Какой шаг резьбы является стандартным? Какой шаг резьбы у болта М12 или М20
Винтовая нарезка на поверхности стержневой части крепежных изделий имеет параметры, четко определенные действующими стандартами.
Требования к конфигурации, габаритам сечения и шагу резьбы касаются не только наружной насечки болтов, винтов и шпилек. Аналогичные запросы применяются при изготовлении гаек, резьбовых втулок, анкеров и других элементов.
Резьбовым шагом называется величина расстояния между двумя соседствующими витками винтовой насечки.
Какими бывают шаги и резьбы
Классификация крепежа в зависимости от типа резьбовой нарезки производится по разным признакам, среди которых выделяются следующие:
- Единица измерения шага и диаметра бывает:
- метрическая;
- дюймовая;
- модульная, у которой шаг резьбы является кратным числу π;
- питчевая (шаговый пазмер равен установленной доле числа π).

- Место расположения резьбы может быть внутри или снаружи крепежа.
- Направление вкручивания – левое или правое.
- Число заходов – от одного и более. Однозаходной называется резьба, стандартный шаг которой равен величине одного оборота болта или гайки при закручивании. Величина хода многозаходной нарезки определяется умножением шага на количество заходов.
- Контур крепежного устройства – цилиндрический, конусообразный.
- Профиль сечения может иметь вид:
- треугольника;
- трапеции;
- прямоугольника;
- полусферы.
В следующей таблице показаны наиболее характерные виды стандартной метрической резьбы с условными обозначениями и примерами маркировки:
Какой стандартный шаг резьбы бывает у болта
ГОСТ 8724-81 (ISO 261-98) определяет соответствие диаметров и шагов для метрических резьб, а также нормы взаимозаменяемости.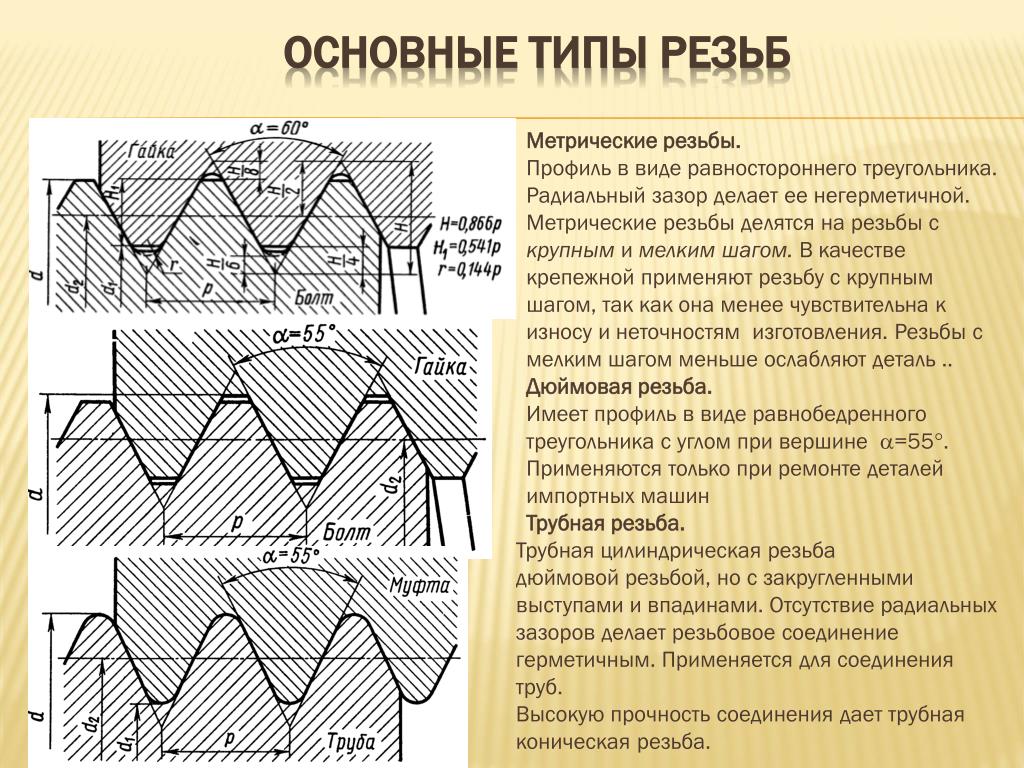
- М10 возможно наличие широкого шага размером в 1,5 мм и четыре мелких варианта – 0,5 мм, 0,75 мм, 1,0 мм и шаг 1,25 мм;
- М8 предусмотрена крупная резьба размером 1,25 мм и три мелких версии 0,5-0,75-1,0 мм;
- М12 размер широкого расстояния равен 1,75 мм, мелкого – 0,5/0,75/1,0/1,25/1,5 мм;
- М14 и М16 крупным считается дистанция между соседними вершинами профиля величиной в 2,0 мм, мелким – 0,5/0,75/1,0/1,25/1,5 мм;
- М20 широкий шаг резьбы принят в размере 2,5 мм, малый – в диапазоне от 0,5 мм до 2,2 мм.
В международных стандартах в качестве основной единицы измерения принят дюйм, величина равная 25.4 мм. Следующая таблица наглядно показывает, какие метрические параметры имеет дюймовый крепеж.
Метрическая резьба характеризуется единой величиной угла профиля. Она всегда равна 60°, тогда как у дюймовой нарезки угол может отличаться в ту или другую сторону.
Можно ли определить шаг резьбы по маркировке
В соответствии с регламентом ГОСТ 8724-81 обязательное присутствие в маркировке размера шага резьбы не предусмотрено, хотя и не возбраняется. Приведем несколько примеров:
- М22 означает, что на болт или винт нанесена крупная нарезка с номинальным диаметром 22 мм и правой нарезкой;
- М22LH – то же, но только с резьбой, направленной в левую сторону;
- М22*2 Говорит о том, что перед нами изделие с размером сечения 22 мм, мелкой резьбой, имеющей шаг в 2 мм;
- М22*3(P1) – болт диаметром 22 мм, имеющий трехзаходную насечку с ходом в 3 мм и шагом в 1 мм;
- М22*3(P1) LH – крепеж с аналогичными предыдущему варианту параметрами, но только с левой резьбой.
В маркировке крепежных изделий шаг резьбы обозначается буквой P а рядом стоящая цифра указывает на его размер. Не следует путать это понятие с ходом. В случае однозаходной резьбы эти величины совпадают. Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Когда же нарезка имеет многозаходный характер, то ход определяется как произведение шага на число заходов.
Нюансы выбора крепежа и производства монтажных работ
Чтобы крепежный узел максимально надежно выполнял свои эксплуатационные задачи, важно подбирать болт и гайку не только по номинальному диаметру. Эти два элемента должны иметь одинаковые размеры по основному шагу резьбы. Кроме того, у них должны совмещаться направление вращения и количество заходов резьбовой нарезки.
Нельзя для формирования одного узла одновременно использовать элементы с метрической и дюймовой нарезкой. Следует точно соблюдать последовательность технологического процесса с предварительной подтяжкой и очередностью затягивания болтов. Только так можно не допустить перекосов и создать прочное соединение.
По любым возникшим вопросам обращайтесь к специалистам компании «Трайв-Комплект». Проконсультируем, поможем с правильным выбором крепежа. Все контакты указаны в соответствующем разделе нашего сайта.
Все контакты указаны в соответствующем разделе нашего сайта.
Материалы подготовлены специалистами компании «Трайв-Комплект».
При копировании текстов и других материалов сайта — указание
ссылки на сайт www.traiv-komplekt.ru обязательно!
Просмотров: 20433
02.04.2020
Основные типы болтов, винтов, шпилек. Классификация и особенности применения
Основные типы болтов
В соответствии с ГОСТ 27017-86 «Изделия крепежные. Термины и определения» болтом называется крепежное изделие в форме стержня с наружной резьбой на одном конце, с головкой на другом, образующее соединение при помощи гайки или резьбового отверстия в одном из соединяемых изделий. Отметим, что похожее определение в стандарте получает и винт: крепежное изделие для образования соединения или фиксации, выполненное в форме стержня с наружной резьбой на одном конце и конструктивным элементом для передачи крутящего момента на другом.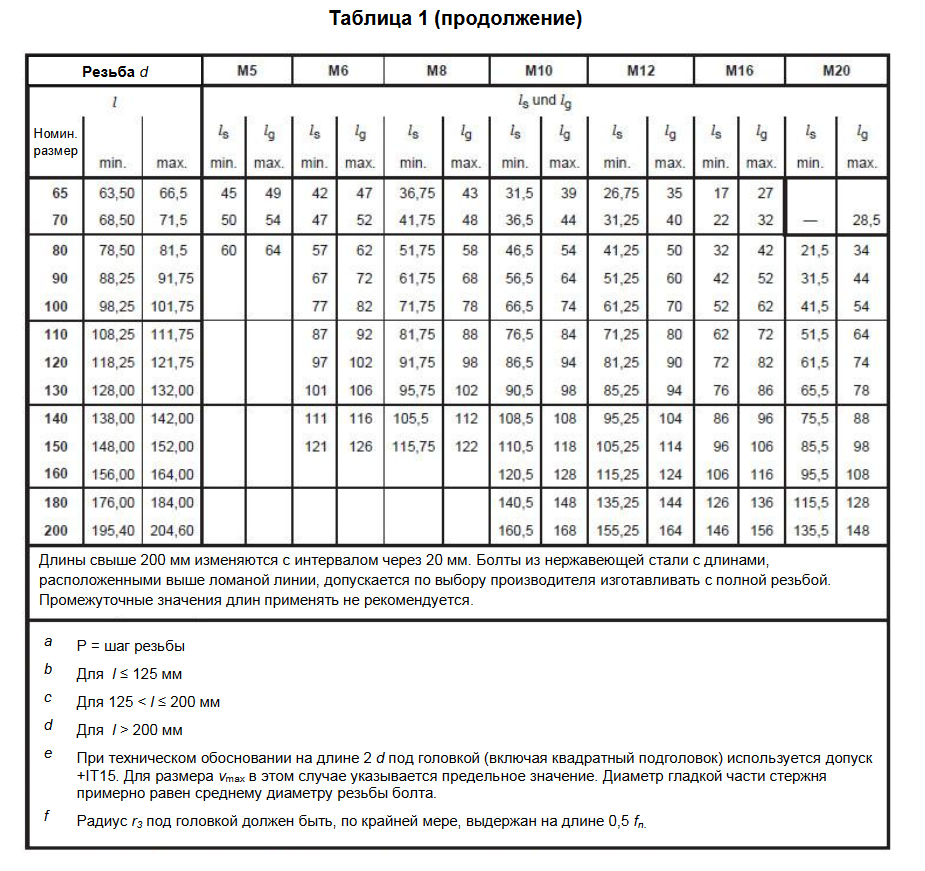
Полной ясности в вопросе, чем отличается болт от винта, нет до сих пор. Например, иногда признаком болта считают неполную резьбу, хотя существуют болты и с полной резьбой. Если резьба выполнена не по всей длине болта, то диаметр гладкой части стержня примерно такой же, как и диаметр резьбы, измеренный на вершинах ее витков. Но бывают и исключения.
Иногда говорят, что болт должен обязательно иметь шестигранную головку. Но, в то же время, болтами называют изделия с полукруглой и потайной головкой. Рассмотрим наиболее популярные варианты болтов, имеющиеся в ассортименте ЦКИ.
Шестигранная головка производится в нескольких модификациях: основная, с опорным выступом, с буртом, с фланцем.
Болты с шестигранной головкой и основной резьбой разделяют на болты с полной (DIN 933) и неполной резьбой (DIN 931) и мелким и сверхмелким шагом резьбы (DIN 960 и DIN 961).
Отдельно могут быть выделены болты с шестигранной головкой с увеличенным размером под ключ для высоконагруженных предварительно напряженных резьбовых соединений стальных конструкций DIN 6914.
Болты с уменьшенным размером под ключ отличаются разнообразием исполнений.
Наряду с шестигранными головками болты могут иметь полукруглую головку:
низкую с квадратным подголовком (DIN 603) с усом (DIN 607)
И потайную головку:
с усом (DIN 604) с высоким и низким квадратным подголовком (DIN 608)
К таким болтам устойчиво применяется определение «мебельный». Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.
Отчасти это объясняется тем, что некоторые из них широко применяются при производстве мебели. При этом усы и подголовки препятствуют проворачиванию изделия при сборке.
Примерами болтов называемых по назначению являются «откидной» и «приварной».
У откидного болта DIN 444 вместо привычной головки расположена втулка со сквозным отверстием – её еще называют кольцом. Как правило, втулка сидит на оси и болт вращается вокруг нее. Толщина кольца и длина резьбы в конструкции могут варьироваться.
Приварной болт вообще мало похож на болт. На месте головы у него расположен маленький цилиндрический выступ. Часто это изделие называют ещё шпилька приварная.
Именно он обеспечивает стыковую сварку болта и основания. Вместо цилиндра с резьбой привариваться могут и другие внешние элементы.
Под формальное наименование «болт» попадают также болты анкерные и призонные.
Анкерные болты предназначены для замуровывания в бетон.
Его задача – обеспечить максимальное сопротивление вырыву анкера из основания. Поэтому второму концу придают расширяющуюся форму. При установке болта эта часть опускается в шурф и заливается бетоном.
Призонный болт – это болт, диаметр гладкой части стержня которого обеспечивает его установку по посадке без зазора в точно обработанное отверстие. Для этого резьбовая часть исполняется заведомо меньшего диаметра.
«Призонный» болт DIN 609 — это искаженное «прецизионный», то есть высокой точности. Также в качестве призонных применяются «Болты с шестигранной уменьшенной головкой класса точности А для отверстий из-под развертки. ГОСТ 7817-80».
Технология производства болтов
Наиболее распространенная технология производства болтов представлена на рисунке ниже.
Классификация винтов
Рассмотрим теперь винты, имеющиеся в ассортименте ЦКИ. Самая большая группа из них – винты общего назначения. Это с ними мы встречаемся ежедневно в быту и на производстве. Все они имеют стержень с полной резьбой (хотя бывают и исключения) и головки различной формы. На головках имеются шлицы или углубления под ключ разного типа.
Другая большая группа винтов – винты установочные. Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
Название пошло от их назначения. В своем большинстве они предназначены для точной установки и фиксации деталей в механизмах. Для этого на своих концах они имеют различные выступы или углубления.
По ГОСТ 12414-94 (ISO 4753:1999): «Концы болтов, винтов и шпилек. Размеры» предусматриваются следующие концы установочных винтов:
Привод крутящего момента осуществляется следующими элементами:
В сводной таблице представлены реально существующие, наиболее распространённые сочетания головок и концов установочных винтов с указанием стандарта DIN.
