуются пурпурные пятна.
Следует помнить, что манера вождения существенно влияет на срок службы подшипников. Повышению нагрузки на двигатель способствует частое полное открытие дроссельной заслонки, движение на малой циркуляции и тому подобное.В результате из рабочего зазора подшипников вытесняется масляная пленка, что приводит к размягчению вкладышей последних и образованию на их рабочей поверхности мелких трещин (усталостной деформации). В конечном итоге происходит отрыв отдельных фрагментов материала рабочего слоя и отрыв их от подложки.
Манера вождения также существенно влияет на срок службы подшипников. Движение при полностью открытой дроссельной заслонке Движение на пониженной передаче приводит к сильным перегрузкам подшипников и выдавливанию из рабочих зазоров масляной пленки.При этом материал вкладышей размягчается, и рабочий слой растрескивается. Такая модификация опорных поверхностей называется усталостной деформацией. В результате со временем рабочий слой начинает отделяться фрагментами от подложки, а подшипники приходят в негодность.
Эксплуатация автомобиля в городском цикле часто связана с совершением множества коротких поездок, что приводит к развитию коррозии подшипников, так как недостаточный прогрев двигателя способствует образованию конденсата и образованию в нем едких газов.Агрессивные продукты накапливаются в моторном масле, образуя отстой и кислоту, и, поскольку масло постоянно попадает в подшипники, в конечном итоге влияет на материал последних вкладышей, вызывая его окисление и разрушение.
Неправильная установка вкладышей при сборке двигателя также приводит к их быстрому разрушению. При слишком плотной посадке недопустимо уменьшается величина рабочего зазора, что является причиной масляного голодания подшипников. Попадание между спинками вкладышей и ложем подшипников посторонних частиц приводит к образованию участков возвышения рабочей поверхности и разрушению последних при нормальной работе двигателя.
Как уже было сказано выше в этом разделе, замену вкладышей при капремонте ДВС необходимо проводить в обязательном порядке вне зависимости от их состояния (см. Установку коленвала и проверку рабочих зазоров родных подшипников) — попытка игнорировать это требование способно привести только к кажущейся экономии.
В процессе эксплуатации двигателя постепенно изнашиваются все детали, в том числе коренные и соединительные шек, поэтому для восстановления их работоспособности применяется усиление коленвала.Корневая шейка — это часть подшипника, соединяющая двигатель, а вал — основная опора коленчатого вала. И шейка шатуна тоже является опорой, но уже для соединения вала с шатунами. Поэтому принципиально важна целостность этих деталей.
Что такое ремонт гильзы коленвала?
Для всех шатунных и родных шейок коленчатого вала существуют их ремонтные размеры (параметры, которые они могут принимать после шлифовки в процессе расточки коленвала), которые должны соответствовать размеру аналогичных вкладышей, используемых в качестве запасных частей.Оба типа вкладышей выполняют роль подшипников, в значительной степени улучшая скольжение, поэтому при их износе необходимо проводить своевременную замену, сопровождающуюся растачиванием коленчатого вала.
Для большинства двигателей есть несколько вставок ремонта. Например, для классических моделей Ваза четырех размеров. Соответственно, коленвал можно раздавить четыре раза. По сути, это обычная шлифовка поверхности приводных деталей для придания ей гладкости и пригодности для работы. Внешний размер вкладышей остается неизменным, а внутренний размер регулируется увеличением их толщины .После каждой замены гильзы двигатель должен проработать не одну тысячу километров, если он правильно смазан, т. Е. Другие системы не сработают.
Как определить износ вкладышей коленчатого вала и помочь механизму?
При ремонте двигателя возникает вопрос, как определить износ вкладышей коленчатого вала и их следующий ремонтный размер (который у них будет после предстоящей расточки). Как правило, для измерений используется микрометр (измеряются линейные размеры), но можно рассчитать его с достаточной точностью.Сразу оценивается возможность дальнейшего растачивания коленвала.
Замена требуется практически сразу в том случае, если гильзы коленчатого вала проверены. Это вам скажет громкий стук механизма и постоянные попытки заклинивания двигателя, иногда шейные клиники, дальше работать не будет. Во всех остальных случаях необходимо провести тщательный осмотр, а при наличии волнообразных бороздок, которые можно проплавить вручную, необходимо очистить и установить вкладыши соответствующего ремонтного размера.
Как поставить вкладыши на коленвал — процедура
В большинстве случаев замена вкладышей проводится на сотню, но при желании любой водитель, имеющий навыки ремонта и умеющий пользоваться инструментом, вполне может попробовать осуществить эту операцию самостоятельно. Для этого нужно последовательно производить такие действия:
- В первую очередь важно проверить зазор между гильзой и коленчатым валом. Для этого калиброванная пластиковая проволока располагается на нужной шейке.После этого крышка с вкладышем устанавливается и затягивается с необходимой силой (примерно 51 Н · м (ньютон на метр), вы можете измерить это значение, затянув динамометрический ключ обследуемого узла). После снятия крышки определяется зазор по степени плоскостности провода . Для оценки этого параметра существует номинальный зазор для каждой марки автомобиля, и если на проводе указано, что зазор больше, то потребуется ремонтный вкладыш.
- После проверки зазоров на всей шейке шатуна необходимо снять шатуны, демонтировать коленвал и отправить его на расточку.Шлифовка осуществляется на специальном станке (centripether), что есть, конечно, далеко не у всех. Поэтому лучше делать это мастером. После расточки нужно выбрать гильзу коленвала, тогда снова поможет микрометр и дальнейшая примерка с замером зазора.
- Когда размер гильз окончательно выбран, коленчатый вал устанавливается в обратном порядке. Его элементы необходимо поставить на посадочные места и затянуть крышки коренных подшипников.
- Далее необходимо решить вопрос, как поставить вкладыши на коленвал, а шатуны установить на место.Для этого их смазывают моторным маслом, крышки у них закручены, поэтому непосредственный монтаж занимает минимум времени, не говоря уже о подготовке. Сборку коленчатого вала важно проводить с теми же муфтой и маховиком, установленными в двигателе перед ремонтом.
Необходимо помнить, что коленчатый вал — одна из самых дорогих деталей в любом автомобиле. К тому же на него приходится самая большая нагрузка. Поэтому необходимо принять все меры, чтобы продлить срок его эксплуатации.В этом вопросе решающую роль играет своевременная расточка коленвала. После этой процедуры вся шейка матки становится идеально гладкой и готовой к дальнейшей работе. Именно этот фактор определяет качество капитального ремонта.
Износ вкладыша приводит к снижению давления масла в системе смазки двигателя. Это мы можем заметить по показаниям прибора для измерения давления масла в двигателе. При износе шатунов или коренных вкладышей их необходимо заменить на новые, так как это может привести к значительному износу вала.
Если колени вала повреждены от износа, то его необходимо снять и втянуть для шлифовки на станке. Наиболее частые причины износа гильз — металлическая стружка, грязь, мусор, обычное старение гильзы, плохая смазка маслом в системе и т. Д.
Вкладыши восстановлению не подлежат, просто меняют на новые. Вы можете заменить вкладыши самостоятельно, если у вас есть опыт ремонта двигателя и необходимый вам инструмент.
Вкладыши подшипники скольжения, их два типа, коренные и шатунные.Они выдерживают большие нагрузки при работе двигателя. Вставки состоят из алюминиевых сплавов с оловом.
Гильза
Стальная основа Придает жесткость вставки и плотную посадку в постели, сохраняет форму при высоких температурах.
Промежуточный слой Он состоит из свинцовой бронзы, предназначен для подложки антифрикционного покрытия, а также служит для предотвращения рабочего покрытия гильзы.
Подслой никеля сверху падает промежуточный слой.Его толщина 1-2 мкм. Подслой никеля выполняет антикоррозионные функции, поэтому футеровка не ржавеет.
Покрытие антифрикционное — Это рабочая поверхность вкладыша, где трение колен вала и вкладышей является трением. Это покрытие имеет низкий коэффициент трения. Изготовлен из свинцового сплава.
Определение износа футеровки
Для определения износа тонкостенных подшипников с латунной пластиной проверьте зазор между вкладышами подшипников и шейками коленчатого вала.С токопроводящего подшипника снимается крышка и очищается от смазки, а латунная пластина надевается на вкладыш.
Затем крышку ставим на место и затягиваем болт до отказа. Болты остальных крышек следует ослабить, спусковой вал поворачивается пусковой рукояткой. При понижении нормального значения вал крутится с трудом или вообще не вращается.
Если вал вращается легко, то вкладыши подвержены. Заменять. После замены вкладышей болты затягиваются динамометрическим ключом.Допустимый зазор между валом и вкладышем обеспечивается подбором вкладыша по размеру шейки. Уменьшают зазор, пролив крышки подшипников или прокладывая прокладки между вкладышами и гнездами.
Также нельзя увеличивать зазоры и встряхиванием вкладышей; Это может привести к обнажению гильзы из стальной ленты и повреждению шейки коленчатого вала. Конусность и овальность шейки коленчатого вала, а также наличие на них риса и кожухов выше допустимого значения устраняются шлифовкой их под ремонтные размеры с установкой вкладышей соответствующих ремонтных размеров.
Признаки износа гильзы
Попадание инородных тел. Инородные тела могут попасть в двигатель в большинстве случаев, когда мы его ремонтируем, и мы не видим, когда вы случайно попадаете в картер двигателя. Обычно попадает в грязь, песок, мусор. Грязь быстро разлетится по двигателю и повредит ему. Частицы песка поцарапают все трущиеся места двигателя, и двигатель может быстро выйти из строя.
Способы устранения.
При попадании грязи на поверхность гильзы образуется царапина, натягивание, необходимо слить масло и заменить.Проверить целостность масляного и воздушного фильтра. Промойте двигатель промывочной жидкостью, чтобы удалить все частицы грязи.
Коррозионное стирание
На обратной поверхности гильзы имеется коррозионное стирание. В этом случае причин может быть несколько.
1 При ремонте двигателя плохо затянуты болты крепления
2 Двигатель часто работал на высоких оборотах
3 Посторонние предметы на поверхности опоры гильзы
4 Установленные вставки не типоразмера
Разнообразны и методы устранения причин проблем
1 Болты Затяните ключ манометра с требуемым усилием
2 Постарайтесь сберечь двигатель и не выживайте последние соки на больших оборотах.
3 Всегда контролировать чистоту сборки вкладышей.
4 Используйте вкладыши подходящего размера.
Усталость металла
Знаков. При усталости металла на гильзе будет отчетливо виден отрыв металлических частиц в середине гильзы, где возникает максимальная нагрузка. При длительной эксплуатации произойдет то же самое.
Причин их несколько.
1 Неравномерная нагрузка на вкладыши при работе двигателя.
2 Вкладыши не соответствуют требованиям производителя (брак).
3 Двигатель Троит, неравномерная работа.
4 Вибрация двигателя.
Метод разработки
1 Проверить визуальное состояние лайнера.
2 Проверить колени вала, снять размеры, заменить вкладыши.
3 Устранить причины неравномерной работы двигателя.
4 Измерить компрессию в цилиндрах двигателя.
СМОТРЕТЬ ВИДЕО
Вкладыши коленвала коренные, а шатун — важнейшие детали Любой двигатель, несмотря на его небольшие размеры. В этой статье, более рассчитанной на новичков, будут подробно описаны эти детали, их установка, зазоры, удары, когда их следует менять и многое другое.
В целом, долговечность подшипников скольжения, называемых вкладышами, как коренными, так и шатунными, очень зависит от состояния и зазоров между вкладышами и деталями с ними, а именно коренной и соединительной шейками коленчатого вала.О правильных (допустимых) рабочих зазорах вкладышей и шейки коленчатого вала мы поговорим чуть позже, а сначала рассмотрим, каковы детали таких деталей, как вкладыши коренные и соединительные катаные и какую роль они играют.
Ни для кого не секрет, что двигатель внутреннего сгорания работает на сжигание топлива в камерах сгорания и расширение горящего газа, который под высоким давлением толкает двигатель, а они, в свою очередь, толкают с большой силой.
Ну а катящие стержни своими нижними отверстиями (нижними головками) выталкивают с огромным усилием коленчатый вал и коленчатый вал, имеющий кривошипную форму и коленчатый вал.В этом случае возвратно-поступательное движение поршней и шатунов во вращательное движение маховика, передающего передачи на колеса ведущего колеса (мотоцикл и т. Д.). Нетрудно догадаться, что при этом между отверстиями в нижних головках шатунов и коленчатых валов возникают огромные нагрузки и трение.
И именно вкладыши коренных и шатунов являются подшипниками шатунов и шатунов скольжения, устанавливаются между отверстиями в головках шатунов и коленчатых валов и должны снижать трение и выдерживать огромные нагрузки между шатуном и шейкой коленчатого вала.
Для уменьшения трения (кроме подачи моторного масла под давлением) вставки современных двигателей имеют антифрикционное покрытие и к тому же изготовлены из пластмассовых сплавов (чаще всего алюминия), чтобы выдерживать большие нагрузки и не разрушаться.
Кроме того, пластик и антифрикционный материал вкладышей не позволяет быстро изнашивать шейки коленчатого вала. Вкладыши постепенно изнашиваются сами по себе, не позволяют быстро шейке коленвала, потому что вкладыши мягче самих поверхностей.Конечно, когда двигатель работает на поверхностях шейки коленчатого вала, он не допускает рассыпания, меток (или схлопывания), создаваемых масляной пленкой, но сам качественный материал гильзы имеет большое значение.
Вкладыши коренные и шатунные.
Вкладыши коренные — место их установки в мотоблоке в специальных местах (станинах), а также места их установки и трения с коренными коленчатыми валами на высокоцилиндровых двигателях имеются в пяти местах (опорах) внизу блока цилиндров.
Коренные вкладыши коленчатого вала, как правило, имеют канавки и отверстия для лучшей подачи смазки (см. Фото) и фактически являются опорами для коленчатого вала при его установке в колодец блока цилиндров и, конечно же, являются опорами и подшипниками коленчатого суппорта. при вращении коленчатого вала в моторном блоке.
И конечно же коренные вкладыши — это подшипники скольжения коренной шейки коленвала. В общем, весь коленчатый вал двигателя изготовлен на коренных вкладышах и важность этих деталей и их технического состояния вполне понятна.
Вкладыши для кормления расположение их расположения понятно из названия и естественно они установлены в нижних головках шатунов, а шатуны в свою очередь крепятся через шатуны на шатунных коленчатых валах.
Вкладыши шатунов, как правило, имеют более простое устройство и являются опорами и подшипниками скольжения для нижних головок шатунов и шатунного коленчатого вала. Через вкладыши шатунов передаются большие нагрузки от шатунов (их нижних головок) на шатун коленчатого вала коленчатого вала.И, естественно, важность этих частей вполне понятна.
Конечно, после определенного пробега двигателя, даже при самом качественном и хорошем системном смазочном материале, как вкопанные, так и вкладыши шатуна, постепенно изнашиваются и их нужно менять (о замене чуть позже). Об износе вкладышей как правило водителя уведомляют о ударах и потере.
Стук шатуна и коренные изношенные вкладыши различаются по звуку, и опытный водитель или механик без труда определит, какой из вкладышей прошился скобами.
Стук коренных вкладышей Обычно металлический, глухой на тон. Легко обнаруживается при работе мотора на холостом ходу с резкой подачей газа (резкое увеличение оборотов коленчатого вала). Причем частота стуков увеличивается при повороте коленвала.
Стук шатунов Резкий стук корня и его также хорошо слышно на холостом ходу двигателя при резкой подаче газа и резком увеличении коленвала. А вкладыши которых рото изношены и стукнуты, легко определить выключением по очереди или (если при отключении какого цилиндра стук исчезнет, значит, в этом цилиндре изношены вкладыши шатуна).
Что касается падения давления масла, то это происходит не только из-за износа гильз, но и по другим причинам, например, из-за или из-за скважины, или из-за износа сопряжения.
Поэтому перед заменой вкладышей необходимо сначала убедиться в том, что следует проверить точную причину падения давления, возможно, перепады давления масла не коренные и шатуны (особенно если они работают без шума и ударов) .
Замена ремонтных гильз коленвала.