Мебельные винты представлены двумя изделиями:
Группа винтов имеет головки в форме крючков и петель разного вида:
Винт-барашек DIN 316 представлен двумя модификациями, отличающимися формой крылышек. Более остроконечные относятся к т.н. «американской» форме.
Более остроконечные относятся к т.н. «американской» форме.
Классический винт-барашек «Американская» форма винта-барашка
Резьбонарезающий винт DIN 7516 имеет конец в виде метчика, которым он нарезает метрическую резьбу в предварительно высверленном отверстии.
Что касается головок, то их используется довольно много:
- АЕ – цилиндрическая головка со сферой и крестообразным шлицем;
- DЕ – потайная головка с крестообразным шлицем;
- ЕЕ – полупотайная головка с крестообразным шлицем;
- А – шестигранная головка;
- ВЕ – цилиндрическая головка с прямым шлицем;
- FЕ – потайная головка с прямым шлицем;
-
GЕ – полупотайная головка с прямым шлицем.
Еще один винт, самостоятельно образующий резьбу – DIN 7500 выдавливает ее в первоначально нанесенном гладком отверстии. Это удобно при установке изделий в условиях односторонне доступом и существенно увеличивает плотность соединения, особенно с металлическим листом. Его конец имеет форму трехгранного стержня с заходной частью и плавным сбегом резьбы.
Виды шпилек
Шпильки – еще одно крепёжное изделие из стержня с наружной резьбой, образующее соединение при помощи гайки или резьбового отверстия. В отличие от болта или винта шпилька не имеет головки, но зато имеет два резьбовых конца, или даже сплошную резьбу по всей длине стержня.
Шпильки широко используются при глухих посадках. Естественно, что при этом длина ввинчиваемого конца строго регламентируется. В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
В соответствии с ГОСТ она может составлять только 1; 1,25; 2; 2,5 от диаметра резьбы. Длина второго конца в сумме с длиной безрезьбового участка может изменяться в широких пределах.
Кроме того изготавливаются шпильки с равными длинами резьбы на концах, а также со сплошной резьбой.
Шпильки по DIN 975 и DIN 976 – это наиболее распространенные варианты. По сути это просто длинные шпильки со сплошной резьбой: их длина обычно составляет 1 или 2 м (но бывают и 3 и 4 метра). Основное отличие в том, что DIN 976 может быть разной длины, а DIN 975 только 1 или 2 м. Подробнее о шпильках и их особенностях можно ознакомиться у нас в блоге. Отметим, что для удобства работы штанги в зависимости от материала и класса прочности маркируются окрашиванием торцов. Ниже приводится таблица применяемых цветов.
Ниже приводится таблица применяемых цветов.
| Класс прочности | Цвет |
| 4.8 | без цвета |
| 5.6 | коричневый |
| 5.8 | синий |
| 8.8 | жёлтый |
| 10.9 | белый |
| 12.9 | чёрный |
| А2-70 | зелёный |
| А4-70 | красный |
Понравился материал?
Мелкий шаг резьбы — описание и различия
Болты, винты, гайки, шпильки, саморезы, шурупы, пробки и другой крепеж имеют основной и мелкий шаг резьбы. К основным видам резьб относятся:
К основным видам резьб относятся:
- Метрическая
- Дюймовая
- Трубная
- Шурупная
- Трапецеидальная
Резьба имеет ряд элементов:
- профиль резьбы — это очертания впадин и выступов в сечении плоскостью, проходящей вдоль оси крепежного элемента;
- шаг резьбы — расстояние между двумя вершинами, измеренными вдоль оси крепежного элемента;
- угол профиля резьбы — угол между боковыми сторонами профиля резьбы, измеряемой в плоскости, проходящей через ось крепежного элемента;
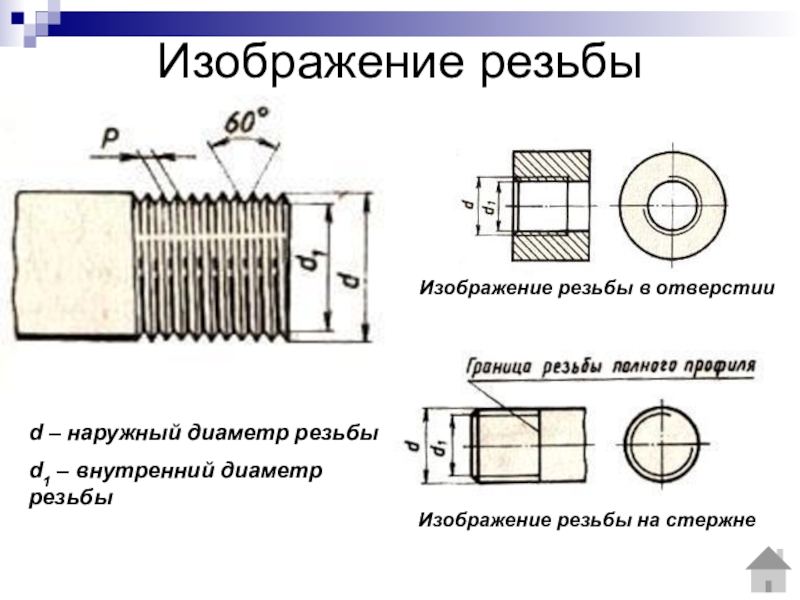
- наружный диаметр резьбы — наибольший диаметр, измеряют по вершинам профиля, перпендикулярно оси крепежного элемента;
- ход резьбы — величина относительного осевого перемещения крепежного изделия с резьбой за один оборот.
Профиль метрической резьбы.
Р шаг резьбы, Н — высота витка резьбы, D — диаметр резьбы болта, D1 — внутренний диаметр резьбы гайки.
В машиностроении стран бывшего СССР наиболее употребляема метрическая резьба. Все крепежные метрические резьбы имеют треугольный профиль с углом при вершине 60 градусов.
Различают метрическую основную резьбу для крепежных изделий (ГОСТ 9150-81) и метрическую мелкую резьбу.
Метрическая мелкая резьба подразделяется:
- Мелкая резьба;
- Мелкая резьба 2:
- Супермелкая.
У резьбы с мелким шагом одному и тому же наружному диаметру могут соответствовать разные шаги. Резьбу с мелким шагом обозначают, например, М10х1,25 или М14х1,5. Где М10 или М14 обозначает диаметр крепежного изделия, а 1,25 или 1,5 — шаг резьбы. Если вы покупаете крепежное изделие, где обозначен только диаметр, то шаг резьбы у этого изделия основной. Обычно мелкий шаг резьбы применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Мелкий шаг резьбы обычно применяется в резьбовых соединениях, работающих в условиях вибрации, переменных нагрузок и толчков.
Со склада вы можете приобрести следующие виды крепежа с мелким шагом резьбы:
Гайки
Гайки низкие шестигранные DIN 439, 936 аналог ГОСТов 5916, 5929;
Гайки шестигранные DIN 934 аналог ГОСТ 5915, 5927;
Гайки корончатые и прорезные DIN 935 аналог ГОСТов 5918, 5932;
Гайки корончатые и прорезные низкие DIN 937 аналог ГОСТов 5919, 5933;
Гайки круглые шлицевые ГОСТ 11871.
Болты с шестигранной головкой с неполной и полной резьбой класса прочности 8.8, 10.9 DIN 960, 961 аналог наших ГОСТов 7798, 7805
Штанги резьбовые DIN 976 (бывший DIN 975)
При заказе крепежа с мелким шагом резьбы используйте таблицу
| Шаг резьбы для основной и мелкой однозаходной резьбы | ||||
| Шаг резьбы P, мм | ||||
| Резьба | Основная резьба | Мелкая | Мелкая 2 | Супермелкая |
| 1 | 0,25 | 0,2 | — | — |
| 1,2 | 0,25 | 0,2 | — | — |
| 1,4 | 0,3 | 0,2 | — | — |
| 1,6 | 0,35 | 0,2 | — | — |
| 1,8 | 0,35 | 0,2 | — | — |
| 2 | 0,4 | 0,25 | — | — |
| 2,2 | 0,45 | 0,25 | — | — |
| 2,5 | 0,45 | 0,35 | — | — |
| 3 | 0,5 | 0,35 | — | — |
| 3,5 | 0,6 | 0,35 | — | — |
| 4 | 0,7 | 0,5 | — | — |
| 5 | 0,8 | 0,5 | — | — |
| 6 | 1 | 0,75 | 0,5 | — |
| 8 | 1,25 | 1 | 0,75 | 0,5 |
| 10 | 1,5 | 1,25 | 1 | 0,75 |
| 12 | 1,75 | 1,5 | 1,25 | 1 |
| 14 | 2 | 1,5 | 1,25 | 1 |
| 16 | 2 | 1,5 | 1,25 | 1 |
| 18 | 2,5 | 2 | 1,5 | 1 |
| 20 | 2,5 | 2 | 1,5 | 1 |
| 22 | 2,5 | 2 | 1,5 | 1 |
| 24 | 3 | 2 | 1,5 | 1 |
| 27 | 3 | 2 | 1,5 | 1 |
| 30 | 3,5 | 2 | 1,5 | 1 |
| 33 | 3,5 | 2 | 1,5 | 1 |
| 36 | 4 | 3 | 2 | 1,5 |
| 39 | 4 | 3 | 2 | 1,5 |
| 42 | 4,5 | 3 | 2 | 1,5 |
| 45 | 4,5 | 3 | 2 | 1,5 |
| 48 | 5 | 3 | 2 | 1,5 |
| 52 | 5 | 3 | 2 | 1,5 |
| 56 | 5,5 | 4 | 3 | 1,5 |
| 60 | 5,5 | 4 | 3 | 1,5 |
| 64 | 6 | 4 | 3 | 2 |
| 68 | 6 | 4 | 3 | 2 |
болт м6, м8, м10, м12, м16, м20
ГОСТ 7798-70 — самый известный и наиболее широко применяемый вид болтов. Основное назначение: соединение разнообразных деталей в машиностроении.
Основное назначение: соединение разнообразных деталей в машиностроении.
Для их производства применяется стальная среднеуглеродистая проволока повышенной точности изготовления. Применяемые марки стали — сталь 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 45 и др. Производство осуществляется холодной высадкой на специальных автоматах с последующей накаткой резьбы.
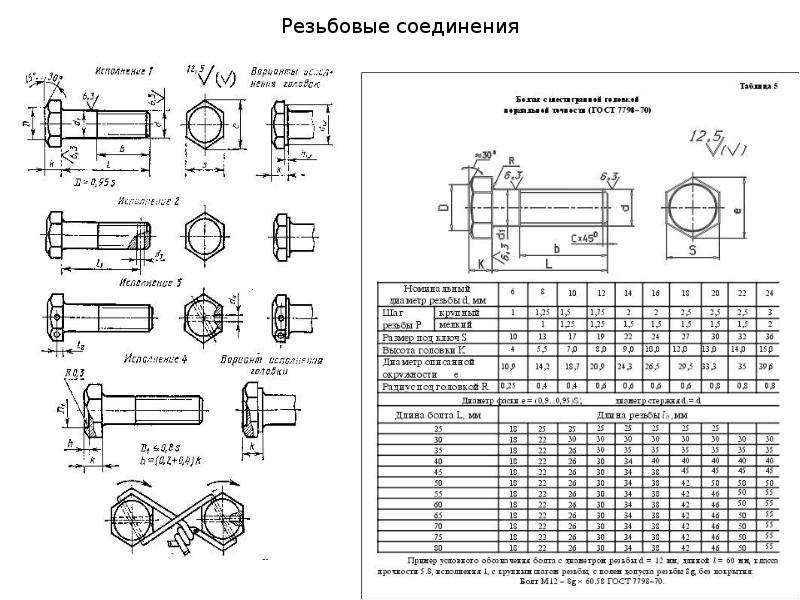
ГОСТ 7798-70 — болты с шестигранной головкой класса точности В с диаметром резьбы от 6 до 48 мм (зарубежные аналоги — DIN 933 и DIN 931). Стандарт полностью соответствует СТ СЭВ 4728-84.
Конструкция и размеры указаны на чертеже и в таблицах:
Таблица 1
| Марка стали: | 10 кп, 20кп, 10, 20, 35, 40Х, ЗОХР, 20Г2Р |
| Класс точности: | В |
| Класс прочности: | 4,8; 5,8; 8,8; 10,9 |
| Поле допуска резьбы: | 6g |
| Аналог: | DIN933, 931, ТУ 14-4-1760-94 |
| Номинальный диаметр резьбы d | болт м6 | болт М8 | болт М10 | болт М12 | (14) | болт М16 | (18) | болт М20 | (22) | болт м24 | (27) | болт м30 | болт м36 | болт м42 | болт м48 | |
| Шаг резьбы | крупный | 1 | 1,25 | 1,5 | 1,75 | 2 | 2,5 | 3 | 3,5 | 4 | 4,5 | 5 | ||||
| мелкий | — | 1 | 1,25 | 1,5 | 2 | 3 | ||||||||||
| Диаметр стержня d1 | 6 | 8 | 10 | 12 | 14 | 16 | 18 | 20 | 22 | 24 | 27 | 30 | 36 | 42 | 48 | |
| Размер «под ключ» S | 10 | 13 | 17 | 19 | 21 | 24 | 27 | 30 | 34 | 36 | 41 | 46 | 55 | 65 | 75 | |
| Высота головки k | 4,0 | 5,3 | 6,4 | 7,5 | 8,8 | 10,0 | 12,0 | 12,5 | 14,0 | 15,0 | 17,0 | 18,7 | 22,5 | 26,0 | 30,0 | |
| Диаметр описанной окружности е, не менее | 10,9 | 14,2 | 17,6 | 19,9 | 22,8 | 26,2 | 29,6 | 33,0 | 37,3 | 39,6 | 45,2 | 50,9 | 60,8 | 71,3 | 82,6 | |
| dw, не менее | 8,7 | 11,5 | 14,5 | 16,5 | 19,2 | 22,0 | 24,8 | 27,7 | 31,4 | 33,2 | 38,0 | 42,7 | 51,1 | 59,9 | 69,4 | |
| hw | не менее | 0,15 | 0,20 | 0,25 | ||||||||||||
| не более | 0,6 | 0,8 | ||||||||||||||
| Диаметр отверстия в стержне d3 | 1,6 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | 6,3 | 8,0 | ||||||||
| Диаметр отверстия в головке d4Н15 | 2,0 | 2,5 | 3,2 | 4,0 | 5,0 | |||||||||||
| Расстояние от опорной поверхности до оси отверстия в головке l2js15 | 2,0 | 2,8 | 3,5 | 4,0 | 4,5 | 5,0 | 6,0 | 6,5 | 7,0 | 7,5 | 8,5 | 9,5 | 11,5 | 13,0 | 15,0 | |
Примечание: Размеры болтов, приведенные в скобках, использовать не рекомендуется.
Чертеж болта 7798:
Перевод болтов из штук в килограммы приведен в таблице 2.
Таблица 2
| Длина болта, мм | Теоретическая масса 1000 шт. болтов кг» при номинальном диаметре резьбы d, мм | ||||||||||||||
| болт м6 | болт М8 | болт М10 | болт М12 | болт м14 | болт М16 | болт м18 | болт М20 | болт м22 | болт м24 | болт м27 | болт м30 | болт м36 | болт м42 | болт м48 | |
| 8 | 4,306 | 8,668 | — | — | — | — | — | — | — | — | — | — | — | — | — |
| 10 | 4,712 | 9,394 | 16,68 | — | — | — | — | — | — | — | — | — | — | — | — |
| 12 | 5,118 | 10,120 | 17,82 | — | — | — | — | — | — | — | — | — | — | — | — |
| 14 | 5,524 | 10,850 | 18,96 | 27,89 | — | — | — | — | — | — | — | — | — | — | — |
| 16 | 5,930 | 11,570 | 20,10 | 29,48 | 43,98 | — | — | — | — | — | — | — | — | — | — |
| 18 | 6,336 | 12,300 | 21,23 | 31,12 | 46,21 | 65,54 | — | — | — | — | — | — | — | — | — |
| 20 | 6,742 | 13,020 | 22,37 | 32,76 | 48,45 | 68,49 | 95,81 | — | — | — | — | — | — | — | — |
| 22 | 7,204 | 13,520 | 23,51 | 34,40 | 50,69 | 71,44 | 99,52 | — | — | — | — | — | — | — | — |
| 25 | 7,871 | 14,840 | 25,22 | 36,86 | 54,05 | 75,87 | 105,10 | 133,3 | — | — | — | — | — | — | — |
| 28 | 8,537 | 16,330 | 26,92 | 39,32 | 57,40 | 80,29 | 110,60 | 140,2 | — | — | — | — | — | — | — |
| 30 | 8,981 | 17,120 | 28,52 | 40,96 | 59,64 | 83,24 | 114,30 | 144,8 | 193,0 | — | — | — | — | — | — |
| 32 | 9,426 | 17,910 | 29,43 | 42,59 | 61,87 | 86,19 | 118,00 | 149,4 | 198,6 | 237,0 | — | — | — | — | — |
| 35 | 10,090 | 19,090 | 31,28 | 45,34 | 65,24 | 90,62 | 123,60 | 156,3 | 207,0 | 246,9 | 340,6 | — | — | — | — |
| 38 | 10,760 | 20,280 | 33,18 | 48,00 | 68,59 | 95,04 | 129,20 | 163,2 | 215,4 | 256,9 | 353,3 | — | — | — | — |
| 40 | 11,200 | 21,070 | 34,36 | 49,78 | 71,25 | 97,99 | 132,90 | 167,8 | 221,0 | 263,5 | 361,8 | 474,8 | — | — | — |
| 45 | 12,310 | 23,040 | 37,45 | 54,22 | 77,30 | 105,70 | 142,10 | 179,4 | 235,0 | 280,1 | 373,0 | 500,9 | — | — | — |
| 50 | 13,420 | 25,020 | 40,53 | 58,67 | 83,35 | 113,60 | 152,40 | 190,9 | 249,0 | 296,7 | 404,1 | 526,9 | 834,5 | — | — |
| 55 | 14,530 | 26,990 | 43,62 | 63,11 | 89,39 | 121,50 | 162,40 | 203,7 | 263,1 | 313,3 | 425,3 | 553,0 | 872,1 | 1304 | — |
| 60 | 15,640 | 28,970 | 46,70 | 67,55 | 95,44 | 129,40 | 172,40 | 216,0 | 278,9 | 329,9 | 446,5 | 579,0 | 909,8 | 1356 | — |
| 65 | 16,760 | 30,940 | 49,79 | 71,99 | 101,50 | 137,30 | 182,40 | 228,4 | 293,8 | 348,8 | 467,7 | 605,1 | 947,4 | 1407 | 2009 |
| 70 | 17,870 | 32,910 | 52,87 | 76,44 | 107,50 | 145,20 | 192,40 | 240,7 | 308,8 | 366,5 | 491,1 | 631,1 | 985,0 | 1458 | 2076 |
| 75 | 18,980 | 34,890 | 55,96 | 80,88 | 113,60 | 153,10 | 202,40 | 253,0 | 323,7 | 384,3 | 513,6 | 659,7 | 1023,0 | 1509 | 2143 |
| 80 | 20,090 | 36,860 | 59,04 | 85,33 | 119,60 | 161,00 | 212,40 | 265,0 | 338,6 | 402,1 | 536,1 | 687,5 | 1061,0 | 1561 | 2211 |
| 85 | 21,200 | 38,840 | 62,13 | 89,77 | 125,70 | 168,90 | 222,40 | 277,7 | 353,6 | 419,8 | 558,6 | 715,2 | 1098,0 | 1612 | 2278 |
| 90 | 22,310 | 40,810 | 65,21 | 94,20 | 131,70 | 176,80 | 232,40 | 290,1 | 368,5 | 437,6 | 581,0 | 743,0 | 1141,0 | 1663 | 2345 |
| 95 | — | 42,790 | 68,30 | 98,64 | 137,80 | 184,70 | 242,40 | 302,4 | 383,4 | 455,4 | 603,5 | 770,8 | 1181,0 | 1715 | 2412 |
| 100 | — | 44,760 | 71,38 | 103,10 | 143,80 | 192,60 | 252,40 | 314,7 | 398,3 | 473,2 | 626,0 | 798,5 | 1221,0 | 1766 | 2479 |
| 105 | — | — | 74,47 | 107,50 | 149,90 | 200,50 | 262,40 | 327,1 | 413,3 | 490,9 | 648,5 | 826,3 | 1261,0 | 1826 | 2546 |
| 110 | — | — | 77,55 | 112,00 | 155,90 | 208,40 | 272,30 | 339,4 | 428,2 | 508,7 | 671,0 | 854,1 | 1301,0 | 1880 | 2614 |
| 115 | — | — | 80,63 | 116,40 | 162,00 | 216,30 | 282,30 | 351,8 | 443,1 | 526,5 | 693,5 | 881,8 | 1341,0 | 1934 | 2690 |
| 120 | — | — | 83,72 | 120,90 | 168,00 | 224,20 | 292,30 | 364,1 | 458,1 | 544,2 | 716,0 | 909,6 | 1381,0 | 1989 | 2760 |
| 125 | — | — | 86,80 | 125,30 | 174,00 | 232,10 | 302,30 | 376,4 | 473,0 | 562,0 | 738,5 | 937,4 | 1421,0 | 2043 | 2831 |
| 130 | — | — | 89,89 | 129,70 | 180,10 | 240,00 | 312,30 | 388,8 | 487,9 | 579,8 | 761,0 | 965,2 | 1461,0 | 2098 | 2903 |
| 140 | — | — | 96,06 | 138,60 | 192,20 | 255,80 | 332,30 | 413,5 | 517,8 | 615,3 | 806,0 | 1021,0 | 1541,0 | 2207 | 3045 |
| 150 | — | — | 102,18 | 147,50 | 204,30 | 271,60 | 352,30 | 438,1 | 547,6 | 650,8 | 850,1 | 1076,0 | 1621,0 | 2315 | 3187 |
| 160 | — | — | 108,38 | 156,40 | 216,40 | 287,40 | 372,30 | 462,8 | 577,5 | 686,4 | 895,9 | 1132,0 | 1701,0 | 2424 | 3329 |
| 170 | — | — | 114,58 | 165,30 | 228,50 | 303,20 | 392,30 | 487,5 | 607,4 | 721,9 | 940,9 | 1188,0 | 1780,0 | 2533 | 3471 |
| 180 | — | — | 120,68 | 174,20 | 240,60 | 319,00 | 412,30 | 512,2 | 637,2 | 757,5 | 985,9 | 1243,0 | 1860,0 | 2642 | 3614 |
| 190 | — | — | 126,88 | 183,10 | 252,70 | 333,80 | 432,30 | 536,9 | 667,1 | 793,0 | 1031,0 | 1299,0 | 1940,0 | 2751 | 3756 |
| 200 | — | — | 133,08 | 191,90 | 264,70 | 350,60 | 452,20 | 561,5 | 697,0 | 828,6 | 1076,0 | 1354,0 | 2020,0 | 2860 | 3898 |
| 220 | — | — | — | 209,70 | 228,90 | 382,20 | 492,20 | 610,9 | 756,7 | 899,6 | 1166,0 | 1465,0 | 2180,0 | 3077 | 4182 |
| 240 | — | — | — | 227,50 | 313,10 | 413,80 | 532,20 | 660,3 | 816,4 | 970,8 | 1256,0 | 1576,0 | 2340,0 | 3295 | 4466 |
| 260 | — | — | — | 245,20 | 337,60 | 445,40 | 572,20 | 709,6 | 876,1 | 1042,0 | 1346,0 | 1687,0 | 2500,0 | 3513 | 4751 |
| 280 | — | — | — | — | 361,50 | 476,90 | 612,20 | 759,0 | 935,9 | 1113,0 | 1436,0 | 1798,0 | 2660,0 | 3730 | 5035 |
| 300 | — | — | — | — | 385,70 | 508,50 | 652,20 | 808,3 | 995,6 | 1184,0 | 1526,0 | 1910,0 | 2820,0 | 3948 | 5319 |
Варианты исполнения головки болта устанавливает производитель болтов. Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Наиболее широко применяются болты м6, м8, м10, м12, м16, м20 по типу исполнения 1. Болты по типу исполнения 2 и 3, как правило, производятся на заказ.
Примеры условного обозначения:
- Болт М12 — 6gх60.58 (S19) ГОСТ 7798-70
Болт тип исполнения 1, с диаметром резьбы d=12 мм, с размером «под ключ» S=19 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, черный.
- Болт М10х1,25 — 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=10 мм, с размером «под ключ» S=17 мм, с мелким шагом резьбы 1,25 мм., с полем допуска 6g, класса прочности 10.9, изготовленный из стали марки 40Х, с покрытием типа 01 толщиной 6 мкм. (болт оцинкованный)
- Болт М16 — 6gх60.58 (S24) ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером «под ключ» S=24 мм, длиной l=60 мм, с крупным шагом резьбы с полем допуска 6g, класса прочности 5. 8, черный без покрытия.
8, черный без покрытия.
- Болт М16х1,5 — 6gх60.109.40Х.016 ГОСТ 7798-70
Болт исполнения 1, с диаметром резьбы d=16 мм, с размером «под ключ» S=24 мм, длиной 60 мм, с мелким шагом резьбы с полем допуска 6g, класса прочности 10.9, из стали марки 40Х, с цинковым покрытием толщиной 6 мкм.
- Болт 2М20 — 6gх60.58 (S30) ГОСТ 7798-70
Болт исполнения 2, с диаметром резьбы d=20 мм, с размером «под ключ» S=30 мм, длиной l=60 мм, с крупным шагом резьбы, с полем допуска 6g, класса прочности 5.8, без покрытия.
Узнать цены и оформить заказ на данную продукцию оптом от одного ящика вы можете у наших менеджеров.
Метрическая резьба. Шаг резьбы. Как измерить шаг резьбы
Метрическая резьба
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Метрическая резьба имеет треугольный профиль с углом 60° и плоско срезанными вершинами. Диаметр и шаг резьбы выражены в милиметрах. Существует несколько стандартов на метрическую резьбу. Все-таки и в Европе, и в США чаще применяется метрическая резьба стандарта ISO. Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «×«, обозначение шага резьбы (например, М12×1,25).
Метрическая обозначается буквой «М», за которой следует значение наружного диаметра резьбы и, после символа «×«, обозначение шага резьбы (например, М12×1,25).
Метрическая резьба с нормальным шагом обычно помечается буквой «М», за которой следует значение наружного диаметра резьбы, но шаг при этом не указывается (например М4, М6, М12). Как правило под резьбой ISO подразумевается именно резьба с нормальным (крупным) шагом.
Метрическая резьба с мелким шагом помечается той же буквой «М», но в обозначение номинала резьбы всегда включается размер шага в мм (например, М12×1,25). За рубежом она иногда (например, в заголовках таблиц) может обозначаться буквами «MF» (от «Fine» — «Мелкий»). Метрическая резьба с мелким шагом применяется только в специальных случаях, когда нормальная резьба по стандарту ISO по каким-либо причинам не устраивает разработчиков того или иного узла или агрегата.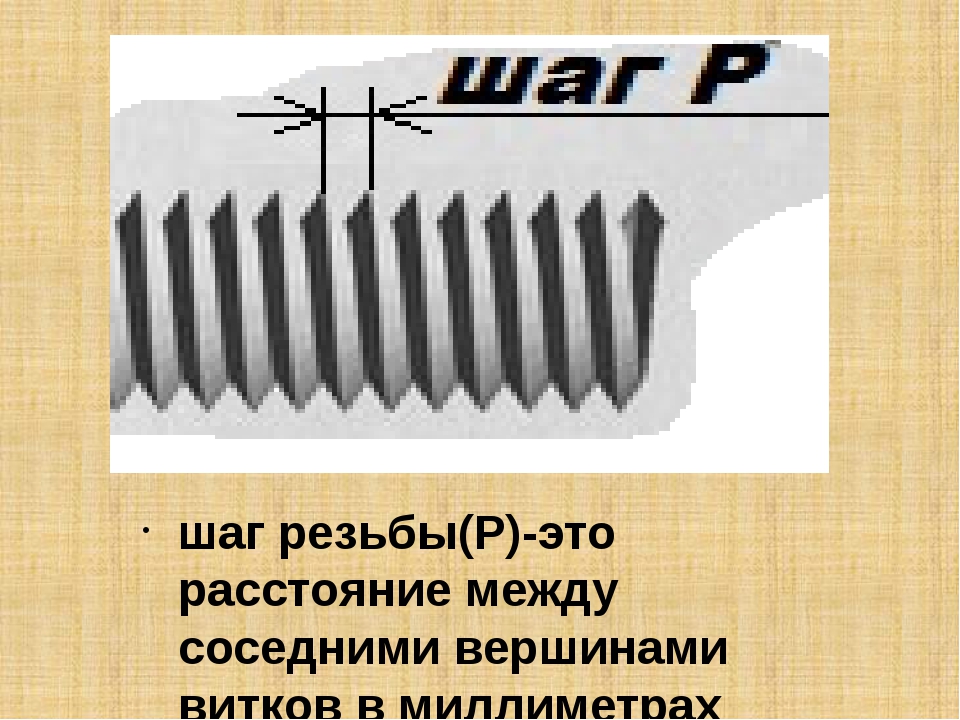
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0.25 | (0.2) | — | — |
M1. | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0. | — | — |
M3.5 | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2. | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1.0 |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1. |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4.0 | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5. | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
 2
2 35)
35) 0
0 0)
0) 5
5
Болты, гайки, шпильки, шайбы используемые при ремонте автомобиля
В автомобилях для крепления отдельных узлов и деталей в качестве крепежных элементов используются винты, болты, шпильки и гайки. Винтами называются резьбовые крепежные изделия с головкой, предназначенной для закручивания с помощью отверток. Болтами называются резьбовые крепежные изделия с головкой шестигранной или специальной формы, предназначенной для закручивания при помощи гаечных ключей.