Как уже было сказано выше, с увеличением общего пробега двигателя постепенно изнашиваются гильзы, увеличиваются зазоры между ними и коленвалом, появляются шумы (стуки), падает давление масла и заменяет замену изношенных гильз на новые . Помимо вкладышей, постепенно изнашиваются шейки коленчатого вала, при этом требуется шлифовка коленвала и уже ремонт вкладышей, которые имеют толщину 0,25 мм.
Все это (а также обмеры и выбор ремонта гильз, шлифовка шеков и прочие нюансы) я написал в очень подробной статье в статье «Коленчатый вал».Но в этой статье необходимо описать основные важные моменты, касающиеся вкладышей коленчатого вала, как коренных, так и шатунных.
Для начала следует сказать, что ремонтные гильзы для большинства автомобилей и мотоциклов производятся с увеличенной толщиной 0,25 мм (0,25; 0,5; 0,75; 1 мм), что позволяет большинству двигателей произвести четыре ремонта. Однако в некоторых случаях, например, при двигателях, кожухах, глубоких царапинах на коленчатом валу коленчатого вала после английской эксплуатации двигателя, после устранения этих дефектов ползучим шлифованием, иногда приходится перепрыгивать через ремонтный размер.
То есть после более глубокой шлифовки шейки коленвала (чтобы избавиться от дефектов на шейках) необходимо установить ремонтные вкладыши не толще на, 25 мм, а уже 0,5 мм.
Или бывает наоборот, что при небольшом пробеге мотора и профилактическом ремонте двигателя (например замене) кто-то решает заменить обе вкладыши, а при нормальном состоянии шейки коленвала вкладыши не заменяются по ремонту, но только новые типоразмеры.
Все эти нюансы и то, какие вкладыши коленчатого вала устанавливаются, следует определять по замерам шеек Кленваля и замерам рабочего зазора между вкладышами и коленчатыми валами. В общем, рабочий зазор (который имеет определенные допустимые значения, которые следует соблюдать) и является основной отправной точкой при решении, что делать с двигателем (точнее с коленчатым валом и вкладышами) во время ремонта.
Поэтому после разборки двигателя в первых случаях следует осмотреть коленчатые валы и произвести на них замеры, а также замеры рабочего зазора между гильзами и шейками коленчатого вала.Но сначала при осмотре шеи убеждаемся в отсутствии на них царапин, рисков, следов зацепов.
Далее микрометром измерить диаметр шейки в двух диаметрально противоположных плоскостях для выявления овальности шейки и если имеется овальность, превышающая допуск, то необходимо устранить ее шлифовкой шейки (около допуски подстаканника напишу чуть ниже).
Овальность родной шейки коленвала легко определить не только с помощью микрометра, но и с помощью, поместив коленвал в две призмы (см. Фото) и прокручивая его рукой.
В целом две призмы и индикатор часового типа позволяют полностью проверить коленвал на биение, допуски которого показаны на рисунке слева и не должны превышать:
- Корневая шейка и посадочная поверхность коленчатого вала под ведущую шестерню масляного насоса не более 0,03 мм.
- посадочная поверхность на коленчатом валу под маховик не более 0,4 мм.
- посадочная поверхность коленчатого вала под шкивы и поверхность кромок трения не более 0.05 мм.
Все вышеописанные допуски toakazna на рисунке 1.
Даже (как было сказано выше) необходимо микрометром измерить диаметры шейки коленвала, как коренных, так и шатунных. И если при замерах выясняется, что износ шейки более 0,03 мм (стандартный размер Ищите новые шеки в мануале вашего двигателя), а также если на шейке имеются чешуйки, риски, царапины, то шейка должна быть встроен в ближайший ремонтный размер.
Также измерьте микрометр шейки в диаметрально противоположных местах и если при замерах выяснится, что овал шек превышает допуск 0,03 мм, то необходимо избавиться от овальности кокса путем их измельчения до ближайшего ремонтный размер.
Овальность и конусность соединительных коленчатых валов после их шлифовки не должны превышать 0,005 мм. Причем смещение осей соединительных мотков от плоскости, проходящей через оси соединительной и коренной шек, после шлифовки должно быть в пределах ± 0.35 мм. — Помните об этом, забирая коленвал из шлифовального цеха.
Для проверки описанных выше допусков на грамотную шлифовку снова устанавливаем коленвал с крайней родной шейкой на две призмы и выставляем коленвал так, чтобы ось шейки черепа первого цилиндра находилась в горизонтальной плоскости, проходящей через ось коренных шек. После этого индикатор часового типа проверяет смещение в вертикальном направлении шейки шатунов второго, третьего и четвертого цилиндров относительно шейки штока первого цилиндра двигателя.
Основные размеры для шлифовки коленвала ВАЗ 2108-09
После шлифовки шейки коленчатого вала до ближайшего ремонтного размера можно устанавливать новый ремонтный коленвал. Для большинства двигателей изготавливаются стальные алюминиевые тонкостенные гильзы. И как правило, верхние вкладыши (для отечественных переднеприводных вазовских машин) первой, второй, четвертой и пятой опор имеют канавку на внутренней поверхности, а нижние вкладыши канавок нет. А верхняя и нижняя облицовки третьей опоры канавок не имеют.Ну и все вкладыши шатуна (как верхняя, так и нижняя) канавок не имеют.
Следует помнить, что на гильзах коленчатого вала не ведутся подгоночные работы. И если у ваших диетических вкладышей есть петли, риски или отслоение антифрикционного слоя, то, конечно, такие вкладыши следует заменить на новые.
Рабочий зазор между гильзами и коленчатым валом можно проверить путем расчета после защиты микрометрических деталей. Но гораздо проще проверить зазор с помощью специально предназначенной пластиковой калиброванной проволоки (типа лески).
Купив проволоку и сняв крышку подшипников скольжения, перед проверкой тщательно очистите рабочие поверхности вкладышей и шейки коленчатого вала и поместите кусочек проволоки между проверяемым и вкладышем. Далее устанавливаем шатун с крышкой или крышкой родного подшипника скольжения (зависит от того, проверяете ли вы шейку матки) и дальше остается подтянуть гайки или крепление крышек подшипников.
Гайки болтов шатуна затягивать с моментом 51 нм (5.2 кгс м). Ну и болты коренных крышек подшипников надо затягивать с моментом 80,45 м (8,2кгс М). Это данные необходимого момента затяжки для переднеприводных машин ВАЗ, а для двигателей иномарок и других машин следует уточнять данные в инструкции по эксплуатации (своему) двигателю.
После затяжки вышеуказанным моментом крышка снова снимается, раскатывающая проволока накрывается специальной шкалой, показанной на фото 3 слева (шкала прилагается к проволоке), проверяется рабочий зазор между вкладышем и шейка коленчатого вала.
Для большинства двигателей объемом не более 1,5 л номинальный расчетный рабочий зазор должен находиться в диапазоне 0,02–0,07 мм для соединительных мотков и 0,026–0,073 мм для коренных шейек коленчатого вала. Однако эти данные советуем уточнить в мануале конкретного (вашего) двигателя.
Если зазор меньше максимально допустимого 0,1 мм для шатуна и 0,15 мм для коренных шеек, то можно использовать эти вставки снова. Если рабочий зазор измеряется с помощью проволоки больше предельно допустимой, то на эти вставки можно устанавливать стандартные новые вставки.Однако, если зазор более предельно допустимый, советую измерить шею шеи, возможно, пора их стачивать. В общем, шейку матки в первую очередь следует проверять на износ и овальность.
Если изношены шейки коленчатого вала (допуски были описаны выше), то их следует обточить до ближайшего ремонтного размера и установить вкладыши соответствующим образом, новый ремонт, увеличенной толщины.
Конечно, перед снятием шатунов и крышек (как шатунных, так и коренных) вы отметили, где какая деталь стояла и теперь осталось установить все детали на свои места, но уже с новыми вкладышами (старые изношенные вкладыши конечно пунктирный).
Следует помнить, что шатуны на автозаводах обрабатываются вместе с глухой кввшкой и поэтому нельзя менять крышку и места соединения, а также не рекомендуется менять коренные крышки подшипников (они также обрабатываются вместе с блоком). Поэтому перед разборкой маркируем все детали маркером или адом и при сборке устанавливаем строго на место.
Вкладыш коленвала — места установки замка
Также стоит отметить, что в местах для сидения есть углубления — так называемые замки (на фото слева они обозначены желтыми стрелками).Эти выемки служат для закладывания замков-вставок и позволяют не ошибиться при сборке, а также не допускают шлифования вкладышей.
При установке все шейки коленвала и новые гильзы смажьте новым моторным маслом и установите на свои места. Что ж, останется затянуть все крышки подшипников с нужным моментом, используя и можно будет установить другие детали двигателя (про разборку и сборку двигателя я уже писал, например).
Ну а замену вкладышей наглядно можно посмотреть на видео ниже, на примере автомобиля Ford Transit.
Надеюсь, эта статья о вкладышах коленвала будет полезна начинающим водителям и ремонтникам, а если кому-то непонятно, задавайте вопросы в комментариях, удачи всем.
Серия 50 — Расточка гильзы блока цилиндров
Дополнительная информация
МАГАЗИНЫ
Заводские примечания содержат информацию о проверке зазоров подшипников, процедурах восстановления коленчатого вала и глоссарий.
Расточка гильзы блока цилиндров
Дополнительная информация будет печататься по мере ее разработки.
Проверка зазора подшипника
Полоса из мягкого пластика, зажатая между шейкой коленчатого вала и шатунным подшипником или коренным подшипником, может использоваться для измерения зазоров подшипников.
Полоса представляет собой специально отформованную пластиковую «проволоку, производимую на рынке и доступную в трех размерах и цветах. Тип PG-1 (зеленый) имеет диапазон зазоров 0,0254-0,0762 мм (0,001-0,003 дюйма). Тип PR-1 ( красный) имеет диапазон 0,0508-0,1524 мм (0,002-0,006 дюйма). Тип PB-1 (синий) имеет диапазон 0.1016-0,2286 мм (0,004-0,009 дюйма)
Пластиковая полоса может использоваться для проверки зазоров подшипников следующим образом:
- Снимите крышку подшипника и вытрите масло с вкладыша подшипника и проверяемой шейки коленчатого вала.
Примечание: Проверьте зазоры коренных подшипников, когда вес коленчатого вала поддерживается домкратом под противовесом, примыкающим к проверяемому подшипнику. Если двигатель расположен так, что крышки коренных подшипников поддерживают коленчатый вал и маховик, это может привести к ошибочным показаниям.
- Поместите кусок пластиковой ленты на всю ширину вкладыша подшипника, примерно на 1/4 дюйма от центра. См. Рисунок
«Использование пластиковой ленты для измерения зазора между подшипником и коленчатым валом»
.
Рис. 1. Использование пластиковой ленты для измерения зазора между подшипником и коленчатым валом
- Установить крышку подшипника. Затяните болты с моментом 470–530 Н · м (347–391 фунт · фут).
- Снимите крышку подшипника. Сплющенная пластиковая полоса будет прилипать либо к вкладышу подшипника, либо к коленчатому валу.
- Сравните ширину сплющенной пластиковой полосы в самом широком месте с градуировкой на конверте. См. Рисунок
«Использование пластиковой ленты для измерения зазора между подшипником и коленчатым валом»
. Значение в градуировке на конверте указывает зазор подшипника в тысячах дюймов. Чтобы получить метрические характеристики:
- Умножьте полученное значение (в тысячных долях) на 25,4. Конусность может указываться, когда один конец плоской пластиковой полосы шире другого.
- Измерьте каждый конец пластиковой полоски. Разница между двумя показаниями — это приблизительная величина конуса.
РЕМОНТ КОЛЕНВАЛА
В этом разделе описаны процедуры, используемые для восстановления коленчатых валов.
Шлифовка коленчатого вала
В дополнение к коренным и шатунным подшипникам стандартного размера, 0,25 мм, 0,50 мм и 0,75 мм (прибл. 0,010 дюйма, 0,020 дюйма и 0,030 дюйма), подшипники меньшего размера, указанные в таблице «Технические характеристики шейки коленчатого вала» доступны.
Коленчатые валы с неровностями поверхности можно переточить для использования этих подшипников. Перечислено в таблице «Технические характеристики шейки коленчатого вала» , являются указаниями по определению пригодности коленчатого вала для переточки:
| Размер подшипника | Диаметр шейки шатуна | Диаметр шейки коренного подшипника |
Стандартный | 85.000-84,975 мм (3,346-3,345 дюйма) | 125,000-124,975 мм (4,921-4,920 дюйма) |
0,250 мм (0,010 дюйма) Меньший размер | 84,750-84,775 мм (3,336-3,337 дюйма) * | 124,750–124,725 мм (4,911–4,910 дюйма) * |
Низкий размер 0,500 мм (0,020 дюйма) | 84,500-84,475 мм (3,327-3,326 дюйма) * | 124,500-124,475 мм (4.902-4,901 дюйма) * |
0,750 мм (0,030 дюйма) Меньший размер | 84,250-84,225 мм (3,317-3,316 дюйма) * | 124,250–124,225 мм (4,892–4,891 дюйма) * |
Таблица 1. Технические характеристики шейки коленчатого вала
Примечание: * Размер переточенного коленчатого вала.
Инспекция
Выполните следующие шаги для проверки деталей:
- Определите, относится ли коленчатый вал к моделям двигателей серии 50, как указано в таблице.
«История номеров деталей коленчатого вала»
.
Модель
Номер детали ковки
год выпуска
Обработка филе
8,5 л
23511363
1993
Индукционная закалка
8,5 л
23515595
1994
Индукционная закалка
Таблица 2.История номеров деталей коленчатого вала
- Проверить шатун и шейки коренных подшипников на предмет обесцвечивания из-за чрезмерного перегрева из-за отказа подшипника.
Примечание: Коленчатые валы с обесцвечиванием не подлежат доработке.
- Проверьте состояние шпоночной канавки с помощью измерителей ширины и микрометров. Сравните со спецификациями. См. Рисунок
«Стандартные размеры шпоночной канавки коленчатого вала»
.
Рис. 2. Размеры стандартной шпоночной канавки коленчатого вала
- Осмотрите отверстия под болты фланца визуально и определите, можно ли произвести необходимый ремонт путем нарезания резьбы или установки спиральной катушки (катушек).
- Независимо от степени износа области уплотнения необходимо установить новую втулку и уплотнение. См. Рисунок
«Стандартные размеры коленчатого вала»
.
1. 80,19-80,22 мм (3,157-3,158 дюйма)
5. 49,45-49,55 мм (1,947-1,950 дюйма)
2. 131,72–131,78 мм (5,186–5,188 дюйма)
6. 131,72–131,78 мм (5,186–5,188 дюйма)
3. 55.77-55,87 мм (2,196-2,200 дюйма)
7. 49,35-49,65 мм (1,943-1,955 дюйма)
4. 84,975-85,00 мм (3,345-3,346 дюйма)
8. Диаметр контактной поверхности синхронизирующей шестерни коленчатого вала
Рисунок 3. Стандартные размеры коленчатого вала
- Считайте и запишите все измерения общего индикатора «подшипника» (TIR) с коленчатым валом, установленным в клиновидных блоках.Перечислено в таблице
«Характеристики показаний индикатора общего количества пеленгов (TIR)»
ограничения МДП.
Примечание: допуски по биению указаны в таблице. «Характеристики показаний индикатора общего количества пеленгов (TIR)» даны в качестве руководства при переточке коленчатого вала. Когда биение соседних цапф находится в противоположном направлении, сумма не должна превышать 0,075 мм (0,003 дюйма) общего показания индикатора. Если биение на соседних шейках в одном направлении, разница не должна превышать 0,075 мм (0,003 дюйма).) общее показание индикатора.
журналов, поддерживаемых на
журналов измерено
Максимальное биение (общее показание индикатора)
№ 1 и № 5
№ 2 и № 4
0,050 мм (0,002 дюйма)
№ 1 и № 5
№3
0,075 мм (0,003 дюйма)
Таблица 4. Характеристики показаний общего индикатора подшипников (TIR)
- Независимо от того, является ли биение на соседних цапфах в одном или противоположных направлениях, сумма не должна превышать 0,075 мм (0,003 дюйма) ПДП.
- Когда высокие точки биения соседних цапф расположены под прямым углом друг к другу, сумма не должна превышать 0,10 мм (0,004 дюйма) ПДП или 0,05 мм (0,002 дюйма) на каждой шейке.
- В случае заклинивания подшипника необходимо снять накладку подшипника.Проверьте ширину цапф, чтобы определить, можно ли переточить боковины. См. Рисунок «Стандартные размеры коленчатого вала» .
- Осмотрите коленчатый вал целиком на предмет серьезных отклонений от нормального износа, трещин, зазубрин и других повреждений.
- Если коленчатый вал был заточен на меньший размер перед нынешним приемным осмотром, проверьте галтели, осевое усилие и всю ширину, чтобы определить, осталось ли достаточно припуска для переточки. Перечислено в таблице
«Характеристики коленчатого вала»
технические характеристики коленчатого вала.
Характеристики коленчатого вала
Минимум
Максимум
Допуск
Диаметр шейки коренного подшипника
124,975 мм (4,920 дюйма)
125000 мм (4,921 дюйма)
0,025 мм (0,001 дюйма)
Диаметр шейки подшипника шатуна
84.975 мм (3,345 дюйма)
85000 мм (3,346 дюйма)
0,025 мм (0,001 дюйма)
Цепной подшипник вне круглого сечения
–
0,012 мм (0,0005 дюйма)
0,012 мм (0,0005 дюйма)
Шатунный подшипник с цилиндрической шейкой
–
0,008 мм (0.0003 дюйма)
0,008 мм (0,0003 дюйма)
Конус шарнира * — Главный подшипник
–
0,012 мм (0,0005 дюйма)
0,012 мм (0,005 дюйма)
Конус шатуна * — Соединительный стержень — Полная длина
–
0,008 мм (0,0003 дюйма)
0,008 мм (0,0003 дюйма.)
Конус шатуна * Шатун половинной длины
–
0,004 мм (0,00016 дюйма)
0,004 мм (0,00016 дюйма)
Биение посадки зубчатой передачи МДП (общее показание)
–
0,038 мм (0,0015 дюйма)
0,038 мм (0,0015 дюйма)
Центровка шейки — основной и шатунный — по длине пальца
–
0.012 мм (0,0005 дюйма)
0,012 мм (0,0005 дюйма)
Наклон осевого профиля — полная длина
–
0,008 мм (0,0003 дюйма)
0,008 мм (0,0003 дюйма)
Наклон осевого профиля — магистраль на 5,0 мм (0,197 дюйма) длины
–
0,006 мм (0,00024 дюйма)
0.006 мм (0,00024 дюйма)
Шатунные шатуны с осевым профилем, наклонные, на всю длину
–
0,006 мм (0,00024 дюйма)
–
Наклон осевого профиля — Цапфы шатуна — на 50 мм (0,197 дюйма) длины
–
0,003 мм (0,0001 дюйма)
–
Радиус главного скругления
3.5 мм (0,1378 дюйма)
4,0 мм (0,1574 дюйма)
–
Радиус скругления шатуна (23511363)
5,5 мм (0,2165 дюйма)
6,0 мм (0,2362 дюйма)
–
Радиус скругления шатуна (23515595)
3,5 мм (0,130 дюйма)
4,0 мм (0,150 дюйма.)
–
Шероховатость поверхности — Цапфы главной и шатуна
–
0,3 мкм 12AA
0,3 мкм 12 AA
Обработка поверхности — упорная стенка
–
0,4 мкм 16AA
0,4 мкм 16AA
Обработка поверхности — зона масляного уплотнения
0.25 мкм 10AA
0,63 мкм 20AA
0,25 мкм 10AA
Журнал твердости (по Роквеллу «C»)
47 RC
55 RC
8 RC
Динамическая балансировка коленчатого вала (унция-дюйм)
–
1,5
1,5
Центровка шейки шатуна и коренной шейки по длине пальца
–
0.012 мм (0,0005 дюйма)
–
Выпуклая стыковая поверхность коленчатого вала Выпуклая
–
0,013 мм (0,0005 дюйма)
0,043 мм (0,0017 дюйма)
Выпуклый стык коленчатого вала с вогнутой поверхностью
0,03 мм (0,0011 дюйма)
0,043 мм (0,0017 дюйма)
Таблица 5.Характеристики коленчатого вала
Примечание: * Измерено по радиусу
- Журнал O.D. оценки должны быть:
- По окружности, а не по оси.
- Максимальная ширина 0,254 мм (0,010 дюйма).
- Не менее 3,175 мм (0,125 дюйма) от точки касания скругления.
- Гладкий металл без гордости.
- Максимум одна отметка в журнале.
- Не допускается использование углублений на цапфе для удаления дефектов.
- Зазубрины, вмятины или ямки в журнале О.D. должен иметь максимальный диаметр 3,175 мм (0,125 дюйма), без выступов, максимум (3) на цапфу.
- Штифты и шейки подшипников, которые обесцвечиваются из-за чрезмерного перегрева из-за выхода из строя подшипника, не подлежат доработке.
- Если требуется шлифовка одной или нескольких шеек коренной шейки или шатуна, отшлифуйте все шатунные шейки или все шейки шатуна до одинакового необходимого размера.
- Проверьте твердость всех цапф. Коленчатые валы должны быть 47-55 Rc.
- Очистите коленчатый вал следующим образом:
- Очистите все масляные каналы щеткой. Рекомендуется измерение мощности.
- Удалите всю медь, латунь, свинец и т. Д. С поверхностей шейки. Очистите коленчатый вал в ванне с моющим средством.
- Сильно заржавевшие валы можно пропитать средством для удаления горячей ржавчины.
- Протрите все полотна и противовес металлической щеткой, чтобы удалить все почерневшие остатки. Используйте промышленное моющее средство в правильном соотношении или обычный горячий обезжириватель.
УВЕДОМЛЕНИЕ:
Трещина в любой важной области коленчатого вала не подлежит ремонту или удалению. Вот почему магнитопорошковый контроль всего коленчатого вала перед переточкой является обязательным. Трещины на коленчатых валах НЕОБХОДИМО УБИРАТЬ.
- После визуального осмотра необходимо проверить коленчатый вал с помощью магнитного поля одним из двух следующих методов:
- Метод магнитных частиц: см. «1.7.2.6 Метод магнитных частиц » .
- Метод флуоресцентных магнитных частиц: см. «1.7.2.7 Метод флуоресцентных магнитных частиц» .
ОБРАБОТКА
Операции по обработке охватывают следующие темы:
- Цапфы главной и шатуна
- Шлифовальные шатуны (штифты) шатуна
- Шлифовальные цапфы коренных подшипников
Цапфы главной и шатуна
Для обработки шейки коренной и шатунной шейки выполните следующие действия:
- Шлифовку шатуна и шейки коренных подшипников следует производить при вращении коленчатого вала, противоположном фактическому вращению двигателя.См. Рисунок
«Вращение при шлифовании коленчатого вала»
.
Примечание: Шлифование коленчатого вала и коренной шейки должно производиться при вращении коленчатого вала, противоположном фактическому вращению двигателя. При полировке следует производить вращение коленчатого вала в том же направлении, что и двигатель.
Рис. 4. Вращение при шлифовании коленчатого вала
- Шлифование коленвала следует производить, вращая коленчатый вал в том же направлении, что и двигатель.
- Все галтели шейки шатуна должны иметь радиус 5,75 мм (0,226 дюйма) для кривошипа 23511363 и 3,75 мм (0,148 дюйма) для кривошипа 23515595 между щекой кривошипа и шейкой.
- Все галтели главной шейки должны иметь радиус 3,75 мм (0,148 дюйма) между щекой кривошипа и шейкой.
- На журнале не должно быть острых следов заточки. Филе должно плавно переходить в цапфу и щеку кривошипа и не иметь царапин.
- Радиус можно проверить с помощью калибровочного калибра.См. Рисунок
«Филе шейки коленчатого вала»
.
Рисунок 5. Филе шейки коленчатого вала
- Выступ и вибрация: Количество выступов по окружности шейки, умноженное на среднюю высоту выступа от пика до впадины в микрометрах, не должно превышать 42 мкм. Экскурсии от пика к долине, превышающие 1,0 микрометра, должны считаться лопастными или дребезжащими.
- Экскурсии можно измерить по круговой диаграмме окружного профиля.
Шлифовка шейки шатуна (штифтов)
Выполните следующие операции для шлифовки шейки шатуна:
- Отшлифовать штифт О.D. поверхность до указанного меньшего размера. Условиями меньшего размера являются 0,250 мм, 0,500 мм или 0,750 мм (приблизительно 0,010 дюйма, 0,020 дюйма или 0,030 дюйма) меньшего размера.
- ВСЕ шейки шатуна должны быть заземлены до одинакового размера.
- Конус шейки по радиусу не должен превышать 0,008 мм (0,0003 дюйма) в целом или 0,004 мм (0,00016 дюйма) по полудлине.
Примечание: Избегайте локального нагрева, который часто приводит к образованию трещин при шлифовании. При шлифовании обильно охладите коленчатый вал охлаждающей жидкостью.Не вдавливайте шлифовальный круг в работу.
- Отшлифовать боковины достаточно широко, чтобы очистить основную лицевую поверхность, но не превышать допустимую ширину штифта. См. Рисунок «Стандартные размеры коленчатого вала» .
- Если есть глубокие разрывы, выбоины или зазубрины, которые не переходят в галтели, сгладьте края наждачной бумагой с зернистостью 120.
Шлифовальные цапфы коренных подшипников
Выполните следующие операции для шлифования шейки коренных подшипников:
- Отшлифовать коренной подшипник О.D. поверхность до указанного меньшего размера. Условия меньшего размера: 0,250, 0,500 или 0,750 мм (приблизительно 0,010, 0,020 или 0,030 дюйма) меньшего размера.
Примечание: Избегайте локального нагрева, который часто приводит к образованию трещин при шлифовании. При шлифовании обильно охладите коленчатый вал охлаждающей жидкостью. Не вдавливайте шлифовальный круг в работу.
- ВСЕ шейки коренных подшипников должны быть отшлифованы до одинакового размера.
- Конус шейки на радиальной основе не должен превышать 0,012 (0,0005 дюйма.) или более 0,006 мм (0,00024 дюйма) на полудлине.
Прочие операции по механической обработке:
Выполните следующие шаги для других операций обработки:
- Осмотрите упорную стенку (главный подшипник № 4):
- Если на поверхности упорной стенки имеются царапины, царапины или бороздки, упорная стенка должна иметь «неровную поверхность».
- Максимальное биение упорной стенки составляет 0,038 мм (0,0015 дюйма) TIR.
- Если износ составляет 0,0508 мм (0,002 дюйма) или более, переточите его, чтобы восстановить плоскостность упорной стенки.См. Рисунок «Размеры упорной стенки главного коромысла № 4» .
- Упорная стенка увеличенного размера должна быть «неровной» кратной 0,127 мм (0,005 дюйма), причем с каждой стороны должно быть удалено не более 0,250 мм (0,010 дюйма). Рекордный размер для установок.
Рис. 6. Размеры упорной стенки главной опоры № 4
Примечание: Избегайте локального нагрева, который часто приводит к образованию трещин при шлифовании. При шлифовании обильно охладите коленчатый вал охлаждающей жидкостью.Не вдавливайте шлифовальный круг в работу.
- Снимите фаску со всех отверстий для масла, чтобы удалить заусенцы до предела, указанного на рисунках. См. Рисунок
«Характеристики масляных отверстий — шейки шатуна — коленчатый вал (ход 160 мм)»
. См. Рисунок
«Пределы фаски масляного отверстия шейки шатуна»
. См. Рисунок
«Пределы фаски масляного отверстия основной цапфы»
.
Рис. 7. Технические характеристики масляных отверстий — шейки шатуна — коленчатый вал (ход 160 мм)
Рисунок 8.Пределы фаски масляного отверстия шейки шатуна
Рис. 9. Пределы фаски масляного отверстия главной цапфы
- Отремонтируйте контактные поверхности маховика и шкива коленчатого вала, чтобы очистить поверхность от любых вмятин, выбоин или выступов металла. Поверхность коленчатого вала должна быть выпуклой от 0,013 мм (0,0005 дюйма) до 0,030 мм (0,001 дюйма) вогнутой.
Контроль после шлифования
Выполните следующие действия после шлифования:
- Осмотрите коленчатый вал методом магнитных частиц после завершения шлифования, чтобы определить, не появились ли в процессе шлифования трещины.
- Заново закрутите и проверьте все внутренние резьбы с помощью пробок для определения приемлемости. При необходимости, отверстия для болтов шкива спиральной катушки и фланца маховика со следующими ограничениями: Heli-coil 2 отверстия макс. на конец коленчатого вала (передний или задний). Спираль из двух соседних отверстий сзади (передний конец) не допускается.
- Размагнитить коленчатый вал.
- Тщательно очистите коленчатый вал и масляные каналы чистым мазутом.
ТРАВМА ГЛАЗА
Во избежание травм от разлетающихся обломков при использовании сжатого воздуха используйте соответствующие средства защиты глаз (защитную маску или защитные очки) и не превышайте давление воздуха 276 кПа (40 фунтов на кв. Дюйм).
- Просушите коленчатый вал сжатым воздухом.
ГЛОССАРИЙ
Следующие термины в глоссарии относятся к двигателям Series 50.
Глоссарий
AA — СРЕДНЕЕ АРИФМЕТИЧЕСКОЕ: Средняя общая сумма высот и глубин гребней и впадин выше и ниже средней опорной линии. Пределы для поверхностей шейки — 0,3 мкН (12 AA).
ОСЕВОЙ ПРОФИЛЬ: Отклонение поверхности цапфы от опорной линии.Общее изменение от пика до впадины по всей длине журнала.
ОСЕВОЙ ПРОФИЛЬ НАКЛОН: Допустимая величина отклонения от средней базовой линии шейки на определенном расстоянии (например: отклонение 0,0025 мм [0,0001 дюйма] / максимум 2,54 мм [0,100 дюйма] длины). В этой спецификации указано, что любое отклонение, превышающее 0,0025 мм (0,0001 дюйма) на длине 2,54 мм (0,100 дюйма), недопустимо.
ГОУЛД 1200: Система измерения текстуры поверхности Surfanalyzer 1200 используется для определения параметров поверхности, таких как профиль, округлость и волнистость.Алмазная игла с радиусом 0,0025-0,013 мм (0,0001-0,0005 дюйма) перемещается с постоянной скоростью по поверхности. Вертикальные смещения этого щупа преобразуются в сигнал напряжения через линейный регулируемый дифференциальный трансформатор.
ПРОМЫВКА МАСЛЯНОЙ ОТВЕРСТИЯ: Локализованное удаление материала ниже базовой поверхности идеализированной круглой и прямой шейки на задней кромке масляного отверстия. Это состояние является результатом чрезмерной полировки мягким черным аппаратом (ореховый крекер, soft show, сыромятная кожа) с притирочной бумагой или тканью в попытке улучшить качество поверхности.
Впадина (размыв), выходящая за пределы эллипса слива масляных отверстий, значительно снижает эффективную площадь подшипника. Этот вид полировки не рекомендуется.
PIN и CRANKPIN: Цилиндрическая деталь, к которой крепится шатун.
РАДИАЛЬНАЯ ЧАТА: Этот термин относится к неровностям поверхности, которые имеют большую величину или расстояние, чем те, которые обозначены термином шероховатость. Дребезжание может быть результатом вибрации или отклонения режущего инструмента, какой-либо части станка или самой работы.
ТАБЛИЦА ЗАГЛУШКИ ДВИГАТЕЛЯ И КРЕПЛЕНИЯ
Следующие рисунки, см. Рис. «Вид справа» , см. рисунок «Вид слева» , см. рисунок «Палуба головки цилиндров» , см. рисунок «Передний план» , см. рисунок «Крышка коренного подшипника № 4» , см. рисунок «Вид сзади» , см. рисунок «Таблица штифтов головки цилиндров» , и см. рис. «Таблица чашек головки цилиндров, заглушек и дюбелей» , поддерживает конфигурации заглушек и дюбелей для двигателей Series 50.
1.8 | 5 Дюбель (круглый) | 5. 8 |
2. 8
6. 8
4 Трубная заглушка 3/8 дюйма (2 места). Затяните с усилием 24-31 Н · м (18-23 фунт · фут).3. 8
0 Сливной кран
7. 5139991 Заглушка крышки (3 места)
4. 8
2 Дюбель (ромб) (2 места)
8.82 Дюбель (круглый)
Рис. 10. Вид справа
1. 8 2 Дюбель (ромб) (2 места) | 5. 8 |
2. 8
6 Трубная заглушка 3/8 дюйма (2 места). Затяните с усилием 24-31 Н · м (18-23 фунт · фут).6. 83 Дюбель (ромб)
3.8
6 Трубная заглушка 1/2 дюйма (1 место) затягивает до 31-39 Н · м (23-29 фунт · фут).7. 8
4. 8
8. 8
* Требуется только для опрессовки.