Шпилька представляет собой стержень с резьбой, нарезанной с двух сторон. Часто с одной стороны шпилька имеет крупную, а с другой стороны — мелкую резьбу. В корпусную деталь шпилька вкручивается крупной резьбой, а с противоположной стороны на нее накручивается гайка, с помощью которой стягиваются скрепляемые детали (рис. 1.1).
Резьба винта должна совпадать с резьбой, выполненной в корпусной детали или гайке. Диаметр резьбы может измеряться в долях дюйма (в этом случае резьба называется дюймовой) или в метрических единицах. Диаметр резьбы измеряется по вершинам резьбы, на наружном диаметре болта или шпильки.
Рис. 1.1. Слева показан типичный болт, справа — шпилька. Обратите внимание на то, что на верхнем и нижнем концах шпильки резьба имеет разный шаг
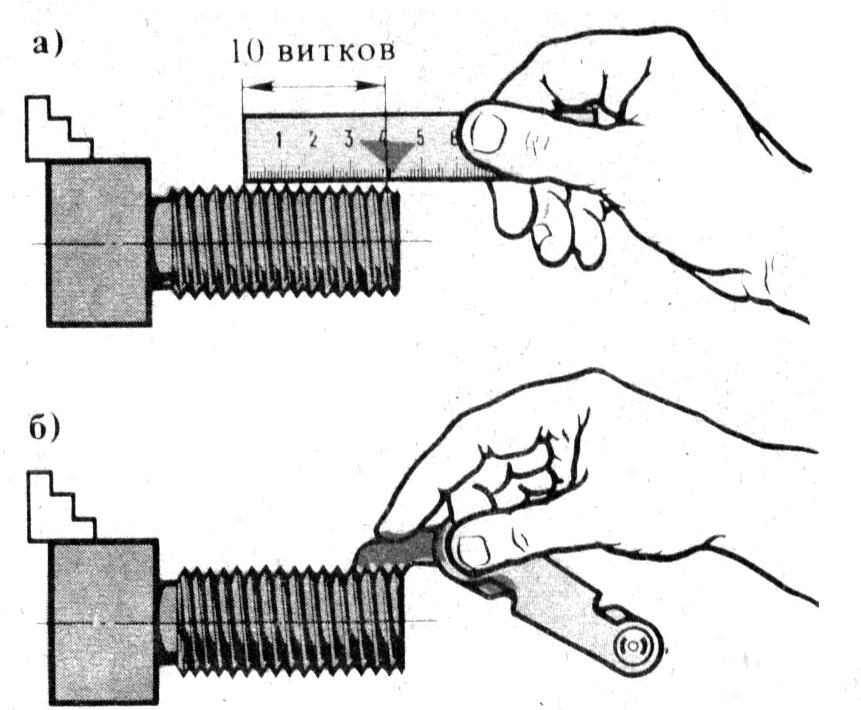
Дюймовая резьба бывает крупной и мелкой. Крупная резьба называется UNC-резьбой (Unified National Coarse — унифицированная классификация крупной резьбы, принятая в США), а мелкая резьба — UNF-резьбой (Unified National Fine — унифицированная классификация мелкой резьбы, принятая в США). Для обозначения резьбы используется стандартная комбинация диаметра резьбы и числа витков резьбы — на единицу длины (называемого шагом резьбы). Шаг — резьбы измеряется с помощью резьбомера (также
Для обозначения резьбы используется стандартная комбинация диаметра резьбы и числа витков резьбы — на единицу длины (называемого шагом резьбы). Шаг — резьбы измеряется с помощью резьбомера (также
называемого резьбовым калибром), как показано на рис. 1.2. Болты классифицируются по диаметру и длине, измеряемой от конца болта до нижней стороны его головки, как показано на рис. 1.3.
Размер дюймовой резьбы определяется наружным диаметром резьбы в долях дюйма и числом витков резьбы на дюйм длины. Типичными размерами UNC-резьбы являются 5/16-18 и 1/2-13. Аналогичные UNF-резьбы имеют размеры 5/16-4 и 1/2-20.
Рис. 1.2. Резьбомер служит для измерения шага резьбы. Этот болт имеет резьбу диаметром 1/2 дюйма с шагом 13 витков на дюйм (1/2-13)
Рис. 1.3. Размер болта определяется его длиной и диаметром резьбы
Пользуйтесь винтергриновым маслом
Синтетическое винтергриновое масло, которое можно купить в любой аптеке, обладает великолепной проникающей способностью. Поэтому, если не удается выкрутить заржавевший болт или найти пропиточное масло, шагайте прямиком в аптеку (рис. 1.4).
Поэтому, если не удается выкрутить заржавевший болт или найти пропиточное масло, шагайте прямиком в аптеку (рис. 1.4).
Рис. 1.4. Для ослабления заржавевших резьбовых соединений используется синтетическое винтергриновое масло
■ БОЛТЫ С МЕТРИЧЕСКОЙ РЕЗЬБОЙ
Размер метрической резьбы болта указывается буквой Af, и следующим за ней числом, означающим диаметр болта в миллиметрах (мм), измеренный по наружному диаметру (вершинам) резьбы. Пример обозначения метрической резьбы со стандартным шагом М8, Ml2. Размер метрической резьбы с мелким шагом указывается диаметром резьбы, за которым следует символ х и число, означающее расстояние между соседними витками резьбы, в миллиметрах (например, М8х1,5).
■ КЛАСС ПРОЧНОСТИ БОЛТА
Болты изготавливаются из различных сортов стали и поэтому отличаются по прочности. Классификация болтов по прочности называется классом прочности. На головку болта наносится маркировка, указывающая его класс прочности. На головку болтов с дюймовой резьбой наносятся риски, как показано на рис. 1.5 и рис. 1.6. Фактический класс прочности болта равняется числу рисок плюс два. Класс прочности болтов с метрической резьбой указывается десятичным числом, нанесенным на головку болта. Чем больше рисок или чем больше число, указанное на головке болта, тем выше его прочность. Иногда аналогичная маркировка, указывающая класс прочности, наносится на гайки и мелкий крепеж.
На головку болта наносится маркировка, указывающая его класс прочности. На головку болтов с дюймовой резьбой наносятся риски, как показано на рис. 1.5 и рис. 1.6. Фактический класс прочности болта равняется числу рисок плюс два. Класс прочности болтов с метрической резьбой указывается десятичным числом, нанесенным на головку болта. Чем больше рисок или чем больше число, указанное на головке болта, тем выше его прочность. Иногда аналогичная маркировка, указывающая класс прочности, наносится на гайки и мелкий крепеж.
Рис. 1.5. Стандартная маркировка класса прочности болтов
ВНИМАНИЕ
Никогда не используйте обычный хозяйственный крепеж (несортовой) в системах рулевого управления, подвеске или тормозной системе автомобиля. Используемый при техническом обслуживании автомобиля крепеж должен точно соответствовать по размеру и классу прочности крепежу, указанному и использованному производителем автомобиля.
Рис. 1.6. На станции техобслуживания всегда должен быть в наличии ассортимент высококачественных болтов и гаек, который может понадобиться для замены поврежденного крепежа в процессе технического обслуживания автомобиля
1.6. На станции техобслуживания всегда должен быть в наличии ассортимент высококачественных болтов и гаек, который может понадобиться для замены поврежденного крепежа в процессе технического обслуживания автомобиля
■ ГАЙКИ
У гаек размер шестигранного корпуса, как правило, совпадает с размером головки болта. У дешевых гаек размер шестигранного корпуса иногда превышает размер головки болта. Гайки с метрической резьбой часто маркируются лунками, нанесенными на их поверхность, которые указывают класс прочности. Чем больше лунок, тем выше класс прочности гайки. Для предотвращения самопроизвольного раскручивания соединения используется посадка с натягом. Для этого слегка деформируется форма гайки либо часть витков резьбы. Для предотвращения самопроизвольного ослабления гаек используется также нейлоновая кольцевая прокладка, фиксируемая в корпусе гайки, или нейлоновая прокладка или лента, закладываемая в резьбовое соединение.
Полудюймовый гаечный ключ не подходит к головке полудюймового болта
Распространенной ошибкой новичков, осваивающих азы ремонта автомобиля, является представление о том, что размер болта или гайки — это размер его головки. Размер болта или гайки (наружный диаметр резьбы), как правило, меньше посадочного размера, указанного на рожковом ключе или головке торцового ключа. Ниже приведена таблица соответствия номера ключа размеру резьбы.
Номер ключа | Размер резьбы |
7/16 дюйма | 1/4 дюйма |
1/2 дюйма | 5/16 дюйма |
9/16 дюйма | 3/8 дюйма |
5/8 дюйма | 7/16 дюйма |
3/4 дюйма | 1/2 дюйма |
10 мм | 6 мм |
12 мм или 13 мм* | 8 мм |
14 мм или 17 мм* | 10 мм |
* Метрическая система (Международная система единиц — СИ).
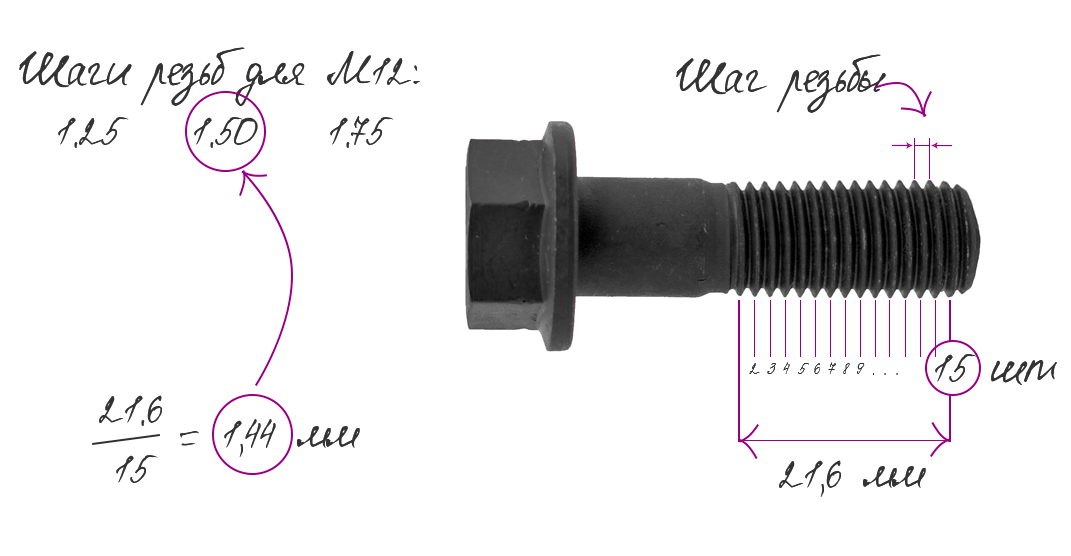
Рис. 1.7. Различные типы контрящихся гаек: слева — гайка с нейлоновой кольцевой прокладкой, по центру — гайка преднамеренно деформированной формы, справа — корончатая гайка под шплинт
ПРИМЕЧАНИЕ
Для стопорных гаек используется общее название — контрящаяся гайка. Оно означает, что сила прижима или момент затяжки гайки сохраняется в процессе эксплуатации и не ослабляется во время движения от вибраций. Контрящиеся гайки, если они были откручены, необходимо заменять новыми, во избежание ослабления их затяжки в процессе эксплуатации. Строго соблюдайте технические требования производителя автомобиля. В тех случаях, когда необходимо одновременно законтрить гайку или болт и защитить резьбовое соединение от коррозии, используйте анаэробные герметики, например Locktite, наносимые на резьбу.
Почему «Филипс» стало общепринятым названием одного из видов отверток?
В1936 году изобретатель Генри Филипс (Henry М.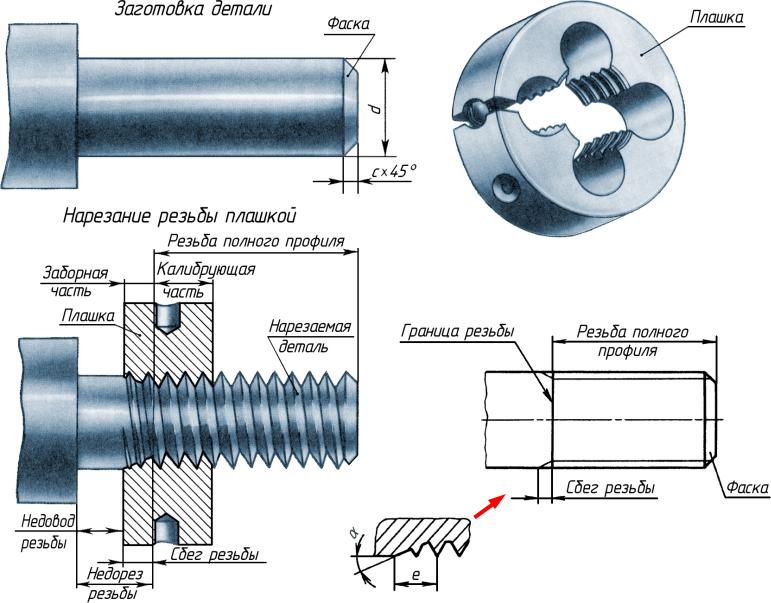 Phillips) запатентовал винт с головкой типа «Филипс». Крестообразный шлиц на головке этого винта не доходит до ее края, поэтому жало отвертки всегда фиксируется по центру головки винта.
Phillips) запатентовал винт с головкой типа «Филипс». Крестообразный шлиц на головке этого винта не доходит до ее края, поэтому жало отвертки всегда фиксируется по центру головки винта.
■ ШАЙБЫ
Под головку болта и под гайку часто подкладыва-ются кольцевые прокладки (шайбы). Простые плоские шайбы используются для равномерного распределения силы прижима по периметру крепежной детали. Контровочные шайбы ставятся для предотвращения самопроизвольного ослабления затяжки резьбового соединения. Для облегчения сборки шайба может фиксироваться в корпусе гайки.