Рисунок 11.Вид слева
1. 8 |
3. 5151272 Заглушка *
2. 82 Дюбель (круглый)
* Устанавливайте заподлицо на глубину 1,0 мм (0,040 дюйма) от поверхности.
Рисунок 12.Палуба головки цилиндров
1. 8 2 Дюбель (ромб) | 2. 5139988 Заглушка чашки |
Рис. 13. Вид спереди
Рис. 14. Крышка коренного подшипника № 4
1. 8 2 Дюбель (ромб) | 3. 8 | 5 Дюбель (круглый) |
2.5139988 Заглушка чашки (2 места) |
Рис. 15. Вид сзади
1. 5138638 Дюбель (полый) (5 мест). Установите на высоту 5,0 ± 0,5 мм (0,199 ± 0,010 дюйма). Крышка подшипника. | 2. 5143033 Дюбель (Бриллиант) (3 места). Установите на высоту 6,1 мм ± 0,5 мм (0,240 дюйма ± 0,010 дюйма). |
Рисунок 16.Таблица штифтов головки цилиндров
1. 5109157 Заглушка чашки (6 мест) | 5. 8 | 91 Пробка предохранителя. Затяните с усилием 19-24 Н · м (14-18 фунт · фут). |
2. 5139991 Заглушка чашки (2 места). | 6. 23511573 Трубная заглушка 3/4 дюйма (2 места). Затяните с усилием 45-56 Н · м (33-41 фунт · фут). | |
3. 23513197 Заглушка для трубы с квадратной головкой. Спереди и сзади. | 7.23511574 Заглушка трубы 1 дюйм (1 место). Затяните с усилием 19-24 Н · м (14-18 фунт · фут). | |
4. 23511572 Заглушка 1/2 дюйма (2 места). Затяните с усилием 31-39 Н · м (23-29 фунт · фут). |
Рис. 17. Таблица чашек головки цилиндров, заглушек и дюбелей
ТЕХНИЧЕСКИЕ ХАРАКТЕРИСТИКИ
Технические характеристики, зазоры и пределы износа перечислены ниже. Следует особо отметить, что зазоры применяются только тогда, когда все новые детали используются в той точке, где применяются различные спецификации.Это также относится к ссылкам в тексте руководства. В столбце «Пределы» в следующих таблицах указывается степень износа или увеличения зазора, которые допускаются для бывших в употреблении деталей двигателя и при этом обеспечивают удовлетворительную работу. Следует подчеркнуть, что значения, указанные как «Пределы», должны оцениваться персоналом, ответственным за установку новых деталей. Эти пределы износа, как правило, указаны только для деталей, которые чаще всего заменяются при капитальном ремонте двигателя.Для получения дополнительной информации обратитесь к тексту.
Таблица спецификаций, новых зазоров и пределов износа
Эти ограничения также применяются к деталям большего и меньшего размера.
Обратитесь к следующим таблицам, чтобы получить технические характеристики, новые зазоры и пределы износа для двигателей Series 50:
- Блок цилиндров указан в таблице «Цилиндрический блок» .
- Гильза цилиндра указана в таблице. «Втулка цилиндра» .
- Поршень с крестообразным шлицем и поршневые кольца перечислены в таблице. «Поршень с крестообразным шлицем и поршневые кольца» .
- Поршневой палец указан в таблице. «Поршневой палец» .
- Коленчатый вал указан в таблице. «Коленчатый вал» .
- Подшипник шатуна указан в таблице. «Подшипник шатуна» .
- Коренной подшипник указан в таблице. «Основной подшипник» . Распределительный вал
- указан в таблице. «Распредвал» .
- Подшипник распределительного вала указан в таблице. «Подшипник распредвала» .
- Шестерня привода распределительного вала указана в таблице. «Шестерня привода распределительного вала» .
- Холостая шестерня указана в таблице. «Промежуточная шестерня» .
- Распределительная шестерня коленчатого вала указана в таблице. «Зубчатая передача коленчатого вала» .
- Шестерня Bull указана в таблице. «Бычья шестерня» .
- Головка блока цилиндров указана в таблице. «Крышка цилиндра» .
- Вкладыш седла впускного клапана указан в таблице. «Вставки седла впускного клапана» .
- Вкладыш седла выпускного клапана указан в таблице. «Вкладыши седла выпускного клапана» .
- Впускные клапаны перечислены в таблице. «Впускные клапаны» .
- Выпускные клапаны перечислены в таблице. «Выхлопные клапаны» .
- Направляющие клапана перечислены в таблице. «Направляющие клапана» .
- Коромысла и вал указаны в таблице. «Коромысла и валы » .
- Опорный ролик кулачка указан в таблице. «Ролик с кулачком» . Технические характеристики дизельного двигателя
- серии 50, зазора клапанов, тормоза Jake и фаз газораспределения приведены в таблице. «Характеристики зазора клапана дизельного двигателя, зазора тормозного механизма Jake и фаз газораспределения» серии 50 » . Технические характеристики газораспределительного механизма
- Series 50, зазора клапанов и фаз газораспределения приведены в таблице. «Технические характеристики зазора газового клапана и распределительного вала серии 50» .
Деталь двигателя (стандартный размер, новый) | Минимум | Максимум | Пределы |
Блок цилиндров | – | – | – |
Блок расточки: Диаметр-15.0 мм (0,60 дюйма) от верха блока | 149,050 мм (5,868 дюйма) | 149,120 мм (5,871 дюйма) | 0,070 мм (0,003 дюйма) |
Диаметр — 235,0 мм (9,25 дюйма) от верха блока | 146,050 мм (5,750 дюйма) | 146,120 мм (5,753 дюйма) | 0,070 мм (0,003 дюйма) |
Диаметр- 270.0 мм (10,63 дюйма) от верха блока | 146,050 мм (5,750 дюйма) | 146,120 мм (5,753 дюйма) | 0,070 мм (0,003 дюйма) |
Вне раунда | – | – | 0,0254 мм (0,001 дюйма) |
Конус (нижнее отверстие) | – | – | 0.0254 мм (0,001 дюйма) |
Цековка гильзы цилиндра: | – | – | – |
Диаметр | 157,15 мм (6,187 дюйма) | 157,25 мм (6,191 дюйма) | – |
Глубина * | 8,9246 мм (0,3514 дюйма) | 8.9746 мм (0,3533 дюйма) | – |
Диаметр коренного подшипника: | – | – | – |
Внутренний диаметр (вертикальная ось) | 133,00 мм (5,236 дюйма) | 133,025 мм (5,237 дюйма) | – |
Верхняя поверхность блока: | – | – | – |
Центр отверстия коренного подшипника до верхней части блока | 436.50 мм (17,1850 дюйма) | 436,62 мм (17,1897 дюйма) | – |
Плоскостность (поперечная) | – | – | 0,076 мм (0,003 дюйма) |
Плоскостность (продольная) | – | – | 0,120 мм (0,005 дюйма) |
Таблица 15.Блок цилиндров
Примечание. * Глубина дна цековки не должна изменяться более чем на 0,04 мм (0,0015 дюйма). Глубина двух соседних зенковок не может отличаться более чем на 0,025 мм (0,001 дюйма) при измерении в продольном направлении.
Деталь двигателя (стандартный размер, новый) | Минимум | Максимум | Пределы |
Внешний диаметр (под фланцем) | 148.95 мм (5,864 дюйма) | 149,00 мм (5,866 дюйма) | – |
Внешний диаметр (ниже канавки щелевого уплотнения) | 145,985 мм (5,747 дюйма) | 146,035 мм (5,749 дюйма) | – |
Внешний диаметр (между кольцевыми канавками «D») | 145,985 мм (5,747 дюйма) | 146.035 мм (5,749 дюйма) | – |
Толщина фланца | 8,960 мм (0,3527 дюйма) | 9,00 мм (0,3543 дюйма) | – |
Внутренний диаметр | 130,00 мм (5,118 дюйма) | 130,05 мм (5,120 дюйма) | – |
внекруглый (внутренний диаметр) | – | – | 0.025 мм (0,001 дюйма) |
Конус | – | – | 0,025 мм (0,001 дюйма) |
Высота фланца НАД Блоком | -0,0127 мм (-0,0005 дюйма) | 0,0762 мм (0,003 дюйма) | – |
Разница в высоте между соседними вкладышами | – | – | 0.05 мм (0,002 дюйма) |
Таблица 16. Гильза цилиндра
Деталь двигателя (стандартный размер, новый) | Минимум | Максимум | Пределы |
Вверху (над ударным кольцом) | 128,64 мм (5,064 дюйма) | 128,84 мм (5,072 дюйма.) | – |
Под (2-м) компрессионным кольцом | 129,775 мм (5,1093 дюйма) | 129,825 мм (5,112 дюйма) | – |
Компрессионные кольца | – | – | – |
Зазор (хромовое огнеупорное кольцо 2,5 мм) | 0.40 мм (0,016 дюйма) | 0,87 мм (0,034 дюйма) | – |
Зазор (плазменное кольцо пламени 3,5 мм) (экспортные двигатели с высоким содержанием серы) | 0,51 мм (0,020 дюйма) | 0,87 мм (0,034 дюйма) | – |
Зазор (компрессионное кольцо № 2) | 0,80 мм (0,031 дюйма) | 1.31 мм (0,051 дюйма) | – |
Расстояние между кольцом и канавкой: | – | – | – |
Верх (огненное кольцо с краеугольным камнем) | необходимо проверить с помощью датчика положения поршневых колец J 35884-A. | – | – |
№ 2 (компрессионное кольцо трапецеидального искажения) | необходимо проверить с помощью датчика Land Gage J 38689-A для поршневых колец. | – | – |
Кольца контроля масла | – | – | – |
Разрыв | 0.40 мм (0,016 дюйма) | 0,81 мм (0,032 дюйма) | – |
Клиренс | 0,03 мм (0,001 дюйма) | 0,11 мм (0,004 дюйма) | – |
Отверстие поршневого пальца в куполе (втулка из 3 частей) | 51000 мм (2,0078 дюйма) | 51,025 мм (2,0088 дюйма) | – |
Зазор между юбкой поршня и гильзой (упорные поверхности) | 0.047 мм (0,0020 дюйма) | 0,184 мм (0,0072 дюйма) | – |
– | – | – | – |
Таблица 17. Поршень с крестообразным шлицем и поршневые кольца
Деталь двигателя (стандартный размер, новый) | Минимум | Максимум | Пределы |
Диаметр поршневого пальца | 44.99 мм (1,7712 дюйма) | 45,00 мм (1,7716 дюйма) | 44,96 мм (1,770 дюйма) |
Таблица 18. Поршневой палец
Деталь двигателя (стандартный размер, новый) | Минимум | Максимум | Пределы |
Диаметр шейки (коренной подшипник) | 124.975 мм (4,920 дюйма) | 125000 мм (4,921 дюйма) | – |
Диаметр шейки (шатунный подшипник) | 84,975 мм (3,345 дюйма) | 85000 мм (3,346 дюйма) | – |
Журнал вне цикла (ROD) | – | – | 0.008 мм (0,0003 дюйма) |
Журнал вне цикла (ГЛАВНЫЙ) | – | – | 0,0127 мм (0,0005 дюйма) |
Конус шейки: коренной подшипник | – | – | 0,0127 мм (0,0005 дюйма) |
Шатун (полная длина) | – | – | 0.008 мм (0,0003 дюйма) |
Шатун (половинной длины) | – | – | 0,004 мм (0,00016 дюйма) |
Конечный результат по журналам — общее считывание показателей (установлено в журналах № 1 и 7): в журналах № 2 и 6 * | – | – | 0,075 мм (0,003 дюйма) |
В журналах No.3 и 5 | – | – | 0,130 мм (0,005 дюйма) |
В журнале № 3 | – | – | 0,152 мм (0,006 дюйма) |
Ширина упора шейки коренного подшипника № 4 | 49,45 мм (1,947 дюйма) | 49,55 мм (1,950 дюйма) | – |
Толщина упорной шайбы | 3.48 мм (0,137 дюйма) ̷ Опубликовано samuel07042012Сообщение навигации |
Подшипник коленчатого вала — обзор
1.4 Алюминиевая серия
Производство подшипников коленчатого вала во всем мире примерно поровну делится между медно-свинцовыми и алюминиевыми сплавами, хотя серия алюминия охватывает более широкий диапазон сплавов и типов двигателей.
Алюминиевые сплавы подшипников коленчатого вала устойчивы к коррозии и поэтому не требуют покрытия для защиты от коррозии. Так, в двигателях легковых автомобилей подшипники с алюминиевой футеровкой без покрытия используются в Европе, США и Японии.
В Европе сетчатый оловянно-алюминиевый сплав AlSn20Cu1, разработанный в Великобритании в конце 1950-х годов, оказался очень успешным и хорошо зарекомендовал себя. Термин «ретикулярный» относится к сети островков олова, соединенных между собой по границам тригональных зерен, распределенных по матрице алюминий – 1% меди.В Японии разработаны производные сетчатого олова – алюминия с добавками сурьмы или кремния, свинца и хрома.
В США была обнаружена проблема износа этого сплава, связанная с чистотой поверхности коленчатых валов из чугуна с шаровидным графитом на ранних стадиях их разработки, при этом алюминий-свинец заменил алюминий-олово. Содержание свинца в алюминий-свинце составляет 4-8%, и есть небольшая добавка олова в размере 0,5-1,5%, связанная с фазой свинца.
Сплав также включает 4% кремния, обеспечивающего упомянутую выше полировку коленчатого вала и предотвращающую износ подшипников.Для повышения усталостной прочности в сплав вносятся незначительные добавки меди и магния или марганца.
Ранние версии сплава алюминий – свинец – кремний изготавливались методом непрерывной разливки с низкой скоростью закалки или методом порошковой металлургии. Оба показали плохую микроструктуру, связанную с металлургией системы алюминий-свинец, и, как следствие, неидеальную усталостную прочность. Совсем недавно был разработан процесс непрерывной разливки сплава с высокой скоростью закалки, который приводит к получению гораздо более мелкой фазы свинца.Для увеличения кремниевой фазы до оптимального размера, необходимого для полирования коленчатого вала, была разработана термическая обработка.
В Японии были разработаны сплавы алюминий – олово – кремний с пониженным содержанием олова с 20 до 12% и введением 2,5% кремния вместе с 1,5–2,0% свинца. Было добавлено 0,7–1,0% меди вместе с другими незначительными легирующими добавками для повышения усталостной прочности. Подобные сплавы внедрены в Европе и США. В США для производства AlSn8Si2 использовался процесс литья с высокой скоростью закалки.Сплав 5Pb2 с упрочняющими добавками меди и хрома. В Великобритании были разработаны сплавы AlSn10–12Si4Cu1, причем сплавы подвергаются термообработке на твердый раствор, так что дополнительное упрочнение достигается во время старения в двигателе.
Алюминий-олово-кремний в настоящее время является самым популярным сплавом во всем мире для двигателей легковых автомобилей с коленчатым валом NCI. Он сочетает в себе хорошую усталостную прочность, полировку коленчатого вала и сопротивление заеданию с дополнительным преимуществом, заключающимся в том, что он почти или полностью не содержит свинца.
Алюминий-кремний без покрытия также успешно используется в среднеоборотных судовых двигателях. Однако для более нагруженных подшипников коленчатого вала в высокоскоростных дизельных двигателях требуются более прочные алюминиевые сплавы с покрытием. Первые сплавы с низким содержанием олова AlSn6Ni1Cu1 и AlSn6Si1.5Ni0.5Cu1 все еще используются, но кадмийсодержащие сплавы AlSi4Cd1 и AlCd3Mn1.5Cu1Ni1 были исключены из соображений защиты окружающей среды. Бескадмиевый вариант последнего сплава успешно работает в США вместе с немного более прочным сплавом AlSi5Sn2Cu1Mn1Ni1.
Сплавы алюминий – цинк – кремний сопоставимой прочности были разработаны в Японии. Все они покрыты свинцом-оловом или свинцом-оловом-медью на тонкой медной прослойке. Один крупный производитель двигателей предпочитает медную прослойку никелевой из соображений защиты от заклинивания.
На другом конце спектра мягкий алюминий-олово, AlSn40, был разработан в Великобритании специально для судовых дизельных двигателей. Совместимость и устойчивость к заклиниванию имеют первостепенное значение в этих больших двигателях, где диаметр коленчатого вала и крестовины подшипников составляет от 400 до 900 мм.Заедание подшипников может привести к взрыву картера, и его следует избегать любой ценой. Этот сплав имеет твердость, сравнимую с твердостью белого металла на основе олова, без потери усталостной прочности при температуре двигателя, связанной с последним. Вкладыш коленвала
— купить вкладыш коленвала с бесплатной доставкой на AliExpress
Отличные новости !!! Вы попали в нужное место для вкладыша коленчатого вала.К настоящему времени вы уже знаете, что все, что вы ищете, вы обязательно найдете на AliExpress. У нас буквально есть тысячи отличных продуктов во всех товарных категориях. Ищете ли вы товары высокого класса или дешевые и недорогие оптовые закупки, мы гарантируем, что он есть на AliExpress.
Вы найдете официальные магазины торговых марок наряду с небольшими независимыми продавцами со скидками, каждый из которых предлагает быструю доставку и надежные, а также удобные и безопасные способы оплаты, независимо от того, сколько вы решите потратить.
AliExpress никогда не уступит по выбору, качеству и цене. Каждый день вы найдете новые онлайн-предложения, скидки в магазинах и возможность сэкономить еще больше, собирая купоны. Но вам, возможно, придется действовать быстро, поскольку эта верхняя гильза коленчатого вала вскоре станет одним из самых востребованных бестселлеров. Подумайте, как вам будут завидовать друзья, когда вы скажете им, что купили гильзу коленвала на AliExpress.С самыми низкими ценами в Интернете, дешевыми тарифами на доставку и возможностью получения на месте вы можете сэкономить еще больше.
Если вы все еще не уверены в гильзе коленчатого вала и думаете о выборе аналогичного товара, AliExpress — отличное место для сравнения цен и продавцов. Мы поможем вам решить, стоит ли доплачивать за высококачественную версию или вы получаете столь же выгодную сделку, приобретая более дешевую вещь.И, если вы просто хотите побаловать себя и потратиться на самую дорогую версию, AliExpress всегда позаботится о том, чтобы вы могли получить лучшую цену за свои деньги, даже сообщая вам, когда вам будет лучше дождаться начала рекламной акции. и ожидаемая экономия.AliExpress гордится тем, что у вас всегда есть осознанный выбор при покупке в одном из сотен магазинов и продавцов на нашей платформе. Реальные покупатели оценивают качество обслуживания, цену и качество каждого магазина и продавца.Кроме того, вы можете узнать рейтинги магазина или отдельных продавцов, а также сравнить цены, доставку и скидки на один и тот же продукт, прочитав комментарии и отзывы, оставленные пользователями. Каждая покупка имеет звездный рейтинг и часто имеет комментарии, оставленные предыдущими клиентами, описывающими их опыт транзакций, поэтому вы можете покупать с уверенностью каждый раз. Короче говоря, вам не нужно верить нам на слово — просто слушайте миллионы наших довольных клиентов.
А если вы новичок на AliExpress, мы откроем вам секрет.Непосредственно перед тем, как вы нажмете «купить сейчас» в процессе транзакции, найдите время, чтобы проверить купоны — и вы сэкономите еще больше. Вы можете найти купоны магазина, купоны AliExpress или собирать купоны каждый день, играя в игры в приложении AliExpress. Вместе с бесплатной доставкой, которую предлагают большинство продавцов на нашем сайте, вы сможете приобрести вкладыш коленвала по самой выгодной цене.
У нас всегда есть новейшие технологии, новейшие тенденции и самые обсуждаемые лейблы.На AliExpress отличное качество, цена и сервис всегда в стандартной комплектации. Начните самый лучший шоппинг прямо здесь.
Рабочий объем
© Дэн ЛаГроу
Бьюик-Олдс и Ровер 3.5 Алюминиевые двигатели V-8π можно относительно недорого увеличить рабочий объем, установив коленчатый вал Buick 300. При растачивании блока 0,030 и использовании кривошипа 300 смещение становится 266 кубических дюймов. Растачивание 3 ½-дюймового блока и установка гильз цилиндров большего размера неэффективна с точки зрения затрат, а при внутреннем диаметре 3,70 дюйма или больше частота отказов составляет 100%.
Если вам нужно больше 266 дюймов, то лучше всего приобрести блок ровера диаметром 3,701 дюйма. Эти блоки бывают двух версий; Ранние блоки, построенные с 1989 по 1995 год, имели 2 крышки с болтами и 2 крышки.300 шеек коренных подшипников. Они хороши до 6500 об / мин (уличное использование) без наддува. Если двигатель должен работать на скорости более 6500, видеть время трека, быть с наддувом, турбонаддувом или смотреть закись азота, следует использовать блок с крестообразными болтами 1996 года выпуска и более новый. Этот блок имеет более мощный нижний конец, 2.500 шеек коренных подшипников и поперечные болты через юбку блока. Одна плохая особенность блоков 1996 года и более новых — отсутствие подшипников меньшего размера. Он должен быть выровнен с отверстием около 0,022, чтобы принять коренные подшипники Buick 300.При установке кривошипа 300 в блок цилиндров диаметром 3.701, который был отточен на 0,010 больше, рабочий объем составляет 293 кубических дюйма. Диаметр цилиндра 3.701 Блоки Rover имеют гильзу цилиндра толщиной 0,072, максимальный диаметр отверстия составляет 3,740 мм. Растачивание и изменение обтекаемого вида всех 8 цилиндров любого двигателя V-8 не является экономически эффективным. Если 300 кубических дюймов рабочего объема недостаточно, наименее затратный способ — построить полностью алюминиевый небольшой блок Chevy или Ford.
Двигатели большого объема могут быть построены на базе поздних 4-х.60 коротких блоков Rover, но я считаю, что они также не рентабельны. Они довольно редки в качестве восстанавливаемого сердечника, довольно дорогие новые и требуют большей модификации кривошипа, чем Buick 300ns.
В целом, любой блок Rover диаметром 3.701 с кривошипом Buick 300, а также шатуны ранних версий 5.66 или Chevy и поршни Ford 255 дадут вам лучший результат.
После установки коленчатого вала Buick 300 можно добиться двух разных перемещений.Они зависят от того, какой блок используется:
- Стандартный противовыбросовый превентор 215 / Rover 3,5 л с отверстием 3,5 «+ 0,030» = 266 C.I.
- Stock Rover 3.701 + внутренний диаметр 0,010 дюйма = 293 C.I.
Процесс пуска двигателя состоит из шести основных фаз:
- Подготовка коленчатого вала
- Подготовка шатуна
- Выбор маховика
- Балансировка
- Подготовка блока
- Выбор передней крышки / Модификации
Окончательная сборка двигателя мало отличается от стандартной сборки.
РАЗДЕЛ ПЕРВЫЙ: ПОДГОТОВКА КОЛЕНВАЛА
Коленчатый вал Buick 300 по размеру отличается от коленчатого вала 215 / 3,5–4,6 по трем существенным признакам:
Диаметр коренной шейки π (см. Ниже)
* Может быть смещен на землю примерно до 3,375≤
ХОД | ГЛАВНЫЙ ЖУРНАЛ DIA. | ROD JOURNAL DIA. | |
B.O.P. | 2,80≤ | 2.30≤ | 2,00≤ |
РОВЕР 3.5 | 2,80 | 2.30 | 2,00 |
РОВЕР 3.9 | 2,80 | 2.30 | 2,00 |
РОВЕР 4.2 | 3,03 | 2.30 | 2,00 |
РОВЕР 4.0 | 2,80 | 2.50 | 2,1875 |
РОВЕР 4.6 | 3,22 * | 2.50 | 2,1875 |
БУИК 300 | 3,40 | 2.50 | 2,00 |
Общая длина: кривошип 300 на 0,56 дюйма длиннее, чем тот, который он заменяет. Дополнительная длина перемещает маховик дальше от задней части блока, требуя специально обработанного маховика, чтобы соответствовать корпусу колокола и совместить со стартером.
Подходит задний главный сальник.Стандартные задние главные сальники 215 / 3,5 не совпадают с коленчатым валом 300. Для установки уплотнения в блок, правильно расположенного по указателю на кривошипе, необходим специальный переходник. (D&D № 215-300-S) Исторически модифицированное заднее основное уплотнение было адаптировано путем изготовления большого «держателя» уплотнения, который требовал механической обработки задней части блока. Компания D&D Fabrication разработала надежный адаптер заднего главного уплотнения, который можно установить, просто просверлив два небольших отверстия в блоке. Этот процесс подробно описан в разделе «Сборка двигателя».
Сотни алюминиевых V-образных 8-цилиндровых двигателей были заменены коленчатыми валами Buick 300. Многие использовали высокопроизводительные автомобильные, морские и авиационные системы, и коленчатый вал оказался более чем подходящим. Для дорожного двигателя, который не будет использоваться выше 6500 об / мин, кривошипу потребуется минимум подготовки, помимо уменьшения диаметра коренной шейки подшипника. Требуемая работа кривошипа состоит из:
Имея коренную шейку отшлифованной и отполированной от 2.От 5 дюймов до 2,3 дюймов. Примечание. Когда вы забираете готовый коленчатый вал в механической мастерской, проверьте места, в которых шейки коренных подшипников и шатунов пересекаются с перемычками. Пересечение должно быть хорошо закругленным. Этот стык является одним из участков кривошипа, подверженных наибольшим нагрузкам, и трещины обычно возникают там, где есть острый угол или царапина на металлической поверхности. (См. Рис. 1)
Проверка шейки штанг на предмет надлежащего диаметра и затачивания при необходимости для их очистки.
Установите новую втулку пилота. Если пилотная втулка не заменена и изношена, входной вал трансмиссии, а также фрикционный диск сцепления будут раскачиваться. Это проявляется в дребезжании сцепления, резких переключениях и других проблемах переключения. Новая направляющая втулка стоит очень дешево, и установка новой должна считаться обязательной. Уловка для удаления старой втулки заключается в том, чтобы нанести на палец большой комок тяжелой смазки и поместить его за втулкой и в отверстие втулки. Поместите старый первичный вал трансмиссии или любой другой металлический стержень, который плотно прилегает к втулке, нанесите на конец штока резкий удар молотком, и гидравлическое действие смазки вытолкнет втулку из кривошипа.
Проверить кривошип на прямолинейность. Это можно сделать как до обработки, так и после. Если это было сделано раньше, проверка может быть произведена путем установки кривошипа на токарный станок или зажим, который удерживает оба конца по центру. Циферблатный индикатор помещается на центральную шейку коренного подшипника, и коленчатый вал медленно вращается. Цапфа не должна показывать поперечное перемещение более 0,002 дюйма. Если коленчатый вал был обработан, его можно установить в блок, используя только передние и задние коренные подшипники и крышки.Смажьте подшипники и затяните крышки в соответствии со спецификацией. Поместите циферблатный индикатор на центральную шейку коренных подшипников и проверните коленчатый вал. Опять же, индикатор должен показывать общее боковое биение не более 0,002 дюйма. Если коленчатый вал немного погнут, еще не все потеряно. Любой квалифицированный механический завод может относительно легко выпрямить погнутый коленчатый вал.
Есть некоторые дополнительные операции, которые можно выполнять дома или в механической мастерской.Они не являются абсолютно необходимыми для дорожного двигателя, но относятся к категории страховых или чертежей. Под страховкой я имею в виду, что дополнительные проверки могут предотвратить механическую обработку коленчатого вала, который окажется непригодным для использования. Чертеж — это особая осторожность, чтобы довести деталь до совершенства, насколько это возможно. К ним относятся:
Magnafluxing — Используемым коленчатым валам Buick 300 более 30 лет, и история эксплуатации конкретного кривошипа редко доступна.Редко, но возможно, что кривошип обрабатывают и устанавливают только для разрушения в процессе эксплуатации из-за ранее существовавшей трещины. Инспекция Magnaflux обнаруживает трещины и дефекты поверхности с помощью магнитного порошка и электрического магнита Magnaflux. Порошок распыляется на коленчатый вал, и магнитное поле создается на поверхности кривошипа с помощью электрического магнита. Поверхностные трещины и дефекты прерывают магнитное поле и заставляют порошок образовывать линии вдоль дефекта. Все квалифицированные механические мастерские могут выполнить магнафлюкс компонентов двигателя.
Снятие фаски масляных каналов — Когда масляные каналы просверливаются в шатунных шейках кривошипа и шатунной шейке, может образоваться острая кромка с заусенцами, когда сверло пробивает поверхность. Это состояние может также возникнуть при притирке основных цапф. Эти неровные края должны быть сняты с помощью небольшого шлифовального камня, установленного на дрель, шлифовальный станок или инструмент Dremel. Необходимо сделать небольшую фаску, стараясь не поцарапать поверхность цапфы. Фаска также представляет собой небольшой резервуар для масла, который может способствовать распределению масла по опорной поверхности.В механическом цехе, выполняющем шлифовку основных цапф, обычно можно снять фаски масляных отверстий за номинальную плату. После снятия фаски цапфы должны быть отполированы для удаления заусенцев.
Если снятие фаски выполняется в домашних условиях, журналы можно отполировать, отрезав новый чистый кусок влажной / сухой наждачной бумаги зернистостью 600 на ширину журнала и достаточно длинный, чтобы обернуть журнал вокруг журнала не менее 1-1 / 2 раза. Смазать наждачную бумагу растворителем; оберните шнурок вокруг бумаги и потяните концы шнурка попеременно вверх и вниз.(См. Рис. 2).
Удаление заусенцев с коленчатого вала — Любой литой коленчатый вал, включая Buick 300, имеет некоторое количество литейных заусенцев и острых кромок на противовесах. Излишки заусенцев и острые кромки можно сгладить с помощью шлифовального диска с крупной зернистостью или небольшой шлифовальной машины. Удаление заусенцев предотвратит отломание кривошипа от мелких кусочков металла и их попадание в масляный поддон. Во-вторых, трещины обычно возникают на острой кромке или каком-либо дефекте на металлической поверхности.Удаление заусенцев снижает количество вероятных мест возникновения трещин.
Рис. 2
Погоня за резьбой — поскольку кривошип используется, а также подвергался длительному обращению, рекомендуется выгнать все резьбы с помощью смазанного метчика, чтобы сместить и удалить всю грязь или металлическую стружку Поперечное сверление — Станок Магазин может предложить поперечное сверление коленчатого вала, если они знают, что это идет в модифицированный двигатель.На большинстве стандартных коленчатых валов одно отверстие или просверленный канал соединяет каждую шейку коренных подшипников и прилегающую шейку шатуна. При вращении кривошипа один конец этого прохода проходит над масляной канавкой в нижнем корпусе коренного подшипника, собирая свежую порцию масла под давлением и подает ее на шейку штока. Просверливание одного или двух дополнительных отверстий в основной цапфе, пересекающих исходный масляный канал, может улучшить эту систему. (Отсюда и «поперечное бурение»). Теперь канал от главного канала к шатунной шейке подвергается постоянной подаче давления, так как по крайней мере один масляный канал постоянно контактирует с масляной канавкой вкладыша подшипника.Поперечное сверление кривошипа Buick 300 может быть забавным, чем похвастаться на следующем автомобильном соревновании, но если двигатель не предназначен для соревнований на выносливость на высоких оборотах, это пустая трата денег. Иногда задают вопрос: «Почему бы и нет? просто выровняйте отверстия крышек коренных подшипников и бобышек на 2,5 дюйма, а не шлифуйте кривошип? »Возникшая проблема заключается в радикальной разнице в твердости между стальными крышками коренных подшипников и алюминиевым блоком. Потому что алюминий режет быстрее и с гораздо большим легче, чем стальные колпачки, расточные инструменты имеют тенденцию немного смещаться от центра, если не будут выполнены очень мелкие надрезы.Это равняется часам и часам времени обработки, поэтому становится очень дорогостоящим.