Итог: В качестве крепежа в ходовой части автомобиля широко используются болты, шпильки и гайки. Размеры дюймовой и метрической резьб не совпадают и они не взаимозаменяемы. Маркировка крепежа указывает класс его прочности.
крупный, мелкий, таблица соответствия основного и мелкого шага
Шаг метрической резьбы
Мы часто сталкиваемся с проблемой подбора необходимого крепежного изделия, и возникает вопрос, какой подобрать шаг резьбы. Давайте разберемся, что такое резьба и на что следует обращать внимание.
Давайте разберемся, что такое резьба и на что следует обращать внимание.
Резьба — это вид поверхности с чередующимися выступами и впадинами. Существует несколько видов резьбы. Самые популярные – метрическая и дюймовая. В данной статье мы затронем только метрическую резьбу, так как она более распространенная.
Метрическая резьба является основным типом крепежной резьбы. Отличается она шагом и номинальным диаметром. Шаг резьбы равен расстоянию между двумя одинаковыми точками ближайших одноименных профилей, лежащих в одной плоскости. Не смотря на столь сложное определение, понять его очень легко — это расстояние между двух выступов резьбы.
В свою очередь, метрическая резьба согласно ГОСТ 8724-81 может быть с крупным (основным) или мелким шагом. Считается что шаг от 1 до 68 мм – крупный шаг, выше чем 68 мм – только мелкий шаг. Так же, следует отметить тот факт, что мелкий шах резьбы может быть разным при одном и том же диаметре стержня, а крупный имеет только одно значение.
Обычно мелкий шаг резьбы применяется в условиях небольшой вибрации или толчков. Таким образом, крепежи с мелким шагом часто используют в авиастроении и для скрепления высокоточных механизмов в машиностроении. Что касается обычного шага, то такие крепежи самые популярные и их эксплуатируют практически везде и повсеместно.
Как и любая другая резьба метрическая имеет свои плюсы и минусы. К плюсам стоит отнести высокую надежность крепления, удобство во время монтажа и демонтажа и, конечно же, небольшая стоимость метизов с данной резьбой. Недостатков относительно немного, вернее их всего два – это концентрация напряжения во впадинах резьбы, которая снижает установочную прочность соединения и применения в некоторых случаях средств стопорения.
Шаг для основной и мелкой резьбы
Резьба | Шаг резьбы Р, мм | |||
Основная резьба М | Мелкая резьба М | |||
мелкая | мелкая 2 | супермелкая | ||
M1 | 0. | (0.2) | — | — |
M1.2 | 0.25 | (0.2) | — | — |
M1.4 | 0.3 | (0.2) | — | — |
M1.6 | 0.35 | (0.2) | — | — |
M1.8 | 0.35 | (0.2) | — | — |
M2 | 0.4 | (0.25) | — | — |
M2.2 | 0.45 | (0.25) | — | — |
M2.5 | 0.45 | (0.35) | — | — |
M3 | 0.5 | (0.35) | — | — |
M3. | 0.6 | (0.35) | — | — |
M4 | 0.7 | 0.5 | — | — |
M5 | 0.8 | 0.5 | — | — |
M6 | 1.0 | 0.75 | 0.5 | — |
M8 | 1.25 | 1.0 | 0.75 | 0.5 |
M10 | 1.5 | 1.25 | 1.0 | 0.75 |
M12 | 1.75 | 1.5 | 1.25 | 1.0 |
M14 | 2.0 | 1.5 | 1.25 | 1.0 |
M16 | 2.0 | 1.5 | — | 1. |
M18 | 2.5 | 2.0 | 1.5 | 1.0 |
M20 | 2.5 | 2.0 | 1.5 | 1.0 |
M22 | 2.5 | 2.0 | 1.5 | 1.0 |
M24 | 3.0 | 2.0 | 1.5 | 1.0 |
M27 | 3.0 | 2.0 | 1.5 | (1.0) |
M30 | 3.5 | 2.0 | 1.5 | (1.0) |
M33 | 3.5 | 2.0 | 1.5 | — |
M36 | 4.0 | 3.0 | 2.0 | 1.5 |
M39 | 4. | 3.0 | 2.0 | 1.5 |
M42 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M45 | 4.5 | (4.0) 3.0 | 2.0 | 1.5 |
M48 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M52 | 5.0 | (4.0) 3.0 | 2.0 | 1.5 |
M56 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M60 | 5.5 | 4.0 | 3.0 (2.0) | 1.5 |
M64 | 6.0 | 4.0 | 3.0 | 2.0 (1.5) |
M68 | 6.0 | 4. | 3.0 | 2.0 (1.5) |
 25
25 5
5 0
0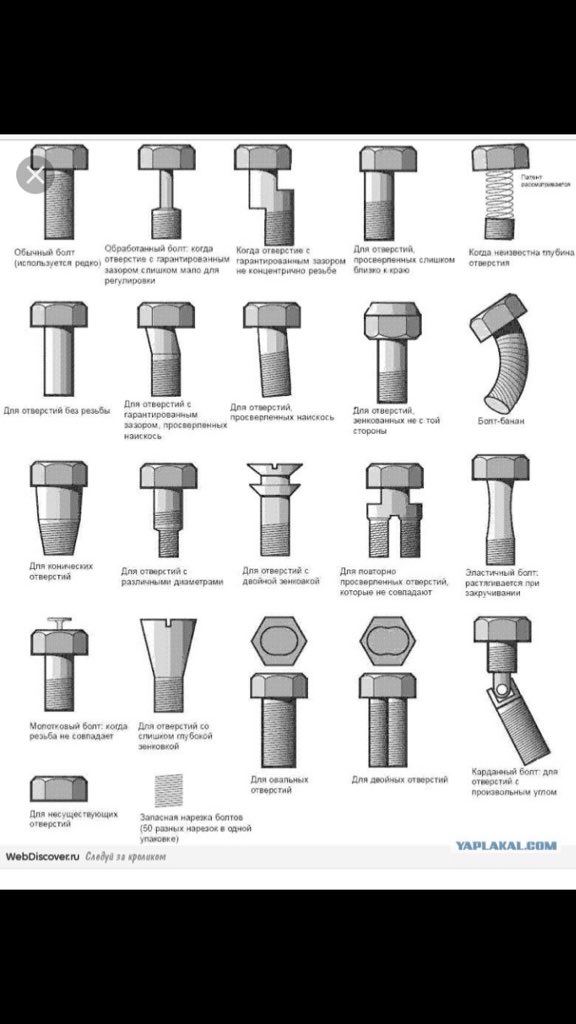 0
0 0
0
Компания «Зевс» предлагает широкий диапазон метизов, как с мелкой, так и с крупной резьбой.
Как определить размер резьбы болта — прочность и конструкция резьбы болта
О резьбе болтаМожет показаться необычным думать о болтах и гайках как о передовой технологии, но по крайней мере 1800 лет эти крепежные элементы были ничем иным, как. До промышленной революции шесть классических машин отвечали за каждое механическое преимущество. Из шести оригинальных машин винты, вероятно, были изобретены последними, но также и самыми революционными.
Их можно использовать для линейной транспортировки объектов или для перекачивания жидкостей, как в знаменитом винтовом насосе Архимеда. Винты были эффективны как редукторы в червячных передачах. Самое главное, они могли надежно и качественно собирать материалы.
Легко утверждать, что болты и гайки сегодня столь же высокотехнологичны. В конце концов, большинство сложных машин — это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые соединения производятся с точностью до допусков и должны отвечать строгим требованиям сегодняшнего рынка высокой эффективности и производительности.Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
В конце концов, большинство сложных машин — это гибриды простых машин. Теперь, после столетий практики металлообработки, резьбовые соединения производятся с точностью до допусков и должны отвечать строгим требованиям сегодняшнего рынка высокой эффективности и производительности.Таким образом, болты становятся все более специализированными и стандартизированными, и конца этому не видно.
Различия между современными болтами и гайками выходят далеко за рамки размеров. Знаете ли вы разницу между накатанной резьбой и нарезанной резьбой? А как насчет классов подгонки резьбы? Метрическая резьба против унифицированного стандарта резьбы? Или грубая или мелкая нить?
Что еще более важно, знает ли ваш поставщик разницу и может ли он разработать оборудование для ваших конкретных приложений? Мы делаем это в Bayou City Bolt, и позвольте нам помочь вам и вашей компании с любыми вашими потребностями в болтах.От, винты с головкой под торцевой ключ, шестигранные и тяжелые болты с шестигранной головкой и многое другое.
Даже на техническом языке часто не делается различия между винтами и болтами. На самом деле эти термины использовались до появления резьбовых крепежных изделий с механической обработкой, поэтому они часто используются как взаимозаменяемые. Органы по стандартизации пришли к выводу, что эти крепежные детали различаются не спецификациями или методами производства; скорее так, как они используются.Как указано в Справочнике по машинному оборудованию и ASME B18, винты представляют собой крепежные детали с внешней резьбой, которые сопрягаются с внутренней резьбой или могут проходить сквозь материалы для сборки компонентов. Чтобы установить или удалить винт, к головке крепежа прикладывают крутящий момент. Болты также имеют внешнюю резьбу, но они удерживаются на месте при приложении крутящего момента к гайке. Совместимая внутренняя резьба должна иметь ту же геометрию, что и резьба на болте.
Невооруженным глазом может показаться, что все резьбы застежки созданы одинаково. Фактически, есть два метода изготовления резьбы — накатка и нарезка, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а излишки материала срезаются с заготовки для создания резьбы. Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также являются более сложными в производстве и более дорогими.
Фактически, есть два метода изготовления резьбы — накатка и нарезка, которые влияют на функциональность крепежа. Для резки требуется пустой стержень, диаметр которого точно соответствует спецификации болта, а излишки материала срезаются с заготовки для создания резьбы. Это приводит к увеличению диаметра до начала резьбы. Все стандартные размеры болтов и типы резьбы могут быть изготовлены путем нарезания. Как правило, болты и винты с нарезанной резьбой имеют лучшую прочность на сдвиг, но также являются более сложными в производстве и более дорогими.
Для изготовления накатанной резьбы используется заготовка, диаметр которой немного меньше заданного конечного диаметра. Заготовка деформируется штампами для создания спиральных выступов и впадин, которые охватывают стержень болта. В результате получается крепеж с более гладкой резьбой, который также весит меньше, чем нарезанные болты того же размера. Эти застежки обработаны холодным способом, отчего нити упрочняются. В целом прокатка — это быстрый, эффективный и менее затратный метод нарезания резьбы на заготовках. Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком твердые для холодной обработки штампами.Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Существуют некоторые ограничения, такие как ограничения на длину резьбы и диаметры болтов, а некоторые материалы слишком твердые для холодной обработки штампами.Два типа конструкционных болтов, A325 и A490, не могут быть прокатаны из-за этих ограничений.
Эти условия означают, что накатанная резьба подходит для большинства применений, поскольку она дешевле и в среднем на 7% прочнее нарезанной резьбы. В то время как холодная обработка приводит к упрочнению минимального диаметра, резка истирает его и ослабляет поверхность материала. Обычно единственный случай, когда нарезанная резьба явно ищется, — это когда указанные материалы слишком трудно наматывать.
Стандартизация крепежных изделий В 19, и веках индустриализация и достижения в области механической обработки привели к массовому производству и распространению крепежных изделий.Конкурирующие болты одного размера с несовместимой резьбой приводили к проблемам взаимодействия, особенно с импортным оборудованием.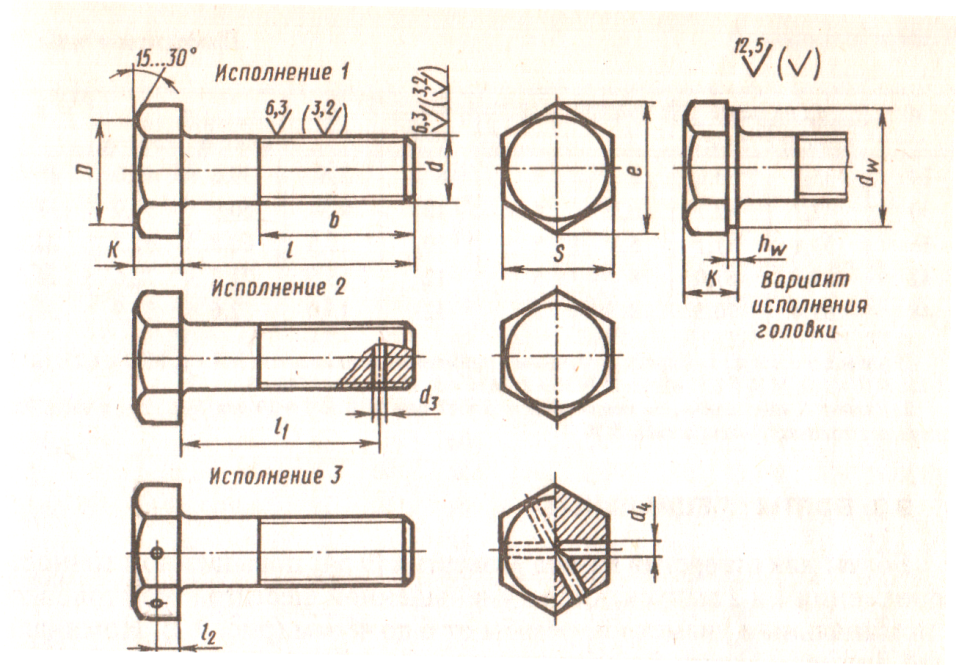 Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, Соединенные Штаты и Великобритания не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Потребовалось глобальное событие грандиозных масштабов (Вторая мировая война), чтобы способствовать международному сотрудничеству в области стандартизации болтов. Канада, Соединенные Штаты и Великобритания не смогли отремонтировать танки и машины друг друга во время войны, поэтому в 1949 году они приняли Унифицированный стандарт резьбы (UTS), который определял критерий резьбы с использованием дюймовых размеров. Между тем, метрическая система набирала популярность в Европе и Азии, что привело к тому, что Великобритания отказалась от UTS и вместо этого приняла метрическую систему.Сегодня Канада и США остаются единственными рынками с высокой концентрацией оборудования UTS. Согласно ISO, мировая популярность оборудования делится на 60% в метриках, 31% на UTS и 9% на другие категории.
Имея самую большую долю рынка, метрические болты определить легче всего. Обозначения начинаются с буквы М, а цифра сразу после нее указывает диаметр болта в миллиметрах. Метрическая резьба крепежа также указывается в соответствии с шагом резьбы, который представляет собой расстояние между соседними витками резьбы, опять же в миллиметрах. Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
Это представлено последней цифрой в обозначении метрического болта. Например, болт с маркировкой M10 x 1,5 представляет собой метрический болт с диаметром 10 мм и 1,5 мм между резьбой.