РАЗДЕЛ ВТОРОЙ: ШАТУНЫ
Почти для всех уличных применений и 4.2, правильно проверенные и подготовленные стандартные шатуны работают нормально. Buick / Olds 215, тяги Rover 3.5 и 3.9 очень похожи. (См. Диаграмму ниже). Другой шатун, который часто использовался для хода алюминиевого V-8, — это малый блочный стержень Chevy до π67. Этот стержень имеет большой конец диаметром 2 дюйма, который сочетается с кривошипом Buick 300.Его длина от 5,7 дюймов с / л до с / л также очень близка к стержням Buick / Olds / Rover. Эта большая длина может быть полезна, в зависимости от поршня, для достижения желаемой степени сжатия. Использование стержня Chevy требует дополнительных однако при механической обработке, так как стандартный шток Chevy слишком широк, чтобы поместиться на шатун Buick 300 (см. иллюстрацию 6)
ДВИГАТЕЛЬ | ТЯГА C / L TO C / L LGTH | ДИАМ. |
BOP 215ROVER 3.5 / 3.9 / 1.42LCHEVY | 5,66≤5,66 5,70 | ,875≤875 . 927 |
Как и в случае с коленчатым валом, есть несколько обязательных операций, плюс некоторые, которые, хотя и не являются абсолютно необходимыми, могут снизить вероятность выхода из строя штока.Обязательные шаги:
1. Убедитесь, что при снятии стержней с двигателя на каждом стержне и торцевой крышке есть маркировка, так что они всегда совпадают с их первоначальным сопряжением. (См. Рис. 3)
2. Обработайте стержни дробеструйной очисткой, чтобы убедиться, что они абсолютно чистые.
3. Произвести дробеструйную обработку стержней. Дробеструйная обработка обстреливает стержень очень маленькими шарикоподшипниками, которые сжимают поверхность шатуна. Это вызывает постоянные сжимающие силы на металлической поверхности и непосредственно под ней, что значительно препятствует образованию трещин.
4. Разверните и отшлифуйте маленькие концы, чтобы они соответствовали булавке на запястье, которую собираетесь использовать. Диаметр булавки для кисти будет зависеть от типа поршня. Убедитесь, что машинист отточил узкий конец до его окончательного размера. Некоторые магазины могут попытаться просто развернуть до готового размера. Развертывание не является прецизионной операцией и не может обеспечить точный размер, требуемый для правильной посадки булавки на запястье. Все шатуны Buick / Olds / Rover и Chevy предназначены для запрессованных пальцев, которые жестко удерживаются в шатунах и не входят во втулку.На малом конце должен быть зазор от натяга пальца запястья 0,0015 — 0,0020 дюйма, что позволит прижать пальцы к месту. Края малого конца должны быть скошены или зачищены после хонингования, чтобы удалить острые кромки или заусенцы, которые может помешать установке штифта.
illus.3
5. Измените размер больших концов. После миллионов циклов использованные большие концы шатуна обычно приобретают овальную форму, причем больший диаметр параллелен балке шатуна.Эта деформация препятствует правильной установке шатунных подшипников и может привести к потере давления масла, быстрому износу подшипников или проворачиванию подшипника. Размер больших концов стержней должен быть изменен в квалифицированной механической мастерской. Машинист будет:
• Снимите колпачок стержня и отшлифуйте немного материала с поверхности колпачка и торца стержня.
• Установите крышку на шток и затяните болты
.
• Очень важно, чтобы машинист уменьшал расстояние c / l до c / l как можно меньше и чтобы расстояние c / l до c / l сохранялось как можно более постоянным от стержня к стержню.
Как и в случае с коленчатым валом, есть несколько процедур, которые можно предпринять, чтобы немного подстраховаться от выхода из строя штока. Это:
Перед изменением размера: «D» = исходное отверстие | После удаления материала с поверхности крышки, «S» = количество металла, удаленного с поверхности крышки / штока | ||
Соберите шток с вертикальным расстоянием меньше заводского отверстия на «G» | Хонингованный и законченный стержень с круглой и заводской спецификацией.отверстие | ||
Рис. 4
Magnafluxing — Перед выполнением каких-либо работ со стержнями их можно подвергнуть магнафлюксированию для проверки возможных трещин. В механическом цехе также можно быстро и недорого проверить штанги на прямолинейность.
Полировка — Как отмечалось в разделе коленчатого вала, полированная металлическая поверхность более устойчива к образованию трещин, чем шероховатая.Чтобы свести к минимуму вероятность возникновения трещин на стержнях, балки стержней можно очистить от заусенцев и отполировать. Это легко сделать дома, до того, как отнести стержни в механический цех. Основная цель здесь — уменьшить высоту следа отливки, проходящего вдоль стержневой балки, и сгладить сторону балки πs. Будьте осторожны, чтобы удалить только литой гребень, но не снимайте стеновой материал с балки.
Первым делом установите крышки шатунов, болты и гайки. Плотно затяните гайки, но не обязательно затягивать или сильно затягивать.(Примечание — никогда не затягивайте болты и гайки стержня, удерживая стержень за его балку. Балку можно довольно легко перекрутить. Всегда зажимайте большой конец в тисках с помощью прокладок, латунных или алюминиевых губок.) Используя настольный шлифовальный станок, аккуратно стачиваем большую часть литейного гребня со сторон балки. Затем, используя абразивный барабан в шлифовальном станке или сверле, зачистите остальную часть гребня и притапьте ее к стенке балки. В полировке не требуется, только гладкая. Нанесите разглаживание на маленькие кончики.(Еще одно примечание — при полировке абразивным барабаном всегда держите его под углом 90 ° к длине стержня πs. Любые микроскопические царапины от полировки должны распространяться параллельно длине стержня πs (см. Рис. 5 выше). головки болтов штока и гайки можно сломать и зачистить мелким мелким напильником или наждачной бумагой.
Рис. 5
РАЗДЕЛ ТРЕТИЙ: МАХОВИК
Стандартные маховики BOP 215 или Rover не крепятся болтами к коленчатому валу 300, а стандартный маховик Buick 300 слишком велик для установки в колокола BOP / Rover.Добавьте к этим печальным фактам, что даже если бы один из этих маховиков подошел к кривошипу и вышел из колокола, задний сдвиг на 0,56 дюйма кривошипа 300 поместил бы маховик вне досягаемости стартера. маховик необходим.
D&D модернизировали до маховика, изготовленного по индивидуальному заказу, специально разработанного для применения в противовыбросовом превенторе / вездеходе. Номер детали маховика — 467025. Если требуется автоматическая трансмиссия, D&D также имеет гибкие пластины, модифицированные для адаптации многих автоматических трансмиссий к алюминиевому ходу V-8
.РАЗДЕЛ ЧЕТВЕРТЫЙ: БАЛАНСИРОВКА
Всем знакомо воздействие несбалансированной движущейся нагрузки.Стиральная машина в цикле отжима иногда буквально «ходит» по полу, если вся одежда переместилась на одну сторону барабана. Неуравновешенная шина может вызвать такую сильную вибрацию рулевого колеса, что онемеет руки. Это происходит всего лишь со скоростью несколько сотен оборотов в минуту. Теперь возьмем неуравновешенный двигатель, вращающийся на 6000 об / мин. Силы, действующие на разрыв двигателя, огромны. Одна унция имеет динамический вес более 700 фунтов, когда она расположена на противовесе коленчатого вала.Невозможно переоценить важность точной балансировки двигателя. Дисбаланс приведет к преждевременному выходу из строя кривошипа, шатунов, пальцев или поршней. Это также может привести к очень быстрому износу и выходу подшипников из строя.
На внутренние части двигателя действуют две основные силы. Первая — это вращательная сила , которая действует в первую очередь на коленчатый вал, подшипники шатуна шатуна. Возвратно-поступательное усилие является результатом прямолинейного движения стопора-обратного хода, испытываемого поршнями, кольцами, пальцами и малыми концевыми подшипниками шатуна.Шатуны видят оба движения, поскольку они прикрепляют поршни, совершающие возвратно-поступательное движение, к вращающемуся коленчатому валу.
Балансировка пытается привести эти силы в гармонию, в первую очередь путем уравнивания веса различных компонентов, совершающих возвратно-поступательное движение (каждый поршень, кольцо, штифт, шатун и комбинация шатунных подшипников уравновешены с другими семью в двигателе), а также путем регулировки вес противовесов коленчатого вала или компонентов балансировки.
Бьюик / Олдс / Ровер 215/3.Двигатели 5L имеют внутреннюю балансировку и , в отличие от Buick 300, у которой внешняя балансировка составляет . Внутренняя балансировка означает, что в противовесах коленчатого вала имеется достаточная масса, чтобы уравновесить возвратно-поступательные силы поршней, пальцев и т. Д. Баланс достигается путем добавления или вычитания веса из противовесов. Чтобы снять вес, материал шлифуется или обрабатывается с противовеса. Чтобы добавить любой необходимый вес. Просверливаются противовесы и в просверленное отверстие устанавливается заглушка из металла Мэллори.Шкив коленчатого вала можно заменить без изменения баланса двигателя, при условии, что он сам находится в правильном балансе.
Некоторые двигатели, особенно с большим ходом коленчатого вала, требуют внешней балансировки. Это связано с тем, что противовесы кривошипа нельзя сделать достаточно большими (то есть тяжелыми) из-за столкновения с блоком или распределительным валом. Чтобы эффективно сбалансировать возвратно-поступательные и вращательные силы, вес добавляется или вычитается из маховика и гармонического балансира.Очевидно, что эти два элемента нельзя изменить без необходимости перебалансировки двигателя.
Иногда можно внутренне сбалансировать двигатель, изначально сбалансированный снаружи, за счет уменьшения веса компонентов, совершающих возвратно-поступательное движение, то есть более легких поршней, алюминиевых шатунов и т. Д. Возможность такой балансировки должна быть обсуждена с техническим специалистом по балансировке двигателя. Когда вы отнесете свой мотор в механический цех для балансировки, вам понадобится:
- Коленвал готов к установке
- Поршни
- Булавки на запястье
- Шатуны подготовленные
- Один комплект колец
- Один комплект шатунных подшипников
- Гармонический балансир, болт и шайба
- Маховик (или гибкий диск) и болты
Основные шаги, которые выполняет техник для балансировки компонентов:
1.Взвесьте все поршни, пальцы и шатуны. На самом деле большие и маленькие концы шатунов будут взвешиваться отдельно. Один конец стержня поддерживается горизонтально на подвеске или приспособлении, а другой конец находится на весах. Затем стержень переворачивают и взвешивают противоположный конец. Все веса указаны в граммах. (28,35 грамма = 1 унция)
2. Будет определен самый легкий поршень и палец на запястье, а вес всех других поршней будет уменьшен, чтобы соответствовать им.
3. Тот же процесс будет выполнен с шатунами, сначала с большими концами, затем с маленькими концами.
4. Поскольку коленчатый вал не может вращаться с прикрепленными шатунами, поршнями и штифтами, техник зажимает специальные грузы, называемые грузиками, на шейках шатунов кривошипа. Вес боба повторяет вес компонентов, совершающих возвратно-поступательное движение, на шейки шатуна.
5. Коленчатый вал установлен в балансировочном приспособлении, а датчики установлены на концах коленчатого вала.
6. Кривошип вращается, и любая вибрация вызывает колебание концов кривошипа и присоединенного датчика. Это колебание измеряется датчиками и сообщает технику, где необходимо снять вес или добавить противовес коленчатого вала, чтобы добиться правильного баланса (двигатели с внутренней балансировкой) или веса.
При получении уравновешенного кривошипа и других компонентов в механической мастерской следует указать вес отдельных поршней, пальцев на запястье, большого и малого концов шатуна, а также веса боба.Сохраните эту запись на случай замены поршня или шатуна. Затем вес запасной части можно отрегулировать до нужного веса для поддержания баланса двигателя.
РАЗДЕЛ ПЯТЫЙ, ПОДГОТОВКА БЛОКА
Подготовка блока очень проста и соответствует стандартным процедурам восстановления. Основная часть работы заключается в очистке блока и растачивании цилиндров. Единственная процедура, характерная для двигателя 215 / 3,5 с тактным ходом, — это установка алюминиевого адаптера для соединения специального заднего главного сальника с коленчатым валом Buick 300.Некоторые специалисты обрабатывают заднюю часть блока, чтобы принять достаточно большой корпус уплотнения. Несколько лет назад компания D&D Fabrications разработала очень простой держатель заднего главного уплотнения, который устанавливается на блок, и крышку заднего главного подшипника, фиксируемую роликовыми штифтами.
Во время разборки крышки коренных подшипников всегда должны быть помечены, чтобы их можно было повторно установить в то же положение на блоке. Если крышки не были промаркированы или если используются новые крышки, блок и крышки должны быть выровнены и расточены.
С помощью ручного шлифовального станка или напильника удалите заусенцы с любых неровностей на выемке подъемника, чтобы металлическая стружка не выпала и не попала в масляный поддон.
Просверлите цилиндры по мере необходимости, чтобы очистить стенки цилиндров. 215 может быть за бортом до абсолютного максимума +060 дюймов, если вы очень храбры. На двигателях Buick / Olds блок был залит вокруг гильзы цилиндра, что было неточным методом, который часто позволял гильзе слегка смещаться в блокировать.Это представляет вероятность того, что внутренний диаметр, превышающий 0,030 дюйма, может привести к тому, что втулка будет в некоторых местах чрезмерно тонкой. Блок Rover имеет свои гильзы цилиндра, запрессованные на место после завершения литья. Следовательно, втулки могут быть безопасно за борт до 0,040 дюйма. Точный внутренний диаметр будет зависеть от используемых поршней и рекомендаций производителя поршня по зазору. Поскольку алюминиевый блок расширяется больше, чем чугунный, зазоры в отверстиях должны оставаться в пределах допусков производителя.Следуйте рекомендациям производителя поршневых колец в отношении чистовой зернистости, до которой цилиндр должен быть окончательно хонингован.
При необходимости замените кулачковые подшипники.
Тщательно очистите блок горячей мыльной водой и большим количеством щеток. Обратите особое внимание на масляные галереи. После ополаскивания чистой водой протрите блок и цилиндры насухо. Нанесите слой WD-40 или легкого масла на стенку цилиндра, чтобы предотвратить ржавчину.
Комплект переходника заднего сальника (D&D Fabrications Part No.215-300-5, илл. 8) состоит из:
Прецизионно обработанная двухкомпонентная алюминиевая уплотнительная втулка, которая устанавливается в заднюю крышку коренного подшипника и в блок. Единственная необходимая «механическая обработка» — это просверливание двух отверстий диаметром 3/16 дюйма и глубиной 3/4 дюйма в одной половине адаптера и в задней крышке коренного подшипника. Делается это с помощью ручной дрели
.- Два роликовых штифта 3/16 дюйма для крепления переходника к задней крышке коренного подшипника
- One Fel-ProÆ сальник из неопрена
- Одна тюбик герметика для прокладок Permatex® RTV
- Один пластиковый шприц для точного и аккуратного нанесения герметика RTV
- Полная инструкция по установке
После просверливания крышки заднего коренного подшипника балансировка установки переходника заднего масляного уплотнения может подождать до сборки двигателя.
РАЗДЕЛ ШЕСТЬ ≠ ПЕРЕДНЯЯ КРЫШКА
Изготовитель может выбрать переднюю крышку BOP 215, Rover или Buick 300; все взаимозаменяемы. У каждого варианта есть свои преимущества или недостатки:
Крышка BOP 215
Единственным преимуществом сохранения крышки 215 является то, что ваши аксессуары для нее уже могут быть установлены для нее. Если он используется, то передний сальник канатного типа архаичного типа следует заменить современным неразъемным резиновым уплотнением.Номер детали D&D 45932 соответствует всем требованиям и устанавливается без механической обработки или модификации крышки. Еще одна проблема, связанная с передней крышкой 215, заключается в том, что метки синхронизации не будут соответствовать меткам синхронизации на гармоническом балансировщике. Процедура устранения этой проблемы:
• Установив коленчатый вал и крышку 300, установите поршень №1 в ВМТ. Метка синхронизации на крышке и балансире должна быть точно совмещена
• Не перемещая коленчатый вал, замените крышку 300 крышкой 215
.
• Ножовкой прорежьте неглубокий паз на краю балансира, совмещенный с меткой ВМТ на крышке 215.Эта канавка — новая отметка времени
Крышка для Rover 3.5 и 3.9L
Передние крышки Rover отличаются от модели к модели тем, что в крышках Pre-SD1 используется то же переднее масляное уплотнение канатного типа, что и в BOP 215. Сменное резиновое уплотнение D & Dπs хорошо работает в крышках ранних моделей Rover. Более поздние крышки SD1 и Vitesse имеют современные неразъемные резиновые уплотнения. Если используются крышки ровера, отметку времени на балансире необходимо изменить, как на BOP 215.