Подгонка резьбы определяет допуски между выступами и впадинами (гребнями и впадинами) сопрягаемых резьбовых деталей. В метрических описаниях посадка резьбы классифицируется по цифровой и буквенной системе; меньшие числа обозначают резьбу с более высокой точностью, а буквы обозначают положение допуска.В некоторых случаях оборудование может быть помечено двумя наборами размеров резьбовой посадки. Первая метка представляет собой делительный диаметр (воображаемый диаметр, при котором резьба обрезается наполовину — расстояние равно от большого и малого диаметров), а вторая представляет собой диаметр вершины, который является второстепенным диаметром на внутренней резьбе и большим диаметром. на внешней резьбе. Например, болт 4G5G будет иметь внутреннюю резьбу с шагом 4 класса и внутреннюю резьбу с гребнем класса 4. Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для покрытия таких покрытий, как фиксатор резьбы.
Когда уровни высоты тона и гребня одинаковы, обозначения упрощаются; вместо этого болт 4G4G будет обозначен как 4G.Резьба с более высоким допуском устанавливается быстрее и лучше подходит для покрытия таких покрытий, как фиксатор резьбы.
Диаметр Тип | Внутренняя резьба | Наружная резьба |
Шаг | Пять типов: 4-й, 5-й, 6-й, 7-й, 8-й классы | Семь типов: степень 3, степень 4, степень 5, степень 6, степень 7, степень 8, степень 9 |
Крест | Пять типов: 4-й, 5-й, 6-й, 7-й, 8-й классы | Три типа: 4 сорт, 6 сорт, 8 сорт |
Дополнительно позиции допуска могут быть следующих типов.Строчные буквы обозначают внешнюю резьбу, а прописные буквы обозначают внутреннюю резьбу.
Резьба | Классы позиции допуска |
Внутренний | G, H |
Внешний | E, F, G, H |
По сравнению с UTS, метрическая резьба 6g будет очень похожа на болт 2A UTS с точки зрения посадки резьбы.
UTS диаметром менее 1/4 дюйма предусмотрены номера калибров, но размеры в дюймах используются между размерами от 1/4 до 1 дюйма. Второе число болта UTS обозначает резьбу на дюйм (TPI). Болты UTS размером от №0 до №10 имеют две возможные конфигурации TPI (грубую и мелкую), а диаметры №12 и выше могут иметь две или три конфигурации TPI (грубую, мелкую и сверхтонкую). Например, болт UTS, обозначенный № 3-48, представляет собой болт калибра 3 или винт с 48 резьбой на дюйм, а винт 1 / 4-20 имеет диаметр 1/4 дюйма и 20 витков резьбы на дюйм.
Резьбовая посадка также важна для винтов и болтов UTS. Оборудование с неплотной посадкой лучше подходит для приложений, требующих быстрой сборки и разборки, но прецизионная посадка (класс 3) лучше всего подходит для высокоточных, высокопрочных соединений и суровых условий, таких как болты с головкой под торцевой ключ в двигателе. Потоки класса A используются для внешних потоков, а потоки класса B — для внутренних потоков.
Класс резьбы | Допуск | Приложение |
1A | 1. | Только для быстрой и легкой сборки и разборки; редко используемый. |
1Б | 1,50% делительного диаметра | Только для быстрой и легкой сборки и разборки; редко используемый. |
2А | 1,10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
2Б | 1.10% делительный диаметр | Приемлемо для большинства применений: наиболее распространенный класс болтов UTS |
3A | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
3Б | 0,80% делительного диаметра | Высокоточные, высокопрочные приложения; безопасность. |
 50% делительный диаметр
50% делительный диаметр
Органы стандартизации потратили огромные усилия на классификацию шага резьбы, поскольку он определяет область растягивающего напряжения резьбы, которую можно определить с помощью этого уравнения. Напряжение коррелирует с TPI болта.
As = π / 4 X (D — (.938194 X p)) ²
Где:
As: зона растягивающего напряжения
D: диаметр болта
p: 1 / ниток на дюйм (TPI)
Например, сравним площадь растягивающего напряжения двух винтов.Первый — винт 3 / 4-10 UNC.
.3382 = π / 4 X (.75- (938194 x (1/10))) ²
Второй винт имеет такой же диаметр, но другой TPI; это винт 3 / 4-16 UNF.
,3754 = π / 4 x (0,75 — (0,938794 x (1/16))) ²
Как показывает уравнение, именно винт с большим TPI имеет большую площадь растягивающего напряжения.
Как определить толщину резьбы Наконец, резьба как на метрических, так и на UTS-крепежах также подразделяется на грубую, тонкую и сверхтонкую.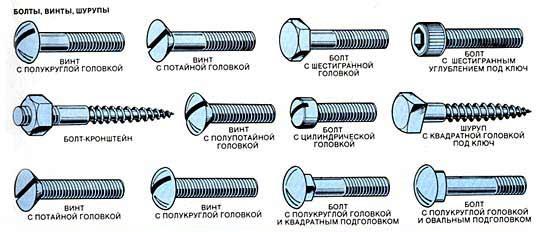 Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они работают.
Типы резьбы UTS обычно обозначаются как UNC (Unified Coarse), UNF (Unified Fine) или (Unified Extra Fine (UNEF). Нет разницы в качестве изготовления между грубыми, мелкими и сверхтонкими типами резьбы, но есть различия в том, как они работают.
Грубая резьба толще и прочнее, чем метизы с мелкой резьбой. Крепежи с крупной резьбой также можно установить быстрее. Например, 3 / 4-10 UNC требует 10 оборотов для установки 1 дюйма оси болта, а 3 / 4-16 UNF потребует 16 оборотов.Крупная резьба обеспечивает зазор для покрытия резьбы и снижает вероятность истирания. Маловероятно, что эти резьбы откроются, если болт изготовлен из мягкого материала.
Тонкую и сверхтонкую резьбу можно исследовать вместе. Их меньший шаг и больший TPI означают лучшую прочность на разрыв, а больший малый диаметр обеспечивает лучшую прочность на сдвиг. Меньшие углы спирали резьбы также обеспечивают превосходную устойчивость к вибрации в крепежных изделиях с мелкой резьбой, что очень важно. Тонкие материалы подходят для тонкой и сверхтонкой резьбы. Они также более полезны для точных приложений.
Они также более полезны для точных приложений.
На основании этих подробных стандартов 91% резьбовых крепежных изделий относятся к одному из этих обозначений.
Метрическая | ||
Диаметр (мм) | Крупный шаг | Мелкий шаг (и сверхмелкий, если применимо) |
1 | .25 | ,2 |
1,2 | ,25 | ,2 |
1,4 | ,3 | ,2 |
1,6 | ,35 | .2 |
1,8 | ,35 | ,2 |
2 | ,4 | ,25 |
2,5 | ,45 | ,35 |
3 | . | ,35 |
3,5 | ,6 | ,35 |
4 | ,7 | ,5 |
5 | ,8 | .5 |
6 | 1 | ,75 |
7 | 1 | ,75 |
8 | 1,25 | 1 (0,75) |
10 | 1.5 | 1,25 (1) |
12 | 1,75 | 1,5 (1,25) |
14 | 2 | 1,5 |
16 | 2 | 1.5 |
18 | 2,5 | 2 (1,5) |
20 | 2,5 | 2 (1,5) |
22 | 2,5 | 2 (1,5) |
24 | 3 | 2 |
27 | 3 | 2 |
30 | 3.5 | 2 |
33 | 3,5 | 2 |
36 | 4 | 3 |
39 | 4 | 3 |
42 | 4.5 | 3 |
45 | 4,5 | 3 |
48 | 5 | 3 |
52 | 5 | 4 |
56 | 5.5 | 4 |
60 | 5,5 | 4 |
64 | 6 | 4 |
 5
5ОТС | |||
Диаметр (номер калибра или дюйм) | Грубый | Тонкий TPI | Экстра тонкий TPI |
# 0 | н / д | 80 | н / д |
# 1 | 64 | 72 | н / д |
# 2 | 56 | 64 | н / д |
# 3 | 48 | 56 | н / д |
# 4 | 40 | 48 | н / д |
# 5 | 40 | 44 | н / д |
# 6 | 32 | 40 | н / д |
# 8 | 32 | 36 | н / д |
# 10 | 24 | 32 | н / д |
# 12 | 24 | 28 | 32 |
1/4 | 20 | 28 | 32 |
5/16 | 18 | 24 | 32 |
3/8 | 16 | 24 | 32 |
7/16 | 14 | 20 | 28 |
1/2 | 13 | 20 | 28 |
9/16 | 12 | 18 | 24 |
5/8 | 11 | 18 | 24 |
3/4 | 10 | 16 | 20 |
7/8 | 9 | 14 | 20 |
1 | 8 | 12 | 20 |
Этот документ может стать бесценным ориентиром при выборе крепежа, но нет необходимости сохранять его в памяти.Вся эта информация основана на опыте опытных инженеров и представителей Bayou City Bolt, которые могут помочь вашей организации отслеживать изнурительные вариации резьбовых винтов, болтов и гаек.
На протяжении почти двух тысячелетий аппаратное обеспечение с поддержкой потоков поддерживало некоторые из самых важных инноваций в истории человечества. Теперь у вашей компании есть шанс использовать высокотехнологичные преимущества современных аппаратных решений.
Скачать PDF
Депо для болтов— таблица значений резьбы на дюйм для болтов США
| Размер болта | Число ниток на дюйм (TPI) | |
|---|---|---|
| Грубая резьба UNC | Тонкая резьба UNF | |
| № 0000 | – | 160 |
| № 000 | – | 120 |
| # 00 | – | 90 |
| # 0 | – | 80 |
| № 1 | 64 | 72 |
| № 2 | 56 | 64 |
| № 3 | 48 | 56 |
| № 4 | 40 | 48 |
| № 5 | 40 | 44 |
| № 6 | 32 | 40 |
| № 8 | 32 | 36 |
| № 10 | 24 | 32 |
| № 12 | 24 | 28 |
| 1/4 « | 20 | 28 |
| 5/16 « | 18 | 24 |
| 3/8 дюйма | 16 | 24 |
| 7/16 « | 14 | 20 |
| 1/2 « | 13 | 20 |
| 9/16 « | 12 | 18 |
| 5/8 « | 11 | 18 |
| 3/4 « | 10 | 16 |
| 7/8 « | 9 | 14 |
| 1 « | 8 | 12 * |
| 1-1 / 8 « | 7 | 12 |
| 1-1 / 4 « | 7 | 12 |
| 1-1 / 2 « | 6 | 12 |
| * 12tpi — стандарт UNF, но 14tpi гораздо более распространен в реальном использовании. | ||
Склад болтов — как обозначены размеры крепежа
Базовая идентификация
Ниже приведен пример полного описания крепежа. Это обозначение включает всю информацию, необходимую для идентификации застежки.
| Описание крепежа: | Крепежный винт | Сковорода Филлипс | Нержавеющая сталь 18-8 | 1/4 — 20 x 2 « | |
| Тип застежки | Голова | Материал | Размер |
Тип застежки
Тип крепежа— это общий тип крепежа, например, винты для дерева , болты с шестигранной головкой , крепежные винты , шестигранные гайки или болты с квадратным подголовком .
Голова
Типы головок содержат до двух частей:
Пример:| Филлипс | Сковорода |
| Тип привода | Стиль головы |
Тип привода
Тип привода описывает тип инструмента, используемого для установки крепежа. Распространенными примерами являются диски Phillips , со шлицами и квадратные .
Некоторые крепежные детали, такие как болты с квадратным подголовком , , не имеют привода, поэтому тип привода не указан.
В некоторых других случаях, например, с болтами с шестигранной головкой , тип головки и привода (шестигранник) определяется типом крепежа.
Тип головы
Стиль головы описывает форму головы. Типичными примерами являются: поддон , плоский , ферма и шестигранник .
Некоторые типы крепежа, включая установочные винты и некоторые анкеры , не имеют головки, и поэтому свойство головки не будет присутствовать.
Материал
Наиболее частые части описания материала:
| Пример: | оцинковка | 8 класс | Сталь |
| Покрытие | Марка | Материал |
Покрытие
Многие крепежные детали, особенно стальные, имеют гальваническое покрытие или покрытие для защиты от коррозии или в декоративных целях.Обычные покрытия включают цинкование , цинкование и хромирование .
Оценка
Некоторые материалы, например сталь, бывают разных сортов. Марка определяет точный набор механических свойств. Примеры обычных марок стали включают сорт 2 , сорт 8 и сорт 8,8 .
Материал
Это основной базовый материал.Наиболее распространенным материалом для крепежа является сталь (включая нержавеющую сталь ), часто дополнительно указывающую марку (марка 8 и т. Д.). Однако используются многие другие материалы, в том числе латунь , бронза и нейлон .
Это свойство будет присутствовать всегда , даже если не указаны сорт или покрытие. Таким образом, полное описание материала застежки может быть просто: латунь.
Прочая информация
Иногда описание материала может содержать другую информацию.Примеры включают крепеж с окрашенными головками , цветные покрытия, такие как желтый цинк , или полированные покрытия .
Дополнительную информацию о материалах см. На нашей странице «Материалы».
Размер
Для большинства крепежных изделий размер состоит из двух или трех частей. Например:
| Пример: | 1/4 « | — 20 | x 3 дюйма |
| Диаметр | Резьба количество | Длина |
Диаметр
Диаметр обычно измеряется снаружи резьбы.Для крепежных изделий США это измеряется в дюймах (за исключением малых диаметров, где диаметры пронумерованы), а для метрических крепежных элементов — в миллиметрах (сокращенно мм или с префиксом M).
Для получения дополнительной информации о том, как измерить диаметр определенных типов крепежа, см. Нашу страницу «Измерение диаметра крепежа».
Число ниток / шаг
Только крепежные детали с машинной резьбой (гайки и винты / болты, которые могут принять гайку) указывают количество резьбы или шаг резьбы.
Крепежные деталиСША определяют витков на дюйм (TPI), обычно называемое количество витков на дюйм , поэтому 20 соответствует 20 виткам на дюйм. Вместо этого в метрических крепежных изделиях указывается шаг резьбы , который представляет собой расстояние между резьбами. Следовательно, с шагом 1,5 будет 1,5 миллиметра между каждой резьбой.
Для получения дополнительной информации см. Нашу страницу «Шаг резьбы и количество ниток».
Длина
Длина застежки обычно измеряется от предполагаемой поверхности материала при установке застежки до конца застежки.Крепежные детали в США измеряются в дюймах, а метрические крепежи — в миллиметрах (мм). Для получения дополнительной информации о том, как измерить определенные типы крепежа, см. Нашу страницу Измерение длины крепежа.
Порядок и условные обозначения
Диаметр, количество / шаг резьбы и длина всегда должны указываться в этом порядке. Кроме того, для крепежа США и метрической системы используются несколько иные обозначения.
В крепежных изделиях США тире следует использовать для разделения диаметра и количества резьбы (если есть количество резьбы), а символ x используется для отделения их от длины.Двойная кавычка («) может присутствовать, а может и не присутствовать, чтобы указать, что размер измеряется в дюймах. Знак числа (#) указывает числовой диаметр, используемый с меньшими винтами. Следует избегать опускания знака числа для этих размеров, поскольку это может легко привести к путаница между американскими и метрическими размерами.
В метрических застежках x используется для разделения каждой части размера. Каждая часть (включая шаг резьбы) измеряется в миллиметрах, поэтому за каждой может следовать аббревиатура мм.Часто это не относится к шагу резьбы. Иногда его также не используют в других частях размера. Этого следует избегать, так как это может привести к путанице с американскими размерами застежек. Чтобы сократить метрические размеры, многие люди используют заглавную букву M перед диаметром, а затем оставляют единицы измерения в других частях размера. Этот метод приводит к уменьшению размера, который все еще явно является метрическим размером.
Примеры:
США Машинная резьба Немашинная резьба США | Метрическая машинная резьба Метрическая немашинная резьба Альтернатива с метрической системой |
Другая недвижимость
Некоторые застежки обладают дополнительными особыми свойствами.Некоторыми примерами являются специальные типы острия ( нарезание резьбы , пробивка , острие упора ), встроенные шайбы (неопреновые уплотнительные шайбы , фиксированные стопорные шайбы ), специальные системы фиксации резьбы (нейлоновая накладка , предварительно -примененный резьбовой фиксатор r) и вентилируемый винт . Эти свойства включены в остальную идентификацию.
Гайки и шайбы
Гайки и шайбы не обладают многими свойствами других крепежных изделий.
Размеры гаек и шайб совпадают с диаметром крепежа, с которым они предназначены. Таким образом, шайба 1/4 дюйма подходит для болта / винта 1/4 дюйма.
Пример шайбы описание:
| Пример: | Шайба плоская | нержавеющая сталь | 1/4 « |
| Тип | Материал | Размер |
Пример гайки Описание:
| Пример: | Гайка шестигранная | нержавеющая сталь | 1/4 дюйма — 20 |
| Тип | Материал | Размер |
Типы, материалы и размеры указаны выше, с отмеченными исключениями.
Порядок собственности
Хотя Bolt Depot использует порядок, указанный в верхней части этой страницы, другие поставщики могут использовать другой порядок для деталей, составляющих описание.
Пример:
Вместо
Тип Тип головки Материал Размер
Вы можете увидеть
Тип материала Размер Тип головки
или
Размер Материал Тип головки Тип
В других случаях эти различные элементы могут быть разделены на этикетке или листе заказа.Пока присутствуют все элементы, застежку можно легко идентифицировать.
Сокращения
Поскольку описания крепежа могут быть довольно длинными, часто используются сокращения.
Примеры:
WS = шуруп
MS = крепежный винт
Фил = Филлипс
S / S = нержавеющая сталь
G8 = сталь 8 класса
Таким образом, вы можете увидеть что-то вроде этого:
Пример: WS Phil.Плоский S / S # 12 x 2
Несмотря на то, что он сильно укорачивается, он содержит полную спецификацию крепежа.
На нашей странице сокращений для крепежных изделий можно найти множество общепринятых сокращений.
Примечание. Помимо сокращений, многие люди не учитывают в описании крепежа те части, которые, по их мнению, будут либо «стандартными», либо не важны для них. Например, можно не указывать плотность резьбы, потому что им просто нужна «стандартная» (грубая) резьба, или не указывать марку материала.Всегда лучше попытаться получить эту информацию до совершения покупки, чтобы избежать ошибок.
Shop Talk
Каждый, кто работает с крепежом, со временем начинает использовать свои сокращения и терминологию. Кричать «Принеси мне несколько анкеров для перил» намного проще, чем «Возьми мне анкеры из нержавеющей стали размером три восьмых шестнадцать на четыре дюйма». Часто этот «Shop Talk» передается людям, которые никогда не знали другого названия застежки, а иногда даже становится отраслевым или региональным сленгом.
Для тех случаев, когда вы не можете идентифицировать застежку по имени, мы создали Таблицу типов застежек для печати. Эта таблица типов, а также иллюстрации в нашем каталоге разработаны, чтобы помочь вам определить, что вам нужно, вплоть до определенного размера.
Для помощи в поиске застежки, пожалуйста, свяжитесь с нашим отделом обслуживания клиентов по телефону 866-337-9888
.Данные крепежа — ТАБЛИЦА РЕЗЬБЫ 10b
Винтовая резьбаДетали резьбы резьбовых крепежных деталей с восемью диаграммами и видео, показывающими изготовление резьбы со ссылкой на историю резьбы.
щелкните по изображениям
quick view
75
не расходует материал
Цилиндрическая заготовка, имеющая внешний диаметр между большим и меньшим диаметрами готовой резьбы, вращается между закаленными стальными штампами, имеющими форму обратной резьбы.
Резьба матрицы проникает в поверхность заготовки, образуя впадины резьбы, и смещает материал радиально наружу, образуя гребни. Металл не удаляется и не тратится, а перемещается.
Повышенная прочность на растяжение, сопротивление сдвигу и усталостиСтруктура зерна резьбы не нарушена; вместо этого он формируется непрерывными непрерывными линиями по контурам резьбы. Накатанные резьбы обладают повышенным сопротивлением отслаиванию, потому что такие сбои вынуждены происходить поперек, а не вместе с потоком зерна.
Резьбы производятся с полированными основанием и боковыми поверхностями, без поверхностных дефектов, которые могут оказаться отправными точками для усталостного разрушения. Поверхностные слои нити, особенно в корнях, подвергаются сжатию. Эти сжимающие напряжения должны быть преодолены, прежде чем могут возникнуть растягивающие напряжения, вызывающие усталостное разрушение.
ОЧЕНЬ КОРОТКОЕ ВИДЕО ДЛЯ ПРОКАТКИ С ДВУМЯ РЕЗЬБОЙ
ОЧЕНЬ КОРОТКОЕ ВИДЕО ДЛЯ ПРОКАТКИ ПЛОСКОЙ РЕЗЬБЫ
придумал калибр для винторезных станков в 1569 году.В 1641 году винторезное нарезание было усовершенствовано Хиндли из Йорка, Англия. В 1760 году Иов и Уильям Вятт продвинулись еще дальше. Генри Крам запатентовал ту же машину Wyatt в США 76 лет спустя, в 1836 году. Карьера Генри Модсли началась в 1789 году в качестве кузнеца, который изготавливал машины для знаменитого слесаря Джозефа Брамы. Когда позже Генри Модслей основал свою собственную компанию, на его работу повлияла точность. В начале восемнадцатого века машины были примитивными, не было стандартных мер, детали должны были быть индивидуально спроектированы, гайки и болты должны были соответствовать парам и не были взаимозаменяемыми.Генри Модслей был одним из первых, кто осознал важность стандартизации и взаимозаменяемости деталей машин. Его главным инженерным вкладом стал большой токарно-винторезный станок. Токарный станок Генри Модслея намного превосходил всех своих предшественников, и поэтому он получил широкое распространение. Поэтому неудивительно, что Джозеф Уитворт выбрал произведения Модсли в качестве отправной точки для того, что должно было стать его очень успешной карьерой. Джозеф Уитворт
Модслей взял в ученики Джозефа Уитворта, который оказался исключительно талантливым.Затем он работал в Джозефе Клементсе, где они пытались построить вычислительную машину Бэббиджа, первый компьютер, и, наконец, основал себе мастерскую как инструментальщик.
Витворт поставил перед собой задачу разработать стандарт для потоков. Он также собрал болты со всей Англии, отмечая, какие размеры оказались наиболее полезными, а также результаты различных форм резьбы. В 1841 году он предложил в качестве стандарта форму резьбы с включенным углом 55 °, а вершины и низ резьбы закруглены с радиусом, равным 0.1373 раза больше шага.
Отчасти из-за огромного престижа, который Уитворт получил от демонстрации своих машин на выставке Crystal Palace в 1851 году, система Уитворта стала широко использоваться в Великобритании к 1860 году. Позже была выпущена вторая серия с более тонкой резьбой (BSF British Standard Fine ) был добавлен.
Уильям СеллерсАмериканцы столкнулись с теми же проблемами из-за отсутствия стандартизации потоков, что и Великобритания.Вызов был принят Уильямом Селлерсом из выдающейся семьи американских технических специалистов. В 1864 году комитет Института Франклина рекомендовал использовать систему винтовой резьбы Продавца. Форма резьбы стала известна как «резьба Франклина» или, чаще, «резьба продавца», позже как «стандартная резьба Соединенных Штатов». и единый поток.
Основное отличие формы резьбы Продавца от формы Витворта состоит в том, что вершина и низ резьбы (гребни и корни) сплющены.Уплощенный корень — плохой выбор. Такие угловые конфигурации в металлическом концентрате напряжения и в процессе производства в любом случае приводят к высоким напряжениям в корнях резьбы. Результат — трещины и сломанный крепеж. Эта проблема была не так заметна у Продавцов, когда у продавцов все равно было скругление корней резьбы, так как инструменты, с помощью которых болты изнашивались, изнашивались. Круглые корни в настоящее время являются нормой в США, и резьба описывается в UNRC, UNRF буквой «R» для круглого корня.
Немцы, швейцарцы и французы разработали собственные формы метрической резьбы.Метрический мир в конце концов согласился, но не формализовал в 1898 году серию метрических резьб Systeme Internationale (SI) с углом резьбы 60 градусов.
Можете ли вы объяснить некоторые основные термины, связанные с винтами и резьбой?
Винтовая резьба: Ребро или однородное сечение в форме спирали на внешней или внутренней поверхности цилиндра или в форме конической спирали на внешней или внутренней поверхности конуса.
Внешняя резьба: Внешняя резьба — это резьба снаружи элемента.
Внутренняя резьба: Внутренняя резьба — это резьба внутри элемента.
Большой диаметр: Наибольший диаметр резьбы винта или гайки. Термин «большой диаметр» заменяет термин «внешний диаметр» применительно к резьбе винта, а также термин «полный диаметр» применительно к резьбе гайки.
Minor Диаметр: наименьший диаметр резьбы винта или гайки. Термин «малый диаметр» заменяет термин «диаметр сердечника» применительно к резьбе винта, а также термин «внутренний диаметр» применительно к резьбе гайки.
Диаметр шага: На прямой винтовой резьбе, диаметр воображаемого цилиндра, поверхность которого будет проходить сквозь резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину промежутков, прорезанных поверхностью цилиндр. Для конической винтовой резьбы диаметр на заданном расстоянии от плоскости отсчета, перпендикулярной оси воображаемого конуса, поверхность которого будет проходить сквозь резьбу в таких точках, чтобы уравнять ширину, резьбу и ширину. пространств, прорезанных поверхностью конуса.
Шаг: расстояние от точки на резьбе винта до соответствующей точки на следующей резьбе, измеренное параллельно оси.
Шаг в дюймах: 1, деленное на количество витков на дюйм
Угол резьбы: угол между сторонами резьбы, измеренный в осевой плоскости.
Угол винтовой линии: Угол, образованный спиралью или конической спиралью резьбы с делительным диаметром с плоскостью, перпендикулярной оси.
Гребень: поверхность резьбы, соответствующая большему диаметру винта и меньшему диаметру гайки.
Шаг: расстояние, на которое резьба винта продвигается в осевом направлении за один оборот. На винтах с одной резьбой шаг и шаг идентичны; на винте с двойной резьбой шаг в два раза больше шага; на винте с тройной головкой шаг в три раза больше шага и т. д.
Корень: поверхность резьбы, соответствующая меньшему диаметру винта и большему диаметру гайки.
Сторона или Пашина: поверхность резьбы, которая соединяет гребень с основанием.
Ось винта: продольная центральная линия, проходящая через винт.
Основание резьбы: нижняя часть резьбы; наибольшее сечение между двумя соседними корнями.
Глубина резьбы: расстояние между вершиной и основанием резьбы, измеренное перпендикулярно оси.
Количество ниток: количество ниток на один дюйм длины.
Длина зацепления: Длина контакта между двумя сопряженными резьбовыми частями, измеренная в осевом направлении.
Глубина зацепления: глубина резьбы двух сопряженных частей, измеренная в радиальном направлении.
Линия шага: Элемент воображаемого цилиндра или конуса, указанный в поле «Диаметр шага».
Толщина резьбы: расстояние между соседними сторонами резьбы, измеренное вдоль или параллельно линии деления резьбы.
Средняя площадь: термин «средняя площадь винта», когда он используется в спецификациях и для других целей, обозначает площадь поперечного сечения, вычисленную из среднего значения основного шага и вспомогательного диаметра.
Левосторонняя и правосторонняя крепежная резьба: использование и сравнение
Крепежные детали — это гайки, болты, винты и другие мелкие компоненты, которые удерживают машины и компоненты вместе в рабочем состоянии.Многие крепежные детали работают за счет эффективного использования резьбы (левая резьба и правая резьба), которые позволяют эффективно скручивать гайки и болты.
Но как работают потоки? Направление, в котором рабочие заворачивают и откручивают крепежные детали, во многом зависит от области применения, в которой они появляются. Кроме того, существует множество различных типов ниток для оптимизации различных способов крепления предметов. В этом блоге мы исследуем несколько из множества различных разновидностей потоков, а также их использование.
Общие области применения и применения крепежной резьбы
Винтовая резьба помогает во многих областях, например:
- Крепление: Резьба винтов появляется на традиционных крепежных деталях, таких как гайки, болты и винты, и они также помогают соединять трубы с резьбой, шланги, крышки и приспособления
- Редуктор: Резьба винта помогает редуктору с помощью червячной передачи
- Линейное движение объекта: Крепежная резьба может использоваться для преобразования вращательного движения в линейное движение
Понимание правшей vs.Левосторонние резьбы
Терминология резьбы и различные типы
Резьба представляет собой сплошные винтовые гребни на цилиндрических крепежных деталях. Для таких деталей, как винты, выступы будут снаружи, а у таких деталей, как гайки, выступы будут внутри цилиндрических корпусов.
Существует ряд общих терминов для описания различных аспектов потоков, которые мы определяем ниже:
- Наружная резьба: Резьба, которая наматывается на внешнюю часть стержня застежки
- Внутренняя резьба: Резьба, проходящая по внутренней части застежки
- Ось: Продольные линии, используемые для измерения длины застежки
- Шаг: Расстояние между точкой на одной резьбе и точкой на другой резьбе
- Наибольший диаметр: Наибольший диаметр внутренней или внешней резьбы
- Малый диаметр: Наименьший внутренний или внешний диаметр резьбы
Крепежная резьба: что такое винтовая резьба?