Чехол для Buick 300
Преимущество использования крышки 300 состоит в том, что метки синхронизации находятся в правильном положении, а места для установки дополнительных принадлежностей иногда лучше расположены для установки кронштейнов генератора и других принадлежностей. Водяной насос Buick 300 короче, чем некоторые стандартные насосы Rover и BOP, и его длина составляет около 3,625 дюйма от задней части насоса до поверхности фланца шкива. Водяной насос D&D № 1353-A (также 3,625 дюйма в длина) является прямой заменой насоса 300, а также может использоваться на любом двигателе 215 или Rover, где есть проблемы с зазором.
P / N 9604 доступен для правильного выравнивания ремня вентилятора. Крышка 300 изначально была построена с использованием масляного уплотнения канатного типа, опять же, запасное уплотнение D&D подходит и должно использоваться. Одно примечание: стандартные установочные дюбели крышки Rover и BOP 215 имеют диаметр 5/16 дюйма, в то время как отверстия для дюбелей в крышке 300 имеют диаметр только 1/4 дюйма. Отверстия для дюбелей в крышке необходимо просверлить перед установкой, иначе наверняка треснет крышка.
ДОПОЛНИТЕЛЬНЫЕ СОВЕТЫ ПО СТРОКЕРУ МОТОРА
Хорошим универсальным распределительным валом для двигателя с тактным противовыбросовым превентором / Rover является кулачок Crower 50232 Street / Strip.Этот отбойник дает хорошие характеристики на низких частотах с механической коробкой передач. Низкий вакуум в коллекторе с этим кулачком не будет хорошо работать с автоматической коробкой передач. Для использования с автоматической коробкой передач используйте распределительные валы Crower 50230 или 50231. Все три распределительных вала имеются на складе D&D
.Стартерные двигатели
Стартеры BOP 215 представлены в двух вариантах: с алюминиевым носиком и чугунным носиком и корпусом большего внешнего диаметра. Версия с чугунной носовой частью из-за большего поля и якоря выдает больший крутящий момент, чем алюминиевая носовая часть.Очевидно, что двигатель с рабочим ходом потребует больше усилий от стартера. Если возникают проблемы с использованием стартера с алюминиевым носиком, может потребоваться чугунный носовой агрегат. Но это может быть проблемой в некоторых проектах переоборудования двигателей, таких как переоборудование MG V-8, потому что стартер в лучшем случае тесноват, и могут возникнуть проблемы с чугунным носом. Если требуется больший крутящий момент стартера и чугунный носовой блок не подходит, D&D предлагает современные стартеры с малым редуктором, подходящие как для BOP 215, так и для блоков Rover.
Свечи зажигания
Для свечей зажигания сначала установите стандартные свечи. Затем измерьте показания свечей после того, как вы начнете водить машину, чтобы определить, нужна ли более горячая или холодная свеча. При выборе комбинации штока поршня следует помнить, что между поршнем и концом плунжера имеется достаточный зазор. Проверить это перед запуском мотора
Рекомендуемая литература
Настройка вездехода V-8 Дэвида Хардкасла.Наиболее полное доступное руководство, в котором подробно описаны модели Rover V-8 и , являющиеся предшественниками Buick / Olds 215. Доступно в D&D Fabrications.
Двигатель Чертеж Рик Фогелин. Практичное и легко читаемое краткое изложение всего процесса проектирования двигателя, включая полную главу по расчету степеней сжатия. Доступно в S-A Design Publishing Co. 714-529-8239 (Бреа, Калифорния)
Что такое прогиб коленчатого вала?
Прогиб коленчатого вала происходит с течением времени при многократном и непрерывном использовании коленчатого вала.
Это процесс, который происходит в фоновом режиме во время работы двигателя, и, хотя его нельзя увидеть без прибора обнаружения, он вызывает значительные повреждения механизма.
- Без корректировки смещений коленчатого вала с течением времени машина будет изнашиваться неравномерно, вызывая чрезмерную нагрузку на опорные компоненты.
- Это сократит срок службы двигателя и приведет к его преждевременному износу. Однако эту естественную проблему можно легко исправить с помощью небольших корректировок.
Знание того, когда и как регулировать коленчатый вал, продлит его срок службы, сэкономив время и деньги.
DI-5 и DI-5C от Prisma Tibro просты в использовании и могут быть запрограммированы и перепрограммированы для проверки положения каждого механизма в любое время.
Использование DI-5 или DI-5C для регулярной проверки отклонения коленчатого вала требует всего несколько минут вашего времени и может продлить срок службы двигателя на годы.
Раньше для определения перекоса коленчатого вала использовался индикатор с круговой шкалой.
Это потребовало гораздо более длительного процесса, с подробными показаниями, которые инженер снимал бы сам.
Требовалось считывать данные о коленчатом валу в каждом из пяти положений (по бокам, сверху и по два с каждой стороны от низа), а затем вручную интерпретировать эти числа, чтобы увидеть, как следует регулировать коленчатый вал.
- Для достижения точных измерений требовалось глубокое понимание процесса и кропотливые измерения, и даже если процесс был завершен правильно, не было гарантии, что датчик не будет слегка скользить, нарушая показания.
Кроме того, датчик требовал, чтобы инженер имел доступ к механизму со всех сторон, покрывая его грязью и жиром.
Благодаря автоматизации и компьютеризации измерительного устройства процесс занимает лишь часть времени, а измерения становятся намного более точными.
Устройства DI-5 и DI-5C надежно входят в коленчатый вал и остаются там, не смещаясь и не соскальзывая.
Как и индикатор часового типа, DI-5 / 5C обнаруживает перекос, измеряя коленчатый вал в каждой точке.Цифры записываются во внутреннюю память устройства. После каждого выполненного измерения устройство сравнивает числа друг с другом и обеспечивает меру несовпадения без дальнейших вычислений.
DI-5 / 5C можно программировать бесконечное количество раз и измерять любое количество коленчатых валов, используя один и тот же процесс.
Это избавляет от необходимости вводить числа вручную и позволяет инженеру быстро и легко измерять каждую точку и каждый механизм в двигателе.Прилагаемый к DI-5 / 5C комплект Ovality измеряет износ гильзы цилиндра и показывает неровности цилиндров.
Восстановление классического британского двигателя — Moss Motoring
Очистка, подготовка, обработка и сборка
ЧТО ВЫ МОЖЕТЕ ПОЧИСТИТЬ САМОСТОЯТЕЛЬНО
Правило с двигателем: чисто, чисто, а потом еще почистить. Неподвижные предметы, такие как крышки клапанов, передние и задние пластины двигателя, крышки подъемников, крышки привода ГРМ, основания распределителей и т. Д., вы можете очистить себя. Сначала соскребите по возможности старые прокладки, затем переходите к обезжириванию. Мойка деталей значительно упрощает эту работу, но если у вас ее нет, вы можете сделать временную мойку деталей из 5-галлонного ведра и обезжиривающих средств на водной основе. Используйте резиновые перчатки, даже химические вещества на водной основе могут быть агрессивными для кожи. Не нужно торопиться; время твой друг при обезжиривании. Иногда старая краска отклеивается, если ее достаточно долго намочить.
Мне нравится доводить детали до голого металла, потому что покраска старой краски — это смешанный мешок с орехами.Вы можете получить реакцию между разными красками, вызывающую образование складок. Шкаф дробеструйной обработки идеально подходит для этой работы; однако проволочная щетка на дрели или верстак с проволочной щеткой выполнит свою работу.
Пользоваться защитными очками.
Более крупные и важные внутренние детали должны чистить профессионалы в промышленной моечной машине.
ЧТО ДОЛЖЕН СДЕЛАТЬ МАШИНОСТРОИТЕЛЬНЫЙ МАГАЗИН
Поездка в механический цех требует наличия плана. Как бы я ни хотел сказать, вы можете оставить все в их руках, но вы не можете.Вы должны хорошо представлять свои ожидания и понимать, что нужно делать, чтобы получить то, что вы хотите. Не упускайте из виду ни один шаг.
Блок цилиндров
Проверьте прямолинейность верхней части деки блока, где крепится головка блока цилиндров. Если поверхность неровная, замените настил. Ничего страшного, если участки вокруг водяной рубашки не будут очищены полностью. Их гладкая поверхность приведет к удалению большего количества материала, чем необходимо.
Предостережение по поводу чрезмерной укладки блока: некоторые двигатели, такие как Spitfire и Midget 1500 и более поздний TR6, имеют необходимые выемки вокруг отверстий цилиндров.Удалите не более 0,010 ″, чтобы прокладка головки плотно прилегала.
Необходимо проверить зазор между поршнем и стенкой цилиндра. Если зазор слишком велик, просверлите цилиндры и установите новые поршни увеличенного размера. Обсудите с механической мастерской размер поршня. Они будут измерять новые поршни для расточки цилиндра. После расточки ваш блок будет затачиваться, чтобы получить надлежащую отделку на стенке цилиндра. Наконец, машинист использует специальный инструмент для снятия фаски (угла) вершин отверстий.Это сделано для предотвращения защемления и поломки поршневого кольца во время установки.
Расточка не требуется при ремонте большинства уличных двигателей. Расточка гарантирует, что все шейки кривошипа находятся в идеальном положении и имеют правильный размер.
Многие британские двигатели имеют кулачковые подшипники в блоке. Замени их. Новый набор не дорогой. Я предпочитаю полноповоротные кулачковые подшипники, а не разъемные, и в механическом цехе есть специальные инструменты и знания, чтобы сделать это правильно. Вставьте распредвал, который вы используете, чтобы убедиться, что он подходит к новым подшипникам кулачка.Иногда для правильной посадки необходимо отточить.
Коленчатый вал
В механической мастерской следует произвести магнитную развязку вашего коленчатого вала, чтобы исключить любые трещины. Магнафлюкс обычно включает нанесение жидкости или порошка на коленчатый вал, а затем наблюдение за ним в черном свете. Химические вещества magnaflux помогают машинисту обнаруживать трещины. Для выполнения этой процедуры нужен наметанный глаз.
Коленчатый вал необходимо измерить на предмет износа и определения размеров. Если ваш коленчатый вал не соответствует спецификации и его необходимо переточить, есть несколько подшипников коленчатого вала меньшего размера.
Шлифовка коленчатого вала — очень квалифицированная часть этапа механического цеха. Вам нужно будет поспрашивать о магазине, который имеет лучшую репутацию в области ремонта коленчатого вала. Я говорю своим клиентам идти туда, куда идут гонщики. Чрезвычайно важно, чтобы радиус фаски (края шейки, где она снова соединяется с корпусом коленчатого вала) восстанавливается при переточке кривошипа. Именно здесь происходит большинство трещин, поэтому правильный радиус фаски важен для общей прочности коленчатого вала.
Шатуны
Большой конец шатунов, которые зажимают коленчатый вал, необходимо проверить на размер.Некоторые шатуны имеют плавающие поршневые пальцы, втулки также необходимо проверить на люфт и износ. Как правило, лучше всего заменять болты стержня. Ваш шатун почти всегда требует изменения размера шатуна и считается обязательным при замене болтов шатуна. Возможно, вам также придется заменить малые концевые втулки шатуна на тип с плавающей штангой.
Некоторые шатуны имеют прессовую посадку и не нуждаются в обслуживании, кроме отжима старого поршня и установки новых поршней.Если в вашем двигателе установлены поршневые пальцы с запрессовкой, такие как MG 1275 или более поздние модели MGB, это не то, что вы можете сделать самостоятельно; для этого требуются специальные инструменты. Выталкивание старых штифтов обычно производится холодным прессованием. Для установки новых поршневых пальцев и поршней требуется нагреватель штока, при котором шток нагревается примерно до 1200 градусов, а затем поршень и палец быстро устанавливаются на этот шток, прежде чем он остынет. Без сомнения, это работа профессионала.
Маховик
Если вы можете зацепиться ногтем за поверхность маховика, где движется диск сцепления, вам нужно будет восстановить поверхность маховика.Осмотрите коронную шестерню стартера. Если он изношен, замените его. Ваш механический цех легко сделает это за вас.
Головка блока цилиндров
Для большинства людей лучше всего сдать головку блока цилиндров в механическом цеху. Они могут выполнить разборку, очистку, проверку на наличие трещин, механическую обработку и сборку для вас.
Большинство деталей головки блока цилиндров стоят недорого. Рекомендую заменить клапана и пружины клапанов. Я не люблю переделывать клапаны. Если край (вертикальная часть клапана чуть ниже области уплотнения седла) сошлифован во время повторной замены, может остаться острая кромка, которая в дальнейшем может привести к сгореванию выпускного клапана.Затем осмотрите направляющие клапана. Направляющие OEM изготовлены из чугуна. Также доступны направляющие из марганцевой бронзы, и я почти всегда использую их, потому что они очень долго изнашиваются. Направляющие из марганцевой бронзы расширяются при нагревании с другой скоростью, чем головка блока цилиндров, и требуют большего зазора, чем направляющие из чугуна. Я использую зазор 0,003 дюйма на направляющих из марганцевой бронзы. Вашему машинисту, который не привык работать с нашими двигателями, это может показаться большим допуском. Но неправильный зазор может привести к заклиниванию выпускного клапана.
Закаленные вставки седла выхлопных газов необходимы для горячего горения неэтилированного топлива, используемого сегодня. Переточка оригинального чугунного седла выхлопа — это краткосрочный ответ, так как уплотнение клапана будет потеряно за короткий период времени. Для впускных клапанов не требуются закаленные седла, поскольку они не подвергаются сильному нагреву. Единственная причина, по которой вы должны установить седла клапана на стороне впуска, заключается в том, что в головке блока цилиндров было много клапанов за свой срок службы. Прием уменьшится. Лучшее решение — использовать это как предлог для использования более крупных впускных клапанов и получения улучшенной производительности.
Обрезка седел клапана: наиболее распространенным является трехугловое седло для лучшей производительности и герметичности. В большинстве механических мастерских есть специальный инструмент, который позволяет резать все три угла одновременно.
Мастерская, скорее всего, заменит поверхность головки цилиндров, чтобы обеспечить плоскостность и обеспечить хорошую уплотнительную поверхность для прокладки головки. Я настоятельно рекомендую уплотнения клапана Moss с повышенными характеристиками.
На этом этапе механический цех готов к сборке головки блока цилиндров. Они будут взвешивать пружины клапана и использовать прокладки по мере необходимости, чтобы обеспечить правильную высоту пружины клапана и давление в седле клапанов и пружин.
Узел коромысла
Заменить вал коромысла рекомендуется. Осмотрите втулки коромысел и при необходимости замените. Проверьте грязесъемную часть коромысла в том месте, где он соприкасается со штоком клапана. Если вы обнаружите чрезмерный износ, ваша механическая мастерская может их восстановить. Новые коромысла стоят недорого и во многих случаях меньше, чем затраты на замену оригиналов.
Другие области вашего двигателя
Если в вашем двигателе есть гармонический балансир, он будет иметь резиновый изолятор между внутренним и внешним кольцами.Резиновый изолятор со временем может трескаться и изнашиваться. Балансир можно перестроить или приобрести новый, а в некоторых случаях доступен высокопроизводительный гармонический балансир. Я использую высокопроизводительную модель Pro Sport Moss на своем гоночном автомобиле MGB и могу подтвердить ее высокое качество.
Масляный насос — независимо от того, заменяете ли вы новый или повторно используете текущий масляный насос, вам нужно будет разобрать его и проверить зазоры. В вашем руководстве будут указаны зазоры, и вам необходимо использовать сборочную смазку для всех движущихся частей внутри масляного насоса.Никогда не предполагайте, что новый масляный насос нельзя разбирать и проверять.
Зазоры и мысли
Просто потому, что отверстия вашего цилиндра или шейки коленчатого вала «выглядят» хорошо, никогда не предполагайте, что у них нет никакого износа или проблем. Попросите вашего машиниста измерить их.
Если коленчатый вал переточен, а размер шатунов изменился, пора использовать диапазон размеров, указанный в спецификации, чтобы получить правильный зазор в шатунном подшипнике. Для большинства наших двигателей .0015 ″ -. 002 ″ идеально подходит для определения зазоров в шатунах и коренных подшипниках.Это важно учитывать, поскольку слишком большой зазор приведет к потере давления масла, а слишком маленький зазор может вызвать повреждение подшипников и коленчатого вала.
«Чертежные» двигатели достигаются, когда производитель диктует эти размеры, чтобы получить точный зазор, который им нужен. Правильный зазор требуется во многих областях вашего двигателя — поршень относительно стенки цилиндра, зазор конца коленчатого вала, зазор конца распредвала, боковой зазор шатуна, а также такие вещи, как зазор пружинного клапана.Очистка чертежей в основном выполняется более продвинутыми производителями двигателей, но ваш машинист может измерить и обработать все в соответствии со спецификацией.
НОВЫЕ ЧАСТИ
Ниже приводится список новых деталей, которые я обычно включаю в ремонт двигателя.
Нижний конец
• Комплект поршня — в комплект входят кольца и штифты.
• Подшипники коленчатого вала — для шатунов и коренных подшипников. Я предпочитаю трехметаллические подшипники; это то, что завод изначально поставлял для многих автомобилей.Упорный подшипник нужного размера.
• Коленчатый вал — замените направляющую втулку. На некоторых коленчатых валах область, в которой движутся уплотнения, может со временем изнашиваться, и новые уплотнения сами по себе могут не гарантировать отсутствие утечки. Для обновления поверхности можно использовать Speedi-Sleeve.
• Подшипники кулачков — я предпочитаю тип полного круга
• Болты стержня — рекомендую замену.
• Распределительный вал — при необходимости / желании. Это хорошее время, чтобы подумать о кулачке для повышения производительности.
• Толкатели (толкатели) — всегда заменяются новым распредвалом.Если вы повторно используете имеющийся распредвал, ваши подъемники можно использовать повторно, если они в хорошем состоянии. Помните, что они должны идти именно в том месте, откуда вышли. Вы можете использовать новые подъемники с бывшим в употреблении кулачком, но никогда не использовали подъемники с новым кулачком.
Головка блока цилиндров
• Впускные клапаны — для лучшего потока следует учитывать увеличенный размер
• Выпускные клапаны
• Направляющие клапана
• Уплотнения клапанов
• Пружины клапанов
Узел коромысла
• Вал коромысла
• Втулки коромысла, при необходимости
Прокладки и последние штрихи
• Наборы прокладок двигателя — я предпочитаю наборы прокладок марки Payen, когда могу их достать.
• Узел ГРМ — всегда заменяйте цепь, шестерню ГРМ и натяжитель цепи ГРМ. Если у вас однорядная цепочка, я предлагаю вам перейти на двухрядную цепочку, если таковая имеется.
• Уплотнения — должны входить в комплект прокладок, но проверьте еще раз.
• Масляный насос
• Детали регулятора давления масла — они недорогие, поэтому замените их.
• Водяной насос
• Комплект сцепления
СБОРКА
Держите руководство под рукой на этапе сборки. Это будет ваш основной ориентир.Я надеюсь, что к этому моменту у вас уже есть хорошее руководство. Я не буду описывать каждую мелочь, которую руководство расскажет вам о сборке двигателя. Вместо этого я расскажу вам о шагах, которые может не быть в руководстве, и о последовательности сборки двигателя, которая может быть вам полезна.
Все детали двигателя очищены, подготовлены и обработаны или новые. И как только у вас будет блок двигателя на подставке для двигателя, вы готовы приступить к делу.
Пробная установка коленчатого вала и подшипников
Установите коренные подшипники в блок, нанеся только тонкий слой несинтетического моторного масла 30WT, затем установите коленчатый вал и смажьте оголенную шейку маслом.В-третьих, установите коренные подшипники в основные крышки, но пока не устанавливайте крышки. Вам необходимо произвести пластиковую калибровку зазоров подшипников. В местном магазине запчастей вам нужно будет приобрести зеленый пластигометр с диапазоном измерения от 0,001 ″ -. 003 ″. Отрежьте небольшой кусочек пластика и поместите на журнал №1. Смажьте маслом, установите и затяните главную крышку №1 в соответствии со спецификациями руководства.
Осторожно снимите главный колпачок и используйте диаграмму на листе бумаги, с которым поставляется пластификатор, для определения зазора.От .0015 ″ до .002 ″ приемлемо. Делайте это по одной основной крышке, двигая спереди назад, стараясь не проворачивать коленчатый вал. Теперь, когда у вас есть приемлемые показания на главной шейке, убедитесь, что вы очистили пластификатор с каждой шейки коленчатого вала и вкладыша подшипника. Снимаем коленчатый вал.
Установите коленчатый вал и подшипник
Приобретите сборочную смазку хорошего качества. Смазку следует использовать в любом месте, где одна деталь соприкасается с другой, что может вызвать трение, за исключением стенок поршня и цилиндра.Мы поговорим об этом позже.
Установите и затягивайте главные крышки по очереди. Мне нравится начинать с центральной крышки. После того, как вы затянете его, чтобы повернуть коленчатый вал вручную, вы должны почувствовать приятное плавное движение без каких-либо заеданий. Убедитесь, что вы используете сборочную смазку на каждой основной крышке, а также на ваших упорных шайбах. После того, как коленчатый вал установлен, обязательно проверьте поплавок на конце коленчатого вала, как я впервые обсуждал в статье о разборке , и убедитесь, что он соответствует техническим характеристикам, указанным в руководстве.
Установите поршень и шатуны
Вам понадобится компрессор поршневых колец. Нанесите моторное масло 30W на стенки цилиндров и юбки поршней. Используйте кольцевой компрессор вокруг поршня в точке, где кольца расположены на поршне, чтобы сжать кольцо, как если бы оно было в цилиндре. Я начинаю с поршня №1. Убедитесь, что коленчатый вал находится в НМТ (нижней мертвой точке), что означает, что шейка коленчатого вала находится ближе всего к нижней части двигателя. Возьмите шатун со снятой крышкой и установленными шатунными подшипниками и вставьте шатун в отверстие.Убедитесь, что поршень помечен «спереди» и что вы устанавливаете его в правильном направлении.
Как только поршень достигнет точки, в которой кольцевой компрессор опирается на деку блока, используйте ударный молоток, чтобы утрамбовать верхние края кольцевого компрессора, чтобы он прилегал к отверстию. Используйте деревянную или пластиковую рукоятку молотка, чтобы вставить верхнюю часть поршня в отверстие. Убедитесь, что кольцевой компрессор плотно прижат к блочной платформе. Поршень теперь должен войти в отверстие.Если вы чувствуете какое-либо сопротивление, убедитесь, что кольцевой компрессор прижат под прямым углом к колодке блока, и если вы все еще чувствуете сопротивление, вы можете посмотреть в нижнюю часть блока и убедиться, что ваш шатун не задевает коленчатый вал.
Когда все поршни будут внутри, вы можете повернуть двигатель, чтобы получить доступ к нижней стороне. Проделайте тот же процесс с шатунными подшипниками, как мы делали с коленчатым валом и пластификатором каждой шейки по очереди. После того, как вы закончили процедуру пластикинга и все очистили, обязательно используйте сборочную смазку на подшипниках штока и установите крышки штоков.Смажьте резьбу болтов штанги моторным маслом или смазкой для узла крепежа, например, той, которую производит ARP, и затяните болты штанги в соответствии с инструкциями, указанными в руководстве.
Полезный совет: используйте Sharpie, чтобы нанести маркировку на детали, которые вы уже затянули или проверили зазор, чтобы узнать, где вы находитесь.
Установите распределительный вал, переднюю пластину двигателя и упорную пластину кулачка
Обильно накройте шейки, кулачки и шестерни распределительного вала монтажной смазкой. Будьте особенно осторожны при установке распределительного вала в блок — особенно с блоком, который имеет кулачковый подшипник, поскольку большинство зазубрин и царапин происходит во время установки.
Установите упорную пластину кулачка, зубчатые колеса, цепь и натяжитель (если применимо), следуя инструкциям руководства по ремонту. Совместите точки на двух шестернях газораспределительного механизма при установке цепи.
Если вы используете рабочий распределительный вал, возможно, вам придется увеличить синхронизацию кулачка в соответствии с инструкциями производителя кулачка. Изменить заводскую установку фаз газораспределения можно одним из двух способов — с помощью шпонок распредвала со смещением или с помощью регулируемой шестерни распредвала. Большинство подъемников кулачка можно установить после кулачка, но на двигателях MG и Austin Healey серии A подъемники должны быть установлены до установки кулачка.Обратите особое внимание на подобные советы в руководстве по ремонту. Позже они избавят вас от лишних хлопот.
Градус распределительного вала
Это действительно проще, чем люди думают. Для выполнения работы вам потребуется следующее:
• Колесо угла
• Указатель — это может быть просто кусок проволоки, прикрепленный болтами к передней стороне блока. Он должен охватывать внешний край вашего градусного колеса, желательно на верхней стороне.
• Циферблатный индикатор на магнитном основании
Установив градусное колесо и указатель, поместите магнитное основание на верхнюю часть поверхности или деки блока цилиндров.Расположите его по направлению к поршню №1, а затем переместите поршень к верхней части блока. То, что вы ищете, — это точка, в которой стрелка индикатора циферблата перестает двигаться, когда поршень приближается к верхней части блока. Теперь, когда вы нашли ВМТ, переместите внешнюю лицевую панель циферблатного индикатора, чтобы отразить ноль на острие стрелки. Теперь ослабьте кривошипную гайку и поверните колесо градуса, чтобы отразить на нем ВМТ. Дважды и трижды проверьте это, чтобы убедиться, что вы находитесь в ВМТ. Это очень важно, потому что, если вы не в ВМТ, все ваши показания будут неправильными.
Установите смазанный подъемник на впускной патрубок цилиндра №1, а затем установите толкатель во впускной подъемник №1. Установите циферблатный индикатор на верхнюю часть этого толкателя. Цель состоит в том, чтобы определить максимальный подъем распределительного вала по индикатору. Проверните двигатель вручную; Мне нравится делать это с задней стороны двигателя, чтобы не мешать регулировке градусного колеса. Поверните коленчатый вал в нормальное рабочее положение (по часовой стрелке, если смотреть на переднюю часть двигателя), пока не увидите, что игла достигает максимального подъема распредвала. Обнулите индикатор и дважды проверьте правильность.Цель состоит в том, чтобы раскрутить двигатель при нормальном вращении до максимального подъема кулачка (теперь ноль на циферблатном индикаторе) и остановиться в той же заданной точке до и после достижения максимального подъема. Это число может быть разным, если это одна и та же точка до и после максимального подъема. Я использую 0,005 дюйма до и после максимального подъема распредвала. Убедитесь, что каждый раз, когда вы это делаете, вы поворачиваете двигатель против часовой стрелки примерно на 0,100 дюйма, а затем снова запускаете двигатель в обычном режиме — это гарантирует, что нет провисания цепи привода ГРМ, которое может исказить ваши показания.
Теперь остановитесь на 0,005 дюйма, прежде чем индикатор достигнет нуля или максимального подъема, запишите свои показания на градусном колесе. Двигайтесь к нулю, а затем по кругу и остановитесь на 0,005 дюйма после нуля. Запишите свое чтение. Сложите эти два числа вместе и разделите на два — это ваше время кулачка.
Скорее всего, время вашего кулачка, вероятно, не там, где оно должно быть. Но теперь вы будете знать, какой степени смещения ключа заказывать. Если вы используете регулируемую кулачковую шестерню, вы можете сделать все это, не снимая синхронизирующие шестерни снова, в отличие от шпонки смещения, которая может иметь диапазон допуска +/- 1-2 градуса.Регулируемые кулачковые шестерни будут иметь около 20 градусов регулируемой регулировки, чтобы гарантировать, что вы сможете установить синхронизацию кулачка именно там, где вам нужно. Регулируемая шестерня действительно того стоит, если позволяет ваш бюджет.
Полезный совет: при использовании регулируемого кулачкового механизма затяните стопорную гайку кулачка в соответствии со спецификациями руководства, прежде чем вносить изменения. Болты, удерживающие регулировку на кулачковой шестерне, маленькие (”-28), и если вы позже затянете стопорную гайку кулачка, которая имеет гораздо более высокий крутящий момент, вы можете переборщить с меньшими болтами и изменить синхронизацию кулачка.
Проверьте конечный поплавок распределительного вала
Вы сделаете это так же, как и конечный поплавок коленчатого вала. Установите магнитное основание и циферблатный индикатор на передней стороне кулачка или кулачковой шестерни и перемещайте распределительный вал спереди назад, считывая движение на индикаторе. Обратитесь к руководству по ремонту, чтобы узнать правильную спецификацию, но, скорее всего, это будет 0,002 ″ -. 005 ″. Если зазор слишком велик, вам придется установить регулировочную прокладку распределительного вала или удалить материал с задней стороны кулачковой шестерни.
Масляный насос и внешняя сборка
Установите масляный насос, помните, что важно разобрать масляный насос, очистить внутренние части, новые или бывшие в употреблении, смазать их и проверить зазоры на них в соответствии со спецификациями руководства.Обязательно смажьте все точки соприкосновения.
Установите все болты на внешней стороне блока, например, резьбовые заглушки, регулятор давления масла, привод и основание распределителя, водяной насос, крышку привода ГРМ, шкив кривошипа, кронштейны крепления двигателя и уплотнения (всегда наносите смазку на кромки уплотнения, чтобы избежать повреждений во время установки). Установите масляный поддон и прокладку.
Установить подъемники, толкатели и головку блока цилиндров
Для двигателей с крышкой подъемника или внешним доступом к подъемнику установите подъемники, если они еще не собраны.Далее устанавливаем ГБЦ. Убедитесь, что все резьбы шпилек и болтов смазаны маслом. Обычной практикой является смазывание резьбы всех болтов с высоким крутящим моментом двигателя для достижения истинного крутящего момента. После установки шпилек (если применимо) установите прокладку головки. Следуйте рекомендациям производителя прокладки головки в отношении покрытия. Например, большинство современных прокладок головки из черного композитного материала не требуют покрытия или герметика. Если вы используете медную прокладку, используйте спрей для медной прокладки. Установите головку блока цилиндров и коромысло в сборе.Проверните двигатель вручную за передний коленчатый болт и отрегулируйте все клапаны до рекомендованного зазора для используемого распредвала. При использовании высокопроизводительной камеры вторичного рынка она может отличаться от той, которая указана в руководстве.
ЗАКЛЮЧИТЕЛЬНЫЙ ПЛАН
• Установите крышку клапана.
• Установите задний диск двигателя, маховик и сцепление.
• Установите недавно отремонтированный двигатель в свой автомобиль.
Первый запуск
Залейте в двигатель все жидкости.
Обязательно используйте моторное масло с содержанием ZDDP 1200 ppm, чтобы продлить срок службы двигателя.
Перед запуском проверяйте давление масла. Снимите свечи зажигания и проверните двигатель до тех пор, пока не увидите давление масла на манометре. Это займет несколько минут. Не торопитесь и дайте стартеру перерыв, если это займет некоторое время. Никогда, никогда не запускайте двигатель, не убедившись, что у вас есть давление масла.
После того, как вы подтвердите давление масла, вы готовы к первому запуску двигателя. Подготовьте индикатор времени, чтобы установить время. После запуска двигателя вы хотите установить холостой ход прибл.2000 об. / Мин. Дайте двигателю поработать 20 минут при 2000 об / мин, чтобы ваш кулачок и подъемники приработались.
При обкатке проверьте на герметичность. После 20-минутной обкатки сделайте окончательную настройку. Если все в порядке, совершите небольшую поездку на машине (на всякий случай не уходите далеко от дома), меняя обороты от 2000 до 4000. Убедитесь, что двигатель не перегревается. После нескольких циклов нагрева вам нужно будет подтянуть головку блока цилиндров и отрегулировать зазор клапана.
Об авторе: Хэп Уолдроп, более 30 лет занимающийся настройкой двигателей и сборщиком двигателей, часто посещает британские автомобильные форумы.Его советы по дорожным машинам и гонщикам часто остаются последним словом. Хэп владеет и управляет Acme Speed Shop в Гринвилле, Южная Каролина, где он специализируется на восстановлении двигателей MG, начиная от стандартных до полностью подготовленных для гонок. Чтобы прочитать предыдущую статью Хэпа о разборке и проверке двигателя, посетите www.mossmotoring.com/disassembly-british-engine
.