Винтовая резьба — это наклонные спирали, которые спускаются по цилиндрической поверхности таких деталей, как винты и болты.Они отвечают за преобразование энергии между вращательным и линейным движением и силой. Крепежные детали с совместимой резьбой могут обеспечить герметичное уплотнение для самого различного оборудования.
Направление винта: левая и правая резьба
Ручка винта — это направление, в котором резьба винта наматывается на вал. Правая резьба проходит по часовой стрелке, а левая — против часовой стрелки. Происхождение рукоятки нити уходит корнями в физиологию человека: винты с разной рукояткой являются эргономичными для людей в зависимости от их доминирующей руки.
Сегодня в большинстве винтов используется правосторонняя резьба, и редко можно найти винт с левым концом, используемый в любом приложении, для которого это специально не требуется. Однако есть некоторые приложения, в которых специально рекомендуется использовать левосторонние застежки.
Использование и применение левосторонней резьбы
Левая резьба также известна как обратная резьба. Эти резьбы используются в специализированных приложениях, в которых приложение давления вынуждает ослабить винт или болт с правой резьбой.
Некоторые области применения, в которых выгодно использовать левосторонние крепежные детали, включают:
- Автомобильная промышленность: Болты некоторых шин имеют обратную резьбу для предотвращения ослабления крутящего момента.
- Отопление и водопровод: Трубы часто имеют как правую, так и левую резьбу, чтобы обеспечить дополнительный уровень защиты от утечки
- Безопасность: Клапаны подачи газа используют левую резьбу, чтобы отличать их от клапанов, контролирующих кислород
Качественные крепежные решения от National Bolt
КомпанияNational Bolt производит нестандартные крепежные детали, изделия большого диаметра и многое другое на заказ, и мы гордимся своей быстрой производительностью и сроками доставки.
Если вы хотите узнать больше о наших решениях для крепления на заказ, не стесняйтесь обращаться к нам или запрашивать расценки сегодня!
Винты с полной резьбойи с неполной резьбой
Когда вам нужен болт, возникает соблазн найти что-нибудь, что соответствует требованиям требуемого размера. Но гораздо больше нужно сделать для выбора правильного решения для работы. Есть такие соображения, как то, насколько хорошо болт захватывает и как он распределяет нагрузку.Существует множество типов болтов, винтов и других крепежных деталей для выполнения различных работ с различными требованиями.
Когда у вас есть конкретная работа и вам нужны надежные винты, вам нужно принять множество решений. Один из наиболее важных вариантов — нужен ли вам болт с частичной или полной резьбой. Чтобы помочь вам получить больше информации и принять лучшее решение для любого проекта, рассмотрим винты с полной и частичной резьбой.
Мы все были виноваты в менталитете «если подходит, значит достаточно», но это не лучшая практика.Если вы полагаетесь на экспертов FMW Fasteners, мы можем помочь вам подобрать болты и винты, соответствующие вашим требованиям.
Винт против болтаИспользуемый как общий термин для винтов и болтов, крепеж — это аппаратное устройство, которое механически удерживает два или более приложений в определенном положении. Крепеж создает непостоянное соединение, которое при необходимости можно подтянуть или удалить.
Объем мирового рынка крепежа оценивается в 83 доллара США.3 млрд в 2018 году и ожидается, что к 2025 году совокупный годовой темп роста составит около 4%. В 2018 году автомобильные приложения, в которых использовались крепежные детали, заняли лидирующие позиции в Северной Америке, составив около 29% от общего рынка крепежных изделий. Другие отрасли, в которых используются крепежные изделия, включают промышленное оборудование, аэрокосмическую промышленность, строительство, бытовую технику, мебель, двигатели и насосы, газоны, сантехнику, домашние дела и многое другое.
Итак, в чем разница между винтом и болтом? Винт — это крепеж с внешней резьбой.У него есть головка на одном конце, которую вы можете повернуть, чтобы затянуть, а на другом конце есть спиральная резьба для прокалывания поверхностей. Винты совпадают с заранее сформированной внутренней резьбой отверстия, или крепежный элемент формирует свою собственную резьбу. Вы можете затянуть и отпустить его, повернув голову.
Болт также представляет собой крепеж с внешней резьбой с головкой на одном конце. Однако разница заключается в том, как это применяется. Болты вставляем через предварительно просверленные отверстия. Затем вы можете затянуть крепеж вместе с гайкой, а иногда и с шайбой.Вся деталь состоит из головки, фланца, корпуса, перехода и резьбы.
Что такое крепежная резьба?Резьба застежки — это выступ, который наматывается на цилиндр болта, винта или другого крепежа. Однородное сечение, известное как параллельная или прямая резьба, образует спираль, которая может располагаться на внутренней или внешней поверхности цилиндра. Также есть разница между правой и левой резьбой.
Правая резьба будет наматываться по часовой стрелке в обратном направлении, если смотреть на нее в осевом направлении.Большинство нитей поддерживают этот дизайн. Левая резьба, если смотреть в осевом направлении, имеет резьбу, вращающуюся против часовой стрелки.
Сколько типов ниток существует?Существует два основных типа потоков, о которых вы уже знаете: частичные и полные. Однако есть также различные виды резьбы, которые можно найти как на полной, так и на частичной застежке, например:
- Unified National Coarse: Резьба UNC предназначена для общих работ по креплению, которые имеют более глубокую и универсальную посадку для легкого удаления.
- Unified National Extra Fine: UNEF — это самые тонкие типы резьбы, которые идеально подходят для работы с твердым материалом с резьбовыми отверстиями, тонкими резьбовыми стенками и тонким материалом с резьбовыми отверстиями.
- Unified National Fine: Резьба UNF обладает повышенной несущей способностью и способностью фиксировать крутящий момент благодаря большому малому диаметру. У них более жесткие допуски, они могут выдерживать более тяжелые нагрузки и имеют более тонкую регулировку натяжения.
- UNJC и UNJF: Хотя есть внутренняя и внешняя J-образная резьба, внешние UNJC и UNJF имеют больший радиус впадины, что придает резьбе большую прочность на разрыв и меньшую концентрацию напряжений.
- UNR и UNK: UNR — это то же самое, что и UNC, но имеет закругленный радиус основания и является только внешним. Резьба UNK похожа на резьбу UNR, но меньшая ширина и радиус корня требуют проверки.
- Постоянный шаг: Резьба постоянного шага доступна в различных диаметрах для соответствия конкретным применениям.
Помимо работы с множеством различных резьб для вашего проекта, вы также можете выбрать из множества болтов, таких как каретка, шестигранник, шаг, фланец и проушина. Или выберите один из винтов, таких как дерево, станок, листовой металл и сопряжение. Каждый из них может иметь ряд других характеристик, таких как тип головки, типы привода, шайбы и типы гаек. Опираясь на наш опыт, мы можем помочь вам сузить круг вариантов.
Шаг резьбы относительно диаметра резьбыТот же метод применяется при поиске болта, подходящего для вашего приложения.Вы знаете, как определять шаг резьбы, и знаете ли вы, какой диаметр резьбы?
Для начала, количество ниток измеряется количеством ниток на дюйм (TPI) застежки. Он описывает количество резьбы на дюйм по длине болта или винта и является термином, используемым для американских крепежных изделий, использующих британскую систему мер. Когда вы работаете с застежкой меньшего размера, она будет иметь меньшую резьбу, а это означает, что количество ниток будет выше — и наоборот.
Шаг винта использует метрические единицы для измерения расстояния между резьбой.Измеряемое в миллиметрах, это расстояние от одной точки на резьбе до другой соответствующей точки на соседней резьбе, которое измеряется параллельно оси в той же осевой плоскости и с той же стороны. Чтобы измерить и то и другое, используйте калибр для резьбы или обратитесь к специалистам FMW Fasteners, которые подскажут, что вам нужно.
Вам также следует ознакомиться с делительным диаметром, который представляет собой диаметр резьбы, проходящей через резьбу. Ширина выступов, как и канавок для резьбы, одинакова.Делительный диаметр примерно посередине между малым и большим диаметрами.
Также есть случай узнать разницу между большим и малым диаметром. Major — это измерение, которое вычисляет расстояние от гребня до гребня внешней резьбы. Для внутренней резьбы вы должны пройти от корня к корню воображаемого цилиндра. Малый — это диаметр, который касается вершин или оснований воображаемого цилиндра, который также известен как диаметр основания.
Неполная резьба Крепежные деталиНаконец, переходим к самому важному этапу познания.Болты и винты с частичной резьбой имеют область под головкой, полностью свободную от резьбы. Их называют болтами с частичной резьбой из-за того, что на них нет резьбы. Эта область болта без резьбы, также известная как стержень болта или заплечик крепежа, будет варьироваться по длине в зависимости от области применения болта.
Почему следует выбирать болт с неполной резьбой? Болты с частичной резьбой лучше всего подходят для обеспечения сопротивления и центровки. Когда у вас есть проект, требующий большого усилия для удержания объекта на месте, болт с частичной резьбой обеспечивает необходимую прочность.Безрезьбовой сегмент, известный как длина рукоятки, не содержит слабых мест для предотвращения деформации.
При использовании болтов с частичной резьбой их можно вбивать в отверстия с резьбой или использовать для сквозного болта вместе с гайкой и шайбой. Неполная резьба идеальна для дополнительной прочности, сопротивления сдвигу и критического выравнивания, а не для лучшего сцепления. Используйте их в таких приложениях, как крепления двигателей, водяные насосы, генераторы переменного тока и т. Д.
Полная резьба Крепежные деталиКак вы могли догадаться, болты и винты с полной резьбой не имеют длины захвата или участка без резьбы.Нити идут из-под головы к кончику.
Почему следует выбирать болт с полной резьбой? Если вас больше всего интересует сила захвата и меньше интересует выравнивание и прочность на сдвиг, лучше всего подойдет болт с полной резьбой. После установки болт с полной резьбой распределяет давление по всей его длине, при этом наибольшее удерживающее давление оказывается на головку, где он встречается с материалом, к которому крепится.
Часто используемые в автомобильной промышленности для проектирования рам автомобилей, решения с полной резьбой распределяют монтажное давление панелей автомобиля по длине всего болта благодаря полной резьбе.Там, где сила захвата более важна по сравнению с выравниванием или прочностью на сдвиг, лучше всего использовать сплошную резьбу.
В чем разница между двумя вариантами?Основное отличие винтов с полной резьбой от винтов с частичной резьбой заключается в том, что у полных крепежных элементов резьба проходит по всей длине винта, в то время как частичные винты имеют участок без резьбы под головкой, который представляет собой длину захвата. Затем следует частичная заправка оставшейся части пути вниз.Оба типа креплений идеально подходят для множества применений, но очень важно знать, какой из них подходит для вашего проекта, поскольку они по-разному захватывают и распределяют вес. Такие переменные, как размер головки, шаг резьбы и тип резьбы, влияют на возможности крепежа.
Как можно использовать различные типы креплений
Ни один тип болта не используется чаще, чем другой. Вместо этого вы выбираете болт, который вам нужен.
Выбирайте болты с частичной резьбой для проектов, требующих чрезмерной удерживающей силы.Болты с частичной резьбой часто используются для крепления двигателей, генераторов и других автомобильных креплений, а также водяных насосов. В таких случаях точность имеет решающее значение, а длина захвата болта обеспечивает необходимое выравнивание.
Во время затяжки рукоятка плотно втягивается в отверстие за счет резьбы, выступающей на другой стороне держателя. Результирующая сила — это то, что необходимо для надежного удержания опор двигателя. Неполные резьбы также лучше сопротивляются трещинам и изгибам.
Выбирайте болты с полной резьбой, если требуется большее усилие захвата, чем удерживающая сила. Если вы будете использовать болты с частичной резьбой для автомобильных креплений, таких как крепления двигателя и генераторы переменного тока, используйте болты с полной резьбой для автомобильного крепления, например панелей кузова. Панели кузова не требуют того же удерживающего усилия, которое требуется для крепления мотора, но им нужен стабильный захват. Болт с частичной резьбой сохраняет свою удерживающую силу на конце с резьбой, в то время как удерживающая сила полностью нарезанного болта распространяется по всей секции вала.
Работа с крепежом с полной резьбой означает, что натяжение, приложенное к болту, будет распространяться на большую площадь поверхности, чтобы выдерживать большие силы. Кроме того, они с меньшей вероятностью оторвутся.
Выбор между болтами с полной и частичной резьбойПри поиске болта, подходящего для вашего следующего проекта, вы сталкиваетесь с множеством вариантов. Когда дело доходит до выбора винтов с полной или частичной резьбой, подумайте, нужна ли вам максимальная сила захвата или максимальная защита от сдвига.Если вам нужна сила захвата, подберите подходящий болт с полной резьбой, изготовленный из нужного вам материала. Если вас больше беспокоит срез, выберите болт с частичной резьбой, который поможет защитить его.
Вы обнаружите, что разные болты с частичной резьбой имеют разную длину захвата, поэтому перед покупкой подумайте, какой длины должна быть длина захвата. Если вы все еще не уверены, какое решение лучше всего подойдет для вашей работы, обратитесь за советом к экспертам FMW Fasteners.
О компании FMW FastenersВ FMW Fasteners мы обслуживаем как профессионалов, так и энтузиастов, которые делают все сами, которым нужны высококачественные материалы для достижения выдающихся результатов в своих проектах. Вы найдете широкий выбор болтов с полной и частичной резьбой, а также всех других крепежных элементов, которые могут вам понадобиться для выполнения текущей работы. Вы можете заказать именно ту сумму, которая вам нужна, вместо того, чтобы рассчитываться на случайное оптовое количество.
Наслаждайтесь ежедневными низкими ценами в FMW Fasteners, а также бесплатной доставкой квалифицированных заказов.Вы также можете в любой момент отправить обратно то, что вам не нужно или не нужно.
Есть вопросы по поводу винтов с полной резьбой и винтов с частичной головкой? Мы всегда готовы помочь. В FMW Fasteners вы не только найдете лучший выбор материалов, но также найдете команду обслуживания клиентов, которая поможет вам найти то, что вам нужно. Все, что мы делаем — от процесса выбора и заказа до обслуживания клиентов — превосходит потребности профессионалов и энтузиастов, которые хотят, чтобы лучшие материалы обеспечивали исключительные результаты.
Посмотреть нашу онлайн-подборку Крепежные деталиFMW основаны на технологиях и готовы предоставить вам труднодоступные детали в необходимом количестве.